UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA INDUSTRIAL
CARLOS HENRIQUE URSULINO GOMES
EFEITO DO SUPERAQUECIMENTO E DA DIREÇÃO DO CRESCIMENTO
NA TRANSIÇÃO COLUNAR EQUIAXIAL DA LIGA Al-5.5%Si -3%Cu
SOLIDIFICADA DIRECIONALMENTE
BELÉM-PA
2015

CARLOS HENRIQUE URSULINO GOMES
EFEITO DO SUPERAQUECIMENTO E DA DIREÇÃO DO CRESCIMENTO
NA TRANSIÇÃO COLUNAR EQUIAXIAL DA LIGA Al-5.5%Si -3%Cu
SOLIDIFICADA DIRECIONALMENTE
Dissertação apresentada para obtenção do
grau de Mestre em Engenharia Industrial do
Instituto de Tecnologia, Universidade
Federal do Pará. Área de concentração
Processos de Fabricação. Orientador: Prof.
Dr. Otávio Fernandes Lima da Rocha.
BELÉM-PA
2015



AGRADECIMENTOS
Agradeço primeiramente a Deus, por permitir a realização de mais um sonho.
Aos meus familiares pelo incentivo, paciência e compreensão em todos os momentos.
Ao meu orientador Prof. Dr. Otávio Fernandes Lima da Rocha pela orientação,
ensinamentos e incentivo.
Aos professores do PPGEI, pelo ensinamento e conhecimento adquirido nesses mais de
dois anos que irão valer para toda vida.
À Universidade Federal do Pará, pela oportunidade de participar do programa de
mestrado e concluí-lo com sucesso e, de poder nessa nova caminhada, reencontrar
colegas e construir novas amizades.
Ao Instituto Federal de educação, ciência e tecnologia do Pará IFPA, pelo apoio,
especial agradecimento ao aluno Rafael Hideo Kikuchi pela sua amizade e, sobretudo,
pelo apoio durante a realização dos experimentos.
Aos colaboradores do Laboratório de Metalurgia da UFPA, pela amizade e apoio
técnico, especial agradecimento ao aluno André Santos Barros pela sua amizade e,
sobretudo, pelo apoio durante o processamento dos resultados.
A meus colegas desse mestrado e aos demais que, indiretamente, fizeram parte dessa
conquista, o meu sincero obrigado.
RESUMO
As ligas de fundição do sistema ternário Al-Cu-Si têm um papel fundamemetal na
indústria metal/mecânica. Essas ligas apresentam excelente fluidez, alta resistência
mecânica e baixo peso, o que as tornam uma escolha adequada como ligas de fundição,
sendo amplamente aplicadas na indústria automotiva e aeroespacial. Tais características
e o elevado grau de destaque dessas ligas no campo científico e tecnológico têm
despertado o interesse de pesquisadores para o desenvolvimento de trabalhos que visam
à investigação da evolução macroestutural e microestrutural e correlações com
propriendaes mecânicas. Nesse sentido, o presente trabalho visa investigar os efeitos
combinados do superaquecimento e da convecção natural na transição colunar/equiaxial
(TCE) da liga Al-3%Cu-5,5%Si. A TCE foi correlacionada com as varáveis térmicas de
solidificação tais como velocidade de deslocamento da isoterma liquidus (VL), gradiente
de temperatura (GL) e taxa de resfriamento (TR). Três superaquecimentos foram
assumidos para obtenção das macroestruturas de solidificação da liga multicomponente
investigada. Os lingotes resultantes foram obtidos por um dispositivo de solidificação
direcional horizontal refrigerado à água. Análises térmicas foram realizadas para
determinar as variáveis VL, GL e TR. A fim de analisar os efeitos dos elementos silício e
cobre e da direção de crescimento na ocorênia da TCE, comparações entre os resultados
deste trabalho com os da literatura também foram desenvolvidas. A obervação das
macroestruras revelaram que a ação combinada do superaquecimeno com a convecção
natural favorece a ocorrência da TCE, a qual ocorreu em uma zona em vez de um plano
vertical paralelo à interface metal/molde. Os resultados permitiram evidenciar o efeito
do elemento Si na antecipação da TCE para a liga Al-3%Cu-5,5%Si comparada à liga
Al-3%Cu, solidificada na mesma direção de crescimento (horizontal).
Palavras-chave: Transição colunar equiaxial, Solidificação direcional horizontal,
Parâmetros térmicos, Regime transiente, Ligas Al-Cu-Si.

ABSTRACT
Aluminum alloys castings had a fundamental role in the growth of the metal-mechanics
industry. Nowadays these alloys are supplied in a wide range of chemical compositions.
We highlight the Al–Cu–Si ternary system because of particular outstanding properties
such as high mechanical strength, low weight and very good fluidity. These qualities
make them a good choice for applications in the automotive and aerospace industry. The
potential of such alloys has attracted much attention of researchers with a view to
investigating the macrostructure and microstructure evolution and correlation with
mechanical properties. In this sense, this study aims to investigate the combined effects
of superheat and natural convection in columnar transition to equiaxial (CET) of the
ternary Al-3% Cu-5.5% Si alloy. The CET was correlated with the solidification
thermal variables such growth rate (VL), temperature gradient (GL) and cooling rate
(TR). Three superheats were assumed in obtaining the solidification macrostructure of
the multicomponent investigated. The resulting ingots were obtained by a water cooled-
horizontal directional solidification device. Thermal analysis has been utilized to
determine VL, TR and GL. The observation of the macrostructures has indicated that the
resulting thermo-solutal convection combined with superheat seem to favor the CET,
which did not occur in a single plane, for all ingots obtained, i.e., it has been seen in a
range of positions in ingots. In order to analyze the effects of the silicon and copper
elements and the growth direction in the CET occurrence, comparisons between the
results of this work with the literature were also developed. The addition of Si element
in binary Al-3%Cu alloy (solidified horizontally) anticipates the CET. A comparison
with experimental results for CET occurrence in different solidification growth
directions has been carried out.
Keywords: columnar to equiaxed transition, horizontal directional solidification,
thermal parameters, unsteady-state conditions, Al-Cu-Si alloys.
LISTA DE FIGURAS
Figura 1.1 - Sequência de modo esquemático das correlações existentes entre as
variáveis do processo de solidificação (Rocha 2003; Garcia, 2007)...............................18
Figura 2.1. - Esquema do dispositivo de solidificação unidirecional vertical ascendente
refrigerado a água, utilizado em diversos estudos de correlação entre variáveis térmicas
e estruturas de solidificação (Siqueira, 2002; Rocha, 2003; Spinelli, 2005)...................27
Figura 2.2 - Representação esquemática do banco experimental do dispositivo de
solidificação vertical descendente: 1. Aquisição via computador; 2. Material refratário
isolante; 3.Resistências elétricas (sistema de aquecimento); 4. Lingoteira bipartida; 5.
Termosensores; 6. Registrador de dados térmicos; 7. Câmara de refrigeração; 8.
Rotâmetro; 9. Controle de potência do forno, 10. Metal líquido.(Spinelli, 2005; Rosa,
2007)................................................................................................................................27
Figura 2.3 - Esquematização do dispositivo de solidificação unidirecional horizontal
desenvolvido por: (a) Quaresma e (b) Silva (Quaresma, 2000; Silva,
2007)................................................................................................................................29
Figura 2.4 - Modos de transferência de calor atuantes no sistema metal/molde na
solidificação horizontal (Costa, 2013).............................................................................30
Figura 2.5 – Representação esquemática das estruturas de solidificação em escala
macroestutural e microestrutural (Osório, 2004).............................................................31
Figura 2.6 – Representação esquemática das estruturas coquilhada, colunar e equiaxial.
(Santos, 2004)..................................................................................................................32
Figura 2.7 – Perfis de temperatura real e da temperatura liquidus na interface S/L
caracterizando a região de super-resfriamento constitucional (Santos,
2006)................................................................................................................................33
Figura 2.8 – Mecanismo proposto por Ohno para a formação da zona coquilhada onde
observasse a estricção de grãos coquilhados sobre as paredes do molde (Almeida,
1999)................................................................................................................................34
Figura 2.9 - Mecanismo do crescimento seletivo proposto por Chalmers e Walton para
explicar a formação da zona colunar (Almeida, 1999)....................................................36
Figura 2.10 – Formação de grãos equiaxiais à frente da zona colunar em crescimento
durante a solidificação da liga Al-3,5%Ni (Reinhart et al.,
2005)................................................................................................................................37
Figura 2.11 – Simulação do transporte de grãos coquilhados, localizados à frente da
zona colunar em crescimento, para o centro do lingote (Moutinho, 2011; Almeida,
1999)................................................................................................................................38

Figura 2.12 – Simulação da quebra de ramificações dendríticas de grãos colunares por
correntes de convecção forçada no líquido (Moutinho, 2011; Almeida,
1999)................................................................................................................................39
Figura. 2.13 - Macroestruturas obtidas com chapa molde de aço inoxidável recoberta
com alumina indicando a ocorrência da TCE: (a) Sn-20%Pb e (b) Sn-30%Pb (Siqueira,
2002)................................................................................................................................44
Figura 2.14 - Macroestruturas obtidas com chapa molde de aço 1020 polida indicando a
ocorrência da TCE: (a) Al-5%Cu e (b) Al-8%Cu (Siqueira,
2002)................................................................................................................................44
Figura 2.15 - Macroestruturas de ligas do sistema Al-Si na solidificação unidirecional
vertical ascendente indicando a ocorrência da TCE: (a) Al-3%Si, (b) Al-5%Si, (c) Al-
7%Si e (d) Al-9%Si (Peres, 2004)...................................................................................46
Figura 2.16 - Macroestruturas de ligas do sistema Sn-Pb na solidificação unidirecional
vertical descendente em molde refrigerado indicando a ocorrência da TCE: (a) Sn-5%Pb
e (b) Sn-20%Pb (Spinelli, 2005)......................................................................................47
Figura 2.17 - Macroestruturas obtidas na solidificação unidirecional em molde
horizontal refrigerado indicando a ocorrência da TCE: (a) Sn-15%Pb e (b) Sn-25%Pb.
(Moutinho, 2007).............................................................................................................48
Figura 2.18 - Macroestruturas obtidas na solidificação unidirecional em molde
horizontal refrigerado indicando a ocorrência da TCE: (a) Sn-15%Pb e (b) Sn-25%Pb
(Moutinho, 2007).............................................................................................................50
Figura 2.19 - Macroestruturas obtidas por Rocha et al (2015) para as ligas Al-3%Cu-nSi
solidificadas em sistema vertical ascendente (Gomes, 2012; Rocha et al.,
2015)................................................................................................................................52
Figura 2.20 – Macroestruturas resultantes de Costa et al, (2015) para as ligas Al-6%Cu
e Al-65Cu-4%Si: (a) e (b) Al-6%Cu solidificadas em sistema vertical ascendente,
respectivamente e (c) e (d) Al-6%Cu-4%Si solidificadas em sistema horizontal (Costa et
al., 2015)..........................................................................................................................54
Figura 2.21 – Análise de Microssegregação realizada no trabalho de Costa et al (2015) –
(Costa et al.,2015)............................................................................................................55
Figura 3.1 - Fluxograma do procedimento experimental empregado neste trabalho,
adaptado de Carvalho (2013)..........................................................................................59
Figura 3.2 – (a) Balança digital precisão de 0,01 mg; (b) Cadinho de carbeto de silício;
(c) Forno tipo mufla com temperatura de trabalho até 1250oC (Carvalho,
2013)................................................................................................................................61
Figura 3.3 - Registro fotográfico do analisador químico (Espectrômetro Ótico) utilizado
neste trabalho (GPMat/UFPA)........................................................................................62
Figura 3.4 - Diagrama de fase pseudo-binários em função de Silício (a), de Cobre (b),
adaptado de Gomes (2012).............................................................................................63
Figura 3.5 - Caminho de solidificação calculado pelo TermoCalc para condições fora do
equilíbrio..........................................................................................................................63
Figura 3.6 - Esquema do conjunto de monitoramento da temperatura liquidus da liga
analisada..........................................................................................................................64
Figura 3.7 - Termopar tipo K (a) e registrador de temperatura (b).................................64
Figura. 3.8 - (a) Representação do conjunto que compõe o dispositivo de solidificação
direcional horizontal utilizado neste trabalho: (10 termopares, (2) Controlador de
temperatura, (3) computador, (4) alimentação principal de água, (5) recipiente
armazenador de água, (6) bomba d’água, (7) rotâmetro, (8) entrada de água de
refrigeração, (9) saída de água, (10) dispositivo de solidificação direcional horizontal,
(11) fidloger – registrador de temperatura, (b) Vista lateral e interna do dispositivo: (12)
isolamento com blindagem em cerâmica; (13) resistências elétricas; (14) lingoteira,
adaptado de Carvalho (2013)...........................................................................................66
Figura 3.9 - Detalhes dimensionais da chapa molde (ou trocadora de calor) e lingoteira
de aço inox.......................................................................................................................67
Figura 3.10 - Desenho esquemático do conjunto chapa de resfriamento e
lingoteira..........................................................................................................................68
Figura 3.11. Registro fotográfico do interior da lingoteira, mostrando in loco detalhes
das resistências elétricas e o conjunto chapa molde e lingoteira.....................................69
Figura 3.12 - Tela de iniciação dos programas (a) AMR-Software, (b) Origin 8.0 e (c)
Image Tool, adaptado de Carvalho (2013)......................................................................70
Figura 3.13 - Perfil de temperatura indicando o tempo de passagem da isoterma liquidus
(Dias Filho, 2013)............................................................................................................73
Figura 3.14 - Deslocamento da posição da isoterma liquidus em função do tempo (Dias
Filho, 2013).....................................................................................................................74
Figura 3.15 - Representação esquemática da obtenção do gráfico das velocidades em
função do tempo e em função da posição (Dias Filho, 2013).........................................75
Figura 3.16 - Sequência experimental para determinação das variáveis térmicas,
adaptado de Rocha, 2003................................................................................................76
Figura 3.17 - Serra de fita (Marca Franho, Mod. F-38S) utilizada neste trabalho para
corte dos lingotes resultantes...........................................................................................77
Figura 3.18 - Representação esquemática do corte longitudinal e correspondente
macroestrutura revelada da liga Al-3%Cu-5,%Si para TV = 10% (GPMet-
IFPA)...............................................................................................................................78

Figura 4.1 - Modelo de apresentação e análise dos resultados........................................79
Figura 4.2 - Curvas de resfriamento obtidas para a liga Al-3%Cu-5,5%Si solidificada
horizontalmente, considerando superaquecimentos (TV) acima de TL iguais a; (a) TV
= 5%; (b) TV = 10% e (c) TV = 15%...........................................................................80
Figura 4.3 - Macrografias representativas das macroestruturas obtidas para a liga Al-
3%Cu-5,5%Si, considerando três superaquecimentos (TV = 5%, 10% e
15%).................................................................................................................................81
Figura 4.4 - Leis experimentais da cinética de solidificação, representando a posição da
isoterma liquidus a partir da interface refrigerada em função do
tempo...............................................................................................................................82
Figura 4.5 - Velocidades das isotermas liquidus a partir da interface metal/molde em
função da posição (IFPA/UFPA).....................................................................................83
Figura 4.6 - Taxas de resfriamento a partir da interface metal/molde em função da
posição para as ligas estudadas (IFPA/UFPA)................................................................84
Figura 4.7 - Gradientes de temperatura a partir da interface metal/molde em função da
posição para as ligas estudadas (IFPA/UFPA) ...............................................................84
Figura 4.8 – Variáveis de térmicas de solidificação na região de ocorrência da TCE para
TV = 5%.........................................................................................................................87
Figura 4.9 – Variáveis de térmicas de solidificação na região de ocorrência da TCE para
TV = 10%.......................................................................................................................88
Figura 4.10 – Variáveis de térmicas de solidificação na região de ocorrência da TCE
para TV = 15%...............................................................................................................89
Figura 4.11 – Macrografias apresentando macroestruturas resultantes deste trabalho
comparadas com as obtidas da literatura.........................................................................92
Figura 4.12 – Macroestrutura de solidificação da liga Al-3%Cu-5,5%Si estudada neste
trabalho para TV = 5% - GPSol (UFPA) e GPMet (IFPA)...........................................93
Figura 4.13 – Esquema representativo das direções de crescimento e movimentação de
soluto: (a) solidificação vertical ascendente, (b) solidificação vertical descendente e (c)
solidificação horizontal....................................................................................................94

LISTA DE TABELAS
Tabela 2.1 - Parâmetros térmicos de solidificação associados à TCE obtidos por
Siqueira (2002) para ligas do sistema Sn-Pb (Siqueira, 2002)........................................45
Tabela 2.2 - Parâmetros térmicos de solidificação associados à TCE obtidos por Peres
(2004) para ligas do sistema Al-Si (Peres, 2004)............................................................46
Tabela 2.3 - Parâmetros térmicos de solidificação associados à TCE obtidos por Spinelli
(2005) para ligas do sistema Sn-Pb (Spinelli, 2005).......................................................47
Tabela 2.4 – Parâmetros térmicos de solidificação associados à TCE obtidos por
Moutinho (2007) para ligas do sistema Sn-Pb (Moutinho, 2007)...................................49
Tabela 2.5 - Parâmetros térmicos de solidificação associados à posição da TCE obtidos
nos trabalhos de Moutinho (2001) e Peres et al (2004) – (Moutinho, 2011)..................51
Tabela 2.6 - Parâmetros térmicos de solidificação associados à posição da TCE obtidos
no trabalho deRocha el al (2015) – (Rocha et al.,2015)..................................................53
Tabela 2.7 – Principais estudos apresentados na literatura que tentam descrever a
formação das zonas coquilhada, colunar, equiaxial assim como a transição colunar-
equiaxial (TCE)...............................................................................................................56
Tabela 2.8 – Principais critérios de ocorrência da TCE associados aos parâmetros
térmicos...........................................................................................................................57
Tabela 3.1 – Composição química (% em peso) dos metais utilizados na elaboração da
liga Al-3wt.%Cu-7wt.%Si (Peres, 2005; Gomes, 2012).................................................60
Tabela 3.2 - Resultado da análise química quantitativa e qualitativa da liga Al-3%Cu-
5,5%Si. Padrão fornecido pelo analisador mostrado na Figura 3.3.................................62
Tabela 4.1 - Leis experimentais do tipo potência obtidas para neste trabalho comparadas
com literatura...................................................................................................................85
Tabela 4.2 - Resultados experimentais dos parâmetros térmicos associados à
TCE..................................................................................................................................90
Tabela 5.1 – Equações correspondentes aos parâmetros térmicos das ligas Al-Cu-Si
investigada.......................................................................................................................95

LISTA DE ABREVIATURAS E SIGLAS
Al = alumínio
Be = berílio
Ca = cálcio
Cl = cloro
Cr = cromo
Cu = cobre
Fe = ferro
Ga = gálio
GL = gradiente de temperatura frente a isoterma liquidus[ °C/mm ]
GPS = grupo de pesquisa de solidificação
H = hidrogênio
h i = coeficiente de transferência de calor na interface metal/molde [ W / m² K ]
ISA = Sociedade Instrumento da América
K = condutibilidade térmica do material [W / m K]
L = calor latente de fusão do material [J / m³] ou [J / kg]
Mg = magnésio
Mn = manganês
Ni = níquel
O = oxigênio
P = fósforo
Pb = chumbo
Si = silício
S/L = interface sólido e líquido
Sn = estanho
t = tempo de deslocamento da isoterma solidus [s]
Ti = titânio
TCE = transição colunar equiaxial
T R = taxa de resfriamento
T 0 = temperatura ambiente ou inicial do molde [K]
T L = temperatura da linha liquidus da liga [K]
T V = temperatura de vazamento [K]

∆T = diferença de temperatura [K]
∆TV = superaquecimento [K]
V = velocidade de solidificação [m / s]
V L = velocidade da isoterma liquidus [m/s]
∆V = diferença de potencial [V]
Zn = zinco
ρ 1 = densidade no liquido [kg / m³ ]

SUMÁRIO
1 . CAPÍTULO 1 – INTRODUÇÃO....................................................................17
1.1. CONSIDERAÇÕES INICIAIS..........................................................................17
1.2. OBJETIVOS.......................................................................................................21
2 . CAPÍTULO 2 - REVISÃO BIBLIOGRÁFICA..............................................23
2.1. CONSIDERAÇÕES INICIAIS...........................................................................23
2.2. PARÂMETROS (OU VARIÁVEIS) TÉRMICOS E ESTRUTURAS DE
SOLIDIFICAÇÃO..........................................................................................................23
2.2.1. VARIÁVEIS TÉRMICAS..................................................................................23
2.2.2. ANÁLISE EXPERIMENTAL DA SOLIDIFICAÇÃO UNIDIRECIONAL EM
CONDIÇÕES TRANSITÓRIAS....................................................................................25
2.3. FORMAÇÃO DA MACROESTRUTURA........................................................30
2.3.1. ZONA COQUILHADA......................................................................................32
2.3.2. ZONA COLUNAR.............................................................................................35
2.3.3. ZONA EQUIAXIAL..........................................................................................36
2.4. TRANSIÇÃO COLUNAR-EQUIAXIAL (TCE)..............................................42
3. MATERIAIS E MÉTODOS.............................................................................58
3.1. CONSIDERAÇÕES INICIAIS...........................................................................58
3.2. MATERIAIS E EQUIPAMENTOS UTILIZADOS NESTE TRABALHO.......58
3.2.1. MATERIAIS E EQUIPAMENTOS PARA ELABORAÇÃO DA LIGA..........58
3.2.2. MATERIAIS. E EQUIPAMENTOS UTILIZADOS DURANTE A
SOLIDIFICAÇÃO DIRECIONAL ....................................................................................64
3.3. METODOLOGIA..............................................................................................71

3.3.1. OBTENÇÃO DA LIGA AL-CU-SI INVESTIGADA E LEVANTAMENTO
DAS CURVAS DE RESFRIAMENTO (ATUALIZADO A PARTIR DE CARVALHO,
2013)................................................................................................................................71
3.3.2. PROCEDIMENTO EXPERIMENTAL PARA DETERMINAÇÃO DAS
VARIÁVEIS TÉRMICAS DE SOLIDIFICAÇÃO (VL,TR E GL ) [ADAPTADO A
PARTIR DE DIAS FILHO (2013)].................................................................................72
3.3.3. PROCEDIMENTO EXPERIMENTAL PARA OBTENÇÃO E
CARACTERIZAÇÃO DA MACROESTRUTURA (ADAPTADO DE GOMES,
2012)................................................................................................................................76
4. RESULTADOS E DISCUSSÕES.................................................................79
4.1 CONSIDERAÇÕES INICIAIS.......................................................................79
4.2. CURVAS DE RESFRIAMENTO...................................................................79
4.3. MACROESTRUTURAS DE SOLIDIFICAÇÃO...........................................81
4.4. DETERMINAÇÃO E ANÁLISES DAS VARIÁVEIS TÉRMICAS (VL , TR
e GL )................................................................................................................................81
4.5. ANÁLISES DA DETERMINAÇÃO DA TCE E CORRELAÇÃO COM OS
PARÂMETROS TÉRMICOS.........................................................................................86
5. CONCLUSÕES..............................................................................................95
5.1 SUGESTÕES PARA TRABALHOS FUTUROS.....................................97
REFERÊNCIAS.............................................................................................................99
17
1. CAPÍTULO 1: INTRODUÇÃO
1.1. Considerações Iniciais
O Brasil ocupa uma posição de destaque entre os maiores produtores de
alumínio, no entanto, sua indústria de transformação, em especial o setor de fundição,
ainda é incipiente e se encontra tecnicamente muito dependente dos grandes polos
mundiais de desenvolvimento tecnológico, uma vez que a correta utilização de
componentes do alumínio ainda é considerada relativamente nova e com grande
potencial de expansão (Canté, 2009). Nesse contexto, é de grande importância para o
nosso país, principalmente quando é considerada a intensa procura pelas indústrias
automobilística e aeroespacial por produtos baseados em ligas leves, especialmente
ligas de alto desempenho. O sistema de liga Al-Cu-Si, especialmente as pertencentes à
série 319.1, foco deste trabalho, por exemplo, em virtude da sua excelente fluidez, boa
fundibilidade e resistência mecânica a temperaturas relativamente elevadas, baixo
coeficiente de expansão térmica e boa resistência ao desgaste, aliada à elevada relação
resistência/peso, representa uma excelente opção à substituição de materiais
tradicionais, evidenciado nas indústrias aeroespacial e automobilística que têm utilizado
esse sistema de liga em seus produtos, fazendo-se valer das suas propriedades (Metals
Handbook, 1998). O estudo da liga Al-Cu-Si é, portanto, de grande importância, pois a
exigência do mercado consumidor por tecnologias que conjugassem desempenho
mecânico à elevada eficiência e baixo custo de manutenção conduziu à necessidade de
serem desenvolvidos materiais capazes de satisfazer determinadas propriedades, tais
como elevada resistência mecânica e baixo peso específico. Assim, diversos sistemas de
liga têm sido estudados e desenvolvidos com esse propósito ao longo dos últimos anos.
Neste cenário, destaca-se a atuação das indústrias de fundição no seguimento de
transportes, onde o principal elemento fundido é o alumínio. Os componentes fundidos
são os responsáveis pelo maior volume de alumínio utilizado na indústria automotiva.
Assim, a imensa maioria dos produtos metálicos, que atendem às necessidades
imediatas da sociedade moderna, utiliza, em algum momento da sua cadeia produtiva, o
processo de solidificação o qual representa a mais importante alternativa para a
fabricação de produtos metálicos acabados e semiacabados (Garcia, 2007),
especialmente de ligas alumínio. Uma análise global dos atuais processos de manufatura

18
de peças e componentes metálicos mostra que, com exceção dos artigos produzidos por
técnicas de metalurgia do pó, todos os demais passam, pelo menos uma vez, pelo
processo de solidificação, conforme mostra o esquema da Figura 1.1.
Figura 1.1 - Sequência de modo esquemático das correlações existentes entre as variáveis do
processo de solidificação.
Fonte: Rocha (2003); Garcia ( 2007).
Entretanto, com as crescentes exigências da indústria moderna por materiais com
propriedades cada vez mais elevadas, o conhecimento do controle da cinética do
processo de solidificação de metais e ligas metálicas vem a cada dia se consolidando
como um objeto de estudo de extrema importância para a obtenção de materiais com
propriedades homogêneas e cada vez mais adequadas à sua utilização prática. Deste
modo é essencial uma abordagem de alguns princípios básicos que envolvem o processo
de solidificação de materiais metálicos. Destaca-se, por exemplo, a técnica de
solidificação unidirecional que tem sido bastante utilizada no estudo experimental dos
fenômenos da solidificação, esse estudo pode ser abordado tanto em regime estacionário
de extração de calor quanto em regime transitório. Vale destacar, ainda, que a maioria

