engenharia da qualidade - udesc · • caso o histórico de qualidade se mantenha, a parcela de...
TRANSCRIPT
Engenharia da Qualidade
Unidade 3 – Inspeção por Amostragem para Aceitação
Prof. Luciana Rosa Leite
Conteúdo da Unidade
• 3.1 – Inspeção da Qualidade
• 3.2 – Riscos e parâmetros
• 3.3 – Tipos de amostragem
• 3.4 – Planos de amostragem
• 3.5 – Inspeção Retificadora

Da aula passada:
Inspeção
Inspeção 100%
Inspeção por Amostragem
Manual – feita por pessoas
Automatizada – feita por máquinas
Risco do Produtor (α) – rejeitar lotes bons Risco do Consumidor (β) – aceitar lotes ruins
Curva CCO
Exercícios no link!
• Devem ser homogêneos –mesma máquina, operada pelo mesmo operador, sob a mesmas condições, com a mesma matéria-prima.
• Não acumular produtos ou itens por longos períodos – durante esse período podem ocorrer variações e a homogeneidade será impossível de se atingir (considerar a vida do produto).
• Lotes grandes são preferíveis aos pequenos
• Utilizar informações secundárias sobre a produção – conhecer as características do processo de produção do produto ajuda na hora de inspecionar o mesmo.
• Formas de manuseio devem ser similares tanto no fornecedor quanto no cliente.
Formação de Lotes
As unidades de produto podem ser apresentadas para inspeção em:
lotes contínuos
lote a lote
lotes salteados
Apresentação dos lotes para inspeção
As unidades de produto são em fluxo contínuo, apresentadas à inspeção, como, por exemplo, em uma esteira móvel tal qual saem de uma linha de produção.
Aplicável quando:
as instalações para estocagem são inadequadas ou é impraticável acumular o produto em lotes para fins de inspeção;
a formação de lotes individuais aumenta o trabalho de inspeção e resulta em aumento de custos;
existe inadequação entre as facilidades para inspeção e o requerido por um processo de produção em função de suas exigências.
Lotes contínuos
A inspeção lote a lote exige que cada lote seja aceito ou rejeitado, individualmente, com base nos resultados de inspeção obtidos de uma ou mais amostras retiradas, aleatoriamente, de cada lote.
Este tipo de inspeção pode ser aplicada em produto finais, lotes em recebimento ou produtos semi-acabados.
Lote a lote
As amostras podem ser retiradas de apenas uma fração dos lotes submetidos a inspeção, como por exemplo: um em cada três lotes, três lotes em 25 ou qualquer outra fração conveniente.
O principal propósito é reduzir a frequência de inspeção por amostragem e o custo total de inspeção.
Lotes salteados
• Deve ser aleatória sempre que possível – garante a representatividade do lote e que não ocorra comportamento tendencioso como:
– Amostras retiradas sempre no mesmo local do container ou pallet.
– Pré-seleção do lote de forma a retirar aqueles itens que aparentam estar não-conformes.
– Ignorar partes do lotes que sejam difíceis de retirar itens.
– Decidir sobre outras formas de coletar amostras sem ter conhecimento suficiente do lote.
– Assim, o procedimento de coleta da amostra deve ser descrito e auditado, de forma que garanta um bom andamento da inspeção.
