PROPOSTAS DE MELHORIAS NO
BENEFICIAMENTO DE RESÍDUOS
SÓLIDOS URBANOS POR MEIO DA
SIMULAÇÃO A EVENTOS DISCRETOS
Kelly Carla Dias Lobato (UNIFEI)
Fabiano Leal (UNIFEI)
Josiane Palma Lima (UNIFEI)
A adequada gestão dos resíduos sólidos urbanos (RSU) proporciona
benefícios ao meio ambiente, às cidades e às pessoas que dependem da
renda da coleta e beneficiamento dos RSUs para sobreviver. Contudo,
a complexidade existente nos processoss envolvidos na apropriada
separação dos RSU recicláveis torna necessário o uso de ferramentas
de gestão que permitam o estudo aprofundado dos processos de forma
sistêmica, a fim de avaliar o impacto que as mudanças podem causar
no produto de uma organização. Nesse contexto, este trabalho tem por
objetivo o estudo do processo de seleção de resíduos sólidos urbanos
por meio da modelagem e simulação computacional. O objeto de
estudo foi uma associação de catadores de RSU na cidade de Itajubá,
Minas Gerais, Brasil. O trabalho utilizou métodos quantitativos e
qualitativos de pesquisa. O levantamento de dados contou com
observação, entrevista e questionário. A simulação computacional do
processo possibilitou a visualização do fluxo dos materiais de
processo, a percepção dos gargalos e a realização de experimentos que
simulam cenários os quais buscam aumentar a produtividade da
associação.
Palavras-chaves: Resíduos Sólidos Urbanos (RSU), Simulação,
Produtividade, Beneficiamento
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1.1
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
2 Introdução
No passado, em virtude da natureza orgânica dos resíduos sólidos urbanos (RSU) gerados e da
sua facilidade para degradação, a produção de RSU pela população não causava tanto impacto
sobre o meio ambiente quanto hoje (CAVALCANTE, 2002). Atualmente, as embalagens
utilizadas para proteção e distribuição dos produtos oferecem atratividade e praticidade aos
consumidores, porém aumenta a produção de resíduos sólidos (GRADVOHL, 2001). Assim,
Tratar e dispor adequadamente os RSU são processos necessários e apresentam muitos
benefícios: melhoria das condições ambientais e sanitárias dentro do município, diminuição
no volume de resíduos, economia de energia e de matéria-prima virgem, e ainda, o benefício
social de se criar oportunidades de empregos diretos e indiretos, promovendo a geração de
renda por meio do tratamento dos resíduos sólidos recicláveis.
Aproveitando esta oportunidade de mercado, no Brasil e nos países em desenvolvimento os
catadores de materiais recicláveis organizados em associações têm utilizado cada vez mais os
materiais descartados para fabricação de novos produtos, por meio do beneficiamento e
posterior venda do produto gerado para reciclagem. Porém, o gerenciamento do material
coletado e separado nos depósitos dessas associações ainda é algo que precisa ser melhorado
(OLIVEIRA, LIMA e LIMA, 2009). Por outro lado, buscam-se ferramentas que podem
auxiliar a melhoria do processo produtivo nas associações, tal como o uso da modelagem
conceitual e computacional por meio do mapeamento e da simulação, respectivamente.
Segundo Spina (2007) a simulação possibilita a análise dos resultados de uma solução sem a
necessidade de implementá-la, além de possibilitar o estudo de vários cenários de ações que
demandam custos elevados e que não se sabe ao certo o resultado que será obtido com sua
implementação. Esta ferramenta permite, ainda, a compreensão adequada de todas as
atividades que participam do processo possibilitando a identificação dos principais gargalos
do sistema, e assim atuar sobre estes em busca de melhores resultados produtivos.
Nesse contexto, este trabalho tem por objetivo buscar alternativas que aumentem a
produtividade do processo de seleção de materiais recicláveis em uma Associação de
Catadores Itajubenses de Material Reciclável (ACIMAR), em Itajubá, Minas Gerais. Para
tanto, se utilizou o método de simulação computacional, desde a sua concepção com a
modelagem conceitual, passando pela implementação com a modelagem computacional até as
análises do modelo operacional, como auxílio à tomada de decisão. Foi realizada a revisão da
literatura para a caracterização do problema da coleta seletiva no Brasil e a contextualização
de simulação computacional. O estudo foi viabilizado pelo levantamento primário de dados
por meio de observação, entrevista e questionário para modelagem do processo de separação
dos materiais da associação estudada e posterior estudo de cenários.
3 A Cadeia Produtiva no Tratamento de Resíduos Sólidos Urbanos
Dentro do processo de coleta seletiva, o beneficiamento de RSU representa a geração de
emprego e renda para milhares de pessoas. Contudo, em 42% das cidades brasileiras ainda
não existem iniciativas de coleta de seletiva dos RSU (ABRELPE, 2010) devido o custo
envolvido para os municípios (O’LEARY e WALSH, 1999; MONTEIRO et al., 2001). E
ainda, outro fator que agrava a situação da reciclagem no Brasil, é a falta de um sistema
corretamente dimensionado com relação à capacidade de armazenagem e beneficiamento dos
resíduos nos centros de triagem (SIMONETTO e BORENSTEIN, 2006). Por se tratar de
organizações com fins lucrativos, as associações de catadores necessitam de uma estrutura

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
capaz de gerir com eficiência todas as etapas do processo e, assim, se tornarem um
empreendimento sustentável.
