Download - N-0253rev99- Projeto de vaso de pressão
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 146
N-253 REV H FEV 99
PROPRIEDADE DA PETROBRAS 1 paacutegina
CONTEC - SC-02Caldeiraria PROJETO DE VASO
DE PRESSAtildeO
1a Emenda
Esta eacute a 1ordf Emenda da Norma PETROBRAS N-253 REV H devendo ser grampeada nafrente da Norma e se destina a modificar o seu texto nas partes indicadas a seguir
71 Modificar a uacuteltima sentenccedila e acrescentar a Nota
ldquoOs tampos torisfeacutericos conhecidos como falsa elipse devem ser calculados como elipsoidaisrdquo
Nota Tampo torisfeacuterico conhecido como falsa elipse Eacute o tampo torisfeacuterico que tem aseccedilatildeo toroidal com raio interno igual a 017 D e a calota central esfeacuterica com raiointerno igual a 090 D sendo D o diacircmetro interno do vaso
813 Alterar para
ldquoO diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 7rdquo
____________
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 246
N-253 REV H SET 98
PROPRIEDADE DA PETROBRAS 45 paacuteginas
PROJETO DE VASO
DE PRESSAtildeO
Procedimento
Esta Norma substitui e cancela a sua revisatildeo anterior
Esta Norma eacute a Revalidaccedilatildeo da revisatildeo anterior
Cabe agrave CONTEC - Subcomissatildeo Autora a orientaccedilatildeo quanto agrave interpretaccedilatildeo do textodesta Norma O Oacutergatildeo da PETROBRAS usuaacuterio desta Norma eacute o responsaacutevel pelaadoccedilatildeo e aplicaccedilatildeo dos itens da mesma
CONTECComissatildeo de Normas
Teacutecnicas
Requisito Mandatoacuterio Prescriccedilatildeo estabelecida como a mais adequada e que deve serutilizada estritamente em conformidade com esta Norma Uma eventual resoluccedilatildeo denatildeo seguiacute-la (natildeo-conformidade com esta Norma) deve ter fundamentos teacutecnico-gerenciais e deve ser aprovada e registrada pelo Oacutergatildeo da PETROBRAS usuaacuterio destaNorma Eacute caracterizada pelos verbos ldquodeverrdquo ldquoserrdquo ldquoexigirrdquo ldquodeterminarrdquo e outrosverbos de caraacuteter impositivo
SC - 02
Praacutetica Recomendada (natildeo-mandatoacuteria) Prescriccedilatildeo que pode ser utilizada nascondiccedilotildees previstas por esta Norma mas que admite (e adverte sobre) a possibilidadede alternativa (natildeo escrita nesta Norma) mais adequada agrave aplicaccedilatildeo especiacutefica Aalternativa adotada deve ser aprovada e registrada pelo Oacutergatildeo da PETROBRAS usuaacuteriodesta Norma Eacute caracterizada pelos verbos ldquorecomendarrdquo ldquopoderrdquo ldquosugerirrdquo eldquoaconselharrdquo (verbos de caraacuteter natildeo-impositivo) Eacute indicada pela expressatildeo [Praacutetica
Recomendada]
Caldeiraria Coacutepias dos registros das natildeo-conformidades com esta Norma que possam contribuirpara o aprimoramento da mesma devem ser enviadas para a CONTEC - Subcomissatildeo
AutoraAs propostas para revisatildeo desta Norma devem ser enviadas agrave CONTEC - SubcomissatildeoAutora indicando a sua identificaccedilatildeo alfanumeacuterica e revisatildeo o item a ser revisado aproposta de redaccedilatildeo e a justificativa teacutecnico-econocircmica As propostas satildeo apreciadasdurante os trabalhos para alteraccedilatildeo desta Norma
ldquoA presente norma eacute titularidade exclusiva da PETROacuteLEO BRASILEIRO SA - PETROBRAS de uso interno na Companhia e qualquer reproduccedilatildeo para utilizaccedilatildeo ou divulgaccedilatildeo externa sem a preacutevia e expressa autorizaccedilatildeo da titular importa em ato iliacutecito nos termos da legislaccedilatildeo pertinenteatraveacutes da qual seratildeo imputadas as responsabilidades cabiacuteveis Acirculaccedilatildeo externa seraacute regulada mediante claacuteusula proacutepria de Sigilo e Confidencialidade nos termos do direito intelectual e propriedade industrialrdquo
Apresentaccedilatildeo
As normas teacutecnicas PETROBRAS satildeo elaboradas por Grupos de Trabalho ndashGTs (formados por especialistas da Companhia e das suas Subsidiaacuterias) satildeo comentadas pelos
Representantes Locais (representantes das Unidades Industriais Empreendimentos de Engenharia Divisotildees Teacutecnicas e Subsidiaacuterias) satildeo aprovadas pelas Subcomissotildees Autoras ndash SCs (formadas por teacutecnicos de uma mesma especialidade representando os Oacutergatildeos da Companhia e as Subsidiaacuterias) eaprovadas pelo Plenaacuterio da CONTEC (formado pelos representantes das Superintendecircncias dosOacutergatildeos da Companhia e das suas Subsidiaacuterias usuaacuterios das normas) Uma norma teacutecnicaPETROBRAS estaacute sujeita a revisatildeo em qualquer tempo pela sua Subcomissatildeo Autora e deve ser reanalisada a cada 5 (cinco) anos para ser revalidada revisada ou cancelada As normas teacutecnicasPETROBRAS satildeo elaboradas em conformidade com a norma PETROBRAS N -1 Parainformaccedilotildees completas sobre as normas teacutecnicas PETROBRAS ver Cataacutelogo de Normas TeacutecnicasPETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 346
N-253 REV H SET 98
2
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 446
N-253 REV H SET 98
3
PREFAacuteCIO
Esta Norma PETROBRAS N-253 REV H SET98 eacute a Revalidaccedilatildeo da Norma PETROBRAS
N-253 REV G ABR97 inclusive sua 1ordf Emenda natildeo tendo sido alterado o seu conteuacutedo
1 OBJETIVO
11 Esta Norma fixa as condiccedilotildees exigiacuteveis para a execuccedilatildeo do Projeto Mecacircnico e do Projetopara Fabricaccedilatildeo de Vasos de Pressatildeo utilizados em refinarias unidades petroquiacutemicas terminaisestaccedilotildees de dutos estaccedilotildees de produccedilatildeo em terra plataformas mariacutetimas de produccedilatildeo e outrasinstalaccedilotildees similares
12 Entende-se como ldquoVaso de Pressatildeordquo todos os reservatoacuterios de qualquer tipo dimensotildees ou
finalidade natildeo sujeitos agrave chama que contenham qualquer fluido em pressatildeo manomeacutetrica igual ousuperior a 103 kPa (105 kgfcm2) ou submetidos a pressatildeo externa
13 Esta Norma se aplica a projetos de vasos iniciados a partir da data de sua ediccedilatildeo
14 Esta Norma conteacutem somente requisitos mandatoacuterios
15 Devem ser seguidos somente os requisitos teacutecnicos desta Norma aplicaacuteveis a cada casoespeciacutefico
16 Outros requisitos teacutecnicos natildeo citados por esta Norma caso necessaacuterios devem ser seguidosconforme a aplicaccedilatildeo especiacutefica
2 DOCUMENTOS COMPLEMENTARES
Os documentos relacionados a seguir satildeo citados no texto e conteacutem prescriccedilotildees vaacutelidas para apresente Norma
Ministeacuterio do TrabalhoSecretaria de Seguranccedila e Sauacutede no Trabalho - NR-13 -Caldeiras e Vasos de Pressatildeo
PETROBRAS N-266 - Apresentaccedilatildeo de Projeto de Vaso de PressatildeoPETROBRAS N-268 - Fabricaccedilatildeo de Vasos de PressatildeoPETROBRAS N-269 - Montagem de Vasos de PressatildeoPETROBRAS N-279 - Projeto de Estruturas MetaacutelicasPETROBRAS N-381 - Execuccedilatildeo de Desenho e Outros Documentos Teacutecnicos em
Geral
PETROBRAS N-1278 - Algarismos e Letras para Identificaccedilatildeo de EquipamentosPETROBRAS N-1438 - SoldagemPETROBRAS N-1500 - Vasos de Pressatildeo - Folha de Dados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 546
N-253 REV H SET 98
4
PETROBRAS N 1521 - Identificaccedilatildeo de Equipamentos IndustriaisPETROBRAS N-1556 - Vasos de Pressatildeo - Requisiccedilatildeo de Material
PETROBRAS N-2012 - Detalhe de Bocal para Vaso de PressatildeoPETROBRAS N-2013 - Suporte para Vaso de Pressatildeo HorizontalPETROBRAS N-2014 - Suporte para Vaso de Pressatildeo VerticalPETROBRAS N-2049 - Acessoacuterio Interno de Vaso de PressatildeoPETROBRAS N-2054 - Acessoacuterio Externo de Vaso de PressatildeoABNT NBR 5874 - Terminologia de Soldagem EleacutetricaABNT NBR 6123 - Forccedilas devidas ao Vento em EdificaccedilotildeesABNT NBR 11889 - Bobinas Grossas e Chapas Grossas de Accedilo-CarbonoASME Boiler and Pressure Vessel Code - Seccedilotildees I II (Partes A B e C) V VIII(Divisatildeo 1 e 2) - e IXASME Code Cases - Pressure Vessels
ANSI B 11 - Unified Screw ThreadsANSI B 165 - Pipe Flanges and Flanged FittingsANSI B 1611 - Forged Steel Fittings Socket-Welding and ThreadedANSI B 1620 - Ring-Joint Gasket and Grooves for Steel Pipe FlangesANSI B 182 - Square and Hex NutsBS-5500 - Specification for Unifired Fusion Welded Pressure VesselsMSS SP-6 - Standard Finishes for Contact Faces of Pipe Flanges and
Connecting-end Flanges of Valves and FittingsMSS SP-44 - Steel Pipe Line FlangesAPI RP 520 - Recommended Practice for the Design and Installation of
Pressure Relieving Systems in RefineriesAPI RP 601 - Metallic Gaskets for Raised-Face Pipe Flanges and FlangedConnections
API RP 605 - Large Diameter Carbon-Steel FlangesAPI RP 618 - Reciprocating Compressors for General Refinery ServicesASTM A 20 - General Requirements for Steel Plates for Pressure VesselsTEMA - Standards of Tubular Exchanger Manufacturers AssociationWRC Bulletin 107 e 297 (Suplemento) - Local Stresses in Spherical and CylindricalShells Due to External Loadings
3 CONDICcedilOtildeES GERAIS
31 Projetista
Nesta Norma estaacute sendo denominado ldquoprojetista de detalhamentordquo a firma organizaccedilatildeoencarregada do ldquoprojeto de detalhamentordquo da instalaccedilatildeo onde se situa o vaso de pressatildeoconsiderado e de ldquoProjetistardquo a firma ou organizaccedilatildeo encarregada da elaboraccedilatildeo do projetomecacircnico e do projeto para fabricaccedilatildeo do vaso Caso o projeto mecacircnico e o projeto parafabricaccedilatildeo sejam feitos cada um por uma organizaccedilatildeo diferente o termo ldquoprojetistardquo cabe a cada
uma dessas entidades
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 646
N-253 REV H SET 98
5
32 Projeto Mecacircnico
321 O projeto mecacircnico consiste basicamente no dimensionamento mecacircnico estrutural do vasode pressatildeo Exceto quando expressamente especificado em contraacuterio no contrato ou naldquoRequisiccedilatildeo de Materialrdquo do vaso esse projeto deve incluir todos os itens que se aplica
322 O projeto mecacircnico baseia-se no projeto analiacutetico (de processo e teacutermico) e na seleccedilatildeode materiais
323 Quando necessaacuterio devem ser feitas as seguintes verificaccedilotildees pelo projetista dedetalhamento
a) tensotildees nos bocais do vaso devido a reaccedilotildees de tubulaccedilatildeo e outros esforccedilosexternos
b) deslocamentos dos bocais do vaso devido a dilataccedilatildeo teacutermicac) tensotildees localizadas devido a suportes de tubulaccedilatildeo e plataformas
Nota Essas verificaccedilotildees constituem atribuiccedilatildeo do projetista de detalhamento a natildeoser que seja definido em contraacuterio no contrato ou na Requisiccedilatildeo de Material
33 Projeto para Fabricaccedilatildeo
O projeto para fabricaccedilatildeo consiste no detalhamento completo dos vasos para a sua fabricaccedilatildeoincluindo todas as definiccedilotildees e dados prescritos na norma PETROBRAS N-266
34 Responsabilidade do Projetista
341 A observacircncia agraves exigecircncias ou recomendaccedilotildees desta e de quaisquer outras normas natildeopode entretanto em nenhum caso diminuir nem isentar de responsabilidade o projetista quecontinua sempre com total responsabilidade pelo projeto mecacircnico eou pela fabricaccedilatildeo do
vaso
342 Em todos os projetos devem ficar claramente definidos os limites fiacutesicos do vaso quesatildeo tambeacutem os limites de responsabilidade do projetista
35 Requisiccedilatildeo de Material
351 A Requisiccedilatildeo de Material (RM) de vasos de pressatildeo que eacute o documento de definiccedilatildeo do
escopo de fornecimento desses equipamentos deve ser feita conforme o formulaacuteriopadronizado pela norma PETROBRAS N-1556
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 746
N-253 REV H SET 98
6
352 Como regra geral as RMrsquos devem ser baseadas no projeto mecacircnico completo do vaso
ou parcial que deve ser anexado agrave RM A RM pode ser baseada no projeto de processo ou nosdados baacutesicos de processo em casos especiais que exigem garantia de desempenho dofabricante
353 A RM deve indicar a revisatildeo ou data da ediccedilatildeo das normas citadas Em caso de omissatildeoaplicam-se as ediccedilotildees em vigor na data de emissatildeo ou revisatildeo aplicaacutevel da RM
354 Nos documentos anexos agrave RM devem ser indicados a natureza composiccedilatildeo epropriedades de todas as correntes fluidas que entram ou que saem do vaso exceto quando
essas informaccedilotildees natildeo forem fornecidas no Projeto de Engenharia Baacutesica
36 Desenhos e Informaccedilotildees
361 Todos os desenhos devem ser elaborados de acordo com as exigecircncias da normaPETROBRAS N-381
362 Todos os desenhos Folhas de Dados Folhas de Caacutelculos e outros documentos devemser elaborados como prescrito na norma PETROBRAS N-266 e devem obrigatoriamenteconter todas as informaccedilotildees relacionadas e pedidas nessa mesma norma sempre que possiacuteveldeve ser usado o formulaacuterio padronizado pela norma PETROBRAS N-1500
37 Normas de Projeto
371 Exceto como permitido nos itens 3711 3712 3713 e 3714 o projeto de todos
os vasos de pressatildeo deve ser feito rigorosamente de acordo com a ediccedilatildeo citada nosdocumentos de projeto da Seccedilatildeo VIII Divisatildeo 1 (Pressure Vessels) do ldquoBoiler and PressureVessels Coderdquo da ASME (American Society of Mechanical Engineers)
3711 Quando a espessura da parede do vaso exceder 50 mm para o projeto feito de acordocom a Divisatildeo 1 do coacutedigo ASME Seccedilatildeo VIII supondo-se o emprego dos materiais comopermitido no capiacutetulo 5 recomenda-se avaliar a conveniecircncia de se executar o projeto deacordo com a Divisatildeo 2 dessa mesma norma
3712 Permite-se que o projeto do vaso seja feito de acordo com a Divisatildeo 2 do ASMESeccedilatildeo VIII quando essa condiccedilatildeo for definida pela PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 846
N-253 REV H SET 98
7
3713 Quando o vaso for parte componente de equipamento de geraccedilatildeo de vapor projetadoconforme o coacutedigo ASME Seccedilatildeo I o vaso deve ser projetado e construiacutedo de acordo com os
requisitos daquela seccedilatildeo
3714 Vasos projetados para pressotildees superiores a 20690 kPa (211 kgfcm2) ou deconstruccedilatildeo ou projeto especiais (proprietaacuterios) devem atender aos requisitos aplicaacuteveis docoacutedigo ASME Seccedilatildeo VIII Divisatildeo 2 eou as praacuteticas proprietaacuterias de projeto e construccedilatildeo dofabricante A adoccedilatildeo de criteacuterios diferentes dos do coacutedigo ASME entretanto estaacute sujeita aaprovaccedilatildeo preacutevia da PETROBRAS
3715 Admite-se o projeto executado de acordo com outras normas ou coacutedigos de projeto
aceitos internacionalmente somente quando aprovado pela PETROBRAS Ex Norma alematildeAD MERKBLAumlTTER e norma inglesa BS-5500
3716 Quando o projeto for feito de acordo com uma norma ou coacutedigo diferente do ASMESeccedilatildeo VIII natildeo se deve aplicar esta Norma PETROBRAS N-253 devendo o projeto serintegralmente executado em conformidade com a norma ou coacutedigo adotado
372 O projeto de qualquer vaso de pressatildeo deve ainda obedecer agraves seguintes normas
a) Seccedilatildeo II (materiais) do ldquoBoiler and Pressure Vessels Coderdquo da ASMEb) Seccedilatildeo IX (qualificaccedilatildeo de soldadores e de procedimentos de soldagem do ldquoBoilerand Pressure Vessels Coderdquo da ASME
c) Norma NBR 6123 (da ABNT)para o caacutelculo dos carregamentos devidos aovento
d) Normas PETROBRAS N-1438 e NBR 5874 (da ABNT) para terminologia esimbologia de soldagem
e) Normas Teacutecnicas da PETROBRAS citadas nesta Norma ou discriminadas emcada caso
373 O caacutelculo das tensotildees provenientes de cargas concentradas pode ser feito de acordo coma norma Britacircnica BS-5500 e o Bulletins 107 e 297 do Welding Research Council quandoaplicaacuteveis
374 Quando houver divergecircncias entre as normas e outros documentos deve ser observado aseguinte ordem de precedecircncia
a) Desenhos baacutesicos do vaso folha de dados ou outro documento especiacutefico para ovaso
b) Esta Norma
c) Outras normas referidas nesta Norma
Nota Em caso de duacutevidas a PETROBRAS deve ser consultada a respeito
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 946
N-253 REV H SET 98
8
375 Em todos os projetos devem ser adotadas as Unidades de Medida Legais no Brasil
permitindo-se o emprego de unidades inglesas apenas para a designaccedilatildeo de diacircmetros nominaisde tubos e acessoacuterios de tubulaccedilatildeo perfis parafusos e similares
376 Deve ser obrigatoriamente seguida a Norma Regulamentadora NR-13 do Ministeacuterio doTrabalho no projeto mecacircnico e no projeto para fabricaccedilatildeo do vaso de pressatildeo
38 Nota Geneacuterica
Alterar a denominaccedilatildeo ldquoPressatildeo Maacutexima Admissiacutevel de Trabalhordquo para ldquoPressatildeo Maacutexima de
Trabalho Admissiacutevel - PMTArdquo em todos os itens da norma em que aparece Ex 46 e 151
4 CRITEacuteRIOS DE PROJETO
41 Tensotildees Admissiacuteveis Baacutesicas
411 As tensotildees admissiacuteveis baacutesicas satildeo os valores adotados para caacutelculo das espessuras
miacutenimas requeridas para partes pressurizadas e devem ser os valores tabelados pelo coacutedigo deProjeto
412 As soldas ligando partes natildeo pressurizadas a partes pressurizadas bem como suportesde internos principais tais como ciclones e grades devem ser projetados considerando-se atensatildeo admissiacutevel para partes pressurizadas
413 Os parafusos de ancoragem de accedilo-carbono devem ser calculados com uma tensatildeoadmissiacutevel baacutesica de 98 MPa (1000 kgfcm2) baseado na aacuterea da raiz Para a condiccedilatildeo demontagem pode ser considerada uma tensatildeo admissiacutevel maacutexima de 118 MPa (1200 kgfcm2)
42 Pressatildeo de Projeto
A pressatildeo de projeto deve ser determinada pelo projetista
43 Temperatura de Projeto
A temperatura de projeto deve ser determinada pelo projetista
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1046
N-253 REV H SET 98
9
44 Combinaccedilatildeo de Carregamentos
441 Todos os vasos de pressatildeo projetados de acordo com o coacutedigo ASME Seccedilatildeo VI11
Divisatildeo 1 inclusive as estruturas de suporte devem ser verificados para as seguintescondiccedilotildees
a) I - Montagemb) II - Testec) III - Operaccedilatildeo normald) IV - Parada
442 Os esforccedilos solicitantes tensotildees admissiacuteveis e espessuras que devem ser consideradaspara cada uma das condiccedilotildees de 441 estatildeo discriminadas na TABELA 1
TABELA 1(CONTINUA) - COMBINACcedilAtildeO DE CARREGAMENTOSNO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
I-MONTAGEM
Consideraccedilatildeo simultacircnea dosseguintes carregamentosseguintesa) peso proacuteprio do vaso 1)b) esforccedilos devidos agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurasnominais daschapas
6)
II-TESTE
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna de teste
hidrostaacutetico- peso do vaso completamente
cheio de aacutegua 1)- peso de todas as cargas
permanentes suportadas pelovaso durante o teste 3)
A tensatildeo maacutexima natildeo podeexceder 80 do limite deelasticidade do material natemperatura ambiente ParaPartes natildeo Pressurizadaspode ser considerada atensatildeo admissiacutevel baacutesicaacrescida de 33 13
Espessurasnominais ouespessurascorroiacutedas
6)
III-OPERACcedilAtildeO
5)
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna ou externa de
projeto na temperatura deprojetopeso do fluido no niacutevel deoperaccedilatildeo
- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelo
vaso 4)- esforccedilos devido agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura de projetoexceto no trecho inferior aoestabelecido para saia desuporte
Espessurascorroiacutedas istoeacute espessurasnominais menosas sobre-espessuras paracorrosatildeo
6)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1146
N-253 REV H SET 98
10
TABELA 1(CONCLUSAtildeO) - COMBINACcedilAtildeO DE CARREGAMENTOS
NO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
IV-PARADA
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelovaso 4)
- esforccedilos devidos agrave accedilatildeo dovento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurascorroiacutedas
6)
Notas 1) Inclui o casco e acessoacuterios soldados exclui acessoacuterios externos e internos removiacuteveis2) Os esforccedilos devidos ao vento natildeo precisam ser considerados para o projeto dos vasos
horizontais devem entretanto ser considerados no projeto das suas fundaccedilotildees eestruturas
3) Inclui internos removiacuteveis exclui isolamento interno ou externo e acessoacuterios externos4) Inclui internos removiacuteveis isolamento interno ou externo acessoacuterios externos e
tubulaccedilotildees
5) Em casos especiais a criteacuterio do Projetista pode ser necessaacuterio considerar naCondiccedilatildeo III o efeito simultacircneo de outros carregamentos atuantes tais comodilataccedilotildees teacutermicas do proacuteprio vaso dilataccedilotildees teacutermicas de tubulaccedilotildees e outrasestruturas ligadas ao vaso flutuaccedilotildees de pressatildeo esforccedilos dinacircmicos causados pelomovimento de fluidos internos e vibraccedilotildees
6) Para as partes que sofrem reduccedilatildeo de espessura no processo de fabricaccedilatildeo devem serconsideradas as espessuras miacutenimas esperadas
7) A tensatildeo longitudinal de compressatildeo admissiacutevel para todas as condiccedilotildees decarregamento para o vaso e para saias de suporte deve ser determinada de acordocom o paraacutegrafo UG-23 (b) do Coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
443 Em condiccedilotildees de curta duraccedilatildeo devem ser considerados os seguintes carregamentossimultacircneos
a) pressatildeo interna ou externa e temperatura correspondente na condiccedilatildeo de curtaduraccedilatildeo
b) peso maacuteximo do fluido de operaccedilatildeo na condiccedilatildeo de curta duraccedilatildeoc) peso de todas as cargas permanentes suportadas pelo vaso
4431 Natildeo eacute necessaacuterio considerar a ocorrecircncia simultacircnea de dois carregamentos
temporaacuterios a natildeo ser que exista razoaacutevel expectativa de sua ocorrecircncia
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1246
N-253 REV H SET 98
11
4432 As cargas de vento e terremoto natildeo precisam ser combinadas com as cargas de curtaduraccedilatildeo
4433 Para partes natildeo pressurizadas pode ser considerada a tensatildeo admissiacutevel baacutesicaacrescida de 33 13
4434 Os efeitos das condiccedilotildees de curta duraccedilatildeo devem ser analisadas em cada caso
4435 As tensotildees admissiacuteveis do Coacutedigo de projeto natildeo podem ser ultrapassadas devendo ascondiccedilotildees de peso maacuteximo constar dos dados para projeto de fundaccedilotildees
444 Exceto quando especificado de outra forma na Folha de Dados do vaso as cargasdevidas ao vento devem ser calculadas de acordo com a norma ABNT NBR 6123
445 Para os vasos de pressatildeo projetados de acordo com a norma ASME Seccedilatildeo VIIIDivisatildeo 1 os conceitos de pressatildeo e temperatura de operaccedilatildeo pressatildeo e temperatura deprojeto pressatildeo de teste hidrostaacutetico e pressatildeo maacutexima de trabalho admissiacutevel devem serentendidos como definidos no projeto
446 Para os vasos construiacutedos de accedilos inoxidaacuteveis austeniacuteticos devem ser adotados osvalores de 4461 e 4462 para as tensotildees admissiacuteveis
4461 Para o casco tampos e outras partes do vaso para as quais pequenas deformaccedilotildeespermanentes natildeo sejam prejudiciais adotar valores mais altos das tensotildees admissiacuteveis de acordocom a Nota (1) da Tabela UHA-23 do coacutedigo ASME Sec VIII Div 1
4462 Para os flanges espelhos e outras partes do vaso que podem estar sujeitos avazamento ou mau funcionamento devido a pequenas deformaccedilotildees permanentes adotar
valores baixos das tensotildees admissiacuteveis de acordo com a mesma Nota e TABELA de 4461
45 Vida Uacutetil de Projeto
Exceto quando especificado de outra forma devem ser considerados os valores miacutenimos daTABELA 2 para o tempo de vida uacutetil dos vasos de pressatildeo Esses tempos de vida uacutetil devemser empregados como base para a seleccedilatildeo de materiais determinaccedilatildeo de sobreespessuras paracorrosatildeo e erosatildeo caacutelculo de fadiga e de deformaccedilotildees por fluecircncia e qualquer outro criteacuteriobaseado no fator tempo Quando for teacutecnica ou economicamente inviaacutevel atender a esses
tempos de vida a PETROBRAS deve decidir em cada caso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1346
N-253 REV H SET 98
12
TABELA 2 - VIDA UacuteTIL DOS VASOS DE PRESSAtildeO
Classes de Equipamentos
Refinarias Terminais e
outras Instalaccedilotildees NatildeoPetroquiacutemicas Unidades Petroquiacutemicas
Equipamentos de grande portegrande custo ou essenciais aofuncionamento da unidadeindustrial (reatores torrespermutadores ou vasosimportantes)
20 anos 15 anos
Outros equipamentos natildeoincluiacutedos na classe acima
15 anos 10 anos
Peccedilas desmontaacuteveis ou dereposiccedilatildeo (feixes tubularesinternos de torres e outros)
8 anos 5 anos
46 Pressatildeo Maacutexima Admissiacutevel de Trabalho
Eacute obrigatoacuterio o caacutelculo da pressatildeo maacutexima admissiacutevel de trabalho (PMAT) (MaximumAllowable Working Pressure MAWP) e a indicaccedilatildeo da parte do vaso que limita essa pressatildeopara todos os vasos projetados de acordo com o coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 Apressatildeo maacutexima admissiacutevel de trabalho deve ser sempre calculada no projeto do vaso
47 Flecha em Vasos Verticais
Para vasos verticais a flecha maacutexima devida ao vento natildeo deve exceder 1200 da altura dovaso
48 Radiografia das Juntas Soldadas
Para qualquer vaso de pressatildeo eacute obrigatoacuterio que todas as juntas soldadas do casco e tampos
tenham pelo menos inspeccedilatildeo radiograacutefica por pontos (spot) natildeo sendo admitidas as soldas natildeoradiografadas mesmo nos casos em que o coacutedigo ASME Sec VIII Div 1 permita esse tipo desoldas
49 Acessoacuterios de Compressores Alternativos
Os equipamentos para amortecimento de pulsaccedilotildees resfriadores inter-estaacutegio (intercoolers) eresfriadores posteriores (aftercoolers) pertencentes a sistemas de compressores alternativosdevem obedecer tambeacutem aos requisitos da norma API RP 618 Os permutadores do sistema delubrificaccedilatildeo quando o compressor for situado em unidades de refino devem atender ao
TEMA ldquoRrdquo em outros locais admite-se para esse permutador de calor o TEMA ldquoCrdquo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1446
N-253 REV H SET 98
13
410 Vibraccedilotildees Induzidas pelo Vento
Deve ser verificado o efeito de vibraccedilotildees induzidas pelo vento em vasos verticais na direccedilatildeo
do vento e na direccedilatildeo perpendicular ao mesmo As cargas devem ser conforme a normaABNT NBR 6123
5 MATERIAIS
51 Para os cascos tampos e todas as outras partes do vaso submetidas agrave pressatildeo exige-sesempre que sejam especificados no projeto materiais qualificados Como regra geral soacute satildeoadmitidos materiais qualificados reconhecidos pelo coacutedigo ASME Seccedilatildeo II (partes A B e C) eSeccedilatildeo VIII admitindo-se materiais ASTM detalhando-se os seus desvios para aprovaccedilatildeo pelaPETROBRAS
52 A aceitaccedilatildeo de materiais equivalentes ao do coacutedigo ASME ou de acordo com outrasnormas estaacute sujeita agrave aprovaccedilatildeo da PETROBRAS devendo os materiais natildeo relacionados nocoacutedigo ASME Seccedilatildeo II constar de especificaccedilotildees de sociedades de normalizaccedilatildeo reconhecidasinternacionalmente (Ex BS DIN JIS) Nestes casos o proponente deve apresentar o textocompleto da especificaccedilatildeo proposta em portuguecircs ou em inglecircs
53 Quando o material proposto natildeo constar das especificaccedilotildees de sociedades de
normalizaccedilatildeo reconhecidas internacionalmente devem ser obedecidos os requisitos de 531ateacute 533
531 Deve ser adotada a sistemaacutetica de aprovaccedilatildeo do Coacutedigo ASME Seccedilatildeo VIII conformeos apecircndices correspondentes das Divisotildees 1 e 2
532 O proponente deve apresentar as informaccedilotildees de 5321 ateacute 5325
5321 Acrescentar o texto completo das especificaccedilotildees dos materiais de preferecircncia dentrodo modelo descrito nas especificaccedilotildees da ASTM incluindo no miacutenimo processos defabricaccedilatildeo composiccedilatildeo quiacutemica propriedades fiacutesicas e quiacutemicas tratamentos teacutermicosnecessaacuterios toleracircncias ensaios quiacutemicos e mecacircnicos acabamento condiccedilotildees de aceitaccedilatildeo erejeiccedilatildeo
5322 Apresentar a comprovaccedilatildeo da submissatildeo do material agrave ASTM ou de ldquoCode Caserdquoaprovando o uso do material
5323 Indicar propriedades mecacircnicas limites de ruptura e escoamento para vaacuteriastemperaturas de serviccedilo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1546
N-253 REV H SET 98
14
5324 Indicar a necessidade ou natildeo de tratamento teacutermico para aliacutevio de tensotildees ou correccedilatildeode caracteriacutesticas metaluacutergicas alteradas devido agraves operaccedilotildees de fabricaccedilatildeo tais comoforjamento e soldagem e as condiccedilotildees de realizaccedilatildeo desses tratamentos Em qualquer caso
deve ser plenamente justificada a necessidade ou natildeo do tratamento teacutermico
5325 Fornecer a relaccedilatildeo dos vasos de pressatildeo existentes construiacutedos com o materialproposto Essa relaccedilatildeo deve indicar em cada caso os seguintes dados forma geomeacutetricadimensotildees pressatildeo e temperatura de projeto serviccedilo nome do usuaacuterio e do fabricante localda instalaccedilatildeo e data de entrada em serviccedilo
533 A utilizaccedilatildeo do material proposto estaacute condicionada agrave aprovaccedilatildeo da PETROBRAS
54 Os accedilos para as partes pressurizadas devem apresentar teor de carbono natildeo superior a030 sendo que para as chapas dos cascos e tampos exige-se que o teor de carbono natildeoseja superior a 026 Accedilos com teor de carbono superior aos limites acima podem serempregados somente nos seguintes casos
a) partes natildeo soldadas tais como flanges cegos e tampos de bocas de visitab) chapas com espessura superior a 50 mm
55 O emprego de accedilos contendo outros elementos de liga aleacutem do manganecircs e siliacutecio eoucom limites de resistecircncia superior a 485 MPa (70 psi) (valor nominal constante daespecificaccedilatildeo do material) bem como de accedilos temperados e revenidos estaacute sujeito a aprovaccedilatildeopreacutevia da PETROBRAS
56 Independentemente dos limites da temperatura estabelecidos no coacutedigo ASME Sec VIIIDiv 1 os materiais indicados na TABELA 3 soacute devem em princiacutepio ser empregados emserviccedilo contiacutenuo para temperaturas ateacute os limites dados nessa TABELA Permite-se oemprego em temperaturas superiores para condiccedilotildees eventuais e de curta duraccedilatildeo ou quandonatildeo houver outra alternativa teacutecnica ou economicamente viaacutevel Em qualquer caso eacute
necessaacuteria a aprovaccedilatildeo da PETROBRAS Os limites para as partes pressurizadas estatildeoprincipalmente baseados em funccedilatildeo da resistecircncia mecacircnica (resistecircncia a fluecircncia) do materialOs limites para as partes natildeo pressurizadas estatildeo baseados na temperatura de escamaccedilatildeo domaterial (scaling temperature)
57 A TABELA 4 mostra os criteacuterios baacutesicos para especificaccedilatildeo de materiais para as diversaspartes dos vasos de pressatildeo Esses criteacuterios dever ser obedecidos exceto quando forespecificado de outra forma para um determinado vaso As classes das partes dos vasos citadosna primeira coluna da TABELA 4 satildeo descritas de 571 ateacute 576
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1646
N-253 REV H SET 98
15
TABELA 3 - TEMPERATURAS LIMITES
Materiais
Temperatura Maacutexima de Operaccedilatildeo
(degC)Partes Pressurizadas Partes Natildeo Pressurizadas
Accedilos-Carbono qualidade estruturalAccedilos-Carbono natildeo acalmados(materiais qualificados)Accedilos-Carbono acalmados com SiAccedilos-Liga 12 MoAccedilos-Liga 1 14 Cr - 12 MoAccedilos-Liga 2 14 Cr -1 MoAccedilos-Liga 5 Cr - 12 MoAccedilos Inoxidaacuteveis 405 410 410S 3)Accedilos Inoxidaacuteveis 304 316 (1) 2)Accedilos Inoxidaacuteveis 304L 316LAccedilos Inoxidaacutevel 310 2)