Amostra

• Amostragem simples
• Amostragem dupla
• Amostragem sequencial
• Amostragem múltipla
Tipos de Amostragem
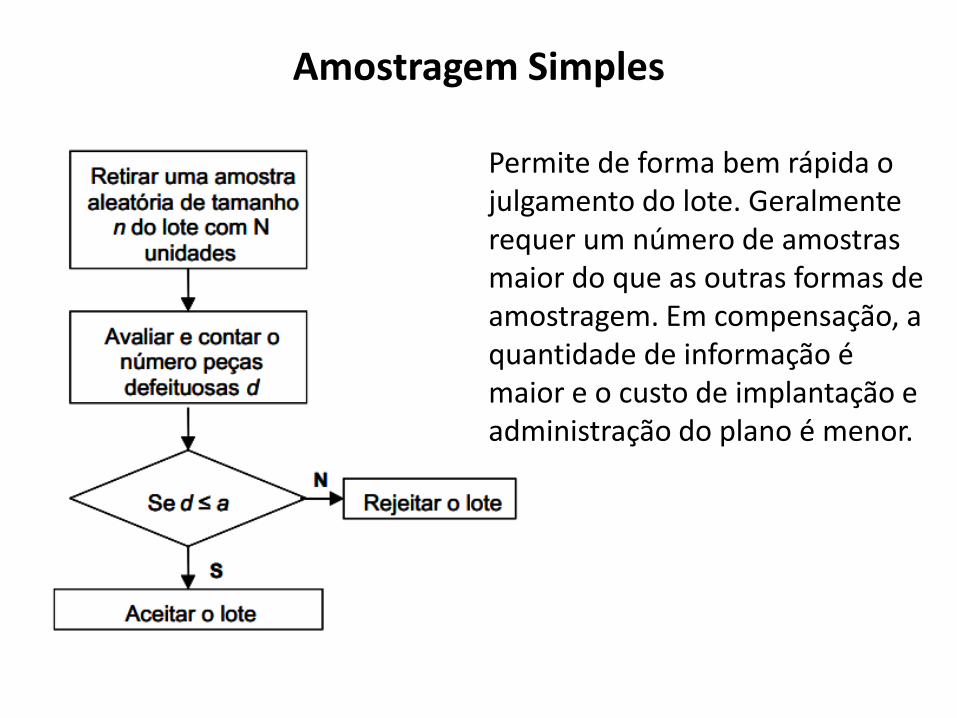
Amostragem Simples
Permite de forma bem rápida o julgamento do lote. Geralmente requer um número de amostras maior do que as outras formas de amostragem. Em compensação, a quantidade de informação é maior e o custo de implantação e administração do plano é menor.
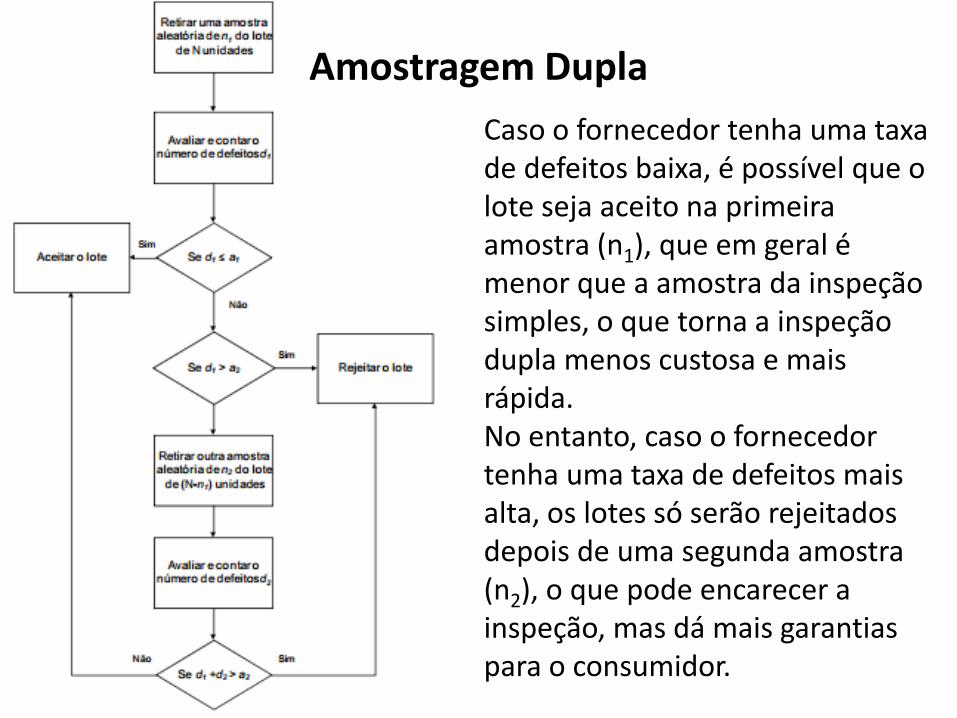
Amostragem Dupla
Caso o fornecedor tenha uma taxa de defeitos baixa, é possível que o lote seja aceito na primeira amostra (n1), que em geral é menor que a amostra da inspeção simples, o que torna a inspeção dupla menos custosa e mais rápida. No entanto, caso o fornecedor tenha uma taxa de defeitos mais alta, os lotes só serão rejeitados depois de uma segunda amostra (n2), o que pode encarecer a inspeção, mas dá mais garantias para o consumidor.