Apesar desses problemas citados, segundo D’Almeida e Vilhena (2000), uma usina de
triagem e compostagem, quando bem operada, permite diminuição de 50%, em média, do
volume de resíduos sólidos que seria destinado aos aterros, permitindo, com isso, redução de
custos dos serviços e do aumento da vida útil dos aterros sanitários. A sustentabilidade dessa
cadeia produtiva é mantida quando a coleta seletiva diminui o volume de resíduos sólidos que
vai para os aterros sanitários, ou quando os RSU são encaminhados para centrais de triagem,
mantidas por cooperativas de catadores, que têm um trabalho mais digno do que vasculhar
lixões.
De um modo geral, os processos relacionados ao tratamento dos RSU abrangem as etapas de
coleta, que consiste em recolher o material na rua; beneficiamento, que seria o tratamento
adequado ao material coletado; e disposição final na qual os resíduos sólidos que passam pelo
processo de reciclagem ou compostagem, são transformados em matéria-prima e retornam à
cadeia produtiva. Segundo Simonetto e Borenstein (2006) na etapa da reciclagem os materiais
são transportados para uma unidade de triagem, onde é feita uma separação mais criteriosa
dos materiais visando a sua comercialização. As unidades de triagem devem possuir prensas
para que os materiais recicláveis como papel, papelão, alumínio e plástico, possam ser
enfardados para facilitar a estocagem, transporte e comercialização.
Portanto, são vários os processos envolvidos desde a geração dos resíduos sólidos até seu
destino final. Já para as associações de catadores, a maior importância é dada aos processos de
beneficiamento dos RSU, pois são os que fazem parte da estrutura de produção na
organização. Dentro dessa cadeia, o processo produtivo das associações consiste na coleta dos
materiais, distribuição nos boxes, triagem, prensagem e amarração dos fardos, armazenagem e
comercialização. Assim, para alcançar o sucesso do empreendimento, uma organização deve
gerir seus processos de forma organizada, utilizar técnicas para observar os gargalos
existentes e buscar a melhoria da produtividade com análises frequentes sobre a existência de
atividades que não agregam valor e que poderiam ser eliminadas, simplificadas ou
combinadas.
O gargalo pode estar situado em qualquer elo da cadeia produtiva e ser consequência de
causas materiais, como baixa qualidade dos insumos de produção e capacidade de
equipamentos, de causas organizacionais, tal como estrutura organizacional, formas de
organização do trabalho, ou ainda de procedimentos adotados ou motivacionais, como, por
exemplo, salários e esforço despendido (PARREIRA, OLIVEIRA e LIMA, 2009). Além das
origens citadas de um gargalo produtivo, vale ressaltar o seu caráter dinâmico. Ao ser
descoberto o gargalo dentro de uma cadeia produtiva, deve-se encontrar as causas sua baixa
produtividade e então buscar soluções para os problemas localizados. Porém, depois de
sanado o problema deste gargalo outra atividade do processo pode se tornar o novo gargalo do
sistema, necessitando novos estudos para a melhoria do sistema.
4 Projeto de Simulação
A simulação computacional de sistemas produtivos é utilizada como uma poderosa ferramenta
para o planejamento, o projeto e o controle de sistemas produtivos complexos (SILVA, 2006).
Segundo O’Kane et al. (2000) algumas aplicações para o uso de simulação em ambientes
manufatureiros seria: auxiliar no planejamento de layouts; planejar fábricas e ajudar nas
decisões sobre a capacidade necessária na planta; definir o tamanho dos estoques
intermediários e analisar os efeitos no tempo de passagem com as mudanças na planta; guiar o
desenvolvimento de processos; avaliar o impacto das estratégias de manufatura. Já Banks et

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
al. (2005) afirmam que o maior benefício da utilização da simulação é a possibilidade de
obter uma visão geral (macro) do efeito de uma pequena mudança (micro) no sistema. De
uma maneira geral, o processo de simulação pode ser dividido em três fases: concepção,
implementação e análise como mostra e descreve a Figura 1.
Figura 1– Fases de um Estudo de Simulação [Adaptado de Montevechi et al. (2010)]
De acordo com Moreira (2001), na primeira etapa (concepção), os objetivos da simulação
devem ser claramente definidos, a fim de delimitar a amplitude, guiar o processo de
modelagem, a profundidade das análises e os recursos disponíveis. Esta definição inicial do
problema pode ser alterada durante a realização do processo de simulação, conforme a
necessidade. Pereira e Chwif (2010) advertem que o projeto de simulação nunca é um
objetivo final do estudo, mas sim uma ferramenta para alcançá-lo. Assim, como objetivos de
um processo de simulação pode-se citar, por exemplo: a identificação de gargalos, filas
excessivas, baixa produtividade, nível de serviço inadequado, verificação do atendimento de
metas de produtividade ou níveis de serviço, seja em expansões de sistemas existentes ou em
projetos de sistemas novos.