19
dos resultados experimentais, envolvendo aspectos macro e microestruturais resultantes
do processo de solidificação, presentes na literatura (Garcia, 2007), utilizam condições
estacionárias de troca de calor. Entretanto, a maioria dos processos industriais ocorre em
condições transitórias de fluxo de calor, sendo que a grande parte desses trabalhos
aborda a solidificação direcional vertical ascendente (Siqueira, 2002; Rocha, 2003;
Ferreira, 2004; Rosa, 2004; Peres, 2005; Spinelli, 2005; Boeira, 2006; Osorio et al.,
2007; Cante, 2009; Goulart, 2010; Silva, 2011; Moutinho, 2012; Gomes, 2012).
Investigações sobre a solidificação transitória de ligas ternárias relacionadas aos
parâmetros macroestruturais e microestruturais, modelagem de solidificação,
segregação de soluto e a formação de porosidade são relativamente escassos na
literatura [Gomes, 2012; Moutinho, 2007; Rocha, 2003(A); 2003(B); 2003(C); 2003(D),
Lee et al., 2003] e (Wang e Berckermann, 1996), tanto que para ligas multicomponentes
existe somente um modelo teórico na literatura para a determinação do espaçamento
dendrítico secundário (Rappaz e Boettiinger, 1999) e (Easton et al., 2010), que investiga
a influência do soluto nos espaçamentos dendríticos secundários em ligas de alumínio
em função do tempo local de solidificação. No caso de ligas ternárias, a principal
dificuldade está relacionada com a determinação do caminho da solidificação.
Atualmente, diversos aspectos de natureza física relacionados à formação da
microestrutura e macroestrutura dos produtos obtidos por fundição necessitam ser ainda
estudados. Assim, em geral, a macroestrutura de um fundido é constituída de três
diferentes zonas estruturais conhecidas como zona coquilhada (formada por grãos de
orientações aleatórias, de dimensões muito reduzidas e localizados próximo às paredes
do molde), zona colunar (na qual os grãos são direcionais e cujo crescimento ocorre na
direção da extração de calor) e a zona equiaxial (constituída de grãos sem orientações
preferenciais e de dimensões relativamente grandes quando comparados com os grãos
coquilhados). A formação dessas estruturas depende das condições de extração de calor
consideradas durante o processo de solidificação sendo função, portanto, dos métodos
utilizados para solidificar o metal e das características termofísicas específicas do
material metálico empregado, podendo ou não estar presentes em um caso particular.
Devido à bem conhecida correlação existente entre a morfologia, dimensão e
distribuição dos grãos cristalinos e as correspondentes propriedades mecânicas da peça
obtida, a origem de cada uma delas tem sido objeto de intensa investigação teórica e/ou
experimental por parte de muitos pesquisadores uma vez que a presença dessas
diferentes zonas estruturais promove um elevado grau de anisotropia no material, o que
20
não é desejável (Siqueira, 2002). Logo, na maioria das aplicações exigidas pela
engenharia, com exceção de algumas muito especiais, são utilizadas estruturas
constituídas de grãos equiaxiais de dimensões bastante reduzidas, pois tais estruturas
são isotrópicas e suas propriedades são, comprovadamente, superiores (Moutinho,
2011).
Uma quarta zona macroestrutural de elevada complexidade, que vem sendo
considerada na literatura (Siqueira, 2002) é composta pela existência simultânea de
grãos colunares e equiaxiais, denominada de transição colunar/equiaxial (TCE). Em
função do número de variáveis operacionais e térmicas envolvidas durante a mudança
de fase líquido/sólido, ainda não existe um consenso científico bem estabelecido quanto
à previsão de um determinado tipo de macroestrutura para um lingote e nem, tão pouco,
quanto aos mecanismos envolvidos na TCE que ocorre quando o avanço da frente
colunar é bloqueado pela formação de grãos equiaxiais no líquido. Essa transição é
dependente de várias condições térmicas associadas ao processo de solidificação como,
por exemplo, sistema de liga, composição da liga, temperatura de vazamento, material
do molde, temperatura do molde, coeficiente de transferência de calor na interface
metal/molde, dimensão da peça, taxa de resfriamento, gradientes térmicos, velocidade
da isoterma liquidus, presença de convecção no líquido, transporte de soluto,
concentração de partículas nucleantes, etc, sendo que alguns desses parâmetros variam
tanto com o tempo como com a posição ao longo do processo (Canté, 2007; Flood e
Hunt, 1987; 1994; Sturz, 2005; Wang e Beckermann, 1994). Desta maneira, o não
completo entendimento da relação entre as condições térmicas de solidificação e a
estrutura resultante tem limitado bastante o desenvolvimento de procedimentos
experimentais e métodos matemáticos, analíticos e numéricos, que visem à obtenção de
peças fundidas dotadas de propriedades mecânicas superiores. Com relação à TCE, por
exemplo, embora muitos trabalhos experimentais (Ares e Schvezov, 2000; Silva, 2009;
Siqueira, 2003; Ziv e Weinberg, 1989), métodos analíticos (Flood e Hunt, 1987a e
Flood e Hunt, 1987b; Hunt, 1984) e métodos numéricos (Badillo e Beckermann, 2006;
Dong e Lee, 2005; Hunt, 1984; Dong e Lee, 2005; Wang e Beckermann, 1994) tenham
sido apresentados nos últimos anos, os princípios físicos e/ou químicos que
potencializam a mesma permanecem ainda não suficientemente esclarecidos. Apesar de
inúmeros mecanismos baseados em evidências experimentais terem sido propostos para
o estudo da TCE, todavia, os modelos matemáticos desenvolvidos para previsão dessa
transição estrutural durante a solidificação de ligas metálicas têm apresentado limitações
21
devido ao complexo acoplamento das soluções dos problemas em nível macroscópico
(transferência de calor e massa) e microscópico (nucleação e crescimento). Esses
mesmos modelos ainda simplificam o tratamento da convecção no líquido e o
movimento dos grãos equiaxiais.
Os efeitos do vetor gravidade em relação à TCE, por exemplo, têm sido
investigados em sistemas de solidificação unidirecional com a extração de calor sendo
realizada, principalmente, através da base (Ares e Schvezov, 2000; Canté, 2007;
Siqueira, 2003; Peres, 2004; Reinhart, 2005; Siqueira, 2003) ou da parte superior do
molde (Griffiths e McCartney, 1993, Spinelli, 2004). Assim, na solidificação direcional
vertical ascendente, a influência da convecção é minimizada pois o soluto é rejeitado
para regiões interdendríticas promovendo a formação de um líquido interdendrítico mais
denso que o volume total de metal líquido. Por outro lado, no caso da solidificação
direcional vertical descendente, ocorrem efeitos convectivos no líquido durante o
processo devido à diferença entre as densidades do soluto e do solvente. Na
solidificação unidirecional horizontal (Moutinho, 2010; Silva, 2009; Guimarães, 2014),
no entanto, quando o fluxo de calor é extraído através de somente uma das paredes
laterais do molde, sempre ocorre a convecção em função dos gradientes de composição
no líquido. Uma característica adicional do sistema horizontal durante a mudança de
fase é o gradiente de concentração de soluto bem como os efeitos de densidade na
direção vertical; em decorrência da força de flutuabilidade, o líquido enriquecido de
soluto sempre decanta ao passo que o solvente tende a emergir. Além disso, ocorre um
gradiente de temperaturas na direção vertical devido os efeitos impostos pela convecção
termossolutal. Apesar dessas características particulares, são poucos os estudos
propostos na literatura para investigar estes importantes efeitos convectivos no líquido
na formação da TCE durante a solidificação unidirecional horizontal, especialmente
quando se trata de ligas multicomponentes.
1.2 – Objetivos
Este trabalho objetiva desenvolver experimentos de solidificação direcional sob
condições transitórias de extração de calor, utilizando-se para tal de um dispositivo de
solidificação direcional horizontal refrigerado à água. Foram realizadas análises de
evolução térmica visando caracterizar as macroestruturas de solidificação de uma liga
ternária Al-Si-Cu e correlacioná-la com as variáveis térmicas de solidificação,

22
considerando superaquecimentos de 5%, 10% e 15% acima da tempreatura liquidus.
Dentro da composição do plano de trabalho, as metas estabelecidas para se atingir os
objetivos planejados são:
1 - Realização de experimentos de solidificação unidirecional horizontal com a liga Al-
5,5%Si-3%Cu em condições transitórias de extração de calor, utilizando-se de um
dispositivo de solidificação direcional refrigerado a água, considerando
superaquecimentos de 5%, 10% e 15%;
2 – Realização de análises térmicas para a liga multicomponente estudada neste
trabalho, através do mapeamento de temperaturas no metal liquido, visando à
determinação do caminho de solidificação, para cada superaquecimento adotado.
3 - Determinação experimental da cinética de solidificação e dos parâmetros térmicos
correspondentes para cada superaquecimento adotado, tais como velocidade de
deslocamento da isoterma liquidus (VL), taxa de resfriamento (TR) e gradiente térmico
(GL) para a liga multicomponente analisada.
4 – Caracterização macroestrutural dos lingotes resultantes e verificação da transição
colunar-equiaxial (TCE) para cada superaquecimento adotado.
5 – Inter-relacionar a TCE com as variáveis térmicas de solidificação (VL, TR e GL)
6 - Avaliar os efeitos combinados do superaquecimento e da convecção natural no
comportamento da TCE da liga estudada, durante a solidificação unidirecional
horizontal.
7 – Analisar os efeitos combinados do Si e do Cu na ocorrência da TCE e comparar com
trabalhos da literatura para a liga Al-3%Cu.
8 – Analisar o efeito da direção de crescimento da solidificação (Vertical e Horizontal)
na formação da TCE, utilizando-se de resultados experimentais da literatura.

23
CAPÍTULO 2 - REVISÃO BIBLIOGRÁFICA
2.1 - CONSIDERAÇÕES INICIAIS
De modo geral, as substâncias podem assumir três estados físicos de agregação
atômica: gasoso, líquido e sólido. Do estado sólido, por aquecimento, passa-se para o
estado líquido, mudança conhecida como fusão, que ocorre em uma única temperatura
para componentes puros e geralmente em um intervalo de temperaturas para uma
mistura de componentes. O caminho contrário ao da fusão por resfriamento é conhecido
por solidificação e pode ser entendido como sendo a mudança do estado líquido para o
estado sólido de uma substância. Essa mudança tem início com o aparecimento de
pequenas partículas de nova fase sólida, que crescem até que a transformação se
complete. O aparecimento e o crescimento posterior dessas partículas sólidas
caracterizam o modo de formação da estrutura em metais e ligas metálicas em
momentos sucessivos de tal modo que aspectos cinéticos, térmicos, químicos e
termodinâmicos estão fortemente relacionados (Osório, 2004).
Qualquer processo baseado na solidificação de um metal com o objetivo de
produzir uma peça sólida deve atender certas exigências, que dependem de sua
aplicação futura, e que decorrem de aspectos estruturais e geométricos. Sabe-se que as
propriedades finais do fundido dependerão da estrutura solidificada, por consequência
dos diversos fatores de processo que a controlam, como o fluxo de calor do metal
líquido, propriedades químicas e termofísicas do metal em estudo, condições de
vazamento e propriedades do sistema de solidificação, parâmetros térmicos e
estruturais. A seguir apresentaremos um estudo minucioso a partir da literatura sobre
esses parâmetros (Osório, 2004; Garcia, 2007).
2.2 – PARÂMETROS (OU VARIÁVEIS) TÉRMICOS E ESTRUTURAS DE
SOLIDIFICAÇÃO
2.2.1 - Variáveis térmicas
A descrição do processo de solidificação de materiais, que envolve análises de
transferências de calor e massa, em conjunto com as técnicas de caracterização de
macroestruturas e microestruturas, permite avaliar a influência das variáveis dos
processos na qualidade dos produtos gerados e dessa forma a programação prévia da
produção. A análise do processo de solidificação compreende, basicamente, a

24
determinação da distribuição de temperaturas no sistema metal/molde e a determinação
da cinética envolvida na transformação de estado líquido/sólido (Garcia, 2001).
As variáveis térmicas, temperatura de vazamento (Tv), gradientes de
temperatura (GL), velocidades de evolução das isotermas de transformação liquidus e
solidus (VL e VS) e taxa de resfriamento (TR), são determinantes na análise das
transferências de calor e massa ocorridas durante o processo de solidificação, assim
como são de significativa importância na definição da morfologia apresentada pelas
estruturas brutas de solidificação tanto em escala microestrutural como macroestrutural.
As estruturas e suas morfologias resultantes do processo de transformação
líquido/sólido influenciam as propriedades do produto final, tanto para peças de
fundição como também para aqueles que posteriormente sofrem transformações
mecânicas ou térmicas. O conhecimento da influência das variáveis térmicas sobre a
formação das estruturas resultantes do processo de solidificação é fundamental para o
planejamento da produção, uma vez que essas estruturas determinam a qualidade dos
produtos acabados.
A técnica de solidificação unidirecional tem sido bastante utilizada no estudo
experimental dos fenômenos da solidificação. Esses estudos podem ser divididos em
duas categorias: aqueles que tratam da solidificação em condições estacionárias de fluxo
de calor e os que abordam a solidificação em regime transitório. No primeiro caso, o
gradiente de temperatura GL e a velocidade de crescimento de avanço da isoterma de
transformação VL são controlados independentemente e mantidos constantes ao longo
do experimento, como ocorre nos processos que utilizam a técnica
Bridgman/Stockbarger (Garcia, 2007). O estudo em condições estacionárias de fluxo de
calor é muito utilizado na determinação das relações quantitativas entre os aspectos
microestruturais e as variáveis térmicas de solidificação, já que permite analisar a
influência de cada uma delas de forma independente e permite um mapeamento
experimental de parâmetros microestruturais em um espectro mais amplo da amostra
solidificada. A maioria dos resultados experimentais, envolvendo aspectos macro e
microestrurais resultantes do processo de solidificação, presentes na literatura, utilizam
condições estacionárias de troca de calor.
Por outro lado, a maioria dos processos industriais ocorre em condições
transitórias de fluxo de calor, o que justifica a importância do estudo da solidificação
transitória (Siqueira, 2002; Rocha, 2003; Silva, 2007; Moutinho, 2007; Nogueira, 2011;

25
Silva, 2011; Garcia, 2007; Moutinho 2011; Moutinho, 2012; Gomes, 2012; Guimarães,
2014; Araújo, 2015). Neste caso, tanto o gradiente de temperatura como a velocidade de
avanço da isoterma de transformação variam livremente com o tempo e a posição no
interior do metal. Na literatura são raros os modelos teóricos que correlacionam
parâmetros microestruturais com as variáveis térmicas da solidificação transitória. Os
poucos modelos apresentados na literatura, como os de Hunt-Lu (1996) e Bouchard-
Kirkaldy (1997), ainda não são amplamente validados por resultados experimentais para
solidificação com configuração horizontal onde os efeitos convectivos, devidos aos
gradientes de temperatura e composicionais, somados com o efeito da gravidade, estão
fortemente presentes no processo, ou comparados com resultados muito
particularizados, o que torna de extrema importância a avaliação teórico-experimental
do efeito das variáveis térmicas (hi, Tv, GL, VL e TR) sobre os parâmetros da
macroestrutura e da microestrutura resultantes do processo de solidificação
unidirecional, para diversos sistemas metálicos binários e em uma ampla faixa de
concentração de soluto, apesar de que neste trabalho está sendo utilizada apenas uma
única concentração de soluto.
2.2.2 - Análise experimental da solidificação unidirecional em condições
transitórias
O fenômeno da solidificação pode ser investigado experimentalmente em função
da direção na qual o fluxo de calor é extraído e do sentido de avanço da frente de
solidificação. A literatura apresenta trabalhos que avaliam a influência de fatores, como
a convecção natural devido a fatores térmicos e composicionais, na formação e nos
parâmetros quantificadores das estruturas de solidificação. Essas investigações têm
permitido a obtenção de muitas informações relevantes sobre a evolução da cinética do
processo de solidificação e sobre a redistribuição de soluto (macrossegregação e
microssegregação) de ligas metálicas binárias (Siqueira, 2002; Osório, 2003; Rocha,
2003; Spinelli, 2004; Rosa, 2004/2007; Silva, 2007, Moutinho 2007, Canté, 2009; Cruz,
2008; Moutinho, 2011; Nogueira, 2011).
A solidificação unidirecional vertical, por exemplo, em condições transitórias,
pode ser estudada considerando a direção do fluxo de calor extraído e o sentido de
avanço da frente de solidificação que pode ser ascendente ou descendente. No avanço
26
ascendente, o soluto é rejeitado na frente da solidificação, e dependendo do par
soluto/solvente, pode ocorrer a formação de um líquido interdendrítico mais denso que
o restante do volume global de metal líquido, garantindo assim, do ponto de vista de
movimentação de líquido, a estabilidade do processo de solidificação. Nessa situação, a
refrigeração do metal ocorre na parte inferior, o que produz um perfil de temperaturas
crescentes no líquido, em sentido ascendente, forçando o líquido mais denso a localizar-
se junto à fronteira de transformação sólido/líquido, minimizando as correntes
convectivas tanto por diferenças de temperatura quanto por diferenças de concentração.
A transferência de calor ocorre essencialmente por condução térmica unidirecional; isso
permite uma análise experimental e cálculos teóricos isentos desse complicador
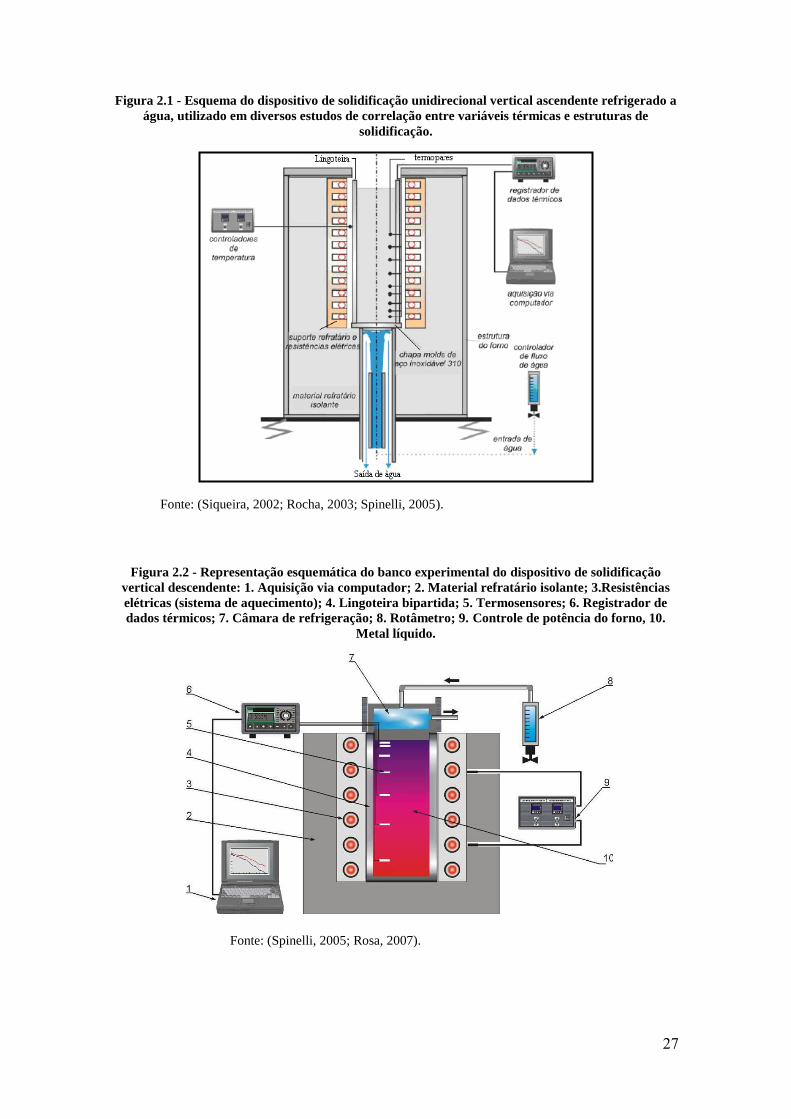
(convecção natural). A Figura 2.1 mostra de forma esquemática o dispositivo de
solidificação direcional vertical ascendente, utilizado pelo Grupo de Pesquisa de
Solidificação da UNICAMP (GPS/UNICAMP).
No caso da frente de solidificação avançar no sentido descendente, a força peso
atua no sentido de deslocar o lingote do contato com a base refrigerada, provocando
mais precocemente uma situação de maior resistência térmica na interface metal/molde,
influenciando na cinética da transformação líquido/sólido. O movimento convectivo,
nesta situação, estará presente já que o perfil de temperatura do líquido é crescente em
direção à base do lingote, que é isolada termicamente. Dessa forma, se o soluto rejeitado
provocar um líquido interdendrítico com massa específica maior do que aquela
correspondente a do líquido na concentração nominal da liga, além da convecção por
diferenças de temperaturas, também estará presente a convecção por diferenças de
concentração de soluto. A Figura 2.2 mostra de forma esquemática o dispositivo de
solidificação direcional vertical descendente, utilizado pelo Grupo de Pesquisa de
Solidificação da UNICAMP (GPS/UNICAMP).
27
Figura 2.1 - Esquema do dispositivo de solidificação unidirecional vertical ascendente refrigerado a
água, utilizado em diversos estudos de correlação entre variáveis térmicas e estruturas de
solidificação.
Fonte: (Siqueira, 2002; Rocha, 2003; Spinelli, 2005).
Figura 2.2 - Representação esquemática do banco experimental do dispositivo de solidificação
vertical descendente: 1. Aquisição via computador; 2. Material refratário isolante; 3.Resistências
elétricas (sistema de aquecimento); 4. Lingoteira bipartida; 5. Termosensores; 6. Registrador de
dados térmicos; 7. Câmara de refrigeração; 8. Rotâmetro; 9. Controle de potência do forno, 10.
Metal líquido.
Fonte: (Spinelli, 2005; Rosa, 2007).

28
No que se refere à solidificação unidirecional horizontal, considerado neste
trabalho o processo de solidificação pode ser conduzido de duas maneiras distintas:
a) A partir do vazamento de metal líquido no interior de um molde isolado
termicamente, sendo o calor extraído somente por uma das paredes constituída de um
bloco maciço metálico ou de uma câmara de refrigeração.
b) Através de um sistema semelhante que permita fundir o metal em seu
interior até que uma temperatura seja alcançada, a partir da qual se inicia a solidificação.
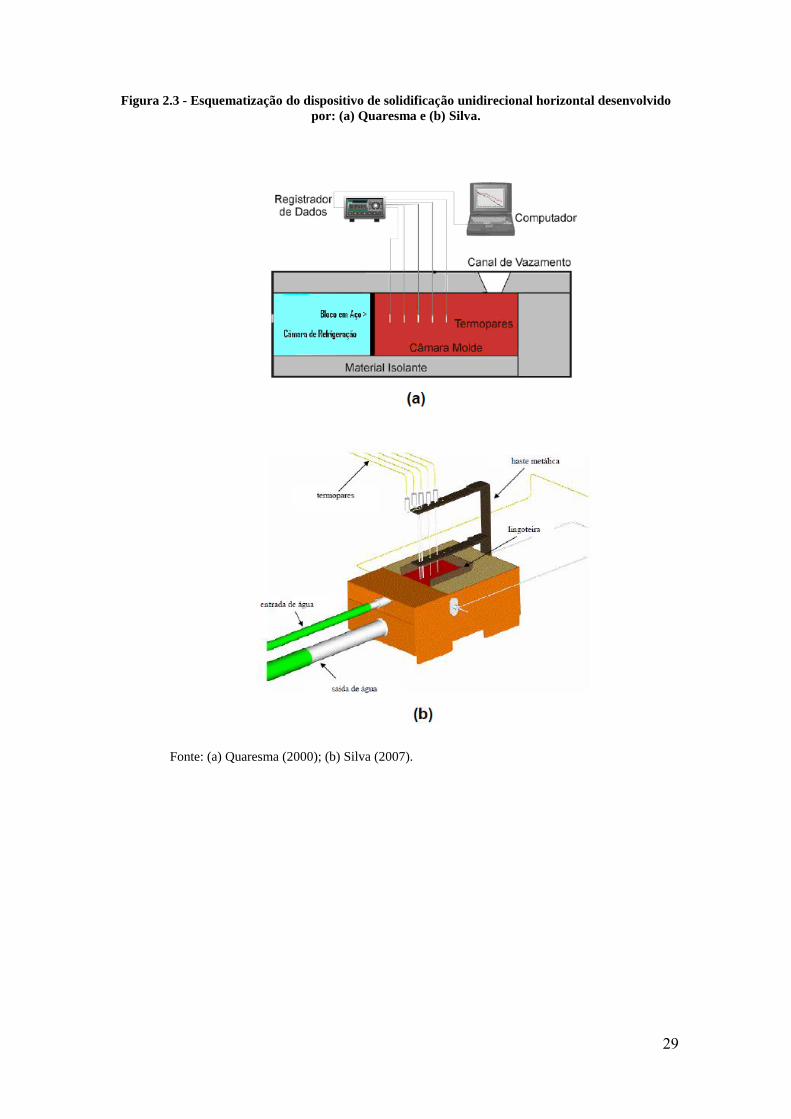
No primeiro caso [Figura 2.3(a)], a turbulência do vazamento induz correntes
de convecção forçadas que levam algum tempo para se dissiparem e que agem com
intensidades diferentes ao longo da secção do lingote. No segundo caso [Figura 2.3(b)],
garante-se, com a fusão do metal dentro do molde, uma maior estabilidade em relação
ao movimento de metal líquido. Convém ressaltar, no entanto, que as mesmas variáveis
térmicas de solidificação não podem ser asseguradas ao longo de diferentes secções
horizontais da base refrigeradas a outra extremidade do lingote, uma vez que
instabilidades térmicas e diferenças de massa específica no líquido irão promover
correntes convectivas que serão diferentes ao longo dessas secções. O perfil térmico da
evolução da solidificação deve ser levantado em uma secção horizontal o mais próximo
possível da interface metal/molde, a partir da qual serão retiradas as amostras para
análise da estrutura. (Quaresma et al, 2000; Osório, 2003; Goulart, 2006; Silva, 2007;
Moutinho, 2007).
A configuração apresentada pelo esquema da Figura 2.4 (b) é semelhante o
utilizado neste trabalho para a liga Al-3%Cu-5,5%Si. Este dispositivo foi projetado,
aferido e utilizado pela primeira vez por Silva (2007) para ligas Al-Cu e Sn-Pb. A
Figura 2.4 mostra de forma esquemática os modos de transferência de calor envolvidos
na solidificação direcional horizontal.
29
Figura 2.3 - Esquematização do dispositivo de solidificação unidirecional horizontal desenvolvido
por: (a) Quaresma e (b) Silva.
Fonte: (a) Quaresma (2000); (b) Silva (2007).

30
Figura 2. 4 - Modos de transferência de calor atuantes no sistema metal/molde na solidificação
horizontal.
Fonte: (Costa, 2013).
Para analisar experimentalmente a solidificação, vários trabalhos foram
desenvolvidos na literatura utilizando-se dessas configurações de dispositivos (vertical e
horizontal) que provocam a unidirecionalidade de extração de calor (Siqueira, 2002;
Rocha, 2003; Peres, 2004; Spinelli, 2005; Boeira, 2006; Rosa, 2007; Canté, 2009; Silva,
2011, Nogueira, 2011; Moutinho, 2012; Gomes, 2012; Costa, 2013; Carvalho, 2013,
Guimarães, 2014).
2.3 - FORMAÇÃO DA MACROESTRUTURA
Na temperatura em que o metal encontra-se no estado físico de agregação
líquido, não existe uma ordenação atômica regular (estrutura amorfa), pois os átomos
possuem um alto nível de energia, que pode ser representado pela cinética e potencial. A
primeira energia está relacionada à movimentação atômica e a segunda à distância
interatômica. No instante em que ocorrer extração forçada da carga térmica ou uma
dissipação natural em função da geometria e constituinte do recipiente que acomoda o
metal líquido, desencadeia-se o processo de solidificação que tenderá a arranjar os
átomos com uma determinada simetria espacial e regular.
A evolução da solidificação só é possível devido à ocorrência do processo de
nucleação e crescimento dos núcleos formados pelo mecanismo de adição de átomos,
originando os grãos cristalinos. A nucleação só ocorre quando a energia cinética de

31
vários átomos do metal líquido atinge um valor suficientemente baixo, permitindo que
eles ocupem posições de equilíbrio na rede cristalina. Daí em diante o núcleo continua
crescendo à medida que a extração de calor evolui, desde que a variação total de energia
livre dê condições para a continuidade do crescimento, caso contrário o embrião sólido
volta a se dissolver no líquido. Em termos da solidificação direcional, onde a extração
da carga térmica ocorre em uma única direção, logo após a formação dos primeiros
núcleos cria-se uma pequena casca sólida que define a interface sólido/líquido, que
representa uma separação física entre os dois estados de agregação.
As estruturas de solidificação podem ser subdivididas em: macroestruturas e
microestruturas, como podem ser observadas na ilustração esquemática da Figura 2.5.
Torna-se importante salientar que se denominam macroestruturas as formações
morfológicas estruturais que são observadas e avaliadas a olho nu, ou com auxílio do
aumento óptico em até de 10 vezes (Siqueira, 2002; Osório, 2004; Garcia, 2007). As
microestruturas, no entanto, só são efetivamente observadas por intermédio de
aumentos ópticos no mínimo na ordem de 10 vezes e avançando na observação
nanométrica com auxílio da microscopia eletrônica.
Figura 2.5 – Representação esquemática das estruturas de solidificação em escala macroestutural e
microestrutural.
Fonte: (Osório, 2004).
No que se refere às macroestruturas de solidificação, apresentadas
esquematicamente pela Figura 2.5, o estudo das mesmas tem um destaque no campo
32
científico por permitirem o controle das propriedades mecânicas dos metais através da
geometria, dimensão, distribuição e orientação cristalográfica dos cristais produzidos
durante o processo de formação do metal sólido, o que é possível através do estudo,
entendimento, identificação e controle dos mecanismos geradores. A seguir serão
analisados os mecanismos de formação dessas zonas estruturais, os fatores que
interferem em tais mecanismos bem como as possibilidades de se manipular tais fatores
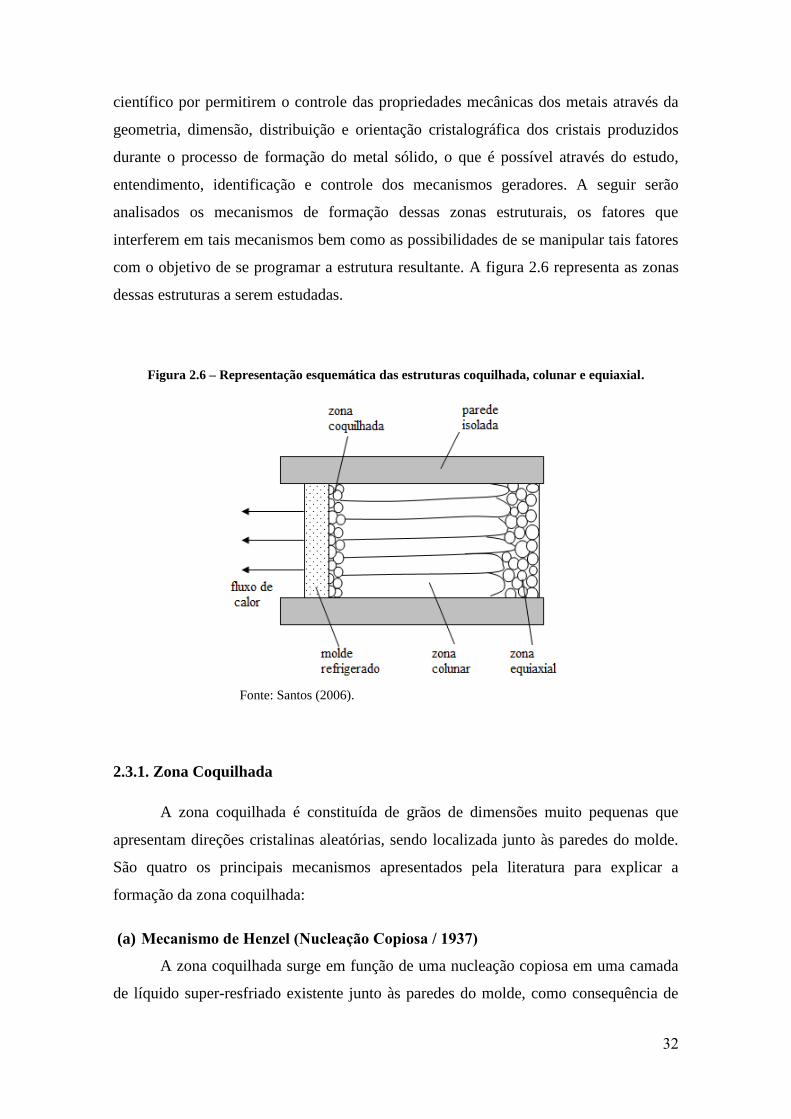
com o objetivo de se programar a estrutura resultante. A figura 2.6 representa as zonas
dessas estruturas a serem estudadas.
Figura 2.6 – Representação esquemática das estruturas coquilhada, colunar e equiaxial.
Fonte: Santos (2006).
2.3.1. Zona Coquilhada
A zona coquilhada é constituída de grãos de dimensões muito pequenas que
apresentam direções cristalinas aleatórias, sendo localizada junto às paredes do molde.
São quatro os principais mecanismos apresentados pela literatura para explicar a
formação da zona coquilhada:
(a) Mecanismo de Henzel (Nucleação Copiosa / 1937)
A zona coquilhada surge em função de uma nucleação copiosa em uma camada
de líquido super-resfriado existente junto às paredes do molde, como consequência de

