Download - Preparacao de Superficie

MANUAL DE PREPARAÇÃO DE SUPERFÍCIES PARA PINTURA

2
Padrões de limpeza de superfície por jateamento abrasivo (pressurizado) ou por turbina centrífuga
Segundo as normas SIS 005 59 00-67, SSPC VIS 1 e ISO 8501-01
Gra
us d
e co
rros
ão
Grau A Grau B
B St 2
B St 3
B Sa 1
B Sa 2
B Sa 3A Sa 3
A Sa 2 ½ B Sa 2 ½
Lim
peza
man
ual
Lim
peza
mec
ânic
aJa
to c
omer
cial
Jato
lige
iroJa
to a
o m
etal
qu
ase
bran
coJa
to a
o m
etal
br
anco

3
Gra
us d
e co
rros
ão
Gra
us d
e co
rros
ão
Grau C Grau D
C St 2 D St 2
C St 3 D St 3
C Sa 1 D Sa 1
C Sa 2 D Sa 2
C Sa 3 D Sa 3
C Sa 2 ½ D Sa 2 ½
Lim
peza
man
ual
Lim
peza
man
ual
Lim
peza
mec
ânic
a
Lim
peza
mec
ânic
a
Jato
com
erci
al
Jato
com
erci
al
Jato
lige
iro
Jato
lige
iro
Jato
ao
met
al
quas
e br
anco
Jato
ao
met
al
quas
e br
anco
Jato
ao
met
al
bran
co
Jato
ao
met
al
bran
co

8
PREPARAÇÃO DE SUPERFÍCIES
A eficiência e a durabilidade dos revestimentos anticorrosivos dependem fundamentalmente do preparo da superfície a ser protegida.
Uma superfície bem limpa, livre de ferrugem, graxa, sujeira e umidade, é o melhor substrato para um bom revestimento protetor.
A correta preparação da superfície melhora a adesão do sistema ao substrato e prolonga a vida útil da pintura.
Os substratos de aço carbono, concreto e galvanizado são os que mais se deterioram em ambientes agressivos e por isso devem ser protegidos por pintura.
A seleção do método correto de preparação da superfície depende do substrato, da agressividade do ambiente, da expectativa de vida útil e do sistema de pintura.
A disponibilidade de recursos e restrições a certos métodos também influenciam na seleção do método de preparação da superfície do aço carbono.

5
• Carepa de laminação
O aço carbono já sai da siderúrgica com uma camada de óxido de ferro formada na superfície do metal no processo de laminação a quente. A carepa se forma em perfis, tubos, vergalhões e chapas, na faixa de temperatura entre 1.250oC e 450oC. A carepa de laminação, como não é desejada em trabalhos de pintura, chega a ser classificada como um contaminante muito especial. Basta aquecer qualquer peça de aço em temperaturas dentro desta faixa que o oxigênio reage com o ferro e forma-se a carepa. Na laminação, o aço é aquecido para tornar-se mais dúctil e para que seja possível passar as chapas entre os cilindros laminadores. Durante o resfriamento, a chapa se recobre de uma camada cinza azulada.
A carepa tem as seguintes características: é aderente, impermeável, dura e lisa. Apresenta espessuras de 15 até cerca de 500 micrometros – a espessura depende do tempo em que o aço fica exposto a temperaturas elevadas, acima de 450ºC; esta é a razão das chapas grossas terem carepas mais espessas: quanto maior a massa mais tempo demora para esfriar (inércia térmica).
Uma análise rápida das características da carepa poderia induzir à conclusão errada de que se trata de um ótimo revestimento anticorrosivo. Se comparássemos uma ca-mada de carepa com uma camada de tinta,
expostas em um ambiente altamente agressivo, pelo mesmo tempo, a pintura apresentaria um desempenho superior. A explicação é que a tinta apresenta flexibilidade suficiente para acompanhar os movimentos diários de dilatação, por causa do calor do sol e de contração, devido a temperaturas mais baixas durante as noites. A carepa não possui flexibilidade suficiente e não acompanha os movimentos do aço sobre o qual foi formada. Por isso a carepa sofre fissuramento ou trincamento, por ter coeficiente de dilatação diferente do aço e acaba levando consigo a tinta, mesmo que esta esteja bem aderida.
Outro problema da pintura sobre a carepa de laminação é que, por ser uma superfície muito lisa, há dificuldade de aderência da tinta.
Formação da carepa: reação do oxigênio (ar) com o ferro (aço)
Desagregação da carepa de laminação e da pintura
Produção de chapas laminadas a quente

6
• Aço Carbono
Os métodos de preparação de superfícies de aço carbono indicados neste manual referem-se à norma ISO 8501-1 que apresenta vários padrões visuais de comparação para preparação de superfícies. A ISO adotou a norma sueca SIS 05 59 00-1967, que passou a ser a norma internacional adotada no mundo todo. Outras normas existem, mas são idênticas à SIS, que foi a precursora. Assim, podem ser comparadas às normas da SSPC e da NACE, ambas americanas.
Graus de CorrosãoA - Substrato de aço completamente coberto com carepa de laminação aderida e com pouca ou nenhuma ferrugem.B - Substrato de aço com início de enferrujamento e início de destacamento da carepa de laminação.C - Substrato de aço onde a carepa de laminação foi eliminada pelo enferrujamento ou que possa ser removida por raspagem, mas com pouca formação de cavidades (pites) visíveis a olho nu.D - Substrato de aço onde a carepa de laminação foi eliminada pelo enferrujamento e na qual considerável formação de cavidades (pites) é visível a olho nu.
Graus de preparação com ferramentas mecânicasSt 2 - Limpeza minuciosa por raspagem, escovamento ou lixamento manual para remoção de toda a carepa de laminação solta e outras impurezas. Em seguida, a superfície é soprada com ar comprimido limpo e seco ou aspirada ou escovada com uma escova de pelos, devendo-se obter um acentuado brilho metálico.St 3 - Limpeza muito minuciosa por raspagem, escovamento ou lixamento (mecânico ou manual) para remoção de toda a carepa de laminação solta e outras impurezas, porém mais rigorosa que a feita em St 2. Em seguida, a superfície é soprada com ar comprimido limpo e seco ou aspirada ou escovada com uma escova de pelos, devendo-se obter um acentuado brilho metálico.
Graus de preparação com jateamento abrasivoSa 1 - Limpeza por jateamento ligeiro (Brush-off). O jato é aplicado rapidamente e remove a carepa de laminação solta e outras impurezas.Sa 2 - Limpeza por jateamento comercial. O jato deve remover quase toda a carepa de laminação, a ferrugem e materiais estranhos. Finalmente, a superfície é limpa com aspirador, ar comprimido seco ou com escova, devendo apresentar uma coloração acinzentada.Sa 2 ½ - Limpeza por jateamento ao metal quase branco. O jato deve remover toda a carepa de laminação e outras impurezas, de modo que possam aparecer apenas leves manchas na superfície, na forma de pontos ou listras. Finalmente, a superfície deve ser limpa com aspirador, ar comprimido seco ou com escova.Sa 3 - Limpeza por jateamento ao metal branco. O jato deve remover completamente toda a carepa de laminação ou outras impurezas. Finalmente, a superfície deve ser limpa com aspirador, ar comprimido limpo e seco ou com escova e deve apresentar uma coloração metálica uniforme.
Pré-LimpezaAntes de preparar a superfície por um dos métodos acima, deve-se remover toda sujeira, óleo ou
graxa, utilizando-se de soluções aquosas de tensoativos ou detergentes biodegradáveis ou panos limpos embebidos em solventes apropriados.