Na etapa da modelagem conceitual é importante evitar modelos complexos com detalhes
irrelevantes e que não compreende completamente as questões fundamentais do sistema. Para
evitar esses erros, o modelo abstrato deve ser desenvolvido com alguma técnica de
representação, a fim de torná-lo mais fiel a realidade, de modo que outras pessoas possam
entendê-lo (PINHO et al., 2009). A técnica de modelagem conceitual utilizada neste trabalho
é o IDEF-SIM (Integrated Definition methods-Simulation) proposto por Leal et al. (2008). A
etapa de avaliação do modelo conceitual busca verificar se o modelo atende aos objetivos da
simulação, representando corretamente o sistema em estudo. Como o modelo será utilizado
nas etapas seguintes do processo de simulação, esta etapa é decisiva para o processo uma vez
que a incoerência do modelo poderá impedir o êxito nas fases seguintes do processo de
simulação (LEAL, 2003).
A etapa da coleta de dados é um dos aspectos mais difíceis de uma simulação, pois é preciso
conseguir dados de entrada com qualidade suficiente, quantidade e variedade para obter uma
análise razoável e confiável (VICENT, 1998). O tratamento consiste em utilizar técnicas para

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
identificar as possíveis falhas nos valores amostrados e aumentar o conhecimento a cerca do
fenômeno, tendo como resultado um modelo probabilístico que representará o fenômeno
aleatório em estudo e este será incorporado ao modelo de simulação (PINHO et al., 2009).
Para Pereira e Chwif (2010) a dedicação desta parcela de tempo na elaboração do modelo
conceitual se faz necessária, pois a inexistência de um modelo conceitual, ou a utilização de
um modelo mal elaborado, provavelmente levará a um modelo computacional que poderá
exigir muito retrabalho ou que não seja capaz de atender aos objetivos da simulação. Na etapa
da modelagem computacional deve-se também ter o cuidado de não elaborar modelos muito
complexos, mas que atendam ao objetivo inicial do projeto de simulação. Finalmente, a etapa
de análise e estudos de cenários permite que o programador utilize o modelo computacional
criado, frente sua validação, para desenhar experimentos que permitam buscar soluções ao
objetivo traçado na primeira etapa do projeto. É importante ressaltar o grande benefício que
este estudo de cenário traz ao processo analisado, uma vez que não há necessidade de
alterações físicas para ver os resultados gerados, e assim, em vista da resistência de mudanças
por parte dos trabalhadores, poupam-se desgastes desnecessários com tentativas frustradas de
resolução de problemas.
5 Metodologia
O trabalho utiliza a modelagem e simulação como métodos quantitativos de pesquisa e
análises qualitativas por meio da pesquisa bibliográfica e coleta de dados. O levantamento de
dados contou com a observação, entrevista e questionário, possibilitando a elaboração do
modelo conceitual, computacional e estudo de cenários.
Utilizou-se como objeto de estudo uma Associação de Catadores do município de Itajubá –
MG, Brasil. A cidade está situada na região sul do estado de Minas Gerais, a 418 Km da
capital do estado, considerada uma típica cidade média brasileira, com aproximadamente
100.000 habitantes e densidade populacional de 402,7 hab/km². No município a ACIMAR,
Associação dos Catadores Itajubenses de Material Reciclável, é uma das responsáveis pela
coleta seletiva e conta com o apoio da secretaria de meio ambiente da cidade (OLIVEIRA,
LIMA e LIMA, 2009).
Trabalhos anteriores (LOBATO e LIMA, 2010) mostraram que com relação ao volume
coletado, os materiais plásticos possuem maior representatividade e são compostos por PET
verde, PET transparente, PET óleo, Tetra park, PEAD branco, PEAD colorido e plásticos em
geral, ocupando um grande espaço nas instalações da ACIMAR. Porém, quando se considera
a quantidade de fardos produzidos, é expressiva a participação do papelão, se comparado aos
plásticos e papéis, como principal material manuseado e trabalhado dentro da associação.
Entretanto, apenas papéis, plásticos e papelão são enfardados pela ACIMAR. Além da coleta
de material nas ruas da cidade, a ACIMAR conta com doações de materiais de empresas da
região. Entre os materiais recebidos, papelão e plástico são os que são doados em maiores
quantidades, sendo ainda, que o primeiro representa 80% do total das doações. O lucro
proveniente dos materiais recebidos de doações é dividido entre todos os associados.