33
gradientes térmicos e composicionais. A nucleação ocorre sobre substratos que podem
ser substâncias presentes ou introduzidas no líquido bem como as paredes do molde. Na
Figura 2.7, apresentada abaixo, Santos (2006) mostra os perfis da temperatura real e da
temperatura liquidus na interface S/L caracterizando a região de super-resfriamento
constitucional.
Figura 2.7 – Perfis de temperatura real e da temperatura liquidus na interface S/L caracterizando a
região de super-resfriamento constitucional.
Fonte: Santos (2006).
(b) Mecanismo de Bower e Flemings (Multiplicação Cristalina / 1967)
Os autores afirmam que a formação da referida zona se deve à separação de
ramos dendríticos dos cristais, provocada pela presença de convecção no líquido. De
acordo com os mesmos, na ausência de convecção no líquido não ocorre a formação da
zona coquilhada.
(c) Mecanismo de Biloni e Morando (1968)
Os autores verificaram que tanto a nucleação copiosa como a multiplicação
cristalina são mecanismos responsáveis pela formação da zona coquilhada e que a
participação de cada um dos mesmos depende das condições de extração de calor pelo
molde, ou seja, em sistemas de alta extração de calor predomina o mecanismo da

34
nucleação copiosa, enquanto que com a diminuição da taxa de extração de calor o
mecanismo da multiplicação cristalina passa a ser o mais importante.
(d) Mecanismo de Ohno (Estricção / 1970)
A zona coquilhada é formada devido a precipitação de grãos nucleados de
pequenas dimensões sobre as paredes do molde em regiões mais drasticamente
resfriadas, como o topo do lingote, para a região de líquido adjacente a essas paredes.
Afirma, ainda, que a separação dos cristais das paredes do molde ocorre devido às
flutuações térmicas ou turbulência no líquido. Para que isto aconteça é necessário que
exista soluto no líquido provocando a estricção dos cristais que surgem nas paredes do
molde, conforme indicado na Figura 2.8.
Figura 2.8 – Mecanismo proposto por Ohno para a formação da zona coquilhada onde observasse a
estricção de grãos coquilhados sobre as paredes do molde.
Fonte: Moutinho (2011); Almeida (1999).
De modo geral, pode-se dizer que lingotes obtidos em condições práticas de
fundição podem apresentar zonas coquilhadas de diferentes espessuras, com grãos de
diferentes dimensões, ou mesmo não apresentar esta zona em função das características
operacionais e metalúrgicas do sistema metal/molde. Os fatores que interferem na
formação da zona coquilhada podem ser avaliados através dos mecanismos que
descrevem sua formação.

35
2.3.2 Zona colunar
A zona colunar é constituída de grãos alongados segundo a direção do fluxo de
calor sendo extraído do líquido, isto é, normal às paredes do molde. Tais grãos possuem
dimensões bastante superiores aos grãos da zona coquilhada apresentando, portanto,
direções cristalográficas fortemente orientadas. São dois os principais mecanismos
apresentados para explicar a formação da zona colunar:
(a) Mecanismo de Chalmers e Walton (Crescimento Seletivo / 1959)
Os grãos colunares são formados a partir de um crescimento seletivo, conforme
a direção preferencial do fluxo de calor, de determinados grãos da zona coquilhada.
Assim, os grãos coquilhados nucleados nas paredes do molde possuem uma direção
preferencial de crescimento relacionada em geral com os planos cristalográficos mais
compactos. Nos instantes iniciais da solidificação, os cristais crescem com maior
velocidade lateralmente uma vez que as paredes do molde e regiões adjacentes são as
áreas de menor temperatura. Como estas áreas encontram-se preenchidas por grãos
coquilhados, o sólido passa a crescer em direção ao líquido. Neste instante, os cristais
que apresentarem a direção preferencial segundo o fluxo de calor crescerão mais
rapidamente que cristais vizinhos com orientações desfavoráveis chegando após um
determinado tempo a suprimi-los. Os cristais sobreviventes ao crescimento seletivo
constituirão a zona colunar conforme pode ser observado esquematicamente na Figura
2.9.

36
Figura 2.9 - Mecanismo do crescimento seletivo proposto por Chalmers e Walton para explicar a
formação da zona colunar.
Fonte: Moutinho (2011); Almeida (1999).
(b) Mecanismo de Chalmers e Biloni (1965)
Estes autores, ao observarem a presença de grãos equiaxiais no interior da zona
colunar, sugerem que nem todos os grãos desta zona estrutural seriam necessariamente
originados a partir de grãos coquilhados formados diretamente nas paredes do molde.
Os grãos colunares poderiam também ser nucleados a partir de grãos coquilhados
formados na superfície do lingote e que decantariam para o interior do líquido.
2.3.3 Zona Equiaxial
A zona equiaxial é caracterizada pela presença de grãos que crescem em
direções cristalográficas aleatórias, com dimensões maiores que os grãos da zona
coquilhada, localizando-se na região central do lingote. Pode ser formada por nucleação
direta à frente da zona colunar em crescimento, a partir da ruptura da própria zona
colunar ou por crescimento de cristais originados em outras regiões do líquido que
seriam arrastados até o centro do lingote onde cresceriam. São seis as principais teorias
propostas para explicar a sua formação:
37
(a) Mecanismo de Chalmers e Winegard (Super-resfriamento Constituicional /
1953)
Ao observar a ausência de zona equiaxial em metais puros e que o aumento do
teor de soluto no líquido favorece a presença de grãos equiaxiais, os autores propõem
que esses grãos são nucleados diretamente no líquido diante da zona colunar em
crescimento. A rejeição de soluto à frente da interface de crescimento colunar
possibilita o super-resfriamento constitucional do líquido nesta região, tornando viável a
nucleação, admitindo-se como possível a ocorrência local de alto teor de soluto, baixa
taxa de difusão de soluto no líquido e gradientes térmicos adequados. Surgem então
grãos formados com orientações cristalográficas aleatórias e morfologia dendrítica uma
vez que a solidificação ocorre na presença de super-resfriamento constitucional.
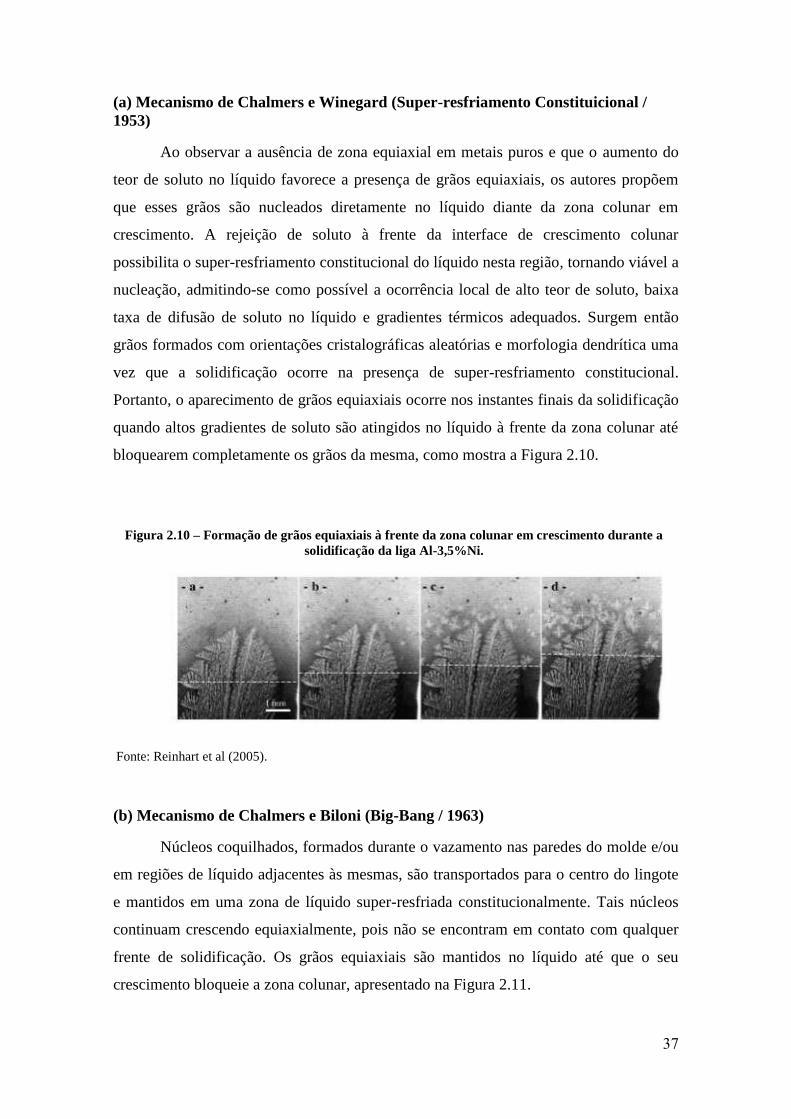
Portanto, o aparecimento de grãos equiaxiais ocorre nos instantes finais da solidificação
quando altos gradientes de soluto são atingidos no líquido à frente da zona colunar até
bloquearem completamente os grãos da mesma, como mostra a Figura 2.10.
Figura 2.10 – Formação de grãos equiaxiais à frente da zona colunar em crescimento durante a
solidificação da liga Al-3,5%Ni.
Fonte: Reinhart et al (2005).
(b) Mecanismo de Chalmers e Biloni (Big-Bang / 1963)
Núcleos coquilhados, formados durante o vazamento nas paredes do molde e/ou
em regiões de líquido adjacentes às mesmas, são transportados para o centro do lingote
e mantidos em uma zona de líquido super-resfriada constitucionalmente. Tais núcleos
continuam crescendo equiaxialmente, pois não se encontram em contato com qualquer
frente de solidificação. Os grãos equiaxiais são mantidos no líquido até que o seu
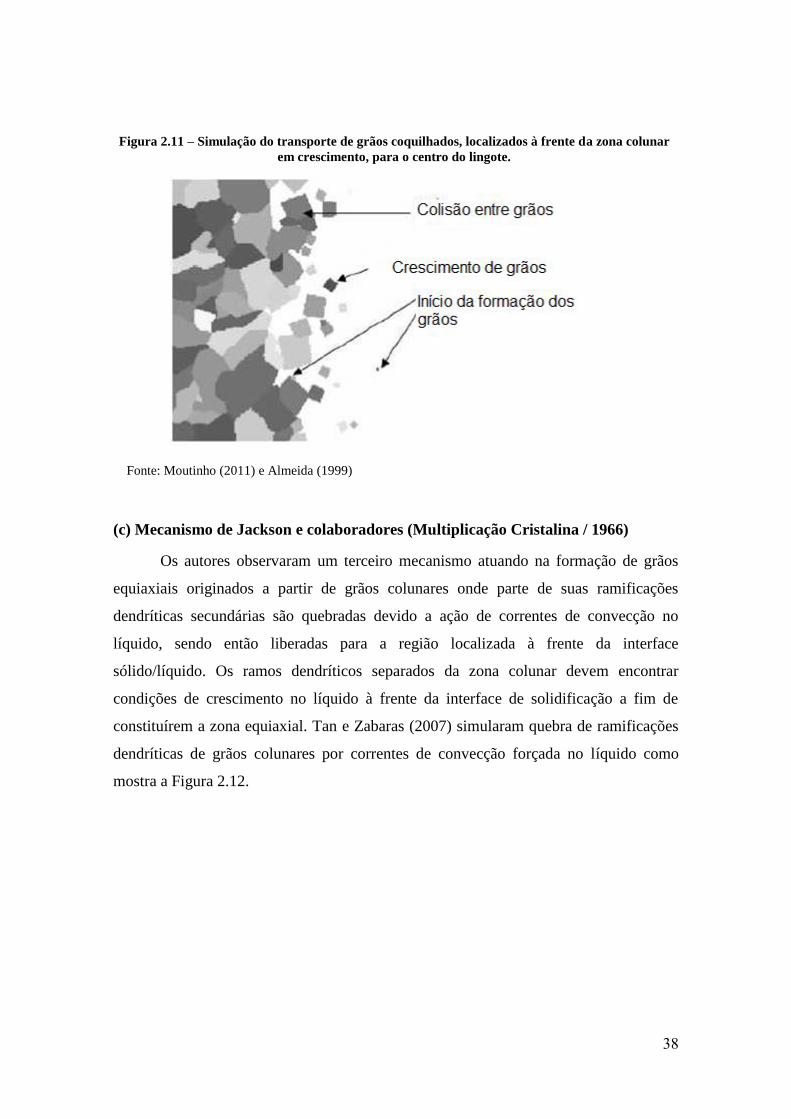
crescimento bloqueie a zona colunar, apresentado na Figura 2.11.
38
Figura 2.11 – Simulação do transporte de grãos coquilhados, localizados à frente da zona colunar
em crescimento, para o centro do lingote.
Fonte: Moutinho (2011) e Almeida (1999)
(c) Mecanismo de Jackson e colaboradores (Multiplicação Cristalina / 1966)
Os autores observaram um terceiro mecanismo atuando na formação de grãos
equiaxiais originados a partir de grãos colunares onde parte de suas ramificações
dendríticas secundárias são quebradas devido a ação de correntes de convecção no
líquido, sendo então liberadas para a região localizada à frente da interface
sólido/líquido. Os ramos dendríticos separados da zona colunar devem encontrar
condições de crescimento no líquido à frente da interface de solidificação a fim de
constituírem a zona equiaxial. Tan e Zabaras (2007) simularam quebra de ramificações
dendríticas de grãos colunares por correntes de convecção forçada no líquido como
mostra a Figura 2.12.

39
Figura 2.12 – Simulação da quebra de ramificações dendríticas de grãos colunares por correntes
de convecção forçada no líquido.
Fonte: : Moutinho (2011) e Almeida (1999).
(d) Mecanismo de Southin (Decantação / 1967)
Os grãos equiaxiais são formados a partir de dendritas ou parte de dendritas
precipitadas da superfície livre para o interior do líquido, onde crescem constituindo a
zona equiaxial. Southin admite que pequenas vibrações na superfície livre do líquido, o
próprio peso do sólido formado ou ainda a ruptura intergranular dessa camada sólida
por imposição da retração para a formação do rechupe, possibilitam a precipitação de
dendritas ou parte destas para o interior do líquido à frente da zona colunar em
crescimento. Essas dendritas, em contato com o sólido já formado, têm o seu calor
rapidamente retirado por condução e tendem a crescer na direção do fluxo de calor não
havendo necessidade, portanto, de super-resfriamento do líquido à frente da interface de
crescimento.
(e) Mecanismo de Ohno e Motegi (Separação / 1970)
Os grãos equiaxiais são formados por meio do crescimento de grãos coquilhados
nas paredes do molde de onde são separados e conduzidos para o interior do líquido por
correntes de convecção. De acordo com o explicado anteriormente, para a formação da
zona coquilhada, os cristais nucleados em contato com as paredes do molde ao

40
crescerem desenvolvem estricção por efeito da rejeição de soluto possibilitando sua
fácil remoção das paredes. Para a atuação do mecanismo são necessárias, portanto,
condições de nucleação de grãos coquilhados, teor de soluto suficiente para produzir
estricção, rápida separação destes cristais iniciais e condições térmicas no líquido para a
sobrevivência dos cristais separados, conforme mostrado anteriormente na Figura 2.8.
(f) Mecanismo da Nucleação Extensiva
Este mecanismo ocorre quando potentes substratos de nucleação são inoculados
no líquido. A nucleação sobre substratos eficientes requer condições energéticas pouco
severas, podendo ocorrer extensivamente, ou seja, em todo o volume do líquido ao
mesmo tempo desde que haja super-resfriamento suficiente. Assim, núcleos sólidos
surgem em todo o volume líquido crescendo de maneira equiaxial e simultaneamente,
suprimindo a possibilidade do crescimento colunar. A nucleação extensiva pode ocorrer
também via coquilhamento em lingotes de pequenas dimensões, isto é, a estrutura pode
se apresentar totalmente equiaxial devido o forte coquilhamento nos estágios iniciais da
solidificação não ocorrendo, portanto, distinção entre a zona equiaxial e a zona
coquilhada. Analisando-se os mecanismos apresentados observa-se que de maneira
geral a extensão, localização e dimensão dos grãos da zona equiaxial dependem das
seguintes condições:
Nucleação intensa nos estágios iniciais do resfriamento em todo o volume do
líquido e na superfície livre do mesmo durante o processo de solidificação.
Geração de novos núcleos sólidos a partir da zona colunar em crescimento.
Arraste de grãos e partículas sólidas desprendidas da zona coquilhada, superfície
livre do líquido e/ou zona colunar para o líquido à frente da interface de
solidificação.
Sobrevivência e crescimento de grãos e partículas sólidas arrastadas para o
líquido diante da zona colunar.

41
Tais condições, por sua vez, dependem das características termofísicas do
sistema metal/molde, bem como das condições operacionais envolvidas no processo de
solidificação.
Alguns fatores podem favorecer a sobrevivência das ramificações dendríticas
destacadas do crescimento colunar bem como dos cristais coquilhados arrastados pelas
correntes convectivas e, consequentemente, aumentar a dimensão da zona equiaxial
(Garcia, 2001):
Superaquecimento: Valores elevados favorecem a refusão de cristais e
ramificações dendríticas promovendo, por conseguinte, o aumento da extensão
da zona colunar. O superaquecimento é menos significativo na estrutura de grãos
de fundidos de grandes dimensões.
Ligas com grandes intervalos de solidificação: Maiores intervalos de
solidificação, ou qualquer outro fator que proporcione um maior distanciamento
entre as pontas e as raízes das dendritas, induzem um maior comprimento
dendrítico tornando, portanto, as mesmas mais sujeitas à fragmentação.
Composição da liga: Aumentos no teor de soluto da liga (C0) tendem a diminuir
a extensão da região colunar. Alguns estudos relatam, no entanto, que a região
colunar não é uma simples função da concentração da liga.
Refinadores de grão: A produção de núcleos pode não ser suficiente para gerar a
zona equiaxial. A adição de refinadores de grão pode reduzir a extensão do
crescimento colunar.
Moldes com baixas difusividades de calor como, por exemplo, de areia que
quando comparados com moldes metálicos induzem gradientes térmicos
menores na zona pastosa, favorecendo o crescimento de dendritas mais longas.
Movimento convectivo (natural ou forçado): A ação mecânica das correntes
convectivas contribui para a fragmentação das ramificações dendríticas e, ao
mesmo tempo, favorece a dissipação do superaquecimento aumentando as
chances de sobrevivência dessas ramificações diminuindo, assim, a extensão da
região colunar.

42
Estes três mecanismos de geração de núcleos formadores da zona equiaxial
foram constatados em diferentes observações experimentais, principalmente naquelas
desenvolvidas com compostos orgânicos. Possivelmente, todos eles ocorram
simultaneamente durante a solidificação da maioria das ligas de interesse industrial.
2.4. TRANSIÇÃO COLUNAR-EQUIAXIAL (TCE)
A previsão da transição colunar - equiaxial (TCE) é de grande interesse para a
avaliação e o projeto das propriedades mecânicas de produtos solidificados. Assim, os
pesquisadores necessitam de um razoável entendimento a respeito da influência dos
parâmetros envolvidos na solidificação a fim de melhorar a eficiência e desempenho dos
materiais de modo que a TCE pode ser considerada como um importante objeto da
investigação no que diz respeito à solidificação direcional de ligas metálicas. Por isso, é
necessário entender os mecanismos que levam a essa transição.
A literatura apresenta uma extensa série de trabalhos teóricos e experimentais
(Doherty, 1977; Hunt, 1984), que revelam os principais fatores de influência como: o
superaquecimento (que quanto maior impede a formação de zona equiaxial ou retarda a
TCE, aumentando dessa forma o comprimento relativo da zona colunar); o aquecimento
do molde (que provoca efeito semelhante); a capacidade de resfriamento na interface
metal/molde traduzida pelo coeficiente de transferência de calor hi (influi retardando a
transição para valores de hi mais elevados); taxas de resfriamento (quanto mais elevadas
favorecem o aumento da zona colunar); o teor de soluto (na composição química da liga
atua no sentido de favorecer a transição à medida que é aumentado, podendo ocorrer
exceções, como é o caso do teor de carbono nos aços) e, por fim, o tamanho do molde
(que se aumentada a seção transversal favorece a formação da zona equiaxial, já que o
efeito do superaquecimento é diminuído) (Ares e Schvezov, 2000; Canté, 2007;
Doherty, 1977; Flood e Hunt, 1987; Siqueira, 2003; Wang e Beckermann, 1994;
Willers, 2005).
A TCE tem sido objeto de estudos numéricos (Badillo e Beckermann, 2006;
Dong e Lee, 2005; Ludwig E Wu, 2005; Wang e Beckermann, 1994) e analíticos (Flood
e Hunt, 1987A; Flood e Hunt, 1987B; Hunt, 1984) empreendidos com vistas a
modelagem deste fenômeno. Estes estudos destacam a importância do crescimento dos
grãos equiaxiais e colunares e desenvolvem expressões e\ou procedimentos numéricos

43
para descrever a transição colunar Equiaxial (Mahapatra e Weinberg, 1987; Weinberg,
1989).
Uma série de investigações experimentais relatadas na literatura sugere que a
TCE ocorre quando o gradiente de temperatura no estado líquido atinge valor crítico
mínimo. Mahapatra e Weinberg (1987), por exemplo, encontraram valores de 0,10 e
0,13 ºC/ mm, respectivamente, para as ligas de Sn-5 % Pb e Sn-15% Pb. Eles
observaram que a posição da TCE era dependente da taxa de extração de calor da parte
inferior do lingote de solidificação direcional e independente do superaquecimento
contrários aos relatórios anteriores. Ziv e Weinberg (1989) mostraram que a TCE ocorre
quando a inclinação atinge um mínimo de 0,06 ºC/mm, para uma liga Al-3%Cu. Suri et
al (1991) analisaram a solidificação direcional de uma liga Al 4.5% Cu em moldes de
cobre e aço inoxidável em uma larga escala de super-resfriamento, depois de comparar
as posições da TCE com os correspondentes valores de GL e VL, têm sugerido que a
transição ocorre para GL<0,74VL0,64
. Ares e Schvezov (2000) realizaram experimentos
com ligas Pb-Sn de solidificação direcional com molde refrigerado e observaram que a
TCE ocorreu em uma região não comum quando o gradiente de temperatura no estado
fundido diminuiu para valores que variam de -0,8 a 1 oC/cm. Gandin (2000) que
combina simulações de um modelo numérico e de resultados experimentais relativos a
solidificação direcional de ligas Al-Si, propôs um critério de medição da TCE baseado
na posição da velocidade máxima da interface dendrítica, sugerindo um aumento
contínuo na taxa de crescimento da dendrita até um valor máximo, cerca de dois terços
do comprimento do lingote, onde a transição deve ocorrer.
Posteriormente, outros trabalhos interessantes sobre o assunto foram
desenvolvidos entre os quais se podem citar o de Siqueira (2002) que estudou a TCE em
ligas Sn-Pb e Al-Cu solidificadas unidirecionalmente em um sistema vertical
ascendente (Figura 2.1), cujas macroestruturas resultantes estão apresentadas nas
Figuras 2.13. e 2.14. Siqueira desenvolveu uma abordagem teórica-experimental para
determinar quantitativamente parâmetros térmicos da solidificação como coeficiente de
transferência de calor na interface metal/molde, velocidades de crescimento da isoterma
liquidus, gradientes térmicos e taxas de resfriamento que influenciam a TCE,
observadas nas Figuras 2.14 e 2.15. Esse estudo propõe um critério baseado em taxas de
resfriamento críticas de 0,2 K/s para o sistema Al-Cu e 0,014 K/s para o sistema Sn-Pb,
sendo que o crescimento colunar prevalece para taxas maiores que esses valores

44
críticos. A Tabela 2.1 sintetiza os resultados alcançados pelo autor para as ligas
analisadas do sistema Sn-Pb.
Figura. 2.13 - Macroestruturas obtidas com chapa molde de aço inoxidável recoberta com alumina
indicando a ocorrência da TCE: (a) Sn-20%Pb e (b) Sn-30%Pb.
(a) (b)
Fonte: Siqueira (2002).
Figura 2.14- Macroestruturas obtidas com chapa molde de aço 1020 polida indicando a ocorrência
da TCE: (a) Al-5%Cu e (b) Al-8%Cu.
(a) (b)
Fonte: Siqueira (2002).

