enegep2009 tn sto_092_623_13743
TRANSCRIPT
SISTEMÁTICA PARA A ANÁLISE DE
SISTEMAS DE MEDIÇÃO (MSA):
ESTUDO APLICADO EM UMA
EMPRESA FORNECEDORA DE
PRODUTOS PARA A INDÚSTRIA
AUTOMOTIVA
Alcione José Cercal (UDESC)
Leandro Zvirtes (UDESC)
Nélvio Dal Cortivo (UDESC)
Atualmente a demanda por produtos “globalizados” exige cada vez
mais que as empresas utilizem ferramentas que deem mais
confiabilidade ao seu processo de manufatura. Uma das ferramentas
que comprovadamente geram resultados positivos e melhooria no
controle dos processos como um todo é a análise dos sistemas de
medição, ou MSA, como é conhecido nas empresas. A confiabilidade e
segurança dos resultados obtidos pelos sistemas de medição são de
relevante importância para a indústria, uma vez que estes resultados
são utilizados tanto para controles de processos como para a
verificação e constatação da qualidade dos produtos. Grande parte do
trabalho de se gerenciar um sistema de medição está ligado ao
monitoramento e controle da variação, ou seja, deve-se dar ênfase a
identificar como o sistema de medição interage com o seu ambiente
externo, de forma que sejam gerados somente resultados de qualidade
aceitáveis. Este trabalho tem como objetivo principal a proposta de
uma sistemática para a análise do sistema de medição em empresas
fornecedoras de produtos para a indústria automotiva. Através da
fundamentação teórica e do estudo desenvolvido, é apresentada uma
sistemática para a correta aplicação da ferramenta do MSA.
Palavras-chaves: Análise de sistemas de medição. Sistemática. ISO/TS
16949.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão.
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
2
1. Introdução
A globalização com todas as suas vantagens e desvantagens, dependendo do ponto de vista,
nos trouxe algo que, na realidade atual, é de vital importância para a sobrevivência das
empresas: necessidade de produzir com qualidade e preocupação com a melhoria continua.
Atualmente a qualidade está intimamente relacionada com o desempenho dos processos e
seus controles que são realizados ao longo da cadeia produtiva. A decisão de se ajustar ou não
um processo depende dos dados de medição que este produz, e para isto, é imprescindível que
sua origem seja confiável e conhecida.
Em virtude desta nova realidade, é de extrema importância que os dados gerados pelos
sistemas de medição sejam tratados e analisados para garantir que a qualidade do produto
esteja sendo monitorada.
O objetivo deste artigo é apresentar uma sistemática para a realização da análise do sistema de
medição e sua aplicação pelas empresas que buscam fornecer insumos para a indústria
automotiva e estejam em conformidade com as exigências da ISO/TS 16949.
2. O Processo de medição e suas fontes de variação
Em uma linha de produção, muitas vezes, todas as unidades produzidas parecem ser
exatamente iguais, porém se verificarmos com mais detalhes, veremos que não são tão iguais
assim, por mais bem planejado e controlado que seja o processo de produção (COSTA et al.,
2004). Não existem dois produtos ou serviços iguais, porque os processos usados para
produzi-los contêm muitas fontes de variação, mesmo se os processos estiverem operando
conforme previsto (RITZMAN e KRAJEWSKI, 2004). Estas diferenças entre as unidades
constituem a variabilidade do processo.
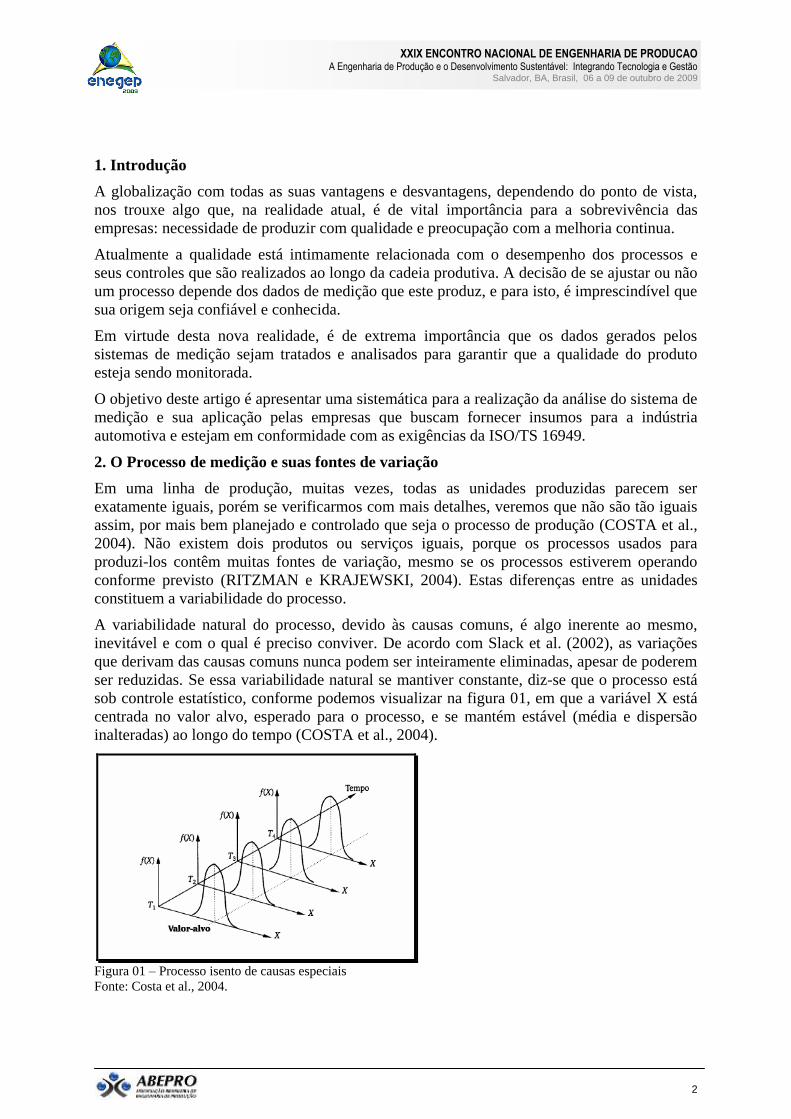
A variabilidade natural do processo, devido às causas comuns, é algo inerente ao mesmo,
inevitável e com o qual é preciso conviver. De acordo com Slack et al. (2002), as variações
que derivam das causas comuns nunca podem ser inteiramente eliminadas, apesar de poderem
ser reduzidas. Se essa variabilidade natural se mantiver constante, diz-se que o processo está
sob controle estatístico, conforme podemos visualizar na figura 01, em que a variável X está
centrada no valor alvo, esperado para o processo, e se mantém estável (média e dispersão
inalteradas) ao longo do tempo (COSTA et al., 2004).