150
400450500530530480480600400600
530
530530530550570600700800800
1100
Notas 1) Para temperaturas de projeto superiores a 550degC recomenda-se o uso de accedilosinoxidaacuteveis tipo ldquoHrdquo
2) Chama-se atenccedilatildeo para a possibilidade de formaccedilatildeo de ldquoFase Sigmardquo para
temperaturas acima de 600degC resultando em severa fragilizaccedilatildeo do material Essamudanccedila na estrutura metaluacutergica ocorre principalmente para os accedilos tipos 316 e310
3) Esses materiais satildeo suscetiacuteveis de sofrer fragilizaccedilatildeo operando em torno de 475degCpor periacuteodos longos
571 Classe I
Partes da parede de pressatildeo do vaso em contacto com o fluido de processo (cascos tampospescoccedilos de bocais flanges flanges cegos e outros) e outras partes pressurizadas em contactocom o fluido de processo (espelhos pex) Esta classe inclui tambeacutem as partes internassoldadas aos vasos e submetidas a esforccedilos principais (aneacuteis chapas e outros elementos desuporte de bandejas grades tampos internos e outros) Esta classe inclui tambeacutem os reforccedilos(de qualquer tipo) das aberturas na parede de pressatildeo do vaso
572 Classe II
Partes da parede de pressatildeo do vaso natildeo em contacto com o fluido de processo exceto osreforccedilos das aberturas (incluiacutedos na Classe I) reforccedilos externos reforccedilos de vaacutecuo e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 246
N-253 REV H SET 98
PROPRIEDADE DA PETROBRAS 45 paacuteginas
PROJETO DE VASO
DE PRESSAtildeO
Procedimento
Esta Norma substitui e cancela a sua revisatildeo anterior
Esta Norma eacute a Revalidaccedilatildeo da revisatildeo anterior
Cabe agrave CONTEC - Subcomissatildeo Autora a orientaccedilatildeo quanto agrave interpretaccedilatildeo do textodesta Norma O Oacutergatildeo da PETROBRAS usuaacuterio desta Norma eacute o responsaacutevel pelaadoccedilatildeo e aplicaccedilatildeo dos itens da mesma
CONTECComissatildeo de Normas
Teacutecnicas
Requisito Mandatoacuterio Prescriccedilatildeo estabelecida como a mais adequada e que deve serutilizada estritamente em conformidade com esta Norma Uma eventual resoluccedilatildeo denatildeo seguiacute-la (natildeo-conformidade com esta Norma) deve ter fundamentos teacutecnico-gerenciais e deve ser aprovada e registrada pelo Oacutergatildeo da PETROBRAS usuaacuterio destaNorma Eacute caracterizada pelos verbos ldquodeverrdquo ldquoserrdquo ldquoexigirrdquo ldquodeterminarrdquo e outrosverbos de caraacuteter impositivo
SC - 02
Praacutetica Recomendada (natildeo-mandatoacuteria) Prescriccedilatildeo que pode ser utilizada nascondiccedilotildees previstas por esta Norma mas que admite (e adverte sobre) a possibilidadede alternativa (natildeo escrita nesta Norma) mais adequada agrave aplicaccedilatildeo especiacutefica Aalternativa adotada deve ser aprovada e registrada pelo Oacutergatildeo da PETROBRAS usuaacuteriodesta Norma Eacute caracterizada pelos verbos ldquorecomendarrdquo ldquopoderrdquo ldquosugerirrdquo eldquoaconselharrdquo (verbos de caraacuteter natildeo-impositivo) Eacute indicada pela expressatildeo [Praacutetica
Recomendada]
Caldeiraria Coacutepias dos registros das natildeo-conformidades com esta Norma que possam contribuirpara o aprimoramento da mesma devem ser enviadas para a CONTEC - Subcomissatildeo
AutoraAs propostas para revisatildeo desta Norma devem ser enviadas agrave CONTEC - SubcomissatildeoAutora indicando a sua identificaccedilatildeo alfanumeacuterica e revisatildeo o item a ser revisado aproposta de redaccedilatildeo e a justificativa teacutecnico-econocircmica As propostas satildeo apreciadasdurante os trabalhos para alteraccedilatildeo desta Norma
ldquoA presente norma eacute titularidade exclusiva da PETROacuteLEO BRASILEIRO SA - PETROBRAS de uso interno na Companhia e qualquer reproduccedilatildeo para utilizaccedilatildeo ou divulgaccedilatildeo externa sem a preacutevia e expressa autorizaccedilatildeo da titular importa em ato iliacutecito nos termos da legislaccedilatildeo pertinenteatraveacutes da qual seratildeo imputadas as responsabilidades cabiacuteveis Acirculaccedilatildeo externa seraacute regulada mediante claacuteusula proacutepria de Sigilo e Confidencialidade nos termos do direito intelectual e propriedade industrialrdquo
Apresentaccedilatildeo
As normas teacutecnicas PETROBRAS satildeo elaboradas por Grupos de Trabalho ndashGTs (formados por especialistas da Companhia e das suas Subsidiaacuterias) satildeo comentadas pelos
Representantes Locais (representantes das Unidades Industriais Empreendimentos de Engenharia Divisotildees Teacutecnicas e Subsidiaacuterias) satildeo aprovadas pelas Subcomissotildees Autoras ndash SCs (formadas por teacutecnicos de uma mesma especialidade representando os Oacutergatildeos da Companhia e as Subsidiaacuterias) eaprovadas pelo Plenaacuterio da CONTEC (formado pelos representantes das Superintendecircncias dosOacutergatildeos da Companhia e das suas Subsidiaacuterias usuaacuterios das normas) Uma norma teacutecnicaPETROBRAS estaacute sujeita a revisatildeo em qualquer tempo pela sua Subcomissatildeo Autora e deve ser reanalisada a cada 5 (cinco) anos para ser revalidada revisada ou cancelada As normas teacutecnicasPETROBRAS satildeo elaboradas em conformidade com a norma PETROBRAS N -1 Parainformaccedilotildees completas sobre as normas teacutecnicas PETROBRAS ver Cataacutelogo de Normas TeacutecnicasPETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 346
N-253 REV H SET 98
2
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 446
N-253 REV H SET 98
3
PREFAacuteCIO
Esta Norma PETROBRAS N-253 REV H SET98 eacute a Revalidaccedilatildeo da Norma PETROBRAS
N-253 REV G ABR97 inclusive sua 1ordf Emenda natildeo tendo sido alterado o seu conteuacutedo
1 OBJETIVO
11 Esta Norma fixa as condiccedilotildees exigiacuteveis para a execuccedilatildeo do Projeto Mecacircnico e do Projetopara Fabricaccedilatildeo de Vasos de Pressatildeo utilizados em refinarias unidades petroquiacutemicas terminaisestaccedilotildees de dutos estaccedilotildees de produccedilatildeo em terra plataformas mariacutetimas de produccedilatildeo e outrasinstalaccedilotildees similares
12 Entende-se como ldquoVaso de Pressatildeordquo todos os reservatoacuterios de qualquer tipo dimensotildees ou
finalidade natildeo sujeitos agrave chama que contenham qualquer fluido em pressatildeo manomeacutetrica igual ousuperior a 103 kPa (105 kgfcm2) ou submetidos a pressatildeo externa
13 Esta Norma se aplica a projetos de vasos iniciados a partir da data de sua ediccedilatildeo
14 Esta Norma conteacutem somente requisitos mandatoacuterios
15 Devem ser seguidos somente os requisitos teacutecnicos desta Norma aplicaacuteveis a cada casoespeciacutefico
16 Outros requisitos teacutecnicos natildeo citados por esta Norma caso necessaacuterios devem ser seguidosconforme a aplicaccedilatildeo especiacutefica
2 DOCUMENTOS COMPLEMENTARES
Os documentos relacionados a seguir satildeo citados no texto e conteacutem prescriccedilotildees vaacutelidas para apresente Norma
Ministeacuterio do TrabalhoSecretaria de Seguranccedila e Sauacutede no Trabalho - NR-13 -Caldeiras e Vasos de Pressatildeo
PETROBRAS N-266 - Apresentaccedilatildeo de Projeto de Vaso de PressatildeoPETROBRAS N-268 - Fabricaccedilatildeo de Vasos de PressatildeoPETROBRAS N-269 - Montagem de Vasos de PressatildeoPETROBRAS N-279 - Projeto de Estruturas MetaacutelicasPETROBRAS N-381 - Execuccedilatildeo de Desenho e Outros Documentos Teacutecnicos em
Geral
PETROBRAS N-1278 - Algarismos e Letras para Identificaccedilatildeo de EquipamentosPETROBRAS N-1438 - SoldagemPETROBRAS N-1500 - Vasos de Pressatildeo - Folha de Dados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 546
N-253 REV H SET 98
4
PETROBRAS N 1521 - Identificaccedilatildeo de Equipamentos IndustriaisPETROBRAS N-1556 - Vasos de Pressatildeo - Requisiccedilatildeo de Material
PETROBRAS N-2012 - Detalhe de Bocal para Vaso de PressatildeoPETROBRAS N-2013 - Suporte para Vaso de Pressatildeo HorizontalPETROBRAS N-2014 - Suporte para Vaso de Pressatildeo VerticalPETROBRAS N-2049 - Acessoacuterio Interno de Vaso de PressatildeoPETROBRAS N-2054 - Acessoacuterio Externo de Vaso de PressatildeoABNT NBR 5874 - Terminologia de Soldagem EleacutetricaABNT NBR 6123 - Forccedilas devidas ao Vento em EdificaccedilotildeesABNT NBR 11889 - Bobinas Grossas e Chapas Grossas de Accedilo-CarbonoASME Boiler and Pressure Vessel Code - Seccedilotildees I II (Partes A B e C) V VIII(Divisatildeo 1 e 2) - e IXASME Code Cases - Pressure Vessels
ANSI B 11 - Unified Screw ThreadsANSI B 165 - Pipe Flanges and Flanged FittingsANSI B 1611 - Forged Steel Fittings Socket-Welding and ThreadedANSI B 1620 - Ring-Joint Gasket and Grooves for Steel Pipe FlangesANSI B 182 - Square and Hex NutsBS-5500 - Specification for Unifired Fusion Welded Pressure VesselsMSS SP-6 - Standard Finishes for Contact Faces of Pipe Flanges and
Connecting-end Flanges of Valves and FittingsMSS SP-44 - Steel Pipe Line FlangesAPI RP 520 - Recommended Practice for the Design and Installation of
Pressure Relieving Systems in RefineriesAPI RP 601 - Metallic Gaskets for Raised-Face Pipe Flanges and FlangedConnections
API RP 605 - Large Diameter Carbon-Steel FlangesAPI RP 618 - Reciprocating Compressors for General Refinery ServicesASTM A 20 - General Requirements for Steel Plates for Pressure VesselsTEMA - Standards of Tubular Exchanger Manufacturers AssociationWRC Bulletin 107 e 297 (Suplemento) - Local Stresses in Spherical and CylindricalShells Due to External Loadings
3 CONDICcedilOtildeES GERAIS
31 Projetista
Nesta Norma estaacute sendo denominado ldquoprojetista de detalhamentordquo a firma organizaccedilatildeoencarregada do ldquoprojeto de detalhamentordquo da instalaccedilatildeo onde se situa o vaso de pressatildeoconsiderado e de ldquoProjetistardquo a firma ou organizaccedilatildeo encarregada da elaboraccedilatildeo do projetomecacircnico e do projeto para fabricaccedilatildeo do vaso Caso o projeto mecacircnico e o projeto parafabricaccedilatildeo sejam feitos cada um por uma organizaccedilatildeo diferente o termo ldquoprojetistardquo cabe a cada
uma dessas entidades
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 646
N-253 REV H SET 98
5
32 Projeto Mecacircnico
321 O projeto mecacircnico consiste basicamente no dimensionamento mecacircnico estrutural do vasode pressatildeo Exceto quando expressamente especificado em contraacuterio no contrato ou naldquoRequisiccedilatildeo de Materialrdquo do vaso esse projeto deve incluir todos os itens que se aplica
322 O projeto mecacircnico baseia-se no projeto analiacutetico (de processo e teacutermico) e na seleccedilatildeode materiais
323 Quando necessaacuterio devem ser feitas as seguintes verificaccedilotildees pelo projetista dedetalhamento
a) tensotildees nos bocais do vaso devido a reaccedilotildees de tubulaccedilatildeo e outros esforccedilosexternos
b) deslocamentos dos bocais do vaso devido a dilataccedilatildeo teacutermicac) tensotildees localizadas devido a suportes de tubulaccedilatildeo e plataformas
Nota Essas verificaccedilotildees constituem atribuiccedilatildeo do projetista de detalhamento a natildeoser que seja definido em contraacuterio no contrato ou na Requisiccedilatildeo de Material
33 Projeto para Fabricaccedilatildeo
O projeto para fabricaccedilatildeo consiste no detalhamento completo dos vasos para a sua fabricaccedilatildeoincluindo todas as definiccedilotildees e dados prescritos na norma PETROBRAS N-266
34 Responsabilidade do Projetista
341 A observacircncia agraves exigecircncias ou recomendaccedilotildees desta e de quaisquer outras normas natildeopode entretanto em nenhum caso diminuir nem isentar de responsabilidade o projetista quecontinua sempre com total responsabilidade pelo projeto mecacircnico eou pela fabricaccedilatildeo do
vaso
342 Em todos os projetos devem ficar claramente definidos os limites fiacutesicos do vaso quesatildeo tambeacutem os limites de responsabilidade do projetista
35 Requisiccedilatildeo de Material
351 A Requisiccedilatildeo de Material (RM) de vasos de pressatildeo que eacute o documento de definiccedilatildeo do
escopo de fornecimento desses equipamentos deve ser feita conforme o formulaacuteriopadronizado pela norma PETROBRAS N-1556
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 746
N-253 REV H SET 98
6
352 Como regra geral as RMrsquos devem ser baseadas no projeto mecacircnico completo do vaso
ou parcial que deve ser anexado agrave RM A RM pode ser baseada no projeto de processo ou nosdados baacutesicos de processo em casos especiais que exigem garantia de desempenho dofabricante
353 A RM deve indicar a revisatildeo ou data da ediccedilatildeo das normas citadas Em caso de omissatildeoaplicam-se as ediccedilotildees em vigor na data de emissatildeo ou revisatildeo aplicaacutevel da RM
354 Nos documentos anexos agrave RM devem ser indicados a natureza composiccedilatildeo epropriedades de todas as correntes fluidas que entram ou que saem do vaso exceto quando
essas informaccedilotildees natildeo forem fornecidas no Projeto de Engenharia Baacutesica
36 Desenhos e Informaccedilotildees
361 Todos os desenhos devem ser elaborados de acordo com as exigecircncias da normaPETROBRAS N-381
362 Todos os desenhos Folhas de Dados Folhas de Caacutelculos e outros documentos devemser elaborados como prescrito na norma PETROBRAS N-266 e devem obrigatoriamenteconter todas as informaccedilotildees relacionadas e pedidas nessa mesma norma sempre que possiacuteveldeve ser usado o formulaacuterio padronizado pela norma PETROBRAS N-1500
37 Normas de Projeto
371 Exceto como permitido nos itens 3711 3712 3713 e 3714 o projeto de todos
os vasos de pressatildeo deve ser feito rigorosamente de acordo com a ediccedilatildeo citada nosdocumentos de projeto da Seccedilatildeo VIII Divisatildeo 1 (Pressure Vessels) do ldquoBoiler and PressureVessels Coderdquo da ASME (American Society of Mechanical Engineers)
3711 Quando a espessura da parede do vaso exceder 50 mm para o projeto feito de acordocom a Divisatildeo 1 do coacutedigo ASME Seccedilatildeo VIII supondo-se o emprego dos materiais comopermitido no capiacutetulo 5 recomenda-se avaliar a conveniecircncia de se executar o projeto deacordo com a Divisatildeo 2 dessa mesma norma
3712 Permite-se que o projeto do vaso seja feito de acordo com a Divisatildeo 2 do ASMESeccedilatildeo VIII quando essa condiccedilatildeo for definida pela PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 846
N-253 REV H SET 98
7
3713 Quando o vaso for parte componente de equipamento de geraccedilatildeo de vapor projetadoconforme o coacutedigo ASME Seccedilatildeo I o vaso deve ser projetado e construiacutedo de acordo com os
requisitos daquela seccedilatildeo
3714 Vasos projetados para pressotildees superiores a 20690 kPa (211 kgfcm2) ou deconstruccedilatildeo ou projeto especiais (proprietaacuterios) devem atender aos requisitos aplicaacuteveis docoacutedigo ASME Seccedilatildeo VIII Divisatildeo 2 eou as praacuteticas proprietaacuterias de projeto e construccedilatildeo dofabricante A adoccedilatildeo de criteacuterios diferentes dos do coacutedigo ASME entretanto estaacute sujeita aaprovaccedilatildeo preacutevia da PETROBRAS
3715 Admite-se o projeto executado de acordo com outras normas ou coacutedigos de projeto
aceitos internacionalmente somente quando aprovado pela PETROBRAS Ex Norma alematildeAD MERKBLAumlTTER e norma inglesa BS-5500
3716 Quando o projeto for feito de acordo com uma norma ou coacutedigo diferente do ASMESeccedilatildeo VIII natildeo se deve aplicar esta Norma PETROBRAS N-253 devendo o projeto serintegralmente executado em conformidade com a norma ou coacutedigo adotado
372 O projeto de qualquer vaso de pressatildeo deve ainda obedecer agraves seguintes normas
a) Seccedilatildeo II (materiais) do ldquoBoiler and Pressure Vessels Coderdquo da ASMEb) Seccedilatildeo IX (qualificaccedilatildeo de soldadores e de procedimentos de soldagem do ldquoBoilerand Pressure Vessels Coderdquo da ASME
c) Norma NBR 6123 (da ABNT)para o caacutelculo dos carregamentos devidos aovento
d) Normas PETROBRAS N-1438 e NBR 5874 (da ABNT) para terminologia esimbologia de soldagem
e) Normas Teacutecnicas da PETROBRAS citadas nesta Norma ou discriminadas emcada caso
373 O caacutelculo das tensotildees provenientes de cargas concentradas pode ser feito de acordo coma norma Britacircnica BS-5500 e o Bulletins 107 e 297 do Welding Research Council quandoaplicaacuteveis
374 Quando houver divergecircncias entre as normas e outros documentos deve ser observado aseguinte ordem de precedecircncia
a) Desenhos baacutesicos do vaso folha de dados ou outro documento especiacutefico para ovaso
b) Esta Norma
c) Outras normas referidas nesta Norma
Nota Em caso de duacutevidas a PETROBRAS deve ser consultada a respeito
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 946
N-253 REV H SET 98
8
375 Em todos os projetos devem ser adotadas as Unidades de Medida Legais no Brasil
permitindo-se o emprego de unidades inglesas apenas para a designaccedilatildeo de diacircmetros nominaisde tubos e acessoacuterios de tubulaccedilatildeo perfis parafusos e similares
376 Deve ser obrigatoriamente seguida a Norma Regulamentadora NR-13 do Ministeacuterio doTrabalho no projeto mecacircnico e no projeto para fabricaccedilatildeo do vaso de pressatildeo
38 Nota Geneacuterica
Alterar a denominaccedilatildeo ldquoPressatildeo Maacutexima Admissiacutevel de Trabalhordquo para ldquoPressatildeo Maacutexima de
Trabalho Admissiacutevel - PMTArdquo em todos os itens da norma em que aparece Ex 46 e 151
4 CRITEacuteRIOS DE PROJETO
41 Tensotildees Admissiacuteveis Baacutesicas
411 As tensotildees admissiacuteveis baacutesicas satildeo os valores adotados para caacutelculo das espessuras
miacutenimas requeridas para partes pressurizadas e devem ser os valores tabelados pelo coacutedigo deProjeto
412 As soldas ligando partes natildeo pressurizadas a partes pressurizadas bem como suportesde internos principais tais como ciclones e grades devem ser projetados considerando-se atensatildeo admissiacutevel para partes pressurizadas
413 Os parafusos de ancoragem de accedilo-carbono devem ser calculados com uma tensatildeoadmissiacutevel baacutesica de 98 MPa (1000 kgfcm2) baseado na aacuterea da raiz Para a condiccedilatildeo demontagem pode ser considerada uma tensatildeo admissiacutevel maacutexima de 118 MPa (1200 kgfcm2)
42 Pressatildeo de Projeto
A pressatildeo de projeto deve ser determinada pelo projetista
43 Temperatura de Projeto
A temperatura de projeto deve ser determinada pelo projetista
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1046
N-253 REV H SET 98
9
44 Combinaccedilatildeo de Carregamentos
441 Todos os vasos de pressatildeo projetados de acordo com o coacutedigo ASME Seccedilatildeo VI11
Divisatildeo 1 inclusive as estruturas de suporte devem ser verificados para as seguintescondiccedilotildees
a) I - Montagemb) II - Testec) III - Operaccedilatildeo normald) IV - Parada
442 Os esforccedilos solicitantes tensotildees admissiacuteveis e espessuras que devem ser consideradaspara cada uma das condiccedilotildees de 441 estatildeo discriminadas na TABELA 1
TABELA 1(CONTINUA) - COMBINACcedilAtildeO DE CARREGAMENTOSNO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
I-MONTAGEM
Consideraccedilatildeo simultacircnea dosseguintes carregamentosseguintesa) peso proacuteprio do vaso 1)b) esforccedilos devidos agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurasnominais daschapas
6)
II-TESTE
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna de teste
hidrostaacutetico- peso do vaso completamente
cheio de aacutegua 1)- peso de todas as cargas
permanentes suportadas pelovaso durante o teste 3)
A tensatildeo maacutexima natildeo podeexceder 80 do limite deelasticidade do material natemperatura ambiente ParaPartes natildeo Pressurizadaspode ser considerada atensatildeo admissiacutevel baacutesicaacrescida de 33 13
Espessurasnominais ouespessurascorroiacutedas
6)
III-OPERACcedilAtildeO
5)
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna ou externa de
projeto na temperatura deprojetopeso do fluido no niacutevel deoperaccedilatildeo
- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelo
vaso 4)- esforccedilos devido agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura de projetoexceto no trecho inferior aoestabelecido para saia desuporte
Espessurascorroiacutedas istoeacute espessurasnominais menosas sobre-espessuras paracorrosatildeo
6)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1146
N-253 REV H SET 98
10
TABELA 1(CONCLUSAtildeO) - COMBINACcedilAtildeO DE CARREGAMENTOS
NO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
IV-PARADA
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelovaso 4)
- esforccedilos devidos agrave accedilatildeo dovento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurascorroiacutedas
6)
Notas 1) Inclui o casco e acessoacuterios soldados exclui acessoacuterios externos e internos removiacuteveis2) Os esforccedilos devidos ao vento natildeo precisam ser considerados para o projeto dos vasos
horizontais devem entretanto ser considerados no projeto das suas fundaccedilotildees eestruturas
3) Inclui internos removiacuteveis exclui isolamento interno ou externo e acessoacuterios externos4) Inclui internos removiacuteveis isolamento interno ou externo acessoacuterios externos e
tubulaccedilotildees
5) Em casos especiais a criteacuterio do Projetista pode ser necessaacuterio considerar naCondiccedilatildeo III o efeito simultacircneo de outros carregamentos atuantes tais comodilataccedilotildees teacutermicas do proacuteprio vaso dilataccedilotildees teacutermicas de tubulaccedilotildees e outrasestruturas ligadas ao vaso flutuaccedilotildees de pressatildeo esforccedilos dinacircmicos causados pelomovimento de fluidos internos e vibraccedilotildees
6) Para as partes que sofrem reduccedilatildeo de espessura no processo de fabricaccedilatildeo devem serconsideradas as espessuras miacutenimas esperadas
7) A tensatildeo longitudinal de compressatildeo admissiacutevel para todas as condiccedilotildees decarregamento para o vaso e para saias de suporte deve ser determinada de acordocom o paraacutegrafo UG-23 (b) do Coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
443 Em condiccedilotildees de curta duraccedilatildeo devem ser considerados os seguintes carregamentossimultacircneos
a) pressatildeo interna ou externa e temperatura correspondente na condiccedilatildeo de curtaduraccedilatildeo
b) peso maacuteximo do fluido de operaccedilatildeo na condiccedilatildeo de curta duraccedilatildeoc) peso de todas as cargas permanentes suportadas pelo vaso
4431 Natildeo eacute necessaacuterio considerar a ocorrecircncia simultacircnea de dois carregamentos
temporaacuterios a natildeo ser que exista razoaacutevel expectativa de sua ocorrecircncia
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1246
N-253 REV H SET 98
11
4432 As cargas de vento e terremoto natildeo precisam ser combinadas com as cargas de curtaduraccedilatildeo
4433 Para partes natildeo pressurizadas pode ser considerada a tensatildeo admissiacutevel baacutesicaacrescida de 33 13
4434 Os efeitos das condiccedilotildees de curta duraccedilatildeo devem ser analisadas em cada caso
4435 As tensotildees admissiacuteveis do Coacutedigo de projeto natildeo podem ser ultrapassadas devendo ascondiccedilotildees de peso maacuteximo constar dos dados para projeto de fundaccedilotildees
444 Exceto quando especificado de outra forma na Folha de Dados do vaso as cargasdevidas ao vento devem ser calculadas de acordo com a norma ABNT NBR 6123
445 Para os vasos de pressatildeo projetados de acordo com a norma ASME Seccedilatildeo VIIIDivisatildeo 1 os conceitos de pressatildeo e temperatura de operaccedilatildeo pressatildeo e temperatura deprojeto pressatildeo de teste hidrostaacutetico e pressatildeo maacutexima de trabalho admissiacutevel devem serentendidos como definidos no projeto
446 Para os vasos construiacutedos de accedilos inoxidaacuteveis austeniacuteticos devem ser adotados osvalores de 4461 e 4462 para as tensotildees admissiacuteveis
4461 Para o casco tampos e outras partes do vaso para as quais pequenas deformaccedilotildeespermanentes natildeo sejam prejudiciais adotar valores mais altos das tensotildees admissiacuteveis de acordocom a Nota (1) da Tabela UHA-23 do coacutedigo ASME Sec VIII Div 1
4462 Para os flanges espelhos e outras partes do vaso que podem estar sujeitos avazamento ou mau funcionamento devido a pequenas deformaccedilotildees permanentes adotar
valores baixos das tensotildees admissiacuteveis de acordo com a mesma Nota e TABELA de 4461
45 Vida Uacutetil de Projeto
Exceto quando especificado de outra forma devem ser considerados os valores miacutenimos daTABELA 2 para o tempo de vida uacutetil dos vasos de pressatildeo Esses tempos de vida uacutetil devemser empregados como base para a seleccedilatildeo de materiais determinaccedilatildeo de sobreespessuras paracorrosatildeo e erosatildeo caacutelculo de fadiga e de deformaccedilotildees por fluecircncia e qualquer outro criteacuteriobaseado no fator tempo Quando for teacutecnica ou economicamente inviaacutevel atender a esses
tempos de vida a PETROBRAS deve decidir em cada caso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1346
N-253 REV H SET 98
12
TABELA 2 - VIDA UacuteTIL DOS VASOS DE PRESSAtildeO
Classes de Equipamentos
Refinarias Terminais e
outras Instalaccedilotildees NatildeoPetroquiacutemicas Unidades Petroquiacutemicas
Equipamentos de grande portegrande custo ou essenciais aofuncionamento da unidadeindustrial (reatores torrespermutadores ou vasosimportantes)
20 anos 15 anos
Outros equipamentos natildeoincluiacutedos na classe acima
15 anos 10 anos
Peccedilas desmontaacuteveis ou dereposiccedilatildeo (feixes tubularesinternos de torres e outros)
8 anos 5 anos
46 Pressatildeo Maacutexima Admissiacutevel de Trabalho
Eacute obrigatoacuterio o caacutelculo da pressatildeo maacutexima admissiacutevel de trabalho (PMAT) (MaximumAllowable Working Pressure MAWP) e a indicaccedilatildeo da parte do vaso que limita essa pressatildeopara todos os vasos projetados de acordo com o coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 Apressatildeo maacutexima admissiacutevel de trabalho deve ser sempre calculada no projeto do vaso
47 Flecha em Vasos Verticais
Para vasos verticais a flecha maacutexima devida ao vento natildeo deve exceder 1200 da altura dovaso
48 Radiografia das Juntas Soldadas
Para qualquer vaso de pressatildeo eacute obrigatoacuterio que todas as juntas soldadas do casco e tampos
tenham pelo menos inspeccedilatildeo radiograacutefica por pontos (spot) natildeo sendo admitidas as soldas natildeoradiografadas mesmo nos casos em que o coacutedigo ASME Sec VIII Div 1 permita esse tipo desoldas
49 Acessoacuterios de Compressores Alternativos
Os equipamentos para amortecimento de pulsaccedilotildees resfriadores inter-estaacutegio (intercoolers) eresfriadores posteriores (aftercoolers) pertencentes a sistemas de compressores alternativosdevem obedecer tambeacutem aos requisitos da norma API RP 618 Os permutadores do sistema delubrificaccedilatildeo quando o compressor for situado em unidades de refino devem atender ao
TEMA ldquoRrdquo em outros locais admite-se para esse permutador de calor o TEMA ldquoCrdquo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1446
N-253 REV H SET 98
13
410 Vibraccedilotildees Induzidas pelo Vento
Deve ser verificado o efeito de vibraccedilotildees induzidas pelo vento em vasos verticais na direccedilatildeo
do vento e na direccedilatildeo perpendicular ao mesmo As cargas devem ser conforme a normaABNT NBR 6123
5 MATERIAIS
51 Para os cascos tampos e todas as outras partes do vaso submetidas agrave pressatildeo exige-sesempre que sejam especificados no projeto materiais qualificados Como regra geral soacute satildeoadmitidos materiais qualificados reconhecidos pelo coacutedigo ASME Seccedilatildeo II (partes A B e C) eSeccedilatildeo VIII admitindo-se materiais ASTM detalhando-se os seus desvios para aprovaccedilatildeo pelaPETROBRAS
52 A aceitaccedilatildeo de materiais equivalentes ao do coacutedigo ASME ou de acordo com outrasnormas estaacute sujeita agrave aprovaccedilatildeo da PETROBRAS devendo os materiais natildeo relacionados nocoacutedigo ASME Seccedilatildeo II constar de especificaccedilotildees de sociedades de normalizaccedilatildeo reconhecidasinternacionalmente (Ex BS DIN JIS) Nestes casos o proponente deve apresentar o textocompleto da especificaccedilatildeo proposta em portuguecircs ou em inglecircs
53 Quando o material proposto natildeo constar das especificaccedilotildees de sociedades de
normalizaccedilatildeo reconhecidas internacionalmente devem ser obedecidos os requisitos de 531ateacute 533
531 Deve ser adotada a sistemaacutetica de aprovaccedilatildeo do Coacutedigo ASME Seccedilatildeo VIII conformeos apecircndices correspondentes das Divisotildees 1 e 2
532 O proponente deve apresentar as informaccedilotildees de 5321 ateacute 5325
5321 Acrescentar o texto completo das especificaccedilotildees dos materiais de preferecircncia dentrodo modelo descrito nas especificaccedilotildees da ASTM incluindo no miacutenimo processos defabricaccedilatildeo composiccedilatildeo quiacutemica propriedades fiacutesicas e quiacutemicas tratamentos teacutermicosnecessaacuterios toleracircncias ensaios quiacutemicos e mecacircnicos acabamento condiccedilotildees de aceitaccedilatildeo erejeiccedilatildeo
5322 Apresentar a comprovaccedilatildeo da submissatildeo do material agrave ASTM ou de ldquoCode Caserdquoaprovando o uso do material
5323 Indicar propriedades mecacircnicas limites de ruptura e escoamento para vaacuteriastemperaturas de serviccedilo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1546
N-253 REV H SET 98
14
5324 Indicar a necessidade ou natildeo de tratamento teacutermico para aliacutevio de tensotildees ou correccedilatildeode caracteriacutesticas metaluacutergicas alteradas devido agraves operaccedilotildees de fabricaccedilatildeo tais comoforjamento e soldagem e as condiccedilotildees de realizaccedilatildeo desses tratamentos Em qualquer caso
deve ser plenamente justificada a necessidade ou natildeo do tratamento teacutermico
5325 Fornecer a relaccedilatildeo dos vasos de pressatildeo existentes construiacutedos com o materialproposto Essa relaccedilatildeo deve indicar em cada caso os seguintes dados forma geomeacutetricadimensotildees pressatildeo e temperatura de projeto serviccedilo nome do usuaacuterio e do fabricante localda instalaccedilatildeo e data de entrada em serviccedilo
533 A utilizaccedilatildeo do material proposto estaacute condicionada agrave aprovaccedilatildeo da PETROBRAS
54 Os accedilos para as partes pressurizadas devem apresentar teor de carbono natildeo superior a030 sendo que para as chapas dos cascos e tampos exige-se que o teor de carbono natildeoseja superior a 026 Accedilos com teor de carbono superior aos limites acima podem serempregados somente nos seguintes casos
a) partes natildeo soldadas tais como flanges cegos e tampos de bocas de visitab) chapas com espessura superior a 50 mm
55 O emprego de accedilos contendo outros elementos de liga aleacutem do manganecircs e siliacutecio eoucom limites de resistecircncia superior a 485 MPa (70 psi) (valor nominal constante daespecificaccedilatildeo do material) bem como de accedilos temperados e revenidos estaacute sujeito a aprovaccedilatildeopreacutevia da PETROBRAS
56 Independentemente dos limites da temperatura estabelecidos no coacutedigo ASME Sec VIIIDiv 1 os materiais indicados na TABELA 3 soacute devem em princiacutepio ser empregados emserviccedilo contiacutenuo para temperaturas ateacute os limites dados nessa TABELA Permite-se oemprego em temperaturas superiores para condiccedilotildees eventuais e de curta duraccedilatildeo ou quandonatildeo houver outra alternativa teacutecnica ou economicamente viaacutevel Em qualquer caso eacute
necessaacuteria a aprovaccedilatildeo da PETROBRAS Os limites para as partes pressurizadas estatildeoprincipalmente baseados em funccedilatildeo da resistecircncia mecacircnica (resistecircncia a fluecircncia) do materialOs limites para as partes natildeo pressurizadas estatildeo baseados na temperatura de escamaccedilatildeo domaterial (scaling temperature)
57 A TABELA 4 mostra os criteacuterios baacutesicos para especificaccedilatildeo de materiais para as diversaspartes dos vasos de pressatildeo Esses criteacuterios dever ser obedecidos exceto quando forespecificado de outra forma para um determinado vaso As classes das partes dos vasos citadosna primeira coluna da TABELA 4 satildeo descritas de 571 ateacute 576
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1646
