esp-10/92 camadas de prÉ-misturado a quente … · os serviços consistem no fornecimento, carga,...
TRANSCRIPT

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
1
INTRODUÇÃO
Esta especificação de serviço define os critérios que orientam a execução de
camadas constituídas de misturas asfálticas do tipo pré-misturado à quente, em
obras sob a fiscalização da Prefeitura do Município de São Paulo.
1. DESCRIÇÃO
1.1. Os serviços consistem no fornecimento, carga, transporte, descarga e a
usinagem de materiais, mão-de-obra e equipamentos necessários à execução
e ao controle de qualidade de camadas de pré-misturado a quente (PMQ).
1.2. Pré-misturado à quente é a mistura asfáltica executada em usina
apropriada, a quente, composta por agregado mineral e cimento asfáltico de
petróleo, espalhada e comprimida a quente. O PMQ é usualmente utilizado
como camada de rolamento em vias de tráfego do tipo leve e muito leve
(periférico) ou recapeamento para estes tipos de tráfego.
2. MATERIAIS
Todas as especificações de materiais e normas de ensaios, exceto as
explicitadas nesta especificação devem satisfazer as preconizadas pela
Prefeitura do Município de São Paulo.
2.1. Materiais Asfálticos
É recomendado o emprego de cimento asfáltico de petróleo do tipo CAP-20 e,
excepcionalmente CAP-55 desde que autorizado pela fiscalização, atendendo
ao especificado na (PMSP/SP EM-05/92). O emprego de outros tipos de
cimentos asfálticos especificados pela ABNT poderão ser admitidos, desde que
tecnicamente justificado e sob a devida aprovação da fiscalização.
2.2. Agregados
2.2.1. Agregado Graúdo
O agregado graúdo, assim considerado o retido na peneira 4,8 mm (n0 4) será
constituído por pedra britada apresentando partículas sãs, limpas e duráveis,
livres de torrões de argila e outras substâncias nocivas, atendendo aos
seguintes requisitos:

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
2
a. Quando submetidos à avaliação da durabilidade com sulfato de sódio,
em cinco ciclos (método DNER-ME 89-64) os agregados utilizados
deverão apresentar perdas inferiores a 12%;
b. Para o agregado retido na peneira de 2,00mm (n0 10), a porcentagem de
desgaste no ensaio de abrasão Los Angeles (PMSP/SP ME-23/92) não
deverá ser superior a 40%;
c. A porcentagem de grãos de forma lamelar, obtida nas amostras de
ensaios não poderá ser superior a 20%, e a determinação da forma
lamelar dos grãos é feita conforme a fórmula abaixo:
egl 625,1 ≥+
Onde:
l - maior dimensão de grãos;
e - afastamento mínimo de dois planos paralelos, entre os quais pode
ficar contido no grão;
g - a média das aberturas de duas peneiras, entre as quais fica retido o
grão;
d. A porcentagem de grãos defeituosos (conchoidais, de alteração de
rocha, esféricos, etc...) não deverá ser superior a 5%;
2.2.2. Agregado Miúdo
O agregado miúdo, assim considerado o que passa na peneira de 4,8mm (n0 4)
será constituído por areia, pó-de-pedra ou mistura de ambos, apresentando
partículas individuais resistentes, livres de torrões de argila e outras
substâncias nocivas. Deverão ser atendidos ainda, os seguintes requisitos:
a. As perdas no ensaio de durabilidade (DNER-ME 89-64), em cinco ciclos,
com solução de sulfato de sódio, deverão ser inferiores a 15%;
b. O equivalente de areia (DNER-ME 54-63) de cada fração componente
do agregado miúdo (pó-de-pedra e/ ou areia) deverá ser igual ou
superior a 55%;

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
3
c. é vedado o emprego de areia proveniente de depósitos em barrancas de
rios.
2.2.3. Melhorador de Adesividade
A necessidade do emprego de melhorador de adesividade deverá ser avaliada
através de ensaio de adesividade (PMSP/SP ME-24/92).
2.3. Composição da Mistura
A faixa granulométrica a ser utilizada deverá ser selecionada em função da
utilização prevista para o pré-misturado à quente.
Caso a mistura betuminosa seja utilizada com função de camada de rolamento,
especial atenção deverá ser conferida à seleção da granulometria de projeto,
tendo em vista a obtenção de uma rugosidade que assegure adequadas
condições de segurança ao tráfego.
A composição da mistura deverá satisfazer aos requisitos do quadro a seguir:
%, EM PESO QUE PASSA PENEIRA PMSP/SP EM-04/92
I II
19,0mm (3/4”) 100
16,0mm (5/8”) 88 – 100 100
12,5mm (1/2”) 78 – 94 92 – 100
9,52mm (3/8”) 60 – 80 74 – 90
4,80mm nº 4 44 – 60 60 – 80
2,0mm nº 10 -- --
0,42mm nº 40 20 – 35 30 – 50
0,175mm nº 80 12 – 24 16 – 32
0,075mm nº 200 6 – 12 6 – 12
UTILIZAÇÃO COMO ROLAMENTO
TIPO DE TRÁFEGO (PMSP/ SP CT
92) MÉDIO E LEVE MUITO LEVE
ASFALTO SOLÚVEL NO CS 2 (%) 5,0 a 7,0 5,5 a 7,5
ESPESSURA COMPACTADA (cm) 3,0 a 5,0