5.1 Modelagem Conceitual
A primeira etapa do projeto de simulação foi estabelecer o objetivo do projeto que norteou o
desenvolvimento das etapas seguintes. Assim, o objetivo deste projeto foi buscar alternativas
ao sistema produtivo que proporcione aumento da quantidade de fardos produzidos
diariamente, e como consequência incrementar os salários recebidos pelos membros da
ACIMAR.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
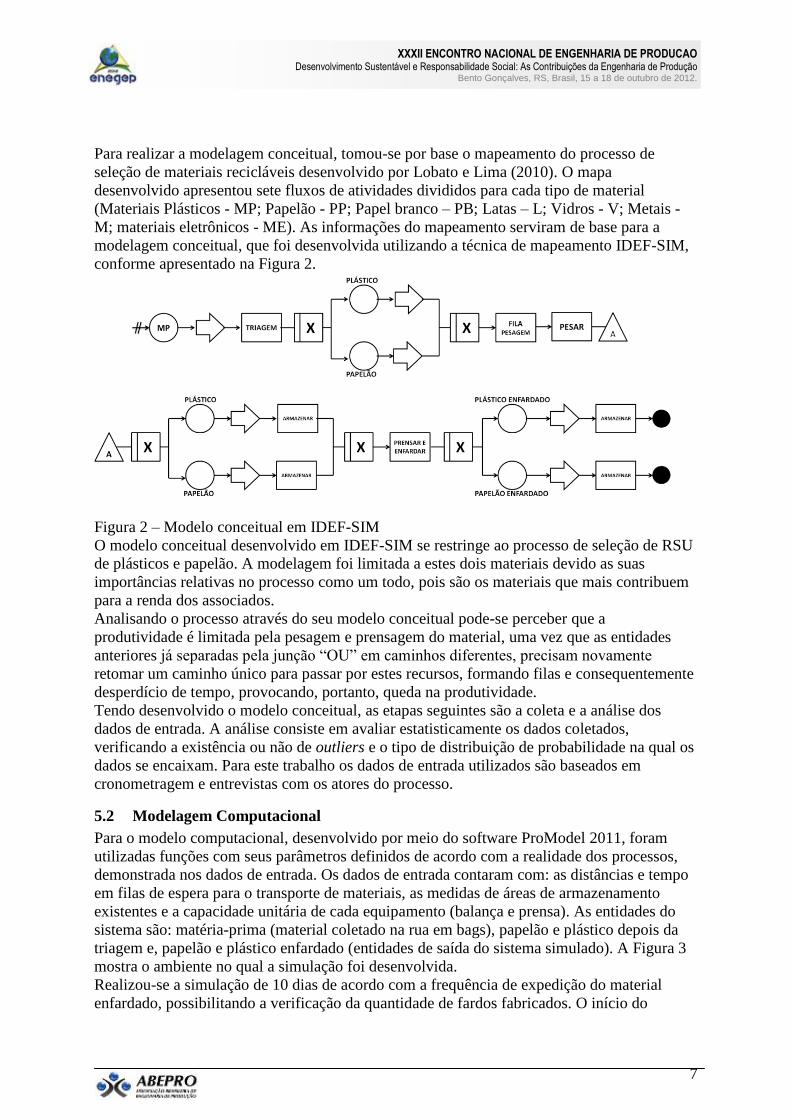
Para realizar a modelagem conceitual, tomou-se por base o mapeamento do processo de
seleção de materiais recicláveis desenvolvido por Lobato e Lima (2010). O mapa
desenvolvido apresentou sete fluxos de atividades divididos para cada tipo de material
(Materiais Plásticos - MP; Papelão - PP; Papel branco – PB; Latas – L; Vidros - V; Metais -
M; materiais eletrônicos - ME). As informações do mapeamento serviram de base para a
modelagem conceitual, que foi desenvolvida utilizando a técnica de mapeamento IDEF-SIM,
conforme apresentado na Figura 2.
Figura 2 – Modelo conceitual em IDEF-SIM
O modelo conceitual desenvolvido em IDEF-SIM se restringe ao processo de seleção de RSU
de plásticos e papelão. A modelagem foi limitada a estes dois materiais devido as suas
importâncias relativas no processo como um todo, pois são os materiais que mais contribuem
para a renda dos associados.
Analisando o processo através do seu modelo conceitual pode-se perceber que a
produtividade é limitada pela pesagem e prensagem do material, uma vez que as entidades
anteriores já separadas pela junção “OU” em caminhos diferentes, precisam novamente
retomar um caminho único para passar por estes recursos, formando filas e consequentemente
desperdício de tempo, provocando, portanto, queda na produtividade.
Tendo desenvolvido o modelo conceitual, as etapas seguintes são a coleta e a análise dos
dados de entrada. A análise consiste em avaliar estatisticamente os dados coletados,
verificando a existência ou não de outliers e o tipo de distribuição de probabilidade na qual os
dados se encaixam. Para este trabalho os dados de entrada utilizados são baseados em
cronometragem e entrevistas com os atores do processo.