Figura 01 – Processo isento de causas especiais
Fonte: Costa et al., 2004.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
3
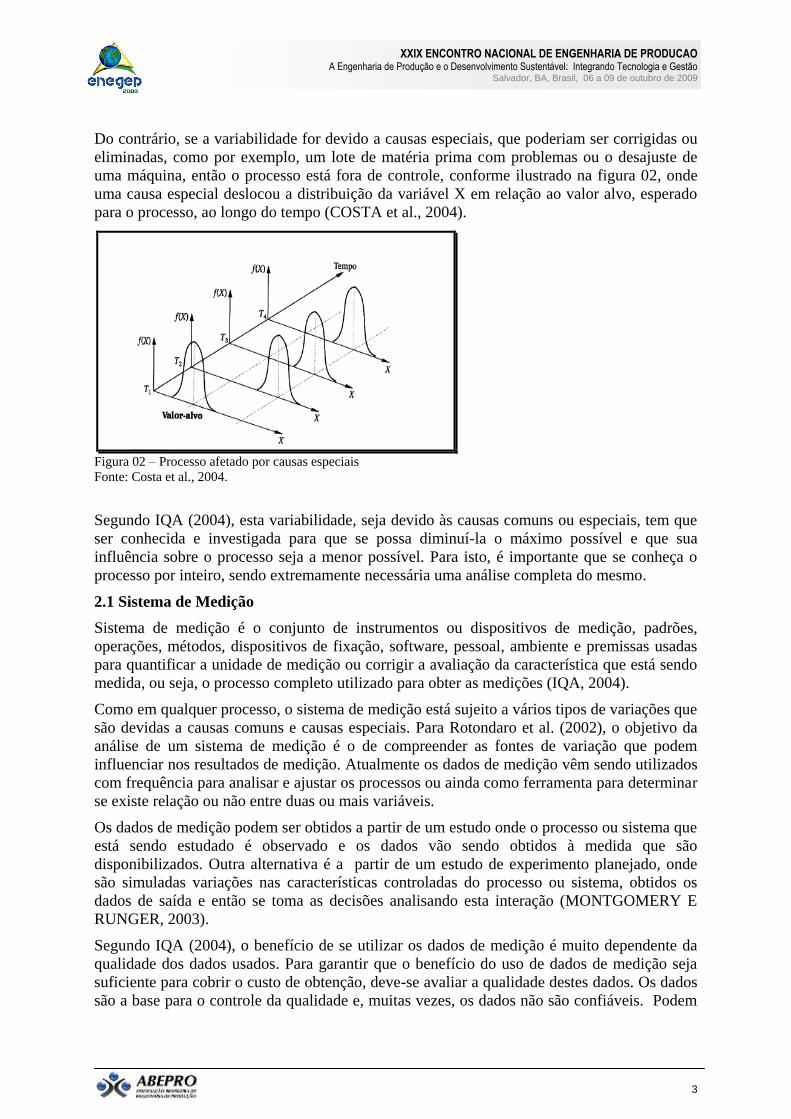
Do contrário, se a variabilidade for devido a causas especiais, que poderiam ser corrigidas ou
eliminadas, como por exemplo, um lote de matéria prima com problemas ou o desajuste de
uma máquina, então o processo está fora de controle, conforme ilustrado na figura 02, onde
uma causa especial deslocou a distribuição da variável X em relação ao valor alvo, esperado
para o processo, ao longo do tempo (COSTA et al., 2004).
Figura 02 – Processo afetado por causas especiais
Fonte: Costa et al., 2004.
Segundo IQA (2004), esta variabilidade, seja devido às causas comuns ou especiais, tem que
ser conhecida e investigada para que se possa diminuí-la o máximo possível e que sua
influência sobre o processo seja a menor possível. Para isto, é importante que se conheça o
processo por inteiro, sendo extremamente necessária uma análise completa do mesmo.
2.1 Sistema de Medição
Sistema de medição é o conjunto de instrumentos ou dispositivos de medição, padrões,
operações, métodos, dispositivos de fixação, software, pessoal, ambiente e premissas usadas
para quantificar a unidade de medição ou corrigir a avaliação da característica que está sendo
medida, ou seja, o processo completo utilizado para obter as medições (IQA, 2004).
Como em qualquer processo, o sistema de medição está sujeito a vários tipos de variações que
são devidas a causas comuns e causas especiais. Para Rotondaro et al. (2002), o objetivo da
análise de um sistema de medição é o de compreender as fontes de variação que podem
influenciar nos resultados de medição. Atualmente os dados de medição vêm sendo utilizados
com frequência para analisar e ajustar os processos ou ainda como ferramenta para determinar
se existe relação ou não entre duas ou mais variáveis.
Os dados de medição podem ser obtidos a partir de um estudo onde o processo ou sistema que
está sendo estudado é observado e os dados vão sendo obtidos à medida que são
disponibilizados. Outra alternativa é a partir de um estudo de experimento planejado, onde
são simuladas variações nas características controladas do processo ou sistema, obtidos os
dados de saída e então se toma as decisões analisando esta interação (MONTGOMERY E
RUNGER, 2003).
Segundo IQA (2004), o benefício de se utilizar os dados de medição é muito dependente da
qualidade dos dados usados. Para garantir que o benefício do uso de dados de medição seja
suficiente para cobrir o custo de obtenção, deve-se avaliar a qualidade destes dados. Os dados
são a base para o controle da qualidade e, muitas vezes, os dados não são confiáveis. Podem
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
4
ser falsos ou estarem incorretos ou ainda não existirem.
2.2 Análise de sistemas de medição
De acordo com IQA (2004), a função básica do MSA é verificar se o sistema de medição é
adequado ou não para avaliar ou controlar um determinado processo ou produto, e, se
possível, identificar as causas da não adequação do sistema. Na avaliação de um sistema de
medição, três questões devem ser consideradas:
O sistema de medição deve ser estável – deve ter estabilidade estatística, ou seja, sua
variação deve ser somente em função de causas comuns e não devido a causas
especiais.
As propriedades estatísticas (erros) – devem ser consistentes ao longo do intervalo de
medição esperado e adequadas ao propósito de medição.