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
4
Deverão ser obedecidos, ainda, os seguintes requisitos:
a. A espessura da camada compactada, a ser executada de uma única
vez, deverá situar-se entre 1,5 a 2,5 vezes o diâmetro máximo da
mistura de agregados;
b. A fração retida entre duas peneiras consecutivas, excetuadas as duas
de maior malha de cada faixa, não deverá ser inferior a 4% do total;
c. As granulometrias dos agregados miúdos (fração < 2.0 mm) deverão ser
obtidas por "via lavada";
d. As condições obtidas no ensaio Marshall (PMSP/SP ME42/92) para a
estabilidade, fluência da mistura, Betume x Vazios, porcentagem de
vazios e relação betume-vazios atender aos seguintes limites:
TRÁFEGO
ITEM MUITO LEVE E LEVE
(N típico: 104 e 105)
Nº de golpes/ face 50
Estabilidade (kgf) 500 – 1000
Fluência (0,01”) 8 a 18
% de Vazios Totais 3 a 5
Relação Betume-Vazios (%) 75 - 85
3. EQUIPAMENTO
Todo equipamento deverá ser inspecionado pela fiscalização, devendo dela
receber aprovação, sem o que não será dada a autorização para o início dos
serviços.
Caso necessário, a fiscalização poderá exigir a vistoria do equipamento por
engenheiro mecânico ou técnico qualificado.
3.1. Depósito para Cimento Asfáltico
Os depósitos para o cimento asfáltico deverão ser capazes de aquecer o
material, conforme as exigências técnicas estabelecidas, atendendo aos
seguintes requisitos:

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
5
a. O aquecimento deverá ser efetuado por meio de serpentinas a vapor,
óleo, eletricidade ou outros meios, de modo a não haver contato direto
de chamas com o depósito;
b. O sistema de circulação do cimento asfáltico deverá garantir a circulação
desembaraçada e contínua, do depósito ao misturador, durante todo o
período de operação;
c. Todas as tubulações e acessórios deverão ser dotados de isolamento
térmico, a fim de evitar perdas de calor;
d. A capacidade dos depósitos de cimento asfáltico deverá se suficiente
para o atendimento de, no mínimo, três dias de serviço;
e. O sistema de estocagem de CAPs deverá ser provido de sistema de
circulação dos produtos armazenados, através de bomba complementar.
3.2. Depósitos para Agregados (Silos)
a. Os silos deverão ser divididos em compartimentos, dispostos de modo a
separar e estocar, adequadamente, as frações dos agregados, sendo
vedado a utilização de silo bipartido com materiais de procedência ou
características distintas;
b. Cada compartimento deverá possuir dispositivos adequados de
descarga, possíveis de regulagem;
c. O sistema de alimentação deverá ser sincronizado, de forma a
assegurar a adequada proporção dos agregados frios e a constância de
alimentação;
d. Em conjunto, a capacidade de armazenamento dos silos deverá ser no
mínimo, três vezes a capacidade do misturador.
3.3. Usinas para Misturas Asfálticas
a. A usina utilizada deverá apresentar condições de garantir a constância
de produção e produzir misturas asfálticas uniformes e de qualidade,
devendo ser totalmente revisada e aferida em todos os seus aspectos
antes do início da produção;