• Extensão da amostragem dupla.
• Mais de duas amostras podem ser retiradas de um lote para se chegar a um julgamento sobre aceitá-lo ou rejeitá-lo.
• Assim, quando a taxa de defeitos é muito alta, pode-se chegar a inspeção 100%.
• As amostras em cada etapa (nk) são menores do que nos planos de amostragem simples e duplas.
• Pode haver uma redução nos custos de operação, especialmente se o processo ou fornecedor tiver uma taxa de defeitos baixa.
• É um procedimento mais difícil e caro de se administrar, e o conteúdo de informação pode ser menor do que as formas anteriores.
Amostragem Múltipla
• É um tipo de amostragem múltipla, mas de n=1. Ou sejam a amostra é uma unidade do produto.
• As amostras são retiradas sequencialmente até que se possa tomar uma decisão sobre o lote.
• Também pode chegar a inspecionar 100% dos produtos, mas, em geral, a amostragem vai até quando o número de unidades inspecionadas é igual a três vezes do número de unidades que seriam inspecionados em uma amostragem simples.
• Caso a taxa de defeitos seja pequena, a amostragem se torna rápida e econômica. Apesar disso, o conteúdo da informação resultante do plano de amostragem aplicado é bem menor do que nos tipos anteriores.
Amostragem Sequencial
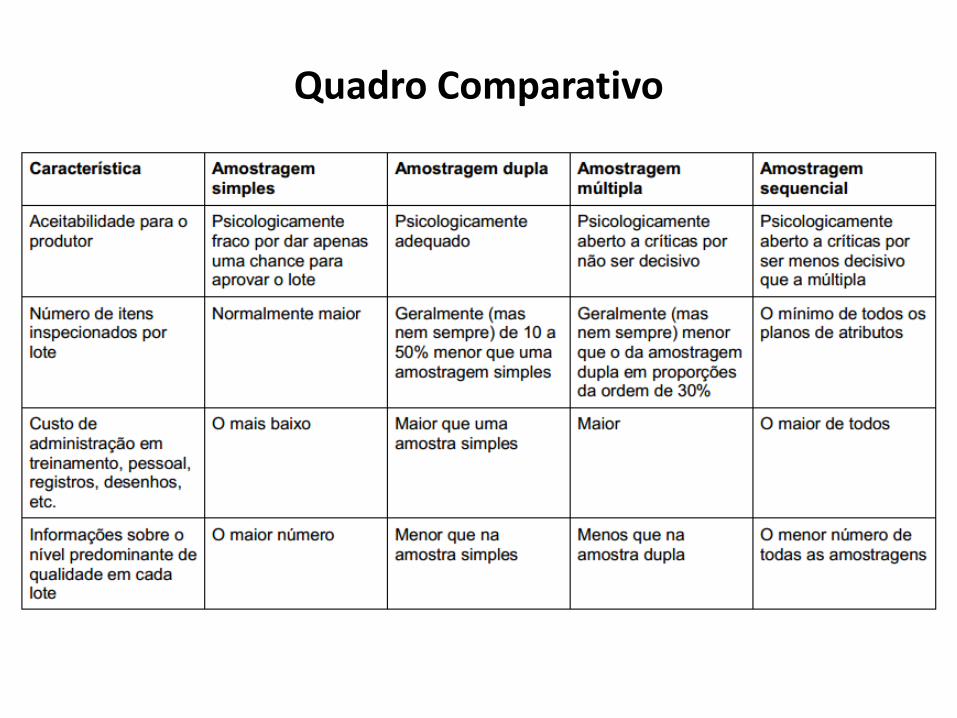
Quadro Comparativo

Aplicações dos planos de amostragem
Produtos terminados
Componentes e matéria-prima
Operações
Materiais em processamento
Materiais estocados
Operações de manutenção
Procedimentos administrativos
Relatórios e dados
• Alguns fatores devem ser considerados:
– Eficiência administrativa
– Tipo de informação produzida
– Quantidade média de inspeção requerida
– Impacto que o procedimento pode ter no fluxo de materiais tanto no processo de produção quanto no recebimento de materiais.