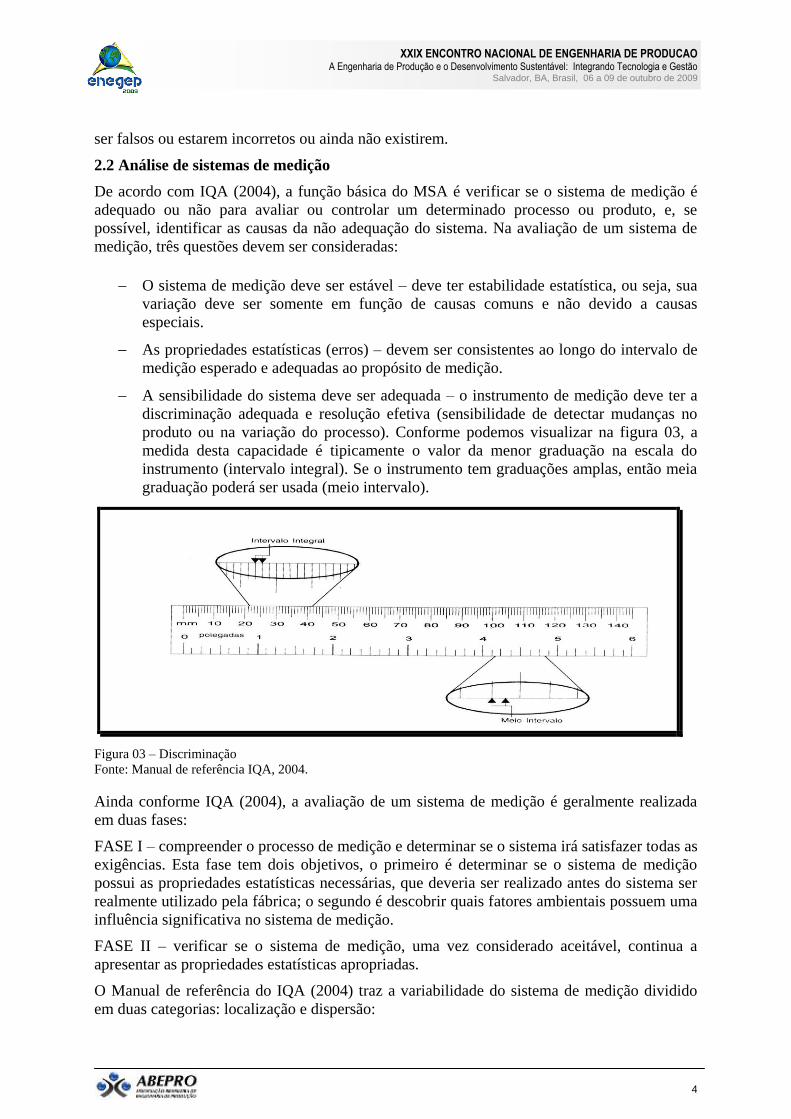
A sensibilidade do sistema deve ser adequada – o instrumento de medição deve ter a
discriminação adequada e resolução efetiva (sensibilidade de detectar mudanças no
produto ou na variação do processo). Conforme podemos visualizar na figura 03, a
medida desta capacidade é tipicamente o valor da menor graduação na escala do
instrumento (intervalo integral). Se o instrumento tem graduações amplas, então meia
graduação poderá ser usada (meio intervalo).
Figura 03 – Discriminação
Fonte: Manual de referência IQA, 2004.
Ainda conforme IQA (2004), a avaliação de um sistema de medição é geralmente realizada
em duas fases:
FASE I – compreender o processo de medição e determinar se o sistema irá satisfazer todas as
exigências. Esta fase tem dois objetivos, o primeiro é determinar se o sistema de medição
possui as propriedades estatísticas necessárias, que deveria ser realizado antes do sistema ser
realmente utilizado pela fábrica; o segundo é descobrir quais fatores ambientais possuem uma
influência significativa no sistema de medição.
FASE II – verificar se o sistema de medição, uma vez considerado aceitável, continua a
apresentar as propriedades estatísticas apropriadas.
O Manual de referência do IQA (2004) traz a variabilidade do sistema de medição dividido
em duas categorias: localização e dispersão:
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
5
Localização >> Tendência >> Linearidade
>> Estabilidade
Dispersão >> Repetitividade >> Reprodutibilidade
>> R&R
A partir das questões, fases e categorias apresentadas, o sistema de medição fica em
condições de ser avaliado, dentro das condições de variabilidade específicas de cada caso.
3. Materiais e método
O estudo de caso se desenvolveu no Grupo Tuper o qual atua no mercado catarinense há 36
anos como provedor de soluções inovadoras e competitivas em aço e é formado por quatro
unidades de negócios, sendo atualmente um dos líderes do mercado em seu ramo de atuação.
É certificado em todas as suas unidades e fica localizado na cidade de São Bento do Sul, hoje
um dos pólos industriais do estado de Santa Catarina.
Atualmente possui aproximadamente 1000 funcionários com um faturamento anual em torno
de 770 milhões de reais, com uma capacidade instalada de 16000 toneladas/mês de aço
processadas. Possui em sua carteira de clientes os mais diversos ramos da indústria:
Montadoras: Renault, Volkswagen, Ford, Honda, Fiat, Daimler Chrysler.
Máquinas agrícolas: John Deere, New Holland, Jacto.
Carrocerias: Marcopolo, Randon.
Telhas: Perdigão, Sadia, Pirelli, Brahma, entre outras.
Sistemistas: Dura, Keiper, Benteler, Automotive, Thyssen Krupp, Bosch, entre outras.
A Tuper é formada por quatro unidades de negócios: a Tuper tubos e componentes especiais I,
a Tuper tubos e componentes especiais II, a Eberpächer Tuper e a Sicap escapamentos e
acessórios. A unidade de negócios escolhida para ser aplicada a ferramenta objeto de estudo
deste trabalho foi a Tuper Tubos e Componentes Especiais II, por ser certificada pela NBR
ISO 9001:2000 e ISO/TS 16949:2002, ter uma necessidade maior da aplicação que as outras
unidades, devido ao seu processo de medição ser mais crítico em relação às demais, e pela
proximidade maior com os clientes, na sua maioria montadoras. Esta unidade é a que tem o
maior acervo tecnológico dentre as quatro do grupo. O uso exclusivo de matéria-prima de alta
e ultra resistência e os serviços agregados, como corte a laser, solda, estamparia, usinagem,
tratamentos térmico e químico e a conformação de tubos, peças e componentes, estão
presentes na produção de inúmeros itens, entre eles eixos de suspensão, amortecedores,
jaquetas e colunas de direção, guidões, suspensão e chassi de motos, suporte de painéis, barras
de proteção, alavanca e tirante do trambulador, dobradiças de porta malas, cardans
automotivos e agrícolas, buchas e coxins, entre outros diversos, tudo de acordo com as
normas aplicáveis. Possui certificação NBR ISO 9001:2000 e ISO/TS 16949:2002.
3.1 Sistemática para realização do MSA
Este artigo apresenta uma sistemática para análise do sistema de medição. Serão listados na
seqüência todos os passos necessários para a execução do MSA, sendo primeiramente
elaborado o cronograma, após os cuidados necessários antes dos estudos e por fim a
realização dos estudos propriamente ditos.