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
6
b. As usinas empregadas poderão ser gravimétricas, contínuas, drum-
mixer ou outras que porventura venham a ser fabricadas;
c. No caso do uso de usinas gravimétricas as balanças utilizadas para
pesagem de agregados e para pesagem do ligante asfáltico, devem
apresentar precisão de 0,5%, quando aferidas através do emprego de
massas-padrão. São necessários, no mínimo, 10 (dez) pesos padrão,
cada qual com 25 kg a 15 g:
d. O sistema de coleta do pó deverá ser comprovadamente eficiente, a fim
de minimizar os impactos ambientais. O material fino coletado deverá
ser devolvido, no todo ou em parte, ao misturador;
e. Especial atenção deverá ser conferida à segurança dos operadores da
usina, particularmente no que tange à eficácia dos corrimãos das
plataformas e escadas, à proteção de peças móveis e à de circulação
dos equipamentos de alimentação de silos e transporte da mistura.
3.4. Caminhões para Transporte da Mistura
O transporte da mistura asfáltica deverá ser efetuado através de caminhões
basculantes, em perfeitas condições, com caçambas metálicas, providas de
lona para proteção da mistura.
3.5. Equipamentos para distribuição
a. A distribuição da mistura asfáltica será normalmente efetuada através de
acabadora automotriz, capaz de espalhar e conformar a mistura no
alinhamento, cotas e abaulamento requeridos;
b. A acabadora poderá ser sobre pneus ou equipada com esteiras
metálicas para sua locomoção;
c. A acabadora deverá possuir, ainda:
- Sistema composto por parafuso-sem-fim, capaz de distribuir
adequadamente a mistura, em toda a largura da faixa de trabalho.
- Sistema rápido e eficiente de direção, além de marchas para a frente e
para trás.

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
7
- AIisadores, vibradores e dispositivos para seu aquecimento à
temperatura especificada, de modo que não haja irregularidade na
distribuição da massa.
3.6. Equipamento para Compressão
a. A compressão da mistura asfáltica deverá ser pela ação combinada de
rolo pneumático e rolo liso tandem, ambos autopropelidos;
b. O rolo pneumático deverá ser dotado de dispositivos que permitam o
controle da pressão interna dos pneus, na faixa de 35 a 120 psi. Seus
pneus deverão ser uniformes, e perfeitamente alinhados a fim de se
evitar pressões diferenciadas sobre a mistura a ser comprimida;
c. O rolo compressor de rodas metálicas lisas tipo tandem deverá ter peso
compatível com a espessura da camada;
d. O emprego de rolos lisos vibratórios poderá ser admitido, desde que a
freqüência e a amplitude de vibração possa ser ajustada às
necessidades do serviço e que sua utilização tenha sido comprovada em
serviços similares;
e. Em qualquer caso, os equipamentos utilizados deverão ser eficientes no
que tange à obtenção das densidades objetivadas, enquanto a mistura-
se apresentar em condições de temperatura que lhe assegurem
adequada trabalhabilidade.
3.7. Ferramentas e Equipamentos Acessórios e de Laboratório
Serão utilizados, complementarmente os seguintes equipamentos e
ferramentas:
a. Soquetes mecânicos ou placas vibratórias, para a compressão de áreas
inacessíveis aos equipamentos convencionais;
b. Pás, garfos, rastelos, vassourões e ancinhos, para auxiliar as operações
de execução dos serviços;
c. Equipamentos de laboratório necessários para a execução do controle
tecnológico de qualidade dos serviços.

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
8
4. EXECUÇÃO
4.1. Considerações Gerais
As seguintes recomendações de ordem geral aplicável à execução do PMQ:
a. No caso do uso de camada de rolamento esbelta (inferior a 5cm) em
pavimento cuja base é granular (Brita Graduada, Macadame Hidráulico,
etc...), deverá ser executado um tratamento superficial simples de
acordo com a PMSP/SP ESP-08/92 sobre a base previamente
impermeabilizada. Este tratamento visa melhorar as condições da
interface da base com a camada de rolamento;
b. Não será permitida a execução dos serviços durante dias de chuva;
c. A camada de rolamento deve ser confinada lateralmente pela borda
superior biselada (chanfrada) da sarjeta, com a finalidade de evitar
trincamento próximo à borda.
4.2. Preparo da Superfície
a. A superfície que irá receber a camada de concreto betuminoso deverá
apresentar-se limpa, isenta de pó ou outras substâncias prejudiciais;
b. Eventuais defeitos existentes deverão ser adequadamente reparados,
previamente e aplicação da mistura;
c. A pintura de ligação deverá apresentar película homogênea e promover
adequadas condições de aderência, quando da execução do concreto
betuminoso. Se necessário, nova pintura de ligação deverá ser aplicada,
previamente à distribuição da mistura.
4.3. Produção do Pré-misturado à quente
a. O Pré-misturado à quente deverá ser produzido em usina apropriada,
atendendo aos requisitos apresentados no item 3.3 desta especificação.
A usina deverá ser calibrada racionalmente, de forma a assegurar a
obtenção das características desejadas para a mistura;
b. A temperatura de aquecimento do cimento asfáltico empregado deverá
ser, necessariamente, determinada em função da relação temperatura x