Observação: os padrões St 2, St 3, Sa 1 e Sa 2 não se aplicam em superfícies com grau A de corrosão. Por isso não há padrões visuais para a comparação. Nota: os padrões mostrados nas páginas 2 e 3 são apenas ilustrativos. Para serviços de inspeção, devem ser adquiridos os padrões originais junto às entidades mencionadas (ISO, SIS, SSPC ou NACE).
7
Tipos de Preparação SIS 05 59 00 ISO 8501-1 SSPC-VIS1 NACE ABNTFerramentas Mecânicas
Limpeza manual St 2 St 2 SP 2 NBR 15239Limpeza motorizada St 3 St 3 SP 3 NBR 15239
Jato AbrasivoLigeiro (Brush-off) Sa 1 Sa 1 SP 7 NACE 4 NBR 7348
Comercial Sa 2 Sa 2 SP 6 NACE 3 NBR 7348Metal quase branco Sa 2 ½ Sa 2 ½ SP 10 NACE 2 NBR 7348
Metal branco Sa 3 Sa 3 SP 5 NACE 1 NBR 7348
Quadro comparativo das normas de preparo de superfícies
• Abrasivos
Os abrasivos mais utilizados na limpeza de superfícies antes da pintura são: areia(*), granalhas de aço, escória de cobre, óxido de alumínio e bauxita sinterizada.
(*)AreiaA areia foi proibida pela Portaria nº 99 do Ministério do Trabalho e Emprego, de 19 de outubro
de 2004, por isso não é mais utilizada no Brasil para limpeza de superfícies.
Granalhas de AçoAs granalhas são feitas com um tipo especial de aço, de alta dureza, em dois formatos: esféricas
(Shot) e angulares (Grit). Shot tem dureza de 40 a 50 Rockwell C e podem ser recicladas até cerca de 350 vezes. Grit tem dureza de 55 a 60 Rockwell C e podem ser recicladas até cerca de 350 vezes, segundo os fabricantes do abrasivo. Para estruturas, costuma-se utilizar as granalhas S-330 até S-230 e G-18 até G-40. É prática comum utilizar misturas de Shot com Grit, chamadas de mix operativo. Por exemplo, uma mistura de S-330 com G-18 na proporção 1:1. Atualmente, no jato pressurizado, utilizam-se granalhas angulares com partículas de tamanhos diferentes (várias granulometrias), para se obter o perfil de rugosidade e o padrão visual necessários à otimização do processo de preparação da superfície.
Escória de CobreTambém conhecido como Copper Slag, este material é gerado no processo de fusão e refino
do minério concentrado de cobre. Durante o processo, o ferro contido no concentrado reage e se estabiliza em um silicato ferroso denominado Fayalita, que é o principal constituinte da escória de cobre. Na unidade de granulação, a escória líquida em elevada temperatura entra em contato com um jato de água e se solidifica na forma de pequenos grãos, que são enviados para os secadores rotativos e os sistemas de peneiramento, onde são respectivamente secados e classificados granulometricamente. A escória de cobre é um material granulado, de cor negra, seco e constituído de silicatos estáveis. É livre de materiais voláteis, não é higroscópico (não absorve água) e tem igual ou maior dureza do que algumas areias, sendo, portanto, eficaz no processo de jateamento. Segundo o fabricante, a dureza da escória de cobre é em torno de 6 a 7 Mohs.
SIS – Swedish Standards InstituteSSPC – The Society for Protective Coatings
NACE – National Association of Corrosion EngineersABNT – Associação Brasileira de Normas Técnicas

8
Óxido de AlumínioO óxido de alumínio é um material obtido a partir da bauxita, que é o principal minério de alumínio,
com alto teor de óxido de alumínio (Al2O3). Constituído basicamente de óxido de alumínio marrom e ferrossilício, este abrasivo apresenta baixo teor de sílica livre. A liga ferrossiliciosa é constituída de aproximadamente 85% de ferro e 15% de silício. Segundo o fabricante, a dureza do óxido de alumínio é em torno de 9 Mohs.
Bauxita SinterizadaBauxita é o minério de alumínio com alto teor de óxido de alumínio. Há dois tipos de abrasivos
produzidos a partir da bauxita e utilizados em jateamento: a redonda e a angular. É um material duro, leve e não enferruja. Segundo o fabricante, a dureza da bauxita sinterizada é em torno de 9 Mohs. Alguns tipos de bauxita sinterizada possuem mais de 80% de óxido de alumínio e apresentam teores muito baixos de sílica livre, sendo considerados pouco prejudiciais à saúde. Pequena porção do material fica engastada no aço, o que torna a coloração da superfície pouco mais escura do que em uma superfície jateada com areia ou granalha. No entanto, este material encravado não prejudica a aderência das tintas nem causa problemas de corrosão, porque não é metálico e por isso não provoca corrosão galvânica.
• Perfil de rugosidade
Entre os aspectos relativos a padrões de preparo da superfície em geral, destaca-se com grande importância o perfil de rugosidade obtido pelo jateamento abrasivo.
Na norma ABNT NBR 15156 Pintura industrial - Terminologia, perfil de rugosidade significa: aspecto rugoso sobre a superfície metálica, obtido através de preparação da superfície, de modo a promover a ancoragem mecânica.
A profundidade obtida é em função do tamanho do grão do abrasivo utilizado. É recomendável que o perfil de rugosidade esteja compreendido entre 1/4 e 1/3 da espessura total do sistema de pintura a ser aplicado, limitando a 2/3 da espessura da primeira demão ou do primer, segundo a norma ABNT NBR 7348.
Altura do perfil x Película seca de tinta
Classificação do perfil de rugosidade
Perfil abaixo de 25 μmEste padrão não é recomendado para tintas protetivas de alta espessura. O padrão de ancoragem
é insuficiente para uma boa aderência mecânica. Com os movimentos diários devidos à variação de temperatura, a camada de tinta pode se destacar.
Perfil de 25 a 50 μmApropriado para tintas de manutenção em locais de baixa agressividade. Geralmente usado para
sistemas Alquídicos, Epoxi Surface Tolerants, Primers Epoxi convencionais, Epoxi ricos em Zinco, Epoxi Shop Primers e Etil Silicato de Zinco. A espessura total do sistema de pintura não deve exceder 200 μm.