N-253 REV H SET 98
15
TABELA 3 - TEMPERATURAS LIMITES
Materiais
Temperatura Maacutexima de Operaccedilatildeo
(degC)Partes Pressurizadas Partes Natildeo Pressurizadas
Accedilos-Carbono qualidade estruturalAccedilos-Carbono natildeo acalmados(materiais qualificados)Accedilos-Carbono acalmados com SiAccedilos-Liga 12 MoAccedilos-Liga 1 14 Cr - 12 MoAccedilos-Liga 2 14 Cr -1 MoAccedilos-Liga 5 Cr - 12 MoAccedilos Inoxidaacuteveis 405 410 410S 3)Accedilos Inoxidaacuteveis 304 316 (1) 2)Accedilos Inoxidaacuteveis 304L 316LAccedilos Inoxidaacutevel 310 2)
150
400450500530530480480600400600
530
530530530550570600700800800
1100
Notas 1) Para temperaturas de projeto superiores a 550degC recomenda-se o uso de accedilosinoxidaacuteveis tipo ldquoHrdquo
2) Chama-se atenccedilatildeo para a possibilidade de formaccedilatildeo de ldquoFase Sigmardquo para
temperaturas acima de 600degC resultando em severa fragilizaccedilatildeo do material Essamudanccedila na estrutura metaluacutergica ocorre principalmente para os accedilos tipos 316 e310
3) Esses materiais satildeo suscetiacuteveis de sofrer fragilizaccedilatildeo operando em torno de 475degCpor periacuteodos longos
571 Classe I
Partes da parede de pressatildeo do vaso em contacto com o fluido de processo (cascos tampospescoccedilos de bocais flanges flanges cegos e outros) e outras partes pressurizadas em contactocom o fluido de processo (espelhos pex) Esta classe inclui tambeacutem as partes internassoldadas aos vasos e submetidas a esforccedilos principais (aneacuteis chapas e outros elementos desuporte de bandejas grades tampos internos e outros) Esta classe inclui tambeacutem os reforccedilos(de qualquer tipo) das aberturas na parede de pressatildeo do vaso
572 Classe II
Partes da parede de pressatildeo do vaso natildeo em contacto com o fluido de processo exceto osreforccedilos das aberturas (incluiacutedos na Classe I) reforccedilos externos reforccedilos de vaacutecuo e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646

5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 346
N-253 REV H SET 98
2
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 446
N-253 REV H SET 98
3
PREFAacuteCIO
Esta Norma PETROBRAS N-253 REV H SET98 eacute a Revalidaccedilatildeo da Norma PETROBRAS
N-253 REV G ABR97 inclusive sua 1ordf Emenda natildeo tendo sido alterado o seu conteuacutedo
1 OBJETIVO
11 Esta Norma fixa as condiccedilotildees exigiacuteveis para a execuccedilatildeo do Projeto Mecacircnico e do Projetopara Fabricaccedilatildeo de Vasos de Pressatildeo utilizados em refinarias unidades petroquiacutemicas terminaisestaccedilotildees de dutos estaccedilotildees de produccedilatildeo em terra plataformas mariacutetimas de produccedilatildeo e outrasinstalaccedilotildees similares
12 Entende-se como ldquoVaso de Pressatildeordquo todos os reservatoacuterios de qualquer tipo dimensotildees ou
finalidade natildeo sujeitos agrave chama que contenham qualquer fluido em pressatildeo manomeacutetrica igual ousuperior a 103 kPa (105 kgfcm2) ou submetidos a pressatildeo externa
13 Esta Norma se aplica a projetos de vasos iniciados a partir da data de sua ediccedilatildeo
14 Esta Norma conteacutem somente requisitos mandatoacuterios
15 Devem ser seguidos somente os requisitos teacutecnicos desta Norma aplicaacuteveis a cada casoespeciacutefico
16 Outros requisitos teacutecnicos natildeo citados por esta Norma caso necessaacuterios devem ser seguidosconforme a aplicaccedilatildeo especiacutefica
2 DOCUMENTOS COMPLEMENTARES
Os documentos relacionados a seguir satildeo citados no texto e conteacutem prescriccedilotildees vaacutelidas para apresente Norma
Ministeacuterio do TrabalhoSecretaria de Seguranccedila e Sauacutede no Trabalho - NR-13 -Caldeiras e Vasos de Pressatildeo
PETROBRAS N-266 - Apresentaccedilatildeo de Projeto de Vaso de PressatildeoPETROBRAS N-268 - Fabricaccedilatildeo de Vasos de PressatildeoPETROBRAS N-269 - Montagem de Vasos de PressatildeoPETROBRAS N-279 - Projeto de Estruturas MetaacutelicasPETROBRAS N-381 - Execuccedilatildeo de Desenho e Outros Documentos Teacutecnicos em
Geral
PETROBRAS N-1278 - Algarismos e Letras para Identificaccedilatildeo de EquipamentosPETROBRAS N-1438 - SoldagemPETROBRAS N-1500 - Vasos de Pressatildeo - Folha de Dados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 546
N-253 REV H SET 98
4
PETROBRAS N 1521 - Identificaccedilatildeo de Equipamentos IndustriaisPETROBRAS N-1556 - Vasos de Pressatildeo - Requisiccedilatildeo de Material
PETROBRAS N-2012 - Detalhe de Bocal para Vaso de PressatildeoPETROBRAS N-2013 - Suporte para Vaso de Pressatildeo HorizontalPETROBRAS N-2014 - Suporte para Vaso de Pressatildeo VerticalPETROBRAS N-2049 - Acessoacuterio Interno de Vaso de PressatildeoPETROBRAS N-2054 - Acessoacuterio Externo de Vaso de PressatildeoABNT NBR 5874 - Terminologia de Soldagem EleacutetricaABNT NBR 6123 - Forccedilas devidas ao Vento em EdificaccedilotildeesABNT NBR 11889 - Bobinas Grossas e Chapas Grossas de Accedilo-CarbonoASME Boiler and Pressure Vessel Code - Seccedilotildees I II (Partes A B e C) V VIII(Divisatildeo 1 e 2) - e IXASME Code Cases - Pressure Vessels
ANSI B 11 - Unified Screw ThreadsANSI B 165 - Pipe Flanges and Flanged FittingsANSI B 1611 - Forged Steel Fittings Socket-Welding and ThreadedANSI B 1620 - Ring-Joint Gasket and Grooves for Steel Pipe FlangesANSI B 182 - Square and Hex NutsBS-5500 - Specification for Unifired Fusion Welded Pressure VesselsMSS SP-6 - Standard Finishes for Contact Faces of Pipe Flanges and
Connecting-end Flanges of Valves and FittingsMSS SP-44 - Steel Pipe Line FlangesAPI RP 520 - Recommended Practice for the Design and Installation of
Pressure Relieving Systems in RefineriesAPI RP 601 - Metallic Gaskets for Raised-Face Pipe Flanges and FlangedConnections
API RP 605 - Large Diameter Carbon-Steel FlangesAPI RP 618 - Reciprocating Compressors for General Refinery ServicesASTM A 20 - General Requirements for Steel Plates for Pressure VesselsTEMA - Standards of Tubular Exchanger Manufacturers AssociationWRC Bulletin 107 e 297 (Suplemento) - Local Stresses in Spherical and CylindricalShells Due to External Loadings
3 CONDICcedilOtildeES GERAIS
31 Projetista
Nesta Norma estaacute sendo denominado ldquoprojetista de detalhamentordquo a firma organizaccedilatildeoencarregada do ldquoprojeto de detalhamentordquo da instalaccedilatildeo onde se situa o vaso de pressatildeoconsiderado e de ldquoProjetistardquo a firma ou organizaccedilatildeo encarregada da elaboraccedilatildeo do projetomecacircnico e do projeto para fabricaccedilatildeo do vaso Caso o projeto mecacircnico e o projeto parafabricaccedilatildeo sejam feitos cada um por uma organizaccedilatildeo diferente o termo ldquoprojetistardquo cabe a cada
uma dessas entidades
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 646
N-253 REV H SET 98
5
32 Projeto Mecacircnico
321 O projeto mecacircnico consiste basicamente no dimensionamento mecacircnico estrutural do vasode pressatildeo Exceto quando expressamente especificado em contraacuterio no contrato ou naldquoRequisiccedilatildeo de Materialrdquo do vaso esse projeto deve incluir todos os itens que se aplica
322 O projeto mecacircnico baseia-se no projeto analiacutetico (de processo e teacutermico) e na seleccedilatildeode materiais
323 Quando necessaacuterio devem ser feitas as seguintes verificaccedilotildees pelo projetista dedetalhamento
a) tensotildees nos bocais do vaso devido a reaccedilotildees de tubulaccedilatildeo e outros esforccedilosexternos
b) deslocamentos dos bocais do vaso devido a dilataccedilatildeo teacutermicac) tensotildees localizadas devido a suportes de tubulaccedilatildeo e plataformas
Nota Essas verificaccedilotildees constituem atribuiccedilatildeo do projetista de detalhamento a natildeoser que seja definido em contraacuterio no contrato ou na Requisiccedilatildeo de Material
33 Projeto para Fabricaccedilatildeo
O projeto para fabricaccedilatildeo consiste no detalhamento completo dos vasos para a sua fabricaccedilatildeoincluindo todas as definiccedilotildees e dados prescritos na norma PETROBRAS N-266
34 Responsabilidade do Projetista
341 A observacircncia agraves exigecircncias ou recomendaccedilotildees desta e de quaisquer outras normas natildeopode entretanto em nenhum caso diminuir nem isentar de responsabilidade o projetista quecontinua sempre com total responsabilidade pelo projeto mecacircnico eou pela fabricaccedilatildeo do
vaso
342 Em todos os projetos devem ficar claramente definidos os limites fiacutesicos do vaso quesatildeo tambeacutem os limites de responsabilidade do projetista
35 Requisiccedilatildeo de Material
351 A Requisiccedilatildeo de Material (RM) de vasos de pressatildeo que eacute o documento de definiccedilatildeo do
escopo de fornecimento desses equipamentos deve ser feita conforme o formulaacuteriopadronizado pela norma PETROBRAS N-1556
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 746
N-253 REV H SET 98
6
352 Como regra geral as RMrsquos devem ser baseadas no projeto mecacircnico completo do vaso
ou parcial que deve ser anexado agrave RM A RM pode ser baseada no projeto de processo ou nosdados baacutesicos de processo em casos especiais que exigem garantia de desempenho dofabricante
353 A RM deve indicar a revisatildeo ou data da ediccedilatildeo das normas citadas Em caso de omissatildeoaplicam-se as ediccedilotildees em vigor na data de emissatildeo ou revisatildeo aplicaacutevel da RM
354 Nos documentos anexos agrave RM devem ser indicados a natureza composiccedilatildeo epropriedades de todas as correntes fluidas que entram ou que saem do vaso exceto quando
essas informaccedilotildees natildeo forem fornecidas no Projeto de Engenharia Baacutesica
36 Desenhos e Informaccedilotildees
361 Todos os desenhos devem ser elaborados de acordo com as exigecircncias da normaPETROBRAS N-381
362 Todos os desenhos Folhas de Dados Folhas de Caacutelculos e outros documentos devemser elaborados como prescrito na norma PETROBRAS N-266 e devem obrigatoriamenteconter todas as informaccedilotildees relacionadas e pedidas nessa mesma norma sempre que possiacuteveldeve ser usado o formulaacuterio padronizado pela norma PETROBRAS N-1500
37 Normas de Projeto
371 Exceto como permitido nos itens 3711 3712 3713 e 3714 o projeto de todos
os vasos de pressatildeo deve ser feito rigorosamente de acordo com a ediccedilatildeo citada nosdocumentos de projeto da Seccedilatildeo VIII Divisatildeo 1 (Pressure Vessels) do ldquoBoiler and PressureVessels Coderdquo da ASME (American Society of Mechanical Engineers)
3711 Quando a espessura da parede do vaso exceder 50 mm para o projeto feito de acordocom a Divisatildeo 1 do coacutedigo ASME Seccedilatildeo VIII supondo-se o emprego dos materiais comopermitido no capiacutetulo 5 recomenda-se avaliar a conveniecircncia de se executar o projeto deacordo com a Divisatildeo 2 dessa mesma norma
3712 Permite-se que o projeto do vaso seja feito de acordo com a Divisatildeo 2 do ASMESeccedilatildeo VIII quando essa condiccedilatildeo for definida pela PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 846
N-253 REV H SET 98
7
3713 Quando o vaso for parte componente de equipamento de geraccedilatildeo de vapor projetadoconforme o coacutedigo ASME Seccedilatildeo I o vaso deve ser projetado e construiacutedo de acordo com os
requisitos daquela seccedilatildeo
3714 Vasos projetados para pressotildees superiores a 20690 kPa (211 kgfcm2) ou deconstruccedilatildeo ou projeto especiais (proprietaacuterios) devem atender aos requisitos aplicaacuteveis docoacutedigo ASME Seccedilatildeo VIII Divisatildeo 2 eou as praacuteticas proprietaacuterias de projeto e construccedilatildeo dofabricante A adoccedilatildeo de criteacuterios diferentes dos do coacutedigo ASME entretanto estaacute sujeita aaprovaccedilatildeo preacutevia da PETROBRAS
3715 Admite-se o projeto executado de acordo com outras normas ou coacutedigos de projeto
aceitos internacionalmente somente quando aprovado pela PETROBRAS Ex Norma alematildeAD MERKBLAumlTTER e norma inglesa BS-5500
3716 Quando o projeto for feito de acordo com uma norma ou coacutedigo diferente do ASMESeccedilatildeo VIII natildeo se deve aplicar esta Norma PETROBRAS N-253 devendo o projeto serintegralmente executado em conformidade com a norma ou coacutedigo adotado
372 O projeto de qualquer vaso de pressatildeo deve ainda obedecer agraves seguintes normas
a) Seccedilatildeo II (materiais) do ldquoBoiler and Pressure Vessels Coderdquo da ASMEb) Seccedilatildeo IX (qualificaccedilatildeo de soldadores e de procedimentos de soldagem do ldquoBoilerand Pressure Vessels Coderdquo da ASME
c) Norma NBR 6123 (da ABNT)para o caacutelculo dos carregamentos devidos aovento
d) Normas PETROBRAS N-1438 e NBR 5874 (da ABNT) para terminologia esimbologia de soldagem
e) Normas Teacutecnicas da PETROBRAS citadas nesta Norma ou discriminadas emcada caso
373 O caacutelculo das tensotildees provenientes de cargas concentradas pode ser feito de acordo coma norma Britacircnica BS-5500 e o Bulletins 107 e 297 do Welding Research Council quandoaplicaacuteveis
374 Quando houver divergecircncias entre as normas e outros documentos deve ser observado aseguinte ordem de precedecircncia
a) Desenhos baacutesicos do vaso folha de dados ou outro documento especiacutefico para ovaso
b) Esta Norma
c) Outras normas referidas nesta Norma
Nota Em caso de duacutevidas a PETROBRAS deve ser consultada a respeito
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 946
N-253 REV H SET 98
8
375 Em todos os projetos devem ser adotadas as Unidades de Medida Legais no Brasil
permitindo-se o emprego de unidades inglesas apenas para a designaccedilatildeo de diacircmetros nominaisde tubos e acessoacuterios de tubulaccedilatildeo perfis parafusos e similares
376 Deve ser obrigatoriamente seguida a Norma Regulamentadora NR-13 do Ministeacuterio doTrabalho no projeto mecacircnico e no projeto para fabricaccedilatildeo do vaso de pressatildeo
38 Nota Geneacuterica
Alterar a denominaccedilatildeo ldquoPressatildeo Maacutexima Admissiacutevel de Trabalhordquo para ldquoPressatildeo Maacutexima de
Trabalho Admissiacutevel - PMTArdquo em todos os itens da norma em que aparece Ex 46 e 151
4 CRITEacuteRIOS DE PROJETO
41 Tensotildees Admissiacuteveis Baacutesicas
411 As tensotildees admissiacuteveis baacutesicas satildeo os valores adotados para caacutelculo das espessuras
miacutenimas requeridas para partes pressurizadas e devem ser os valores tabelados pelo coacutedigo deProjeto
412 As soldas ligando partes natildeo pressurizadas a partes pressurizadas bem como suportesde internos principais tais como ciclones e grades devem ser projetados considerando-se atensatildeo admissiacutevel para partes pressurizadas
413 Os parafusos de ancoragem de accedilo-carbono devem ser calculados com uma tensatildeoadmissiacutevel baacutesica de 98 MPa (1000 kgfcm2) baseado na aacuterea da raiz Para a condiccedilatildeo demontagem pode ser considerada uma tensatildeo admissiacutevel maacutexima de 118 MPa (1200 kgfcm2)
42 Pressatildeo de Projeto
A pressatildeo de projeto deve ser determinada pelo projetista
43 Temperatura de Projeto
A temperatura de projeto deve ser determinada pelo projetista
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1046
N-253 REV H SET 98
9
44 Combinaccedilatildeo de Carregamentos
441 Todos os vasos de pressatildeo projetados de acordo com o coacutedigo ASME Seccedilatildeo VI11
Divisatildeo 1 inclusive as estruturas de suporte devem ser verificados para as seguintescondiccedilotildees
a) I - Montagemb) II - Testec) III - Operaccedilatildeo normald) IV - Parada
442 Os esforccedilos solicitantes tensotildees admissiacuteveis e espessuras que devem ser consideradaspara cada uma das condiccedilotildees de 441 estatildeo discriminadas na TABELA 1
TABELA 1(CONTINUA) - COMBINACcedilAtildeO DE CARREGAMENTOSNO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
I-MONTAGEM
Consideraccedilatildeo simultacircnea dosseguintes carregamentosseguintesa) peso proacuteprio do vaso 1)b) esforccedilos devidos agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurasnominais daschapas
6)
II-TESTE
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna de teste
hidrostaacutetico- peso do vaso completamente
cheio de aacutegua 1)- peso de todas as cargas
permanentes suportadas pelovaso durante o teste 3)
A tensatildeo maacutexima natildeo podeexceder 80 do limite deelasticidade do material natemperatura ambiente ParaPartes natildeo Pressurizadaspode ser considerada atensatildeo admissiacutevel baacutesicaacrescida de 33 13
Espessurasnominais ouespessurascorroiacutedas
6)
III-OPERACcedilAtildeO
5)
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna ou externa de
projeto na temperatura deprojetopeso do fluido no niacutevel deoperaccedilatildeo
- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelo
vaso 4)- esforccedilos devido agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura de projetoexceto no trecho inferior aoestabelecido para saia desuporte
Espessurascorroiacutedas istoeacute espessurasnominais menosas sobre-espessuras paracorrosatildeo
6)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1146
N-253 REV H SET 98
10
TABELA 1(CONCLUSAtildeO) - COMBINACcedilAtildeO DE CARREGAMENTOS
NO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
IV-PARADA
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelovaso 4)
- esforccedilos devidos agrave accedilatildeo dovento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurascorroiacutedas
6)
Notas 1) Inclui o casco e acessoacuterios soldados exclui acessoacuterios externos e internos removiacuteveis2) Os esforccedilos devidos ao vento natildeo precisam ser considerados para o projeto dos vasos
horizontais devem entretanto ser considerados no projeto das suas fundaccedilotildees eestruturas
3) Inclui internos removiacuteveis exclui isolamento interno ou externo e acessoacuterios externos4) Inclui internos removiacuteveis isolamento interno ou externo acessoacuterios externos e
tubulaccedilotildees
5) Em casos especiais a criteacuterio do Projetista pode ser necessaacuterio considerar naCondiccedilatildeo III o efeito simultacircneo de outros carregamentos atuantes tais comodilataccedilotildees teacutermicas do proacuteprio vaso dilataccedilotildees teacutermicas de tubulaccedilotildees e outrasestruturas ligadas ao vaso flutuaccedilotildees de pressatildeo esforccedilos dinacircmicos causados pelomovimento de fluidos internos e vibraccedilotildees
6) Para as partes que sofrem reduccedilatildeo de espessura no processo de fabricaccedilatildeo devem serconsideradas as espessuras miacutenimas esperadas
7) A tensatildeo longitudinal de compressatildeo admissiacutevel para todas as condiccedilotildees decarregamento para o vaso e para saias de suporte deve ser determinada de acordocom o paraacutegrafo UG-23 (b) do Coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
443 Em condiccedilotildees de curta duraccedilatildeo devem ser considerados os seguintes carregamentossimultacircneos
a) pressatildeo interna ou externa e temperatura correspondente na condiccedilatildeo de curtaduraccedilatildeo
b) peso maacuteximo do fluido de operaccedilatildeo na condiccedilatildeo de curta duraccedilatildeoc) peso de todas as cargas permanentes suportadas pelo vaso
4431 Natildeo eacute necessaacuterio considerar a ocorrecircncia simultacircnea de dois carregamentos
temporaacuterios a natildeo ser que exista razoaacutevel expectativa de sua ocorrecircncia
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1246
N-253 REV H SET 98
11
4432 As cargas de vento e terremoto natildeo precisam ser combinadas com as cargas de curtaduraccedilatildeo
4433 Para partes natildeo pressurizadas pode ser considerada a tensatildeo admissiacutevel baacutesicaacrescida de 33 13
4434 Os efeitos das condiccedilotildees de curta duraccedilatildeo devem ser analisadas em cada caso
4435 As tensotildees admissiacuteveis do Coacutedigo de projeto natildeo podem ser ultrapassadas devendo ascondiccedilotildees de peso maacuteximo constar dos dados para projeto de fundaccedilotildees
444 Exceto quando especificado de outra forma na Folha de Dados do vaso as cargasdevidas ao vento devem ser calculadas de acordo com a norma ABNT NBR 6123
445 Para os vasos de pressatildeo projetados de acordo com a norma ASME Seccedilatildeo VIIIDivisatildeo 1 os conceitos de pressatildeo e temperatura de operaccedilatildeo pressatildeo e temperatura deprojeto pressatildeo de teste hidrostaacutetico e pressatildeo maacutexima de trabalho admissiacutevel devem serentendidos como definidos no projeto
446 Para os vasos construiacutedos de accedilos inoxidaacuteveis austeniacuteticos devem ser adotados osvalores de 4461 e 4462 para as tensotildees admissiacuteveis
4461 Para o casco tampos e outras partes do vaso para as quais pequenas deformaccedilotildeespermanentes natildeo sejam prejudiciais adotar valores mais altos das tensotildees admissiacuteveis de acordocom a Nota (1) da Tabela UHA-23 do coacutedigo ASME Sec VIII Div 1
4462 Para os flanges espelhos e outras partes do vaso que podem estar sujeitos avazamento ou mau funcionamento devido a pequenas deformaccedilotildees permanentes adotar
valores baixos das tensotildees admissiacuteveis de acordo com a mesma Nota e TABELA de 4461
45 Vida Uacutetil de Projeto
Exceto quando especificado de outra forma devem ser considerados os valores miacutenimos daTABELA 2 para o tempo de vida uacutetil dos vasos de pressatildeo Esses tempos de vida uacutetil devemser empregados como base para a seleccedilatildeo de materiais determinaccedilatildeo de sobreespessuras paracorrosatildeo e erosatildeo caacutelculo de fadiga e de deformaccedilotildees por fluecircncia e qualquer outro criteacuteriobaseado no fator tempo Quando for teacutecnica ou economicamente inviaacutevel atender a esses
tempos de vida a PETROBRAS deve decidir em cada caso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1346
N-253 REV H SET 98
12
TABELA 2 - VIDA UacuteTIL DOS VASOS DE PRESSAtildeO
Classes de Equipamentos
Refinarias Terminais e
outras Instalaccedilotildees NatildeoPetroquiacutemicas Unidades Petroquiacutemicas
Equipamentos de grande portegrande custo ou essenciais aofuncionamento da unidadeindustrial (reatores torrespermutadores ou vasosimportantes)
20 anos 15 anos
Outros equipamentos natildeoincluiacutedos na classe acima
15 anos 10 anos
Peccedilas desmontaacuteveis ou dereposiccedilatildeo (feixes tubularesinternos de torres e outros)
8 anos 5 anos
46 Pressatildeo Maacutexima Admissiacutevel de Trabalho
Eacute obrigatoacuterio o caacutelculo da pressatildeo maacutexima admissiacutevel de trabalho (PMAT) (MaximumAllowable Working Pressure MAWP) e a indicaccedilatildeo da parte do vaso que limita essa pressatildeopara todos os vasos projetados de acordo com o coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 Apressatildeo maacutexima admissiacutevel de trabalho deve ser sempre calculada no projeto do vaso
47 Flecha em Vasos Verticais
Para vasos verticais a flecha maacutexima devida ao vento natildeo deve exceder 1200 da altura dovaso
48 Radiografia das Juntas Soldadas
Para qualquer vaso de pressatildeo eacute obrigatoacuterio que todas as juntas soldadas do casco e tampos
tenham pelo menos inspeccedilatildeo radiograacutefica por pontos (spot) natildeo sendo admitidas as soldas natildeoradiografadas mesmo nos casos em que o coacutedigo ASME Sec VIII Div 1 permita esse tipo desoldas
49 Acessoacuterios de Compressores Alternativos
Os equipamentos para amortecimento de pulsaccedilotildees resfriadores inter-estaacutegio (intercoolers) eresfriadores posteriores (aftercoolers) pertencentes a sistemas de compressores alternativosdevem obedecer tambeacutem aos requisitos da norma API RP 618 Os permutadores do sistema delubrificaccedilatildeo quando o compressor for situado em unidades de refino devem atender ao
TEMA ldquoRrdquo em outros locais admite-se para esse permutador de calor o TEMA ldquoCrdquo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1446
N-253 REV H SET 98
13
410 Vibraccedilotildees Induzidas pelo Vento
Deve ser verificado o efeito de vibraccedilotildees induzidas pelo vento em vasos verticais na direccedilatildeo
do vento e na direccedilatildeo perpendicular ao mesmo As cargas devem ser conforme a normaABNT NBR 6123
5 MATERIAIS
51 Para os cascos tampos e todas as outras partes do vaso submetidas agrave pressatildeo exige-sesempre que sejam especificados no projeto materiais qualificados Como regra geral soacute satildeoadmitidos materiais qualificados reconhecidos pelo coacutedigo ASME Seccedilatildeo II (partes A B e C) eSeccedilatildeo VIII admitindo-se materiais ASTM detalhando-se os seus desvios para aprovaccedilatildeo pelaPETROBRAS
52 A aceitaccedilatildeo de materiais equivalentes ao do coacutedigo ASME ou de acordo com outrasnormas estaacute sujeita agrave aprovaccedilatildeo da PETROBRAS devendo os materiais natildeo relacionados nocoacutedigo ASME Seccedilatildeo II constar de especificaccedilotildees de sociedades de normalizaccedilatildeo reconhecidasinternacionalmente (Ex BS DIN JIS) Nestes casos o proponente deve apresentar o textocompleto da especificaccedilatildeo proposta em portuguecircs ou em inglecircs
53 Quando o material proposto natildeo constar das especificaccedilotildees de sociedades de
normalizaccedilatildeo reconhecidas internacionalmente devem ser obedecidos os requisitos de 531ateacute 533
531 Deve ser adotada a sistemaacutetica de aprovaccedilatildeo do Coacutedigo ASME Seccedilatildeo VIII conformeos apecircndices correspondentes das Divisotildees 1 e 2
532 O proponente deve apresentar as informaccedilotildees de 5321 ateacute 5325
5321 Acrescentar o texto completo das especificaccedilotildees dos materiais de preferecircncia dentrodo modelo descrito nas especificaccedilotildees da ASTM incluindo no miacutenimo processos defabricaccedilatildeo composiccedilatildeo quiacutemica propriedades fiacutesicas e quiacutemicas tratamentos teacutermicosnecessaacuterios toleracircncias ensaios quiacutemicos e mecacircnicos acabamento condiccedilotildees de aceitaccedilatildeo erejeiccedilatildeo
5322 Apresentar a comprovaccedilatildeo da submissatildeo do material agrave ASTM ou de ldquoCode Caserdquoaprovando o uso do material
5323 Indicar propriedades mecacircnicas limites de ruptura e escoamento para vaacuteriastemperaturas de serviccedilo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1546
N-253 REV H SET 98
14
5324 Indicar a necessidade ou natildeo de tratamento teacutermico para aliacutevio de tensotildees ou correccedilatildeode caracteriacutesticas metaluacutergicas alteradas devido agraves operaccedilotildees de fabricaccedilatildeo tais comoforjamento e soldagem e as condiccedilotildees de realizaccedilatildeo desses tratamentos Em qualquer caso
deve ser plenamente justificada a necessidade ou natildeo do tratamento teacutermico
5325 Fornecer a relaccedilatildeo dos vasos de pressatildeo existentes construiacutedos com o materialproposto Essa relaccedilatildeo deve indicar em cada caso os seguintes dados forma geomeacutetricadimensotildees pressatildeo e temperatura de projeto serviccedilo nome do usuaacuterio e do fabricante localda instalaccedilatildeo e data de entrada em serviccedilo
533 A utilizaccedilatildeo do material proposto estaacute condicionada agrave aprovaccedilatildeo da PETROBRAS
54 Os accedilos para as partes pressurizadas devem apresentar teor de carbono natildeo superior a030 sendo que para as chapas dos cascos e tampos exige-se que o teor de carbono natildeoseja superior a 026 Accedilos com teor de carbono superior aos limites acima podem serempregados somente nos seguintes casos
a) partes natildeo soldadas tais como flanges cegos e tampos de bocas de visitab) chapas com espessura superior a 50 mm
55 O emprego de accedilos contendo outros elementos de liga aleacutem do manganecircs e siliacutecio eoucom limites de resistecircncia superior a 485 MPa (70 psi) (valor nominal constante daespecificaccedilatildeo do material) bem como de accedilos temperados e revenidos estaacute sujeito a aprovaccedilatildeopreacutevia da PETROBRAS
56 Independentemente dos limites da temperatura estabelecidos no coacutedigo ASME Sec VIIIDiv 1 os materiais indicados na TABELA 3 soacute devem em princiacutepio ser empregados emserviccedilo contiacutenuo para temperaturas ateacute os limites dados nessa TABELA Permite-se oemprego em temperaturas superiores para condiccedilotildees eventuais e de curta duraccedilatildeo ou quandonatildeo houver outra alternativa teacutecnica ou economicamente viaacutevel Em qualquer caso eacute
necessaacuteria a aprovaccedilatildeo da PETROBRAS Os limites para as partes pressurizadas estatildeoprincipalmente baseados em funccedilatildeo da resistecircncia mecacircnica (resistecircncia a fluecircncia) do materialOs limites para as partes natildeo pressurizadas estatildeo baseados na temperatura de escamaccedilatildeo domaterial (scaling temperature)
57 A TABELA 4 mostra os criteacuterios baacutesicos para especificaccedilatildeo de materiais para as diversaspartes dos vasos de pressatildeo Esses criteacuterios dever ser obedecidos exceto quando forespecificado de outra forma para um determinado vaso As classes das partes dos vasos citadosna primeira coluna da TABELA 4 satildeo descritas de 571 ateacute 576
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1646
N-253 REV H SET 98
15
TABELA 3 - TEMPERATURAS LIMITES
Materiais
Temperatura Maacutexima de Operaccedilatildeo
(degC)Partes Pressurizadas Partes Natildeo Pressurizadas
Accedilos-Carbono qualidade estruturalAccedilos-Carbono natildeo acalmados(materiais qualificados)Accedilos-Carbono acalmados com SiAccedilos-Liga 12 MoAccedilos-Liga 1 14 Cr - 12 MoAccedilos-Liga 2 14 Cr -1 MoAccedilos-Liga 5 Cr - 12 MoAccedilos Inoxidaacuteveis 405 410 410S 3)Accedilos Inoxidaacuteveis 304 316 (1) 2)Accedilos Inoxidaacuteveis 304L 316LAccedilos Inoxidaacutevel 310 2)
150
400450500530530480480600400600
530
530530530550570600700800800
1100
Notas 1) Para temperaturas de projeto superiores a 550degC recomenda-se o uso de accedilosinoxidaacuteveis tipo ldquoHrdquo
2) Chama-se atenccedilatildeo para a possibilidade de formaccedilatildeo de ldquoFase Sigmardquo para
temperaturas acima de 600degC resultando em severa fragilizaccedilatildeo do material Essamudanccedila na estrutura metaluacutergica ocorre principalmente para os accedilos tipos 316 e310
3) Esses materiais satildeo suscetiacuteveis de sofrer fragilizaccedilatildeo operando em torno de 475degCpor periacuteodos longos
571 Classe I
Partes da parede de pressatildeo do vaso em contacto com o fluido de processo (cascos tampospescoccedilos de bocais flanges flanges cegos e outros) e outras partes pressurizadas em contactocom o fluido de processo (espelhos pex) Esta classe inclui tambeacutem as partes internassoldadas aos vasos e submetidas a esforccedilos principais (aneacuteis chapas e outros elementos desuporte de bandejas grades tampos internos e outros) Esta classe inclui tambeacutem os reforccedilos(de qualquer tipo) das aberturas na parede de pressatildeo do vaso
572 Classe II
Partes da parede de pressatildeo do vaso natildeo em contacto com o fluido de processo exceto osreforccedilos das aberturas (incluiacutedos na Classe I) reforccedilos externos reforccedilos de vaacutecuo e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 446
N-253 REV H SET 98
3
PREFAacuteCIO
Esta Norma PETROBRAS N-253 REV H SET98 eacute a Revalidaccedilatildeo da Norma PETROBRAS
N-253 REV G ABR97 inclusive sua 1ordf Emenda natildeo tendo sido alterado o seu conteuacutedo
1 OBJETIVO
11 Esta Norma fixa as condiccedilotildees exigiacuteveis para a execuccedilatildeo do Projeto Mecacircnico e do Projetopara Fabricaccedilatildeo de Vasos de Pressatildeo utilizados em refinarias unidades petroquiacutemicas terminaisestaccedilotildees de dutos estaccedilotildees de produccedilatildeo em terra plataformas mariacutetimas de produccedilatildeo e outrasinstalaccedilotildees similares
12 Entende-se como ldquoVaso de Pressatildeordquo todos os reservatoacuterios de qualquer tipo dimensotildees ou
finalidade natildeo sujeitos agrave chama que contenham qualquer fluido em pressatildeo manomeacutetrica igual ousuperior a 103 kPa (105 kgfcm2) ou submetidos a pressatildeo externa
13 Esta Norma se aplica a projetos de vasos iniciados a partir da data de sua ediccedilatildeo
14 Esta Norma conteacutem somente requisitos mandatoacuterios
15 Devem ser seguidos somente os requisitos teacutecnicos desta Norma aplicaacuteveis a cada casoespeciacutefico
16 Outros requisitos teacutecnicos natildeo citados por esta Norma caso necessaacuterios devem ser seguidosconforme a aplicaccedilatildeo especiacutefica
2 DOCUMENTOS COMPLEMENTARES
Os documentos relacionados a seguir satildeo citados no texto e conteacutem prescriccedilotildees vaacutelidas para apresente Norma