Qual plano escolher?
• NQA – Nível de Qualidade Aceitável • O plano foi proposto por Dodge-Romig por volta
de 1950. • Tem como foco o uso pelo consumidor, pois foi
inspirado na necessidade do Exército dos EUA de inspecionar todo o material que vinha de fornecedores.
• É muito disseminado e utilizado até hoje. • Utilizado na inspeção de recebimento – procura
atender o NQA estabelecido pelo comprador/consumidor..
• No Brasil, o Plano NQA é normatizado pela norma NBR 5426.
Plano NQA
Nível de Qualidade aceitável (NQA)
• Máxima porcentagem defeituosa (ou o número máximo de defeitos por cem unidades – DCU) que, para fins de inspeção por amostragem, pode ser considerada satisfatória como média de um processo.
Parâmetros
Normas brasileiras utilizadas
NBR – 5425
Guia para inspeção por amostragem no controle e certificação de qualidade
NBR 5426
Planos de amostragem e procedimento na inspeção por atributos – Procedimento
NBR – 5427
Guia de utilização da Norma 5426 – Planos de amostragem e procedimentos na inspeção por atributos – procedimento
NBR – 5428
Procedimentos estatísticos para determinação da validade de inspeção por atributos feita pelos fornecedores – Procedimento
NBR 5429
Planos de amostragem e procedimentos na inspeção por variáveis – Procedimento
NBR – 5430
Guia de utilização da Norma 5429 – Planos de amostragem e procedimentos na inspeção por variáveis – procedimento
Normas brasileiras utilizadas

Aplicação dos planos de amostragem - Nível de inspeção
O nível de inspeção determina a relação entre o tamanho do lote produzido e o tamanho da amostra inspecionada.
Para uso geral, a NBR 5426 fornece três níveis gerais de inspeções, I, II, III. Quando não há especificações, o nível II deve ser adotado. O nível I de inspeção será adotado quando se exige menos rigorismo na inspeção e o nível III, quando for exigido maior rigorismo.
Planos de Amostragem - NBR 5426

A NBR 5426 fornece também quatro níveis especiais de inspeção.
Os níveis S1, S2, S3, S4, que podem ser utilizados quando são necessárias pequenas amostras e quando grandes riscos podem ser tolerados.
Os sete níveis fornecidos pela NBR 5426 são apresentados na tabela 1 do anexo A da NBR 5426.
Planos de Amostragem

Esquema de Inspeção do Plano de NQA
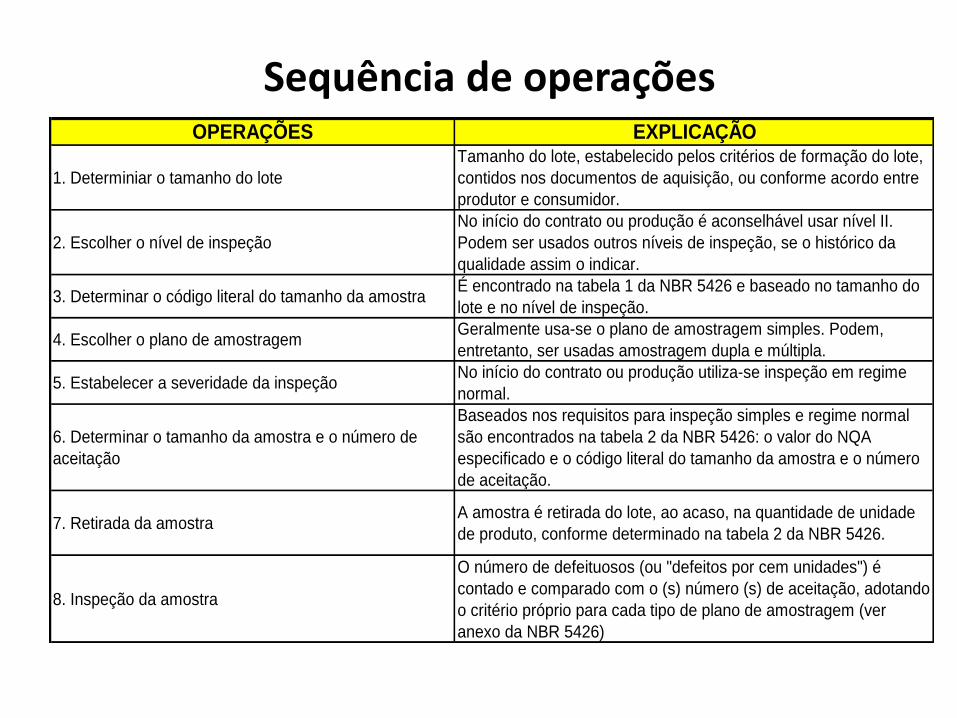
Sequência de operações OPERAÇÕES EXPLICAÇÃO
1. Determiniar o tamanho do lote
Tamanho do lote, estabelecido pelos critérios de formação do lote,
contidos nos documentos de aquisição, ou conforme acordo entre
produtor e consumidor.