9
Perfil de 50 a 75 μmPerfil recomendado para a maioria dos sistemas de alto desempenho, como Epoxi Fenólico, Epoxi
Novolaca, Epoxi sem solvente, Epoxi alta espessura para imersão em água, Epoxi Damp Tolerant, Alcatrão de Hulha Epoxi, Epoxi Tar Free e Etil Silicato Zinco Alumínio. A espessura total do sistema de pintura não deve exceder 300 μm.
Perfil de 100 μmEste perfil profundo é usado para revestimento de serviço pesado em que a espessura total do
sistema de pintura excederá 500 μm.
Obs.1: a norma PETROBRÁS N-9 TRATAMENTO DE SUPERFÍCIES DE AÇO COM JATO ABRASIVO E HIDROJATEAMENTO, da PETROBRÁS, diz que o perfil de rugosidade deve ficar compreendido entre 40 μm e 85 μm. Obs.2: a norma ABNT NBR 15488 trata da determinação do perfil de rugosidade e a norma ABNT NBR 10443 determina como medir espessura de camada de tinta sobre superfícies rugosas.Obs.3: quando nos referimos ao perfil de rugosidade a ser obtido em função da espessura do sistema de pintura e dizemos que deverá ser, por exemplo, 1/4 da espessura total, a camada de tinta deverá ser considerada na totalidade e não 3/4 apenas. Portanto são 4/4 em cima dos picos mais altos e 1/4 preenchendo os vales.
A proporcionalidade entre o perfil de rugosidade e a espessura do sistema de pintura está sob mudança de conceito, pois, com as novas tecnologias das tintas anticorrosivas de alta espessura, Surface e Damp Tolerants, é perfeitamente possível obter um desempenho satisfatório mesmo sobre superfícies preparadas por limpeza mecânica (St 3). Isso é conseguido com fórmulas muito bem balanceadas, onde o fator aderência/coesão da camada, aliado à alta impermeabilidade dos filmes, permite quebrar paradigmas e mudar conceitos consagrados quando se trata de tintas modernas, mas ainda válidos, se o objetivo é obter a máxima qualidade e o máximo desempenho de sistemas de pintura com tintas convencionais.
A norma ABNT NBR 10443:2008 determina que em função do perfil de rugosidade da superfície (PR) seja aplicado um fator de redução da espessura (FR).
Nota1: o fator de redução é aplicado uma vez a cada medição de espessura, independentemente do revestimento consistir em uma demão ou diversas demãos.Nota2: os fatores de redução mencionados são aplicáveis para medição de espessura acima de 40 μm. Para a medição de espessuras abaixo de 40 μm, o fator de redução da espessura deve ser obtido diretamente do substrato, após a preparação da superfície, conforme procedimento abaixo:a) Ajustar o instrumento de acordo com as recomendações do fabricante, zerando-o numa placa de teste de aço, lisa, plana e visualmente limpa, isenta de carepa de laminação e com pelo menos 3 mm de espessura e com dimensões mínimas de 25 mm x 25 mm.b) Selecionar uma película padrão com espessura de 30 μm.c) Medir a espessura da película-padrão sobre a superfície jateada em 10 locais diferentes e obter o valor médio.d) Subtrair a média do valor da espessura da película padrão, obtendo-se o fator de redução da espessura.Obs.: se o perfil de rugosidade não for conhecido e não existir uma amostra não revestida, deve ser utilizado um fator de redução de 25 μm.
Perfil de rugosidade da superfície (PR) μm Fator de redução da espessura (FR) μm25 a 39 1040 a 69 25
70 a 100 40

10
Rugosidade Média (μm) Coeficiente de Volume Morto (CVM)15 130 245 360 475 590 6105 7
Abrasivo/PerfilA tabela abaixo pode ser usada somente para ter uma noção da granulometria do abrasivo
necessário para se obter um padrão de ancoragem específico. O metal padrão usado para obter estes resultados foi aço laminado a quente com carepa firmemente aderida. A profundidade resultante do padrão de ancoragem varia de acordo com o método usado para medir a profundidade, e outras variáveis, como tipo e dureza do aço, espessura da carepa, grau de limpeza especificado, etc. Essa informação pode ser usada para jateamento sob pressão entre 90 a 100 lb/pol2 (6 a 7 kgf/cm2), medido na mangueira próximo ao bico, assim como para turbina centrífuga. A profundidade do padrão de ancoragem mostrada nessa tabela é uma média estimada e não o mínimo ou máximo de profundidade. O perfil de rugosidade obtido em função do abrasivo usado em equipamentos de jato de ar comprimido pode ser observado na tabela a seguir:
Volume mortoGeralmente, na aplicação da primeira demão sobre superfícies jateadas, o consumo de tinta é
maior do que o estimado. Isso por que, na maioria das vezes, o fator de redução (FR) não é levado em conta. Para preencher a rugosidade da superfície, a quantidade de tinta utilizada é denominada de volume morto. Tem esse nome porque a espessura seca final é medida acima do plano médio dos picos maiores e o volume utilizado para cobrir os vales não é considerado. Por isso, para estimar o consumo de tintas com maior precisão, a fórmula do cálculo de volume morto é:
Exemplo: aplicação de uma tinta com 50% de sólidos por volume sobre uma área de 100 m2, jateada com um perfil de rugosidade de 60 μm.
Portanto, para 100 m2 = 0,08 x 100 = 8,0 litros (2,2 galões), ou seja, praticamente três galões de tinta a mais, apenas para cobrir o volume morto. Este cálculo deve ser feito para a primeira demão se a superfície for jateada. Para a segunda e posteriores demãos, não é necessário.
Onde: Vt = Volume de tinta em litros a ser acrescentadoCVM = Coeficiente de Volume MortoSV = Sólidos por Volume de tinta
SV
CVMVt =
SV
CVMVt =
50
4Vt 0,08 L/m2 = =