Ministeacuterio do TrabalhoSecretaria de Seguranccedila e Sauacutede no Trabalho - NR-13 -Caldeiras e Vasos de Pressatildeo
PETROBRAS N-266 - Apresentaccedilatildeo de Projeto de Vaso de PressatildeoPETROBRAS N-268 - Fabricaccedilatildeo de Vasos de PressatildeoPETROBRAS N-269 - Montagem de Vasos de PressatildeoPETROBRAS N-279 - Projeto de Estruturas MetaacutelicasPETROBRAS N-381 - Execuccedilatildeo de Desenho e Outros Documentos Teacutecnicos em
Geral
PETROBRAS N-1278 - Algarismos e Letras para Identificaccedilatildeo de EquipamentosPETROBRAS N-1438 - SoldagemPETROBRAS N-1500 - Vasos de Pressatildeo - Folha de Dados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 546
N-253 REV H SET 98
4
PETROBRAS N 1521 - Identificaccedilatildeo de Equipamentos IndustriaisPETROBRAS N-1556 - Vasos de Pressatildeo - Requisiccedilatildeo de Material
PETROBRAS N-2012 - Detalhe de Bocal para Vaso de PressatildeoPETROBRAS N-2013 - Suporte para Vaso de Pressatildeo HorizontalPETROBRAS N-2014 - Suporte para Vaso de Pressatildeo VerticalPETROBRAS N-2049 - Acessoacuterio Interno de Vaso de PressatildeoPETROBRAS N-2054 - Acessoacuterio Externo de Vaso de PressatildeoABNT NBR 5874 - Terminologia de Soldagem EleacutetricaABNT NBR 6123 - Forccedilas devidas ao Vento em EdificaccedilotildeesABNT NBR 11889 - Bobinas Grossas e Chapas Grossas de Accedilo-CarbonoASME Boiler and Pressure Vessel Code - Seccedilotildees I II (Partes A B e C) V VIII(Divisatildeo 1 e 2) - e IXASME Code Cases - Pressure Vessels
ANSI B 11 - Unified Screw ThreadsANSI B 165 - Pipe Flanges and Flanged FittingsANSI B 1611 - Forged Steel Fittings Socket-Welding and ThreadedANSI B 1620 - Ring-Joint Gasket and Grooves for Steel Pipe FlangesANSI B 182 - Square and Hex NutsBS-5500 - Specification for Unifired Fusion Welded Pressure VesselsMSS SP-6 - Standard Finishes for Contact Faces of Pipe Flanges and
Connecting-end Flanges of Valves and FittingsMSS SP-44 - Steel Pipe Line FlangesAPI RP 520 - Recommended Practice for the Design and Installation of
Pressure Relieving Systems in RefineriesAPI RP 601 - Metallic Gaskets for Raised-Face Pipe Flanges and FlangedConnections
API RP 605 - Large Diameter Carbon-Steel FlangesAPI RP 618 - Reciprocating Compressors for General Refinery ServicesASTM A 20 - General Requirements for Steel Plates for Pressure VesselsTEMA - Standards of Tubular Exchanger Manufacturers AssociationWRC Bulletin 107 e 297 (Suplemento) - Local Stresses in Spherical and CylindricalShells Due to External Loadings
3 CONDICcedilOtildeES GERAIS
31 Projetista
Nesta Norma estaacute sendo denominado ldquoprojetista de detalhamentordquo a firma organizaccedilatildeoencarregada do ldquoprojeto de detalhamentordquo da instalaccedilatildeo onde se situa o vaso de pressatildeoconsiderado e de ldquoProjetistardquo a firma ou organizaccedilatildeo encarregada da elaboraccedilatildeo do projetomecacircnico e do projeto para fabricaccedilatildeo do vaso Caso o projeto mecacircnico e o projeto parafabricaccedilatildeo sejam feitos cada um por uma organizaccedilatildeo diferente o termo ldquoprojetistardquo cabe a cada
uma dessas entidades
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 646
N-253 REV H SET 98
5
32 Projeto Mecacircnico
321 O projeto mecacircnico consiste basicamente no dimensionamento mecacircnico estrutural do vasode pressatildeo Exceto quando expressamente especificado em contraacuterio no contrato ou naldquoRequisiccedilatildeo de Materialrdquo do vaso esse projeto deve incluir todos os itens que se aplica
322 O projeto mecacircnico baseia-se no projeto analiacutetico (de processo e teacutermico) e na seleccedilatildeode materiais
323 Quando necessaacuterio devem ser feitas as seguintes verificaccedilotildees pelo projetista dedetalhamento
a) tensotildees nos bocais do vaso devido a reaccedilotildees de tubulaccedilatildeo e outros esforccedilosexternos
b) deslocamentos dos bocais do vaso devido a dilataccedilatildeo teacutermicac) tensotildees localizadas devido a suportes de tubulaccedilatildeo e plataformas
Nota Essas verificaccedilotildees constituem atribuiccedilatildeo do projetista de detalhamento a natildeoser que seja definido em contraacuterio no contrato ou na Requisiccedilatildeo de Material
33 Projeto para Fabricaccedilatildeo
O projeto para fabricaccedilatildeo consiste no detalhamento completo dos vasos para a sua fabricaccedilatildeoincluindo todas as definiccedilotildees e dados prescritos na norma PETROBRAS N-266
34 Responsabilidade do Projetista
341 A observacircncia agraves exigecircncias ou recomendaccedilotildees desta e de quaisquer outras normas natildeopode entretanto em nenhum caso diminuir nem isentar de responsabilidade o projetista quecontinua sempre com total responsabilidade pelo projeto mecacircnico eou pela fabricaccedilatildeo do
vaso
342 Em todos os projetos devem ficar claramente definidos os limites fiacutesicos do vaso quesatildeo tambeacutem os limites de responsabilidade do projetista
35 Requisiccedilatildeo de Material
351 A Requisiccedilatildeo de Material (RM) de vasos de pressatildeo que eacute o documento de definiccedilatildeo do
escopo de fornecimento desses equipamentos deve ser feita conforme o formulaacuteriopadronizado pela norma PETROBRAS N-1556
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 746
N-253 REV H SET 98
6
352 Como regra geral as RMrsquos devem ser baseadas no projeto mecacircnico completo do vaso
ou parcial que deve ser anexado agrave RM A RM pode ser baseada no projeto de processo ou nosdados baacutesicos de processo em casos especiais que exigem garantia de desempenho dofabricante
353 A RM deve indicar a revisatildeo ou data da ediccedilatildeo das normas citadas Em caso de omissatildeoaplicam-se as ediccedilotildees em vigor na data de emissatildeo ou revisatildeo aplicaacutevel da RM
354 Nos documentos anexos agrave RM devem ser indicados a natureza composiccedilatildeo epropriedades de todas as correntes fluidas que entram ou que saem do vaso exceto quando
essas informaccedilotildees natildeo forem fornecidas no Projeto de Engenharia Baacutesica
36 Desenhos e Informaccedilotildees
361 Todos os desenhos devem ser elaborados de acordo com as exigecircncias da normaPETROBRAS N-381
362 Todos os desenhos Folhas de Dados Folhas de Caacutelculos e outros documentos devemser elaborados como prescrito na norma PETROBRAS N-266 e devem obrigatoriamenteconter todas as informaccedilotildees relacionadas e pedidas nessa mesma norma sempre que possiacuteveldeve ser usado o formulaacuterio padronizado pela norma PETROBRAS N-1500
37 Normas de Projeto
371 Exceto como permitido nos itens 3711 3712 3713 e 3714 o projeto de todos
os vasos de pressatildeo deve ser feito rigorosamente de acordo com a ediccedilatildeo citada nosdocumentos de projeto da Seccedilatildeo VIII Divisatildeo 1 (Pressure Vessels) do ldquoBoiler and PressureVessels Coderdquo da ASME (American Society of Mechanical Engineers)
3711 Quando a espessura da parede do vaso exceder 50 mm para o projeto feito de acordocom a Divisatildeo 1 do coacutedigo ASME Seccedilatildeo VIII supondo-se o emprego dos materiais comopermitido no capiacutetulo 5 recomenda-se avaliar a conveniecircncia de se executar o projeto deacordo com a Divisatildeo 2 dessa mesma norma
3712 Permite-se que o projeto do vaso seja feito de acordo com a Divisatildeo 2 do ASMESeccedilatildeo VIII quando essa condiccedilatildeo for definida pela PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 846
N-253 REV H SET 98
7
3713 Quando o vaso for parte componente de equipamento de geraccedilatildeo de vapor projetadoconforme o coacutedigo ASME Seccedilatildeo I o vaso deve ser projetado e construiacutedo de acordo com os
requisitos daquela seccedilatildeo
3714 Vasos projetados para pressotildees superiores a 20690 kPa (211 kgfcm2) ou deconstruccedilatildeo ou projeto especiais (proprietaacuterios) devem atender aos requisitos aplicaacuteveis docoacutedigo ASME Seccedilatildeo VIII Divisatildeo 2 eou as praacuteticas proprietaacuterias de projeto e construccedilatildeo dofabricante A adoccedilatildeo de criteacuterios diferentes dos do coacutedigo ASME entretanto estaacute sujeita aaprovaccedilatildeo preacutevia da PETROBRAS
3715 Admite-se o projeto executado de acordo com outras normas ou coacutedigos de projeto
aceitos internacionalmente somente quando aprovado pela PETROBRAS Ex Norma alematildeAD MERKBLAumlTTER e norma inglesa BS-5500
3716 Quando o projeto for feito de acordo com uma norma ou coacutedigo diferente do ASMESeccedilatildeo VIII natildeo se deve aplicar esta Norma PETROBRAS N-253 devendo o projeto serintegralmente executado em conformidade com a norma ou coacutedigo adotado
372 O projeto de qualquer vaso de pressatildeo deve ainda obedecer agraves seguintes normas
a) Seccedilatildeo II (materiais) do ldquoBoiler and Pressure Vessels Coderdquo da ASMEb) Seccedilatildeo IX (qualificaccedilatildeo de soldadores e de procedimentos de soldagem do ldquoBoilerand Pressure Vessels Coderdquo da ASME
c) Norma NBR 6123 (da ABNT)para o caacutelculo dos carregamentos devidos aovento
d) Normas PETROBRAS N-1438 e NBR 5874 (da ABNT) para terminologia esimbologia de soldagem
e) Normas Teacutecnicas da PETROBRAS citadas nesta Norma ou discriminadas emcada caso
373 O caacutelculo das tensotildees provenientes de cargas concentradas pode ser feito de acordo coma norma Britacircnica BS-5500 e o Bulletins 107 e 297 do Welding Research Council quandoaplicaacuteveis
374 Quando houver divergecircncias entre as normas e outros documentos deve ser observado aseguinte ordem de precedecircncia
a) Desenhos baacutesicos do vaso folha de dados ou outro documento especiacutefico para ovaso
b) Esta Norma
c) Outras normas referidas nesta Norma
Nota Em caso de duacutevidas a PETROBRAS deve ser consultada a respeito
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 946
N-253 REV H SET 98
8
375 Em todos os projetos devem ser adotadas as Unidades de Medida Legais no Brasil
permitindo-se o emprego de unidades inglesas apenas para a designaccedilatildeo de diacircmetros nominaisde tubos e acessoacuterios de tubulaccedilatildeo perfis parafusos e similares
376 Deve ser obrigatoriamente seguida a Norma Regulamentadora NR-13 do Ministeacuterio doTrabalho no projeto mecacircnico e no projeto para fabricaccedilatildeo do vaso de pressatildeo
38 Nota Geneacuterica
Alterar a denominaccedilatildeo ldquoPressatildeo Maacutexima Admissiacutevel de Trabalhordquo para ldquoPressatildeo Maacutexima de
Trabalho Admissiacutevel - PMTArdquo em todos os itens da norma em que aparece Ex 46 e 151
4 CRITEacuteRIOS DE PROJETO
41 Tensotildees Admissiacuteveis Baacutesicas
411 As tensotildees admissiacuteveis baacutesicas satildeo os valores adotados para caacutelculo das espessuras
miacutenimas requeridas para partes pressurizadas e devem ser os valores tabelados pelo coacutedigo deProjeto
412 As soldas ligando partes natildeo pressurizadas a partes pressurizadas bem como suportesde internos principais tais como ciclones e grades devem ser projetados considerando-se atensatildeo admissiacutevel para partes pressurizadas
413 Os parafusos de ancoragem de accedilo-carbono devem ser calculados com uma tensatildeoadmissiacutevel baacutesica de 98 MPa (1000 kgfcm2) baseado na aacuterea da raiz Para a condiccedilatildeo demontagem pode ser considerada uma tensatildeo admissiacutevel maacutexima de 118 MPa (1200 kgfcm2)
42 Pressatildeo de Projeto
A pressatildeo de projeto deve ser determinada pelo projetista
43 Temperatura de Projeto
A temperatura de projeto deve ser determinada pelo projetista
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1046
N-253 REV H SET 98
9
44 Combinaccedilatildeo de Carregamentos
441 Todos os vasos de pressatildeo projetados de acordo com o coacutedigo ASME Seccedilatildeo VI11
Divisatildeo 1 inclusive as estruturas de suporte devem ser verificados para as seguintescondiccedilotildees
a) I - Montagemb) II - Testec) III - Operaccedilatildeo normald) IV - Parada
442 Os esforccedilos solicitantes tensotildees admissiacuteveis e espessuras que devem ser consideradaspara cada uma das condiccedilotildees de 441 estatildeo discriminadas na TABELA 1
TABELA 1(CONTINUA) - COMBINACcedilAtildeO DE CARREGAMENTOSNO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
I-MONTAGEM
Consideraccedilatildeo simultacircnea dosseguintes carregamentosseguintesa) peso proacuteprio do vaso 1)b) esforccedilos devidos agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurasnominais daschapas
6)
II-TESTE
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna de teste
hidrostaacutetico- peso do vaso completamente
cheio de aacutegua 1)- peso de todas as cargas
permanentes suportadas pelovaso durante o teste 3)
A tensatildeo maacutexima natildeo podeexceder 80 do limite deelasticidade do material natemperatura ambiente ParaPartes natildeo Pressurizadaspode ser considerada atensatildeo admissiacutevel baacutesicaacrescida de 33 13
Espessurasnominais ouespessurascorroiacutedas
6)
III-OPERACcedilAtildeO
5)
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna ou externa de
projeto na temperatura deprojetopeso do fluido no niacutevel deoperaccedilatildeo
- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelo
vaso 4)- esforccedilos devido agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura de projetoexceto no trecho inferior aoestabelecido para saia desuporte
Espessurascorroiacutedas istoeacute espessurasnominais menosas sobre-espessuras paracorrosatildeo
6)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1146
N-253 REV H SET 98
10
TABELA 1(CONCLUSAtildeO) - COMBINACcedilAtildeO DE CARREGAMENTOS
NO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
IV-PARADA
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelovaso 4)
- esforccedilos devidos agrave accedilatildeo dovento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurascorroiacutedas
6)
Notas 1) Inclui o casco e acessoacuterios soldados exclui acessoacuterios externos e internos removiacuteveis2) Os esforccedilos devidos ao vento natildeo precisam ser considerados para o projeto dos vasos
horizontais devem entretanto ser considerados no projeto das suas fundaccedilotildees eestruturas
3) Inclui internos removiacuteveis exclui isolamento interno ou externo e acessoacuterios externos4) Inclui internos removiacuteveis isolamento interno ou externo acessoacuterios externos e
tubulaccedilotildees
5) Em casos especiais a criteacuterio do Projetista pode ser necessaacuterio considerar naCondiccedilatildeo III o efeito simultacircneo de outros carregamentos atuantes tais comodilataccedilotildees teacutermicas do proacuteprio vaso dilataccedilotildees teacutermicas de tubulaccedilotildees e outrasestruturas ligadas ao vaso flutuaccedilotildees de pressatildeo esforccedilos dinacircmicos causados pelomovimento de fluidos internos e vibraccedilotildees
6) Para as partes que sofrem reduccedilatildeo de espessura no processo de fabricaccedilatildeo devem serconsideradas as espessuras miacutenimas esperadas
7) A tensatildeo longitudinal de compressatildeo admissiacutevel para todas as condiccedilotildees decarregamento para o vaso e para saias de suporte deve ser determinada de acordocom o paraacutegrafo UG-23 (b) do Coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
443 Em condiccedilotildees de curta duraccedilatildeo devem ser considerados os seguintes carregamentossimultacircneos
a) pressatildeo interna ou externa e temperatura correspondente na condiccedilatildeo de curtaduraccedilatildeo
b) peso maacuteximo do fluido de operaccedilatildeo na condiccedilatildeo de curta duraccedilatildeoc) peso de todas as cargas permanentes suportadas pelo vaso
4431 Natildeo eacute necessaacuterio considerar a ocorrecircncia simultacircnea de dois carregamentos
temporaacuterios a natildeo ser que exista razoaacutevel expectativa de sua ocorrecircncia
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1246
N-253 REV H SET 98
11
4432 As cargas de vento e terremoto natildeo precisam ser combinadas com as cargas de curtaduraccedilatildeo
4433 Para partes natildeo pressurizadas pode ser considerada a tensatildeo admissiacutevel baacutesicaacrescida de 33 13
4434 Os efeitos das condiccedilotildees de curta duraccedilatildeo devem ser analisadas em cada caso
4435 As tensotildees admissiacuteveis do Coacutedigo de projeto natildeo podem ser ultrapassadas devendo ascondiccedilotildees de peso maacuteximo constar dos dados para projeto de fundaccedilotildees
444 Exceto quando especificado de outra forma na Folha de Dados do vaso as cargasdevidas ao vento devem ser calculadas de acordo com a norma ABNT NBR 6123
445 Para os vasos de pressatildeo projetados de acordo com a norma ASME Seccedilatildeo VIIIDivisatildeo 1 os conceitos de pressatildeo e temperatura de operaccedilatildeo pressatildeo e temperatura deprojeto pressatildeo de teste hidrostaacutetico e pressatildeo maacutexima de trabalho admissiacutevel devem serentendidos como definidos no projeto
446 Para os vasos construiacutedos de accedilos inoxidaacuteveis austeniacuteticos devem ser adotados osvalores de 4461 e 4462 para as tensotildees admissiacuteveis
4461 Para o casco tampos e outras partes do vaso para as quais pequenas deformaccedilotildeespermanentes natildeo sejam prejudiciais adotar valores mais altos das tensotildees admissiacuteveis de acordocom a Nota (1) da Tabela UHA-23 do coacutedigo ASME Sec VIII Div 1
4462 Para os flanges espelhos e outras partes do vaso que podem estar sujeitos avazamento ou mau funcionamento devido a pequenas deformaccedilotildees permanentes adotar
valores baixos das tensotildees admissiacuteveis de acordo com a mesma Nota e TABELA de 4461
45 Vida Uacutetil de Projeto
Exceto quando especificado de outra forma devem ser considerados os valores miacutenimos daTABELA 2 para o tempo de vida uacutetil dos vasos de pressatildeo Esses tempos de vida uacutetil devemser empregados como base para a seleccedilatildeo de materiais determinaccedilatildeo de sobreespessuras paracorrosatildeo e erosatildeo caacutelculo de fadiga e de deformaccedilotildees por fluecircncia e qualquer outro criteacuteriobaseado no fator tempo Quando for teacutecnica ou economicamente inviaacutevel atender a esses
tempos de vida a PETROBRAS deve decidir em cada caso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1346
N-253 REV H SET 98
12
TABELA 2 - VIDA UacuteTIL DOS VASOS DE PRESSAtildeO
Classes de Equipamentos
Refinarias Terminais e
outras Instalaccedilotildees NatildeoPetroquiacutemicas Unidades Petroquiacutemicas
Equipamentos de grande portegrande custo ou essenciais aofuncionamento da unidadeindustrial (reatores torrespermutadores ou vasosimportantes)
20 anos 15 anos
Outros equipamentos natildeoincluiacutedos na classe acima
15 anos 10 anos
Peccedilas desmontaacuteveis ou dereposiccedilatildeo (feixes tubularesinternos de torres e outros)
8 anos 5 anos
46 Pressatildeo Maacutexima Admissiacutevel de Trabalho
Eacute obrigatoacuterio o caacutelculo da pressatildeo maacutexima admissiacutevel de trabalho (PMAT) (MaximumAllowable Working Pressure MAWP) e a indicaccedilatildeo da parte do vaso que limita essa pressatildeopara todos os vasos projetados de acordo com o coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 Apressatildeo maacutexima admissiacutevel de trabalho deve ser sempre calculada no projeto do vaso
47 Flecha em Vasos Verticais
Para vasos verticais a flecha maacutexima devida ao vento natildeo deve exceder 1200 da altura dovaso
48 Radiografia das Juntas Soldadas
Para qualquer vaso de pressatildeo eacute obrigatoacuterio que todas as juntas soldadas do casco e tampos
tenham pelo menos inspeccedilatildeo radiograacutefica por pontos (spot) natildeo sendo admitidas as soldas natildeoradiografadas mesmo nos casos em que o coacutedigo ASME Sec VIII Div 1 permita esse tipo desoldas
49 Acessoacuterios de Compressores Alternativos
Os equipamentos para amortecimento de pulsaccedilotildees resfriadores inter-estaacutegio (intercoolers) eresfriadores posteriores (aftercoolers) pertencentes a sistemas de compressores alternativosdevem obedecer tambeacutem aos requisitos da norma API RP 618 Os permutadores do sistema delubrificaccedilatildeo quando o compressor for situado em unidades de refino devem atender ao
TEMA ldquoRrdquo em outros locais admite-se para esse permutador de calor o TEMA ldquoCrdquo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1446
N-253 REV H SET 98
13
410 Vibraccedilotildees Induzidas pelo Vento
Deve ser verificado o efeito de vibraccedilotildees induzidas pelo vento em vasos verticais na direccedilatildeo
do vento e na direccedilatildeo perpendicular ao mesmo As cargas devem ser conforme a normaABNT NBR 6123
5 MATERIAIS
51 Para os cascos tampos e todas as outras partes do vaso submetidas agrave pressatildeo exige-sesempre que sejam especificados no projeto materiais qualificados Como regra geral soacute satildeoadmitidos materiais qualificados reconhecidos pelo coacutedigo ASME Seccedilatildeo II (partes A B e C) eSeccedilatildeo VIII admitindo-se materiais ASTM detalhando-se os seus desvios para aprovaccedilatildeo pelaPETROBRAS
52 A aceitaccedilatildeo de materiais equivalentes ao do coacutedigo ASME ou de acordo com outrasnormas estaacute sujeita agrave aprovaccedilatildeo da PETROBRAS devendo os materiais natildeo relacionados nocoacutedigo ASME Seccedilatildeo II constar de especificaccedilotildees de sociedades de normalizaccedilatildeo reconhecidasinternacionalmente (Ex BS DIN JIS) Nestes casos o proponente deve apresentar o textocompleto da especificaccedilatildeo proposta em portuguecircs ou em inglecircs
53 Quando o material proposto natildeo constar das especificaccedilotildees de sociedades de
normalizaccedilatildeo reconhecidas internacionalmente devem ser obedecidos os requisitos de 531ateacute 533
531 Deve ser adotada a sistemaacutetica de aprovaccedilatildeo do Coacutedigo ASME Seccedilatildeo VIII conformeos apecircndices correspondentes das Divisotildees 1 e 2
532 O proponente deve apresentar as informaccedilotildees de 5321 ateacute 5325
5321 Acrescentar o texto completo das especificaccedilotildees dos materiais de preferecircncia dentrodo modelo descrito nas especificaccedilotildees da ASTM incluindo no miacutenimo processos defabricaccedilatildeo composiccedilatildeo quiacutemica propriedades fiacutesicas e quiacutemicas tratamentos teacutermicosnecessaacuterios toleracircncias ensaios quiacutemicos e mecacircnicos acabamento condiccedilotildees de aceitaccedilatildeo erejeiccedilatildeo
5322 Apresentar a comprovaccedilatildeo da submissatildeo do material agrave ASTM ou de ldquoCode Caserdquoaprovando o uso do material
5323 Indicar propriedades mecacircnicas limites de ruptura e escoamento para vaacuteriastemperaturas de serviccedilo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1546
N-253 REV H SET 98
14
5324 Indicar a necessidade ou natildeo de tratamento teacutermico para aliacutevio de tensotildees ou correccedilatildeode caracteriacutesticas metaluacutergicas alteradas devido agraves operaccedilotildees de fabricaccedilatildeo tais comoforjamento e soldagem e as condiccedilotildees de realizaccedilatildeo desses tratamentos Em qualquer caso
deve ser plenamente justificada a necessidade ou natildeo do tratamento teacutermico
5325 Fornecer a relaccedilatildeo dos vasos de pressatildeo existentes construiacutedos com o materialproposto Essa relaccedilatildeo deve indicar em cada caso os seguintes dados forma geomeacutetricadimensotildees pressatildeo e temperatura de projeto serviccedilo nome do usuaacuterio e do fabricante localda instalaccedilatildeo e data de entrada em serviccedilo
533 A utilizaccedilatildeo do material proposto estaacute condicionada agrave aprovaccedilatildeo da PETROBRAS
54 Os accedilos para as partes pressurizadas devem apresentar teor de carbono natildeo superior a030 sendo que para as chapas dos cascos e tampos exige-se que o teor de carbono natildeoseja superior a 026 Accedilos com teor de carbono superior aos limites acima podem serempregados somente nos seguintes casos
a) partes natildeo soldadas tais como flanges cegos e tampos de bocas de visitab) chapas com espessura superior a 50 mm
55 O emprego de accedilos contendo outros elementos de liga aleacutem do manganecircs e siliacutecio eoucom limites de resistecircncia superior a 485 MPa (70 psi) (valor nominal constante daespecificaccedilatildeo do material) bem como de accedilos temperados e revenidos estaacute sujeito a aprovaccedilatildeopreacutevia da PETROBRAS
56 Independentemente dos limites da temperatura estabelecidos no coacutedigo ASME Sec VIIIDiv 1 os materiais indicados na TABELA 3 soacute devem em princiacutepio ser empregados emserviccedilo contiacutenuo para temperaturas ateacute os limites dados nessa TABELA Permite-se oemprego em temperaturas superiores para condiccedilotildees eventuais e de curta duraccedilatildeo ou quandonatildeo houver outra alternativa teacutecnica ou economicamente viaacutevel Em qualquer caso eacute
necessaacuteria a aprovaccedilatildeo da PETROBRAS Os limites para as partes pressurizadas estatildeoprincipalmente baseados em funccedilatildeo da resistecircncia mecacircnica (resistecircncia a fluecircncia) do materialOs limites para as partes natildeo pressurizadas estatildeo baseados na temperatura de escamaccedilatildeo domaterial (scaling temperature)
57 A TABELA 4 mostra os criteacuterios baacutesicos para especificaccedilatildeo de materiais para as diversaspartes dos vasos de pressatildeo Esses criteacuterios dever ser obedecidos exceto quando forespecificado de outra forma para um determinado vaso As classes das partes dos vasos citadosna primeira coluna da TABELA 4 satildeo descritas de 571 ateacute 576
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1646
N-253 REV H SET 98
15
TABELA 3 - TEMPERATURAS LIMITES
Materiais
Temperatura Maacutexima de Operaccedilatildeo
(degC)Partes Pressurizadas Partes Natildeo Pressurizadas
Accedilos-Carbono qualidade estruturalAccedilos-Carbono natildeo acalmados(materiais qualificados)Accedilos-Carbono acalmados com SiAccedilos-Liga 12 MoAccedilos-Liga 1 14 Cr - 12 MoAccedilos-Liga 2 14 Cr -1 MoAccedilos-Liga 5 Cr - 12 MoAccedilos Inoxidaacuteveis 405 410 410S 3)Accedilos Inoxidaacuteveis 304 316 (1) 2)Accedilos Inoxidaacuteveis 304L 316LAccedilos Inoxidaacutevel 310 2)
150
400450500530530480480600400600
530
530530530550570600700800800
1100
Notas 1) Para temperaturas de projeto superiores a 550degC recomenda-se o uso de accedilosinoxidaacuteveis tipo ldquoHrdquo
2) Chama-se atenccedilatildeo para a possibilidade de formaccedilatildeo de ldquoFase Sigmardquo para
temperaturas acima de 600degC resultando em severa fragilizaccedilatildeo do material Essamudanccedila na estrutura metaluacutergica ocorre principalmente para os accedilos tipos 316 e310
3) Esses materiais satildeo suscetiacuteveis de sofrer fragilizaccedilatildeo operando em torno de 475degCpor periacuteodos longos
571 Classe I
Partes da parede de pressatildeo do vaso em contacto com o fluido de processo (cascos tampospescoccedilos de bocais flanges flanges cegos e outros) e outras partes pressurizadas em contactocom o fluido de processo (espelhos pex) Esta classe inclui tambeacutem as partes internassoldadas aos vasos e submetidas a esforccedilos principais (aneacuteis chapas e outros elementos desuporte de bandejas grades tampos internos e outros) Esta classe inclui tambeacutem os reforccedilos(de qualquer tipo) das aberturas na parede de pressatildeo do vaso
572 Classe II
Partes da parede de pressatildeo do vaso natildeo em contacto com o fluido de processo exceto osreforccedilos das aberturas (incluiacutedos na Classe I) reforccedilos externos reforccedilos de vaacutecuo e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 546
N-253 REV H SET 98
4
PETROBRAS N 1521 - Identificaccedilatildeo de Equipamentos IndustriaisPETROBRAS N-1556 - Vasos de Pressatildeo - Requisiccedilatildeo de Material
PETROBRAS N-2012 - Detalhe de Bocal para Vaso de PressatildeoPETROBRAS N-2013 - Suporte para Vaso de Pressatildeo HorizontalPETROBRAS N-2014 - Suporte para Vaso de Pressatildeo VerticalPETROBRAS N-2049 - Acessoacuterio Interno de Vaso de PressatildeoPETROBRAS N-2054 - Acessoacuterio Externo de Vaso de PressatildeoABNT NBR 5874 - Terminologia de Soldagem EleacutetricaABNT NBR 6123 - Forccedilas devidas ao Vento em EdificaccedilotildeesABNT NBR 11889 - Bobinas Grossas e Chapas Grossas de Accedilo-CarbonoASME Boiler and Pressure Vessel Code - Seccedilotildees I II (Partes A B e C) V VIII(Divisatildeo 1 e 2) - e IXASME Code Cases - Pressure Vessels
ANSI B 11 - Unified Screw ThreadsANSI B 165 - Pipe Flanges and Flanged FittingsANSI B 1611 - Forged Steel Fittings Socket-Welding and ThreadedANSI B 1620 - Ring-Joint Gasket and Grooves for Steel Pipe FlangesANSI B 182 - Square and Hex NutsBS-5500 - Specification for Unifired Fusion Welded Pressure VesselsMSS SP-6 - Standard Finishes for Contact Faces of Pipe Flanges and
Connecting-end Flanges of Valves and FittingsMSS SP-44 - Steel Pipe Line FlangesAPI RP 520 - Recommended Practice for the Design and Installation of
Pressure Relieving Systems in RefineriesAPI RP 601 - Metallic Gaskets for Raised-Face Pipe Flanges and FlangedConnections
API RP 605 - Large Diameter Carbon-Steel FlangesAPI RP 618 - Reciprocating Compressors for General Refinery ServicesASTM A 20 - General Requirements for Steel Plates for Pressure VesselsTEMA - Standards of Tubular Exchanger Manufacturers AssociationWRC Bulletin 107 e 297 (Suplemento) - Local Stresses in Spherical and CylindricalShells Due to External Loadings
3 CONDICcedilOtildeES GERAIS
31 Projetista
Nesta Norma estaacute sendo denominado ldquoprojetista de detalhamentordquo a firma organizaccedilatildeoencarregada do ldquoprojeto de detalhamentordquo da instalaccedilatildeo onde se situa o vaso de pressatildeoconsiderado e de ldquoProjetistardquo a firma ou organizaccedilatildeo encarregada da elaboraccedilatildeo do projetomecacircnico e do projeto para fabricaccedilatildeo do vaso Caso o projeto mecacircnico e o projeto parafabricaccedilatildeo sejam feitos cada um por uma organizaccedilatildeo diferente o termo ldquoprojetistardquo cabe a cada
uma dessas entidades
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 646
N-253 REV H SET 98
5
32 Projeto Mecacircnico
321 O projeto mecacircnico consiste basicamente no dimensionamento mecacircnico estrutural do vasode pressatildeo Exceto quando expressamente especificado em contraacuterio no contrato ou naldquoRequisiccedilatildeo de Materialrdquo do vaso esse projeto deve incluir todos os itens que se aplica
322 O projeto mecacircnico baseia-se no projeto analiacutetico (de processo e teacutermico) e na seleccedilatildeode materiais
323 Quando necessaacuterio devem ser feitas as seguintes verificaccedilotildees pelo projetista dedetalhamento
a) tensotildees nos bocais do vaso devido a reaccedilotildees de tubulaccedilatildeo e outros esforccedilosexternos
b) deslocamentos dos bocais do vaso devido a dilataccedilatildeo teacutermicac) tensotildees localizadas devido a suportes de tubulaccedilatildeo e plataformas
Nota Essas verificaccedilotildees constituem atribuiccedilatildeo do projetista de detalhamento a natildeoser que seja definido em contraacuterio no contrato ou na Requisiccedilatildeo de Material
33 Projeto para Fabricaccedilatildeo
O projeto para fabricaccedilatildeo consiste no detalhamento completo dos vasos para a sua fabricaccedilatildeoincluindo todas as definiccedilotildees e dados prescritos na norma PETROBRAS N-266
34 Responsabilidade do Projetista
341 A observacircncia agraves exigecircncias ou recomendaccedilotildees desta e de quaisquer outras normas natildeopode entretanto em nenhum caso diminuir nem isentar de responsabilidade o projetista quecontinua sempre com total responsabilidade pelo projeto mecacircnico eou pela fabricaccedilatildeo do
vaso
342 Em todos os projetos devem ficar claramente definidos os limites fiacutesicos do vaso quesatildeo tambeacutem os limites de responsabilidade do projetista
35 Requisiccedilatildeo de Material
351 A Requisiccedilatildeo de Material (RM) de vasos de pressatildeo que eacute o documento de definiccedilatildeo do
escopo de fornecimento desses equipamentos deve ser feita conforme o formulaacuteriopadronizado pela norma PETROBRAS N-1556
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 746
N-253 REV H SET 98
6
352 Como regra geral as RMrsquos devem ser baseadas no projeto mecacircnico completo do vaso
ou parcial que deve ser anexado agrave RM A RM pode ser baseada no projeto de processo ou nosdados baacutesicos de processo em casos especiais que exigem garantia de desempenho dofabricante
353 A RM deve indicar a revisatildeo ou data da ediccedilatildeo das normas citadas Em caso de omissatildeoaplicam-se as ediccedilotildees em vigor na data de emissatildeo ou revisatildeo aplicaacutevel da RM