2. Escolher o nível de inspeção
No início do contrato ou produção é aconselhável usar nível II.
Podem ser usados outros níveis de inspeção, se o histórico da
qualidade assim o indicar.
3. Determinar o código literal do tamanho da amostraÉ encontrado na tabela 1 da NBR 5426 e baseado no tamanho do
lote e no nível de inspeção.
4. Escolher o plano de amostragemGeralmente usa-se o plano de amostragem simples. Podem,
entretanto, ser usadas amostragem dupla e múltipla.
5. Estabelecer a severidade da inspeçãoNo início do contrato ou produção utiliza-se inspeção em regime
normal.
6. Determinar o tamanho da amostra e o número de
aceitação
Baseados nos requisitos para inspeção simples e regime normal
são encontrados na tabela 2 da NBR 5426: o valor do NQA
especificado e o código literal do tamanho da amostra e o número
de aceitação.
7. Retirada da amostraA amostra é retirada do lote, ao acaso, na quantidade de unidade
de produto, conforme determinado na tabela 2 da NBR 5426.
8. Inspeção da amostra
O número de defeituosos (ou "defeitos por cem unidades") é
contado e comparado com o (s) número (s) de aceitação, adotando
o critério próprio para cada tipo de plano de amostragem (ver
anexo da NBR 5426)

• O objetivo é estabelecer um plano de amostragem que proporcionasse progressivamente uma redução do número de lotes inspecionados considerando a estabilidade ou melhoria da qualidade do processo do fornecedor.
• Se o fornecedor apresenta um histórico de qualidade muito bom e estável, após certa quantidade de lotes aceitos consecutivamente, somente uma parcela deles (uma fração) passará a ser inspecionada.
• Caso o histórico de qualidade se mantenha, a parcela de lotes inspecionados poderá reduzir mais ainda, de forma que os custos de inspeção sejam reduzidos.
• Se por algum motivo um lote for rejeitado, então, volta-se ao estágio inicial em que todos os lotes são inspecionados.
Plano Skip-lot

• Utiliza um plano de amostragem chamado de “plano de referência de inspeção”, que contém um valor de n e a, e segue as seguintes regras:
1. Começar com inspeção normal, utilizando o plano de referência – neste estágio de operação do plano todos os lotes são inspecionados.
2. Quando i lotes consecutivos forem aceitos pela aplicação da inspeção normal, mudar para o esquema skip-lot passando a inspecionar somente uma fração f dos lotes recebidos.
3. Quando um lote for rejeitado no esquema skip-lot, retornar à inspeção normal (etapa 1).
• Os parâmetros i e f são determinados pela política da empresa. O i deve ser um número inteiro maior que zero e o f um número no intervalo de 0<f<1.
Vale destacar que planos skip-lot só são interessantes quando o histórico de qualidade do fornecedor é muito bom.
Plano Skip-lot

Inspeção Retificadora
• Objetivo – evitar que lotes rejeitados sejam reapresentados por fornecedores inescrupulosos.
• Se um lote for rejeitado, o fornecedor pode vir a apresenta-lo novamente, visto que a chance do mesmo lote ser rejeitado duas vezes é muito baixa.
• É utilizada em situações nas quais o consumidor deseja uma maior proteção contra fornecedores que, cientes dos riscos do produtor e do consumidor, tendem reapresentar um lote rejeitado na tentativa de ele ser aprovado.