11
• Medidas de rugosidadeA norma ASTM D 4417 apresenta três métodos para determinar as medidas de rugosidade.
Método A - Comparador de perfilUma das formas de comparar é com discos, criados e produzidos pela KTA, chamados de Keane-
Tator Surface Profile Comparator, ou pela Elcometer, de níquel de alta pureza. São apresentados com cinco ou quatro segmentos feitos a partir de duplicatas de superfícies jateadas com areia e com granalhas de aço do tipo Shot (arredondadas) e Grit (angulares).
As duplicatas são réplicas das superfícies originais jateadas com areia e com granalhas e medidas em microscópio com aumento de 250 vezes.
Os segmentos são dispostos em círculo, formando um orifício central, de maneira que, colocando-o sobre a superfície a ser medida e iluminando o seu centro com uma lanterna especial, provida de uma lente de aumento de cinco vezes; essa superfície pode ser comparada com os cinco segmentos para determinar qual deles mais se assemelha à superfície comparada. O resultado será igual a um dos segmentos ou interpolações entre eles. Há três tipos de comparadores KTA:
Areia 12,5, 25, 50, 75 e 100 μm (0,5, 1, 2, 3 e 4 mils)Shot 50, 63, 75, 100 e 140 μm (2, 2,5, 3, 4 e 5,5 mils)Grit 38, 50, 75 e 114 μm (1,5, 2, 3 e 4,5 mils)
Granulometria do abrasivo x Perfil de rugosidade (ABNT NBR 7348)
AbrasivoTamanho máximo de partícula
que atravessa peneira Altura máxima do perfil μmAbertura Nota 1
Granalha de aço (partículas angulosas)
ver nota 2N° 40 - G 80 425 μm R 40/3 60N° 25 - G 50 710 μm R 40/3 85N° 18 - G 40 1,0 mm R 40/3 90N° 16 - G 25 1,18 mm R 40/3 100N° 12 - G 16 1,7 mm R 40/3 200
Granalha de aço (esférulas) Ver nota 2N° S-110 600 μm R 40/3 50N° S-230 1,0 mm R 40/3 80N° S-280 1,18 mm R 40/3 90N° S-330 1,4 mm R 40/3 95
Óxido de Alumínio sinterizado 400 μm R 20 80Notas: 1 - Refere-se à peneira conforme especificação ABNT NM-ISO 565:972 - De acordo com a SAE RP J-444 a
Lente de aumento de cinco vezes e discos comparadores da KTA
Comparadores da Elcometer Discos comparadores da Elcometer
Nota: 1 mil = 1 milésimo de polegada = 25,4 μmOs comparadores da Elcometer podem ser fornecidos com quatro segmentos em uma peça ou
réplicas em segmentos avulsos.

12
Método B - Micrômetro ou rugosímetroTrata-se de um relógio comparador com uma agulha com ponta de metal duro e uma base de
seção circular plana.Quando apoiado sobre uma placa de vidro ou preferencialmente de cristal, a agulha toca o plano
da base e o aparelho marca zero. Ao ser colocado sobre a superfície jateada, sua base circular é apoiada sobre os picos mais altos e a agulha desce ao fundo dos vales. A diferença entre o plano dos picos e os fundos dos vales é indicada no relógio comparador em micrometros (analógico ou digital) e representa a medida do perfil de rugosidade em cada ponto onde é feita a leitura. Segundo a norma ABNT NBR 15488, cada região selecionada deve medir 200 mm x 200 mm e devem ser efetuadas cinco medições, sendo uma no centro geométrico e as demais em suas diagonais. Deve-se efetuar a média aritmética dos valores obtidos para se obter o perfil médio de rugosidade.
Deve-se tomar cuidado ao deslocar o aparelho para não arrastá-lo e não danificar a agulha. O aparelho deve ser levantado, mudado de posição e novamente colocado cuidadosamente sobre a superfície.
Também deve-se evitar que sejam feitas medidas sobre superfícies curvas ou muito danificadas, como no grau D (com pites) da norma ISO 8501-1, pois as leituras seriam afetadas com grandes erros.
Rugosímetro analógico Rugosímetro digital
Rugosímetro (relógio comparador)

13
Método C - Réplica reversa (Press-O-Film) Press-O-Film consiste de um filme de poliéster (mylar) com espessura uniforme, coberto com
uma camada de microespuma compressiva. Quando comprimida contra a superfície jateada por uma vareta de plástico com uma esfera na ponta, a fita Press-O-Film, produzida pela Testex, reproduz com precisão os detalhes da rugosidade superficial, formando uma réplica inversa exata do perfil.
A réplica é, então, medida com um micrômetro para determinar a distância máxima entre os picos e o fundo dos vales. Esse método possibilita um registro permanente. As tiras com as medidas podem ser anexadas ao relatório de inspeção.
Existem quatro graus de tiras para diversas faixas de perfil de rugosidade:
Micrômetro (relógio comparador) e Tira (Testex)
• Hidrojateamento
Como o próprio nome indica, o processo trabalha com água sob alta pressão. O impacto do jato de água com a superfície remove contaminantes e materiais estranhos. Como não há abrasivo nesse processo, a água não consegue provocar rugosidade na superfície. Se a superfície já foi jateada anteriormente, a água sob alta pressão remove a ferrugem e as tintas envelhecidas e expõe o jato original, ou seja, a rugosidade que estava sob a ferrugem e as tintas. No entanto, se a superfície é aço carbono laminado a quente e há presença de carepa de laminação, esta não é removida e a superfície fica lisa. O hidrojato não abre perfil de rugosidade, o que é inconveniente para as modernas tintas anticorrosivas de alta espessura. Portanto o hidrojato é excelente para obras de manutenção, e não para obras novas onde a remoção da carepa e a obtenção da rugosidade são muito importantes.
As pressões nos equipamentos de hidrojateamento são classificadas pela NACE e SSPC como:
Coarse Minus de 12 a 25 micrometrosCoarse de 20 a 50 micrometros
X-Coarse de 40 a 115 micrometrosX-Coarse plus de 100 a 125 micrometros
Limpeza com água a baixa e média pressão (Low Pressure Water Washing) até 5.000 psi (340 bar)
Limpeza com água a alta pressão (High Pressure Water Washing)
de 5.000 psi (340 bar) até 10.000 psi (700 bar)
Hidrojateamento com Alta Pressão* (High Pressure Waterblasting)
de 10.000 psi (700 bar) a 25.000 psi (1.700 bar)
Hidrojateamento com Ultra Alta Pressão* (Ultra Hight Pressure Waterblasting) acima de 25.000 psi (1.700 bar)
*A norma ABNT NBR 7348 considera hidrojateamento somente com pressões acima de 25.000 psi. O item 3.3, tratamento com hidrojateamento da norma PETROBRAS N-9 F diz: método de preparação de superfície de aço para pintura pelo emprego de água sob alta pressão [70 MPa a 210 MPa (10.000 psi a 30.000 psi)] ou ultra alta pressão [acima de 210 MPa (30 000 psi)].