354 Nos documentos anexos agrave RM devem ser indicados a natureza composiccedilatildeo epropriedades de todas as correntes fluidas que entram ou que saem do vaso exceto quando
essas informaccedilotildees natildeo forem fornecidas no Projeto de Engenharia Baacutesica
36 Desenhos e Informaccedilotildees
361 Todos os desenhos devem ser elaborados de acordo com as exigecircncias da normaPETROBRAS N-381
362 Todos os desenhos Folhas de Dados Folhas de Caacutelculos e outros documentos devemser elaborados como prescrito na norma PETROBRAS N-266 e devem obrigatoriamenteconter todas as informaccedilotildees relacionadas e pedidas nessa mesma norma sempre que possiacuteveldeve ser usado o formulaacuterio padronizado pela norma PETROBRAS N-1500
37 Normas de Projeto
371 Exceto como permitido nos itens 3711 3712 3713 e 3714 o projeto de todos
os vasos de pressatildeo deve ser feito rigorosamente de acordo com a ediccedilatildeo citada nosdocumentos de projeto da Seccedilatildeo VIII Divisatildeo 1 (Pressure Vessels) do ldquoBoiler and PressureVessels Coderdquo da ASME (American Society of Mechanical Engineers)
3711 Quando a espessura da parede do vaso exceder 50 mm para o projeto feito de acordocom a Divisatildeo 1 do coacutedigo ASME Seccedilatildeo VIII supondo-se o emprego dos materiais comopermitido no capiacutetulo 5 recomenda-se avaliar a conveniecircncia de se executar o projeto deacordo com a Divisatildeo 2 dessa mesma norma
3712 Permite-se que o projeto do vaso seja feito de acordo com a Divisatildeo 2 do ASMESeccedilatildeo VIII quando essa condiccedilatildeo for definida pela PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 846
N-253 REV H SET 98
7
3713 Quando o vaso for parte componente de equipamento de geraccedilatildeo de vapor projetadoconforme o coacutedigo ASME Seccedilatildeo I o vaso deve ser projetado e construiacutedo de acordo com os
requisitos daquela seccedilatildeo
3714 Vasos projetados para pressotildees superiores a 20690 kPa (211 kgfcm2) ou deconstruccedilatildeo ou projeto especiais (proprietaacuterios) devem atender aos requisitos aplicaacuteveis docoacutedigo ASME Seccedilatildeo VIII Divisatildeo 2 eou as praacuteticas proprietaacuterias de projeto e construccedilatildeo dofabricante A adoccedilatildeo de criteacuterios diferentes dos do coacutedigo ASME entretanto estaacute sujeita aaprovaccedilatildeo preacutevia da PETROBRAS
3715 Admite-se o projeto executado de acordo com outras normas ou coacutedigos de projeto
aceitos internacionalmente somente quando aprovado pela PETROBRAS Ex Norma alematildeAD MERKBLAumlTTER e norma inglesa BS-5500
3716 Quando o projeto for feito de acordo com uma norma ou coacutedigo diferente do ASMESeccedilatildeo VIII natildeo se deve aplicar esta Norma PETROBRAS N-253 devendo o projeto serintegralmente executado em conformidade com a norma ou coacutedigo adotado
372 O projeto de qualquer vaso de pressatildeo deve ainda obedecer agraves seguintes normas
a) Seccedilatildeo II (materiais) do ldquoBoiler and Pressure Vessels Coderdquo da ASMEb) Seccedilatildeo IX (qualificaccedilatildeo de soldadores e de procedimentos de soldagem do ldquoBoilerand Pressure Vessels Coderdquo da ASME
c) Norma NBR 6123 (da ABNT)para o caacutelculo dos carregamentos devidos aovento
d) Normas PETROBRAS N-1438 e NBR 5874 (da ABNT) para terminologia esimbologia de soldagem
e) Normas Teacutecnicas da PETROBRAS citadas nesta Norma ou discriminadas emcada caso
373 O caacutelculo das tensotildees provenientes de cargas concentradas pode ser feito de acordo coma norma Britacircnica BS-5500 e o Bulletins 107 e 297 do Welding Research Council quandoaplicaacuteveis
374 Quando houver divergecircncias entre as normas e outros documentos deve ser observado aseguinte ordem de precedecircncia
a) Desenhos baacutesicos do vaso folha de dados ou outro documento especiacutefico para ovaso
b) Esta Norma
c) Outras normas referidas nesta Norma
Nota Em caso de duacutevidas a PETROBRAS deve ser consultada a respeito
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 946
N-253 REV H SET 98
8
375 Em todos os projetos devem ser adotadas as Unidades de Medida Legais no Brasil
permitindo-se o emprego de unidades inglesas apenas para a designaccedilatildeo de diacircmetros nominaisde tubos e acessoacuterios de tubulaccedilatildeo perfis parafusos e similares
376 Deve ser obrigatoriamente seguida a Norma Regulamentadora NR-13 do Ministeacuterio doTrabalho no projeto mecacircnico e no projeto para fabricaccedilatildeo do vaso de pressatildeo
38 Nota Geneacuterica
Alterar a denominaccedilatildeo ldquoPressatildeo Maacutexima Admissiacutevel de Trabalhordquo para ldquoPressatildeo Maacutexima de
Trabalho Admissiacutevel - PMTArdquo em todos os itens da norma em que aparece Ex 46 e 151
4 CRITEacuteRIOS DE PROJETO
41 Tensotildees Admissiacuteveis Baacutesicas
411 As tensotildees admissiacuteveis baacutesicas satildeo os valores adotados para caacutelculo das espessuras
miacutenimas requeridas para partes pressurizadas e devem ser os valores tabelados pelo coacutedigo deProjeto
412 As soldas ligando partes natildeo pressurizadas a partes pressurizadas bem como suportesde internos principais tais como ciclones e grades devem ser projetados considerando-se atensatildeo admissiacutevel para partes pressurizadas
413 Os parafusos de ancoragem de accedilo-carbono devem ser calculados com uma tensatildeoadmissiacutevel baacutesica de 98 MPa (1000 kgfcm2) baseado na aacuterea da raiz Para a condiccedilatildeo demontagem pode ser considerada uma tensatildeo admissiacutevel maacutexima de 118 MPa (1200 kgfcm2)
42 Pressatildeo de Projeto
A pressatildeo de projeto deve ser determinada pelo projetista
43 Temperatura de Projeto
A temperatura de projeto deve ser determinada pelo projetista
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1046
N-253 REV H SET 98
9
44 Combinaccedilatildeo de Carregamentos
441 Todos os vasos de pressatildeo projetados de acordo com o coacutedigo ASME Seccedilatildeo VI11
Divisatildeo 1 inclusive as estruturas de suporte devem ser verificados para as seguintescondiccedilotildees
a) I - Montagemb) II - Testec) III - Operaccedilatildeo normald) IV - Parada
442 Os esforccedilos solicitantes tensotildees admissiacuteveis e espessuras que devem ser consideradaspara cada uma das condiccedilotildees de 441 estatildeo discriminadas na TABELA 1
TABELA 1(CONTINUA) - COMBINACcedilAtildeO DE CARREGAMENTOSNO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
I-MONTAGEM
Consideraccedilatildeo simultacircnea dosseguintes carregamentosseguintesa) peso proacuteprio do vaso 1)b) esforccedilos devidos agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurasnominais daschapas
6)
II-TESTE
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna de teste
hidrostaacutetico- peso do vaso completamente
cheio de aacutegua 1)- peso de todas as cargas
permanentes suportadas pelovaso durante o teste 3)
A tensatildeo maacutexima natildeo podeexceder 80 do limite deelasticidade do material natemperatura ambiente ParaPartes natildeo Pressurizadaspode ser considerada atensatildeo admissiacutevel baacutesicaacrescida de 33 13
Espessurasnominais ouespessurascorroiacutedas
6)
III-OPERACcedilAtildeO
5)
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna ou externa de
projeto na temperatura deprojetopeso do fluido no niacutevel deoperaccedilatildeo
- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelo
vaso 4)- esforccedilos devido agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura de projetoexceto no trecho inferior aoestabelecido para saia desuporte
Espessurascorroiacutedas istoeacute espessurasnominais menosas sobre-espessuras paracorrosatildeo
6)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1146
N-253 REV H SET 98
10
TABELA 1(CONCLUSAtildeO) - COMBINACcedilAtildeO DE CARREGAMENTOS
NO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
IV-PARADA
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelovaso 4)
- esforccedilos devidos agrave accedilatildeo dovento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurascorroiacutedas
6)
Notas 1) Inclui o casco e acessoacuterios soldados exclui acessoacuterios externos e internos removiacuteveis2) Os esforccedilos devidos ao vento natildeo precisam ser considerados para o projeto dos vasos
horizontais devem entretanto ser considerados no projeto das suas fundaccedilotildees eestruturas
3) Inclui internos removiacuteveis exclui isolamento interno ou externo e acessoacuterios externos4) Inclui internos removiacuteveis isolamento interno ou externo acessoacuterios externos e
tubulaccedilotildees
5) Em casos especiais a criteacuterio do Projetista pode ser necessaacuterio considerar naCondiccedilatildeo III o efeito simultacircneo de outros carregamentos atuantes tais comodilataccedilotildees teacutermicas do proacuteprio vaso dilataccedilotildees teacutermicas de tubulaccedilotildees e outrasestruturas ligadas ao vaso flutuaccedilotildees de pressatildeo esforccedilos dinacircmicos causados pelomovimento de fluidos internos e vibraccedilotildees
6) Para as partes que sofrem reduccedilatildeo de espessura no processo de fabricaccedilatildeo devem serconsideradas as espessuras miacutenimas esperadas
7) A tensatildeo longitudinal de compressatildeo admissiacutevel para todas as condiccedilotildees decarregamento para o vaso e para saias de suporte deve ser determinada de acordocom o paraacutegrafo UG-23 (b) do Coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
443 Em condiccedilotildees de curta duraccedilatildeo devem ser considerados os seguintes carregamentossimultacircneos
a) pressatildeo interna ou externa e temperatura correspondente na condiccedilatildeo de curtaduraccedilatildeo
b) peso maacuteximo do fluido de operaccedilatildeo na condiccedilatildeo de curta duraccedilatildeoc) peso de todas as cargas permanentes suportadas pelo vaso
4431 Natildeo eacute necessaacuterio considerar a ocorrecircncia simultacircnea de dois carregamentos
temporaacuterios a natildeo ser que exista razoaacutevel expectativa de sua ocorrecircncia
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1246
N-253 REV H SET 98
11
4432 As cargas de vento e terremoto natildeo precisam ser combinadas com as cargas de curtaduraccedilatildeo
4433 Para partes natildeo pressurizadas pode ser considerada a tensatildeo admissiacutevel baacutesicaacrescida de 33 13
4434 Os efeitos das condiccedilotildees de curta duraccedilatildeo devem ser analisadas em cada caso
4435 As tensotildees admissiacuteveis do Coacutedigo de projeto natildeo podem ser ultrapassadas devendo ascondiccedilotildees de peso maacuteximo constar dos dados para projeto de fundaccedilotildees
444 Exceto quando especificado de outra forma na Folha de Dados do vaso as cargasdevidas ao vento devem ser calculadas de acordo com a norma ABNT NBR 6123
445 Para os vasos de pressatildeo projetados de acordo com a norma ASME Seccedilatildeo VIIIDivisatildeo 1 os conceitos de pressatildeo e temperatura de operaccedilatildeo pressatildeo e temperatura deprojeto pressatildeo de teste hidrostaacutetico e pressatildeo maacutexima de trabalho admissiacutevel devem serentendidos como definidos no projeto
446 Para os vasos construiacutedos de accedilos inoxidaacuteveis austeniacuteticos devem ser adotados osvalores de 4461 e 4462 para as tensotildees admissiacuteveis
4461 Para o casco tampos e outras partes do vaso para as quais pequenas deformaccedilotildeespermanentes natildeo sejam prejudiciais adotar valores mais altos das tensotildees admissiacuteveis de acordocom a Nota (1) da Tabela UHA-23 do coacutedigo ASME Sec VIII Div 1
4462 Para os flanges espelhos e outras partes do vaso que podem estar sujeitos avazamento ou mau funcionamento devido a pequenas deformaccedilotildees permanentes adotar
valores baixos das tensotildees admissiacuteveis de acordo com a mesma Nota e TABELA de 4461
45 Vida Uacutetil de Projeto
Exceto quando especificado de outra forma devem ser considerados os valores miacutenimos daTABELA 2 para o tempo de vida uacutetil dos vasos de pressatildeo Esses tempos de vida uacutetil devemser empregados como base para a seleccedilatildeo de materiais determinaccedilatildeo de sobreespessuras paracorrosatildeo e erosatildeo caacutelculo de fadiga e de deformaccedilotildees por fluecircncia e qualquer outro criteacuteriobaseado no fator tempo Quando for teacutecnica ou economicamente inviaacutevel atender a esses
tempos de vida a PETROBRAS deve decidir em cada caso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1346
N-253 REV H SET 98
12
TABELA 2 - VIDA UacuteTIL DOS VASOS DE PRESSAtildeO
Classes de Equipamentos
Refinarias Terminais e
outras Instalaccedilotildees NatildeoPetroquiacutemicas Unidades Petroquiacutemicas
Equipamentos de grande portegrande custo ou essenciais aofuncionamento da unidadeindustrial (reatores torrespermutadores ou vasosimportantes)
20 anos 15 anos
Outros equipamentos natildeoincluiacutedos na classe acima
15 anos 10 anos
Peccedilas desmontaacuteveis ou dereposiccedilatildeo (feixes tubularesinternos de torres e outros)
8 anos 5 anos
46 Pressatildeo Maacutexima Admissiacutevel de Trabalho
Eacute obrigatoacuterio o caacutelculo da pressatildeo maacutexima admissiacutevel de trabalho (PMAT) (MaximumAllowable Working Pressure MAWP) e a indicaccedilatildeo da parte do vaso que limita essa pressatildeopara todos os vasos projetados de acordo com o coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 Apressatildeo maacutexima admissiacutevel de trabalho deve ser sempre calculada no projeto do vaso
47 Flecha em Vasos Verticais
Para vasos verticais a flecha maacutexima devida ao vento natildeo deve exceder 1200 da altura dovaso
48 Radiografia das Juntas Soldadas
Para qualquer vaso de pressatildeo eacute obrigatoacuterio que todas as juntas soldadas do casco e tampos
tenham pelo menos inspeccedilatildeo radiograacutefica por pontos (spot) natildeo sendo admitidas as soldas natildeoradiografadas mesmo nos casos em que o coacutedigo ASME Sec VIII Div 1 permita esse tipo desoldas
49 Acessoacuterios de Compressores Alternativos
Os equipamentos para amortecimento de pulsaccedilotildees resfriadores inter-estaacutegio (intercoolers) eresfriadores posteriores (aftercoolers) pertencentes a sistemas de compressores alternativosdevem obedecer tambeacutem aos requisitos da norma API RP 618 Os permutadores do sistema delubrificaccedilatildeo quando o compressor for situado em unidades de refino devem atender ao
TEMA ldquoRrdquo em outros locais admite-se para esse permutador de calor o TEMA ldquoCrdquo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1446
N-253 REV H SET 98
13
410 Vibraccedilotildees Induzidas pelo Vento
Deve ser verificado o efeito de vibraccedilotildees induzidas pelo vento em vasos verticais na direccedilatildeo
do vento e na direccedilatildeo perpendicular ao mesmo As cargas devem ser conforme a normaABNT NBR 6123
5 MATERIAIS
51 Para os cascos tampos e todas as outras partes do vaso submetidas agrave pressatildeo exige-sesempre que sejam especificados no projeto materiais qualificados Como regra geral soacute satildeoadmitidos materiais qualificados reconhecidos pelo coacutedigo ASME Seccedilatildeo II (partes A B e C) eSeccedilatildeo VIII admitindo-se materiais ASTM detalhando-se os seus desvios para aprovaccedilatildeo pelaPETROBRAS
52 A aceitaccedilatildeo de materiais equivalentes ao do coacutedigo ASME ou de acordo com outrasnormas estaacute sujeita agrave aprovaccedilatildeo da PETROBRAS devendo os materiais natildeo relacionados nocoacutedigo ASME Seccedilatildeo II constar de especificaccedilotildees de sociedades de normalizaccedilatildeo reconhecidasinternacionalmente (Ex BS DIN JIS) Nestes casos o proponente deve apresentar o textocompleto da especificaccedilatildeo proposta em portuguecircs ou em inglecircs
53 Quando o material proposto natildeo constar das especificaccedilotildees de sociedades de
normalizaccedilatildeo reconhecidas internacionalmente devem ser obedecidos os requisitos de 531ateacute 533
531 Deve ser adotada a sistemaacutetica de aprovaccedilatildeo do Coacutedigo ASME Seccedilatildeo VIII conformeos apecircndices correspondentes das Divisotildees 1 e 2
532 O proponente deve apresentar as informaccedilotildees de 5321 ateacute 5325
5321 Acrescentar o texto completo das especificaccedilotildees dos materiais de preferecircncia dentrodo modelo descrito nas especificaccedilotildees da ASTM incluindo no miacutenimo processos defabricaccedilatildeo composiccedilatildeo quiacutemica propriedades fiacutesicas e quiacutemicas tratamentos teacutermicosnecessaacuterios toleracircncias ensaios quiacutemicos e mecacircnicos acabamento condiccedilotildees de aceitaccedilatildeo erejeiccedilatildeo
5322 Apresentar a comprovaccedilatildeo da submissatildeo do material agrave ASTM ou de ldquoCode Caserdquoaprovando o uso do material
5323 Indicar propriedades mecacircnicas limites de ruptura e escoamento para vaacuteriastemperaturas de serviccedilo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1546
N-253 REV H SET 98
14
5324 Indicar a necessidade ou natildeo de tratamento teacutermico para aliacutevio de tensotildees ou correccedilatildeode caracteriacutesticas metaluacutergicas alteradas devido agraves operaccedilotildees de fabricaccedilatildeo tais comoforjamento e soldagem e as condiccedilotildees de realizaccedilatildeo desses tratamentos Em qualquer caso
deve ser plenamente justificada a necessidade ou natildeo do tratamento teacutermico
5325 Fornecer a relaccedilatildeo dos vasos de pressatildeo existentes construiacutedos com o materialproposto Essa relaccedilatildeo deve indicar em cada caso os seguintes dados forma geomeacutetricadimensotildees pressatildeo e temperatura de projeto serviccedilo nome do usuaacuterio e do fabricante localda instalaccedilatildeo e data de entrada em serviccedilo
533 A utilizaccedilatildeo do material proposto estaacute condicionada agrave aprovaccedilatildeo da PETROBRAS
54 Os accedilos para as partes pressurizadas devem apresentar teor de carbono natildeo superior a030 sendo que para as chapas dos cascos e tampos exige-se que o teor de carbono natildeoseja superior a 026 Accedilos com teor de carbono superior aos limites acima podem serempregados somente nos seguintes casos
a) partes natildeo soldadas tais como flanges cegos e tampos de bocas de visitab) chapas com espessura superior a 50 mm
55 O emprego de accedilos contendo outros elementos de liga aleacutem do manganecircs e siliacutecio eoucom limites de resistecircncia superior a 485 MPa (70 psi) (valor nominal constante daespecificaccedilatildeo do material) bem como de accedilos temperados e revenidos estaacute sujeito a aprovaccedilatildeopreacutevia da PETROBRAS
56 Independentemente dos limites da temperatura estabelecidos no coacutedigo ASME Sec VIIIDiv 1 os materiais indicados na TABELA 3 soacute devem em princiacutepio ser empregados emserviccedilo contiacutenuo para temperaturas ateacute os limites dados nessa TABELA Permite-se oemprego em temperaturas superiores para condiccedilotildees eventuais e de curta duraccedilatildeo ou quandonatildeo houver outra alternativa teacutecnica ou economicamente viaacutevel Em qualquer caso eacute
necessaacuteria a aprovaccedilatildeo da PETROBRAS Os limites para as partes pressurizadas estatildeoprincipalmente baseados em funccedilatildeo da resistecircncia mecacircnica (resistecircncia a fluecircncia) do materialOs limites para as partes natildeo pressurizadas estatildeo baseados na temperatura de escamaccedilatildeo domaterial (scaling temperature)
57 A TABELA 4 mostra os criteacuterios baacutesicos para especificaccedilatildeo de materiais para as diversaspartes dos vasos de pressatildeo Esses criteacuterios dever ser obedecidos exceto quando forespecificado de outra forma para um determinado vaso As classes das partes dos vasos citadosna primeira coluna da TABELA 4 satildeo descritas de 571 ateacute 576
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1646
N-253 REV H SET 98
15
TABELA 3 - TEMPERATURAS LIMITES
Materiais
Temperatura Maacutexima de Operaccedilatildeo
(degC)Partes Pressurizadas Partes Natildeo Pressurizadas
Accedilos-Carbono qualidade estruturalAccedilos-Carbono natildeo acalmados(materiais qualificados)Accedilos-Carbono acalmados com SiAccedilos-Liga 12 MoAccedilos-Liga 1 14 Cr - 12 MoAccedilos-Liga 2 14 Cr -1 MoAccedilos-Liga 5 Cr - 12 MoAccedilos Inoxidaacuteveis 405 410 410S 3)Accedilos Inoxidaacuteveis 304 316 (1) 2)Accedilos Inoxidaacuteveis 304L 316LAccedilos Inoxidaacutevel 310 2)
150
400450500530530480480600400600
530
530530530550570600700800800
1100
Notas 1) Para temperaturas de projeto superiores a 550degC recomenda-se o uso de accedilosinoxidaacuteveis tipo ldquoHrdquo
2) Chama-se atenccedilatildeo para a possibilidade de formaccedilatildeo de ldquoFase Sigmardquo para
temperaturas acima de 600degC resultando em severa fragilizaccedilatildeo do material Essamudanccedila na estrutura metaluacutergica ocorre principalmente para os accedilos tipos 316 e310
3) Esses materiais satildeo suscetiacuteveis de sofrer fragilizaccedilatildeo operando em torno de 475degCpor periacuteodos longos
571 Classe I
Partes da parede de pressatildeo do vaso em contacto com o fluido de processo (cascos tampospescoccedilos de bocais flanges flanges cegos e outros) e outras partes pressurizadas em contactocom o fluido de processo (espelhos pex) Esta classe inclui tambeacutem as partes internassoldadas aos vasos e submetidas a esforccedilos principais (aneacuteis chapas e outros elementos desuporte de bandejas grades tampos internos e outros) Esta classe inclui tambeacutem os reforccedilos(de qualquer tipo) das aberturas na parede de pressatildeo do vaso
572 Classe II
Partes da parede de pressatildeo do vaso natildeo em contacto com o fluido de processo exceto osreforccedilos das aberturas (incluiacutedos na Classe I) reforccedilos externos reforccedilos de vaacutecuo e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 646
N-253 REV H SET 98
5
32 Projeto Mecacircnico
321 O projeto mecacircnico consiste basicamente no dimensionamento mecacircnico estrutural do vasode pressatildeo Exceto quando expressamente especificado em contraacuterio no contrato ou naldquoRequisiccedilatildeo de Materialrdquo do vaso esse projeto deve incluir todos os itens que se aplica
322 O projeto mecacircnico baseia-se no projeto analiacutetico (de processo e teacutermico) e na seleccedilatildeode materiais
323 Quando necessaacuterio devem ser feitas as seguintes verificaccedilotildees pelo projetista dedetalhamento
a) tensotildees nos bocais do vaso devido a reaccedilotildees de tubulaccedilatildeo e outros esforccedilosexternos
b) deslocamentos dos bocais do vaso devido a dilataccedilatildeo teacutermicac) tensotildees localizadas devido a suportes de tubulaccedilatildeo e plataformas
Nota Essas verificaccedilotildees constituem atribuiccedilatildeo do projetista de detalhamento a natildeoser que seja definido em contraacuterio no contrato ou na Requisiccedilatildeo de Material
33 Projeto para Fabricaccedilatildeo
O projeto para fabricaccedilatildeo consiste no detalhamento completo dos vasos para a sua fabricaccedilatildeoincluindo todas as definiccedilotildees e dados prescritos na norma PETROBRAS N-266
34 Responsabilidade do Projetista
341 A observacircncia agraves exigecircncias ou recomendaccedilotildees desta e de quaisquer outras normas natildeopode entretanto em nenhum caso diminuir nem isentar de responsabilidade o projetista quecontinua sempre com total responsabilidade pelo projeto mecacircnico eou pela fabricaccedilatildeo do
vaso
342 Em todos os projetos devem ficar claramente definidos os limites fiacutesicos do vaso quesatildeo tambeacutem os limites de responsabilidade do projetista
35 Requisiccedilatildeo de Material
351 A Requisiccedilatildeo de Material (RM) de vasos de pressatildeo que eacute o documento de definiccedilatildeo do
escopo de fornecimento desses equipamentos deve ser feita conforme o formulaacuteriopadronizado pela norma PETROBRAS N-1556
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 746
N-253 REV H SET 98
6
352 Como regra geral as RMrsquos devem ser baseadas no projeto mecacircnico completo do vaso
ou parcial que deve ser anexado agrave RM A RM pode ser baseada no projeto de processo ou nosdados baacutesicos de processo em casos especiais que exigem garantia de desempenho dofabricante
353 A RM deve indicar a revisatildeo ou data da ediccedilatildeo das normas citadas Em caso de omissatildeoaplicam-se as ediccedilotildees em vigor na data de emissatildeo ou revisatildeo aplicaacutevel da RM
354 Nos documentos anexos agrave RM devem ser indicados a natureza composiccedilatildeo epropriedades de todas as correntes fluidas que entram ou que saem do vaso exceto quando
essas informaccedilotildees natildeo forem fornecidas no Projeto de Engenharia Baacutesica
36 Desenhos e Informaccedilotildees
361 Todos os desenhos devem ser elaborados de acordo com as exigecircncias da normaPETROBRAS N-381
362 Todos os desenhos Folhas de Dados Folhas de Caacutelculos e outros documentos devemser elaborados como prescrito na norma PETROBRAS N-266 e devem obrigatoriamenteconter todas as informaccedilotildees relacionadas e pedidas nessa mesma norma sempre que possiacuteveldeve ser usado o formulaacuterio padronizado pela norma PETROBRAS N-1500
37 Normas de Projeto
371 Exceto como permitido nos itens 3711 3712 3713 e 3714 o projeto de todos
os vasos de pressatildeo deve ser feito rigorosamente de acordo com a ediccedilatildeo citada nosdocumentos de projeto da Seccedilatildeo VIII Divisatildeo 1 (Pressure Vessels) do ldquoBoiler and PressureVessels Coderdquo da ASME (American Society of Mechanical Engineers)
3711 Quando a espessura da parede do vaso exceder 50 mm para o projeto feito de acordocom a Divisatildeo 1 do coacutedigo ASME Seccedilatildeo VIII supondo-se o emprego dos materiais comopermitido no capiacutetulo 5 recomenda-se avaliar a conveniecircncia de se executar o projeto deacordo com a Divisatildeo 2 dessa mesma norma
3712 Permite-se que o projeto do vaso seja feito de acordo com a Divisatildeo 2 do ASMESeccedilatildeo VIII quando essa condiccedilatildeo for definida pela PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 846
N-253 REV H SET 98
7
3713 Quando o vaso for parte componente de equipamento de geraccedilatildeo de vapor projetadoconforme o coacutedigo ASME Seccedilatildeo I o vaso deve ser projetado e construiacutedo de acordo com os
requisitos daquela seccedilatildeo
3714 Vasos projetados para pressotildees superiores a 20690 kPa (211 kgfcm2) ou deconstruccedilatildeo ou projeto especiais (proprietaacuterios) devem atender aos requisitos aplicaacuteveis docoacutedigo ASME Seccedilatildeo VIII Divisatildeo 2 eou as praacuteticas proprietaacuterias de projeto e construccedilatildeo dofabricante A adoccedilatildeo de criteacuterios diferentes dos do coacutedigo ASME entretanto estaacute sujeita aaprovaccedilatildeo preacutevia da PETROBRAS
3715 Admite-se o projeto executado de acordo com outras normas ou coacutedigos de projeto
aceitos internacionalmente somente quando aprovado pela PETROBRAS Ex Norma alematildeAD MERKBLAumlTTER e norma inglesa BS-5500
3716 Quando o projeto for feito de acordo com uma norma ou coacutedigo diferente do ASMESeccedilatildeo VIII natildeo se deve aplicar esta Norma PETROBRAS N-253 devendo o projeto serintegralmente executado em conformidade com a norma ou coacutedigo adotado
372 O projeto de qualquer vaso de pressatildeo deve ainda obedecer agraves seguintes normas
a) Seccedilatildeo II (materiais) do ldquoBoiler and Pressure Vessels Coderdquo da ASMEb) Seccedilatildeo IX (qualificaccedilatildeo de soldadores e de procedimentos de soldagem do ldquoBoilerand Pressure Vessels Coderdquo da ASME
c) Norma NBR 6123 (da ABNT)para o caacutelculo dos carregamentos devidos aovento
d) Normas PETROBRAS N-1438 e NBR 5874 (da ABNT) para terminologia esimbologia de soldagem
e) Normas Teacutecnicas da PETROBRAS citadas nesta Norma ou discriminadas emcada caso
373 O caacutelculo das tensotildees provenientes de cargas concentradas pode ser feito de acordo coma norma Britacircnica BS-5500 e o Bulletins 107 e 297 do Welding Research Council quandoaplicaacuteveis
374 Quando houver divergecircncias entre as normas e outros documentos deve ser observado aseguinte ordem de precedecircncia
a) Desenhos baacutesicos do vaso folha de dados ou outro documento especiacutefico para ovaso
b) Esta Norma
c) Outras normas referidas nesta Norma
Nota Em caso de duacutevidas a PETROBRAS deve ser consultada a respeito
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 946
N-253 REV H SET 98
8
375 Em todos os projetos devem ser adotadas as Unidades de Medida Legais no Brasil
permitindo-se o emprego de unidades inglesas apenas para a designaccedilatildeo de diacircmetros nominaisde tubos e acessoacuterios de tubulaccedilatildeo perfis parafusos e similares
376 Deve ser obrigatoriamente seguida a Norma Regulamentadora NR-13 do Ministeacuterio doTrabalho no projeto mecacircnico e no projeto para fabricaccedilatildeo do vaso de pressatildeo
38 Nota Geneacuterica
Alterar a denominaccedilatildeo ldquoPressatildeo Maacutexima Admissiacutevel de Trabalhordquo para ldquoPressatildeo Maacutexima de
Trabalho Admissiacutevel - PMTArdquo em todos os itens da norma em que aparece Ex 46 e 151
4 CRITEacuteRIOS DE PROJETO
41 Tensotildees Admissiacuteveis Baacutesicas
411 As tensotildees admissiacuteveis baacutesicas satildeo os valores adotados para caacutelculo das espessuras
miacutenimas requeridas para partes pressurizadas e devem ser os valores tabelados pelo coacutedigo deProjeto
412 As soldas ligando partes natildeo pressurizadas a partes pressurizadas bem como suportesde internos principais tais como ciclones e grades devem ser projetados considerando-se atensatildeo admissiacutevel para partes pressurizadas
413 Os parafusos de ancoragem de accedilo-carbono devem ser calculados com uma tensatildeoadmissiacutevel baacutesica de 98 MPa (1000 kgfcm2) baseado na aacuterea da raiz Para a condiccedilatildeo demontagem pode ser considerada uma tensatildeo admissiacutevel maacutexima de 118 MPa (1200 kgfcm2)
42 Pressatildeo de Projeto
A pressatildeo de projeto deve ser determinada pelo projetista
43 Temperatura de Projeto
A temperatura de projeto deve ser determinada pelo projetista
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1046
N-253 REV H SET 98
9
44 Combinaccedilatildeo de Carregamentos
441 Todos os vasos de pressatildeo projetados de acordo com o coacutedigo ASME Seccedilatildeo VI11
Divisatildeo 1 inclusive as estruturas de suporte devem ser verificados para as seguintescondiccedilotildees
a) I - Montagemb) II - Testec) III - Operaccedilatildeo normald) IV - Parada
442 Os esforccedilos solicitantes tensotildees admissiacuteveis e espessuras que devem ser consideradaspara cada uma das condiccedilotildees de 441 estatildeo discriminadas na TABELA 1
TABELA 1(CONTINUA) - COMBINACcedilAtildeO DE CARREGAMENTOSNO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
I-MONTAGEM
Consideraccedilatildeo simultacircnea dosseguintes carregamentosseguintesa) peso proacuteprio do vaso 1)b) esforccedilos devidos agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurasnominais daschapas
6)
II-TESTE
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna de teste
hidrostaacutetico- peso do vaso completamente
cheio de aacutegua 1)- peso de todas as cargas
permanentes suportadas pelovaso durante o teste 3)
A tensatildeo maacutexima natildeo podeexceder 80 do limite deelasticidade do material natemperatura ambiente ParaPartes natildeo Pressurizadaspode ser considerada atensatildeo admissiacutevel baacutesicaacrescida de 33 13
Espessurasnominais ouespessurascorroiacutedas
6)
III-OPERACcedilAtildeO
5)
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna ou externa de
projeto na temperatura deprojetopeso do fluido no niacutevel deoperaccedilatildeo
- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelo
vaso 4)- esforccedilos devido agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura de projetoexceto no trecho inferior aoestabelecido para saia desuporte
Espessurascorroiacutedas istoeacute espessurasnominais menosas sobre-espessuras paracorrosatildeo
6)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1146
N-253 REV H SET 98
10
TABELA 1(CONCLUSAtildeO) - COMBINACcedilAtildeO DE CARREGAMENTOS
NO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
IV-PARADA
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelovaso 4)
- esforccedilos devidos agrave accedilatildeo dovento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurascorroiacutedas
6)
Notas 1) Inclui o casco e acessoacuterios soldados exclui acessoacuterios externos e internos removiacuteveis2) Os esforccedilos devidos ao vento natildeo precisam ser considerados para o projeto dos vasos