45
Tabela 2.1 - Parâmetros térmicos de solidificação associados à TCE obtidos por Siqueira (2002)
para ligas do sistema Sn-Pb.
Fonte: Siqueira (2002).
Em 2004, Peres, utilizando o mesmo critério de previsão para a TCE realizou
experimentos em ligas Al-Si, empregando o mesmo dispositivo mostrado pela Figura
2.15. Peres (2004) observou que a TCE ocorreu praticamente na mesma posição a partir
da interface metal/molde para todas as composições de Si estudadas, conforme
mostrado na Figura 2.15. O valor médio da taxa de resfriamento encontrado pelo
referido autor foi de 0,17 K/s, muito próximo da taxa crítica de resfriamento
determinada para ligas do sistema Al-Cu analisadas por Siqueira (2002), que foi de 0,2
K/s. A Tabela 2.2 sintetiza os resultados alcançados por Peres.
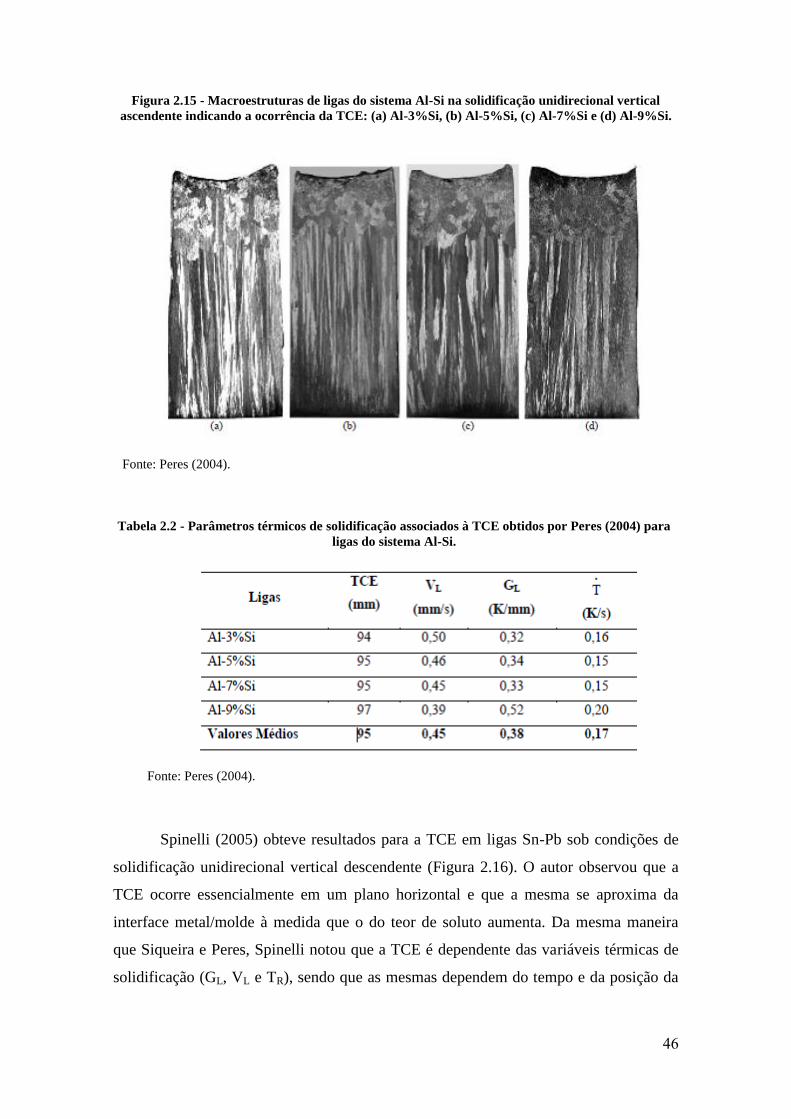
46
Figura 2.15 - Macroestruturas de ligas do sistema Al-Si na solidificação unidirecional vertical
ascendente indicando a ocorrência da TCE: (a) Al-3%Si, (b) Al-5%Si, (c) Al-7%Si e (d) Al-9%Si.
Fonte: Peres (2004).
Tabela 2.2 - Parâmetros térmicos de solidificação associados à TCE obtidos por Peres (2004) para
ligas do sistema Al-Si.
Fonte: Peres (2004).
Spinelli (2005) obteve resultados para a TCE em ligas Sn-Pb sob condições de
solidificação unidirecional vertical descendente (Figura 2.16). O autor observou que a
TCE ocorre essencialmente em um plano horizontal e que a mesma se aproxima da
interface metal/molde à medida que o do teor de soluto aumenta. Da mesma maneira
que Siqueira e Peres, Spinelli notou que a TCE é dependente das variáveis térmicas de
solidificação (GL, VL e TR), sendo que as mesmas dependem do tempo e da posição da
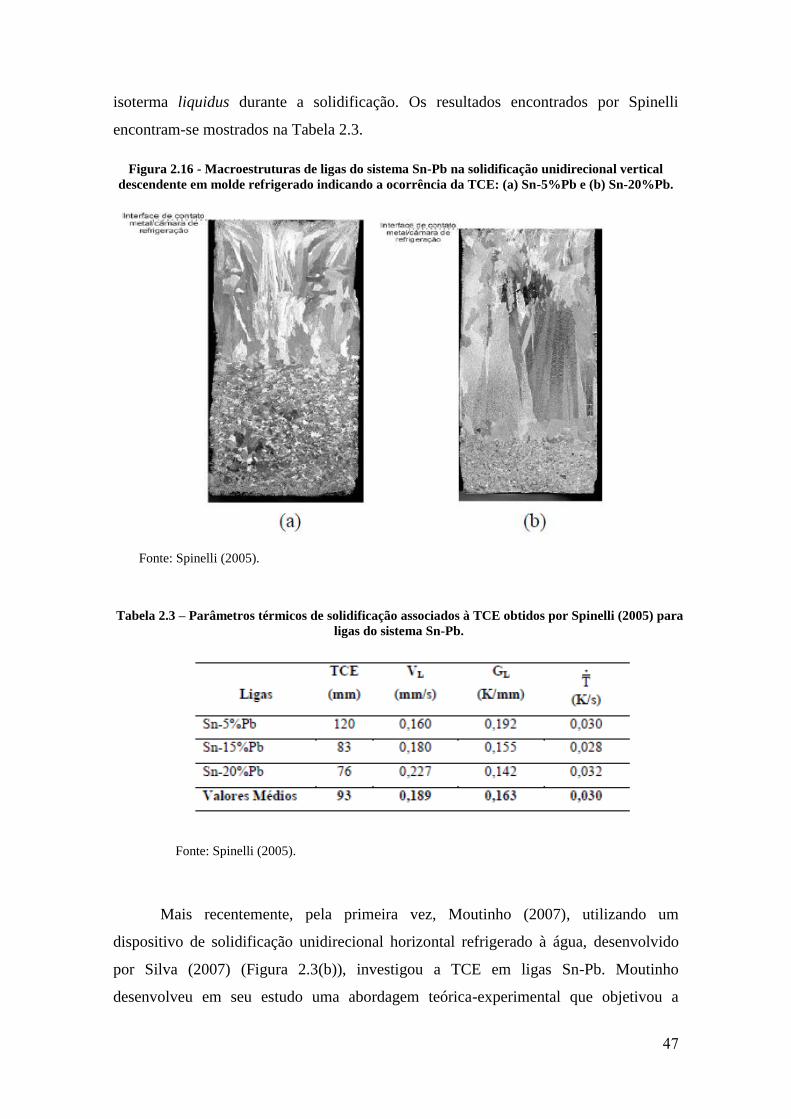
47
isoterma liquidus durante a solidificação. Os resultados encontrados por Spinelli
encontram-se mostrados na Tabela 2.3.
Figura 2.16 - Macroestruturas de ligas do sistema Sn-Pb na solidificação unidirecional vertical
descendente em molde refrigerado indicando a ocorrência da TCE: (a) Sn-5%Pb e (b) Sn-20%Pb.
Fonte: Spinelli (2005).
Tabela 2.3 – Parâmetros térmicos de solidificação associados à TCE obtidos por Spinelli (2005) para
ligas do sistema Sn-Pb.
Fonte: Spinelli (2005).
Mais recentemente, pela primeira vez, Moutinho (2007), utilizando um
dispositivo de solidificação unidirecional horizontal refrigerado à água, desenvolvido
por Silva (2007) (Figura 2.3(b)), investigou a TCE em ligas Sn-Pb. Moutinho
desenvolveu em seu estudo uma abordagem teórica-experimental que objetivou a

48
análise dos efeitos impostos pela convecção solutal tanto no comportamento das
variáveis térmicas de solidificação (coeficientes de transferência de calor na interface
metal/molde, velocidades da isoterma liquidus, gradientes térmicos, taxas de
resfriamento, etc) como na ocorrência da TCE em ligas do sistema Sn-Pb. A Figura 2.17
apresenta as macroestruturas obtidas por Moutinho (2007) e a Tabela 2.4 mostra os
parâmetros térmicos associados à TCE.
Figura 2.17 - Macroestruturas obtidas na solidificação unidirecional em molde horizontal
refrigerado indicando a ocorrência da TCE: (a) Sn-15%Pb e (b) Sn-25%Pb.
Fonte: Moutinho (2007).
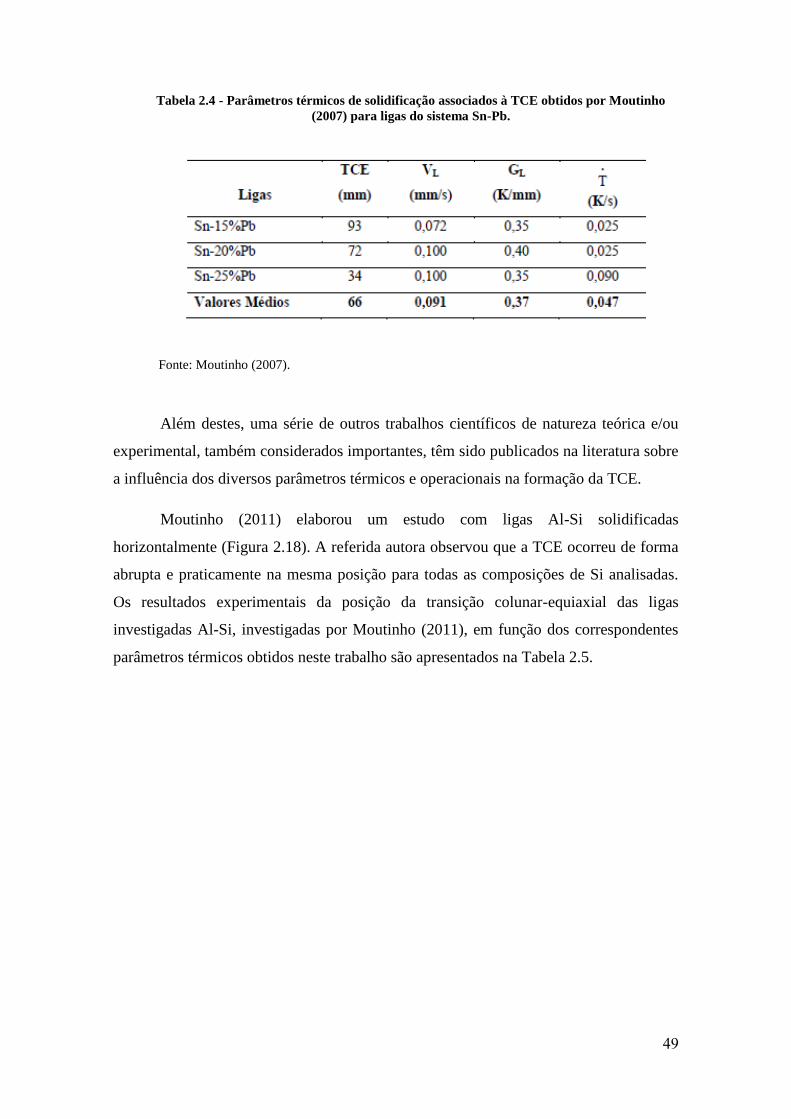
49
Tabela 2.4 - Parâmetros térmicos de solidificação associados à TCE obtidos por Moutinho
(2007) para ligas do sistema Sn-Pb.
Fonte: Moutinho (2007).
Além destes, uma série de outros trabalhos científicos de natureza teórica e/ou
experimental, também considerados importantes, têm sido publicados na literatura sobre
a influência dos diversos parâmetros térmicos e operacionais na formação da TCE.
Moutinho (2011) elaborou um estudo com ligas Al-Si solidificadas
horizontalmente (Figura 2.18). A referida autora observou que a TCE ocorreu de forma
abrupta e praticamente na mesma posição para todas as composições de Si analisadas.
Os resultados experimentais da posição da transição colunar-equiaxial das ligas
investigadas Al-Si, investigadas por Moutinho (2011), em função dos correspondentes
parâmetros térmicos obtidos neste trabalho são apresentados na Tabela 2.5.
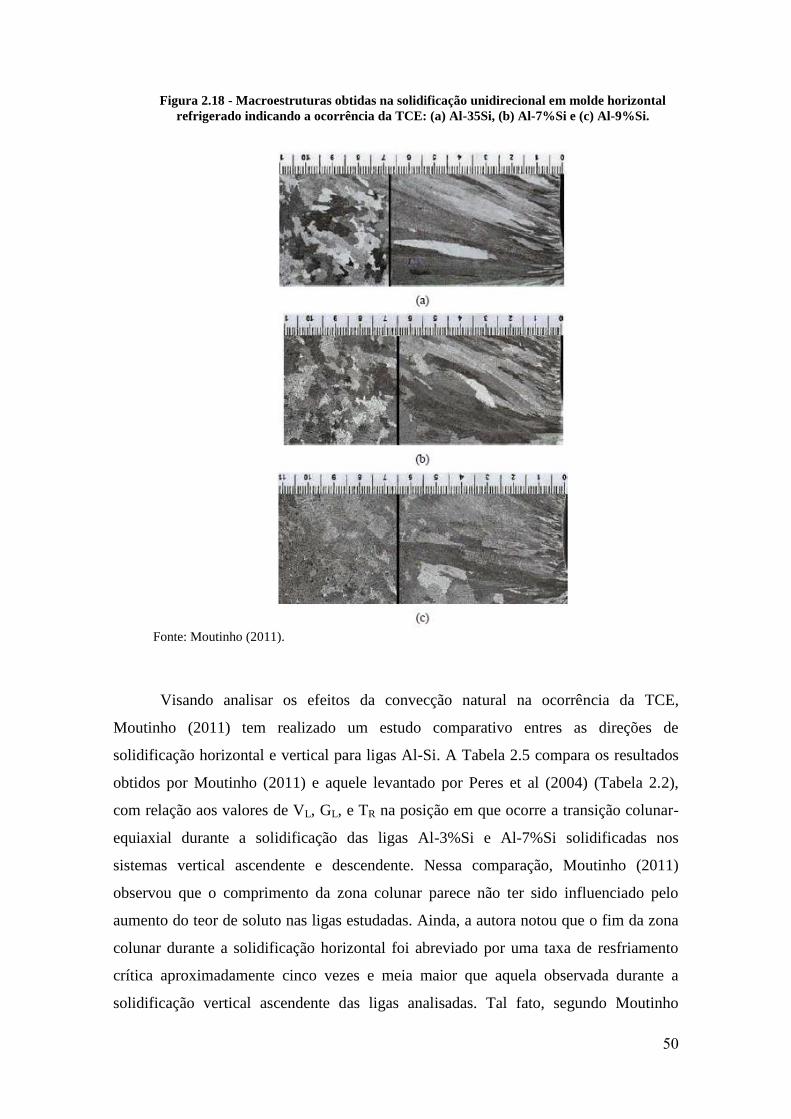
50
Figura 2.18 - Macroestruturas obtidas na solidificação unidirecional em molde horizontal
refrigerado indicando a ocorrência da TCE: (a) Al-35Si, (b) Al-7%Si e (c) Al-9%Si.
Fonte: Moutinho (2011).
Visando analisar os efeitos da convecção natural na ocorrência da TCE,
Moutinho (2011) tem realizado um estudo comparativo entres as direções de
solidificação horizontal e vertical para ligas Al-Si. A Tabela 2.5 compara os resultados
obtidos por Moutinho (2011) e aquele levantado por Peres et al (2004) (Tabela 2.2),
com relação aos valores de VL, GL, e TR na posição em que ocorre a transição colunar-
equiaxial durante a solidificação das ligas Al-3%Si e Al-7%Si solidificadas nos
sistemas vertical ascendente e descendente. Nessa comparação, Moutinho (2011)
observou que o comprimento da zona colunar parece não ter sido influenciado pelo
aumento do teor de soluto nas ligas estudadas. Ainda, a autora notou que o fim da zona
colunar durante a solidificação horizontal foi abreviado por uma taxa de resfriamento
crítica aproximadamente cinco vezes e meia maior que aquela observada durante a
solidificação vertical ascendente das ligas analisadas. Tal fato, segundo Moutinho
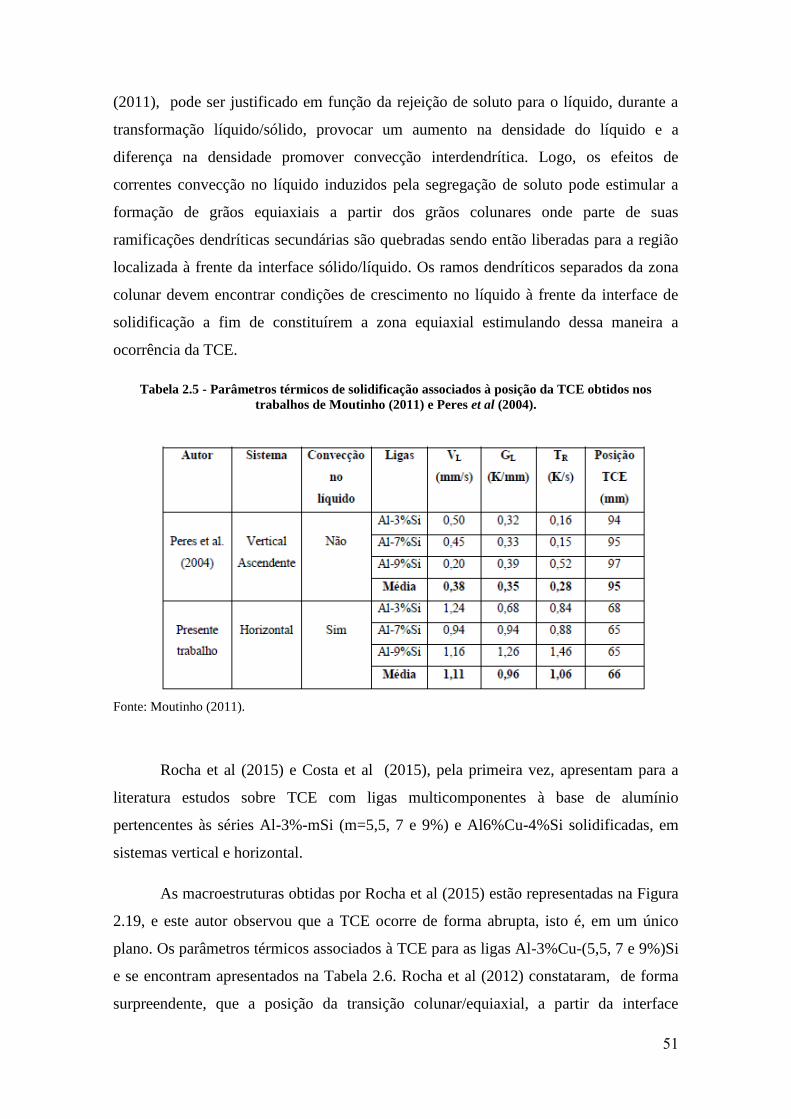
51
(2011), pode ser justificado em função da rejeição de soluto para o líquido, durante a
transformação líquido/sólido, provocar um aumento na densidade do líquido e a
diferença na densidade promover convecção interdendrítica. Logo, os efeitos de
correntes convecção no líquido induzidos pela segregação de soluto pode estimular a
formação de grãos equiaxiais a partir dos grãos colunares onde parte de suas
ramificações dendríticas secundárias são quebradas sendo então liberadas para a região
localizada à frente da interface sólido/líquido. Os ramos dendríticos separados da zona
colunar devem encontrar condições de crescimento no líquido à frente da interface de
solidificação a fim de constituírem a zona equiaxial estimulando dessa maneira a
ocorrência da TCE.
Tabela 2.5 - Parâmetros térmicos de solidificação associados à posição da TCE obtidos nos
trabalhos de Moutinho (2011) e Peres et al (2004).
Fonte: Moutinho (2011).
Rocha et al (2015) e Costa et al (2015), pela primeira vez, apresentam para a
literatura estudos sobre TCE com ligas multicomponentes à base de alumínio
pertencentes às séries Al-3%-mSi (m=5,5, 7 e 9%) e Al6%Cu-4%Si solidificadas, em
sistemas vertical e horizontal.
As macroestruturas obtidas por Rocha et al (2015) estão representadas na Figura
2.19, e este autor observou que a TCE ocorre de forma abrupta, isto é, em um único
plano. Os parâmetros térmicos associados à TCE para as ligas Al-3%Cu-(5,5, 7 e 9%)Si
e se encontram apresentados na Tabela 2.6. Rocha et al (2012) constataram, de forma
surpreendente, que a posição da transição colunar/equiaxial, a partir da interface

52
metal/molde, aumenta com o aumento do teor de Si da liga, contrariando, portanto, as
teorias até então propostas para ligas binárias, nas quais o teor o soluto é um fator
estimulante para o surgimento da zona equiaxial. Convém ressaltar situações
particularizadas para ligas binárias Al-Si, conforme trabalhos relatados anteriormente,
nos quais se verificou que o aumento do teor de Si não alterou significativamente a
posição da TCE. Gandin (2000) afirma que o teor de Si de ligas Al-Si não influencia a
posição experimental da transição colunar/equiaxial.
Figura 2.19 - Macroestruturas obtidas por Rocha et al (2015) para as ligas Al-3%Cu-nSi
solidificadas em sistema vertical ascendente.
Fonte: Gomes (2012) e Rocha et al (2015).

53
Tabela 2.6 - Parâmetros térmicos de solidificação associados à posição da TCE obtidos no trabalho deRocha el al (2015).
Fonte: Rocha et al (2015).
As macroestruturas observadas por Costa et al (2015) se encontram mostradas na
Figura 2.20. Os referidos autores têm realizado um estudo comparativo com ligas Al-
6%Cu e Al-6%Cu-4%Si, analisando ao mesmo tempo o efeito do ligante Si e a direção
de crescimento da solidificação (Vertical x Horizontal). Os autores observaram os perfis
de ocorrência da TCE completamente distintas. Observaram que a TCE na solidificação
vertical ocorre de forma abrupta, isto é, em um único plano, conforme perfil já
observado em trabalhos anteriores para essa mesma direção. No entanto, durante a
solidificação horizontal a TCE não ocorreu um uma zona em vez de um único plano. Os
autores atribuíram este fenômeno da TCE aos efeitos convectivos promovidos pela
convecção natural que está sempre presente na solidificação horizontal. Segundo os
autores, durante a solidificação horizontal das ligas Al-6%Cu e Al-6%Cu-4%Si o
acúmulo de soluto à frente da interface de solidificação, provocado simultaneamente
pela rejeição de soluto e pela convecção termo-solutal, provocando um volume de
liquido enriquecido em soluto mais denso que o volume global, o qual pode ter
decantado gradualmente para o fundo do lingote e ter ocasionado os perfis de TCE,
observadas nas ligas solidificadas horizontalmente. Para afeito de comprovação, Costa
et al (2015) realizou microssegregação nas regiões interdendríticas da liga Al-6%Cu-
4%Si, solidificada em ambos sistemas. A Figura 2.21 apresenta esses resultados, pela
qual se observa maiores concentrações de Cu e Si na solidificação vertical.
Ligas Ternárias
Posição da TCE
[mm]
Velocidades de
Evolução da
Isoterma de
Transformação
Liquidus (VL)
[mm/s]
Taxa de
Resfriamento
(TR) [°C/s]
Gradientes de
Temperatura
(GL) [°C/mm]
Al-5.5%Si-3%Cu 70 0.63 1.23 1.95
Al-7.5%Si-3%Cu 78 0.25 1.06 4.24
Al-9%Si-3%Cu 95 0.58 1.23 2.11
Médias - - 1.17 -
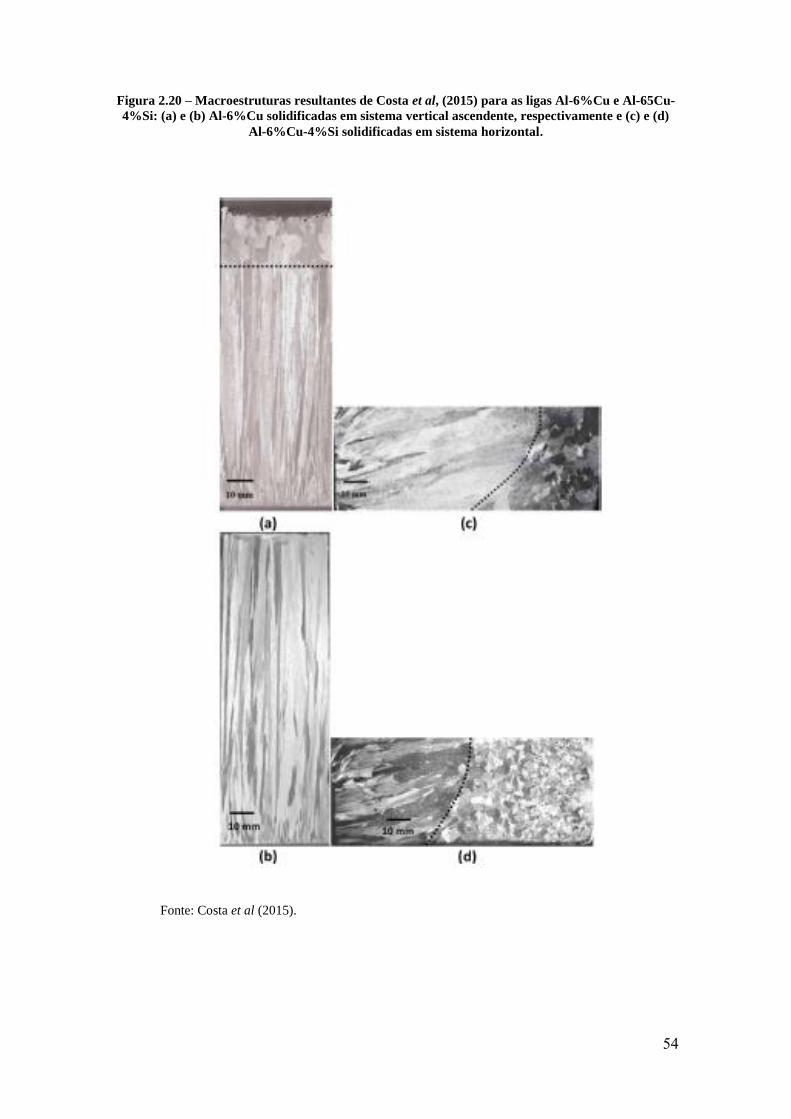
54
Figura 2.20 – Macroestruturas resultantes de Costa et al, (2015) para as ligas Al-6%Cu e Al-65Cu-
4%Si: (a) e (b) Al-6%Cu solidificadas em sistema vertical ascendente, respectivamente e (c) e (d)
Al-6%Cu-4%Si solidificadas em sistema horizontal.
Fonte: Costa et al (2015).