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
9
viscosidade do ligante. A temperatura mais conveniente é aquela na
qual o cimento asfáltico apresenta viscosidade Saybolt-Furol na faixa de
75 a 95 segundos;
c. Não é permitido o aquecimento do cimento asfáltico acima de 172°C;
d. A temperatura de aquecimento dos agregados, medida nos silos
quentes, deverá ser da ordem de 5°C superior à temperatura definida
para o aquecimento do ligante, desde que não supere a 177°C;
e. A produção de Pré-misturado à quente e a frota de veículos de
transporte deverão assegurar a operação continua da vibroacabadora.
4.4. Transporte do Pré-misturado à quente
a. O pré-misturado à quente produzido será transportado da usina ao local
de aplicação, em caminhões basculantes;
b. A aderência da mistura às chapas da caçamba será evitada mediante a
aspersão prévia de solução de cal (uma parte de cal para três de água)
ou água e sabão ou ainda por meio de pulverização de óleo diesel. Em
qualquer caso, o excesso de solução deverá ser retirado, antes do
carregamento da mistura, basculando-se a caçamba por um período
mínimo de 5 minutos;
c. As caçambas dos veículos serão cobertas com lonas impermeáveis
durante o transporte, de forma a proteger a massa asfáltica quanto à
ação de chuvas ocasionais, Eventual contaminação por poeira,
especialmente perda de temperatura e queda de partículas durante o
transporte.
4.5. Distribuição da Mistura
a. A distribuição do pré misturado à quente somente será permitida quando
a temperatura ambiental se encontrar acima de 10°C, e com tempo não
chuvoso;
b. A temperatura da mistura, no momento da distribuição não deverá ser
inferior a 135°C, sendo admitido, eventualmente, temperatura de 120°C,
desde que não constante;

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
10
c. Deverá ser assegurado, previamente ao início dos trabalhos, o
conveniente aquecimento da mesa aIisadora da acabadora à
temperatura compatível com a da massa a ser distribuída. Observar que
o sistema de aquecimento destina-se exclusivamente ao aquecimento
da mesa alisadora, e nunca de massa asfáltica que eventualmente tenha
esfriado em demasia;
d. Caso ocorram irregularidades na superfície da camada acabada, estas
deverão ser corrigidas de imediato, pela adição manual de massa,
sendo o espalhamento desta efetuado por meio de ancinhos e/ ou
rastelos metálicos. Esta alternativa deverá ser, no entanto, minimizada,
já que o excesso de reparo manual é nocivo à qualidade do serviço.
4.6. Compressão
a. A compressão da mistura betuminosa terá início imediatamente após a
distribuição da mesma;
b. A fixação da temperatura de rolagem está condicionada à natureza da
massa e às características do equipamento utilizado. Como norma geral,
deve-se iniciar a compressão à temperatura mais elevada que a mistura
asfáltica possa suportar, temperatura esta fixada experimentalmente em
cada caso;
c. A prática mais freqüente de compactação de misturas betuminosas a
quente contempla o emprego combinado de rolo pneumático de pressão
regulável e rolo metálico tandem de rodas lisas, de acordo com as
seguintes premissas:
- Deverá ser efetuada a regulagem de pressão dos pneus de modo a se
garantir uma compactação eficiente, sem que resulte em marcas na
superfície da camada em execução;
- A compactação final será efetuada com o rolo metálico tandem de rodas
lisas, quando então a superfície da mistura deverá apresentar-se bem
desempenada;
- O número de coberturas de cada equipamento será definido
experimentalmente, de forma a se atingir condições de massa específica

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
11
prevista, enquanto a mistura se apresentar com trabalhabilidade
adequada.
d. As coberturas dos equipamentos de compressão utilizados deverão
obedecer às seguintes orientações gerais:
- A compressão será executada em faixas longitudinais, sendo sempre
iniciada pelo ponto mais baixo da seção transversal, e progredindo no
sentido do ponto mais alto;
- Em cada passada, o equipamento deverá recobrir, ao menos, a metade
da largura rolada na passada anterior.
e. A compressão através do emprego de rolo vibratório de rodas lisas,
quando admitida pela fiscalização, deverá ser testada
experimentalmente, na obra, de forma a permitir a definição dos
parâmetros mais apropriados à sua aplicação (número de coberturas,
freqüência e amplitude da vibrações). As regras clássicas de
compressão de misturas betuminosas, anteriormente estabelecidas,
permanecem no entanto inalteradas;
f. As espessuras máximas de cada camada individual, após compressão,
deverão ser definidas na obra pela fiscalização, em função das
características de trabalhabilidade da mistura e da eficiência do
processo de compressão, porém nunca deverão ser superior a 7,5 cm e
nem inferiores a 3,0 cm.
4.7. Juntas
Este item deve ser desdobrado em juntas longitudinais e transversais.
4.7.1. Juntas Longitudinais
Deverão, preferencialmente, serem executadas à quente. Na impossibilidade
de sua execução à quente, deverá ser efetuado o desborcinamento através de
corte com serra diamantada, ou outro equipamento equivalente, numa largura
mínima de 15 cm, de modo a propiciar face vertical, para ancoragem da faixa
contígua.