horizontais devem entretanto ser considerados no projeto das suas fundaccedilotildees eestruturas
3) Inclui internos removiacuteveis exclui isolamento interno ou externo e acessoacuterios externos4) Inclui internos removiacuteveis isolamento interno ou externo acessoacuterios externos e
tubulaccedilotildees
5) Em casos especiais a criteacuterio do Projetista pode ser necessaacuterio considerar naCondiccedilatildeo III o efeito simultacircneo de outros carregamentos atuantes tais comodilataccedilotildees teacutermicas do proacuteprio vaso dilataccedilotildees teacutermicas de tubulaccedilotildees e outrasestruturas ligadas ao vaso flutuaccedilotildees de pressatildeo esforccedilos dinacircmicos causados pelomovimento de fluidos internos e vibraccedilotildees
6) Para as partes que sofrem reduccedilatildeo de espessura no processo de fabricaccedilatildeo devem serconsideradas as espessuras miacutenimas esperadas
7) A tensatildeo longitudinal de compressatildeo admissiacutevel para todas as condiccedilotildees decarregamento para o vaso e para saias de suporte deve ser determinada de acordocom o paraacutegrafo UG-23 (b) do Coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
443 Em condiccedilotildees de curta duraccedilatildeo devem ser considerados os seguintes carregamentossimultacircneos
a) pressatildeo interna ou externa e temperatura correspondente na condiccedilatildeo de curtaduraccedilatildeo
b) peso maacuteximo do fluido de operaccedilatildeo na condiccedilatildeo de curta duraccedilatildeoc) peso de todas as cargas permanentes suportadas pelo vaso
4431 Natildeo eacute necessaacuterio considerar a ocorrecircncia simultacircnea de dois carregamentos
temporaacuterios a natildeo ser que exista razoaacutevel expectativa de sua ocorrecircncia
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1246
N-253 REV H SET 98
11
4432 As cargas de vento e terremoto natildeo precisam ser combinadas com as cargas de curtaduraccedilatildeo
4433 Para partes natildeo pressurizadas pode ser considerada a tensatildeo admissiacutevel baacutesicaacrescida de 33 13
4434 Os efeitos das condiccedilotildees de curta duraccedilatildeo devem ser analisadas em cada caso
4435 As tensotildees admissiacuteveis do Coacutedigo de projeto natildeo podem ser ultrapassadas devendo ascondiccedilotildees de peso maacuteximo constar dos dados para projeto de fundaccedilotildees
444 Exceto quando especificado de outra forma na Folha de Dados do vaso as cargasdevidas ao vento devem ser calculadas de acordo com a norma ABNT NBR 6123
445 Para os vasos de pressatildeo projetados de acordo com a norma ASME Seccedilatildeo VIIIDivisatildeo 1 os conceitos de pressatildeo e temperatura de operaccedilatildeo pressatildeo e temperatura deprojeto pressatildeo de teste hidrostaacutetico e pressatildeo maacutexima de trabalho admissiacutevel devem serentendidos como definidos no projeto
446 Para os vasos construiacutedos de accedilos inoxidaacuteveis austeniacuteticos devem ser adotados osvalores de 4461 e 4462 para as tensotildees admissiacuteveis
4461 Para o casco tampos e outras partes do vaso para as quais pequenas deformaccedilotildeespermanentes natildeo sejam prejudiciais adotar valores mais altos das tensotildees admissiacuteveis de acordocom a Nota (1) da Tabela UHA-23 do coacutedigo ASME Sec VIII Div 1
4462 Para os flanges espelhos e outras partes do vaso que podem estar sujeitos avazamento ou mau funcionamento devido a pequenas deformaccedilotildees permanentes adotar
valores baixos das tensotildees admissiacuteveis de acordo com a mesma Nota e TABELA de 4461
45 Vida Uacutetil de Projeto
Exceto quando especificado de outra forma devem ser considerados os valores miacutenimos daTABELA 2 para o tempo de vida uacutetil dos vasos de pressatildeo Esses tempos de vida uacutetil devemser empregados como base para a seleccedilatildeo de materiais determinaccedilatildeo de sobreespessuras paracorrosatildeo e erosatildeo caacutelculo de fadiga e de deformaccedilotildees por fluecircncia e qualquer outro criteacuteriobaseado no fator tempo Quando for teacutecnica ou economicamente inviaacutevel atender a esses
tempos de vida a PETROBRAS deve decidir em cada caso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1346
N-253 REV H SET 98
12
TABELA 2 - VIDA UacuteTIL DOS VASOS DE PRESSAtildeO
Classes de Equipamentos
Refinarias Terminais e
outras Instalaccedilotildees NatildeoPetroquiacutemicas Unidades Petroquiacutemicas
Equipamentos de grande portegrande custo ou essenciais aofuncionamento da unidadeindustrial (reatores torrespermutadores ou vasosimportantes)
20 anos 15 anos
Outros equipamentos natildeoincluiacutedos na classe acima
15 anos 10 anos
Peccedilas desmontaacuteveis ou dereposiccedilatildeo (feixes tubularesinternos de torres e outros)
8 anos 5 anos
46 Pressatildeo Maacutexima Admissiacutevel de Trabalho
Eacute obrigatoacuterio o caacutelculo da pressatildeo maacutexima admissiacutevel de trabalho (PMAT) (MaximumAllowable Working Pressure MAWP) e a indicaccedilatildeo da parte do vaso que limita essa pressatildeopara todos os vasos projetados de acordo com o coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 Apressatildeo maacutexima admissiacutevel de trabalho deve ser sempre calculada no projeto do vaso
47 Flecha em Vasos Verticais
Para vasos verticais a flecha maacutexima devida ao vento natildeo deve exceder 1200 da altura dovaso
48 Radiografia das Juntas Soldadas
Para qualquer vaso de pressatildeo eacute obrigatoacuterio que todas as juntas soldadas do casco e tampos
tenham pelo menos inspeccedilatildeo radiograacutefica por pontos (spot) natildeo sendo admitidas as soldas natildeoradiografadas mesmo nos casos em que o coacutedigo ASME Sec VIII Div 1 permita esse tipo desoldas
49 Acessoacuterios de Compressores Alternativos
Os equipamentos para amortecimento de pulsaccedilotildees resfriadores inter-estaacutegio (intercoolers) eresfriadores posteriores (aftercoolers) pertencentes a sistemas de compressores alternativosdevem obedecer tambeacutem aos requisitos da norma API RP 618 Os permutadores do sistema delubrificaccedilatildeo quando o compressor for situado em unidades de refino devem atender ao
TEMA ldquoRrdquo em outros locais admite-se para esse permutador de calor o TEMA ldquoCrdquo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1446
N-253 REV H SET 98
13
410 Vibraccedilotildees Induzidas pelo Vento
Deve ser verificado o efeito de vibraccedilotildees induzidas pelo vento em vasos verticais na direccedilatildeo
do vento e na direccedilatildeo perpendicular ao mesmo As cargas devem ser conforme a normaABNT NBR 6123
5 MATERIAIS
51 Para os cascos tampos e todas as outras partes do vaso submetidas agrave pressatildeo exige-sesempre que sejam especificados no projeto materiais qualificados Como regra geral soacute satildeoadmitidos materiais qualificados reconhecidos pelo coacutedigo ASME Seccedilatildeo II (partes A B e C) eSeccedilatildeo VIII admitindo-se materiais ASTM detalhando-se os seus desvios para aprovaccedilatildeo pelaPETROBRAS
52 A aceitaccedilatildeo de materiais equivalentes ao do coacutedigo ASME ou de acordo com outrasnormas estaacute sujeita agrave aprovaccedilatildeo da PETROBRAS devendo os materiais natildeo relacionados nocoacutedigo ASME Seccedilatildeo II constar de especificaccedilotildees de sociedades de normalizaccedilatildeo reconhecidasinternacionalmente (Ex BS DIN JIS) Nestes casos o proponente deve apresentar o textocompleto da especificaccedilatildeo proposta em portuguecircs ou em inglecircs
53 Quando o material proposto natildeo constar das especificaccedilotildees de sociedades de
normalizaccedilatildeo reconhecidas internacionalmente devem ser obedecidos os requisitos de 531ateacute 533
531 Deve ser adotada a sistemaacutetica de aprovaccedilatildeo do Coacutedigo ASME Seccedilatildeo VIII conformeos apecircndices correspondentes das Divisotildees 1 e 2
532 O proponente deve apresentar as informaccedilotildees de 5321 ateacute 5325
5321 Acrescentar o texto completo das especificaccedilotildees dos materiais de preferecircncia dentrodo modelo descrito nas especificaccedilotildees da ASTM incluindo no miacutenimo processos defabricaccedilatildeo composiccedilatildeo quiacutemica propriedades fiacutesicas e quiacutemicas tratamentos teacutermicosnecessaacuterios toleracircncias ensaios quiacutemicos e mecacircnicos acabamento condiccedilotildees de aceitaccedilatildeo erejeiccedilatildeo
5322 Apresentar a comprovaccedilatildeo da submissatildeo do material agrave ASTM ou de ldquoCode Caserdquoaprovando o uso do material
5323 Indicar propriedades mecacircnicas limites de ruptura e escoamento para vaacuteriastemperaturas de serviccedilo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1546
N-253 REV H SET 98
14
5324 Indicar a necessidade ou natildeo de tratamento teacutermico para aliacutevio de tensotildees ou correccedilatildeode caracteriacutesticas metaluacutergicas alteradas devido agraves operaccedilotildees de fabricaccedilatildeo tais comoforjamento e soldagem e as condiccedilotildees de realizaccedilatildeo desses tratamentos Em qualquer caso
deve ser plenamente justificada a necessidade ou natildeo do tratamento teacutermico
5325 Fornecer a relaccedilatildeo dos vasos de pressatildeo existentes construiacutedos com o materialproposto Essa relaccedilatildeo deve indicar em cada caso os seguintes dados forma geomeacutetricadimensotildees pressatildeo e temperatura de projeto serviccedilo nome do usuaacuterio e do fabricante localda instalaccedilatildeo e data de entrada em serviccedilo
533 A utilizaccedilatildeo do material proposto estaacute condicionada agrave aprovaccedilatildeo da PETROBRAS
54 Os accedilos para as partes pressurizadas devem apresentar teor de carbono natildeo superior a030 sendo que para as chapas dos cascos e tampos exige-se que o teor de carbono natildeoseja superior a 026 Accedilos com teor de carbono superior aos limites acima podem serempregados somente nos seguintes casos
a) partes natildeo soldadas tais como flanges cegos e tampos de bocas de visitab) chapas com espessura superior a 50 mm
55 O emprego de accedilos contendo outros elementos de liga aleacutem do manganecircs e siliacutecio eoucom limites de resistecircncia superior a 485 MPa (70 psi) (valor nominal constante daespecificaccedilatildeo do material) bem como de accedilos temperados e revenidos estaacute sujeito a aprovaccedilatildeopreacutevia da PETROBRAS
56 Independentemente dos limites da temperatura estabelecidos no coacutedigo ASME Sec VIIIDiv 1 os materiais indicados na TABELA 3 soacute devem em princiacutepio ser empregados emserviccedilo contiacutenuo para temperaturas ateacute os limites dados nessa TABELA Permite-se oemprego em temperaturas superiores para condiccedilotildees eventuais e de curta duraccedilatildeo ou quandonatildeo houver outra alternativa teacutecnica ou economicamente viaacutevel Em qualquer caso eacute
necessaacuteria a aprovaccedilatildeo da PETROBRAS Os limites para as partes pressurizadas estatildeoprincipalmente baseados em funccedilatildeo da resistecircncia mecacircnica (resistecircncia a fluecircncia) do materialOs limites para as partes natildeo pressurizadas estatildeo baseados na temperatura de escamaccedilatildeo domaterial (scaling temperature)
57 A TABELA 4 mostra os criteacuterios baacutesicos para especificaccedilatildeo de materiais para as diversaspartes dos vasos de pressatildeo Esses criteacuterios dever ser obedecidos exceto quando forespecificado de outra forma para um determinado vaso As classes das partes dos vasos citadosna primeira coluna da TABELA 4 satildeo descritas de 571 ateacute 576
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1646
N-253 REV H SET 98
15
TABELA 3 - TEMPERATURAS LIMITES
Materiais
Temperatura Maacutexima de Operaccedilatildeo
(degC)Partes Pressurizadas Partes Natildeo Pressurizadas
Accedilos-Carbono qualidade estruturalAccedilos-Carbono natildeo acalmados(materiais qualificados)Accedilos-Carbono acalmados com SiAccedilos-Liga 12 MoAccedilos-Liga 1 14 Cr - 12 MoAccedilos-Liga 2 14 Cr -1 MoAccedilos-Liga 5 Cr - 12 MoAccedilos Inoxidaacuteveis 405 410 410S 3)Accedilos Inoxidaacuteveis 304 316 (1) 2)Accedilos Inoxidaacuteveis 304L 316LAccedilos Inoxidaacutevel 310 2)
150
400450500530530480480600400600
530
530530530550570600700800800
1100
Notas 1) Para temperaturas de projeto superiores a 550degC recomenda-se o uso de accedilosinoxidaacuteveis tipo ldquoHrdquo
2) Chama-se atenccedilatildeo para a possibilidade de formaccedilatildeo de ldquoFase Sigmardquo para
temperaturas acima de 600degC resultando em severa fragilizaccedilatildeo do material Essamudanccedila na estrutura metaluacutergica ocorre principalmente para os accedilos tipos 316 e310
3) Esses materiais satildeo suscetiacuteveis de sofrer fragilizaccedilatildeo operando em torno de 475degCpor periacuteodos longos
571 Classe I
Partes da parede de pressatildeo do vaso em contacto com o fluido de processo (cascos tampospescoccedilos de bocais flanges flanges cegos e outros) e outras partes pressurizadas em contactocom o fluido de processo (espelhos pex) Esta classe inclui tambeacutem as partes internassoldadas aos vasos e submetidas a esforccedilos principais (aneacuteis chapas e outros elementos desuporte de bandejas grades tampos internos e outros) Esta classe inclui tambeacutem os reforccedilos(de qualquer tipo) das aberturas na parede de pressatildeo do vaso
572 Classe II
Partes da parede de pressatildeo do vaso natildeo em contacto com o fluido de processo exceto osreforccedilos das aberturas (incluiacutedos na Classe I) reforccedilos externos reforccedilos de vaacutecuo e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 746
N-253 REV H SET 98
6
352 Como regra geral as RMrsquos devem ser baseadas no projeto mecacircnico completo do vaso
ou parcial que deve ser anexado agrave RM A RM pode ser baseada no projeto de processo ou nosdados baacutesicos de processo em casos especiais que exigem garantia de desempenho dofabricante
353 A RM deve indicar a revisatildeo ou data da ediccedilatildeo das normas citadas Em caso de omissatildeoaplicam-se as ediccedilotildees em vigor na data de emissatildeo ou revisatildeo aplicaacutevel da RM
354 Nos documentos anexos agrave RM devem ser indicados a natureza composiccedilatildeo epropriedades de todas as correntes fluidas que entram ou que saem do vaso exceto quando
essas informaccedilotildees natildeo forem fornecidas no Projeto de Engenharia Baacutesica
36 Desenhos e Informaccedilotildees
361 Todos os desenhos devem ser elaborados de acordo com as exigecircncias da normaPETROBRAS N-381
362 Todos os desenhos Folhas de Dados Folhas de Caacutelculos e outros documentos devemser elaborados como prescrito na norma PETROBRAS N-266 e devem obrigatoriamenteconter todas as informaccedilotildees relacionadas e pedidas nessa mesma norma sempre que possiacuteveldeve ser usado o formulaacuterio padronizado pela norma PETROBRAS N-1500
37 Normas de Projeto
371 Exceto como permitido nos itens 3711 3712 3713 e 3714 o projeto de todos
os vasos de pressatildeo deve ser feito rigorosamente de acordo com a ediccedilatildeo citada nosdocumentos de projeto da Seccedilatildeo VIII Divisatildeo 1 (Pressure Vessels) do ldquoBoiler and PressureVessels Coderdquo da ASME (American Society of Mechanical Engineers)
3711 Quando a espessura da parede do vaso exceder 50 mm para o projeto feito de acordocom a Divisatildeo 1 do coacutedigo ASME Seccedilatildeo VIII supondo-se o emprego dos materiais comopermitido no capiacutetulo 5 recomenda-se avaliar a conveniecircncia de se executar o projeto deacordo com a Divisatildeo 2 dessa mesma norma
3712 Permite-se que o projeto do vaso seja feito de acordo com a Divisatildeo 2 do ASMESeccedilatildeo VIII quando essa condiccedilatildeo for definida pela PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 846
N-253 REV H SET 98
7
3713 Quando o vaso for parte componente de equipamento de geraccedilatildeo de vapor projetadoconforme o coacutedigo ASME Seccedilatildeo I o vaso deve ser projetado e construiacutedo de acordo com os
requisitos daquela seccedilatildeo
3714 Vasos projetados para pressotildees superiores a 20690 kPa (211 kgfcm2) ou deconstruccedilatildeo ou projeto especiais (proprietaacuterios) devem atender aos requisitos aplicaacuteveis docoacutedigo ASME Seccedilatildeo VIII Divisatildeo 2 eou as praacuteticas proprietaacuterias de projeto e construccedilatildeo dofabricante A adoccedilatildeo de criteacuterios diferentes dos do coacutedigo ASME entretanto estaacute sujeita aaprovaccedilatildeo preacutevia da PETROBRAS
3715 Admite-se o projeto executado de acordo com outras normas ou coacutedigos de projeto
aceitos internacionalmente somente quando aprovado pela PETROBRAS Ex Norma alematildeAD MERKBLAumlTTER e norma inglesa BS-5500
3716 Quando o projeto for feito de acordo com uma norma ou coacutedigo diferente do ASMESeccedilatildeo VIII natildeo se deve aplicar esta Norma PETROBRAS N-253 devendo o projeto serintegralmente executado em conformidade com a norma ou coacutedigo adotado
372 O projeto de qualquer vaso de pressatildeo deve ainda obedecer agraves seguintes normas
a) Seccedilatildeo II (materiais) do ldquoBoiler and Pressure Vessels Coderdquo da ASMEb) Seccedilatildeo IX (qualificaccedilatildeo de soldadores e de procedimentos de soldagem do ldquoBoilerand Pressure Vessels Coderdquo da ASME
c) Norma NBR 6123 (da ABNT)para o caacutelculo dos carregamentos devidos aovento
d) Normas PETROBRAS N-1438 e NBR 5874 (da ABNT) para terminologia esimbologia de soldagem
e) Normas Teacutecnicas da PETROBRAS citadas nesta Norma ou discriminadas emcada caso
373 O caacutelculo das tensotildees provenientes de cargas concentradas pode ser feito de acordo coma norma Britacircnica BS-5500 e o Bulletins 107 e 297 do Welding Research Council quandoaplicaacuteveis
374 Quando houver divergecircncias entre as normas e outros documentos deve ser observado aseguinte ordem de precedecircncia
a) Desenhos baacutesicos do vaso folha de dados ou outro documento especiacutefico para ovaso
b) Esta Norma
c) Outras normas referidas nesta Norma
Nota Em caso de duacutevidas a PETROBRAS deve ser consultada a respeito
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 946
N-253 REV H SET 98
8
375 Em todos os projetos devem ser adotadas as Unidades de Medida Legais no Brasil
permitindo-se o emprego de unidades inglesas apenas para a designaccedilatildeo de diacircmetros nominaisde tubos e acessoacuterios de tubulaccedilatildeo perfis parafusos e similares
376 Deve ser obrigatoriamente seguida a Norma Regulamentadora NR-13 do Ministeacuterio doTrabalho no projeto mecacircnico e no projeto para fabricaccedilatildeo do vaso de pressatildeo
38 Nota Geneacuterica
Alterar a denominaccedilatildeo ldquoPressatildeo Maacutexima Admissiacutevel de Trabalhordquo para ldquoPressatildeo Maacutexima de
Trabalho Admissiacutevel - PMTArdquo em todos os itens da norma em que aparece Ex 46 e 151
4 CRITEacuteRIOS DE PROJETO
41 Tensotildees Admissiacuteveis Baacutesicas
411 As tensotildees admissiacuteveis baacutesicas satildeo os valores adotados para caacutelculo das espessuras
miacutenimas requeridas para partes pressurizadas e devem ser os valores tabelados pelo coacutedigo deProjeto
412 As soldas ligando partes natildeo pressurizadas a partes pressurizadas bem como suportesde internos principais tais como ciclones e grades devem ser projetados considerando-se atensatildeo admissiacutevel para partes pressurizadas
413 Os parafusos de ancoragem de accedilo-carbono devem ser calculados com uma tensatildeoadmissiacutevel baacutesica de 98 MPa (1000 kgfcm2) baseado na aacuterea da raiz Para a condiccedilatildeo demontagem pode ser considerada uma tensatildeo admissiacutevel maacutexima de 118 MPa (1200 kgfcm2)
42 Pressatildeo de Projeto
A pressatildeo de projeto deve ser determinada pelo projetista
43 Temperatura de Projeto
A temperatura de projeto deve ser determinada pelo projetista
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1046
N-253 REV H SET 98
9
44 Combinaccedilatildeo de Carregamentos
441 Todos os vasos de pressatildeo projetados de acordo com o coacutedigo ASME Seccedilatildeo VI11
Divisatildeo 1 inclusive as estruturas de suporte devem ser verificados para as seguintescondiccedilotildees
a) I - Montagemb) II - Testec) III - Operaccedilatildeo normald) IV - Parada
442 Os esforccedilos solicitantes tensotildees admissiacuteveis e espessuras que devem ser consideradaspara cada uma das condiccedilotildees de 441 estatildeo discriminadas na TABELA 1
TABELA 1(CONTINUA) - COMBINACcedilAtildeO DE CARREGAMENTOSNO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
I-MONTAGEM
Consideraccedilatildeo simultacircnea dosseguintes carregamentosseguintesa) peso proacuteprio do vaso 1)b) esforccedilos devidos agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurasnominais daschapas
6)
II-TESTE
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna de teste
hidrostaacutetico- peso do vaso completamente
cheio de aacutegua 1)- peso de todas as cargas
permanentes suportadas pelovaso durante o teste 3)
A tensatildeo maacutexima natildeo podeexceder 80 do limite deelasticidade do material natemperatura ambiente ParaPartes natildeo Pressurizadaspode ser considerada atensatildeo admissiacutevel baacutesicaacrescida de 33 13
Espessurasnominais ouespessurascorroiacutedas
6)
III-OPERACcedilAtildeO
5)
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna ou externa de
projeto na temperatura deprojetopeso do fluido no niacutevel deoperaccedilatildeo
- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelo
vaso 4)- esforccedilos devido agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura de projetoexceto no trecho inferior aoestabelecido para saia desuporte
Espessurascorroiacutedas istoeacute espessurasnominais menosas sobre-espessuras paracorrosatildeo
6)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1146
N-253 REV H SET 98
10
TABELA 1(CONCLUSAtildeO) - COMBINACcedilAtildeO DE CARREGAMENTOS
NO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
IV-PARADA
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelovaso 4)
- esforccedilos devidos agrave accedilatildeo dovento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurascorroiacutedas
6)
Notas 1) Inclui o casco e acessoacuterios soldados exclui acessoacuterios externos e internos removiacuteveis2) Os esforccedilos devidos ao vento natildeo precisam ser considerados para o projeto dos vasos
horizontais devem entretanto ser considerados no projeto das suas fundaccedilotildees eestruturas
3) Inclui internos removiacuteveis exclui isolamento interno ou externo e acessoacuterios externos4) Inclui internos removiacuteveis isolamento interno ou externo acessoacuterios externos e
tubulaccedilotildees
5) Em casos especiais a criteacuterio do Projetista pode ser necessaacuterio considerar naCondiccedilatildeo III o efeito simultacircneo de outros carregamentos atuantes tais comodilataccedilotildees teacutermicas do proacuteprio vaso dilataccedilotildees teacutermicas de tubulaccedilotildees e outrasestruturas ligadas ao vaso flutuaccedilotildees de pressatildeo esforccedilos dinacircmicos causados pelomovimento de fluidos internos e vibraccedilotildees
6) Para as partes que sofrem reduccedilatildeo de espessura no processo de fabricaccedilatildeo devem serconsideradas as espessuras miacutenimas esperadas
7) A tensatildeo longitudinal de compressatildeo admissiacutevel para todas as condiccedilotildees decarregamento para o vaso e para saias de suporte deve ser determinada de acordocom o paraacutegrafo UG-23 (b) do Coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
443 Em condiccedilotildees de curta duraccedilatildeo devem ser considerados os seguintes carregamentossimultacircneos
a) pressatildeo interna ou externa e temperatura correspondente na condiccedilatildeo de curtaduraccedilatildeo
b) peso maacuteximo do fluido de operaccedilatildeo na condiccedilatildeo de curta duraccedilatildeoc) peso de todas as cargas permanentes suportadas pelo vaso
4431 Natildeo eacute necessaacuterio considerar a ocorrecircncia simultacircnea de dois carregamentos
temporaacuterios a natildeo ser que exista razoaacutevel expectativa de sua ocorrecircncia
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1246
N-253 REV H SET 98
11
4432 As cargas de vento e terremoto natildeo precisam ser combinadas com as cargas de curtaduraccedilatildeo
4433 Para partes natildeo pressurizadas pode ser considerada a tensatildeo admissiacutevel baacutesicaacrescida de 33 13
4434 Os efeitos das condiccedilotildees de curta duraccedilatildeo devem ser analisadas em cada caso
4435 As tensotildees admissiacuteveis do Coacutedigo de projeto natildeo podem ser ultrapassadas devendo ascondiccedilotildees de peso maacuteximo constar dos dados para projeto de fundaccedilotildees
444 Exceto quando especificado de outra forma na Folha de Dados do vaso as cargasdevidas ao vento devem ser calculadas de acordo com a norma ABNT NBR 6123
445 Para os vasos de pressatildeo projetados de acordo com a norma ASME Seccedilatildeo VIIIDivisatildeo 1 os conceitos de pressatildeo e temperatura de operaccedilatildeo pressatildeo e temperatura deprojeto pressatildeo de teste hidrostaacutetico e pressatildeo maacutexima de trabalho admissiacutevel devem serentendidos como definidos no projeto
446 Para os vasos construiacutedos de accedilos inoxidaacuteveis austeniacuteticos devem ser adotados osvalores de 4461 e 4462 para as tensotildees admissiacuteveis
4461 Para o casco tampos e outras partes do vaso para as quais pequenas deformaccedilotildeespermanentes natildeo sejam prejudiciais adotar valores mais altos das tensotildees admissiacuteveis de acordocom a Nota (1) da Tabela UHA-23 do coacutedigo ASME Sec VIII Div 1
4462 Para os flanges espelhos e outras partes do vaso que podem estar sujeitos avazamento ou mau funcionamento devido a pequenas deformaccedilotildees permanentes adotar
valores baixos das tensotildees admissiacuteveis de acordo com a mesma Nota e TABELA de 4461
45 Vida Uacutetil de Projeto
Exceto quando especificado de outra forma devem ser considerados os valores miacutenimos daTABELA 2 para o tempo de vida uacutetil dos vasos de pressatildeo Esses tempos de vida uacutetil devemser empregados como base para a seleccedilatildeo de materiais determinaccedilatildeo de sobreespessuras paracorrosatildeo e erosatildeo caacutelculo de fadiga e de deformaccedilotildees por fluecircncia e qualquer outro criteacuteriobaseado no fator tempo Quando for teacutecnica ou economicamente inviaacutevel atender a esses
tempos de vida a PETROBRAS deve decidir em cada caso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1346
N-253 REV H SET 98
12
TABELA 2 - VIDA UacuteTIL DOS VASOS DE PRESSAtildeO
Classes de Equipamentos
Refinarias Terminais e
outras Instalaccedilotildees NatildeoPetroquiacutemicas Unidades Petroquiacutemicas
Equipamentos de grande portegrande custo ou essenciais aofuncionamento da unidadeindustrial (reatores torrespermutadores ou vasosimportantes)
20 anos 15 anos
Outros equipamentos natildeoincluiacutedos na classe acima
15 anos 10 anos
Peccedilas desmontaacuteveis ou dereposiccedilatildeo (feixes tubularesinternos de torres e outros)
8 anos 5 anos
46 Pressatildeo Maacutexima Admissiacutevel de Trabalho
Eacute obrigatoacuterio o caacutelculo da pressatildeo maacutexima admissiacutevel de trabalho (PMAT) (MaximumAllowable Working Pressure MAWP) e a indicaccedilatildeo da parte do vaso que limita essa pressatildeopara todos os vasos projetados de acordo com o coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 Apressatildeo maacutexima admissiacutevel de trabalho deve ser sempre calculada no projeto do vaso
47 Flecha em Vasos Verticais
Para vasos verticais a flecha maacutexima devida ao vento natildeo deve exceder 1200 da altura dovaso
48 Radiografia das Juntas Soldadas
Para qualquer vaso de pressatildeo eacute obrigatoacuterio que todas as juntas soldadas do casco e tampos
tenham pelo menos inspeccedilatildeo radiograacutefica por pontos (spot) natildeo sendo admitidas as soldas natildeoradiografadas mesmo nos casos em que o coacutedigo ASME Sec VIII Div 1 permita esse tipo desoldas
49 Acessoacuterios de Compressores Alternativos
Os equipamentos para amortecimento de pulsaccedilotildees resfriadores inter-estaacutegio (intercoolers) eresfriadores posteriores (aftercoolers) pertencentes a sistemas de compressores alternativosdevem obedecer tambeacutem aos requisitos da norma API RP 618 Os permutadores do sistema delubrificaccedilatildeo quando o compressor for situado em unidades de refino devem atender ao
TEMA ldquoRrdquo em outros locais admite-se para esse permutador de calor o TEMA ldquoCrdquo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1446
N-253 REV H SET 98
13
410 Vibraccedilotildees Induzidas pelo Vento
Deve ser verificado o efeito de vibraccedilotildees induzidas pelo vento em vasos verticais na direccedilatildeo
do vento e na direccedilatildeo perpendicular ao mesmo As cargas devem ser conforme a normaABNT NBR 6123
5 MATERIAIS
51 Para os cascos tampos e todas as outras partes do vaso submetidas agrave pressatildeo exige-sesempre que sejam especificados no projeto materiais qualificados Como regra geral soacute satildeoadmitidos materiais qualificados reconhecidos pelo coacutedigo ASME Seccedilatildeo II (partes A B e C) eSeccedilatildeo VIII admitindo-se materiais ASTM detalhando-se os seus desvios para aprovaccedilatildeo pelaPETROBRAS
52 A aceitaccedilatildeo de materiais equivalentes ao do coacutedigo ASME ou de acordo com outrasnormas estaacute sujeita agrave aprovaccedilatildeo da PETROBRAS devendo os materiais natildeo relacionados nocoacutedigo ASME Seccedilatildeo II constar de especificaccedilotildees de sociedades de normalizaccedilatildeo reconhecidasinternacionalmente (Ex BS DIN JIS) Nestes casos o proponente deve apresentar o textocompleto da especificaccedilatildeo proposta em portuguecircs ou em inglecircs
53 Quando o material proposto natildeo constar das especificaccedilotildees de sociedades de
normalizaccedilatildeo reconhecidas internacionalmente devem ser obedecidos os requisitos de 531ateacute 533
531 Deve ser adotada a sistemaacutetica de aprovaccedilatildeo do Coacutedigo ASME Seccedilatildeo VIII conformeos apecircndices correspondentes das Divisotildees 1 e 2
532 O proponente deve apresentar as informaccedilotildees de 5321 ateacute 5325
5321 Acrescentar o texto completo das especificaccedilotildees dos materiais de preferecircncia dentrodo modelo descrito nas especificaccedilotildees da ASTM incluindo no miacutenimo processos defabricaccedilatildeo composiccedilatildeo quiacutemica propriedades fiacutesicas e quiacutemicas tratamentos teacutermicosnecessaacuterios toleracircncias ensaios quiacutemicos e mecacircnicos acabamento condiccedilotildees de aceitaccedilatildeo erejeiccedilatildeo
5322 Apresentar a comprovaccedilatildeo da submissatildeo do material agrave ASTM ou de ldquoCode Caserdquoaprovando o uso do material
5323 Indicar propriedades mecacircnicas limites de ruptura e escoamento para vaacuteriastemperaturas de serviccedilo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1546
N-253 REV H SET 98
14
5324 Indicar a necessidade ou natildeo de tratamento teacutermico para aliacutevio de tensotildees ou correccedilatildeode caracteriacutesticas metaluacutergicas alteradas devido agraves operaccedilotildees de fabricaccedilatildeo tais comoforjamento e soldagem e as condiccedilotildees de realizaccedilatildeo desses tratamentos Em qualquer caso
deve ser plenamente justificada a necessidade ou natildeo do tratamento teacutermico
5325 Fornecer a relaccedilatildeo dos vasos de pressatildeo existentes construiacutedos com o materialproposto Essa relaccedilatildeo deve indicar em cada caso os seguintes dados forma geomeacutetricadimensotildees pressatildeo e temperatura de projeto serviccedilo nome do usuaacuterio e do fabricante localda instalaccedilatildeo e data de entrada em serviccedilo
533 A utilizaccedilatildeo do material proposto estaacute condicionada agrave aprovaccedilatildeo da PETROBRAS
54 Os accedilos para as partes pressurizadas devem apresentar teor de carbono natildeo superior a030 sendo que para as chapas dos cascos e tampos exige-se que o teor de carbono natildeoseja superior a 026 Accedilos com teor de carbono superior aos limites acima podem serempregados somente nos seguintes casos
a) partes natildeo soldadas tais como flanges cegos e tampos de bocas de visitab) chapas com espessura superior a 50 mm
55 O emprego de accedilos contendo outros elementos de liga aleacutem do manganecircs e siliacutecio eoucom limites de resistecircncia superior a 485 MPa (70 psi) (valor nominal constante daespecificaccedilatildeo do material) bem como de accedilos temperados e revenidos estaacute sujeito a aprovaccedilatildeopreacutevia da PETROBRAS