55
Figura 2.21 – Análise de Microssegregação realizada no trabalho de Costa el al (2015).
Fonte: Costa et al (2015).
As tabelas 2.7 e 2.8 apresentam, respectivamente, os principais estudos da
literatura sobre transição colunar/equiaxial assim como os critérios associados à sua
ocorrência, estabelecidos pelos respectivos autores.
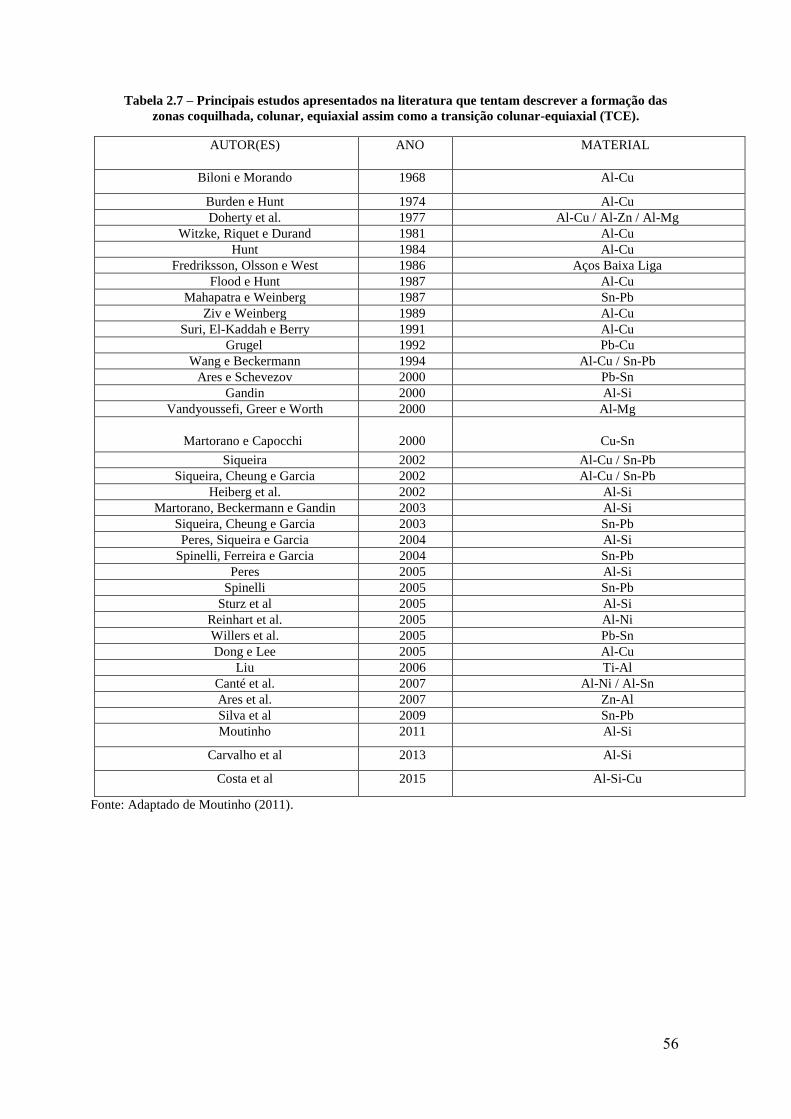
56
Tabela 2.7 – Principais estudos apresentados na literatura que tentam descrever a formação das
zonas coquilhada, colunar, equiaxial assim como a transição colunar-equiaxial (TCE).
AUTOR(ES) ANO MATERIAL
Biloni e Morando 1968 Al-Cu
Burden e Hunt 1974 Al-Cu
Doherty et al. 1977 Al-Cu / Al-Zn / Al-Mg
Witzke, Riquet e Durand 1981 Al-Cu
Hunt 1984 Al-Cu
Fredriksson, Olsson e West 1986 Aços Baixa Liga
Flood e Hunt 1987 Al-Cu
Mahapatra e Weinberg 1987 Sn-Pb
Ziv e Weinberg 1989 Al-Cu
Suri, El-Kaddah e Berry 1991 Al-Cu
Grugel 1992 Pb-Cu
Wang e Beckermann 1994 Al-Cu / Sn-Pb
Ares e Schevezov 2000 Pb-Sn
Gandin 2000 Al-Si
Vandyoussefi, Greer e Worth 2000 Al-Mg
Martorano e Capocchi 2000 Cu-Sn
Siqueira 2002 Al-Cu / Sn-Pb
Siqueira, Cheung e Garcia 2002 Al-Cu / Sn-Pb
Heiberg et al. 2002 Al-Si
Martorano, Beckermann e Gandin 2003 Al-Si
Siqueira, Cheung e Garcia 2003 Sn-Pb
Peres, Siqueira e Garcia 2004 Al-Si
Spinelli, Ferreira e Garcia 2004 Sn-Pb
Peres 2005 Al-Si
Spinelli 2005 Sn-Pb
Sturz et al 2005 Al-Si
Reinhart et al. 2005 Al-Ni
Willers et al. 2005 Pb-Sn
Dong e Lee 2005 Al-Cu
Liu 2006 Ti-Al
Canté et al. 2007 Al-Ni / Al-Sn
Ares et al. 2007 Zn-Al
Silva et al 2009 Sn-Pb
Moutinho 2011 Al-Si
Carvalho et al 2013 Al-Si
Costa et al 2015 Al-Si-Cu
Fonte: Adaptado de Moutinho (2011).
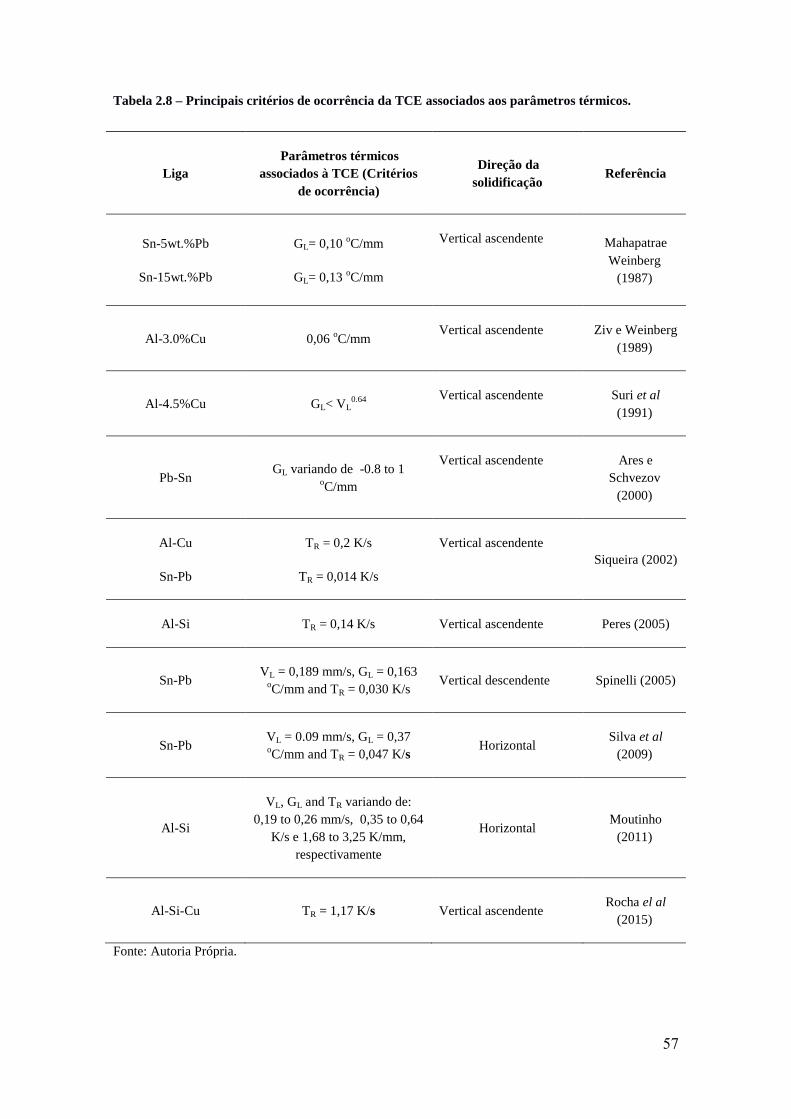
57
Tabela 2.8 – Principais critérios de ocorrência da TCE associados aos parâmetros térmicos.
Liga
Parâmetros térmicos
associados à TCE (Critérios
de ocorrência)
Direção da
solidificação Referência
Sn-5wt.%Pb
Sn-15wt.%Pb
GL= 0,10 oC/mm
GL= 0,13 oC/mm
Vertical ascendente Mahapatrae
Weinberg
(1987)
Al-3.0%Cu 0,06 oC/mm
Vertical ascendente Ziv e Weinberg
(1989)
Al-4.5%Cu GL< VL0.64
Vertical ascendente Suri et al
(1991)
Pb-Sn GL variando de -0.8 to 1
oC/mm
Vertical ascendente Ares e
Schvezov
(2000)
Al-Cu
Sn-Pb
TR = 0,2 K/s
TR = 0,014 K/s
Vertical ascendente
Siqueira (2002)
Al-Si TR = 0,14 K/s Vertical ascendente Peres (2005)
Sn-Pb VL = 0,189 mm/s, GL = 0,163
oC/mm and TR = 0,030 K/s
Vertical descendente Spinelli (2005)
Sn-Pb VL = 0.09 mm/s, GL = 0,37 oC/mm and TR = 0,047 K/s
Horizontal Silva et al
(2009)
Al-Si
VL, GL and TR variando de:
0,19 to 0,26 mm/s, 0,35 to 0,64
K/s e 1,68 to 3,25 K/mm,
respectivamente
Horizontal Moutinho
(2011)
Al-Si-Cu TR = 1,17 K/s Vertical ascendente Rocha el al
(2015)
Fonte: Autoria Própria.
58
3. MATERIAIS E MÉTODOS
3.1 CONSIDERAÇÕES INICIAIS
O presente capítulo tem como objetivo apresentar os equipamentos e materiais
empregados nas atividades experimentais bem como a metodologia utilizada durante a
execução das mesmas. A Figura 3.1 ilustra, esquematicamente, a descrição detalhada do
procedimento experimental assumido neste trabalho, desenvolvido com base em
diversas etapas específicas. Observa-se que o planejamento experimental foi definido e
desenvolvido em três etapas, quais são:
1ª Etapa – Preparação das Ligas Estudadas
2ª Etapa – Determinação dos Parâmetros Térmicos de Solidificação: velocidade
de deslocamento da isoterma liquidus (VL), taxa de resfriamento (TR) e gradiente
de temperatura (Gl)
3ª Etapa – Obtenção e Caracterização da Macroestrutura: Verificação da
ocorrência da TCE
3.2 MATERIAIS E EQUIPAMENTOS UTILIZADOS NESTE TRABALHO
3.2.1. Materiais e equipamentos para elaboração da liga
As composições químicas dos metais utilizados na preparação da liga analisada
são apresentadas na Tabela 3.1. A liga multicomponente à base de alumínio investigada
neste trabalho apresenta teores de solutos equivalentes a 3% de cobre e 5,5% de silício.
Como importâncias de escolha da Al-3%Cu-5,5%Si, destacam-se:
As ligas de alumínio para fundição possuem propriedades de grande interesse
industrial, conforme mencionado anteriormente de maneira detalhada nos
Capítulo 1 e 2 deste trabalho.
Suas propriedades termofísicas são conhecidas na literatura (Gomes, 2012).
Apresentam temperaturas liquidus relativamente baixas, o que facilita as
operações de fusão e vazamento.

59
Figura 3.1 – Fluxograma do procedimento experimental empregado neste trabalho.
1ª Etapa – Preparação das Ligas Estudadas
2ª Etapa – Determinação dos Parâmetros Térmicos de Solidificação
Aferição do
dispositivo de
solidificação
Corte dos metais puros
Al, Cu e Si
Elaboração da
liga Al-3%Cu-5.5%Si
Fusão da
liga Al-3%Cu-5.5%Si no
forno mufla
Verificação dos
teores de solutos (Si e Cu)
através da temperatura liquidus
TL na curva
de resfriamento
Vazamento e
solidificação
da liga
no dispositivo
de solidificação horizontal
Obtenção dos
perfis térmicos
experimentais para
seis posições
no molde, considerando três superaquecimentos (TV) iguais a: 5%, 10% e 15%, acima da TL
da liga analisada
Identificação da TL nos perfis de
temperatura para cada TV,
assumido
Determinação
experimental dos parâmetros
térmicos
P = f(t),
VL= f(P),
TR =f(P)
e GL= f(P)

60
3ª Etapa – Obtenção e Caracterização da Macroestrutura.
Fonte: Adaptado de Carvalho (2013).
Tabela 3.1 – Composição química (% em peso) dos metais utilizados na elaboração da liga Al-3wt.%Cu-7wt.%Si.
Metal Al Fe Ni Si P Ca Ti Zn Ga Cu V
Al 99,7 0,176 0,006 0,062 - - 0,009 0,007 0,012 - 0,011
Si 0,1094 0,3164 0,0102 99,596 0,010 0,0214 0,0455 - - - -
Cu 0,0951 - - - 0,045 - - - - 99,859
Fonte: Peres (2005) e Gomes (2012).
Para elaboração da liga multicomponente utilizada neste trabalho, os lingotes
dos elementos puros (Al, Cu e Si) foram seccionados em pequenas quantidades em uma
serra de fita na proporção estequiometricamente exata e a seguir pesados em uma
balança eletrônica analítica com precisão de 0,01g. O alumínio foi introduzido em um
cadinho de carbeto de silício, previamente revestido com uma camada de alumina para
evitar a contaminação das ligas, sendo em seguida conduzido até um forno tipo mufla,
com temperatura máxima de trabalho de 1250 oC, interiormente revestido com placas
Obtenção dos lingotes resultantes
para cada superaquecimento
assumido
Corte longitudinal do três lingotes
resultantes
Preparação do
reagente químico
adequado para revelação da
macroestrutura
Revelação das macroestruturas para cada TV
Observação e determinação da
TCE em cada lingote
Obtenção das macrografias e
correlação da TCE com os parâmetros
térmicos.

61
refratárias e controle de processamento de temperatura. Devido às temperaturas de fusão
dos componentes serem bastante diferentes, a liga foi obtida mediante o mecanismo de
difusão dos solutos (Cu e Si) na matriz líquida do solvente (Al), ou seja, após a total
fusão do alumínio o cadinho foi retirado do forno sendo então o Cu e o Si adicionados
ao alumínio líquido. A mistura foi homogeneizada com uma vareta de aço revestida
com alumina a fim de facilitar a incorporação do estanho na matriz de alumínio. A
Figura 3.2 apresenta os principais equipamentos utilizados durante a etapa de
elaboração da liga Al-3%Cu-5.5%Si. Convêm destacar que a quantidade de liga
utilizada foi o suficiente para obter os três lingotes para os três superaquecimentos
assumidos.
Figura 3.2 – (a) Balança digital precisão de 0,01 mg; (b) Cadinho de carbeto de silício; (c) Forno
tipo mufla com temperatura de trabalho até 1250oC.
Fonte: Carvalho (2013).
Visando confirmar os teores de solutos (Cu e Si), inicialmente checados pela
temperatura liquidus durante observações experimentais in loco, através da curva de
resfriamento da liga analisada, mostrada por um registrador de temperatura, análise
química quantitativa e qualitativa foi realizada na liga investigada neste trabalho. Para
tanto, uma pequena amostra foi retirada do cadinho e a Figura 3.3 apresenta o analisador
químico utilizado e a Tabela 3.2 o resultado correspondente dos elementos que
compõem a liga. A Figura 3.4 apresenta os diagramas de equilíbrio de fases pseudo-
binários pelo software termodinâmico TermoCalc. Vale ressaltar que o programa
ThermoCalc® foi utilizado para gerar os diagramas de fases no equilíbrio, e para
fornecer os dados necessários referentes ao caminho de solidificação das ligas
multicomponentes. Através da interface ICAPI do ThermoCalc® para Intel Visual
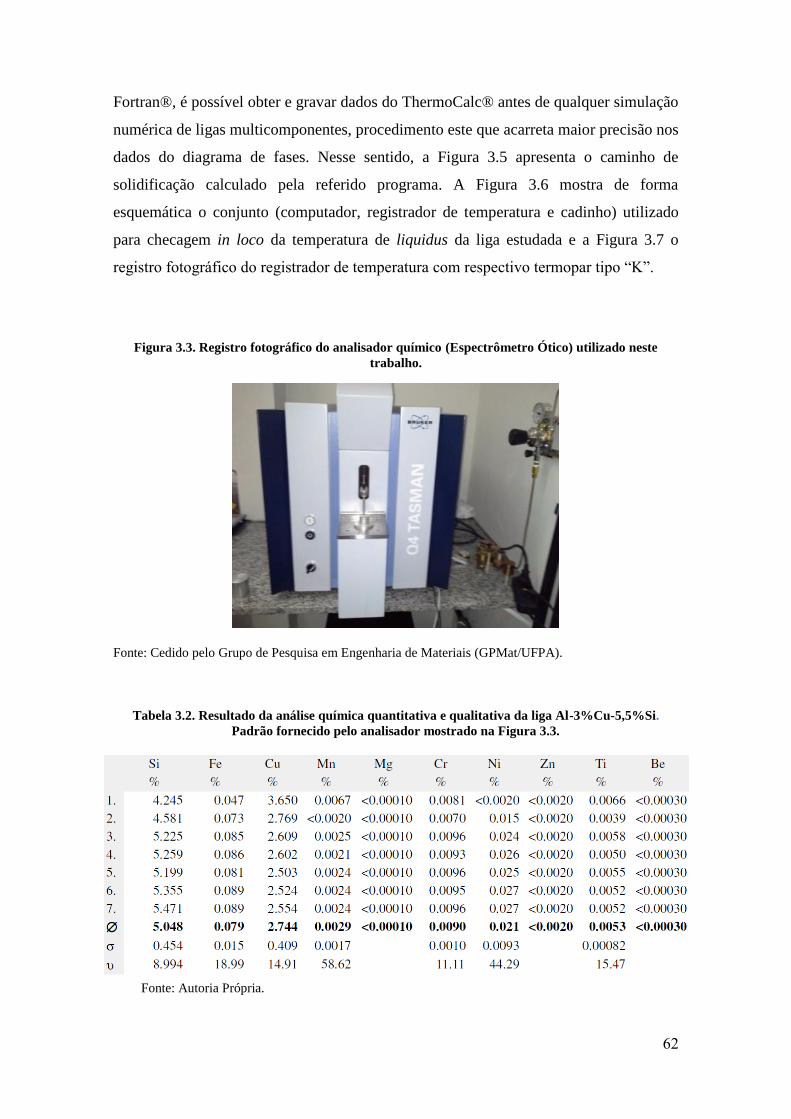
62
Fortran®, é possível obter e gravar dados do ThermoCalc® antes de qualquer simulação
numérica de ligas multicomponentes, procedimento este que acarreta maior precisão nos
dados do diagrama de fases. Nesse sentido, a Figura 3.5 apresenta o caminho de
solidificação calculado pela referido programa. A Figura 3.6 mostra de forma
esquemática o conjunto (computador, registrador de temperatura e cadinho) utilizado
para checagem in loco da temperatura de liquidus da liga estudada e a Figura 3.7 o
registro fotográfico do registrador de temperatura com respectivo termopar tipo “K”.
Figura 3.3. Registro fotográfico do analisador químico (Espectrômetro Ótico) utilizado neste
trabalho.
Fonte: Cedido pelo Grupo de Pesquisa em Engenharia de Materiais (GPMat/UFPA).
Tabela 3.2. Resultado da análise química quantitativa e qualitativa da liga Al-3%Cu-5,5%Si.
Padrão fornecido pelo analisador mostrado na Figura 3.3.
Fonte: Autoria Própria.

63
Figura 3.4. Diagrama de fase pseudo-binários em função de Silício (a), de Cobre (b).
Fonte: Adaptado de Gomes (2012).
Figura 3.5. Caminho de solidificação calculado pelo TermoCalc para condições fora do equilíbrio.
Fonte: autoria própria.
5,5%Si
TL = 617oC

64
Figura 3.6 - Esquema do conjunto de monitoramento da temperatura liquidus da liga analisada.
Fonte: autoria própria.
Figura 3.7. Termopar tipo K (a) e registrador de temperatura (b).
Fonte: Autoria própria.
3.2.2. Materiais e equipamentos utilizados durante a solidificação direcional
O dispositivo completo de solidificação unidirecional horizontal refrigerado a
água utilizado na realização deste trabalho, esquematizado na Figura 3.8, foi projetado
pela empresa FORTLAB, mas teve como projetado básico, a construção e aferição a
65
partir do dispositivo desenvolvido por Silva et al. (2011) e, mais recentemente,
aperfeiçoado por Carvalho (2013). O dispositivo é constituído de resistências elétricas
que permitem controlar sua potência com o intuito de estabilizar os diferentes níveis de
superaquecimento no metal líquido assim como propiciar um isolamento térmico
adequado, evitando perdas de calor pelas laterais e pela base do molde. As Figuras
3.8(a) e 3.8(b) apresentam, respectivamente, uma vista panorâmica do conjunto e a parte
interna do dispositivo de solidificação horizontal, mostrando as referidas resistências e a
lingoteira. O molde foi fabricado com geometria retangular a partir de chapa de aço
inox nas dimensões 59,5x59,5x160mm. Detalhes do projeto da chapa trocadora de calor
(chapa molde) da lingoteira se encontram representados pela Figura 3.9. As Figuras
3.10 e 3.11 mostram, respectivamente, o esquema de montagem da chapa molde na
lingoteira e um registro fotográfico do interior do dispositivo de solidificação
horizontal.
As superfícies laterais internas da lingoteira foram revestidas com camadas de
alumina e as partes inferior e superior foram isoladas com material refratário para evitar
perdas de calor para o meio ambiente. A condição de contato térmico na interface
metal/molde foi padronizada por intermédio do polimento da superfície de extração de
calor. Foram realizados, previamente, alguns experimentos com o objetivo de aferir-se a
direcionalidade horizontal do fluxo de calor por parte do dispositivo de solidificação.
Os termopares usados (Figura 3.7) são identificados por letras segundo a ISA
(Instrument Society of América) e adotados como padrão americano na ANSI C96 –
1964. As temperaturas foram registradas com o auxílio de termopares tipo K com
bainha externa de aço inoxidável de diâmetro 1,6 mm; Tipo K: Chromel (+) – Alumel (-
); Faixa de utilização: (0 a 1260) °C ≡ (0,000 a 50,990) mV; Potência termoelétrica:
(4,04 mV / 100°).

66
Figura. 3.8. (a) Representação do conjunto que compõe o dispositivo de solidificação direcional
horizontal utilizado neste trabalho: (10 termopares, (2) Controlador de temperatura, (3)
computador, (4) alimentação principal de água, (5) recipiente armazenador de água, (6) bomba
d’água, (7) rotâmetro, (8) entrada de água de refrigeração, (9) saída de água, (10) dispositivo de
solidificação direcional horizontal, (11) fidloger – registrador de temperatura, (b) Vista lateral e
interna do dispositivo: (12) isolamento com blindagem em cerâmica; (13) resistências elétricas; (14)
lingoteira.
Fonte: aperfeiçoado por Carvalho (2013).

67
Figura 3.9. Detalhes dimensionais da chapa molde (ou trocadora de calor) e lingoteira de aço inox.
Fonte: autoria própria.
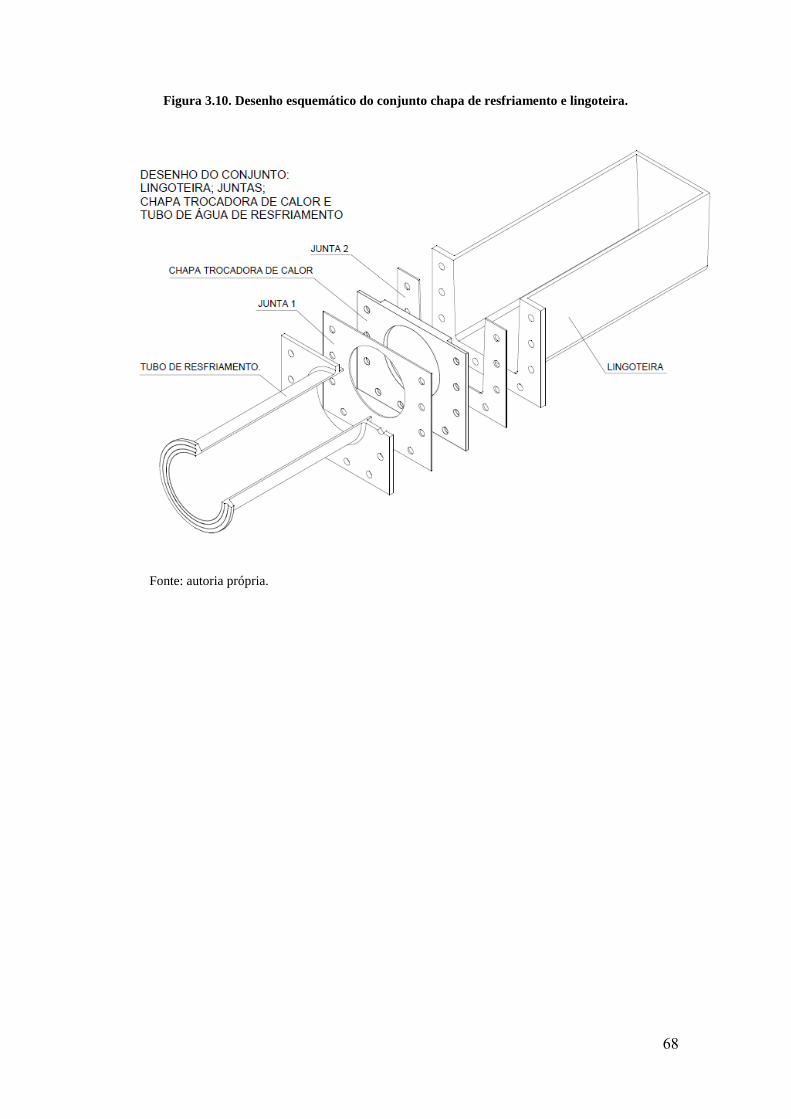
68
Figura 3.10. Desenho esquemático do conjunto chapa de resfriamento e lingoteira.
Fonte: autoria própria.

69
Figura 3.11. Registro fotográfico do interior da lingoteira, mostrando in loco detalhes das
resistências elétricas e o conjunto chapa molde e lingoteira.
Fonte: Autoria própria.
A seguir, são apresentados de forma sucinta os software utilizados na realização
dos trabalhos experimentais de monitoramento da solidificação direcional
Para obtenção dos perfis térmicos de solidificação foi utilizado o software do
Registrador de Temperaturas FieldLogger, que foi configurado para registrar um
ponto a cada dois décimos de segundo, através de termopares inseridos em
posições estratégicas no metal. Após o registro de temperaturas, os dados foram
coletados, e curvas de resfriamento foram obtidas e plotadas em forma de
gráficos de Temperatura em função do Tempo. A Figura 3.12(a) ilustra a tela de
inicialização do programa e curvas experimentais resultantes.
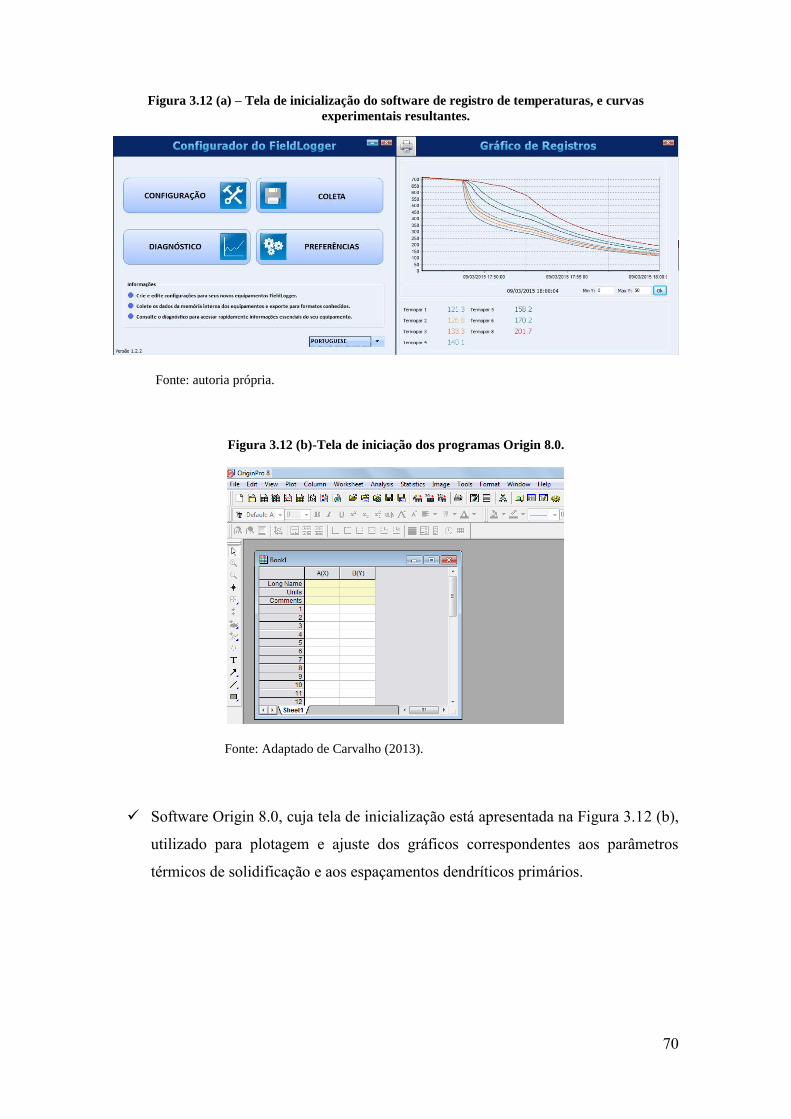
70
Figura 3.12 (a) – Tela de inicialização do software de registro de temperaturas, e curvas
experimentais resultantes.
Fonte: autoria própria.
Figura 3.12 (b)-Tela de iniciação dos programas Origin 8.0.
Fonte: Adaptado de Carvalho (2013).
Software Origin 8.0, cuja tela de inicialização está apresentada na Figura 3.12 (b),
utilizado para plotagem e ajuste dos gráficos correspondentes aos parâmetros
térmicos de solidificação e aos espaçamentos dendríticos primários.
71
3.3 METODOLOGIA
3.3.1 Obtenção da liga Al-Cu-Si investigada e levantamento das curvas de
resfriamento - Atualizado a partir de Carvalho (2013).
(a) Inicialmente foram realizados alguns vazamentos com o objetivo de aferir o
dispositivo de solidificação horizontal a fim de verificar a direcionalidade da
extração do fluxo de calor. Neste caso, a temperatura de superaquecimento de
partida foi de 10% acima da TL, cuja temperatura foi definida a partir de padrões
da literatura (Moutinho, 2012; Gomes, 2012) utilizada para ligas Al-Cu-Si.
(b) Após os ensaios preliminares citados acima, visando avaliar o efeito do
superaquecimento da ocorrência da TCE, foram estabelecidos três
superaquecimentos de 5%, 10% e 15% acima da TL. Nesse sentido, as etapas
seguintes foram realizadas para cada uma desses superaquecimentos.
(c) Em seguida, os metais Al, Cu e Si foram pesados em balança digital [Figura
3.2(a)] de precisão com suas respectivas quantidades em peso para formação das
ligas. Essas quantidades foram determinadas a partir do volume do molde e da
capacidade do cadinho [Figura 3.2(b)].
(d) Posteriormente, efetuando o procedimento para cada composição em questão, os
respectivos materiais constituintes das ligas foram depositados manualmente em
um cadinho de carbeto de silício, revestido internamente por uma camada de tinta
à base de alumina, o qual foi levado ao forno mufla para a fusão do material
[Figura 3.2(c)].
(e) A temperatura do forno [Figura 3.2(c)] foi programada para garantir três
superaquecimentos 5%, 10% e 15% acima da temperatura liquidus (TL) da liga
investigada que corresponde à temperatura de 617ºC [Figura 3.3(a)].
(f) A seguir, os termopares foram corretamente posicionados no dispositivo de
solidificação e o registrador de temperatura foi conectado ao computador [Figura
3.7(a)]. Após o ajuste desses componentes, ocorreu o vazamento do metal líquido
na lingoteira (Figuras 3.10 e 3.11)
(g) Alcançadas as temperaturas de superaquecimentos desejadas (5%, 10% e 15%) e
para que o processo de solidificação fosse iniciado, o dispositivo de solidificação
foi desligado e o sistema de refrigeração automaticamente ligado, por uma válvula