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
12
4.7.2. Juntas Transversais
Para a execução das juntas transversais deverá ser efetuado o corte
transversal da faixa anteriormente executada, com recuo mínimo de 1,00
metro, através da utilização de serra diamantada, ou outro equipamento
equivalente, de modo a propiciar face vertical para ancoragem da faixa
contínua.
4.8. Abertura ao Tráfego
A camada de pré-misturado à quente recém-acabada somente será liberada ao
tráfego somente após apresentar uma temperatura inferior a 40ºC.
5. CONTROLES
5.1. Controle Tecnológico de Materiais
Este controle abrange os ensaios e determinações para verificar se as
condições dos materiais exigidos no projeto estão sendo atendidos.
5.1.1. Cimento Asfáltico
a. Para todo carregamento que chegar à obra, serão realizados os
seguintes ensaios:
- Um ensaio de viscosidade absoluta (ASTM-D-2171);
- Um ensaio de viscosidade Saybolt-Furol (PMSP/SP ME-31/92);
- Um ensaio de ponto de fulgor (PMSP/SP ME-27/92);
- Aquecimento do ligante a 175°C, para observar se há formação de
espuma.
b. Para os três primeiros carregamentos, e posteriormente a cada dez
carregamentos, serão executados ensaios de viscosidade Saybolt-Furol,
a várias temperaturas (no mínimo três pontos), que permitam o traçado
da curva “viscosidade-temperatura” (sugerem-se três pontos: 120°, 145°
e 177°C).
c. Para cada conjunto de vinte carregamentos será coletada uma amostra
do cimento asfáltico utilizado, para execução de ensaios completos,
previstos na especificação da PMSP.

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
13
5.1.2. Agregados
a. Diariamente será feita inspeção à britagem e aos depósitos, visando
garantir que os agregados estejam limpos, isentos de pó e outras
contaminações prejudiciais;
b. Quando se constatar alteração mineralógica (visual) na estocagem e, no
mínimo uma vez por mês, deverão ser executados:
- Três ensaios de abrasão Los Angeles (PMSP/SP ME-23/92);
- Três ensaios de durabilidade (DNER-ME 89-64);
- Três ensaios de adesividade (PMSP/SP ME-24/92);
c. Diariamente serão realizados dois ensaios de granulometria de cada
agregado empregado, e um ensaio de equivalente de areia, para a
fração da mistura de agregados que passa na peneira de # 0,42 mm;
d. Caso a usina seja gravimétrica serão realizados, ainda, para amostras
de agregados coletadas nos silos quentes, dois ensaios de
granulometria por “via lavada" (PMSP/SP ME-20/92), por dia de
trabalho;
e. Serão realizados, para amostras da mistura de agregados, coletados na
correia transportadora imediatamente anterior a entrada do tambor
secador, dois ensaios de granulometria por “via lavada” (PMSP/SP
ME20/92), por dia de trabalho, em se tratando de usinas contínuas ou
drum-mixer.
5.1.3. Melhorador de Adesividade
A eficácia do melhorador de adesividade, quando utilizado, deverá ser
verificada pela execução de três ensaios de adesividade (PMSP/SP ME-24/92)
ou pelo método expedido de fervura (DNER ME-79-63), no início da obra e
sempre que forem constatadas mudanças no agregado.
5.2. Controle da Execução
5.2.1. Controle de Temperatura

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
14
a. Em se tratando de usina gravimétrica o controle de temperatura, durante
a produção de massa, compreenderá a leitura de temperatura,
envolvendo:
- Agregado nos silos quentes;
- O cimento asfáltico, antes da entrada do misturador;
- A massa asfáltica, nos caminhões carregados na usina;
b. O controle de temperatura, na pista, envolverá a leitura de temperatura:
- Em cada caminhão que chega à pista;
- Na massa asfáltica distribuída, no momento do espalhamento e no início
da compressão.
5.2.2. Controle da Quantidade de Ligante e da Graduação da Mistura de
Agregados
Para cada 200 t de massa, e ao menos duas vezes por dia de trabalho, será
coletada, imediatamente após a passagem da acabadora, uma amostra da
mistura distribuída. Cada amostra será submetida aos seguintes ensaios:
a. Extração de betume (DNER-ME 53-63) ou, preferencialmente, ensaio de
extração por refluxo;
b. Análise granulométrica da mistura de agregados resultante das
extrações (PMSP/SP ME-20/92), e com amostras representativas de no
mínimo 1000 g.
5.2.3. Controle das Características de Estabilidade e Fluência da Mistura
a. Para cada 400 t de massa, e ao menos duas vezes por dia de trabalho,
será coletada no mesmo local das amostras referidas no item 5.2.2.,
uma amostra da mistura distribuída, com a qual serão moldados três
corpos de prova Marshall, com a energia de compactação especificada;
b. Cada corpo de prova será submetido a rompimento na prensa Marshall,
determinando-se a estabilidade e a fluência.
5.2.4. Controle da Compressão da Mistura