Exemplo
• Considerando lotes com 1,0% de defeitos, a probabilidade de aceitação é de 0.93, ou 93%. A probabilidade de rejeição é de 0.07, ou 7%. A chance de um mesmo lote ser rejeitado duas vezes é igual a 0.07 x 0.07 = 0.0049, ou 0.49%.
Inspeção Retificadora
• Diante dessa realidade, na inspeção retificadora todo o lote rejeitado não é devolvido ao fornecedor.
• Os lotes rejeitados são separados pelo cliente e o fornecedor é convocado para inspecioná-lo 100%, substituindo todas as unidades não conformes encontradas no lote por unidades conformes.
• Assim, o resultado é um lotes com 100% de peças conformes.
• Daí o nome inspeção retificadora, pois todos os lotes rejeitados são retificadores e seus problemas corrigidos.
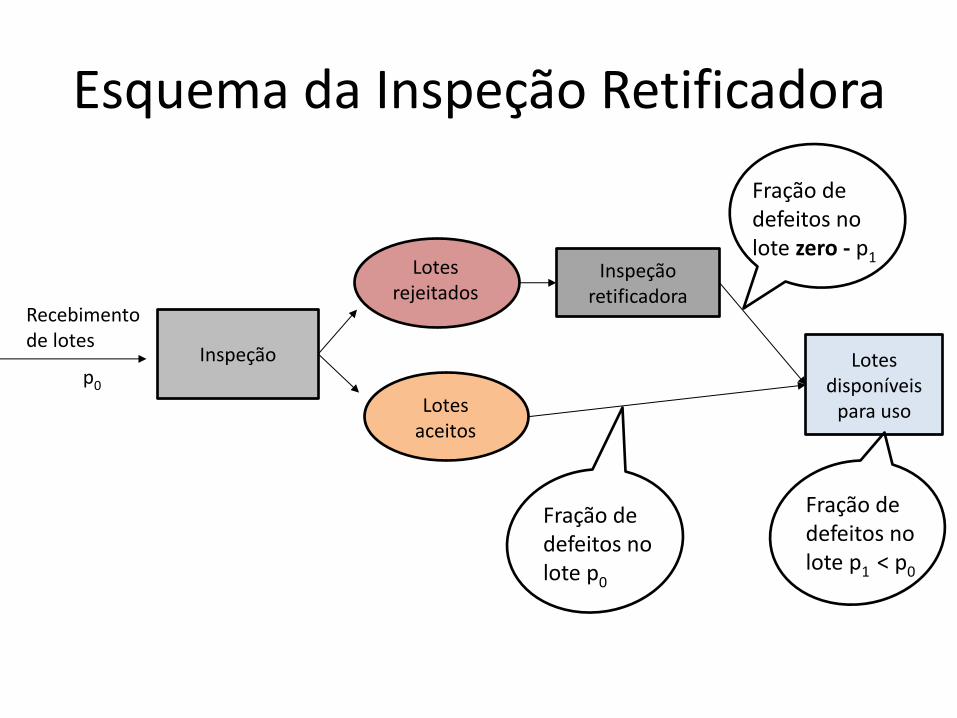
Esquema da Inspeção Retificadora
Inspeção
Recebimento de lotes
p0
Lotes aceitos
Lotes rejeitados
Inspeção retificadora
Lotes disponíveis
para uso
Fração de defeitos no lote p0
Fração de defeitos no lote zero - p1
Fração de defeitos no lote p1 < p0
Qualidade Média Resultante
• A proporção média de defeitos dos lotes disponíveis para o uso pode ser denominada de Qualidade Média Resultante (QMR), calculada pela seguinte formula:
𝑄𝑀𝑅 =𝑃𝑎 × 𝑝 × 𝑁 − 𝑛
𝑁
Onde Pa é a propabilidade de aceitação de um lote para um determinado p, obtida na CCO; p é a proporção de defeitos do lote; N é o tamanho do lote; n é o tamanho da amostra.