3.1.2 Elaboração do cronograma
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
6
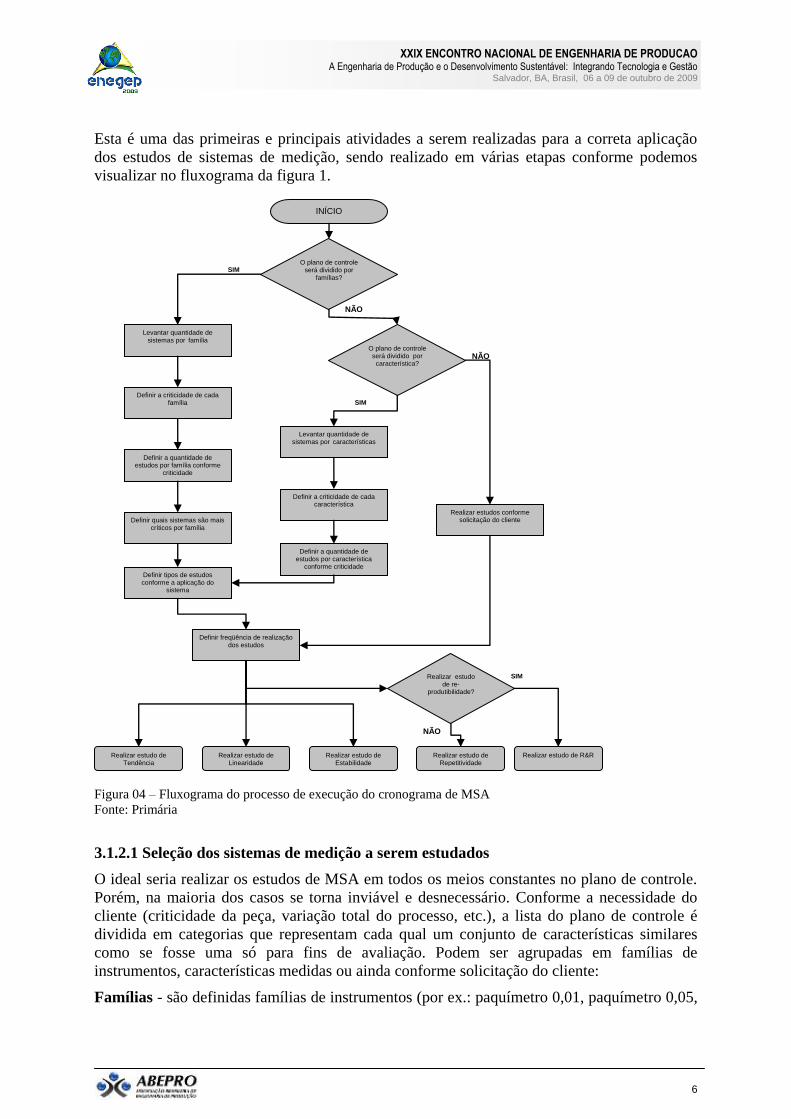
Esta é uma das primeiras e principais atividades a serem realizadas para a correta aplicação
dos estudos de sistemas de medição, sendo realizado em várias etapas conforme podemos
visualizar no fluxograma da figura 1.
Figura 04 – Fluxograma do processo de execução do cronograma de MSA
Fonte: Primária
3.1.2.1 Seleção dos sistemas de medição a serem estudados
O ideal seria realizar os estudos de MSA em todos os meios constantes no plano de controle.
Porém, na maioria dos casos se torna inviável e desnecessário. Conforme a necessidade do
cliente (criticidade da peça, variação total do processo, etc.), a lista do plano de controle é
dividida em categorias que representam cada qual um conjunto de características similares
como se fosse uma só para fins de avaliação. Podem ser agrupadas em famílias de
instrumentos, características medidas ou ainda conforme solicitação do cliente:
Famílias - são definidas famílias de instrumentos (por ex.: paquímetro 0,01, paquímetro 0,05,
INÍCIO
Levantar quantidade de sistemas por família
O plano de controle será dividido por
famílias?
Definir a criticidade de cada família
Definir a quantidade de estudos por família conforme
criticidade
Definir quais sistemas são mais críticos por família
Definir tipos de estudos conforme a aplicação do
sistema
Levantar quantidade de sistemas por características
Definir a criticidade de cada característica
Definir a quantidade de estudos por característica
conforme criticidade
SIM
NÃO
O plano de controle será dividido por característica?
Realizar estudos conforme solicitação do cliente
SIM
NÃO
Realizar estudo de Tendência
Realizar estudo de Linearidade
Realizar estudo de Estabilidade
Realizar estudo de R&R
Definir freqüência de realização dos estudos
Realizar estudo de Repetitividade
Realizar estudo de re-
produtibilidade?
SIM
NÃO
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
7
micrômetro centesimal, micrômetro milesimal, etc.). Para cada família, dependendo do seu
tamanho é definido um número de instrumentos proporcional ao seu tamanho, sendo estes
selecionados de acordo com a criticidade do produto, condição/erro do instrumento e cotas
críticas do desenho do produto.
Características - são definidas famílias de instrumentos por suas características (diâmetro
externo 0-50mm, diâmetro externo > 50 – 100mm, comprimento 0 – 100mm, etc.). O critério
para seleção dos instrumentos segue as mesmas regras que por famílias.
Solicitação do cliente – são selecionados produtos e/ou dimensões críticas solicitados pelo (s)
cliente (s) e somente realizadas nos sistemas que atendem a estes itens. Aplicado em empresas
que possuem somente algumas linhas de produtos que atendem às empresas automotivas e
não têm a necessidade da aplicação em todos os seus processos.
No estudo de caso da Tuper Tubos e Componentes Especiais II, foi escolhida a divisão em
famílias, devido ao alto número de instrumentos no plano de controle e uma linha de produtos
seriada sem muitas flutuações de tipos de peças. De posse da lista do plano de controle da
empresa onde constam todos os instrumentos que esta unidade possui, foi levantada a
quantidade total de instrumentos de cada família. Na seqüência, definiu-se a quantidade de
sistemas de medição a serem estudados em cada uma das famílias, em função do nível de
criticidade e do tamanho da mesma, sendo esta quantidade expressa em percentagem de itens
do total de cada família, de acordo com o seguinte critério:
Família c/ criticidade alta : Família c/ criticidade baixa:
* até 5 itens – 100%. * até 5 itens – 20 a 40%.
* 6 até 20 itens – 50 a 60%. * 6 até 20 itens – 20 a 30%.
* 21 a 50 itens – 30 a 50%. * 21 a 100 itens – 10 a 20%.
* 51 a 100 itens – 20 a 30%. * > 100 itens – 2 a 10%.
* > 100 itens – 10 a 20%.