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
15
a. A cada 400 m² de massa compactada, será obtida uma amostra
indeformada extraída com sonda rotativa (D=4”), em local
correspondente, aproximadamente, à trilha de roda externa. Um destes
pontos deverá, necessariamente, coincidir com o ponto de coleta de
amostras para extração de betume e moldagem de corpos de prova
Marshall. Para cada trecho deveria ser obtidas, no mínimo, três
amostras indeformadas;
b. De cada amostra extraída com sonda rotativa, será determinada a
respectiva massa específica aparente (PMSP/SP ME-45/92);
c. Comparando-se os valores obtidos para as massas específicas
aparentes dos corpos de prova extraídas com sonda rotativa e a massa
específica aparente da dosagem, serão determinados os
correspondentes graus de compactação;
5.2.5. Controle Geométrico e de Acabamento
5.2.5.1. Controle de Espessura
A espessura da camada de pré-misturado à quente será avaliada nos corpos
de prova extraídos a cada 20 m com sonda rotativa na seqüência bordo direito,
eixo e bordo esquerdo.
5.2.5.2. Controle de Acabamento da Superfície
As condições de acabamento da superfície serão apreciadas pela fiscalização,
em bases visuais. Em particular, serão avaliadas as condições de desempeno
da camada, a quantidade das juntas executadas e a inexistência de marcas
decorrentes de má qualidade da distribuição e/ ou de compressão inadequada.
5.3. Controle de Recebimento
5.3.1. Recebimento com Base no Controle Tecnológico dos Materiais
5.3.1.1. Cimento Asfáltico
O cimento asfáltico recebido no canteiro será aceito, desde que atendidos os
seguintes requisitos:

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
16
a. Os valores de viscosidade e ponto de fulgor, estejam de acordo com os
valores especificados pela PMSP;
b. O material não produza espuma, quando aquecido a 175°C;
c. Para cada conjunto de vinte carregamentos, os resultados dos ensaios
de controle de qualidade do CAP, previstos na especificação da PMSP,
sejam julgados satisfatórios.
5.3.1.2. Agregados
O agregado graúdo e o agregado miúdo utilizados serão aceitos, desde que
atendidas as seguintes condições:
a. O agregado graúdo atenda aos requisitos do item 2.2.1. desta
especificação no que tange à abrasão Los Angeles, durabilidade e
percentagem de grãos defeituosos;
b. O agregado miúdo atenda aos requisitos do item 2.2.2. desta
especificação no que se refere aos ensaios de equivalente de areia e
durabilidade;
c. No caso de usina gravimétrica as variações ocorridas nas
granulometrias, com amostras coletadas nos silos quentes, estejam
contidas dentro dos limites estabelecidos.
5.3.1.3. Melhorador de Adesividade
a. O melhorador de adesividade, quando utilizado, deverá produzir
adesividade satisfatória no ensaio (PMSP/SP ME-24/92);
b. A quantidade de melhorador de adesividade a ser incorporada ao CAP
deverá ser aquela que em ensaio tenha se mostrado satisfatória;
c. O tempo de circulação de asfalto, para dispersão do melhorador de
adesividade não deverá ser inferior a uma 1 (uma) hora, podendo
estender-se se assim for necessário. O período para o uso do CAP
dopado será de, no máximo, 7 dias.
5.3.2. Recebimento com Base no Controle de Execução
5.3.2.1. Temperaturas