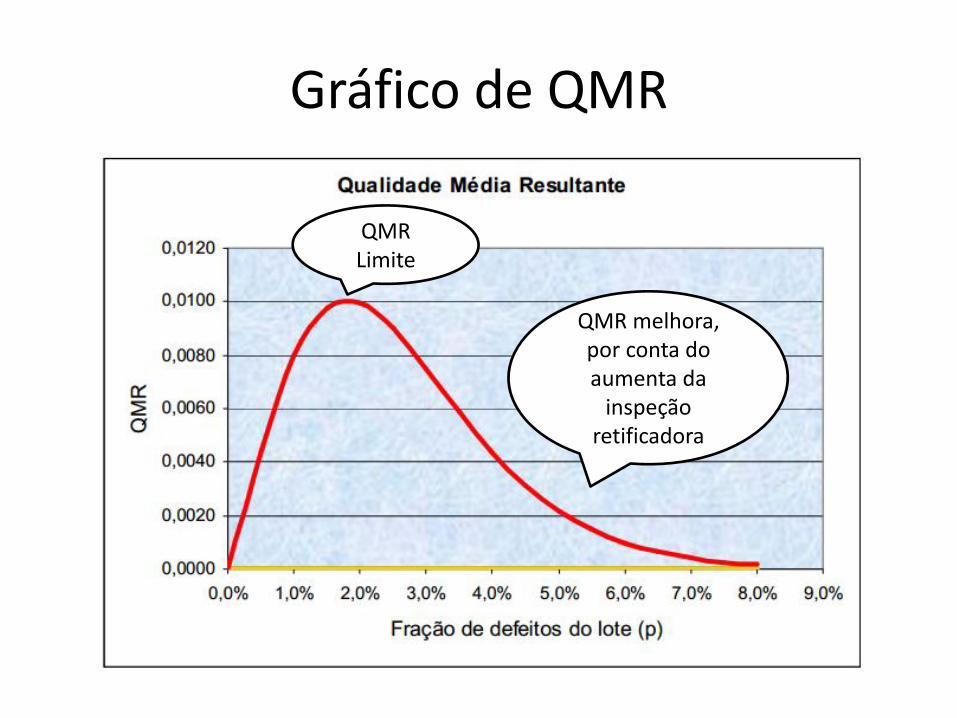
Gráfico de QMR
QMR Limite
QMR melhora, por conta do aumenta da
inspeção retificadora

Inspeção Total Média
• A ideia é calcular, com base na probabilidade de aceitação de um lote, a proporção de defeitos dele e a quantidade de itens a serem inspecionados.
• Caso o lotes seja aceito, a quantidade de itens inspecionados é o tamanho de amostra n peças. Porém, se ele for rejeitado, serão inspecionadas as outras peças que não fizeram parte da amostra N-n.
• Isso pode acontecer sempre que o lote for rejeitado (1-Pa).
• Assim, a Inspeção Total Média (ITM é calculada pela formula:
𝐼𝑇𝑀 = 𝑛 + 1 − 𝑃𝑎 𝑥 (𝑁 − 𝑛)
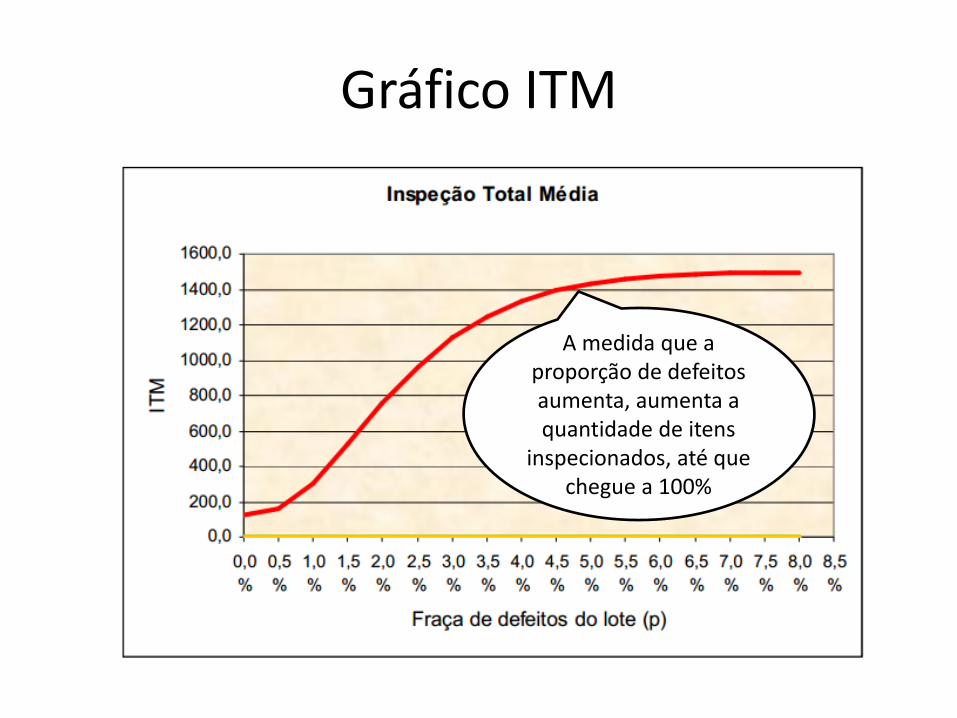
Gráfico ITM
A medida que a proporção de defeitos aumenta, aumenta a quantidade de itens
inspecionados, até que chegue a 100%