14
Obs.: as condições C e D são de aço sem pintura ou na qual a pintura foi totalmente eliminada pela corrosão. As condições de F até H referem-se a superfícies pintadas e que necessitam de manutenção.
Nota1: os padrões de hidrojateamento (Waterjetting) mostrados nas páginas 22 e 23 são apenas ilustrativos e não servem para uso em trabalhos executados no campo. Para serviços de inspeção, devem ser adquiridos os padrões originais junto à SSPC ou à NACE.Nota2: a norma SSPC-VIS 4 / NACE VIS 7 – Guia de Referência Visual por Fotografias para Aço Limpo por Hidrojateamento (Guide to Visual Reference Photographs for Steel Cleaned by Waterjetting) é um guia e descreve o uso de Fotografias de Referência que retratam a aparência do aço carbono enferrujado sem pintura e do aço carbono pintado, com ou sem ferrugem, antes e depois de limpo através de hidrojateamento (WJ). Pretende-se que as Fotografias de Referência completem os padrões escritos na SSPC-SP 12 / NACE 5 – Preparação de Superfície e Limpeza de Metais por Hidrojateamento antes de Repintura (Surface Preparation and Cleaning of Metals by Waterjetting Prior to Recoating). São incluídos no Guia quadros e descrições de ferrugem instantânea (flash rust) para propósitos de ilustração. Os padrões escritos são os meios principais para determinar a conformidade com exigências de limpeza. As fotografias não devem ser usadas como substitutas para esses padrões.
Tabela - Padrões de Hidrojateamento (normas SSPC-VIS 4 / NACE VIS 7)
Condição inicial da superfície
Condição C 100% de ferrugem
Condição D 100% de ferrugem com pites
Condição E Tinta de cor clara aplicada
sobre aço jateado
Condição F Tinta rica em zinco aplicada
sobre aço jateado
Condição G Sistema
multicamada, não quebra-
diça, aplicada sobre aço nu com carepa
Condição H Sistema
multicamada, quebradiça deteriorada
Grau de
limpeza
WJ-1 C WJ-1 D WJ-1 E WJ-1 F WJ-1 G WJ-1 H WJ-1WJ-2 C WJ-2 D WJ-2 E WJ-2 F WJ-2 G WJ-2 H WJ-2WJ-3 C WJ-3 D WJ-3 E WJ-3 F WJ-3 G WJ-3 H WJ-3WJ-4 C WJ-4 D WJ-4 E WJ-4 F WJ-4 G WJ-4 H WJ-4
Condição C – superfície do aço completamente coberta com ferrugem; pouco ou nenhum pite visível. É comparável ao grau C de corrosão da norma ISO 8501-1. A área inclui um exemplo de alteração na cor causada pelo aquecimento.Condição D – superfície do aço completamente coberta com ferrugem; pites visíveis. A área inclui um exemplo de material estranho (grau D de corrosão da norma ISO 8501-1).Condição E – superfície de aço previamente pintada; tinta clara aplicada sobre superfície jateada; a maior parte da tinta está intacta.Condição F – superfície de aço previamente pintada; tinta rica em zinco aplicada sobre superfície de aço jateada; a maior parte da tinta está intacta.Condição G – sistema de pintura aplicado sobre aço nu, com carepa de laminação; sistema completamente intemperizado, totalmente com bolhas ou totalmente manchado.Condição H – sistema de pintura degradado aplicado sobre aço; sistema totalmente intemperizado, totalmente com bolhas ou totalmente manchado.
Equipamento manual rotativoConsiste de uma pistola com cano longo e uma empunhadura para segurar com gatilho. Na
outra extremidade, há um dispositivo rotativo, por onde a água sai com pressões acima de 10.000 psi. O dispositivo rotativo é necessário para distribuir o jato de água em áreas maiores e com mais eficiência e também para não provocar danos localizados, no caso do operador não deslocar o jato com uniformidade.
Padrões de hidrojateamentoA NACE e a SSPC emitiram em conjunto a norma SSPC SP 12 / NACE 5 para limpeza por
hidrojateamento de alta e ultra alta pressão. Esta norma descreve as condições iniciais e os padrões de limpeza com hidrojato e a norma SSPC-VIS 4 / NACE 7 contém os padrões visuais através de fotografias para comparação com o grau alcançado na limpeza por hidrojateamento.

15
OUTROS TIPOS DE PREPARAÇÃO DE SUPERFÍCIE
SSPC Tipos de Preparação
SP 1 Limpeza com solventesSP 4 Limpeza a fogoSP 8 Decapagem químicaSP 9 Intemperismo e jato abrasivo
SP 11Limpeza com ferramentas mecânicas, chegando a uma superfície metálica limpa, nua e rugosa, onde o jateamento com abrasivo não é possível ou não é permitido
ABNT NBR 15158 Limpeza de superfícies de aço por compostos químicosABNT NBR 15185 Inspeção visual de superfícies para pintura industrial
Nota: para facilitar a avaliação do grau de enferrujamento de superfícies de aço pintado, a ASTM desenvolveu em cooperação com a SSPC uma norma com padrões escritos, visuais desenhados e em fotografias para a comparação com a superfície a ser tratada.
SSPC-VIS 2 / ASTM D 610 – Avaliação de Ferrugem sobre Superfícies Pintadas (Geral)
9-G - 0,03% de ferrugem
8-G - 0,1% de ferrugem
7-G - 0,3% de ferrugem 4-G - 10% de ferrugem
5-G - 3% de ferrugem
6-G - 1% de ferrugem 3-G - 16% de ferrugem
2-G - 33% de ferrugem
1-G - 50% de ferrugem