5.2 Modelagem Computacional
Para o modelo computacional, desenvolvido por meio do software ProModel 2011, foram
utilizadas funções com seus parâmetros definidos de acordo com a realidade dos processos,
demonstrada nos dados de entrada. Os dados de entrada contaram com: as distâncias e tempo
em filas de espera para o transporte de materiais, as medidas de áreas de armazenamento
existentes e a capacidade unitária de cada equipamento (balança e prensa). As entidades do
sistema são: matéria-prima (material coletado na rua em bags), papelão e plástico depois da
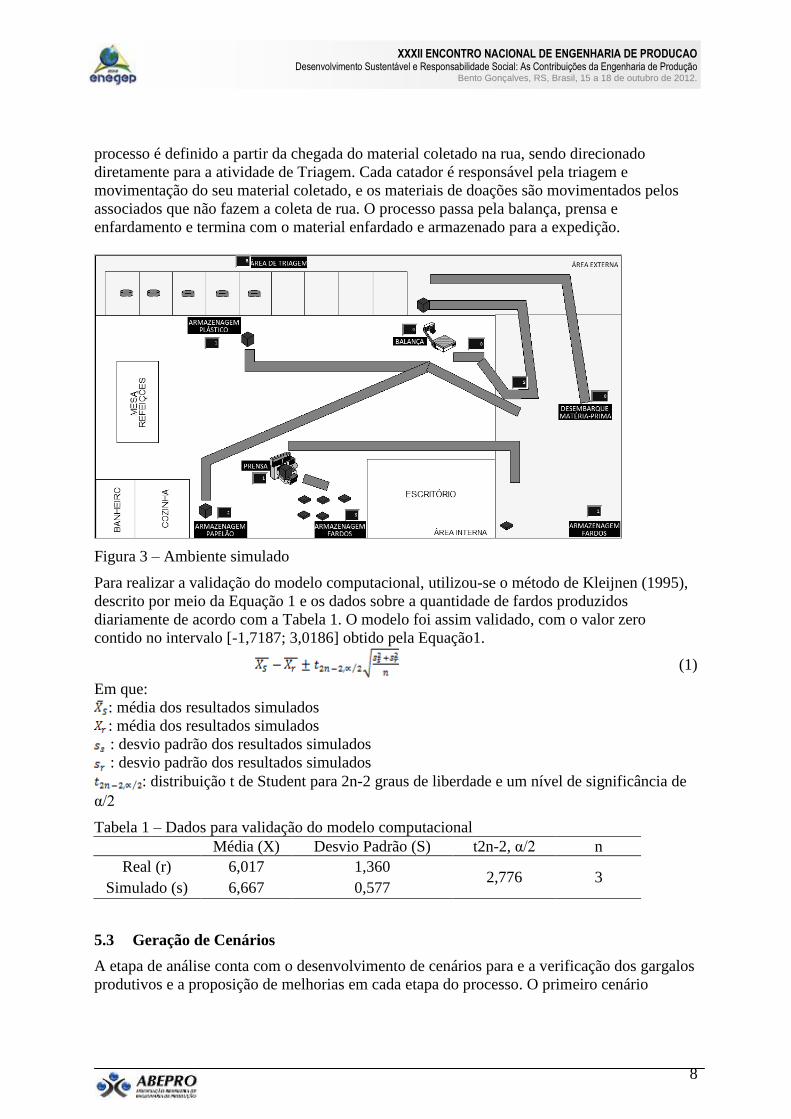
triagem e, papelão e plástico enfardado (entidades de saída do sistema simulado). A Figura 3
mostra o ambiente no qual a simulação foi desenvolvida.
Realizou-se a simulação de 10 dias de acordo com a frequência de expedição do material
enfardado, possibilitando a verificação da quantidade de fardos fabricados. O início do
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
processo é definido a partir da chegada do material coletado na rua, sendo direcionado
diretamente para a atividade de Triagem. Cada catador é responsável pela triagem e
movimentação do seu material coletado, e os materiais de doações são movimentados pelos
associados que não fazem a coleta de rua. O processo passa pela balança, prensa e
enfardamento e termina com o material enfardado e armazenado para a expedição.
Figura 3 – Ambiente simulado
Para realizar a validação do modelo computacional, utilizou-se o método de Kleijnen (1995),
descrito por meio da Equação 1 e os dados sobre a quantidade de fardos produzidos
diariamente de acordo com a Tabela 1. O modelo foi assim validado, com o valor zero
contido no intervalo [-1,7187; 3,0186] obtido pela Equação1.
(1)
Em que:
: média dos resultados simulados
: média dos resultados simulados
: desvio padrão dos resultados simulados
: desvio padrão dos resultados simulados
: distribuição t de Student para 2n-2 graus de liberdade e um nível de significância de
α/2
Tabela 1 – Dados para validação do modelo computacional
Média (X) Desvio Padrão (S) t2n-2, α/2 n
Real (r) 6,017 1,360 2,776 3
Simulado (s) 6,667 0,577
5.3 Geração de Cenários
A etapa de análise conta com o desenvolvimento de cenários para e a verificação dos gargalos
produtivos e a proposição de melhorias em cada etapa do processo. O primeiro cenário

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
representa a situação atual, com utilização dos dados coletados por meio da cronometragem,
entrevista e observações. A Figura 4 apresenta os resultados de saída gerados pelo software.
Figura 4 – Cenário Real: Saídas do modelo
O gráfico da Figura 4 enfatiza o problema já verificado no mapeamento desenvolvido em
trabalhos anteriores (para mais detalhes ver Lobato e Lima, 2010) em que a etapa de
prensagem é um gargalo produtivo importante no processo e, portanto, a produção diária de
fardos fica limitada à disponibilidade do equipamento. A prensa fica em operação em toda a
jornada de um dia de trabalho. Observa-se que 23% da capacidade máxima é destinada a
atividade de triagem, o que condiz com a realidade, uma vez que o restante do turno de
trabalho é direcionado a coleta de material pela cidade. Verifica-se ainda que as áreas de
armazenagem destinadas aos materiais plásticos e papelão, antes da prensagem
(armazenagem1_plastico e armazenagem1_papelao) são também bastante solicitadas após a
triagem em virtude do material que é coletado na rua, mas principalmente em virtude do
material recebido de doação. Como a prensa não consegue processar este material, ocorre o
acúmulo de material na área de armazenagem, antes do enfardamento. Este cenário tem a
produção diária de 6 fardos.