56 Independentemente dos limites da temperatura estabelecidos no coacutedigo ASME Sec VIIIDiv 1 os materiais indicados na TABELA 3 soacute devem em princiacutepio ser empregados emserviccedilo contiacutenuo para temperaturas ateacute os limites dados nessa TABELA Permite-se oemprego em temperaturas superiores para condiccedilotildees eventuais e de curta duraccedilatildeo ou quandonatildeo houver outra alternativa teacutecnica ou economicamente viaacutevel Em qualquer caso eacute
necessaacuteria a aprovaccedilatildeo da PETROBRAS Os limites para as partes pressurizadas estatildeoprincipalmente baseados em funccedilatildeo da resistecircncia mecacircnica (resistecircncia a fluecircncia) do materialOs limites para as partes natildeo pressurizadas estatildeo baseados na temperatura de escamaccedilatildeo domaterial (scaling temperature)
57 A TABELA 4 mostra os criteacuterios baacutesicos para especificaccedilatildeo de materiais para as diversaspartes dos vasos de pressatildeo Esses criteacuterios dever ser obedecidos exceto quando forespecificado de outra forma para um determinado vaso As classes das partes dos vasos citadosna primeira coluna da TABELA 4 satildeo descritas de 571 ateacute 576
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1646
N-253 REV H SET 98
15
TABELA 3 - TEMPERATURAS LIMITES
Materiais
Temperatura Maacutexima de Operaccedilatildeo
(degC)Partes Pressurizadas Partes Natildeo Pressurizadas
Accedilos-Carbono qualidade estruturalAccedilos-Carbono natildeo acalmados(materiais qualificados)Accedilos-Carbono acalmados com SiAccedilos-Liga 12 MoAccedilos-Liga 1 14 Cr - 12 MoAccedilos-Liga 2 14 Cr -1 MoAccedilos-Liga 5 Cr - 12 MoAccedilos Inoxidaacuteveis 405 410 410S 3)Accedilos Inoxidaacuteveis 304 316 (1) 2)Accedilos Inoxidaacuteveis 304L 316LAccedilos Inoxidaacutevel 310 2)
150
400450500530530480480600400600
530
530530530550570600700800800
1100
Notas 1) Para temperaturas de projeto superiores a 550degC recomenda-se o uso de accedilosinoxidaacuteveis tipo ldquoHrdquo
2) Chama-se atenccedilatildeo para a possibilidade de formaccedilatildeo de ldquoFase Sigmardquo para
temperaturas acima de 600degC resultando em severa fragilizaccedilatildeo do material Essamudanccedila na estrutura metaluacutergica ocorre principalmente para os accedilos tipos 316 e310
3) Esses materiais satildeo suscetiacuteveis de sofrer fragilizaccedilatildeo operando em torno de 475degCpor periacuteodos longos
571 Classe I
Partes da parede de pressatildeo do vaso em contacto com o fluido de processo (cascos tampospescoccedilos de bocais flanges flanges cegos e outros) e outras partes pressurizadas em contactocom o fluido de processo (espelhos pex) Esta classe inclui tambeacutem as partes internassoldadas aos vasos e submetidas a esforccedilos principais (aneacuteis chapas e outros elementos desuporte de bandejas grades tampos internos e outros) Esta classe inclui tambeacutem os reforccedilos(de qualquer tipo) das aberturas na parede de pressatildeo do vaso
572 Classe II
Partes da parede de pressatildeo do vaso natildeo em contacto com o fluido de processo exceto osreforccedilos das aberturas (incluiacutedos na Classe I) reforccedilos externos reforccedilos de vaacutecuo e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 846
N-253 REV H SET 98
7
3713 Quando o vaso for parte componente de equipamento de geraccedilatildeo de vapor projetadoconforme o coacutedigo ASME Seccedilatildeo I o vaso deve ser projetado e construiacutedo de acordo com os
requisitos daquela seccedilatildeo
3714 Vasos projetados para pressotildees superiores a 20690 kPa (211 kgfcm2) ou deconstruccedilatildeo ou projeto especiais (proprietaacuterios) devem atender aos requisitos aplicaacuteveis docoacutedigo ASME Seccedilatildeo VIII Divisatildeo 2 eou as praacuteticas proprietaacuterias de projeto e construccedilatildeo dofabricante A adoccedilatildeo de criteacuterios diferentes dos do coacutedigo ASME entretanto estaacute sujeita aaprovaccedilatildeo preacutevia da PETROBRAS
3715 Admite-se o projeto executado de acordo com outras normas ou coacutedigos de projeto
aceitos internacionalmente somente quando aprovado pela PETROBRAS Ex Norma alematildeAD MERKBLAumlTTER e norma inglesa BS-5500
3716 Quando o projeto for feito de acordo com uma norma ou coacutedigo diferente do ASMESeccedilatildeo VIII natildeo se deve aplicar esta Norma PETROBRAS N-253 devendo o projeto serintegralmente executado em conformidade com a norma ou coacutedigo adotado
372 O projeto de qualquer vaso de pressatildeo deve ainda obedecer agraves seguintes normas
a) Seccedilatildeo II (materiais) do ldquoBoiler and Pressure Vessels Coderdquo da ASMEb) Seccedilatildeo IX (qualificaccedilatildeo de soldadores e de procedimentos de soldagem do ldquoBoilerand Pressure Vessels Coderdquo da ASME
c) Norma NBR 6123 (da ABNT)para o caacutelculo dos carregamentos devidos aovento
d) Normas PETROBRAS N-1438 e NBR 5874 (da ABNT) para terminologia esimbologia de soldagem
e) Normas Teacutecnicas da PETROBRAS citadas nesta Norma ou discriminadas emcada caso
373 O caacutelculo das tensotildees provenientes de cargas concentradas pode ser feito de acordo coma norma Britacircnica BS-5500 e o Bulletins 107 e 297 do Welding Research Council quandoaplicaacuteveis
374 Quando houver divergecircncias entre as normas e outros documentos deve ser observado aseguinte ordem de precedecircncia
a) Desenhos baacutesicos do vaso folha de dados ou outro documento especiacutefico para ovaso
b) Esta Norma
c) Outras normas referidas nesta Norma
Nota Em caso de duacutevidas a PETROBRAS deve ser consultada a respeito
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 946
N-253 REV H SET 98
8
375 Em todos os projetos devem ser adotadas as Unidades de Medida Legais no Brasil
permitindo-se o emprego de unidades inglesas apenas para a designaccedilatildeo de diacircmetros nominaisde tubos e acessoacuterios de tubulaccedilatildeo perfis parafusos e similares
376 Deve ser obrigatoriamente seguida a Norma Regulamentadora NR-13 do Ministeacuterio doTrabalho no projeto mecacircnico e no projeto para fabricaccedilatildeo do vaso de pressatildeo
38 Nota Geneacuterica
Alterar a denominaccedilatildeo ldquoPressatildeo Maacutexima Admissiacutevel de Trabalhordquo para ldquoPressatildeo Maacutexima de
Trabalho Admissiacutevel - PMTArdquo em todos os itens da norma em que aparece Ex 46 e 151
4 CRITEacuteRIOS DE PROJETO
41 Tensotildees Admissiacuteveis Baacutesicas
411 As tensotildees admissiacuteveis baacutesicas satildeo os valores adotados para caacutelculo das espessuras
miacutenimas requeridas para partes pressurizadas e devem ser os valores tabelados pelo coacutedigo deProjeto
412 As soldas ligando partes natildeo pressurizadas a partes pressurizadas bem como suportesde internos principais tais como ciclones e grades devem ser projetados considerando-se atensatildeo admissiacutevel para partes pressurizadas
413 Os parafusos de ancoragem de accedilo-carbono devem ser calculados com uma tensatildeoadmissiacutevel baacutesica de 98 MPa (1000 kgfcm2) baseado na aacuterea da raiz Para a condiccedilatildeo demontagem pode ser considerada uma tensatildeo admissiacutevel maacutexima de 118 MPa (1200 kgfcm2)
42 Pressatildeo de Projeto
A pressatildeo de projeto deve ser determinada pelo projetista
43 Temperatura de Projeto
A temperatura de projeto deve ser determinada pelo projetista
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1046
N-253 REV H SET 98
9
44 Combinaccedilatildeo de Carregamentos
441 Todos os vasos de pressatildeo projetados de acordo com o coacutedigo ASME Seccedilatildeo VI11
Divisatildeo 1 inclusive as estruturas de suporte devem ser verificados para as seguintescondiccedilotildees
a) I - Montagemb) II - Testec) III - Operaccedilatildeo normald) IV - Parada
442 Os esforccedilos solicitantes tensotildees admissiacuteveis e espessuras que devem ser consideradaspara cada uma das condiccedilotildees de 441 estatildeo discriminadas na TABELA 1
TABELA 1(CONTINUA) - COMBINACcedilAtildeO DE CARREGAMENTOSNO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
I-MONTAGEM
Consideraccedilatildeo simultacircnea dosseguintes carregamentosseguintesa) peso proacuteprio do vaso 1)b) esforccedilos devidos agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurasnominais daschapas
6)
II-TESTE
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna de teste
hidrostaacutetico- peso do vaso completamente
cheio de aacutegua 1)- peso de todas as cargas
permanentes suportadas pelovaso durante o teste 3)
A tensatildeo maacutexima natildeo podeexceder 80 do limite deelasticidade do material natemperatura ambiente ParaPartes natildeo Pressurizadaspode ser considerada atensatildeo admissiacutevel baacutesicaacrescida de 33 13
Espessurasnominais ouespessurascorroiacutedas
6)
III-OPERACcedilAtildeO
5)
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna ou externa de
projeto na temperatura deprojetopeso do fluido no niacutevel deoperaccedilatildeo
- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelo
vaso 4)- esforccedilos devido agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura de projetoexceto no trecho inferior aoestabelecido para saia desuporte
Espessurascorroiacutedas istoeacute espessurasnominais menosas sobre-espessuras paracorrosatildeo
6)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1146
N-253 REV H SET 98
10
TABELA 1(CONCLUSAtildeO) - COMBINACcedilAtildeO DE CARREGAMENTOS
NO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
IV-PARADA
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelovaso 4)
- esforccedilos devidos agrave accedilatildeo dovento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurascorroiacutedas
6)
Notas 1) Inclui o casco e acessoacuterios soldados exclui acessoacuterios externos e internos removiacuteveis2) Os esforccedilos devidos ao vento natildeo precisam ser considerados para o projeto dos vasos
horizontais devem entretanto ser considerados no projeto das suas fundaccedilotildees eestruturas
3) Inclui internos removiacuteveis exclui isolamento interno ou externo e acessoacuterios externos4) Inclui internos removiacuteveis isolamento interno ou externo acessoacuterios externos e
tubulaccedilotildees
5) Em casos especiais a criteacuterio do Projetista pode ser necessaacuterio considerar naCondiccedilatildeo III o efeito simultacircneo de outros carregamentos atuantes tais comodilataccedilotildees teacutermicas do proacuteprio vaso dilataccedilotildees teacutermicas de tubulaccedilotildees e outrasestruturas ligadas ao vaso flutuaccedilotildees de pressatildeo esforccedilos dinacircmicos causados pelomovimento de fluidos internos e vibraccedilotildees
6) Para as partes que sofrem reduccedilatildeo de espessura no processo de fabricaccedilatildeo devem serconsideradas as espessuras miacutenimas esperadas
7) A tensatildeo longitudinal de compressatildeo admissiacutevel para todas as condiccedilotildees decarregamento para o vaso e para saias de suporte deve ser determinada de acordocom o paraacutegrafo UG-23 (b) do Coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
443 Em condiccedilotildees de curta duraccedilatildeo devem ser considerados os seguintes carregamentossimultacircneos
a) pressatildeo interna ou externa e temperatura correspondente na condiccedilatildeo de curtaduraccedilatildeo
b) peso maacuteximo do fluido de operaccedilatildeo na condiccedilatildeo de curta duraccedilatildeoc) peso de todas as cargas permanentes suportadas pelo vaso
4431 Natildeo eacute necessaacuterio considerar a ocorrecircncia simultacircnea de dois carregamentos
temporaacuterios a natildeo ser que exista razoaacutevel expectativa de sua ocorrecircncia
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1246
N-253 REV H SET 98
11
4432 As cargas de vento e terremoto natildeo precisam ser combinadas com as cargas de curtaduraccedilatildeo
4433 Para partes natildeo pressurizadas pode ser considerada a tensatildeo admissiacutevel baacutesicaacrescida de 33 13
4434 Os efeitos das condiccedilotildees de curta duraccedilatildeo devem ser analisadas em cada caso
4435 As tensotildees admissiacuteveis do Coacutedigo de projeto natildeo podem ser ultrapassadas devendo ascondiccedilotildees de peso maacuteximo constar dos dados para projeto de fundaccedilotildees
444 Exceto quando especificado de outra forma na Folha de Dados do vaso as cargasdevidas ao vento devem ser calculadas de acordo com a norma ABNT NBR 6123
445 Para os vasos de pressatildeo projetados de acordo com a norma ASME Seccedilatildeo VIIIDivisatildeo 1 os conceitos de pressatildeo e temperatura de operaccedilatildeo pressatildeo e temperatura deprojeto pressatildeo de teste hidrostaacutetico e pressatildeo maacutexima de trabalho admissiacutevel devem serentendidos como definidos no projeto
446 Para os vasos construiacutedos de accedilos inoxidaacuteveis austeniacuteticos devem ser adotados osvalores de 4461 e 4462 para as tensotildees admissiacuteveis
4461 Para o casco tampos e outras partes do vaso para as quais pequenas deformaccedilotildeespermanentes natildeo sejam prejudiciais adotar valores mais altos das tensotildees admissiacuteveis de acordocom a Nota (1) da Tabela UHA-23 do coacutedigo ASME Sec VIII Div 1
4462 Para os flanges espelhos e outras partes do vaso que podem estar sujeitos avazamento ou mau funcionamento devido a pequenas deformaccedilotildees permanentes adotar
valores baixos das tensotildees admissiacuteveis de acordo com a mesma Nota e TABELA de 4461
45 Vida Uacutetil de Projeto
Exceto quando especificado de outra forma devem ser considerados os valores miacutenimos daTABELA 2 para o tempo de vida uacutetil dos vasos de pressatildeo Esses tempos de vida uacutetil devemser empregados como base para a seleccedilatildeo de materiais determinaccedilatildeo de sobreespessuras paracorrosatildeo e erosatildeo caacutelculo de fadiga e de deformaccedilotildees por fluecircncia e qualquer outro criteacuteriobaseado no fator tempo Quando for teacutecnica ou economicamente inviaacutevel atender a esses
tempos de vida a PETROBRAS deve decidir em cada caso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1346
N-253 REV H SET 98
12
TABELA 2 - VIDA UacuteTIL DOS VASOS DE PRESSAtildeO
Classes de Equipamentos
Refinarias Terminais e
outras Instalaccedilotildees NatildeoPetroquiacutemicas Unidades Petroquiacutemicas
Equipamentos de grande portegrande custo ou essenciais aofuncionamento da unidadeindustrial (reatores torrespermutadores ou vasosimportantes)
20 anos 15 anos
Outros equipamentos natildeoincluiacutedos na classe acima
15 anos 10 anos
Peccedilas desmontaacuteveis ou dereposiccedilatildeo (feixes tubularesinternos de torres e outros)
8 anos 5 anos
46 Pressatildeo Maacutexima Admissiacutevel de Trabalho
Eacute obrigatoacuterio o caacutelculo da pressatildeo maacutexima admissiacutevel de trabalho (PMAT) (MaximumAllowable Working Pressure MAWP) e a indicaccedilatildeo da parte do vaso que limita essa pressatildeopara todos os vasos projetados de acordo com o coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 Apressatildeo maacutexima admissiacutevel de trabalho deve ser sempre calculada no projeto do vaso
47 Flecha em Vasos Verticais
Para vasos verticais a flecha maacutexima devida ao vento natildeo deve exceder 1200 da altura dovaso
48 Radiografia das Juntas Soldadas
Para qualquer vaso de pressatildeo eacute obrigatoacuterio que todas as juntas soldadas do casco e tampos
tenham pelo menos inspeccedilatildeo radiograacutefica por pontos (spot) natildeo sendo admitidas as soldas natildeoradiografadas mesmo nos casos em que o coacutedigo ASME Sec VIII Div 1 permita esse tipo desoldas
49 Acessoacuterios de Compressores Alternativos
Os equipamentos para amortecimento de pulsaccedilotildees resfriadores inter-estaacutegio (intercoolers) eresfriadores posteriores (aftercoolers) pertencentes a sistemas de compressores alternativosdevem obedecer tambeacutem aos requisitos da norma API RP 618 Os permutadores do sistema delubrificaccedilatildeo quando o compressor for situado em unidades de refino devem atender ao
TEMA ldquoRrdquo em outros locais admite-se para esse permutador de calor o TEMA ldquoCrdquo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1446
N-253 REV H SET 98
13
410 Vibraccedilotildees Induzidas pelo Vento
Deve ser verificado o efeito de vibraccedilotildees induzidas pelo vento em vasos verticais na direccedilatildeo
do vento e na direccedilatildeo perpendicular ao mesmo As cargas devem ser conforme a normaABNT NBR 6123
5 MATERIAIS
51 Para os cascos tampos e todas as outras partes do vaso submetidas agrave pressatildeo exige-sesempre que sejam especificados no projeto materiais qualificados Como regra geral soacute satildeoadmitidos materiais qualificados reconhecidos pelo coacutedigo ASME Seccedilatildeo II (partes A B e C) eSeccedilatildeo VIII admitindo-se materiais ASTM detalhando-se os seus desvios para aprovaccedilatildeo pelaPETROBRAS
52 A aceitaccedilatildeo de materiais equivalentes ao do coacutedigo ASME ou de acordo com outrasnormas estaacute sujeita agrave aprovaccedilatildeo da PETROBRAS devendo os materiais natildeo relacionados nocoacutedigo ASME Seccedilatildeo II constar de especificaccedilotildees de sociedades de normalizaccedilatildeo reconhecidasinternacionalmente (Ex BS DIN JIS) Nestes casos o proponente deve apresentar o textocompleto da especificaccedilatildeo proposta em portuguecircs ou em inglecircs
53 Quando o material proposto natildeo constar das especificaccedilotildees de sociedades de
normalizaccedilatildeo reconhecidas internacionalmente devem ser obedecidos os requisitos de 531ateacute 533
531 Deve ser adotada a sistemaacutetica de aprovaccedilatildeo do Coacutedigo ASME Seccedilatildeo VIII conformeos apecircndices correspondentes das Divisotildees 1 e 2
532 O proponente deve apresentar as informaccedilotildees de 5321 ateacute 5325
5321 Acrescentar o texto completo das especificaccedilotildees dos materiais de preferecircncia dentrodo modelo descrito nas especificaccedilotildees da ASTM incluindo no miacutenimo processos defabricaccedilatildeo composiccedilatildeo quiacutemica propriedades fiacutesicas e quiacutemicas tratamentos teacutermicosnecessaacuterios toleracircncias ensaios quiacutemicos e mecacircnicos acabamento condiccedilotildees de aceitaccedilatildeo erejeiccedilatildeo
5322 Apresentar a comprovaccedilatildeo da submissatildeo do material agrave ASTM ou de ldquoCode Caserdquoaprovando o uso do material
5323 Indicar propriedades mecacircnicas limites de ruptura e escoamento para vaacuteriastemperaturas de serviccedilo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1546
N-253 REV H SET 98
14
5324 Indicar a necessidade ou natildeo de tratamento teacutermico para aliacutevio de tensotildees ou correccedilatildeode caracteriacutesticas metaluacutergicas alteradas devido agraves operaccedilotildees de fabricaccedilatildeo tais comoforjamento e soldagem e as condiccedilotildees de realizaccedilatildeo desses tratamentos Em qualquer caso
deve ser plenamente justificada a necessidade ou natildeo do tratamento teacutermico
5325 Fornecer a relaccedilatildeo dos vasos de pressatildeo existentes construiacutedos com o materialproposto Essa relaccedilatildeo deve indicar em cada caso os seguintes dados forma geomeacutetricadimensotildees pressatildeo e temperatura de projeto serviccedilo nome do usuaacuterio e do fabricante localda instalaccedilatildeo e data de entrada em serviccedilo
533 A utilizaccedilatildeo do material proposto estaacute condicionada agrave aprovaccedilatildeo da PETROBRAS
54 Os accedilos para as partes pressurizadas devem apresentar teor de carbono natildeo superior a030 sendo que para as chapas dos cascos e tampos exige-se que o teor de carbono natildeoseja superior a 026 Accedilos com teor de carbono superior aos limites acima podem serempregados somente nos seguintes casos
a) partes natildeo soldadas tais como flanges cegos e tampos de bocas de visitab) chapas com espessura superior a 50 mm
55 O emprego de accedilos contendo outros elementos de liga aleacutem do manganecircs e siliacutecio eoucom limites de resistecircncia superior a 485 MPa (70 psi) (valor nominal constante daespecificaccedilatildeo do material) bem como de accedilos temperados e revenidos estaacute sujeito a aprovaccedilatildeopreacutevia da PETROBRAS
56 Independentemente dos limites da temperatura estabelecidos no coacutedigo ASME Sec VIIIDiv 1 os materiais indicados na TABELA 3 soacute devem em princiacutepio ser empregados emserviccedilo contiacutenuo para temperaturas ateacute os limites dados nessa TABELA Permite-se oemprego em temperaturas superiores para condiccedilotildees eventuais e de curta duraccedilatildeo ou quandonatildeo houver outra alternativa teacutecnica ou economicamente viaacutevel Em qualquer caso eacute
necessaacuteria a aprovaccedilatildeo da PETROBRAS Os limites para as partes pressurizadas estatildeoprincipalmente baseados em funccedilatildeo da resistecircncia mecacircnica (resistecircncia a fluecircncia) do materialOs limites para as partes natildeo pressurizadas estatildeo baseados na temperatura de escamaccedilatildeo domaterial (scaling temperature)
57 A TABELA 4 mostra os criteacuterios baacutesicos para especificaccedilatildeo de materiais para as diversaspartes dos vasos de pressatildeo Esses criteacuterios dever ser obedecidos exceto quando forespecificado de outra forma para um determinado vaso As classes das partes dos vasos citadosna primeira coluna da TABELA 4 satildeo descritas de 571 ateacute 576
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1646
N-253 REV H SET 98
15
TABELA 3 - TEMPERATURAS LIMITES
Materiais
Temperatura Maacutexima de Operaccedilatildeo
(degC)Partes Pressurizadas Partes Natildeo Pressurizadas
Accedilos-Carbono qualidade estruturalAccedilos-Carbono natildeo acalmados(materiais qualificados)Accedilos-Carbono acalmados com SiAccedilos-Liga 12 MoAccedilos-Liga 1 14 Cr - 12 MoAccedilos-Liga 2 14 Cr -1 MoAccedilos-Liga 5 Cr - 12 MoAccedilos Inoxidaacuteveis 405 410 410S 3)Accedilos Inoxidaacuteveis 304 316 (1) 2)Accedilos Inoxidaacuteveis 304L 316LAccedilos Inoxidaacutevel 310 2)
150
400450500530530480480600400600
530
530530530550570600700800800
1100
Notas 1) Para temperaturas de projeto superiores a 550degC recomenda-se o uso de accedilosinoxidaacuteveis tipo ldquoHrdquo
2) Chama-se atenccedilatildeo para a possibilidade de formaccedilatildeo de ldquoFase Sigmardquo para
temperaturas acima de 600degC resultando em severa fragilizaccedilatildeo do material Essamudanccedila na estrutura metaluacutergica ocorre principalmente para os accedilos tipos 316 e310
3) Esses materiais satildeo suscetiacuteveis de sofrer fragilizaccedilatildeo operando em torno de 475degCpor periacuteodos longos
571 Classe I
Partes da parede de pressatildeo do vaso em contacto com o fluido de processo (cascos tampospescoccedilos de bocais flanges flanges cegos e outros) e outras partes pressurizadas em contactocom o fluido de processo (espelhos pex) Esta classe inclui tambeacutem as partes internassoldadas aos vasos e submetidas a esforccedilos principais (aneacuteis chapas e outros elementos desuporte de bandejas grades tampos internos e outros) Esta classe inclui tambeacutem os reforccedilos(de qualquer tipo) das aberturas na parede de pressatildeo do vaso
572 Classe II
Partes da parede de pressatildeo do vaso natildeo em contacto com o fluido de processo exceto osreforccedilos das aberturas (incluiacutedos na Classe I) reforccedilos externos reforccedilos de vaacutecuo e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 946
N-253 REV H SET 98
8
375 Em todos os projetos devem ser adotadas as Unidades de Medida Legais no Brasil
permitindo-se o emprego de unidades inglesas apenas para a designaccedilatildeo de diacircmetros nominaisde tubos e acessoacuterios de tubulaccedilatildeo perfis parafusos e similares
376 Deve ser obrigatoriamente seguida a Norma Regulamentadora NR-13 do Ministeacuterio doTrabalho no projeto mecacircnico e no projeto para fabricaccedilatildeo do vaso de pressatildeo
38 Nota Geneacuterica
Alterar a denominaccedilatildeo ldquoPressatildeo Maacutexima Admissiacutevel de Trabalhordquo para ldquoPressatildeo Maacutexima de
Trabalho Admissiacutevel - PMTArdquo em todos os itens da norma em que aparece Ex 46 e 151
4 CRITEacuteRIOS DE PROJETO
41 Tensotildees Admissiacuteveis Baacutesicas
411 As tensotildees admissiacuteveis baacutesicas satildeo os valores adotados para caacutelculo das espessuras
miacutenimas requeridas para partes pressurizadas e devem ser os valores tabelados pelo coacutedigo deProjeto
412 As soldas ligando partes natildeo pressurizadas a partes pressurizadas bem como suportesde internos principais tais como ciclones e grades devem ser projetados considerando-se atensatildeo admissiacutevel para partes pressurizadas
413 Os parafusos de ancoragem de accedilo-carbono devem ser calculados com uma tensatildeoadmissiacutevel baacutesica de 98 MPa (1000 kgfcm2) baseado na aacuterea da raiz Para a condiccedilatildeo demontagem pode ser considerada uma tensatildeo admissiacutevel maacutexima de 118 MPa (1200 kgfcm2)
42 Pressatildeo de Projeto
A pressatildeo de projeto deve ser determinada pelo projetista
43 Temperatura de Projeto
A temperatura de projeto deve ser determinada pelo projetista
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1046
N-253 REV H SET 98
9
44 Combinaccedilatildeo de Carregamentos
441 Todos os vasos de pressatildeo projetados de acordo com o coacutedigo ASME Seccedilatildeo VI11
Divisatildeo 1 inclusive as estruturas de suporte devem ser verificados para as seguintescondiccedilotildees
a) I - Montagemb) II - Testec) III - Operaccedilatildeo normald) IV - Parada
442 Os esforccedilos solicitantes tensotildees admissiacuteveis e espessuras que devem ser consideradaspara cada uma das condiccedilotildees de 441 estatildeo discriminadas na TABELA 1
TABELA 1(CONTINUA) - COMBINACcedilAtildeO DE CARREGAMENTOSNO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
I-MONTAGEM
Consideraccedilatildeo simultacircnea dosseguintes carregamentosseguintesa) peso proacuteprio do vaso 1)b) esforccedilos devidos agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurasnominais daschapas
6)
II-TESTE
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna de teste
hidrostaacutetico- peso do vaso completamente
cheio de aacutegua 1)- peso de todas as cargas
permanentes suportadas pelovaso durante o teste 3)
A tensatildeo maacutexima natildeo podeexceder 80 do limite deelasticidade do material natemperatura ambiente ParaPartes natildeo Pressurizadaspode ser considerada atensatildeo admissiacutevel baacutesicaacrescida de 33 13
Espessurasnominais ouespessurascorroiacutedas
6)
III-OPERACcedilAtildeO
5)
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna ou externa de
projeto na temperatura deprojetopeso do fluido no niacutevel deoperaccedilatildeo
- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelo
vaso 4)- esforccedilos devido agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura de projetoexceto no trecho inferior aoestabelecido para saia desuporte
Espessurascorroiacutedas istoeacute espessurasnominais menosas sobre-espessuras paracorrosatildeo
6)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1146
N-253 REV H SET 98
10
TABELA 1(CONCLUSAtildeO) - COMBINACcedilAtildeO DE CARREGAMENTOS
NO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
IV-PARADA
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelovaso 4)
- esforccedilos devidos agrave accedilatildeo dovento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurascorroiacutedas
6)
Notas 1) Inclui o casco e acessoacuterios soldados exclui acessoacuterios externos e internos removiacuteveis2) Os esforccedilos devidos ao vento natildeo precisam ser considerados para o projeto dos vasos
horizontais devem entretanto ser considerados no projeto das suas fundaccedilotildees eestruturas
3) Inclui internos removiacuteveis exclui isolamento interno ou externo e acessoacuterios externos4) Inclui internos removiacuteveis isolamento interno ou externo acessoacuterios externos e
tubulaccedilotildees
5) Em casos especiais a criteacuterio do Projetista pode ser necessaacuterio considerar naCondiccedilatildeo III o efeito simultacircneo de outros carregamentos atuantes tais comodilataccedilotildees teacutermicas do proacuteprio vaso dilataccedilotildees teacutermicas de tubulaccedilotildees e outrasestruturas ligadas ao vaso flutuaccedilotildees de pressatildeo esforccedilos dinacircmicos causados pelomovimento de fluidos internos e vibraccedilotildees
6) Para as partes que sofrem reduccedilatildeo de espessura no processo de fabricaccedilatildeo devem serconsideradas as espessuras miacutenimas esperadas
7) A tensatildeo longitudinal de compressatildeo admissiacutevel para todas as condiccedilotildees decarregamento para o vaso e para saias de suporte deve ser determinada de acordocom o paraacutegrafo UG-23 (b) do Coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
443 Em condiccedilotildees de curta duraccedilatildeo devem ser considerados os seguintes carregamentossimultacircneos
a) pressatildeo interna ou externa e temperatura correspondente na condiccedilatildeo de curtaduraccedilatildeo
b) peso maacuteximo do fluido de operaccedilatildeo na condiccedilatildeo de curta duraccedilatildeoc) peso de todas as cargas permanentes suportadas pelo vaso
4431 Natildeo eacute necessaacuterio considerar a ocorrecircncia simultacircnea de dois carregamentos
temporaacuterios a natildeo ser que exista razoaacutevel expectativa de sua ocorrecircncia
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1246
N-253 REV H SET 98
11
4432 As cargas de vento e terremoto natildeo precisam ser combinadas com as cargas de curtaduraccedilatildeo
4433 Para partes natildeo pressurizadas pode ser considerada a tensatildeo admissiacutevel baacutesicaacrescida de 33 13
4434 Os efeitos das condiccedilotildees de curta duraccedilatildeo devem ser analisadas em cada caso
4435 As tensotildees admissiacuteveis do Coacutedigo de projeto natildeo podem ser ultrapassadas devendo ascondiccedilotildees de peso maacuteximo constar dos dados para projeto de fundaccedilotildees
444 Exceto quando especificado de outra forma na Folha de Dados do vaso as cargasdevidas ao vento devem ser calculadas de acordo com a norma ABNT NBR 6123
445 Para os vasos de pressatildeo projetados de acordo com a norma ASME Seccedilatildeo VIIIDivisatildeo 1 os conceitos de pressatildeo e temperatura de operaccedilatildeo pressatildeo e temperatura deprojeto pressatildeo de teste hidrostaacutetico e pressatildeo maacutexima de trabalho admissiacutevel devem serentendidos como definidos no projeto
446 Para os vasos construiacutedos de accedilos inoxidaacuteveis austeniacuteticos devem ser adotados osvalores de 4461 e 4462 para as tensotildees admissiacuteveis
4461 Para o casco tampos e outras partes do vaso para as quais pequenas deformaccedilotildeespermanentes natildeo sejam prejudiciais adotar valores mais altos das tensotildees admissiacuteveis de acordocom a Nota (1) da Tabela UHA-23 do coacutedigo ASME Sec VIII Div 1
4462 Para os flanges espelhos e outras partes do vaso que podem estar sujeitos avazamento ou mau funcionamento devido a pequenas deformaccedilotildees permanentes adotar
valores baixos das tensotildees admissiacuteveis de acordo com a mesma Nota e TABELA de 4461
45 Vida Uacutetil de Projeto
Exceto quando especificado de outra forma devem ser considerados os valores miacutenimos daTABELA 2 para o tempo de vida uacutetil dos vasos de pressatildeo Esses tempos de vida uacutetil devemser empregados como base para a seleccedilatildeo de materiais determinaccedilatildeo de sobreespessuras paracorrosatildeo e erosatildeo caacutelculo de fadiga e de deformaccedilotildees por fluecircncia e qualquer outro criteacuteriobaseado no fator tempo Quando for teacutecnica ou economicamente inviaacutevel atender a esses
tempos de vida a PETROBRAS deve decidir em cada caso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1346
N-253 REV H SET 98
12
TABELA 2 - VIDA UacuteTIL DOS VASOS DE PRESSAtildeO
Classes de Equipamentos
Refinarias Terminais e
outras Instalaccedilotildees NatildeoPetroquiacutemicas Unidades Petroquiacutemicas
Equipamentos de grande portegrande custo ou essenciais aofuncionamento da unidadeindustrial (reatores torrespermutadores ou vasosimportantes)
20 anos 15 anos
Outros equipamentos natildeoincluiacutedos na classe acima
15 anos 10 anos
Peccedilas desmontaacuteveis ou dereposiccedilatildeo (feixes tubularesinternos de torres e outros)
8 anos 5 anos
46 Pressatildeo Maacutexima Admissiacutevel de Trabalho