16
Grau de enferrujamento
Superfície enferrujada (%)
Exemplos visuaisGeral (G)
10 Menor ou igual a 0,01% nenhum9 Maior do que 0,01% até 0,03% 9-G8 Maior do que 0,03% até 0,1% 8-G7 Maior do que 0,1% até 0,3% 7-G6 Maior do que 0,3% até 1,0% 6-G5 Maior do que 1,0% até 3,0% 5-G4 Maior do que 3,0% até 10,0% 4-G3 Maior do que 10,0% até 16,0% 3-G2 Maior do que 16,0% até 33,0% 2-G1 Maior do que 33,0% até 50,0% 1-G0 Maior do que 50% nenhum
Tabela - Escala e Descrição do Grau de Enferrujamento segundo SSPC-VIS 2 / ASTM D 610 - Avaliação de Ferrugem sobre Superfícies Pintadas (Geral)
Obs.: os graus de enferrujamento marcados em verde acima são mostrados nas fotos da norma SSPC-VIS 2 abaixo.
RUST GRADE nº 9(0,03% de ferrugem)
RUST GRADE nº 8(0,1% de ferrugem)
RUST GRADE nº 4(10% de ferrugem)
RUST GRADE nº 6(1% de ferrugem)

17
• Preparação de superfície de concreto
As superfícies de concreto deverão receber tratamento adequado para garantir o bom desempenho do sistema de pintura. Não aplicar revestimento se o concreto não estiver seco e curado pelo menos por 28 dias. E nem sobre concreto aditivado com acelerador de cura sem que testes representativos indiquem a possibilidade de adesão satisfatória.
Preparação de superfície para pinturaA preparação de superfície para pintura inclui: inspeção do substrato concreto, remoção e
substituição do concreto deteriorado, descontaminação da superfície de concreto e criação de rugosidade superficial.
a) Inspeção do substrato concretoÉ crítica e é realizada para determinar sua condição geral, integridade, presença de contaminantes,
presença de umidade e o melhor método de preparação para atender aos requisitos do proprietário ou do representante do proprietário. Uma avaliação bem feita irá conduzir à seleção das ferramentas e dos equipamentos apropriados para alcançar esse objetivo.
b) Remoção e substituição do concreto deterioradoConcreto deteriorado ou fraco deve ser removido até encontrar partes em bom estado e substituído
por massa epóxi ou concreto polimérico ou por primer reparador. Ocasionalmente, é utilizado concreto fresco novo sobre concreto já existente. Quando isso for necessário, deve-se preparar a superfície por desbaste, escarificação, jato de areia, pistola de agulhas (desencrustadores), hidrojato de alta pressão (5.000 psi a 45.000 psi) ou jato de granalha. Aplicar uma tinta epóxi 100% sólidos como selador ou agente de ligação e logo em seguida colocar o cimento fresco ou a argamassa. Consultar a Assistência Técnica da SW-Sumaré quanto à tinta epóxi adequada para servir de agente de ligação.
c) Descontaminação da superfície de concretoA descontaminação da superfície de concreto requer a remoção de óleos, graxas, ceras, ácidos
graxos e outros contaminantes e poderá ser acompanhada do uso de tensoativos a base de água (SUMACLEAN WB), esfregando com escovas, limpeza por jato de água com alta pressão (menos que 5.000 psi), limpeza com vapor ou limpeza química. O sucesso dessa operação depende da profundidade da penetração do contaminante, que é completamente dependente da sua viscosidade, da permeabilidade do concreto e do tempo de exposição ao contaminante. Contaminação por micróbios, particularmente em ambientes com águas servidas (esgoto), pode ser detectada analisando o pH do concreto. Concreto novo deve ter pH na faixa de 11 a 13. Em áreas onde os contaminantes não podem ser removidos, o concreto contaminado deve ser retirado (quebrado) e substituído, como descrito no item b).
Advertência: descontaminações por métodos que utilizam grandes quantidades de água podem contribuir para problemas relacionados com a umidade do concreto. Neste caso, o tempo de espera para a secagem completa deve ser maior. Atenção para a secagem.
d) Criação de rugosidade superficialA criação de rugosidade superficial pode ser efetuada por uma variedade de métodos, cada um
utilizando uma seleção de ferramentas, equipamentos e materiais para a realização do objetivo