Conclusões sobre Inspeção Retificadora
• É vantajoso para o consumidor, entretanto, pode ser danoso para o fornecedor dependendo do plano adotado ou da piora na proporção de defeitos.
• O custo da retificação é de responsabilidade do fornecedor, no entanto, o consumidor pode enfrentar aumento de preço. Não é uma situação ideal.
• O custo de avaliação, seja pela necessidade de mais inspetores ou de horas extra para inspecionar 100% do lote, pode afetar a margem de lucro ou a competitividade do produto no mercado.
• Além disso, pode haver a necessidade de estoques, para que não ocorram paradas na produção, o que também aumentam os custos.
• O uso combinado de CCO, QMR e ITM permite uma análise do desempenho de um plano de inspeção e uma melhor gestão do mesmo.
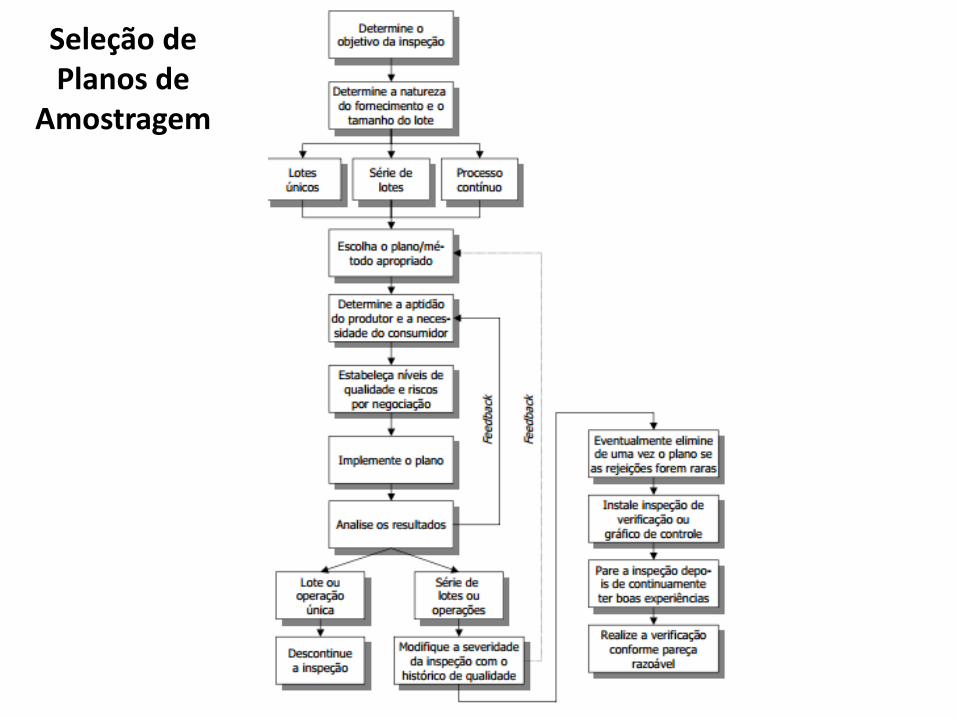
Seleção de Planos de
Amostragem