72
solenoide, acionamento de uma bomba d’água para liberação do fluido de
refrigeração, com vazão de 10 LPM, controlada por um rotâmetro [Figuras 3.8(a)
e (b)]. Tal procedimento ocorreu pelo fluxo de água injetado horizontalmente na
parede externa lateral da chapa molde do dispositivo.
(h) Durante o processo de solidificação unidirecional da liga multicomponente
estudada neste trabalho, foram obtidas as respectivas curvas de resfriamento pelo
registro de temperaturas, a cada dois décimos de segundo para cada termopar
estrategicamente posicionado no metal, até a completa solidificação do material
[Figuras 3.8(a) e (b)]. Os dados adquiridos foram armazenados em computador e,
em seguida, devidamente tratados em software específico (Origin 8.0) para
plotagem das curvas das ligas em questão.
3.3.2 Procedimento experimental para determinação das variáveis térmicas de
solidificação (VL, TR e GL ) [Adaptado a partir de Dias Filho (2013)]
Durante a solidificação do material as temperaturas foram monitoradas por
termopares conectados a um registrador de dados interligado a um computador,
conforme a Figura 3.8(a). O monitoramento do processo possibilitou a obtenção de
curvas experimentais da variação de temperatura em função do tempo. As posições dos
termopares no interior do molde foram monitoradas em relação à câmara de refrigeração
nas seguintes posições: 5, 10, 15, 20, 30 50 e 90 mm, para o superaquecimento de 5%
acima de TL; 5, 15, 30, 50, 70 e 90 mm, para o superaquecimento de 10% acima e 5, 10,
15 20, 30 50, 70 e 100, para o superaquecimento de 15%, o que possibilitou o
acompanhamento da extração do fluxo de calor unidirecional horizontal.
A determinação das variáveis térmicas, para cada superaquecimento, a partir das
curvas de resfriamento obtidas em cada sequência de termopares posicionados no metal,
deu-se em duas etapas: em um primeiro momento foi feita a coleta dos dados da
solidificação onde os termopares enviam as informações ao dispositivo conectado a um
computador que transforma a leitura de dados em um arquivo de bloco de notas
tabelado em pares ordenados, tempo e temperatura (t, T), para cada termopar.
Posteriormente foram feitos os cálculos dos parâmetros térmicos de solidificação por
meio de um programa computacional em linguagem “Exel” criado pelo Grupo de
Pesquisa de Metalurgia e Física e Transformação (GPMet) de acordo com os seguintes
procedimentos a seguir. Convém ressaltar que tais procedimentos foram executados
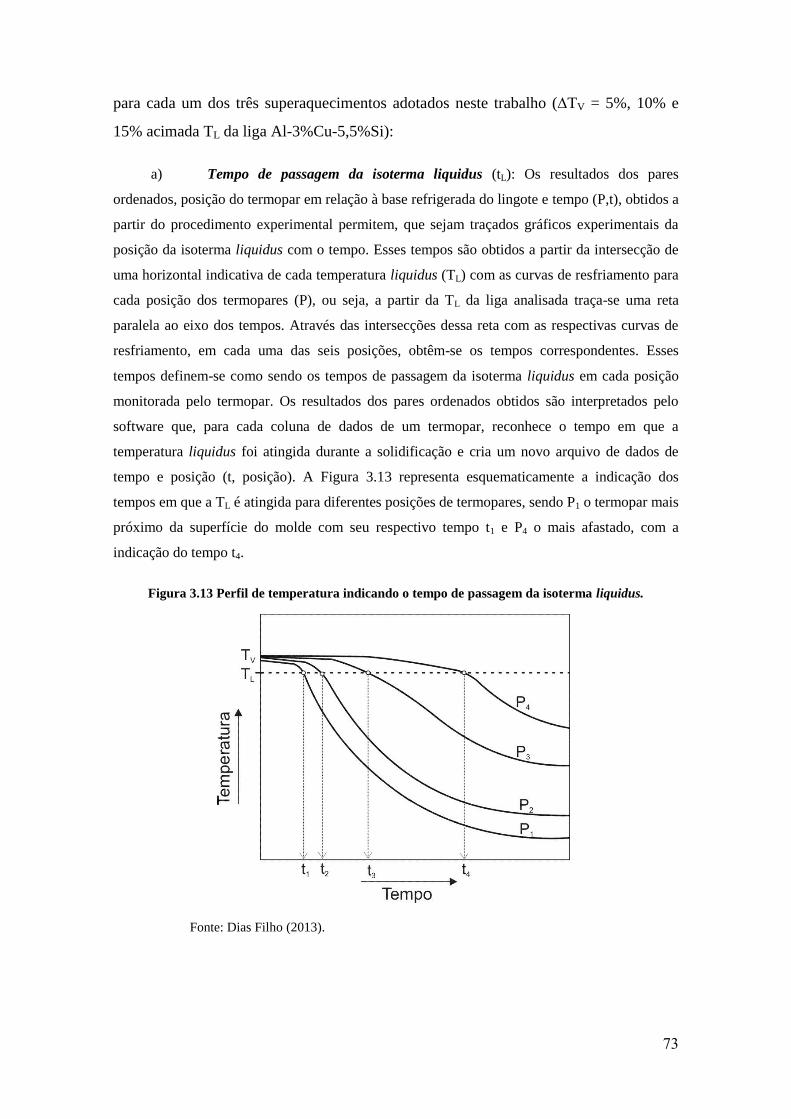
73
para cada um dos três superaquecimentos adotados neste trabalho (TV = 5%, 10% e
15% acimada TL da liga Al-3%Cu-5,5%Si):
a) Tempo de passagem da isoterma liquidus (tL): Os resultados dos pares
ordenados, posição do termopar em relação à base refrigerada do lingote e tempo (P,t), obtidos a
partir do procedimento experimental permitem, que sejam traçados gráficos experimentais da
posição da isoterma liquidus com o tempo. Esses tempos são obtidos a partir da intersecção de
uma horizontal indicativa de cada temperatura liquidus (TL) com as curvas de resfriamento para
cada posição dos termopares (P), ou seja, a partir da TL da liga analisada traça-se uma reta
paralela ao eixo dos tempos. Através das intersecções dessa reta com as respectivas curvas de
resfriamento, em cada uma das seis posições, obtêm-se os tempos correspondentes. Esses
tempos definem-se como sendo os tempos de passagem da isoterma liquidus em cada posição
monitorada pelo termopar. Os resultados dos pares ordenados obtidos são interpretados pelo
software que, para cada coluna de dados de um termopar, reconhece o tempo em que a
temperatura liquidus foi atingida durante a solidificação e cria um novo arquivo de dados de
tempo e posição (t, posição). A Figura 3.13 representa esquematicamente a indicação dos
tempos em que a TL é atingida para diferentes posições de termopares, sendo P1 o termopar mais
próximo da superfície do molde com seu respectivo tempo t1 e P4 o mais afastado, com a
indicação do tempo t4.
Figura 3.13 Perfil de temperatura indicando o tempo de passagem da isoterma liquidus.
Fonte: Dias Filho (2013).
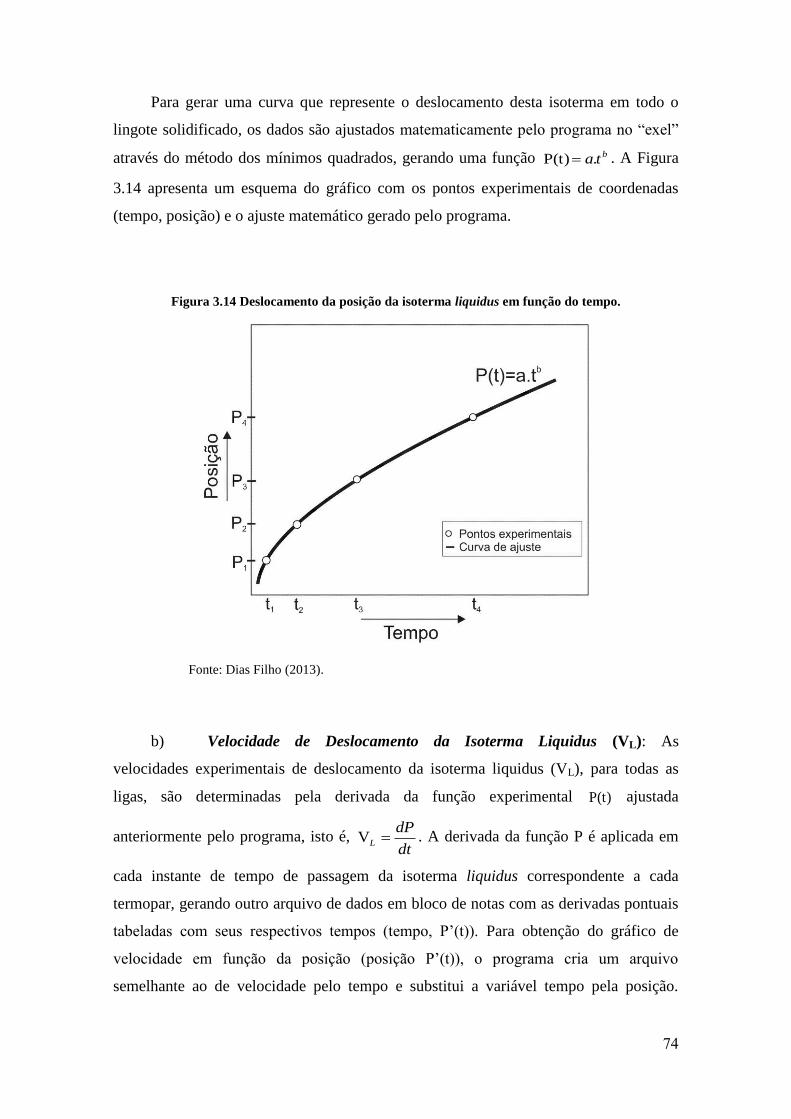
74
Para gerar uma curva que represente o deslocamento desta isoterma em todo o
lingote solidificado, os dados são ajustados matematicamente pelo programa no “exel”
através do método dos mínimos quadrados, gerando uma função bta.P(t) . A Figura
3.14 apresenta um esquema do gráfico com os pontos experimentais de coordenadas
(tempo, posição) e o ajuste matemático gerado pelo programa.
Figura 3.14 Deslocamento da posição da isoterma liquidus em função do tempo.
Fonte: Dias Filho (2013).
b) Velocidade de Deslocamento da Isoterma Liquidus (VL): As
velocidades experimentais de deslocamento da isoterma liquidus (VL), para todas as
ligas, são determinadas pela derivada da função experimental P(t) ajustada
anteriormente pelo programa, isto é, dt
dPL V . A derivada da função P é aplicada em
cada instante de tempo de passagem da isoterma liquidus correspondente a cada
termopar, gerando outro arquivo de dados em bloco de notas com as derivadas pontuais
tabeladas com seus respectivos tempos (tempo, P’(t)). Para obtenção do gráfico de
velocidade em função da posição (posição P’(t)), o programa cria um arquivo
semelhante ao de velocidade pelo tempo e substitui a variável tempo pela posição.
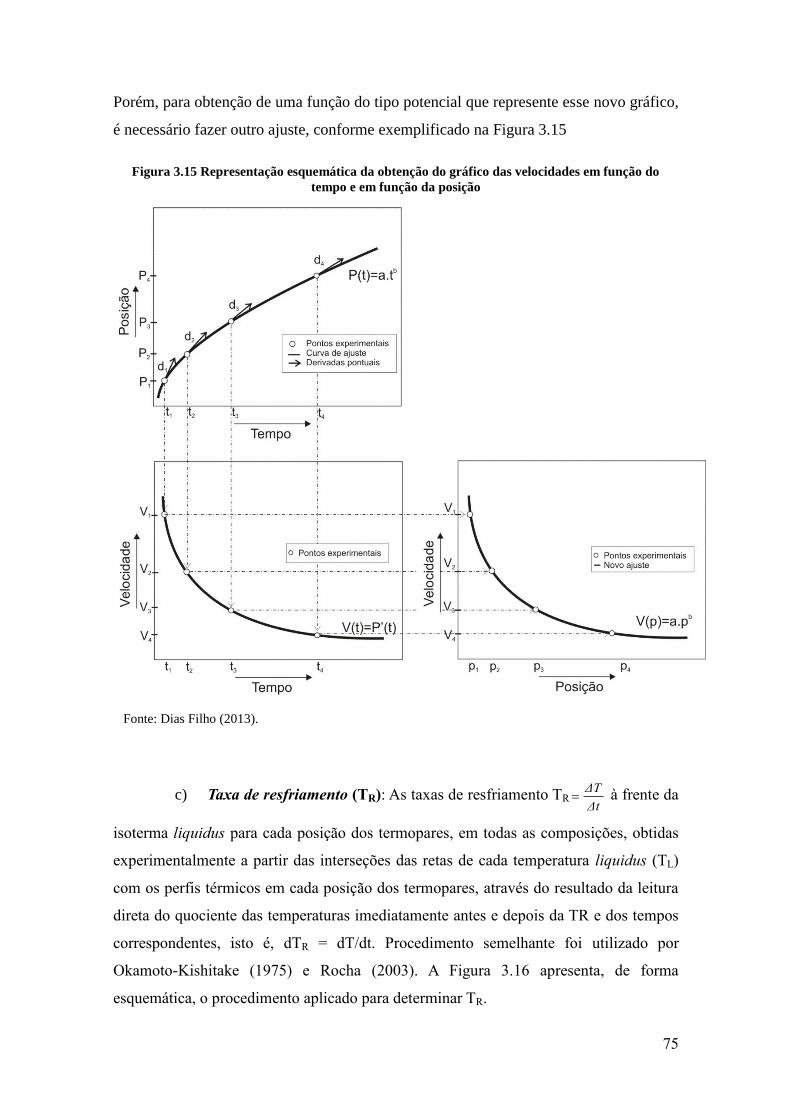
75
Porém, para obtenção de uma função do tipo potencial que represente esse novo gráfico,
é necessário fazer outro ajuste, conforme exemplificado na Figura 3.15
Figura 3.15 Representação esquemática da obtenção do gráfico das velocidades em função do
tempo e em função da posição
Fonte: Dias Filho (2013).
c) Taxa de resfriamento (TR): As taxas de resfriamento TRΔt
ΔT à frente da
isoterma liquidus para cada posição dos termopares, em todas as composições, obtidas
experimentalmente a partir das interseções das retas de cada temperatura liquidus (TL)
com os perfis térmicos em cada posição dos termopares, através do resultado da leitura
direta do quociente das temperaturas imediatamente antes e depois da TR e dos tempos
correspondentes, isto é, dTR = dT/dt. Procedimento semelhante foi utilizado por
Okamoto-Kishitake (1975) e Rocha (2003). A Figura 3.16 apresenta, de forma
esquemática, o procedimento aplicado para determinar TR.

76
Figura 3.16 Sequência experimental para determinação das variáveis térmicas
Fonte: Adaptado de Rocha (2013).
3.3.3 Procedimento experimental para obtenção e caracterização da macroestrutura
(Adaptado de Gomes, 2012).
Após a obtenção dos perfis térmicos, os lingotes obtidos, para cada
superaquecimento, foram seccionados longitudinalmente ao meio numa serra de fita,
mostrada pela Figura 3.17 Para a investigação macroestrutural, uma das partes cortadas
longitudinalmente dos lingotes foram lixadas em folhas de granulometria variando de
100# ate 600# mesh. Em seguida, a superfície lisa recebe ataque químico através de uma
solução aquosa com a seguinte composição: 15 ml de HNO3, 10 ml de HCl, 05 ml de
HF e 70 ml de H2O - solução de Keller (Metals Handbook, 1998), o tempo de reação foi
de aproximadamente 30 segundos. O resultado da reação química e a revelação da
macroestrutura foram utilizadas para conferir a direcionalidade da solidificação, a

77
morfologia macroestrutural e, principalmente, a verificação da transição colunar
equiaxial (TCE).
Figura 3.17 Serra de fita (Marca Franho, Mod. F-38S) utilizada neste trabalho para corte dos
lingotes resultantes.
Fonte: autoria própria.
A Figura 3.18 apresenta esquematicamente o corte longitudinal aplicado no
lingote e a macroestrutura revelada para um dos lingotes, mostrando uma zona de
transição de grãos colunares para equiaxiais, denominada de transição colunar-equiaxial
(TCE). Resultados das demais macroestruturas e análises correspondentes de ocorrência
da TCE, para os três lingotes obtidos, estão apresentados no Capítulo seguinte.

78
Figura 3.18 Representação esquemática do corte longitudinal e correspondente macroestrutura
revelada da liga Al-3%Cu-5,%Si para TV = 10% .
Fonte: Acervo do Grupo de Pesquisa em GPMet (IFPA).
TCE
Zona colunar Zona equiaxial
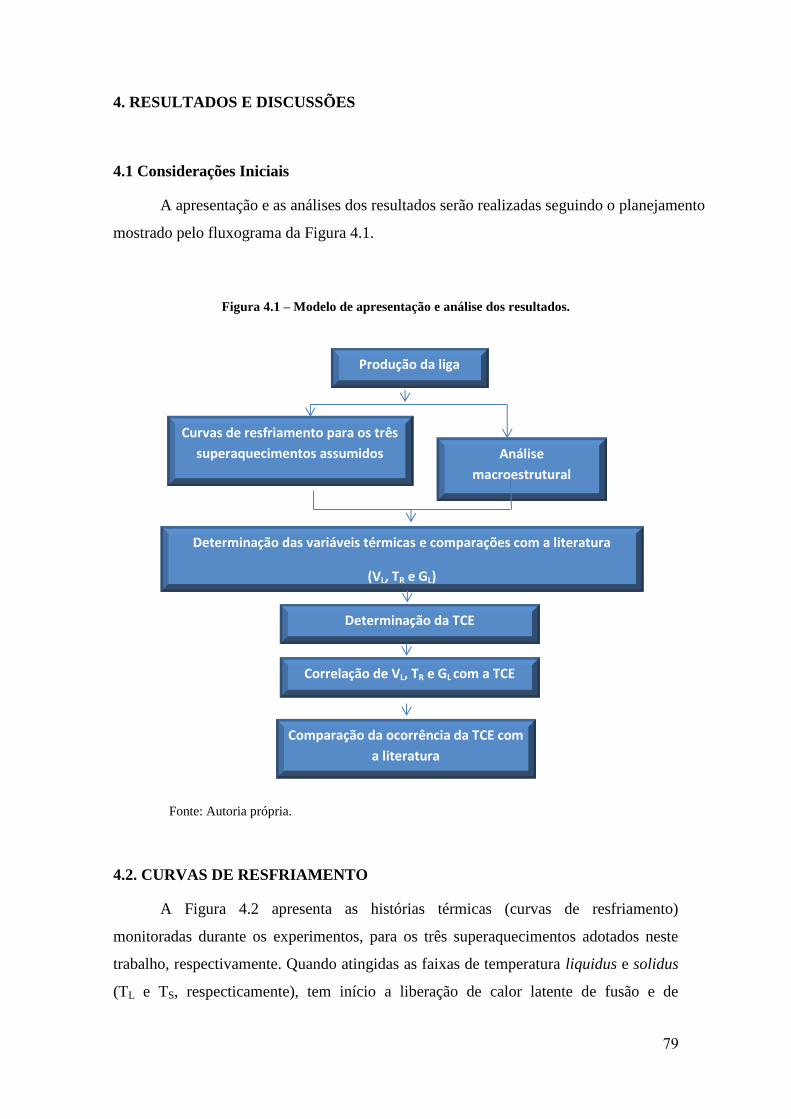
79
4. RESULTADOS E DISCUSSÕES
4.1 Considerações Iniciais
A apresentação e as análises dos resultados serão realizadas seguindo o planejamento
mostrado pelo fluxograma da Figura 4.1.
Figura 4.1 – Modelo de apresentação e análise dos resultados.
Fonte: Autoria própria.
4.2. CURVAS DE RESFRIAMENTO
A Figura 4.2 apresenta as histórias térmicas (curvas de resfriamento)
monitoradas durante os experimentos, para os três superaquecimentos adotados neste
trabalho, respectivamente. Quando atingidas as faixas de temperatura liquidus e solidus
(TL e TS, respecticamente), tem início a liberação de calor latente de fusão e de
Produção da liga
Curvas de resfriamento para os três
superaquecimentos assumidos Análise
macroestrutural
Comparação da ocorrência da TCE com
a literatura
Determinação das variáveis térmicas e comparações com a literatura
(VL, TR e GL)
Determinação da TCE
Correlação de VL, TR e GL com a TCE

80
cristalização, respectivamente. A linha liquidus representa o início da solidificação, ao
passo que a linha solidus representa o final da solidificação.
Figura 4.2 – Curvas de resfriamento obtidas para a liga Al-3%Cu-5,5%Si solidificada
horizontalmente, considerando superaquecimentos (TV) acima de TL iguais a; (a) TV = 5%; (b)
TV = 10% e (c) TV = 15%.
Fonte: Autoria própria.
0 150 300 450 600 750
300
375
450
525
600
675
750
TS = 525 ºC
(b)
Al-5,5%Si-3%Cu
Posição dos termopares:
5 mm
15 mm
30 mm
50 mm
TL = 617 ºC
70 mm
90 mm
Tempo, t (s)
Tem
per
atu
ra,
T (
ºC)
0 100 200 300 400 500
300
375
450
525
600
675
750
TS = 525 ºC
Al-5,5%Si-3%Cu
TL = 617 ºC
Posição dos termopares 5 mm
10 mm
15 mm
20 mm
30 mm
50 mm
70 mm
100 mm
Tem
per
atu
ra, T
(ºC
)
Tempo, t (s)
(c)
0 100 200 300 400 500 600
150
300
450
600
750
TS = 525 ºC
(a)
Posição dos termopares 30 mm
50 mm
90 mm
5 mm
10 mm
15 mm
20 mm
Tem
peratu
ra, T
(ºC
)
Tempo, t (s)
Al-5,5%Si-3%Cu
TL = 617 ºC

81
4.3. MACROESTRUTURAS DE SOLIDIFICAÇÃO
Foram obtidos três lingotes durante os experimentos um para cada
superaquecimento assumido. A Figura 4.3 apresenta as macrografias das
macroestruturas reveladas para cada lingote analisado, referente à liga Al-3%Cu-5,5%Si
estudada neste trabalho. Observa-se nos três casos apresentados a indicação da transição
colunar equiaxial (TCE).
Figura 4.3 – Macrografias representativas das macroestruturas obtidas para a liga Al-3%Cu-
5,5%Si, considerando três superaquecimentos (TV = 5%, 10% e 15%).
Fonte: Autoria própria.
4.4. DETERMINAÇÃO E ANÁLISES DAS VARIÁVEIS TÉRMICAS (VL , TR e
GL )
Para efeito de comparação com a literatura, os resultados apresentados a seguir
também apresentam um gráfico P=f(t) para uma liga binária Al-3%Cu solidificada
horizontalmente [Barros et al, 2015 (A) e (B)].
TCE
TCE
TCE
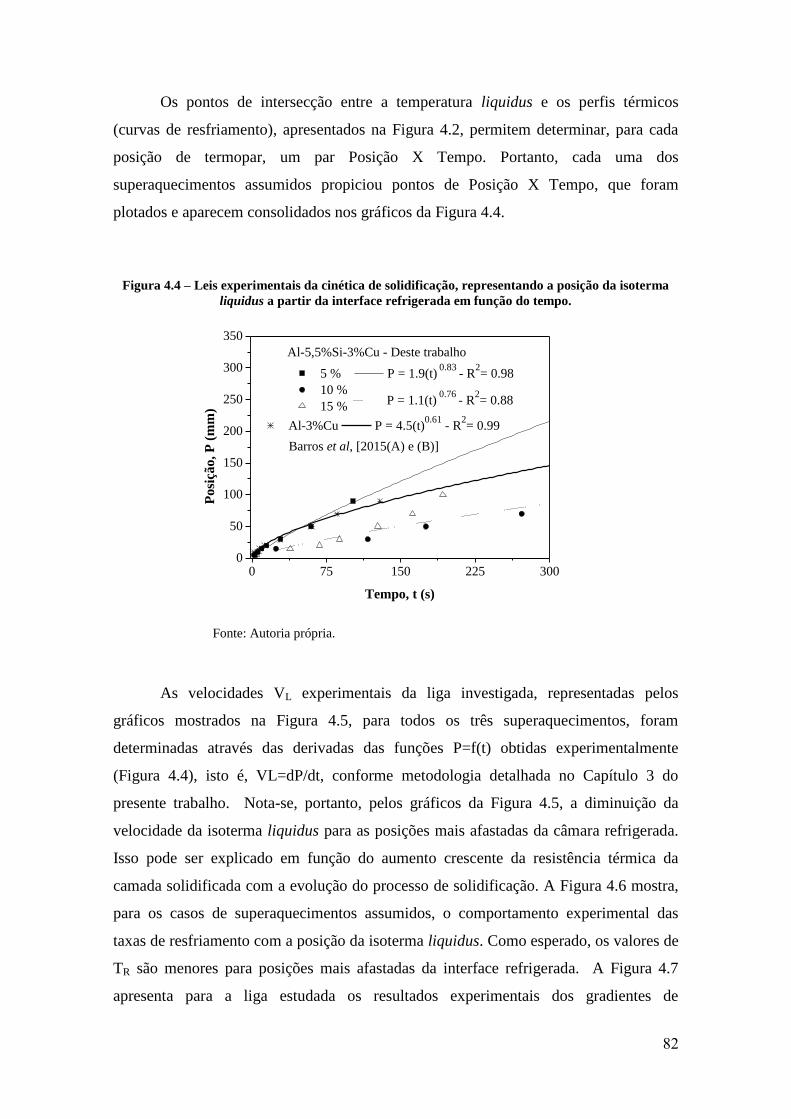
82
Os pontos de intersecção entre a temperatura liquidus e os perfis térmicos
(curvas de resfriamento), apresentados na Figura 4.2, permitem determinar, para cada
posição de termopar, um par Posição X Tempo. Portanto, cada uma dos
superaquecimentos assumidos propiciou pontos de Posição X Tempo, que foram
plotados e aparecem consolidados nos gráficos da Figura 4.4.
Figura 4.4 – Leis experimentais da cinética de solidificação, representando a posição da isoterma
liquidus a partir da interface refrigerada em função do tempo.
Fonte: Autoria própria.
As velocidades VL experimentais da liga investigada, representadas pelos
gráficos mostrados na Figura 4.5, para todos os três superaquecimentos, foram
determinadas através das derivadas das funções P=f(t) obtidas experimentalmente
(Figura 4.4), isto é, VL=dP/dt, conforme metodologia detalhada no Capítulo 3 do
presente trabalho. Nota-se, portanto, pelos gráficos da Figura 4.5, a diminuição da
velocidade da isoterma liquidus para as posições mais afastadas da câmara refrigerada.
Isso pode ser explicado em função do aumento crescente da resistência térmica da
camada solidificada com a evolução do processo de solidificação. A Figura 4.6 mostra,
para os casos de superaquecimentos assumidos, o comportamento experimental das
taxas de resfriamento com a posição da isoterma liquidus. Como esperado, os valores de
TR são menores para posições mais afastadas da interface refrigerada. A Figura 4.7
apresenta para a liga estudada os resultados experimentais dos gradientes de
0 75 150 225 3000
50
100
150
200
250
300
350
P = 1.1(t) 0.76
- R2= 0.88
Al-3%Cu P = 4.5(t)0.61
- R2= 0.99
Barros et al, [2015(A) e (B)]
Al-5,5%Si-3%Cu - Deste trabalho
5 % P = 1.9(t) 0.83
- R2= 0.98
10 %
15 %
Po
siçã
o,
P (
mm
)
Tempo, t (s)

83
temperatura para os três superaquecimentos investigados, destacando que os gradientes
foram calculados a partir da expressão analítica GL = TR.VL (Spinelli, 2004). Igualmente
observados para os comportamentos de VL e TR, verifica-se que os valores de GL
diminuem para posições mais afastadas da chapa molde refrigerada.
Figura 4.5 - Velocidades das isotermas liquidus a partir da interface metal/molde em função da
posição.
Fonte: Acervo do Grupo de Pesquisa em Solidificação
(UFPA/IFPA).
0 20 40 60 80 100 120 1400,0
0,5
1,0
1,5
2,0
2,5
3,0
VL = 0.9(P)
-0.32
Al-3%Cu VL = 7.2(P)
-0.64
Barros et al, 2015(A) e (B)
Al-5,5%Si-3%Cu - Deste trabalho
5 % VL = 1.8(P)
-0.2
10 %
15 %
Vel
oci
dad
e d
a i
sote
rma l
iqu
idu
s, V
L (
mm
/s)
Posição, P (mm)