proposto (veja os métodos de preparação de superfícies abaixo). A escolha depende do tipo de superfície a ser preparada e do tipo de sistema de revestimento a ser usado. Além disso, pisos, paredes, tetos, valetas, canaletas, tanques e fossas, cada um tem as suas exigências próprias. O tipo e a espessura do sistema escolhido também têm um importante papel no processo de seleção. Sem considerar o método selecionado ou as ferramentas empregadas, devemos proporcionar uma superfície que aceite a aplicação de produtos a base de polímeros e permita a adesão mecânica do produto firmemente ao concreto. O tipo de serviço a que estará sujeita a estrutura também ajuda a definir o grau de perfil de rugosidade requerido. O perfil de rugosidade é a média das medidas da distância entre os picos e os vales, como vistos em um corte transversal da superfície do concreto.
Os padrões de preparação de superfície para concreto são definidos graficamente e por meio de amostras no Technical Guideline nº 03732 do ICRI - International Concrete Repair Institute e é expresso como CSP (Concrete Surface Preparation), em nove padrões:
18
CSP 1 Ataque ácido (acid etching)CSP 2 Polimento com pedras (grinding)CSP 3 Granalhamento leve (light shotblast)CSP 4 Escarificação (fresa) leve (light scarification) CSP 5 Granalhamento médio (medium shotblast)CSP 6 Escarificação (fresa) média (medium scarification) CSP 7 Granalhamento pesado (heavy abrasive blast)CSP 8 Polimento com insertos de aço ou de widea (scabbled)CSP 9 Escarificação (fresa) pesada (heavy scarification)
O jogo de comparadores com nove padrões e a norma fornecem guias visuais e por escrito para selecionar e especificar o método apropriado de preparação de superfície de concreto antes da aplicação de uma tinta, revestimento ou outro sistema protetivo. O guia discute os aspectos de 12 diferentes métodos de preparações de superfícies e de limpeza:• limpeza com detergente e escovas• limpeza com água em baixa pressão• ataque ácido• polimento com insertos diamantados• jato abrasivo• jateamento com granalha• escarificação (fresa)• pistola de agulhas• hidrojateamento com alta e ultra-alta pressão• polimento (scabbling) • maçarico• fresadoras/politrizes com pedras rotativas
Apêndices discutem processos de seleção, seladores e tintas, segurança e padrões de referência adicionais.
Padrões de preparação de concreto e Technical Guideline
19
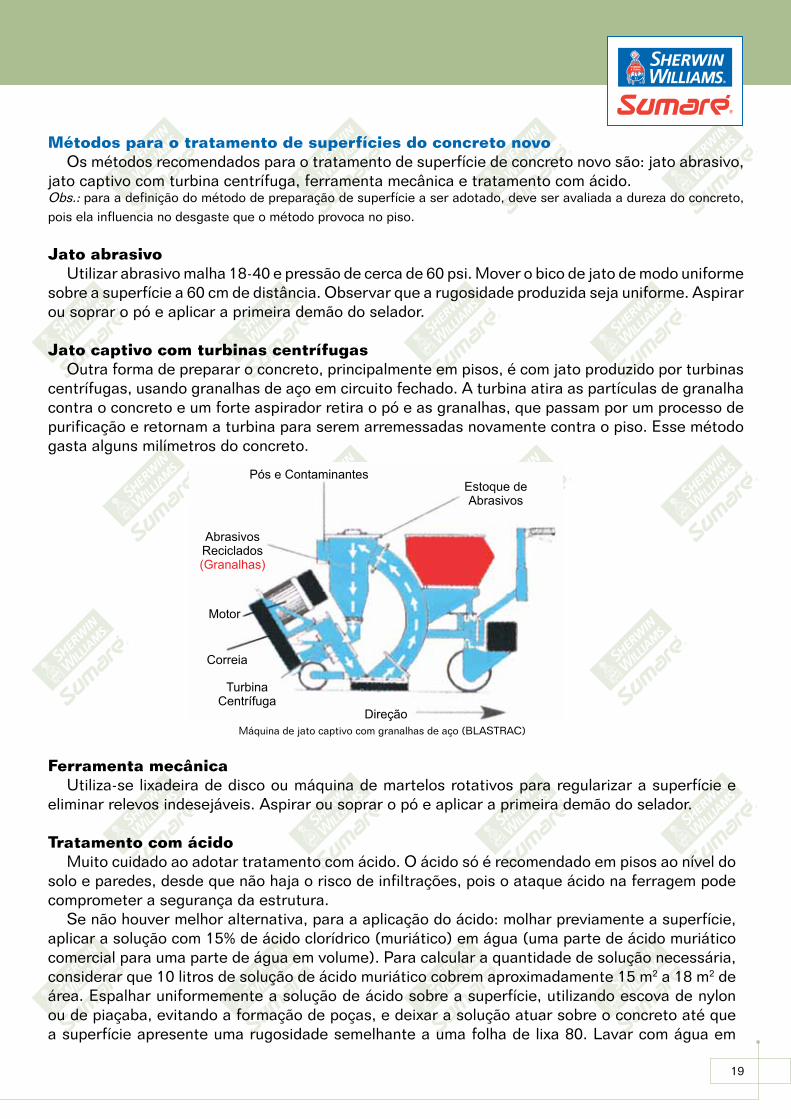
Máquina de jato captivo com granalhas de aço (BLASTRAC)
Métodos para o tratamento de superfícies do concreto novo Os métodos recomendados para o tratamento de superfície de concreto novo são: jato abrasivo,
jato captivo com turbina centrífuga, ferramenta mecânica e tratamento com ácido.Obs.: para a definição do método de preparação de superfície a ser adotado, deve ser avaliada a dureza do concreto, pois ela influencia no desgaste que o método provoca no piso.
Jato abrasivoUtilizar abrasivo malha 18-40 e pressão de cerca de 60 psi. Mover o bico de jato de modo uniforme
sobre a superfície a 60 cm de distância. Observar que a rugosidade produzida seja uniforme. Aspirar ou soprar o pó e aplicar a primeira demão do selador.
Jato captivo com turbinas centrífugasOutra forma de preparar o concreto, principalmente em pisos, é com jato produzido por turbinas
centrífugas, usando granalhas de aço em circuito fechado. A turbina atira as partículas de granalha contra o concreto e um forte aspirador retira o pó e as granalhas, que passam por um processo de purificação e retornam a turbina para serem arremessadas novamente contra o piso. Esse método gasta alguns milímetros do concreto.
Ferramenta mecânicaUtiliza-se lixadeira de disco ou máquina de martelos rotativos para regularizar a superfície e
eliminar relevos indesejáveis. Aspirar ou soprar o pó e aplicar a primeira demão do selador.
Tratamento com ácidoMuito cuidado ao adotar tratamento com ácido. O ácido só é recomendado em pisos ao nível do
solo e paredes, desde que não haja o risco de infiltrações, pois o ataque ácido na ferragem pode comprometer a segurança da estrutura.
Se não houver melhor alternativa, para a aplicação do ácido: molhar previamente a superfície, aplicar a solução com 15% de ácido clorídrico (muriático) em água (uma parte de ácido muriático comercial para uma parte de água em volume). Para calcular a quantidade de solução necessária, considerar que 10 litros de solução de ácido muriático cobrem aproximadamente 15 m2 a 18 m2 de área. Espalhar uniformemente a solução de ácido sobre a superfície, utilizando escova de nylon ou de piaçaba, evitando a formação de poças, e deixar a solução atuar sobre o concreto até que a superfície apresente uma rugosidade semelhante a uma folha de lixa 80. Lavar com água em