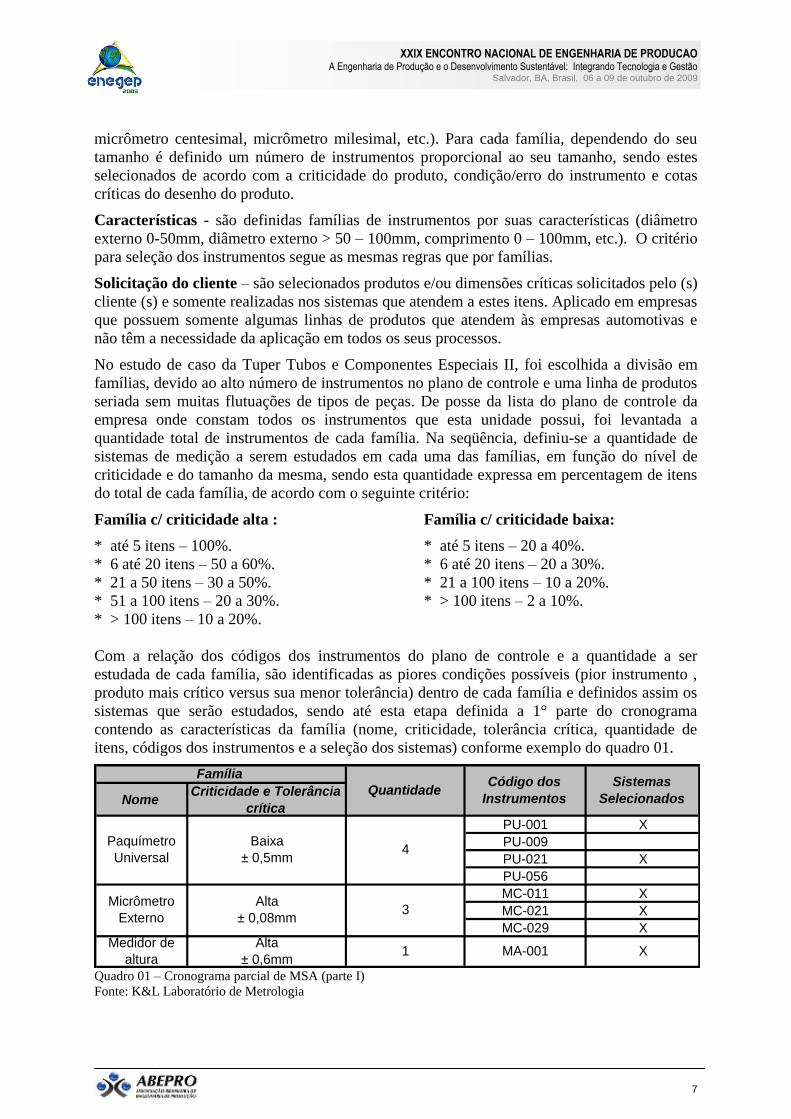
Com a relação dos códigos dos instrumentos do plano de controle e a quantidade a ser
estudada de cada família, são identificadas as piores condições possíveis (pior instrumento ,
produto mais crítico versus sua menor tolerância) dentro de cada família e definidos assim os
sistemas que serão estudados, sendo até esta etapa definida a 1° parte do cronograma
contendo as características da família (nome, criticidade, tolerância crítica, quantidade de
itens, códigos dos instrumentos e a seleção dos sistemas) conforme exemplo do quadro 01.
NomeCriticidade e Tolerância
crítica
PU-001 X
PU-009
PU-021 X
PU-056
MC-011 X
MC-021 X
MC-029 X
Código dos
Instrumentos
Sistemas
Selecionados
Paquímetro
Universal
Micrômetro
Externo
Baixa
± 0,5mm
Alta
± 0,08mm
Medidor de
altura1 MA-001 X
Alta
± 0,6mm
Família
Quantidade
4
3
Quadro 01 – Cronograma parcial de MSA (parte I)
Fonte: K&L Laboratório de Metrologia
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
8
3.1.2.2 Definição dos tipos de estudos
Nesta etapa, são verificados quais os tipos de estudos se aplicam às necessidades de cada
sistema de medição selecionado de acordo com a sua família:
Tendência (T) – aplicado nos casos em que haja a necessidade de se conhecer
qual o erro sistemático do sistema de medição, ou seja, conhecer o quão longe
estão os valores apresentados pelo sistema do valor verdadeiro real. Na
verdade todos os sistemas têm esta necessidade, pois precisamos conhecer o
seu erro de medição para que possa ser confiável e venha a fornecer valores
corretos ao longo de sua utilização. Caso seja aplicado o estudo de linearidade,
não se torna necessário a aplicação do estudo de tendência.
Linearidade (L) – aplicado nos casos em que o sistema de medição opera em
uma larga faixa de trabalho, não sendo pontual. Pode-se dizer que a
linearidade é a tendência ao longo da faixa de operação do sistema de
medição, pois não passa de um estudo das tendências de variados pontos do
sistema de medição. Nos casos em que for aplicada a linearidade, não se torna
necessário a aplicação do estudo de tendência.
Estabilidade (E) – aplicado nos casos em que precisamos conhecer o
comportamento do sistema de medição ao longo do tempo. Na verdade todos
os sistemas têm esta necessidade, pois precisamos conhecer o seu
comportamento ao longo do tempo.
Repetitividade (Re) – aplicado nos casos em que precisamos conhecer se o
sistema de medição apresenta repetitividade em suas leituras, ou seja, se
repete as suas leituras quando utilizado várias vezes sob as mesmas condições.
Podemos dizer que a repetitividade é a variação inerente do sistema, quando
não influenciado por causas especiais. Todos os sistemas de medição têm esta
necessidade, mesmo que seja inerente ao processo, como citado acima.
Reprodutibilidade (Ro) – aplicado nos casos em que precisamos conhecer a
diferença de resultados gerados pelo sistema quando variamos de operadores.
Podemos dizer que a reprodutibilidade é a variação da repetitividade entre
operadores, essencial para o desempenho do sistema, pois na prática temos
vários operadores em um mesmo sistema de medição. Aplicável em todos os
sistemas, principalmente nos processos manuais influenciados pela habilidade
do operador, exceto nos casos em que o operador na tem influência alguma
durante a medição, como por exemplo, nos processos automáticos em que o
operador aperta apenas um botão para realizar a medição.
Repetitividade e Reprodutibilidade (R&R) – na quase totalidade dos casos, os
estudos de Repetitividade e Reprodutibilidade são realizados em conjunto: é o
conhecido R&R, que é realizado em todos os sistemas de medição, salvo os
casos já citados na reprodutibilidade.