84
Figura 4.6 – Taxas de resfriamento a partir da interface metal/molde em função da posição para as
ligas estudadas.
Fonte: Acervo do Grupo de Pesquisa em Solidificação (UFPA/IFPA).
Figura 4.7 – Gradientes de temperatura a partir da interface metal/molde em função da posição
para as ligas estudadas.
Fonte: Acervo do Grupo de Pesquisa em Solidificação (UFPA/IFPA).
0 20 40 60 80 100
0
20
40
60
80
100
120
Al-3wt%Cu TR = 616(P)
-1.5 - R
2= 0.96
Barros et al, 2015(A) e (B)
TR = 1639(P)
-2.11- R
2= 0.83
Ta
xa
e r
esfr
iam
ento
, T
R (
K/s
)
Posição, P (mm)
Al-5,5%Si-3%Cu - Deste trabalho
5% TR = 490(P)
-1.14 - R
2= 0.99
10%
15%
0 20 40 60 80 1000
25
50
75
100
125
150
Al-5,5%Si-3%Cu - Deste trabalho
5% GL = 272(P)
-0.94
10%
15% G
L = 1821(P)
-1.79
Al-3wt%Cu GL = 85(P)
-0.86
Barros et al, 2015 (A) e (B)
Gra
die
nte
de
tem
per
atu
ra, G
L (
K/m
m)
Posição, P (mm)
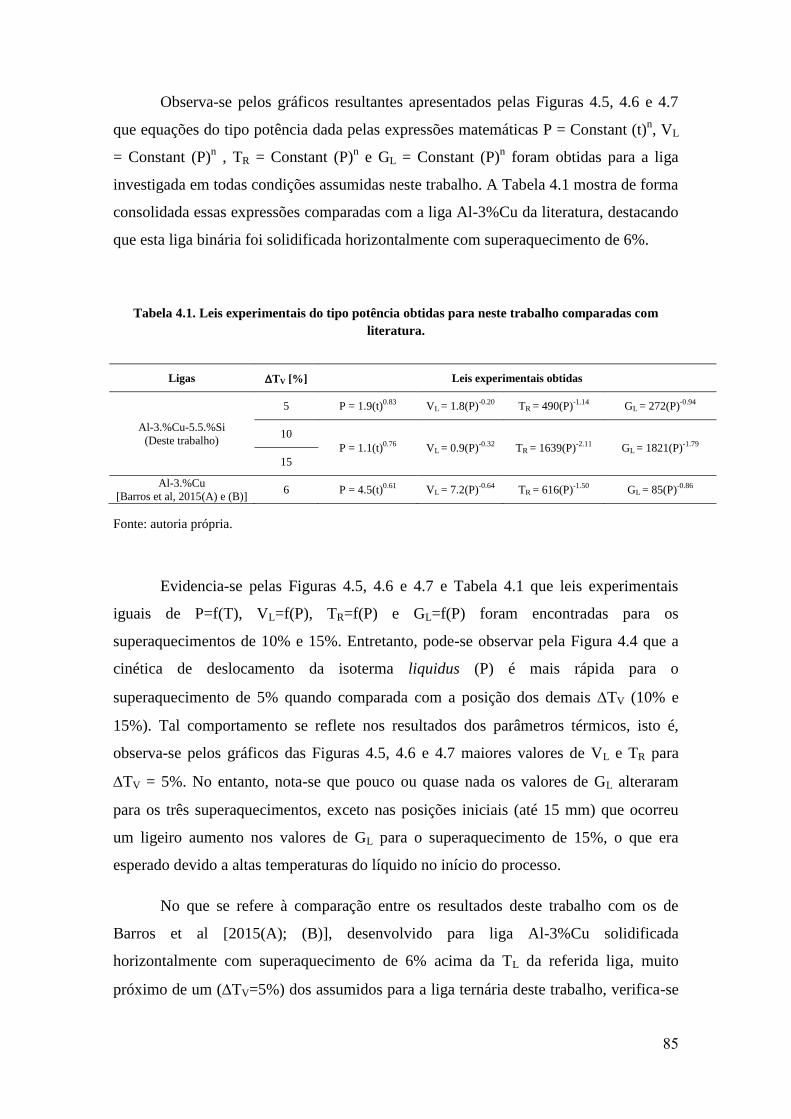
85
Observa-se pelos gráficos resultantes apresentados pelas Figuras 4.5, 4.6 e 4.7
que equações do tipo potência dada pelas expressões matemáticas P = Constant (t)n, VL
= Constant (P)n , TR = Constant (P)
n e GL = Constant (P)
n foram obtidas para a liga
investigada em todas condições assumidas neste trabalho. A Tabela 4.1 mostra de forma
consolidada essas expressões comparadas com a liga Al-3%Cu da literatura, destacando
que esta liga binária foi solidificada horizontalmente com superaquecimento de 6%.
Tabela 4.1. Leis experimentais do tipo potência obtidas para neste trabalho comparadas com
literatura.
Fonte: autoria própria.
Evidencia-se pelas Figuras 4.5, 4.6 e 4.7 e Tabela 4.1 que leis experimentais
iguais de P=f(T), VL=f(P), TR=f(P) e GL=f(P) foram encontradas para os
superaquecimentos de 10% e 15%. Entretanto, pode-se observar pela Figura 4.4 que a
cinética de deslocamento da isoterma liquidus (P) é mais rápida para o
superaquecimento de 5% quando comparada com a posição dos demais TV (10% e
15%). Tal comportamento se reflete nos resultados dos parâmetros térmicos, isto é,
observa-se pelos gráficos das Figuras 4.5, 4.6 e 4.7 maiores valores de VL e TR para
TV = 5%. No entanto, nota-se que pouco ou quase nada os valores de GL alteraram
para os três superaquecimentos, exceto nas posições iniciais (até 15 mm) que ocorreu
um ligeiro aumento nos valores de GL para o superaquecimento de 15%, o que era
esperado devido a altas temperaturas do líquido no início do processo.
No que se refere à comparação entre os resultados deste trabalho com os de
Barros et al [2015(A); (B)], desenvolvido para liga Al-3%Cu solidificada
horizontalmente com superaquecimento de 6% acima da TL da referida liga, muito
próximo de um (TV=5%) dos assumidos para a liga ternária deste trabalho, verifica-se
Ligas TV [%] Leis experimentais obtidas
Al-3.%Cu-5.5.%Si
(Deste trabalho)
5 P = 1.9(t)0.83
VL = 1.8(P)-0.20
TR = 490(P)-1.14
GL = 272(P)-0.94
10
P = 1.1(t)0.76
VL = 0.9(P)-0.32
TR = 1639(P)-2.11
GL = 1821(P)-1.79
15
Al-3.%Cu
[Barros et al, 2015(A) e (B)] 6 P = 4.5(t)
0.61 VL = 7.2(P)
-0.64 TR = 616(P)
-1.50 GL = 85(P)
-0.86
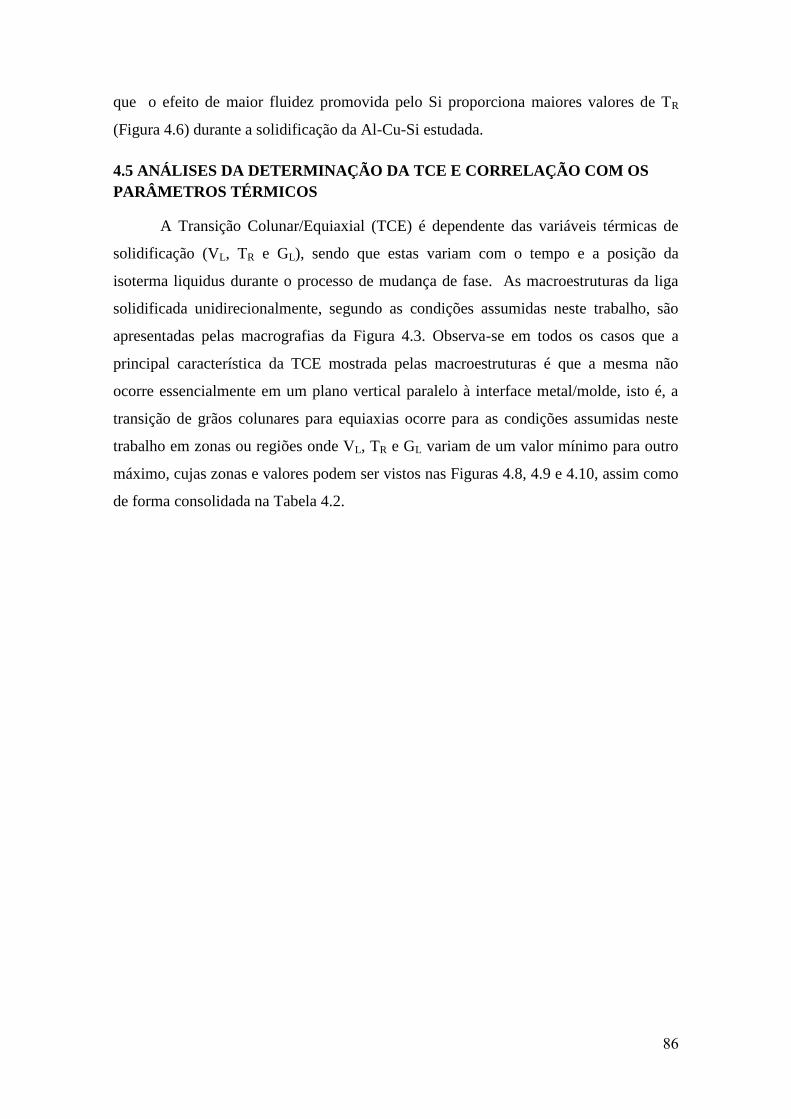
86
que o efeito de maior fluidez promovida pelo Si proporciona maiores valores de TR
(Figura 4.6) durante a solidificação da Al-Cu-Si estudada.
4.5 ANÁLISES DA DETERMINAÇÃO DA TCE E CORRELAÇÃO COM OS
PARÂMETROS TÉRMICOS
A Transição Colunar/Equiaxial (TCE) é dependente das variáveis térmicas de
solidificação (VL, TR e GL), sendo que estas variam com o tempo e a posição da
isoterma liquidus durante o processo de mudança de fase. As macroestruturas da liga
solidificada unidirecionalmente, segundo as condições assumidas neste trabalho, são
apresentadas pelas macrografias da Figura 4.3. Observa-se em todos os casos que a
principal característica da TCE mostrada pelas macroestruturas é que a mesma não
ocorre essencialmente em um plano vertical paralelo à interface metal/molde, isto é, a
transição de grãos colunares para equiaxias ocorre para as condições assumidas neste
trabalho em zonas ou regiões onde VL, TR e GL variam de um valor mínimo para outro
máximo, cujas zonas e valores podem ser vistos nas Figuras 4.8, 4.9 e 4.10, assim como
de forma consolidada na Tabela 4.2.

87
Figura 4.8 – Variáveis térmicas de solidificação na região de ocorrência da TCE para TV = 5%.
Fonte: Autoria própria.
0 10 20 30 40 50 60 70 80 90 100 110 1200
20
40
60
80
(b)
TR
(K
/s)
P (mm)
Al-5.5%Si-3%Cu
TR = 490(P)
-1,14
R2 = 0,99
(2,73 K/s)
Zona
Equaxial
(5,08 K/s)
Zona colunar
0 10 20 30 40 50 60 70 80 90 100 110 1200,50
0,75
1,00
1,25
1,50
1,75
(a)
VL (
mm
/s)
Al-5,5%Si-3%Cu
VL = 1,8(P)
-0,20
P (mm)
Zona colunar
(0,80 mm/s) (0,72 mm/s)
Zona
equiaxial
0 10 20 30 40 50 60 70 80 90 100 110 1200
10
20
30
40
50
60
70
(c)
Al-5,5%Si-3%Cu
GL = 272(P)
-0,94
GL (
K/m
m)
P (mm)
Zona
equiaxial
(3,76 K/mm)(6,29 K/mm)
Zona colunar
TCE
TCE
TCE

88
Figura 4.9 – Variáveis térmicas de solidificação na região de ocorrência da TCE para TV = 10%.
Fonte: Autoria própria.
0 10 20 30 40 50 60 70 80 90 100
0
10
20
30
(b)
(0,2 K/s)(0,9 K/s)
Zona equiaxialZona colunar
Al-5,5%Si-3%Cu
TR = 1639(P)
-2,11
TR
(K
/s)
P (mm)
0 10 20 30 40 50 60 70 80 90 1000,0
0,2
0,4
0,6
0,8
1,0
(a)
(0,23 mm/s)(0,29 mm/s)
Zona equiaxial
Al-5.5%Si-3%Cu
VL = 0,9(P)
-0,32
VL (
mm
/s)
P (mm)
Zona colunar
0 10 20 30 40 50 60 70 80 90 1000
10
20
30
40
50
60
(c)
Al-5,5wt.%Si-3wt.%Cu
GL = 1821(P)
-1,79
GL (
K/m
m)
P (mm)
(0,91 K/mm)(3,14 K/mm)
Zona equiaxialZona colunar
TCE
TCE
TCE

89
Figura 4.10 – Variáveis térmicas de solidificação na região de ocorrência da TCE para TV = 15%.
Fonte: Autoria própria.
0 10 20 30 40 50 60 70 80 90 1000,2
0,4
0,6
0,8
1,0
1,2
(a)
Al-5,5%Si-3%Cu
VL = 0,9(P)
-0,32
VL (
mm
/s)
P (mm)
Zona equiaxial
(0,29 mm/s)
(0,32 mm/s)
Zona
colunar
0 10 20 30 40 50 60 70 80 90 100
0
20
40
60
80
100
(b)
Al-5.5%Si-3%Cu
TR = 1639(P)
-2,11
TR
(K
/s)
P (mm)
(0,9 K/s)
Zona equiaxial
(1,84 K/s)
Zona
colunar
TCE
TCE
90
Tabela 4.2 - Resultados experimentais dos parâmetros térmicos associados à TCE.
Fonte: Autoria Própria.
Geralmente, maiores taxas de extração de calor pelo molde favorecem o
desenvolvimento da região colunar, porque os gradientes térmicos resultantes impedem
o desenvolvimento de uma zona equiaxial à frente dos grãos colunares, o que
impossibilita o crescimento equiaxial (Spinelli, 2004), é o que se verifica na liga Al-
3%Cu-5,5%Si solidificada com TV = 5%, isto é, observa-se para este TV uma maior
extensão no comprimento da zona colunar (55 a 95 mm) para TR variando entre 5,08
K/s a 2,73 K/s, respectivamente, conforme observado na Figura 4.3. Entretanto, durante
a solidificação horizontal os efeitos de convecção devem ser considerados como
principais parâmetros de influência na extensão do crescimento colunar.. Nesse sentido,
os efeitos combinados das convecções térmica e mecânica, provocadas,
respectivamente, pelo superaquecimento e movimentação de soluto, parecem ser
responsáveis pela diminuição da extensão da zona colunar com o aumento dos valores
de TV, conforme pode ser observado pela Figura 4.3. A combinação desses referidos
efeitos contribui para a fragmentação dos ramos dendríticos colunares que, ao mesmo
tempo, promovem a dissipação do superaquecimento, aumentando a sobrevivência
destes ramos que nucleiam como grãos equiaxiais, diminuindo o comprimento da zona
colunar. Isso permitiu a verificação da ocorrência da TCE para a liga analisada, nas
condições assumidas neste trabalho, numa região em que VL, TR e GL variam entre uma
faixa de valores, conforme mostram as Figuras 4.8 a 4.10 e Tabela 4.2.
Liga
Superaquecimento
TV [%]
Zona da TCE
[mm] VL
[mm/s]
TR
[K/s]
GL
[K/mm]
Al-3%Cu-5,5%Si
(Deste trabalho)
5 55 – 95 0,8 – 0,72 5,08 – 2,73 6,29 – 3,76
10 35 – 70 0,29 – 0,23 0,9 – 0,2 3,14 – 0,91
15 25 – 35 0,32 – 0,29 1,84 – 0,9 5,73 – 3,14
Al-3%Cu
Barros et al
[2015(A) e (B)
6 90 – 125 0,40 – 0,33 0,72 – 0.44 1,77 – 1,34
91
Spinelli et al (2004) elaboraram estudos sobre TCE para ligas Sn-Pb durante a
solidificação vertical ascendente, onde os efeitos convectivos observados na
solidificação horizontal também estão presentes. Esses autores concluíram que a
segregação de soluto em frente à interface de solidificação, promovida pelos efeitos
combinados da gravidade e convecção de movimentação de soluto no liquido, foi
responsável pela antecipação da transição colunar equiaxial. Posteriormente Silva et al
(2009) também desenvolveram estudos sobre solidificação direcional horizontal
transiente em ligas Sn-Pb e os referidos autores , igualmente observados por Spinelli et
al (2004) e por este trabalho, concluíram que a convecção termo-solutal foi responsável
pela antecipação da TCE e que as características da transição não ocorreram de forma
abrupta, isto é, o perfil da mesma ocorreu de forma semelhante ao do presente trabalho.
Mais recentemente Costa (2013) desenvolveu um trabalho para ligas
multicomponentes da séria Al-6%Cu-(2,5, 4 e 8)%Si, solidificadas horizontalmente, e o
perfil da TCE encontrado pelo autor também foi semelhante ao deste trabalho. Costa
(2013) relatou em seu trabalho que a TCE ocorreu de maneira antecipada na região
inferior dos lingotes e que a mesma demonstrou ser retardada nas zonas mais próximas
ao topo dos lingotes, formando, desta maneira, um perfil de gradiente e de taxas de
resfriamento da região superior para a região inferior das amostras. Os resultados deste
trabalho e os de Costa (2013) contrariam os observados por Moutinho (2011) e
Carvalho et al (2014) que investigaram ligas binária Al-(3, 7 e 9)%Si, solidificadas
horizontalmente, cujos resultados encontrados mostram que a TCE ocorre de forma
abrupta em um único plano para todas as composições de Si analisadas. No entanto, ao
contrário de Costa et al (2013) que observou a antecipação da TCE para maiores valores
de Si, a posição da TCE nos estudos de Moutinho (2011) e Carvalho et al (2014) não
sofreram influência do elemento Si. Rocha et al (2015) apresentaram à literatura os
primeiros estudos de solidificação direcional sobre TCE com ligas multicomponentes à
base de alumínio da mesma série investigada no presente trabalho, isto é, Al-3%Cu-
(5,5, 7 e 9)%Si. Convém ressaltar que os estudos de Rocha et al (2015) foram para
solidificação direcional vertical ascendente e os resultados encontrados no que se
referem às características da TCE foram que as mesmas ocorreram, como esperado, de
forma abrupta, mas, ao contrário dos trabalhos de Costa et al (2012), Moutinho (2011)
Carvalho et al (2014) a TCE foi retardada com o aumento do teor de Si, isto é, a
extensão da zona colunar aumentou para maiores teores de silício.

92
Visando analisar o efeito do ligante Si adicionado à liga binária Al-3%Cu para
formação da liga Al-3%Cu-5,5%Si, bem como a influência da direção de crescimento
(vertical e horizontal) na formação da transição colunar/equiaxial, a Figura 4.11
apresenta macroestruturas de solidificação obtidas neste trabalho e aquelas resultantes
dos estudos de Barros et al [2015(B) ] e Rocha et al (2015) para as ligas Al-3%Cu e Al-
3%Cu-5,5%Si, solidificadas, respectivamente, nas direções horizontal e vertical. Nota-
se o efeito do elemento Si na antecipação da TCE da Al-3%Cu-5,5%Si comparada à
liga Al-3%Cu, solidificadas na mesma direção de crescimento (horizontal). Por outro
lado, verificam-se características diferentes na formação da TCE para diferentes
direções de crescimento, isto é, enquanto que na solidificação horizontal a TCE ocorre
em uma zona de transição, onde grãos colunares e equiaxiais coexistem, na direção
vertical ascendente a transição ocorre de forma abrupta, ou seja, em um único plano. A
Figura 4.12 permite observar a região de transição de grãos colunares para equiaxiais
bem como a coexistência nesta região de microestruturas dendríticas colunares e
equiaxiais.
Figura 4.11 – Macrografias apresentando macroestruturas resultantes deste trabalho comparadas
com as obtidas da literatura.
Fonte: Autoria Própria.
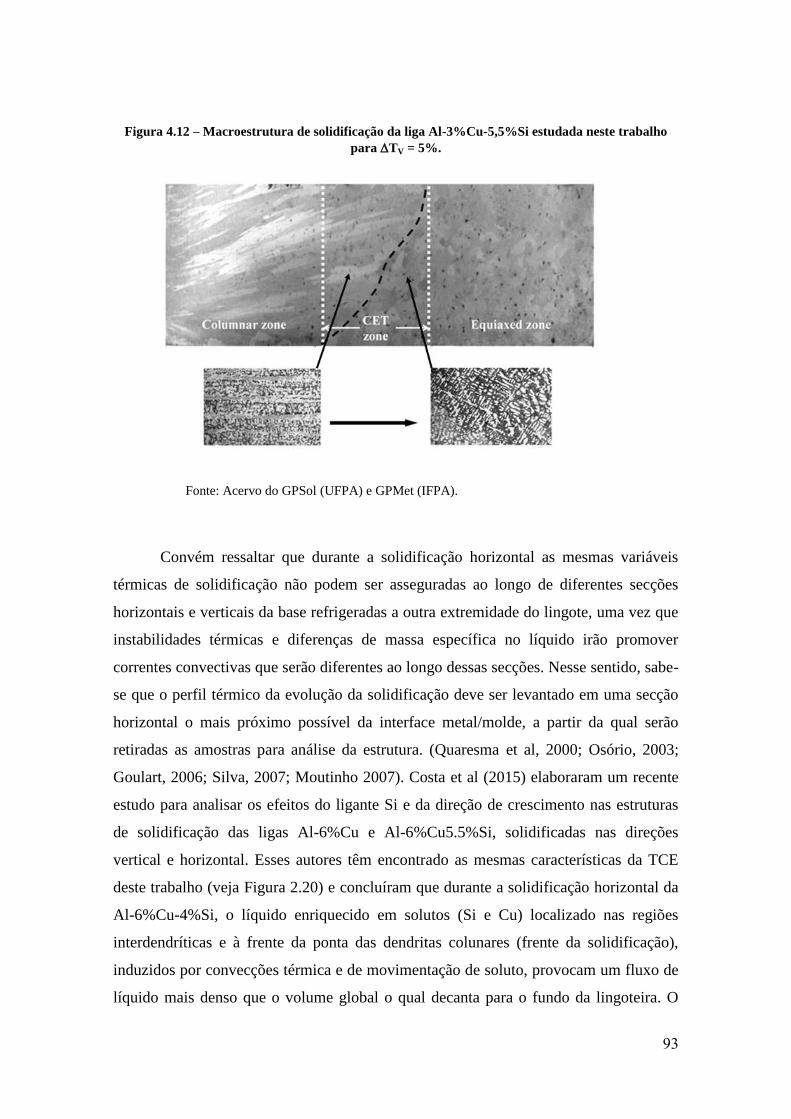
93
Figura 4.12 – Macroestrutura de solidificação da liga Al-3%Cu-5,5%Si estudada neste trabalho
para TV = 5%.
Fonte: Acervo do GPSol (UFPA) e GPMet (IFPA).
Convém ressaltar que durante a solidificação horizontal as mesmas variáveis
térmicas de solidificação não podem ser asseguradas ao longo de diferentes secções
horizontais e verticais da base refrigeradas a outra extremidade do lingote, uma vez que
instabilidades térmicas e diferenças de massa específica no líquido irão promover
correntes convectivas que serão diferentes ao longo dessas secções. Nesse sentido, sabe-
se que o perfil térmico da evolução da solidificação deve ser levantado em uma secção
horizontal o mais próximo possível da interface metal/molde, a partir da qual serão
retiradas as amostras para análise da estrutura. (Quaresma et al, 2000; Osório, 2003;
Goulart, 2006; Silva, 2007; Moutinho 2007). Costa et al (2015) elaboraram um recente
estudo para analisar os efeitos do ligante Si e da direção de crescimento nas estruturas
de solidificação das ligas Al-6%Cu e Al-6%Cu5.5%Si, solidificadas nas direções
vertical e horizontal. Esses autores têm encontrado as mesmas características da TCE
deste trabalho (veja Figura 2.20) e concluíram que durante a solidificação horizontal da
Al-6%Cu-4%Si, o líquido enriquecido em solutos (Si e Cu) localizado nas regiões
interdendríticas e à frente da ponta das dendritas colunares (frente da solidificação),
induzidos por convecções térmica e de movimentação de soluto, provocam um fluxo de
líquido mais denso que o volume global o qual decanta para o fundo da lingoteira. O

94
resultado de tal fenômeno refletiu no perfil da macroestrutura de solidificação. Ainda,
os referidos autores também observaram a antecipação da TCE para a liga Al-6%C-
4%Si solidificada horizontalmente, provocada pela segregação de Si à frente da
solidificação devido à convecção. A Figura 4.13 apresenta um esquema representativo
do efeito convectivo nas três direções crescimento, explicando desta maneira os
fenômenos observados neste trabalho e nos de Spinelli et al (2004) e Costa et al (2015)
no que se refere às instabilidades de acúmulo de soluto nas regiões interdendríticas e à
frente da solidificação, promovida pelo arraste do mesmo devido a convecção atuante
nas direções vertical ascendente e horizontal. Vale ressaltar que análises de
microssegregação foram realizadas no trabalho de Costa et al (2015) para a liga Al-
6%Cu-4%Si, solidificada nas direções vertical ascendente e horizontal, cujos perfis
resultantes de Si e Cu têm comprovado um perfil crescente de solutos (Si e Cu) das
regiões interdendríticas para a frente da interface da solidificação horizontal (veja
Figura 2.20).
Figura 4.13 – Esquema representativo das direções de crescimento e movimentação de soluto: (a)
solidificação vertical ascendente, (b) solidificação vertical descendente e (c) solidificação horizontal.
Fonte: Autoria Própria.
ascendente descendente
Horizontal
Gravidade Gravidade Gravidade

95
5. CONCLUSÕES
O estudo experimental desenvolvido neste trabalho, somado às comparações
realizadas tendo como referência outros trabalhos anteriormente realizados sobre o
assunto, permitem que sejam extraídas as seguintes conclusões:
(1) A cinética de solidificação P=C(t)n assim como os valores encontrados para os
parâmetros térmicos VL TR e GL podem ser representados por equações
experimentais expressas na forma de potência do tipo (VL, TR e GL ) = C(P)n,
cujos valores de C e n para a liga Al-3%Cu-5,5%Si para os valores de TV
assumidos, estão apresentados na Tabela 5.1.
Tabela 5.1 – Equações correspondentes aos parâmetros térmicos da ligas Al-Cu-Si investigada.
TV
Valores experimentais obtidos
P=f(t) VL = f(P) TR = f(P) GL=f(P)
5% C = 2,8 e n=0,56 C = 3,5 e n = -0,78 C = 263 e n = -1,74 C = 272 e n = -0,94
10% C = 1,1 e n=0,76 C = 0,9 e n = -0,32 C = 1639 e n = -
2,11
C = 1821 e n = -
1,79
15% C = 1,1 e n=0,76 C = 0,9 e n = -0,32 C = 1639 e n = -
2,11
C = 1821 e n = -
1,79
Fonte: Autoria Própria.
(2) As equações obtidas e apresentadas na Tabela 5.1 permitem concluir que os
parâmetros térmicos VL, TR e GL diminuem com o avanço da isoterma liquidus,
em razão do aumento da resistência térmica imposta pelo avanço da interface
sólido/líquido, contudo o uso do fluido de refrigeração impõe elevados valores
destes parâmetros no início da solidificação (próximo à base refrigerada).
(3) Leis experimentais iguais de P=f(T), VL=f(P), TR=f(P) e GL=f(P), foram
encontradas para os superaquecimentos de 10% e 15%, conforme valores das
constantes C e n mostrados na Tabela 5.1, entretanto, observou-se que a cinética
de deslocamento da isoterma liquidus (P) é mais rápida para o superaquecimento
de 5% quando comparada com a posição dos demais. Tal comportamento

96
refletiu-se nos resultados dos parâmetros térmicos, ou seja, notaram-se maiores
valores de VL e TR para TV = 5%. Por outro lado, observou-se que pouco ou
quase nada os valores de GL alteraram para os três superaquecimentos, exceto
nas posições iniciais (até 15 mm) que ocorreu um ligeiro aumento nos valores de
GL para o superaquecimento de 15%.
(4) A análise da comparação entre os resultados do presente trabalho e os de Barros
et al [2015(A); (B)], desenvolvido para liga Al-3%Cu, ambos considerando os
mesmos valores de TV, permitiu constatar que o efeito de maior fluidez
promovida pelo Si proporcionou maiores valores de TR durante a solidificação
da Al-Cu-Si estudada.
(5) Através das observações proferidas pelas macrografias da liga solidificada
horizontalmente, segundo as condições assumidas neste trabalho, permitiu
observar que a principal característica da TCE mostrada pelas macroestruturas é
que a mesma não ocorre essencialmente em um plano vertical paralelo à
interface metal/molde, isto é, verificou-se em todos os lingotes obtidos que a
TCE ocorre em zonas onde VL, TR e GL variam de um valor mínimo para outro
máximo, cujos valores se encontram consolidados na Tabela 4.2.
(6) Os efeitos combinados das convecções térmica e mecânica, provocadas,
respectivamente, pelo superaquecimento e movimentação de soluto, parecem ser
responsáveis pela diminuição da extensão da zona colunar com o aumento dos
valores de TV.
(7) Análises comparativas entre as macroestruturas de solidificação obtidas neste
trabalho e aquelas resultantes dos estudos de Barros et al [2015(B) ] e Rocha et
al (2015) para as ligas Al-3%Cu e Al-3%Cu-5,5%Si, solidificadas,
respectivamente, nas direções horizontal e vertical, permitiu evidenciar o efeito
do elemento Si na antecipação da TCE para a liga Al-3%Cu-5,5%Si comparada
à liga Al-3%Cu, solidificadas na mesma direção de crescimento (horizontal).
97
(8) No que se refere à influência da direção de crescimento da solidificação, as
análises comparativas efetuadas permitiram observar características diferentes
na formação da TCE para diferentes direções de crescimento, isto é, enquanto
que na solidificação horizontal a TCE ocorre em uma zona de transição, onde
grãos colunares e equiaxiais coexistem, na direção vertical ascendente a
transição ocorre de forma abrupta, ou seja, em um único plano.
(9) Convém ressaltar que os estudos da literatura elaborados para formular os
mecanismos que explicam o surgimento das zonas macroestruturais foram
analisados por observações teóricas e experimentais, exclusivamente para ligas
binárias. Nada se conhece sobre comprovações dessas teorias para ligas
multicomponentes.
(10) Finalmente, é importante salientar, neste momento, que é necessário o
desenvolvimento de estudos complementares relacionados à macro e
microssegregação em ligas multicomponentes a fim de que sejam melhores
compreendidos os eventos termofísicos que promovem tal comportamento à
TCE, tendo em vista que a solidificação horizontal por apresentar também um
gradiente de temperatura na mesma direção e sentido da gravidade, leva a um
estudo que deve ser aprofundado sob o ponto de vista físico e matemático como
bidimensional.
5.1. SUGESTÕES PARA TRABALHOS FUTUROS
Considerando os resultados obtidos, as discussões realizadas e as conclusões
apresentadas neste trabalho as principais linhas de pesquisa sugeridas, a partir do
mesmo, para a análise da TCE, são as seguintes:
1. Analisar a influência de correntes convectivas na macro e microssegregação das
ligas investigadas neste trabalho, objetivando o melhor entendimento dos
eventos termofísicos que promoveram o comportamento observado para as TCE
identificadas.