No mapeamento foi observado grande deslocamento dentro do galpão de pessoas para a
realização das atividades e de produtos no processo produtivo. Entretanto, esta etapa não se
mostra como um gargalo produtivo e, assim, sem expressiva porcentagem de utilização. Com
relação as área de armazenagem, o papelão enfardado ocupa de cerca de 8% da área
disponível para este material e a baixa utilização da área destinada à armazenagem de
plásticos enfardados pode ser indício de mau dimensionamento destes espaços, indicando
necessidade de melhoria no layout do galpão. Na intenção de entender melhor o processo
foram simulados mais três cenários distintos, conforme descrito na tabela 2.
Tabela 2 – Resumo dos cenários avaliados
Cenários Descrição
Real 1 prensa
1 operador
Situação atual: uma prensa e um operador que coloca o material
no equipamento, opera a prensa e passa o arame no fardo no
momento do enfardamento
A 1 prensa
2 operadores
Cenário que simula o auxílio de um funcionário ao operador de
prensa, ajudando-o no momento de carregar-la com os materiais a
sempre prensados e na etapa de enfardamento
B 2 prensas
1 operador
Cenário que simula o processo com mais uma prensa, e um
operador responsável por cada uma
C 2 prensas
2 operadores
Cenário que simula o uso de duas prensas e dois operadores para
cada equipamento
No cenário “A” cria-se um modelo com duas pessoas atuando na prensa, simula a situação em
que o ajudante do operador da prensa auxilia no carregamento da prensa com o material a ser

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
processado e ajuda no fechamento do fardo quando finalizada a prensagem, reduzindo assim o
tempo total de operação deste equipamento, conforme mostra a Figura 5.
Figura 5 – Cenário A: Saídas do modelo
Com a utilização de um operador e um ajudante na prensagem, o tempo da realização das
atividades de prensar e enfardar cai para aproximadamente 50%. Percebe-se ainda
considerável redução no uso da área de armazenagem do papelão em virtude da maior
capacidade de processamento da prensa. Como consequência, obteve-se uma aumento na
utilização da área de armazenagem do papelão enfardado de aproximadamente 13%, em
virtude da maior produção de fardos, que passou a ser em média 11 fardos diários,
representando um aumento de produtividade de 83% com relação ao cenário real. No cenário
B utiliza-se 2 prensas, com um operador em cada prensa, sem o auxílio de um ajudante.
Assim, o operador seria responsável por operar o equipamento, carregar o material na prensa
e fechar o fardo. A Figura 6 apresenta os dados de saída do cenário B, com utilização média
das duas prensas em torno de 80% (função prensa_enfardar). A produção diária atinge o valor
de 12 fardos, o que representa o dobro da produção de fardos, se comparado com cenário real,
mas tem pouca variação quando comparado com o cenário A simulado.
Figura 6 – Cenário B: Saídas do modelo
Por fim, o último cenário simulado reflete a situação em que há 2 prensas e 2 operadores para
cada prensa. Neste experimento a produção de fardo chega ao valor médio de 12 fardos
diários, assim como no cenário anterior. Porém, este valor é limitado pela capacidade de
processamento da triagem uma vez que as prensas ficam em média apenas 13% em utilização,
em virtude da falta de material para ser processado. A Figura 7 representa a utilização de cada
função no cenário C. Este cenário vem comprovar o estudo de outros autores (PARREIRA,
OLIVEIRA e LIMA, 2009), de que um dos principais gargalos relacionados ao
beneficiamento de RSU é a triagem de material, que chega ao galpão misturado e sujo com
matéria orgânica.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
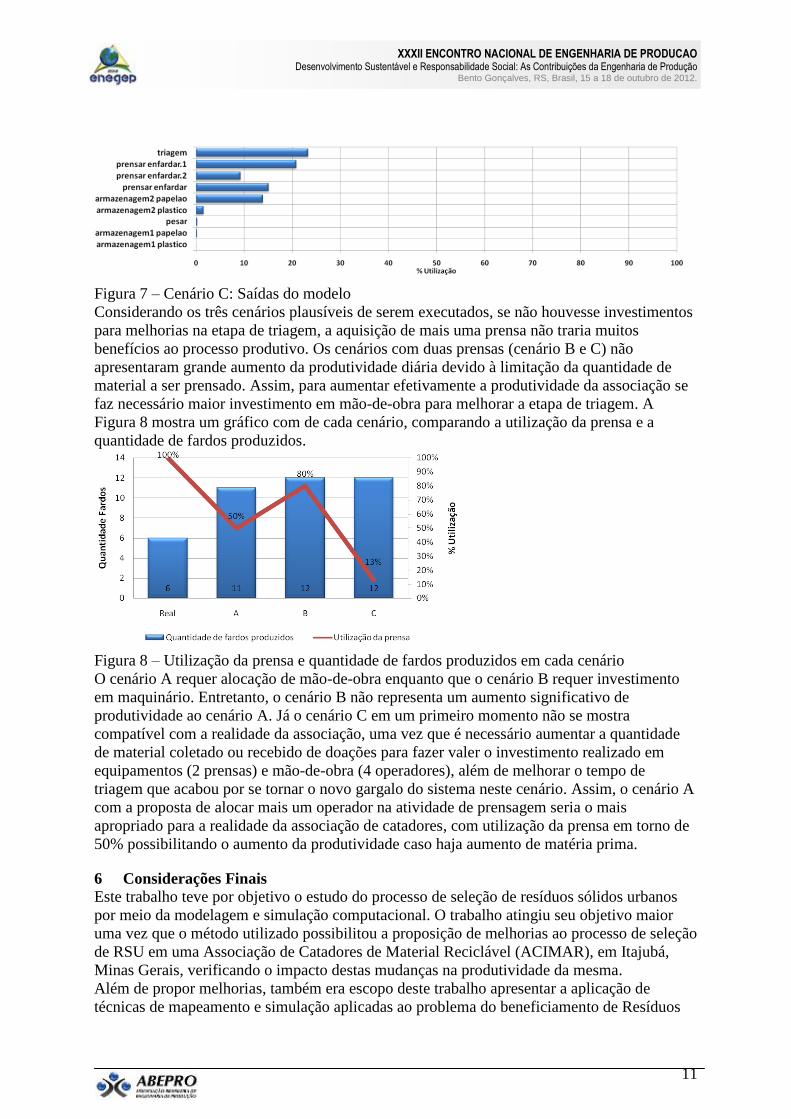
Figura 7 – Cenário C: Saídas do modelo
Considerando os três cenários plausíveis de serem executados, se não houvesse investimentos
para melhorias na etapa de triagem, a aquisição de mais uma prensa não traria muitos
benefícios ao processo produtivo. Os cenários com duas prensas (cenário B e C) não
apresentaram grande aumento da produtividade diária devido à limitação da quantidade de
material a ser prensado. Assim, para aumentar efetivamente a produtividade da associação se
faz necessário maior investimento em mão-de-obra para melhorar a etapa de triagem. A
Figura 8 mostra um gráfico com de cada cenário, comparando a utilização da prensa e a
quantidade de fardos produzidos.