20
Teste para verificação da umidade do concreto
abundância para eliminar todo o resíduo ácido e alcançar pH próximo do neutro. Aplicar a primeira demão do selador ou do revestimento quando o concreto estiver seco.
A norma ASTM D 4263 – Standard Test Method for Indicating Moisture in Concrete by the Plastic Sheet Method descreve um teste para verificar se a umidade do concreto está dentro de níveis aceitáveis para receber selador, tinta ou revestimento. O teste consiste em colar com fitas adesivas uma folha de polietileno transparente de 45 cm por 45 cm por 0,1 mm de espessura, sobre a superfície de concreto. Deixar a folha de plástico no local por pelo menos 16 horas. Decorrido esse tempo, remover a folha de plástico e visualmente inspecionar o lado inferior da folha e a superfície do concreto sob ela, quanto à presença de umidade. Se a superfície estiver úmida, aguardar a secagem natural ou forçada com jatos de ar quente ou com maçarico (cuidado para não danificar o concreto com a chama e refazer o teste).Obs.: o teste da folha de plástico pode ser feito não só no piso mas também em paredes e tetos. A norma ASTM D 4263 indica que se faça um teste para cada 46 m2 de área ou frações desta. Para paredes, é recomendável que se faça no mínimo um teste para cada 3 m de elevação vertical, começando a partir de 30 cm do piso.
• Metais não-ferrosos
Alumínio e aço zincado novosOs metais não-ferrosos, principalmente alumínio e aço zincado (galvanizado), por apresentarem
superfícies muito lisas, necessitam de muitos cuidados na preparação da superfície antes da aplicação do primer de aderência.
Normalmente, uma rigorosa limpeza com desengraxantes aquosos ou solventes é suficiente, porém cada caso deverá ser estudado criteriosamente, prevendo-se a necessidade do uso de outros métodos, tais como lixamento manual (Lixa 100), manta não tecida grossa do tipo Scotch Brite, jato ligeiro – Brush-off (Sa 1 da norma ISO 8501-1). No caso de utilização de jato Sa 1, deve-se tomar muito cuidado para não desgastar demais a camada do metal, que normalmente é mais mole do que o aço. A tinta adequada para essa situação é o Epoxi-isocianato, utilizada como primer de aderência. Obs.: tintas a base de óleos vegetais, como as alquídicas, por exemplo, não devem ser aplicadas diretamente sobre superfícies zincadas, pois sofrem saponificação e acabam se destacando em curtos períodos de tempo, principalmente quando expostas ao intemperismo.

Aço zincado envelhecido (com corrosão branca)Quando a superfície da camada de zinco está apresentando corrosão branca, deve ser tratada
como se fosse zincado novo. No entanto é aconselhável a lavagem com água e um tensoativo biodegradável. Neste caso, é preferível a utilização de manta não tecida do tipo Scotch Brite e aplicação da tinta Epoxi-isocianato como primer de aderência.
Aço zincado envelhecido (com corrosão vermelha)Para esta superfície onde o zinco já está comprometido e já há corrosão vermelha, é aconselhável
primeiramente a lavagem com água e um tensoativo biodegradável, esfregando com escovas; em seguida, enxágue com água limpa, depois faça a limpeza mecânica (St 3 da norma ISO 8501-1) e, finalmente, a remoção do pó com escovas, ar comprimido seco ou aspirador.
Nesta situação, é aconselhável o uso de uma tinta Epoximastic (Surface Tolerant) como primer ou como tinta de dupla função (primer e acabamento) e depois o acabamento poliuretano alifático, se a superfície ficar exposta ao intemperismo.
21
Participaram da elaboração deste manual: Celso Gnecco, Antônio Freitas, Marco Aurélio Moreira, Nelson Nascimento Silva e Fábio Kränkel.
CENTROS REGIONAIS DE DISTRIBUIÇÃO SUMARÉ (CRDS)
Araçatuba(18) 2102-2350
Aracaju(79) 2106-3950
Araraquara(16) 2108-4050
Bauru(14) 4009-2050
Belém(91) 3184-1950
B. Horizonte (31) 3029-6050
Blumenau(47) 2111-6200
Campinas(19) 2103-0200
Campo Grande (67) 2107-3150
Caraguatatuba (12) 3888-1848
Cascavel (45) 3227-5688
Caxias(54) 2991-4900
Chapecó (49) 3311-2300
Criciúma(48) 2101-8250
Cuiabá(65) 4009-4550
Curitiba(41) 2101-2350
Dourados(67) 3428-0120
Eunápolis(73) 3281-0468
Feira de Santana(75) 2102-9450
Fortaleza (85) 3052-1150
Goiânia(62) 4008-9100
Guarulhos(11) 3598-6600
Ipatinga(31) 2136-3300
Itajaí (47) 2104-1500
Itajubá(35) 3622-6148
Itapetininga(15) 3272-8123
Joinville(47) 4009-6150
Juiz de Fora(32) 2102-4100
Jundiaí(11) 4525-0624
Londrina(43) 2105-3050
Macaé (22) 2762-8939
Maceió(82) 3036-7505
Manaus(92) 4009-7050
Marília(14) 3415-6009
Maringá(44) 2103-3750
Mogi das Cruzes(11) 4792-5097
Mogi Mirim(19) 3022-2550
Montes Claros(38) 2103-3800
Natal(84) 3645-3734
Osasco(11) 3563-4800
Piracicaba(19) 2105-5650
Poços de Caldas(35) 2107-6500
Ponta Grossa(42) 2102-9000
Porto Alegre(51) 3533-6450
Recife (81) 3341-5706
Ribeirão Preto(16) 3323-2150
Salvador(71) 3176-3400
Santos(13) 4009-9300
Santo Amaro(11) 3566-3900
Santo André(11) 3463-7100
São Gonçalo(21) 2712-1730
S. J. dos Campos(12) 3201-6901
S. J. Rio Preto(17) 4009-7650
São Luís(98) 2106-6350
Sorocaba(15) 4009-4650
Taubaté(12) 2125-6100
Uberaba(34) 2104-9400
Uberlândia(34) 2102-6700
Vitória(27) 3185-3250
REDES DE LOJAS PRÓPRIAS NO BRASIL

22
Padrões de limpeza de superfície por hidrojateamento
Segundo as normas SSPC-VIS 4 / NACE VIS 7
INITIAL CONDITION C INITIAL CONDITION D INITIAL CONDITION E
E WJ-4
E WJ-3D WJ-4C WJ-4
E WJ-3 ALTD WJ-3C WJ-3
E WJ-2D WJ-2C WJ-2
E WJ-1D WJ-1C WJ-1

23
INITIAL CONDITION F INITIAL CONDITION G INITIAL CONDITION H
H WJ-4G WJ-4F WJ-4
H WJ-3G WJ-3F WJ-3
H WJ-2G WJ-2F WJ-2
H WJ-1G WJ-1F WJ-1

Vista da fábrica da Sherwin-Williams - Unidade Sumaré, situada em Sumaré, na região de Campinas
FábricaRodovia Anhanguera, km 108,8 - CEP 13181-902 - Sumaré - SP
Tel.: (19) 2122-8802 - Fax: (19) [email protected]
A Sherwin-Williams comprova sua qualidade e respeitoao meio ambiente com as certificações abaixo.
Rev
isão
dez
embr
o 20
11