98
2. Investigar a influência da convecção termossolutal nas propriedades mecânicas
de diferentes sistemas de ligas solidificadas direcionalmente em sistemas de
configuração horizontal.
3. Aprofundar os estudos sobre TCE para outros sistemas de ligas
multicomponentes, visando observar as características ocorridas.
99
REFERÊNCIAS
ARES, A.E.; GASSA, L.M.; GUEIJMAN, S.F.; SCHVEZOV, C.E. Correlation
between thermal parameters, structures, dendritic spacing and corrosion behavior
of Zn–Al alloys with columnar to equiaxed transition. Journal of Crystal Growth, v.
310, p.1355-1361, 2007.
ARES, A.E.; GUEIJMAN, S.F.; SCHVEZOV, C.E. An experimental investigation of
the columnar-toequiaxed grain transition in aluminum-copper hypoeutectic and
eutectic alloys. Journal of Crystal Growth, v. 312, p.2154-2170, 2010.
ARES, A.E.; SCHVEZOV, C.E. Solidification parameters during the columnar-to-
equiaxed transition in lead-tin alloys. Metallurgical and Materials Transactions A, v.
31, p.1611-1625, 2000.
ASM international.; Metals Handbook - Castings, OH, 1998.
BADILLO, A.; BECKERMANN, C. Phase-field simulation of the columnar-to-
equiaxed transition in alloy solidification. Acta Materialia, v.54, p. 2015-2026, 2006.
BARROS, A.S.; MAGNO, I.A .; SOUZA, F.A.; MOTA, C.A.; MOREIRA, A.L.;
SILVA, M.A.; ROCHA, O.L. Measurements of Microhardness During Transient
Horizontal Directional Solidification of Al-Rich Al-Cu Alloys: Effect of Thermal
Parameters, Primary Dendrite Arm Spacing and Al2Cu Intermetallic Phase. Met.
Mater. Int, v. 21, n. 3, p. 429-439, 2015(B).
BILONI, H.; CHALMERS, B. Origin of the Equiaxed Zone in Small Ingots. Journal
of Material Science, v. 3, p. 139, 1968.
BILONI, H.; MORANDO, R. On the nature of the chill zone in ingot solidification.
Trans. Metal. Soc. AIME, v. 242, p.1121, 1968.
BOEIRA, A.P. Macrossegregacao e Formação de Poros na Solidificação de ligas Al-
Cu: Modelagem Numérica e Desenvolvimento Experimental. 2006. Tese
(Doutorado)- Universidade Estadual de Campinas, Campinas, São Paulo, 2006.
BOUCHARD, D.; KIRKALDY, J. S. Prediction of dendrite arm spacings in
unsteady and steady-state heat flow of unidirectionally binary alloys. Metallurgical
and Materials Transactions B, v. 28B, p. 651-663, 1997.

100
BOWER T. F. ;FLEMINGS M. C. Formation of the zone in ingot solidification.
Transactions of the Metallurgical Society of AIME, v. 239, p. 216, 1967.
BURDEN M. H.; HUNT, J. D. A Mechanism for The Columnar to Equiaxed
Transition in Casting or Ingots. Metalurgical. Transactions, v. 6A, p. 240-4, 1975.
CANTÉ, M. V. Solidificação Transitória, Microestrutura e Propriedades de Ligas
Al-Ni. 2009. Tese (Doutorado)- Universidade Estadual de Campinas, Campinas, São
Paulo, 2009.
CANTÉ, M.V.; CRUZ, K.S.; SPINELLI, J.E.; CHEUNG, N.; GARCIA A.
Experimental analysis of the columnarto- equiaxed transition in directionally
solidified Al-Ni and Al-Sn alloys. Materials Letters, v. 61, p.2135-2138, 2007.
CARVALHO, D. L. B. Correlação entre parâmetros térmicos e espaçamentos
dendríticos primários de ligas Al-Si durante a solidificação direcional horizontal.
2013. Tese (Mestrado) – Universidade Federal do Pará, Belém, Pará, 2013.
CARVALHO, D.B.; MOREIRA, A.L.; MOUTINHO, D.J.; FILHO, J.M.; ROCHA,
O.L.; SPINELLI, J.E. The columnar to equiaxed transition of horizontal unsteady-
state directionally solidified Al-Si alloys. Materials Research, v. 17, n.2, p. 498-510,
2013.
CHALMERS, B. The structure of ingots. The Journal of the Australian Institute of
Metals, v. 8, p. 255, 1968.
COSTA , T. A.; MOREIRA, A.L.; MOUTINHO, D.J.; DIAS, M.; FERREIRA, I.L.;
SPINELLI, J.E.; ROCHA, O.L.; GARCIA, A. Growth direction and Si alloying
affecting directionally solidified structures of Al–Cu–Si alloys. Materials Science
and Technology, v. 31, n. 9, p.1103-112, 2015.
CRUZ, K. A. S. Microestrutura de solidificação, resistência mecânica e ao desgaste
de ligas Al-Sn e Al-Si. 2008. Tese (Doutorado) – Universidade Estadual de Campinas,
Campinas, São Paulo, 2008.
ÇADIRLI, E. Effect of solidification parameters on mechanical properties of
directionally solidified Al-Rich Al-Cu alloys. Metals Materials International, v19, p.
411-422, 2013.
101
ÇADIRLI, E.; GÜNDÜZ, M. The directional solidification of Pb-Sn alloys. Journal
of Materials Science, v. 35, p. 3837-3848, 2002.
DIAS FILHO, J. M. S. Análise Teórico-Experimental dos Espaçamentos
Dendríticos Primários e Secundários da Liga Al-6%Cu Solidificada
Unidirecionalmente sob Condições Transitórias de Extração de Calor. 2012.
Trabalho de Conclusão de Curso – Instituto Federal de Educação, Ciência e Tecnologia
do Pará, Belém, Pará, 2012.
DIAS FILHO, J.M.S. Análises Térmica e Microestrutural na Solidificação de Ligas
Monofásica e Peritéticas do Sistema Zn-Ag. 2013. Tese (Mestrado) - Universidade
Estadual de Campinas, Campinas, São Paulo, 2013.
DING, G. L.; TEWARI, S. N. Dendritic Morphologies of Directionally Solidified
Single Crystal Along Different Crystallographic Orientations. Journal of Crystal
Growth, v. 236, p. 420-428, 2002.
DOHERTY, R.D.; COOPER, P.D.; BRADBURY, M.H., HONEY, F.J. On the
columnar-to-equiaxed transition in small ingots. Metallurgical Transactions, v. 8, p.
397-402, 1977.
DONG, H.B.; Lee P.D. Simulation of the columnar-to-equiaxed transition in
directionally solidified Al–Cu alloys. Acta Materialia. v. 53, p. 659–668, 2005.
EASTON, M.; DAVIDSON, C.; JOHN, D.; Effect of alloy composition on the
dendrite arm spacing of multicompoent aluminum alloys. Metals & Materials
Society, v. 41A, p.1528-1538, 2010.
FERREIRA, I. L. Analises Numérica, Analítica e Experimental da
Macrossegregacao Inversa na Solidificação. 2004. Tese (Doutorado) - Universidade
Estadual de Campinas, Campinas,São Paulo. 2004.
FERREIRA, I. L.; SIQUEIRA, C.; SANTOS, C. A.; GARCIA, A. Theoretical and
experimental analysis of inverse segregation during unidirectional solidification of
an Al6.2wt%Cu alloy. Scripta Materialia, v.49, p. 339 - 344, 2003.
FLEMINGS, M. C. Solidification Processing. New York: McGraw-Hill, 1974.
102
FLOOD, S.C.; HUNT, J.D. Columnar and equiaxed growth: I. A model of a
columnar front with a temperature dependent velocity. Journal of Crystal Growth,
v. 82, p. 543-551, 1987.
FLOOD, S. C.; HUNT, J. D. Columnar and equiaxed growth I. A model of a
columnar front with a temperature dependent velocity. Journal of Crystal Growth,
v. 82, p. 543-551, 1987(A).
FLOOD, S. C.; HUNT, J. D. Columnar and equiaxed growth II. Equiaxed growth
ahead of a columnar front. Journal of Crystal Growth, v. 82, p. 552-560, 1987(B).
FREDRIKSSON, W.H.; OLSSON, A; WEST, R. Macrossegregation in ingots. Scand.
J. Metallurgy, v. 15, p. 104-112, 1986.
GANDIN, C. A.; ESHELMAN, M.; TRIVEDI, R. Orientation Dependence of
Primary Dendrite Spacing. Metallurgical and Materials Transactions A, v. 27A, p.
2727-2739, 1996.
GANDIN, C.A. From Constrained to Unconstrained Growth During Directional
Solidification. Acta Materialia. v. 48, p. 2483-2501, 2000.
GARCIA, A.; Solidificação: Fundamentos e Aplicações. Campinas-SP: Editora da
Unicamp, 2ª. edição, 2007.
GARCIA, A. Solidificação: fundamentos e aplicações. Campinas-SP: Editora da
Unicamp, 1ª. edição, 2001.
GARCIA, A.; PRATES, M. Mathematical model for the unidirectional solidification
of metals I: Cooled molds. Metallugical Transactions, v. 98, p. 449-453, 1978.
GEYING, A.; LIXIN, L. Dendrite spacing in unidirectionally solidified Al-Cu alloy.
Journal of Crystal Growth, v. 80, p. 383-392, 1987.
GOMES, L.G.; MOUTINHO, D.J.; FERREIRA, I.L.; ROCHA, O.L.; GARCIA, A. The
growth of secondary dendritic arms in directionally solidified Al-Si-Cu alloys: a
comparative study with binary Al-Si alloys. Appl. Mech. Mater., v.719-720, p. 102–
105, 2015.
103
GOMES, L. G. Microestrutura Dendrítica, Macrossegregação e Microporosidade
na Solidificação de Ligas Ternaria Al-Si-Cu. 2012. Tese (Doutorado)- Universidade
Estadual de Campinas, Campinas, São Paulo. 2012.
GOULART, P. R. Caracterização da Microestrutura de Solidificação de Ligas Al-
Fe e Correlação com Propriedades Mecânicas. 2010. Tese (Doutorado) -
Universidade Estadual de Campinas, Campinas, São Paulo. 2010.
GRUGEL, R. N.; Secondary and ternary dendrite arm spacing relationships in
irectionally solidified Al-Si alloys. Journal of Materials Science, v. 28, p. 677-683,
1992.
GUIMARÃES. E. C. Influência de Parâmetros Térmicos e espaçamentos
Dendríticos Secundários na Microdureza de Ligas Hipoeutéticas Al-Si
Direcionalmente Solidificadas sob Condições Transientes. 2014. Tese (Mestrado) -
Universidade Federal do Pará, Belém, Pará, 2014.
GÜNDÜZ, M.; ÇARDILI, E. Directional Solidification of Aluminium–Copper
Alloys. Materials Science and Engineering A, v. 327, p. 167–185, 2002.
HEIBERG, G.; NOGITA, K.; RANES, M.; DONS, A.L.; DAHLE, A.; ARNBERG, L.
Einfluss von magnesium, eisen und kupfer auf die eutektische erstarrung von
untereutektischen Al-Si legierungen. Giesserei – Praxis, v.12, p.439-447, 2002.
HUNT, J. D. Keynote Address: Cellular and primary dendrite spacings,
International Conference on Solidification and Casting of Metals. Metals Society, p.
3-9, 1979.
HUNT, J. D.; LU, S. Z. Numerical modeling of cellular array growth: spacing and
structure predictions. Metallurgical and Materials Transactions A, v. 27A, p. 611-623,
1996.
HUNT, J.D. Steady state columnar and equiaxed growth of dendrites and eutectic.
Materials Science and Engineering, v.65, p.75-83, 1984.
JONG, S. H.; HWANG, W. S. Study of funtional relationship of fraction of solid
with temperature in mushy range for A356 Al alloys. AFS Transactions, v. 100, pp.
1067-1077, 1992.

104
KIRKALDY, J. S.; LIU, L. X.; KROUPA, A. Thin Film Forced Velocity Cells and
Cellular/Dendrites - I. Experiments, Acta Metallurgica Materialia, v. 43, n. 8, p.
2891-2904, 1995.
KIRKWOOD, D. H. A Simple Model for dendritic arm coaserning during
solidification. Material science and Engineering, v.73,1985.
KURZ, W.; FISHER, D. J. Dendrite growth at the limit of stability: Tip radius and
spacing. Acta Metallurgica, v. 29, p. 11-20, 1981.
KURZ, W.; FISHER, D. J. Fundamentals of Solidification. Switzerland: Trans Tech
Public., p.85-90, 1984 / 1986 / 1989 /1992.
LEE, P. D., ATWOOD, R. C.; Simulation of the three-dimensional morphology of
solidification porosity in Al-Si alloy. Acta Mater, v. 51, p. 5447-5466, 2003.
LI, X.; FAUTRELLE, Y.; REN, Z. Influence of a high magnetic field on columnar
dendrite growth during directional solidification. Acta Materialia, v. 55, p. 5333–
5347, 2007.
LIU, D. Study on connecting of directional – organization Ti-Al alloys. 2006 Tese
(mestrado) – Instituto de Tecnologia Harbin, 2006.
LUDWIG, A.; WU, M. Modeling the columnar-to-equiaxed transition with a three-
phase eulerian approach. Materials Science and Engineering, p. 413–414. 2005.
MAHAPATRA, R.B.; WEINBERG, F. The columnar to equiaxed transition in tin-
lead alloys. Metallurgical Transactions B, v.18, p.425-432, 1987.
MARTORANO, M.A.; BECKERMANN, C.; GANDIN, C.A. A solutal interaction
mechanism for the columnar-to-equiaxed transition in alloy solidification. Metal.
Marter. Trans, v.34, p.1657, 2003.
MARTORANO, M.A.; BISCUOLA, V.B. Predicting the columnar-to-equiaxed
transition for a distribution of nucleation undercoolings. Acta Materialia, v. 57,
p.607-615, 2009.
105
MARTORANO, M.A.; CAPOCCHI, J.D.T. Heat transfer coefficient at the metal
mold interface in the unidirectional solidification of Cu-8%Sn alloys. International
journal of Heat and Mass transfer, v.43, p. 2541, 2000.
MCCARTNEY, D. G.; HUNT, J. D. Measurements of cell and primary dendrite
arm spacings in directionally solidified aluminium alloys. Acta Metallurgica. v. 29,
p. 1851-1863, 1981.
MOUTINHO, A. M. Influência da Convecção Termossolutal na Transição Colunar-
Equiaxial de Ligas Al-Si sob Condições Unidirecionais e Transitórias de Extração
de Calor. 2011. Tese (Mestrado)-Universidade Federal do Pará, Belém, Pará. 2011.
MOUTINHO, D. J. C. Analise da Evolução Microestrutural e da Formação de
Macrossegregacao e Microporosidade na Solidificação Unidirecional Transitória
de Ligas Ternarias Al-Cu-Si. 2012. Tese (Doutorado) – Universidade Estadual de
Campinas, Campinas, São Paulo. 2012.
MOUTINHO, D. J. C. Influência dos Parâmetros Térmicos de Solidificação na
Transição Colunar/Equiaxial em Ligas do Sistema Sn-Pb Sob Condições
Transitórias de Extação de Calor. 2007. Dissertação (Mestrado)- Universidade
Federal do Pará, Belém, 2007.
MUOJEKWU, C. A.; SAMARASEKERA, I. V.; BRIMACOMBE, J. K. Heat Transfer
and Microstructure during the Early Stages of Metal Solidification. Metallurgical
and Materials Transactions B, v. 26B, p. 361-374, 1995.
NOGUEIRA, M. R. A. Influência da Convecção Termossolutal nos Espaçamentos
Dendríticos Primários Durante a Solidificação Direcional Horizontal de Ligas Sn-
Pb. 2011. Tese (Mestrado) - Universidade Federal do Pará, Belém, Pará, 2011.
NOGUEIRA, M. R. A.; CARVALHO, D.B.; MOREIRA, A.L.; FILHO, D. J.M.;
ROCHA, O.L. Espaçamentos dendríticos primários da liga Sn-5%Pb solidificada
direcionalmente em um sistema horizontal. Revista Matéria, v. 17, n. 2, p.1009-1023,
2012.

106
O’DELL S. P.; DING G. I; TEWARI S. N. Cell/dendritedistribution directionally
solidified hypoeutectic Pb-Sb alloys. Metallurgical and Materials Transactions A, v.
30A, p. 2159-2165, 1999.
OHNO, A. The Solidification of Metals. Japan: Chijin Shokan, 1976.
OKAMOTO, T.; KISHITAKE, K. Dendritic strusture in unidirectionally solidified
aluminum, tin, and zinc base binary alloys. Journal of Crystal Growth, v. 29, p. 137-
146, 1975.
OLIVEIRA, R. O. M. Tratamento térmico t6 aplicado em rodas de liga leve de
motocicleta. Tese (Mestrado) - Instituto de Tecnologia da Universidade Federal do
Pará, Belém, Pará, 2014.
ORDORICA, M. A. S.; RAPPAZ, M. Twinned dendrite growth in binary aluminum
alloys. Acta Materialia. v. 56, p. 5708-5718, 2008.
OSÓRIO, W. R. Correlação entre Parâmetros da Solidificação, Microestrutura e
Propriedades Mecânicas de Ligas Zn-Al. 2000. Dissertação (Mestrado), Universidade
Estadual de Campinas, Campinas, São Paulo, 2000.
OSÓRIO, W. R.; SANTOS, C.A.; QUARESMA, J.M.V.; GARCIA, A. Mechanical
properties as a function of thermal parameters and microstructure of Zn-Al
castings. Journal of Materials Processing Technology, v.143/44, p.703 - 709, 2003.
OSÓRIO, W. R. R.; SPINELLI, J.E.; FERREIRA, I.L.; GARCIA, A. The roles of
macrosegregation and of dendritic array spacings on the electrochemical behavior
of an Al 4.5wt% cu alloy. Electrochimica Acta, v. 52, p. 3265-3273, 2007.
PERES, M. D. Análises de Parâmetros Térmicos e Estruturais na Solidificação
Direcional com Fluxo de Calor Ascendente das Ligas Al-Si. 2005. Tese (Doutorado)
– Universidade Estadual de Campinas, Campinas, São Paulo. 2005.
PERES, M.D. Desenvolvimento da Macroestrutura e Microestrutura na
Solidificação Unidirecional Transitória de Ligas Al-Si. 2005. Tese (Doutorado) -
Universidade de Campinas, Campinas, São Paulo, 2005.
107
PERES, M.D.; SIQUEIRA, C.A.; GARCIA A. Macrostructural and microstructural
development in Al- Si alloys directionally solidified under unsteady-state
conditions. Journal of Alloys Compounds, v. 381, p.168-181, 2004.
QUARESMA, J. M.V. Correlação entre Condições de Solidificação, Microestrutura
e Resistência Mecânica. Tese (Doutorado) – Universidade de Campinas, Campinas,
São Paulo, 1999.
QUARESMA, J. M. V.; SANTOS, C. A.; GARCIA, A. Correlation between
unsteady-state solidification conditions, dendrite spacings and mechanical
properties. Metallurgical and Materials Transactions A, v. 31A, p.3167-3178, 2000.
RAPPAZ, M.; BOETTINGER, W. J. On Dendritic solidification of multicomponent
alloys with unequal liquid diffusion coefficients. Acta Materialia, v.47, p.3205-3219,
1999.
REINHART, G.; NOËL, N.M.; THI, H.N.; SCHENK, T.; GASTALDI, J.; BILLIA, B.;
PINO, P.;HÄRTWIG, J.; BARUCHEL, J. Investigation of columnar–equiaxed
transition and equiaxed growth of aluminium based alloys by X-ray radiography.
Materials Science and Engineering A, v.14, p. 384–388, 2005.
ROCHA, O. F. L.; GOMES, L.G.; MOUTINHO, D.J.C.; FERREIA, I.L.; GARCIA, A.
The columnar to equiaxed transition in the directional solidification of aluminum
based multicomponent alloys. REM: R. Esc. Minas, v. 68, n.1, p. 085-090, 2015.
ROCHA, O. F. L. Análise Teórico-Experimental da Transição Celular/Dendrítica e
da Evolução da Morfologia Dendrítica na Solidificação Unidirecional em
Condições de Fluxo de Calor Transitório. 2003. Tese (Doutorado) – Universidade
Estadual de Campinas, Campinas. 2003.
ROCHA, O. F. L., SIQUEIRA, C., GARCIA, A. Cellular spacings in unsteady-state
directionally solidified Sn-Pb alloys. Materials Science and Engineering A, v.361,
p.111 - 118, 2003 (A).
ROCHA, O. L.; SIQUEIRA C. A.; GARCIA, A. Cellular/dendritic transition during
unsteady-state unidirectional solidification of Sn-Pb alloys. Materials Science and
Engineering A, v.347, n.1-2, p.59 - 69, 2003 (B).

108
ROCHA, O. L.; SIQUEIRA C. A.; GARCIA, A. Heat flow parameters affecting
dendrite spacings during unsteady state solidification of Sn-Pb and Al-Cu alloys.
Metallurgical and Materials Transactions A, v.34A, p.995-1006, 2003 (C).
ROSA, D. M. Estruturas Celulares, Transição Celular/Dendrítica e Estruturas
Dendríticas na Solidificação Unidirecional Transitória. 2007. Tese (Doutorado) –
Universidade Estadual de Campinas, Campinas, São Paulo, 2007.
ROSA, D. M. Spinelli, J.E., Ferreira I.L., Garcia A. Cellular/dendritic transition and
microstructure evolution during transient directional solidification of Pb-Sb alloys.
Metallurgical and Materials Transactions. v. 39; p. 2161-2174, 2008.
ROSA, D. M. Caracterização da Microestrutura Dendrítica na Solidificação
Vertical Descendente de Ligas Al-Cu. 2004. Tese (Doutorado) - Universidade
Estadual de Campinas, Campinas, São Paulo. 2004.
SÁ, F., Rocha, O. F. L., Siqueira, C. A., Garcia, A. The Effect of Solidification
Variables on Tertiary Dendrite Arm Spacing in Unsteady-State Directional
Solidification of Sn-Pb and Al-Cu Alloys. Materials Science Engineering A, v. 373, p.
131-138, 2004.
SANTOS, C. A.; Influência das Taxas Direcionais de Resfriamento na Evolução da
Solidificação em Sistemas Metal/Molde. 1997. Tese (Doutorado) - Universidade de
Campinas, Campinas, São Paulo, 1997.
SANTOS, C. A.; QUARESMA, J. M. V.; GARCIA, A. Determination of transient
interfacial heat transfer coefficients in chill mold castings. Journal of Alloys and
Compounds, v.319, p.174–186, 2001.
SANTOS, R. G. Transformações de fases: em materiais metálicos. Campinas-SP:
Editora da Unicamp, 2006.
SILVA, J. N.; MOUTINHO, D.J.; MOREIRA, A.L.; FERREIRA, I.L.; ROCHA, O.L.
Determination of heat transfer coefficients at metal–mold interface during
horizontal unsteady-state directional solidification of Sn–Pb alloys. Materials
Chemistry and Physics, v. 130, p. 179–185, 2011.

109
SILVA, J.N.; MOUTINHO, D.J.; MOREIRA, A.L.; FERREIRA, I.L.; ROCHA, O.L.
The columnar to equiaxed transition during the horizontal directional
solidification of Sn-Pb alloys. Journal of Alloys and Compounds, v. 478, p.358-366,
2009.
SILVA. J. N. S. Projeto, Construção e Aferição de um Dispositivo de Solidificação
Unidirecional Horizontal Refrigerado à Água. 2007. Tese (Mestrado)-Universidade
Federal do Pará, Belém, Pará. 2007.
SILVA, M. A. P. S. Solidificação Transitória de Ligas dos Sistemas Monotéticos Al-
Bi, Al-Pb e Al-In. 2011. Tese (Doutorado) - Universidade Estadual de Campinas,
Campinas, São Paulo. 2011.
SIQUEIRA FILHO, C. A., Influência de Parâmetros Térmicos de Solidificação na
Transição Colunar/Equiaxial. 2002. Tese (Doutorado) - Universidade Estadual de
Campinas, Campinas, São Paulo. 2002.
SIQUEIRA FILHO, C.A.; CHEUNG, N.; GARCIA, A. Solidification thermal
parameters affecting the columnarto- equiaxed transition. Metallurgical and
Materials Transactions A, v. 33A, p.2107-2118, 2002.
SIQUEIRA, C.A.; CHEUNG, N.; GARCIA, A. The columnar to equiaxed transition
during solidification of Sn-Pb alloys. Journal of Alloys and Compounds, v. 351,
p.126-134, 2003.
SPINELLI, J.E.; ROSA, D.M.; FERREIRA, I.L.; GARCIA, A. Influence of melt
convection on dendritic spacings of downward unsteady-state directionally
solidified Al-Cu alloys. Mater. Sci. Eng. A, v. 383, p. 271–282, 2004.
SPINELLI, J. E., Influência da Convecção no Liquido nas Variáveis Térmicas e
Estruturais na Solidificação Descendente de Ligas Sn-Pb. 2005. Tese (Doutorado) -
Universidade Estadual de Campinas, Campinas, São Paulo. 2005.
SPINELLI, J.E.; FERREIRA, I.L.; GARCIA, A. Influence of melt convection on the
columnar to equiaxed transition and microstructure of downward unsteady-state
directionally solidified Sn-Pb alloys. Journal of Alloys and Compounds, v. 384, p.217-
226, 2004.

110
STURZ, L.; DREVERMANN, A.; PICKMANN, C.; ZIMMERMANN, G. Influence
of grain refinement on the columnar-to-equiaxed transition in binary Al alloys.
Materials Science and Engineering. v. 413–414, p. 379–383, 2005.
SURI, V.K.; EL-KADDAH, N.; BERRY, J.T. Control of macrostructure in
aluminum casting, part I: determination of columnar/equiaxed transition for Al-
4.5%Cu alloy. AFS Transactions,v. 187, p.191, 1991.
TEWARI, S. N.; CHOPRA, M. A. Break-down of a Planar Liquid-Solid Interface
During Directional Solidification; Influence of Convection. Journal of Crystal
Growth, v. 118, p. 183-192, 1992.
TRIVEDI, R. Interdendritic Spacings. A Comparison of theory and experiment.
Metallurgical and materials Transactions A, v. 15A, n. 6, p. 977-982, 1984.
TRIVEDI, R; LIU, S.; MAZUNDER, P.; SIMSEK, E. Microstructure development in
the directionally solidified Al-4.0 wt% Cu alloy system. Science and Technology of
Advanced Materials, v. 2, p. 309-320, 2001.
VANDYOUSSEFI, M.; GREER, A.L.; WORTH, J. Effect of instability of Ti-C
particles on grain refinement of Al and Al-Mg alloys by addition of Al-Ti-C
inoculants. Mater.Sci. Technol, v.16, p.1121-1128, 2000.
VASCONCELOS, A. J.; SILVA, C.V.A.; MOREIRA, A.L.S.; SILVA, M.A.P.S.;
ROCHA, O.F.L. Influence of thermal parameters on the dendritic arm spacing and
the microhardness of Al-5.5wt.%Sn alloy directionally solidified. REM: R. Esc.
Minas, v. 67, n.2, p. 173-179, 2014.
WANG, C. Y.; BECKERMANN C.; Equixed dendritic solidification with
convection: part imultiscale/multiphase modeling. Metallurgical and Materials
Transactions A. v. 27A, p. 2754-2794. 1996.
WANG, C.Y.; BECKERMANN, C. Prediction of columnar-to-equiaxed transition
during diffusioncontrolled dendritic alloy solidification. Metallurgical and Materials
Transactions A, v.25, p.1081-1093, 1994.
WARREN, J. A.; LANGER J. S. Prediction of dendritic spacings in a directional-
solidification experiment. Physical Review A, v. 47, n. 4, p. 2702-2712, 1993.

111
WILLERS B.; ECKERT, S.; MICHEL, U.; HAASE, I.; ZOUHAR, G. The columnar-
to-equiaxed transition in Pb-Sn alloys affected by electromagnetically driven
convection. Materials Science and Engineering A, v.402, p.55-65, 2005.
WITZKE, S.; RIQUET, J.P.; DURAND, F. Diffusion field ahead of a growing columnar
front: discussion of the columnar-equiaxed transition. Acta Metal, v. 29, p. 365–374,
1981.
WU ,M.; LUDWIG, A.; FJELD, A. Modelling mixed columnar-equiaxed
solidification with melt convection and grain sedimentation-Part II: Illustrative
modeling results and parameter studies. Computational Materials Science, v.50, p.
43-58, 2010.
WU, M.; FJELD, A.; LUDWIG, A. Modelling mixed columnar-equiaxed
solidification with melt convection and grain sedimentation-Part I: Model
description. Computational Materials Science, v. 50, p.32-42, 2010.
YOUNG, K. P.; KIRKWOOD, D. H. The dendrite arm spacing of aluminium-
copper alloys solidified under steady-state conditions. Metallurgical Transaction, v.
98, p. 871-878, 1975.
ZHU, M. F.; STEFANESCU, D. M. Virtual front tracking model for the
quantitative modeling of dendritic growth in solidification of alloys. Acta
Materialia, v. 55, p. 1741–1755, 2007.
ZIV, I.; WEINBERG F. The columnar-to-equiaxed transition in Al 3Pct Cu.
Metallurgical Transactions B, v.20, p.731-734, 1989.