Figura 8 – Utilização da prensa e quantidade de fardos produzidos em cada cenário
O cenário A requer alocação de mão-de-obra enquanto que o cenário B requer investimento
em maquinário. Entretanto, o cenário B não representa um aumento significativo de
produtividade ao cenário A. Já o cenário C em um primeiro momento não se mostra
compatível com a realidade da associação, uma vez que é necessário aumentar a quantidade
de material coletado ou recebido de doações para fazer valer o investimento realizado em
equipamentos (2 prensas) e mão-de-obra (4 operadores), além de melhorar o tempo de
triagem que acabou por se tornar o novo gargalo do sistema neste cenário. Assim, o cenário A
com a proposta de alocar mais um operador na atividade de prensagem seria o mais
apropriado para a realidade da associação de catadores, com utilização da prensa em torno de
50% possibilitando o aumento da produtividade caso haja aumento de matéria prima.
6 Considerações Finais
Este trabalho teve por objetivo o estudo do processo de seleção de resíduos sólidos urbanos
por meio da modelagem e simulação computacional. O trabalho atingiu seu objetivo maior
uma vez que o método utilizado possibilitou a proposição de melhorias ao processo de seleção
de RSU em uma Associação de Catadores de Material Reciclável (ACIMAR), em Itajubá,
Minas Gerais, verificando o impacto destas mudanças na produtividade da mesma.
Além de propor melhorias, também era escopo deste trabalho apresentar a aplicação de
técnicas de mapeamento e simulação aplicadas ao problema do beneficiamento de Resíduos

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
Sólidos Urbanos. Sabe-se das dificuldades encontradas nas associações de catadores,
principalmente quando relacionadas com a gestão e administração dos processos envolvidos.
Portanto, a pesquisa mostra que é possível a intervenção para melhorias no processo de
beneficiamento de materiais recicláveis sem prejudicar o funcionamento das atividades.
O projeto de simulação desenvolvido possibilitou a percepção de algumas especificidades,
como por exemplo, o uso da prensa de forma inadequada se mostrando como o atual gargalo
produtivo da associação. Ainda, com o uso de duas prensas e dois operadores, o novo gargalo
do sistema passaria a ser a atividade de triagem, sem atender a demanda de material
necessária para a operação ideal da prensa. O cenário que simula a utilização de dois
operadores em apenas uma prensa é o que melhor se adapta a realidade da ACIMAR e o que
traria a redução no tempo de processamento dos materiais e um aumento de produtividade de
85% por dia deixando margem ao aumento na quantidade de material coletado e doado.
Portanto, o trabalho possibilitou o entendimento mais aprofundado do processo de seleção de
RSU da ACIMAR e sugestões de melhorias operacionais. Entretanto, recomenda-se para
trabalhos futuros a padronização e racionalização das atividades desempenhadas pelos
associados, além de ferramentas da qualidade como 5S, para então refazer o projeto de
simulação a fim de refinar a análise.
Agradecimentos
Os autores agradecem ao CNPq (Conselho Nacional de Desenvolvimento Científico e
Tecnológico) e à FAPEMIG (Fundação de Amparo à Pesquisa do Estado de Minas Gerais)
pelo apoio financeiro concedido a diversos projetos que subsidiaram o desenvolvimento deste
trabalho.
Referências
ASSOCIAÇÃO BRASILEIRA DE EMPRESAS DE LIMPEZA PÚBLICA E
RESÍDUOS ESPACIAIS - ABRELPE. Panorama dos Resíduos Sólidos no Brasil - 2010.
Disponível em: < http://www.abrelpe.org.br/panorama_edicoes.cfm > Acesso em: jun. 2011.
BANKS, J.; CARSON II, J.S.; NELSON, B.L.; NICOL, D.M. Discrete event system
simulation. 4ed. Prentice Hall. 624p. 2005.