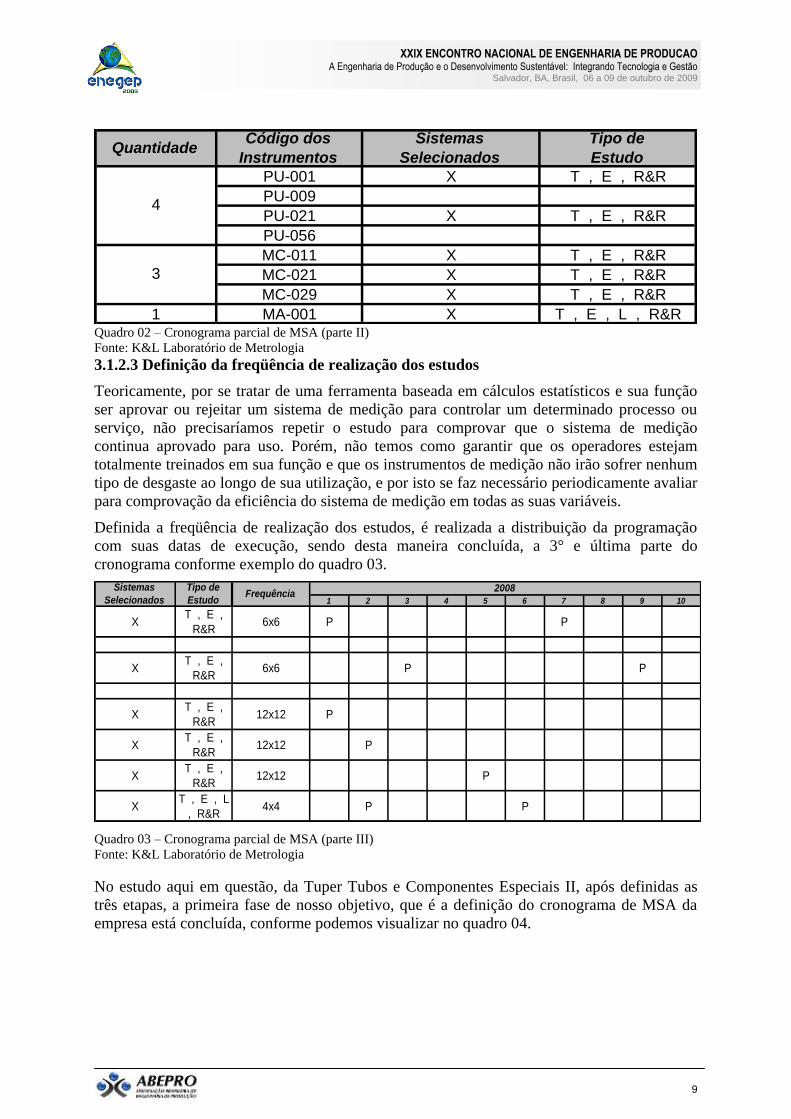
Após realizada a definição dos tipos de estudos para cada família, é concluída a 2° parte do
cronograma conforme exemplo do quadro 02.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
9
PU-001 X T , E , R&R
PU-009
PU-021 X T , E , R&R
PU-056
MC-011 X T , E , R&R
MC-021 X T , E , R&R
MC-029 X T , E , R&R
1 MA-001 X T , E , L , R&R
Sistemas
Selecionados
Tipo de
EstudoQuantidade
4
3
Código dos
Instrumentos
Quadro 02 – Cronograma parcial de MSA (parte II)
Fonte: K&L Laboratório de Metrologia
3.1.2.3 Definição da freqüência de realização dos estudos
Teoricamente, por se tratar de uma ferramenta baseada em cálculos estatísticos e sua função
ser aprovar ou rejeitar um sistema de medição para controlar um determinado processo ou
serviço, não precisaríamos repetir o estudo para comprovar que o sistema de medição
continua aprovado para uso. Porém, não temos como garantir que os operadores estejam
totalmente treinados em sua função e que os instrumentos de medição não irão sofrer nenhum
tipo de desgaste ao longo de sua utilização, e por isto se faz necessário periodicamente avaliar
para comprovação da eficiência do sistema de medição em todas as suas variáveis.
Definida a freqüência de realização dos estudos, é realizada a distribuição da programação
com suas datas de execução, sendo desta maneira concluída, a 3° e última parte do
cronograma conforme exemplo do quadro 03.
1 2 3 4 5 6 7 8 9 10
XT , E ,
R&R6x6 P P
XT , E ,
R&R6x6 P P
XT , E ,
R&R12x12 P
XT , E ,
R&R12x12 P
XT , E ,
R&R12x12 P
XT , E , L
, R&R4x4 P P
Frequência2008Tipo de
Estudo
Sistemas
Selecionados
Quadro 03 – Cronograma parcial de MSA (parte III)
Fonte: K&L Laboratório de Metrologia
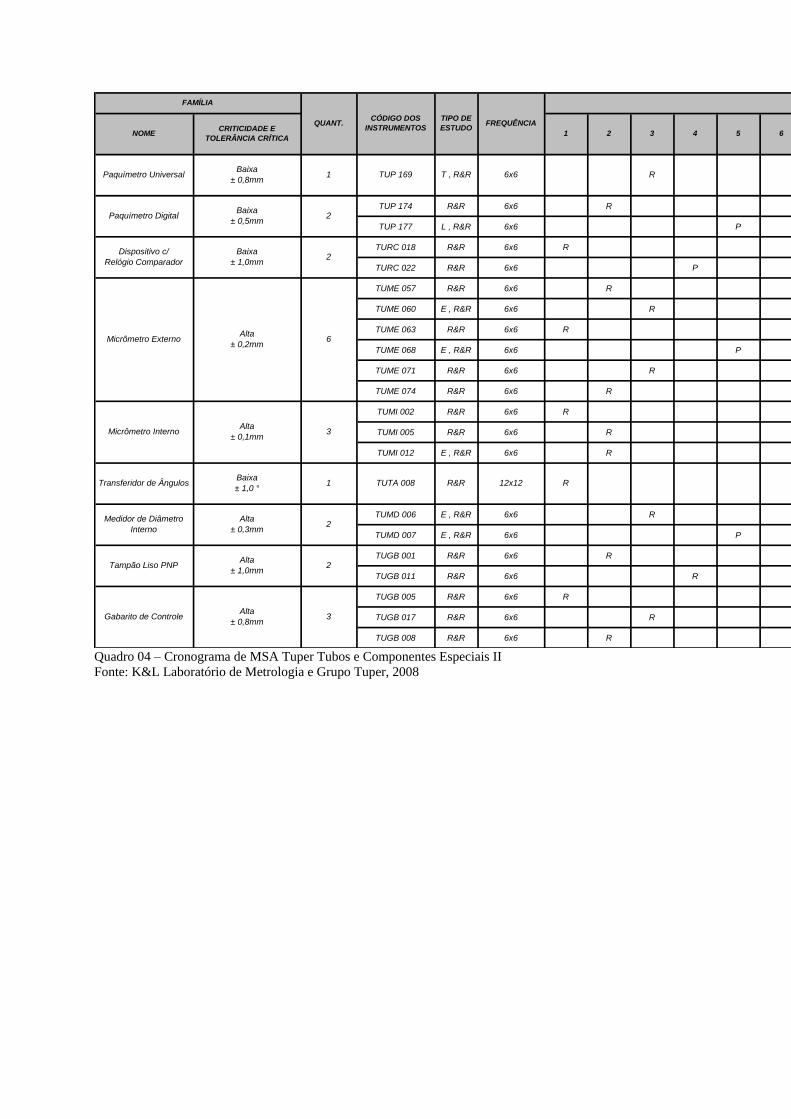
No estudo aqui em questão, da Tuper Tubos e Componentes Especiais II, após definidas as
três etapas, a primeira fase de nosso objetivo, que é a definição do cronograma de MSA da
empresa está concluída, conforme podemos visualizar no quadro 04.