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
17
a. A produção da mistura betuminosa será aceita, no que se refere ao
controle de temperaturas, se:
- As temperaturas medidas na linha de alimentação do cimento asfáltico,
efetuado ao longo do dia de produção, encontrarem-se situadas na faixa
desejável, definida em função da curva “viscosidade x temperatura” do
ligante empregado. Constantes variações ou desvios significativos em
relação à faixa de temperatura desejável indicam a necessidade de
suspensão temporária do processo de produção, providenciando-se os
necessários ajustes;
- Temperaturas do cimento asfáltico superiores a 172ºC ou dos agregados
superiores a 177ºC, implicam na rejeição da massa produzida;
- Temperaturas de cimento asfáltico inferiores a 120ºC, ou dos agregados
inferiores a 125ºC, igualmente implicam na condenação do “traço”
produzido;
b. A massa asfáltica chegada à pista será aceita, sob o ponto de vista de
temperatura, se:
- A temperatura medida no caminhão não for menor do que o limite inferior
da faixa de temperatura prevista para a mistura na usina, menos 15ºC, e
nunca inferior a 120ºC;
- A temperatura da massa, no decorrer da rolagem, propicie adequadas
condições de compressão tendo em vista o equipamento utilizado, e o
grau de compactação objetivado.
5.3.2.2. Quantidade de Ligante e Graduação da Mistura de Agregados
a. A quantidade de cimento asfáltico obtida pelo ensaio de extração
utilizado, em amostras individuais, não deverá variar, em relação ao teor
ótimo de projeto, de mais do que 0,3%, para mais ou para menos. A
média aritmética obtida, para conjuntos de 9 (nove) valores individuais,
não deverá, no entanto, ser inferior ao teor de projeto;
ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
18
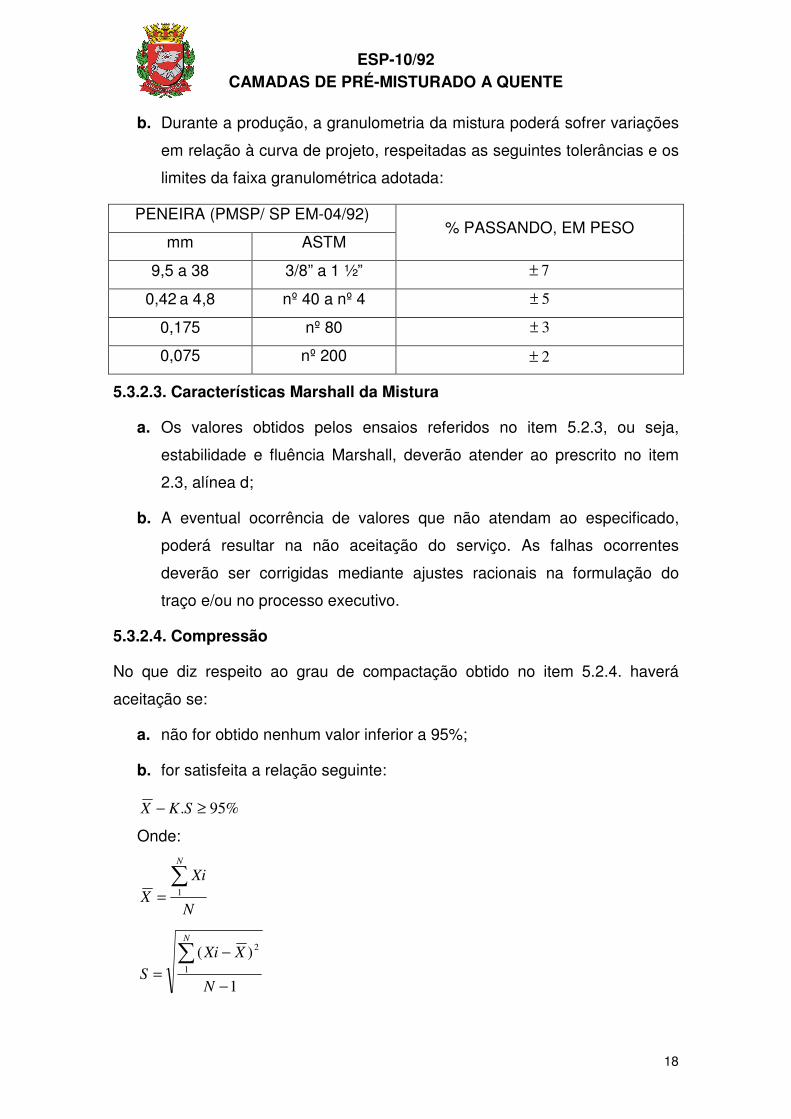
b. Durante a produção, a granulometria da mistura poderá sofrer variações
em relação à curva de projeto, respeitadas as seguintes tolerâncias e os
limites da faixa granulométrica adotada:
PENEIRA (PMSP/ SP EM-04/92)
mm ASTM % PASSANDO, EM PESO
9,5 a 38 3/8” a 1 ½” 7±
0,42 a 4,8 nº 40 a nº 4 5±
0,175 nº 80 3±
0,075 nº 200 2±
5.3.2.3. Características Marshall da Mistura
a. Os valores obtidos pelos ensaios referidos no item 5.2.3, ou seja,
estabilidade e fluência Marshall, deverão atender ao prescrito no item
2.3, alínea d;
b. A eventual ocorrência de valores que não atendam ao especificado,
poderá resultar na não aceitação do serviço. As falhas ocorrentes
deverão ser corrigidas mediante ajustes racionais na formulação do
traço e/ou no processo executivo.
5.3.2.4. Compressão
No que diz respeito ao grau de compactação obtido no item 5.2.4. haverá
aceitação se:
a. não for obtido nenhum valor inferior a 95%;
b. for satisfeita a relação seguinte:
%95. ≥− SKX
Onde:
N
Xi
X
N
∑=
1
1
)(1
2
−
−
=
∑
N
XXi
S
N