CAVALCANTE, M. D. L. A destinação final de resíduos. Revista Banas Qualidade, n.126,
p.104-106.
D’ALMEIDA, M. L. O.; VILHENA, A. (2000) Lixo Municipal: manual de gerenciamento
integrado. 2.ed. São Paulo: IPT/CEMPRE. 370p. 2002.
GRADVOHL, A. Reciclando o lixo: um sistema de gestão eco eficiente para a reciclagem de
resíduos sólidos nas cidades. Fortaleza: Verdes Mares. 104p. 2001.
KLEIJNEN, J. P. C. Verification and validation of simulation models, European Journal of
Operational Research, v.82, n.1, p. 145-162. 1995.
LEAL, F. Um diagnóstico do processo de atendimento a clientes em uma agência bancária
através de mapeamento do processo e simulação computacional. 224p. Dissertação
(Mestrado em Engenharia de Produção) - Universidade Federal de Itajubá, Itajubá, MG. 2003.
LEAL, F.; ALMEIDA, D. A.; MONTEVECHI, J. A. B. Uma Proposta de Técnica de
Modelagem Conceitual para a Simulação através de Elementos do IDEF. In: Anais do XL
Simpósio Brasileiro de Pesquisa Operacional, João Pessoa, PB. 2008.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
LOBATO, K. C. D.; LIMA, J. P. Caracterização e avaliação de processos de seleção de
resíduos sólidos urbanos por meio da técnica de mapeamento. Revista Engenharia Sanitária e
Ambiental, v.15, n.4, p.347-356, 2010.
MONTEIRO, J. H. P.; ZVEIBIL, V. Z. Manual de Gerenciamento Integrado de Resíduos
Sólidos. Gestão Integrada de Resíduos Sólidos. 15ª.ed. Rio de Janeiro: Instituto Brasileiro de
Administração Municipal, 2001. 204p.
MONTEVECHI, J.A.B.; LEAL, F.; PINHO, A.F.; COSTA, R.F.S.; OLIVEIRA,
M.L.M.; SILVA, A.L.F. Conceptual modeling in simulation projects by mean adapted IDEF:
an application in a Brazilian tech company, In: Proceedings of the Winter Simulation
Conference. p.1624-1635. 2010.
MOREIRA, C.M. Estratégias de Reposição de Estoques em Supermercados: Avaliação por
meio de simulação. Dissertação (Mestrado em Engenharia Produção) - Universidade Federal
de Santa Catarina, Florianópolis, SC. 2001.
O’KANE, J. F.; SPENCELEY, J. R.; TAYLOR, R. Simulation as an essential tool for
advanced manufacturing technology problems. Journal of Materials Processing Technology,
v.107, p.412-424. 2000.
O’LEARY, P.R.; WALSH, P.W. Decision Maker’s Guide to Solid Waste Management. v.2.
2.ed. Washington DC: U.S. Environmental Protection Agency. 372p. 1999.
OLIVEIRA, R. L.; LIMA, J. P.; LIMA, R. S. Logística Reversa: O caso de uma associação
de coleta seletiva de materiais recicláveis em Itajubá – MG. In: Anais do XXIX Encontro
Nacional de Engenharia de Produção, Salvador, BA. 2009.
PARREIRA, G. F.; OLIVEIRA, F. G.; LIMA; F. P. A. O gargalo da reciclagem:
determinantes sistêmicos da triagem de materiais recicláveis. In: Anais do XXIX Encontro
Nacional de Engenharia de Produção, Salvador, BA. 2009.
PEREIRA, W. I.; CHWIF, L. Especificação do modelo conceitual em simulação de eventos
discretos: aplicação em um caso real. In: Anais do XXX Encontro Nacional de Engenharia de
Produção, São Carlos, SP. 2010.
PINHO, A. F.; LEAL, F;. MONTEVECHI, J. A. B.; COSTA, R. F. S. Utilização de
Lego® para o ensino dos conceitos sobre simulação computacional a eventos discretos. In:
Anais do XXIX Encontro Nacional de Engenharia de Produção, Salvador, BA. 2009.
SILVA, A. K. Método para avaliação e seleção de softwares de simulação de eventos
discretos aplicados à análise de sistemas logísticos. 212p. Dissertação (Mestrado em
Engenharia de Sistemas Logísticos) – Escola Politécnica da Universidade de São Paulo, São
Paulo, SP. 2006.
SIMONETTO, E. O.; BORENSTEIN, D. Gestão operacional da coleta seletiva de resíduos
sólidos urbanos – abordagem utilizando um sistema de apoio à decisão. Revista Gestão &
Produção, v.13, n.3, p.449-461. 2006.
SPINA, C. Aplicação de ferramentas Lean seis sigma e simulação computacional ao
aperfeiçoamento de serviços: Roteiro de referência e Estudo de caso. 155p. Dissertação
(Mestrado em Administração) - Escola de Administração de Empresas de São Paulo da
Fundação Getulio Vargas, São Paulo, SP, 2007.
VICENT, S. Input data analysis. In: BANKS, J. Handbook of simulation: Principles,
Methodology, Advances, Applications, and Practice. 1.ed. John Wiley-Interscience, Inc.,
cap.3, 864p. 1998.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
14