TUP 174 R&R 6x6 R P
TUP 177 L , R&R 6x6 P P
TURC 018 R&R 6x6 R P
TURC 022 R&R 6x6 P P
TUME 057 R&R 6x6 R P
TUME 060 E , R&R 6x6 R P
TUME 063 R&R 6x6 R P
TUME 068 E , R&R 6x6 P P
TUME 071 R&R 6x6 R P
TUME 074 R&R 6x6 R P
TUMI 002 R&R 6x6 R P
TUMI 005 R&R 6x6 R P
TUMI 012 E , R&R 6x6 R P
TUMD 006 E , R&R 6x6 R P
TUMD 007 E , R&R 6x6 P P
TUGB 001 R&R 6x6 R P
TUGB 011 R&R 6x6 R P
TUGB 005 R&R 6x6 R P
TUGB 017 R&R 6x6 R P
TUGB 008 R&R 6x6 R P
Alta
± 0,3mm
Medidor de Diâmetro
Interno
Alta
± 1,0mm
Alta
± 0,8mm
CRITICIDADE E
TOLERÂNCIA CRÍTICA
CÓDIGO DOS
INSTRUMENTOS
TIPO DE
ESTUDO
Tampão Liso PNP 2
Gabarito de Controle 3
2
12x12 RTransferidor de Ângulos 1 TUTA 008 R&RBaixa
± 1,0 °
2
Micrômetro Externo 6
Micrômetro Interno 3
Baixa
± 1,0mm
Alta
± 0,2mm
Alta
± 0,1mm
Dispositivo c/
Relógio Comparador
Paquímetro Digital 2
Baixa
± 0,8mm
Baixa
± 0,5mm
PR
10 11 12
Paquímetro Universal 1 TUP 169 T , R&R 6x6
6 7 8 9
FAMÍLIA
QUANT. FREQUÊNCIA
2008
NOME 1 2 3 4 5
Quadro 04 – Cronograma de MSA Tuper Tubos e Componentes Especiais II
Fonte: K&L Laboratório de Metrologia e Grupo Tuper, 2008
4.2.2 Preparação dos estudos
Com o cronograma pronto, o próximo passo é o desenvolvimento do trabalho. Como em
qualquer estudo ou análise, o planejamento e o preparo necessários e suficientes devem ser
feitos antes da realização do estudo do sistema de medição. Seguem alguns itens a serem
considerados antes da realização dos estudos:
Definição do nº de operadores, nº de amostras e nº de ciclos - devem ser levados
em consideração dois fatores:
o Criticidade da dimensão – dimensões críticas exigem mais peças na amostra
e/ou mais medições repetidas.
o Configuração da peça – peças volumosas ou peças pesadas podem implicar em
menor quantidade de peças na amostra.
Operadores – pelo propósito de avaliar a totalidade do sistema de medição, os
avaliadores escolhidos deverão ser selecionados dentre aqueles que normalmente
operam o instrumento.
Discriminação – o instrumento deve ter uma discriminação que permita a leitura
direta de um décimo da variação esperada do processo da característica.
Seleção das peças – fator crítico para uma análise adequada e depende inteiramente
do projeto do estudo do sistema também do propósito do sistema de medição e
principalmente, da disponibilidade de peças que representam o processo de
produção. Para situações em que a avaliação do sistema de medição é baseada na
tolerância da característica (%R&R em relação à tolerância) direcionada ao
controle do produto (inspeção 100% ou amostral), as peças selecionadas não
precisam cobrir todo o intervalo de variação do processo. Já para situações em que
a avaliação do sistema tem por objetivo o controle do processo (R&R em relação à
variação do processo), é muito importante que as peças selecionadas cubram todo o
intervalo de variação do processo (capabilidade do processo).
Método de medição – o método de medição deve ser seguido por todos os
operadores e reproduzir fielmente a rotina do dia a dia dos controles que são
executados pelo referido sistema de medição. O efeito de qualquer diferença
existente entre os métodos usados pelos avaliadores se refletirá na reprodutibilidade
do sistema de medição.
Ordem de leitura – as medições devem ser realizadas em ordem aleatória para
assegurar a dispersão aleatória ao longo do estudo de quaisquer desvios ou
variações que possam ocorrer. Os operadores devem desconhecer a identificação da
peça numerada que está sendo medida, para evitar qualquer tendência de resultados.
Estimativa de leitura – na leitura do equipamento ou instrumento de medição
analógico deve-se adotar uma resolução estimada (geralmente metade da menor
graduação ou ao limite de sensibilidade ou resolução). Já para os digitais, deve ser
estabelecido no procedimento para registrar o dígito significativo mais à direita.
Gerenciamento do estudo – o estudo deve ser gerenciado e observado por uma
pessoa (responsável técnico) que entende a importância de conduzir um estudo
confiável.
4.2.3 Procedimentos de realização da análise de sistemas de medição por variáveis
São classes de sistemas de medição que podem gerar valores numa escala contínua, de um
número infinito de categorias. Exemplos desses tipos de sistemas são todos em que a leitura
dos valores é variável conforme a leitura obtida com o instrumento de medição. Os cinco
principais tipos de erros que os sistemas de medição estão sujeitos: tendência, estabilidade,
linearidade, repetitividade e reprodutibilidade.
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
12
4.2.4 Procedimentos de realização da análise de sistemas de medição por atributos
Existem vários métodos para a realização deste tipo de estudo como, por exemplo, o método
de detecção de sinal, o método de teste de hipóteses, o método de análise de risco. O método
de teste de hipóteses é o mais recomendado e utilizado nas empresas atualmente.
Não é objeto de estudo deste artigo detalhar os procedimentos para realização da análise dos
sistemas de medição, embora seu conhecimento seja fundamental para a completa aplicação
da sistemática.
5. Considerações finais
Esse trabalho teve como principal objetivo o desenvolvimento de uma sistemática para a
realização da análise de sistemas de medição com foco nos fornecedores de produtos para a
indústria automotiva.
Para atingir este objetivo, foi realizado um trabalho conjunto entre as empresas K&L
Laboratório de Metrologia e o Grupo Tuper, visando atender a necessidade de uma das
unidades do grupo, a Tubos e Componentes Especiais II, em função da sua certificação na
ISO/TS 16949.
A proposição de sistemática para a realização do MSA, já foi implementada na empresa desde
agosto de 2007, vem gerando diversos benefícios e tornando a empresa preparada para
enfrentar os desafios que virão com o crescimento e desenvolvimento da mesma.
Tal proposição ainda pode ser melhorada a partir de observações in loco, seja na empresa em
que foi implantada ou em outras empresas que venham a utilizar a referida sistemática.
Assim, a mesma tem potencial para se tornar um referencial útil no que concerne a avaliação
de sistemas de medição.
Referências
IQA. Análise de sistemas de medição – MSA, Manual de referência Instituto da Qualidade Automotiva, 2. ed.,
São Paulo: IQA., 2004.
COSTA, A. F. B.; EPPRECHT, E. K.; CARPINETTI, L. C. R. Controle Estatístico de Qualidade. São
Paulo: Atlas, 2004.