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
19
Xi - valores individuais do grau de compactação;
N – nº de determinações efetuadas;
K - coeficiente indicado na tabela Valor do Coeficiente “K” para controle
estatístico do grau de compactação (quadro abaixo);
S - desvio padrão;
X -valor médio.
5.3.3. Recebimento com Base no Controle Geométrico
Os serviços executados serão aceitos, à luz do controle geométrico, desde que
atendidas as seguintes condições:
a. Quanto à espessura da camada acabada:
- A espessura média determinada estatisticamente deverá situar-se no
intervalo de + 5%, em relação à espessura prevista em projeto no caso de
pavimentos novos e + 10% em serviços de recapeamento;
- A determinação estatística da espessura média da camada é efetuada
pela expressão seguinte:
N
SKXe
.−=
Onde:
N
Xi
X
N
∑=
1
1
)(1
2
−
−
=
∑
N
XXi
S
N
Xi – Valores individuais das espessuras;
X – Valor médio da espessura;
N – nº de determinações efetuadas;

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
20
K – Coeficiente indicado na tabela valor do coeficiente “K” para controle
estatístico da espessura da camada (quadro abaixo);
S – Desvio padrão.
Não serão tolerados valores individuais de espessura fora do intervalo de +
10%, em relação à espessura prevista em projeto;
b. Eventuais regiões em que se constate deficiência de espessura serão
objeto de amostragem complementar, através de novas extrações de
corpos de prova com sonda rotativa. As áreas deficientes, devidamente
delimitadas, deverão ser reforçadas, às expensas da executante.
5.3.4. Aceitação do Acabamento
O serviço será aceito, sob o ponto de vista de acabamento, desde que
atendidas as seguintes condições:
a. As juntas executadas apresentem-se homogêneas, em relação ao
conjunto da mistura, isentas de desníveis e saliências;
b. A superfície apresente-se desempenada, não ocorrendo:
- Marcas indesejáveis do equipamento de compressão
- Ondulações decorrentes de variações na carga da vibroacabadora.
Nota: no caso de obra de caráter emergencial e desde que justificado por
escrito pelo Engº Fiscal e com a devida aprovação Superior, o Fiscal poderá
receber os serviços mesmo que não atendam integralmente os requisitos
exigidos para recebimento.
6. CRITÉRIOS DE MEDIÇÃO E PAGAMENTOS
6.1. Medição
A medição do serviço de concreto betuminoso, executado e recebido na forma
descrita, será medido e pago por volume de mistura aplicada e compactada,
expressa em metro cúbico (m³), para qualquer uma das camadas, ou seja,
camada de rolamento, camada de ligação ou de nivelamento.

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
21
6.2. Pagamento
O pagamento será feito, após a aceitação e a medição dos serviços
executados, com base no preço unitário contratual, o qual representará a
compensação integral para todas as operações, transportes, materiais, perdas,
mão-de-obra, equipamentos, encargos e eventuais necessários à completa
execução dos serviços.
VALOR DO COEFICIENTE “K” PARA CONTROLE ESTATÍSTICO DO GRAU DE
COMPACTACÃO
N K N K N K
3 1,05 10 0,77 30 0,66
4 0,95 12 0,75 40 0,64
5 0,89 14 0,73 50 0,63
6 0,85 16 0,71 100 0,60
7 0,82 18 0,70 0,52
8 0,80 20 0,69 --- ---
9 0,78 25 0,67 --- ---
Condição necessária:
LSKX ≥− .
Onde:
N
Xi
X
N
∑=
1
)1(
)(1
2
−
−
=
∑
N
XXi
S
N
N - número de elementos da amostra;
Xi - valores individuais da amostra;
L - valor limite especificado na amostra;
X - valor médio da amostra;
S - desvio padrão.

ESP-10/92 CAMADAS DE PRÉ-MISTURADO A QUENTE
22
VALOR DO COEFICIENTE “K” PARA CONTROLE ESTATÍSTICO DA ESPESSURA
DA CAMADA
N K N K N K
3 1,88 10 1,38 30 1,31
4 1,63 12 1,36 40 1,30
5 1,53 14 1,35 50 1,29
6 1,47 16 1,34 100 1,28
7 1,44 18 1,33 1,28
8 1,41 20 1,33 --- ---
9 1,40 25 1,32 --- ---
Condição necessária
N
KSXe
.−=
Onde:
N
Xi
X
N
∑=
1
1
)(1
2
−
−
=
∑
N
XXi
S
N
N – número de elementos da amostra;
Xi – valores individuais da amostra;
e – valor especificado na norma;
X – valor médio da amostra;
S – desvio padrão.