MONTGOMERY, D. C.; RUNGER, G. C. Estatística aplicada e Probabilidade para Engenheiros. 2. ed. Rio
de Janeiro: LTC, 2003.
ROTONDARO, Roberto G. (Coord.) et al. Seis Sigma: estratégia gerencial para a melhoria de processos,
produtos e serviços. São Paulo: Atlas, 2002.
RITZMAN, Larry P.; KRAJEWSKI, Lee J. Administração da produção e operações. Tradução de Roberto
Galman; Revisão técnica de Carlos Eduardo Mariano Silva. São Paulo: Pearson Prenice Hall, 2004. Tradução
de: Foundations of Operations Management.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da produção. 2. ed. São Paulo: Atlas, 2002.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
13
ANEXO 1
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
14
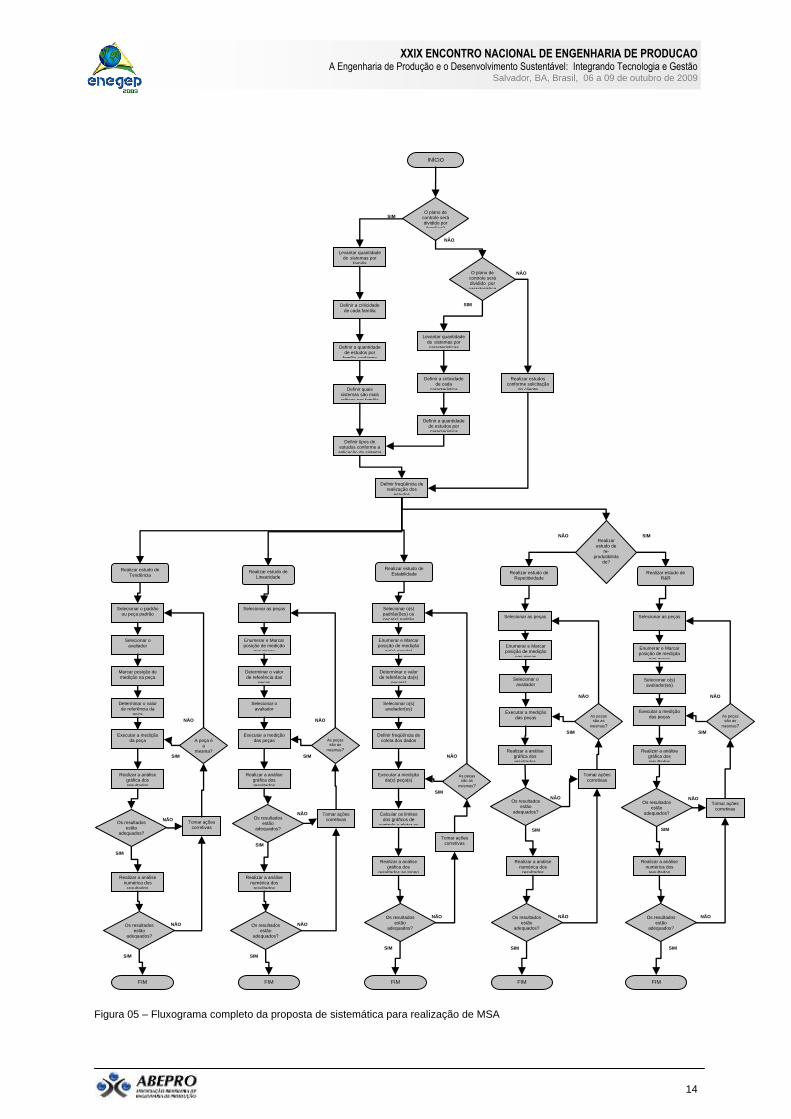
Figura 05 – Fluxograma completo da proposta de sistemática para realização de MSA
INÍCIO
Levantar quantidade de sistemas por
família
O plano de controle será dividido por famílias?
Definir a criticidade
de cada família
Definir a quantidade de estudos por
família conforme criticidade
Definir quais sistemas são mais críticos por família
Definir tipos de estudos conforme a aplicação do sistema
Levantar quantidade
de sistemas por características
Definir a criticidade de cada
característica
Definir a quantidade de estudos por característica
conforme criticidade
SIM
NÃO
O plano de controle será dividido por
característica?
Realizar estudos conforme solicitação
do cliente
SIM
NÃO
Realizar estudo de Tendência
Realizar estudo de Linearidade
Realizar estudo de
Estabilidade Realizar estudo de R&R
Definir freqüência de realização dos
estudos
Realizar estudo de Repetitividade
Realizar estudo de
re- produtibilida
de?
SIM NÃO
Selecionar o padrão ou peça padrão
Selecionar o
avaliador
Marcar posição de medição na peça
Determinar o valor de referência da
peça
Executar a medição da peça
SIM
Realizar a análise gráfica dos resultados
Os resultados estão
adequados?
NÃO
Realizar a análise numérica dos
resultados
Os resultados estão
adequados?
SIM
FIM
NÃO
Selecionar o(s) padrão(ões) ou peça(s) padrão
Tomar ações corretivas
Enumerar e Marcar posição de medição
na(s) peça(s)
Determinar o valor de referência da(s)
peça(s)
Selecionar o(s) avaliador(es)
Executar a medição da(s) peça(s)
Calcular os limites dos gráficos de
controle e plotar os resultados
Os resultados estão
adequados?
Tomar ações corretivas
Realizar a análise gráfica dos
resultados ao longo do tempo
FIM
SIM
NÃO
Definir freqüência de coleta dos dados
Selecionar as peças
Enumerar e Marcar posição de medição
nas peças
Determinar o valor de referência das
peças
Selecionar o avaliador
Executar a medição das peças
Realizar a análise gráfica dos resultados
SIM
Os resultados estão
adequados?
NÃO
Realizar a análise numérica dos
resultados
Os resultados estão
adequados?
SIM
FIM
NÃO
Tomar ações corretivas
Selecionar as peças
Enumerar e Marcar posição de medição
nas peças
SIM
Realizar a análise gráfica dos resultados
Os resultados estão
adequados?
Tomar ações
corretivas
NÃO
Realizar a análise numérica dos
resultados
Os resultados estão
adequados?
FIM
SIM
NÃO
Selecionar as peças
Enumerar e Marcar posição de medição
nas peças
Selecionar o avaliador
Executar a medição das peças
SIM
Realizar a análise gráfica dos resultados
Os resultados estão
adequados?
Tomar ações
corretivas
NÃO
Realizar a análise numérica dos
resultados
Os resultados estão
adequados?
FIM
SIM
NÃO
Executar a medição das peças
Selecionar o(s) avaliador(es)
A peça é a
mesma?
NÃO
SIM
As peças são as
mesmas?
NÃO
SIM
As peças são as
mesmas?
NÃO
SIM
As peças são as
mesmas?
NÃO
SIM
As peças são as
mesmas?
NÃO
SIM

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
15
Fonte: Primária