Eacute obrigatoacuterio o caacutelculo da pressatildeo maacutexima admissiacutevel de trabalho (PMAT) (MaximumAllowable Working Pressure MAWP) e a indicaccedilatildeo da parte do vaso que limita essa pressatildeopara todos os vasos projetados de acordo com o coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 Apressatildeo maacutexima admissiacutevel de trabalho deve ser sempre calculada no projeto do vaso
47 Flecha em Vasos Verticais
Para vasos verticais a flecha maacutexima devida ao vento natildeo deve exceder 1200 da altura dovaso
48 Radiografia das Juntas Soldadas
Para qualquer vaso de pressatildeo eacute obrigatoacuterio que todas as juntas soldadas do casco e tampos
tenham pelo menos inspeccedilatildeo radiograacutefica por pontos (spot) natildeo sendo admitidas as soldas natildeoradiografadas mesmo nos casos em que o coacutedigo ASME Sec VIII Div 1 permita esse tipo desoldas
49 Acessoacuterios de Compressores Alternativos
Os equipamentos para amortecimento de pulsaccedilotildees resfriadores inter-estaacutegio (intercoolers) eresfriadores posteriores (aftercoolers) pertencentes a sistemas de compressores alternativosdevem obedecer tambeacutem aos requisitos da norma API RP 618 Os permutadores do sistema delubrificaccedilatildeo quando o compressor for situado em unidades de refino devem atender ao
TEMA ldquoRrdquo em outros locais admite-se para esse permutador de calor o TEMA ldquoCrdquo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1446
N-253 REV H SET 98
13
410 Vibraccedilotildees Induzidas pelo Vento
Deve ser verificado o efeito de vibraccedilotildees induzidas pelo vento em vasos verticais na direccedilatildeo
do vento e na direccedilatildeo perpendicular ao mesmo As cargas devem ser conforme a normaABNT NBR 6123
5 MATERIAIS
51 Para os cascos tampos e todas as outras partes do vaso submetidas agrave pressatildeo exige-sesempre que sejam especificados no projeto materiais qualificados Como regra geral soacute satildeoadmitidos materiais qualificados reconhecidos pelo coacutedigo ASME Seccedilatildeo II (partes A B e C) eSeccedilatildeo VIII admitindo-se materiais ASTM detalhando-se os seus desvios para aprovaccedilatildeo pelaPETROBRAS
52 A aceitaccedilatildeo de materiais equivalentes ao do coacutedigo ASME ou de acordo com outrasnormas estaacute sujeita agrave aprovaccedilatildeo da PETROBRAS devendo os materiais natildeo relacionados nocoacutedigo ASME Seccedilatildeo II constar de especificaccedilotildees de sociedades de normalizaccedilatildeo reconhecidasinternacionalmente (Ex BS DIN JIS) Nestes casos o proponente deve apresentar o textocompleto da especificaccedilatildeo proposta em portuguecircs ou em inglecircs
53 Quando o material proposto natildeo constar das especificaccedilotildees de sociedades de
normalizaccedilatildeo reconhecidas internacionalmente devem ser obedecidos os requisitos de 531ateacute 533
531 Deve ser adotada a sistemaacutetica de aprovaccedilatildeo do Coacutedigo ASME Seccedilatildeo VIII conformeos apecircndices correspondentes das Divisotildees 1 e 2
532 O proponente deve apresentar as informaccedilotildees de 5321 ateacute 5325
5321 Acrescentar o texto completo das especificaccedilotildees dos materiais de preferecircncia dentrodo modelo descrito nas especificaccedilotildees da ASTM incluindo no miacutenimo processos defabricaccedilatildeo composiccedilatildeo quiacutemica propriedades fiacutesicas e quiacutemicas tratamentos teacutermicosnecessaacuterios toleracircncias ensaios quiacutemicos e mecacircnicos acabamento condiccedilotildees de aceitaccedilatildeo erejeiccedilatildeo
5322 Apresentar a comprovaccedilatildeo da submissatildeo do material agrave ASTM ou de ldquoCode Caserdquoaprovando o uso do material
5323 Indicar propriedades mecacircnicas limites de ruptura e escoamento para vaacuteriastemperaturas de serviccedilo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1546
N-253 REV H SET 98
14
5324 Indicar a necessidade ou natildeo de tratamento teacutermico para aliacutevio de tensotildees ou correccedilatildeode caracteriacutesticas metaluacutergicas alteradas devido agraves operaccedilotildees de fabricaccedilatildeo tais comoforjamento e soldagem e as condiccedilotildees de realizaccedilatildeo desses tratamentos Em qualquer caso
deve ser plenamente justificada a necessidade ou natildeo do tratamento teacutermico
5325 Fornecer a relaccedilatildeo dos vasos de pressatildeo existentes construiacutedos com o materialproposto Essa relaccedilatildeo deve indicar em cada caso os seguintes dados forma geomeacutetricadimensotildees pressatildeo e temperatura de projeto serviccedilo nome do usuaacuterio e do fabricante localda instalaccedilatildeo e data de entrada em serviccedilo
533 A utilizaccedilatildeo do material proposto estaacute condicionada agrave aprovaccedilatildeo da PETROBRAS
54 Os accedilos para as partes pressurizadas devem apresentar teor de carbono natildeo superior a030 sendo que para as chapas dos cascos e tampos exige-se que o teor de carbono natildeoseja superior a 026 Accedilos com teor de carbono superior aos limites acima podem serempregados somente nos seguintes casos
a) partes natildeo soldadas tais como flanges cegos e tampos de bocas de visitab) chapas com espessura superior a 50 mm
55 O emprego de accedilos contendo outros elementos de liga aleacutem do manganecircs e siliacutecio eoucom limites de resistecircncia superior a 485 MPa (70 psi) (valor nominal constante daespecificaccedilatildeo do material) bem como de accedilos temperados e revenidos estaacute sujeito a aprovaccedilatildeopreacutevia da PETROBRAS
56 Independentemente dos limites da temperatura estabelecidos no coacutedigo ASME Sec VIIIDiv 1 os materiais indicados na TABELA 3 soacute devem em princiacutepio ser empregados emserviccedilo contiacutenuo para temperaturas ateacute os limites dados nessa TABELA Permite-se oemprego em temperaturas superiores para condiccedilotildees eventuais e de curta duraccedilatildeo ou quandonatildeo houver outra alternativa teacutecnica ou economicamente viaacutevel Em qualquer caso eacute
necessaacuteria a aprovaccedilatildeo da PETROBRAS Os limites para as partes pressurizadas estatildeoprincipalmente baseados em funccedilatildeo da resistecircncia mecacircnica (resistecircncia a fluecircncia) do materialOs limites para as partes natildeo pressurizadas estatildeo baseados na temperatura de escamaccedilatildeo domaterial (scaling temperature)
57 A TABELA 4 mostra os criteacuterios baacutesicos para especificaccedilatildeo de materiais para as diversaspartes dos vasos de pressatildeo Esses criteacuterios dever ser obedecidos exceto quando forespecificado de outra forma para um determinado vaso As classes das partes dos vasos citadosna primeira coluna da TABELA 4 satildeo descritas de 571 ateacute 576
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1646
N-253 REV H SET 98
15
TABELA 3 - TEMPERATURAS LIMITES
Materiais
Temperatura Maacutexima de Operaccedilatildeo
(degC)Partes Pressurizadas Partes Natildeo Pressurizadas
Accedilos-Carbono qualidade estruturalAccedilos-Carbono natildeo acalmados(materiais qualificados)Accedilos-Carbono acalmados com SiAccedilos-Liga 12 MoAccedilos-Liga 1 14 Cr - 12 MoAccedilos-Liga 2 14 Cr -1 MoAccedilos-Liga 5 Cr - 12 MoAccedilos Inoxidaacuteveis 405 410 410S 3)Accedilos Inoxidaacuteveis 304 316 (1) 2)Accedilos Inoxidaacuteveis 304L 316LAccedilos Inoxidaacutevel 310 2)
150
400450500530530480480600400600
530
530530530550570600700800800
1100
Notas 1) Para temperaturas de projeto superiores a 550degC recomenda-se o uso de accedilosinoxidaacuteveis tipo ldquoHrdquo
2) Chama-se atenccedilatildeo para a possibilidade de formaccedilatildeo de ldquoFase Sigmardquo para
temperaturas acima de 600degC resultando em severa fragilizaccedilatildeo do material Essamudanccedila na estrutura metaluacutergica ocorre principalmente para os accedilos tipos 316 e310
3) Esses materiais satildeo suscetiacuteveis de sofrer fragilizaccedilatildeo operando em torno de 475degCpor periacuteodos longos
571 Classe I
Partes da parede de pressatildeo do vaso em contacto com o fluido de processo (cascos tampospescoccedilos de bocais flanges flanges cegos e outros) e outras partes pressurizadas em contactocom o fluido de processo (espelhos pex) Esta classe inclui tambeacutem as partes internassoldadas aos vasos e submetidas a esforccedilos principais (aneacuteis chapas e outros elementos desuporte de bandejas grades tampos internos e outros) Esta classe inclui tambeacutem os reforccedilos(de qualquer tipo) das aberturas na parede de pressatildeo do vaso
572 Classe II
Partes da parede de pressatildeo do vaso natildeo em contacto com o fluido de processo exceto osreforccedilos das aberturas (incluiacutedos na Classe I) reforccedilos externos reforccedilos de vaacutecuo e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
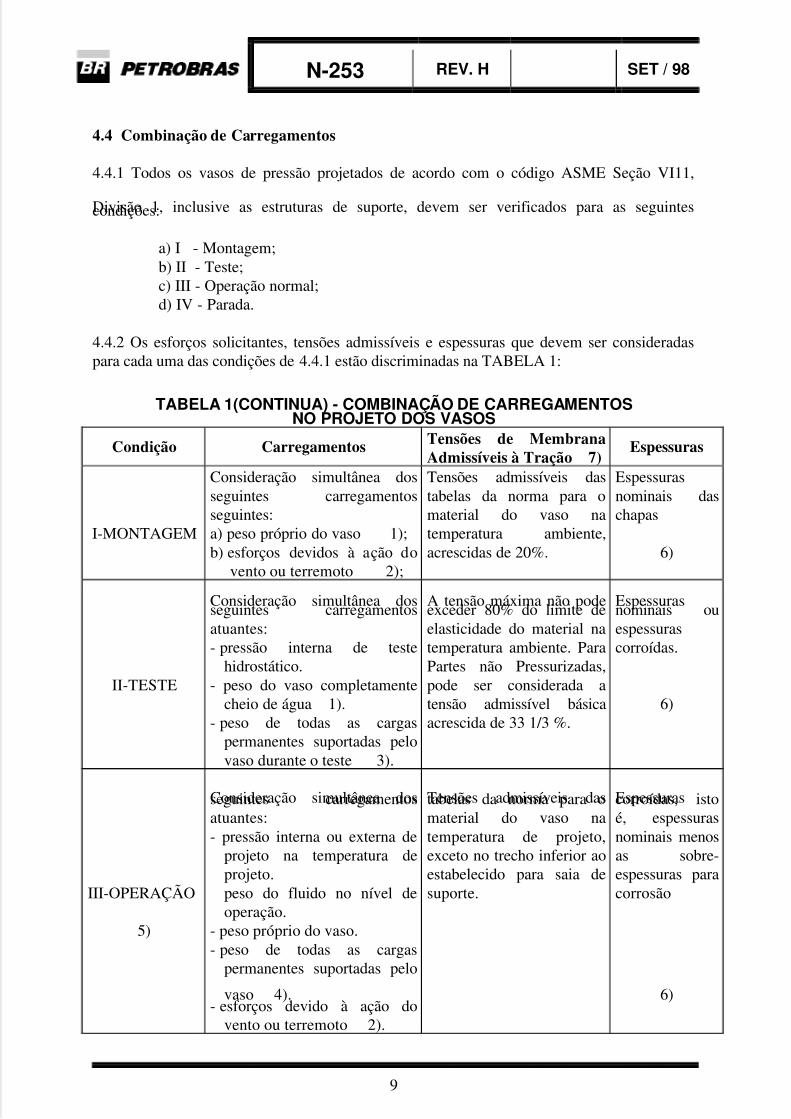
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1046
N-253 REV H SET 98
9
44 Combinaccedilatildeo de Carregamentos
441 Todos os vasos de pressatildeo projetados de acordo com o coacutedigo ASME Seccedilatildeo VI11
Divisatildeo 1 inclusive as estruturas de suporte devem ser verificados para as seguintescondiccedilotildees
a) I - Montagemb) II - Testec) III - Operaccedilatildeo normald) IV - Parada
442 Os esforccedilos solicitantes tensotildees admissiacuteveis e espessuras que devem ser consideradaspara cada uma das condiccedilotildees de 441 estatildeo discriminadas na TABELA 1
TABELA 1(CONTINUA) - COMBINACcedilAtildeO DE CARREGAMENTOSNO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
I-MONTAGEM
Consideraccedilatildeo simultacircnea dosseguintes carregamentosseguintesa) peso proacuteprio do vaso 1)b) esforccedilos devidos agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurasnominais daschapas
6)
II-TESTE
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna de teste
hidrostaacutetico- peso do vaso completamente
cheio de aacutegua 1)- peso de todas as cargas
permanentes suportadas pelovaso durante o teste 3)
A tensatildeo maacutexima natildeo podeexceder 80 do limite deelasticidade do material natemperatura ambiente ParaPartes natildeo Pressurizadaspode ser considerada atensatildeo admissiacutevel baacutesicaacrescida de 33 13
Espessurasnominais ouespessurascorroiacutedas
6)
III-OPERACcedilAtildeO
5)
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- pressatildeo interna ou externa de
projeto na temperatura deprojetopeso do fluido no niacutevel deoperaccedilatildeo
- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelo
vaso 4)- esforccedilos devido agrave accedilatildeo do
vento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura de projetoexceto no trecho inferior aoestabelecido para saia desuporte
Espessurascorroiacutedas istoeacute espessurasnominais menosas sobre-espessuras paracorrosatildeo
6)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1146
N-253 REV H SET 98
10
TABELA 1(CONCLUSAtildeO) - COMBINACcedilAtildeO DE CARREGAMENTOS
NO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
IV-PARADA
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelovaso 4)
- esforccedilos devidos agrave accedilatildeo dovento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurascorroiacutedas
6)
Notas 1) Inclui o casco e acessoacuterios soldados exclui acessoacuterios externos e internos removiacuteveis2) Os esforccedilos devidos ao vento natildeo precisam ser considerados para o projeto dos vasos
horizontais devem entretanto ser considerados no projeto das suas fundaccedilotildees eestruturas
3) Inclui internos removiacuteveis exclui isolamento interno ou externo e acessoacuterios externos4) Inclui internos removiacuteveis isolamento interno ou externo acessoacuterios externos e
tubulaccedilotildees
5) Em casos especiais a criteacuterio do Projetista pode ser necessaacuterio considerar naCondiccedilatildeo III o efeito simultacircneo de outros carregamentos atuantes tais comodilataccedilotildees teacutermicas do proacuteprio vaso dilataccedilotildees teacutermicas de tubulaccedilotildees e outrasestruturas ligadas ao vaso flutuaccedilotildees de pressatildeo esforccedilos dinacircmicos causados pelomovimento de fluidos internos e vibraccedilotildees
6) Para as partes que sofrem reduccedilatildeo de espessura no processo de fabricaccedilatildeo devem serconsideradas as espessuras miacutenimas esperadas
7) A tensatildeo longitudinal de compressatildeo admissiacutevel para todas as condiccedilotildees decarregamento para o vaso e para saias de suporte deve ser determinada de acordocom o paraacutegrafo UG-23 (b) do Coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
443 Em condiccedilotildees de curta duraccedilatildeo devem ser considerados os seguintes carregamentossimultacircneos
a) pressatildeo interna ou externa e temperatura correspondente na condiccedilatildeo de curtaduraccedilatildeo
b) peso maacuteximo do fluido de operaccedilatildeo na condiccedilatildeo de curta duraccedilatildeoc) peso de todas as cargas permanentes suportadas pelo vaso
4431 Natildeo eacute necessaacuterio considerar a ocorrecircncia simultacircnea de dois carregamentos
temporaacuterios a natildeo ser que exista razoaacutevel expectativa de sua ocorrecircncia
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1246
N-253 REV H SET 98
11
4432 As cargas de vento e terremoto natildeo precisam ser combinadas com as cargas de curtaduraccedilatildeo
4433 Para partes natildeo pressurizadas pode ser considerada a tensatildeo admissiacutevel baacutesicaacrescida de 33 13
4434 Os efeitos das condiccedilotildees de curta duraccedilatildeo devem ser analisadas em cada caso
4435 As tensotildees admissiacuteveis do Coacutedigo de projeto natildeo podem ser ultrapassadas devendo ascondiccedilotildees de peso maacuteximo constar dos dados para projeto de fundaccedilotildees
444 Exceto quando especificado de outra forma na Folha de Dados do vaso as cargasdevidas ao vento devem ser calculadas de acordo com a norma ABNT NBR 6123
445 Para os vasos de pressatildeo projetados de acordo com a norma ASME Seccedilatildeo VIIIDivisatildeo 1 os conceitos de pressatildeo e temperatura de operaccedilatildeo pressatildeo e temperatura deprojeto pressatildeo de teste hidrostaacutetico e pressatildeo maacutexima de trabalho admissiacutevel devem serentendidos como definidos no projeto
446 Para os vasos construiacutedos de accedilos inoxidaacuteveis austeniacuteticos devem ser adotados osvalores de 4461 e 4462 para as tensotildees admissiacuteveis
4461 Para o casco tampos e outras partes do vaso para as quais pequenas deformaccedilotildeespermanentes natildeo sejam prejudiciais adotar valores mais altos das tensotildees admissiacuteveis de acordocom a Nota (1) da Tabela UHA-23 do coacutedigo ASME Sec VIII Div 1
4462 Para os flanges espelhos e outras partes do vaso que podem estar sujeitos avazamento ou mau funcionamento devido a pequenas deformaccedilotildees permanentes adotar
valores baixos das tensotildees admissiacuteveis de acordo com a mesma Nota e TABELA de 4461
45 Vida Uacutetil de Projeto
Exceto quando especificado de outra forma devem ser considerados os valores miacutenimos daTABELA 2 para o tempo de vida uacutetil dos vasos de pressatildeo Esses tempos de vida uacutetil devemser empregados como base para a seleccedilatildeo de materiais determinaccedilatildeo de sobreespessuras paracorrosatildeo e erosatildeo caacutelculo de fadiga e de deformaccedilotildees por fluecircncia e qualquer outro criteacuteriobaseado no fator tempo Quando for teacutecnica ou economicamente inviaacutevel atender a esses
tempos de vida a PETROBRAS deve decidir em cada caso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1346
N-253 REV H SET 98
12
TABELA 2 - VIDA UacuteTIL DOS VASOS DE PRESSAtildeO
Classes de Equipamentos
Refinarias Terminais e
outras Instalaccedilotildees NatildeoPetroquiacutemicas Unidades Petroquiacutemicas
Equipamentos de grande portegrande custo ou essenciais aofuncionamento da unidadeindustrial (reatores torrespermutadores ou vasosimportantes)
20 anos 15 anos
Outros equipamentos natildeoincluiacutedos na classe acima
15 anos 10 anos
Peccedilas desmontaacuteveis ou dereposiccedilatildeo (feixes tubularesinternos de torres e outros)
8 anos 5 anos
46 Pressatildeo Maacutexima Admissiacutevel de Trabalho
Eacute obrigatoacuterio o caacutelculo da pressatildeo maacutexima admissiacutevel de trabalho (PMAT) (MaximumAllowable Working Pressure MAWP) e a indicaccedilatildeo da parte do vaso que limita essa pressatildeopara todos os vasos projetados de acordo com o coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 Apressatildeo maacutexima admissiacutevel de trabalho deve ser sempre calculada no projeto do vaso
47 Flecha em Vasos Verticais
Para vasos verticais a flecha maacutexima devida ao vento natildeo deve exceder 1200 da altura dovaso
48 Radiografia das Juntas Soldadas
Para qualquer vaso de pressatildeo eacute obrigatoacuterio que todas as juntas soldadas do casco e tampos
tenham pelo menos inspeccedilatildeo radiograacutefica por pontos (spot) natildeo sendo admitidas as soldas natildeoradiografadas mesmo nos casos em que o coacutedigo ASME Sec VIII Div 1 permita esse tipo desoldas
49 Acessoacuterios de Compressores Alternativos
Os equipamentos para amortecimento de pulsaccedilotildees resfriadores inter-estaacutegio (intercoolers) eresfriadores posteriores (aftercoolers) pertencentes a sistemas de compressores alternativosdevem obedecer tambeacutem aos requisitos da norma API RP 618 Os permutadores do sistema delubrificaccedilatildeo quando o compressor for situado em unidades de refino devem atender ao
TEMA ldquoRrdquo em outros locais admite-se para esse permutador de calor o TEMA ldquoCrdquo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1446
N-253 REV H SET 98
13
410 Vibraccedilotildees Induzidas pelo Vento
Deve ser verificado o efeito de vibraccedilotildees induzidas pelo vento em vasos verticais na direccedilatildeo
do vento e na direccedilatildeo perpendicular ao mesmo As cargas devem ser conforme a normaABNT NBR 6123
5 MATERIAIS
51 Para os cascos tampos e todas as outras partes do vaso submetidas agrave pressatildeo exige-sesempre que sejam especificados no projeto materiais qualificados Como regra geral soacute satildeoadmitidos materiais qualificados reconhecidos pelo coacutedigo ASME Seccedilatildeo II (partes A B e C) eSeccedilatildeo VIII admitindo-se materiais ASTM detalhando-se os seus desvios para aprovaccedilatildeo pelaPETROBRAS
52 A aceitaccedilatildeo de materiais equivalentes ao do coacutedigo ASME ou de acordo com outrasnormas estaacute sujeita agrave aprovaccedilatildeo da PETROBRAS devendo os materiais natildeo relacionados nocoacutedigo ASME Seccedilatildeo II constar de especificaccedilotildees de sociedades de normalizaccedilatildeo reconhecidasinternacionalmente (Ex BS DIN JIS) Nestes casos o proponente deve apresentar o textocompleto da especificaccedilatildeo proposta em portuguecircs ou em inglecircs
53 Quando o material proposto natildeo constar das especificaccedilotildees de sociedades de
normalizaccedilatildeo reconhecidas internacionalmente devem ser obedecidos os requisitos de 531ateacute 533
531 Deve ser adotada a sistemaacutetica de aprovaccedilatildeo do Coacutedigo ASME Seccedilatildeo VIII conformeos apecircndices correspondentes das Divisotildees 1 e 2
532 O proponente deve apresentar as informaccedilotildees de 5321 ateacute 5325
5321 Acrescentar o texto completo das especificaccedilotildees dos materiais de preferecircncia dentrodo modelo descrito nas especificaccedilotildees da ASTM incluindo no miacutenimo processos defabricaccedilatildeo composiccedilatildeo quiacutemica propriedades fiacutesicas e quiacutemicas tratamentos teacutermicosnecessaacuterios toleracircncias ensaios quiacutemicos e mecacircnicos acabamento condiccedilotildees de aceitaccedilatildeo erejeiccedilatildeo
5322 Apresentar a comprovaccedilatildeo da submissatildeo do material agrave ASTM ou de ldquoCode Caserdquoaprovando o uso do material
5323 Indicar propriedades mecacircnicas limites de ruptura e escoamento para vaacuteriastemperaturas de serviccedilo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1546
N-253 REV H SET 98
14
5324 Indicar a necessidade ou natildeo de tratamento teacutermico para aliacutevio de tensotildees ou correccedilatildeode caracteriacutesticas metaluacutergicas alteradas devido agraves operaccedilotildees de fabricaccedilatildeo tais comoforjamento e soldagem e as condiccedilotildees de realizaccedilatildeo desses tratamentos Em qualquer caso
deve ser plenamente justificada a necessidade ou natildeo do tratamento teacutermico
5325 Fornecer a relaccedilatildeo dos vasos de pressatildeo existentes construiacutedos com o materialproposto Essa relaccedilatildeo deve indicar em cada caso os seguintes dados forma geomeacutetricadimensotildees pressatildeo e temperatura de projeto serviccedilo nome do usuaacuterio e do fabricante localda instalaccedilatildeo e data de entrada em serviccedilo
533 A utilizaccedilatildeo do material proposto estaacute condicionada agrave aprovaccedilatildeo da PETROBRAS
54 Os accedilos para as partes pressurizadas devem apresentar teor de carbono natildeo superior a030 sendo que para as chapas dos cascos e tampos exige-se que o teor de carbono natildeoseja superior a 026 Accedilos com teor de carbono superior aos limites acima podem serempregados somente nos seguintes casos
a) partes natildeo soldadas tais como flanges cegos e tampos de bocas de visitab) chapas com espessura superior a 50 mm
55 O emprego de accedilos contendo outros elementos de liga aleacutem do manganecircs e siliacutecio eoucom limites de resistecircncia superior a 485 MPa (70 psi) (valor nominal constante daespecificaccedilatildeo do material) bem como de accedilos temperados e revenidos estaacute sujeito a aprovaccedilatildeopreacutevia da PETROBRAS
56 Independentemente dos limites da temperatura estabelecidos no coacutedigo ASME Sec VIIIDiv 1 os materiais indicados na TABELA 3 soacute devem em princiacutepio ser empregados emserviccedilo contiacutenuo para temperaturas ateacute os limites dados nessa TABELA Permite-se oemprego em temperaturas superiores para condiccedilotildees eventuais e de curta duraccedilatildeo ou quandonatildeo houver outra alternativa teacutecnica ou economicamente viaacutevel Em qualquer caso eacute
necessaacuteria a aprovaccedilatildeo da PETROBRAS Os limites para as partes pressurizadas estatildeoprincipalmente baseados em funccedilatildeo da resistecircncia mecacircnica (resistecircncia a fluecircncia) do materialOs limites para as partes natildeo pressurizadas estatildeo baseados na temperatura de escamaccedilatildeo domaterial (scaling temperature)
57 A TABELA 4 mostra os criteacuterios baacutesicos para especificaccedilatildeo de materiais para as diversaspartes dos vasos de pressatildeo Esses criteacuterios dever ser obedecidos exceto quando forespecificado de outra forma para um determinado vaso As classes das partes dos vasos citadosna primeira coluna da TABELA 4 satildeo descritas de 571 ateacute 576
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1646
N-253 REV H SET 98
15
TABELA 3 - TEMPERATURAS LIMITES
Materiais
Temperatura Maacutexima de Operaccedilatildeo
(degC)Partes Pressurizadas Partes Natildeo Pressurizadas
Accedilos-Carbono qualidade estruturalAccedilos-Carbono natildeo acalmados(materiais qualificados)Accedilos-Carbono acalmados com SiAccedilos-Liga 12 MoAccedilos-Liga 1 14 Cr - 12 MoAccedilos-Liga 2 14 Cr -1 MoAccedilos-Liga 5 Cr - 12 MoAccedilos Inoxidaacuteveis 405 410 410S 3)Accedilos Inoxidaacuteveis 304 316 (1) 2)Accedilos Inoxidaacuteveis 304L 316LAccedilos Inoxidaacutevel 310 2)
150
400450500530530480480600400600
530
530530530550570600700800800
1100
Notas 1) Para temperaturas de projeto superiores a 550degC recomenda-se o uso de accedilosinoxidaacuteveis tipo ldquoHrdquo
2) Chama-se atenccedilatildeo para a possibilidade de formaccedilatildeo de ldquoFase Sigmardquo para
temperaturas acima de 600degC resultando em severa fragilizaccedilatildeo do material Essamudanccedila na estrutura metaluacutergica ocorre principalmente para os accedilos tipos 316 e310
3) Esses materiais satildeo suscetiacuteveis de sofrer fragilizaccedilatildeo operando em torno de 475degCpor periacuteodos longos
571 Classe I
Partes da parede de pressatildeo do vaso em contacto com o fluido de processo (cascos tampospescoccedilos de bocais flanges flanges cegos e outros) e outras partes pressurizadas em contactocom o fluido de processo (espelhos pex) Esta classe inclui tambeacutem as partes internassoldadas aos vasos e submetidas a esforccedilos principais (aneacuteis chapas e outros elementos desuporte de bandejas grades tampos internos e outros) Esta classe inclui tambeacutem os reforccedilos(de qualquer tipo) das aberturas na parede de pressatildeo do vaso
572 Classe II
Partes da parede de pressatildeo do vaso natildeo em contacto com o fluido de processo exceto osreforccedilos das aberturas (incluiacutedos na Classe I) reforccedilos externos reforccedilos de vaacutecuo e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
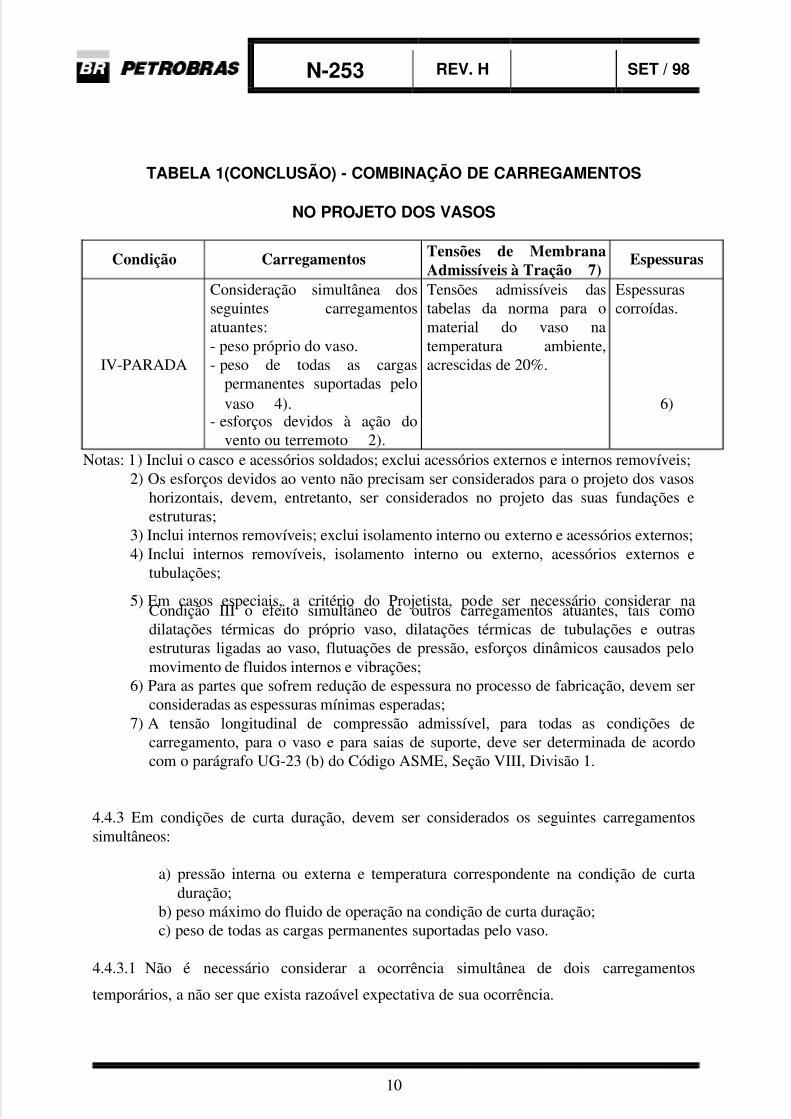
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1146
N-253 REV H SET 98
10
TABELA 1(CONCLUSAtildeO) - COMBINACcedilAtildeO DE CARREGAMENTOS
NO PROJETO DOS VASOS
Condiccedilatildeo Carregamentos Tensotildees de MembranaAdmissiacuteveis agrave Traccedilatildeo 7)
Espessuras
IV-PARADA
Consideraccedilatildeo simultacircnea dosseguintes carregamentosatuantes- peso proacuteprio do vaso- peso de todas as cargas
permanentes suportadas pelovaso 4)
- esforccedilos devidos agrave accedilatildeo dovento ou terremoto 2)
Tensotildees admissiacuteveis dastabelas da norma para omaterial do vaso natemperatura ambienteacrescidas de 20
Espessurascorroiacutedas
6)
Notas 1) Inclui o casco e acessoacuterios soldados exclui acessoacuterios externos e internos removiacuteveis2) Os esforccedilos devidos ao vento natildeo precisam ser considerados para o projeto dos vasos
horizontais devem entretanto ser considerados no projeto das suas fundaccedilotildees eestruturas
3) Inclui internos removiacuteveis exclui isolamento interno ou externo e acessoacuterios externos4) Inclui internos removiacuteveis isolamento interno ou externo acessoacuterios externos e
tubulaccedilotildees
5) Em casos especiais a criteacuterio do Projetista pode ser necessaacuterio considerar naCondiccedilatildeo III o efeito simultacircneo de outros carregamentos atuantes tais comodilataccedilotildees teacutermicas do proacuteprio vaso dilataccedilotildees teacutermicas de tubulaccedilotildees e outrasestruturas ligadas ao vaso flutuaccedilotildees de pressatildeo esforccedilos dinacircmicos causados pelomovimento de fluidos internos e vibraccedilotildees
6) Para as partes que sofrem reduccedilatildeo de espessura no processo de fabricaccedilatildeo devem serconsideradas as espessuras miacutenimas esperadas
7) A tensatildeo longitudinal de compressatildeo admissiacutevel para todas as condiccedilotildees decarregamento para o vaso e para saias de suporte deve ser determinada de acordocom o paraacutegrafo UG-23 (b) do Coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
443 Em condiccedilotildees de curta duraccedilatildeo devem ser considerados os seguintes carregamentossimultacircneos
a) pressatildeo interna ou externa e temperatura correspondente na condiccedilatildeo de curtaduraccedilatildeo
b) peso maacuteximo do fluido de operaccedilatildeo na condiccedilatildeo de curta duraccedilatildeoc) peso de todas as cargas permanentes suportadas pelo vaso
4431 Natildeo eacute necessaacuterio considerar a ocorrecircncia simultacircnea de dois carregamentos
temporaacuterios a natildeo ser que exista razoaacutevel expectativa de sua ocorrecircncia
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1246
N-253 REV H SET 98
11
4432 As cargas de vento e terremoto natildeo precisam ser combinadas com as cargas de curtaduraccedilatildeo
4433 Para partes natildeo pressurizadas pode ser considerada a tensatildeo admissiacutevel baacutesicaacrescida de 33 13
4434 Os efeitos das condiccedilotildees de curta duraccedilatildeo devem ser analisadas em cada caso
4435 As tensotildees admissiacuteveis do Coacutedigo de projeto natildeo podem ser ultrapassadas devendo ascondiccedilotildees de peso maacuteximo constar dos dados para projeto de fundaccedilotildees
444 Exceto quando especificado de outra forma na Folha de Dados do vaso as cargasdevidas ao vento devem ser calculadas de acordo com a norma ABNT NBR 6123
445 Para os vasos de pressatildeo projetados de acordo com a norma ASME Seccedilatildeo VIIIDivisatildeo 1 os conceitos de pressatildeo e temperatura de operaccedilatildeo pressatildeo e temperatura deprojeto pressatildeo de teste hidrostaacutetico e pressatildeo maacutexima de trabalho admissiacutevel devem serentendidos como definidos no projeto
446 Para os vasos construiacutedos de accedilos inoxidaacuteveis austeniacuteticos devem ser adotados osvalores de 4461 e 4462 para as tensotildees admissiacuteveis
4461 Para o casco tampos e outras partes do vaso para as quais pequenas deformaccedilotildeespermanentes natildeo sejam prejudiciais adotar valores mais altos das tensotildees admissiacuteveis de acordocom a Nota (1) da Tabela UHA-23 do coacutedigo ASME Sec VIII Div 1
4462 Para os flanges espelhos e outras partes do vaso que podem estar sujeitos avazamento ou mau funcionamento devido a pequenas deformaccedilotildees permanentes adotar
valores baixos das tensotildees admissiacuteveis de acordo com a mesma Nota e TABELA de 4461
45 Vida Uacutetil de Projeto
Exceto quando especificado de outra forma devem ser considerados os valores miacutenimos daTABELA 2 para o tempo de vida uacutetil dos vasos de pressatildeo Esses tempos de vida uacutetil devemser empregados como base para a seleccedilatildeo de materiais determinaccedilatildeo de sobreespessuras paracorrosatildeo e erosatildeo caacutelculo de fadiga e de deformaccedilotildees por fluecircncia e qualquer outro criteacuteriobaseado no fator tempo Quando for teacutecnica ou economicamente inviaacutevel atender a esses
tempos de vida a PETROBRAS deve decidir em cada caso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1346
N-253 REV H SET 98
12
TABELA 2 - VIDA UacuteTIL DOS VASOS DE PRESSAtildeO
Classes de Equipamentos
Refinarias Terminais e
outras Instalaccedilotildees NatildeoPetroquiacutemicas Unidades Petroquiacutemicas
Equipamentos de grande portegrande custo ou essenciais aofuncionamento da unidadeindustrial (reatores torrespermutadores ou vasosimportantes)
20 anos 15 anos
Outros equipamentos natildeoincluiacutedos na classe acima
15 anos 10 anos
Peccedilas desmontaacuteveis ou dereposiccedilatildeo (feixes tubularesinternos de torres e outros)
8 anos 5 anos
46 Pressatildeo Maacutexima Admissiacutevel de Trabalho
Eacute obrigatoacuterio o caacutelculo da pressatildeo maacutexima admissiacutevel de trabalho (PMAT) (MaximumAllowable Working Pressure MAWP) e a indicaccedilatildeo da parte do vaso que limita essa pressatildeopara todos os vasos projetados de acordo com o coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 Apressatildeo maacutexima admissiacutevel de trabalho deve ser sempre calculada no projeto do vaso
47 Flecha em Vasos Verticais
Para vasos verticais a flecha maacutexima devida ao vento natildeo deve exceder 1200 da altura dovaso
48 Radiografia das Juntas Soldadas
Para qualquer vaso de pressatildeo eacute obrigatoacuterio que todas as juntas soldadas do casco e tampos
tenham pelo menos inspeccedilatildeo radiograacutefica por pontos (spot) natildeo sendo admitidas as soldas natildeoradiografadas mesmo nos casos em que o coacutedigo ASME Sec VIII Div 1 permita esse tipo desoldas
49 Acessoacuterios de Compressores Alternativos
Os equipamentos para amortecimento de pulsaccedilotildees resfriadores inter-estaacutegio (intercoolers) eresfriadores posteriores (aftercoolers) pertencentes a sistemas de compressores alternativosdevem obedecer tambeacutem aos requisitos da norma API RP 618 Os permutadores do sistema delubrificaccedilatildeo quando o compressor for situado em unidades de refino devem atender ao
TEMA ldquoRrdquo em outros locais admite-se para esse permutador de calor o TEMA ldquoCrdquo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1446
N-253 REV H SET 98
13
410 Vibraccedilotildees Induzidas pelo Vento
Deve ser verificado o efeito de vibraccedilotildees induzidas pelo vento em vasos verticais na direccedilatildeo
do vento e na direccedilatildeo perpendicular ao mesmo As cargas devem ser conforme a normaABNT NBR 6123
5 MATERIAIS
51 Para os cascos tampos e todas as outras partes do vaso submetidas agrave pressatildeo exige-sesempre que sejam especificados no projeto materiais qualificados Como regra geral soacute satildeoadmitidos materiais qualificados reconhecidos pelo coacutedigo ASME Seccedilatildeo II (partes A B e C) eSeccedilatildeo VIII admitindo-se materiais ASTM detalhando-se os seus desvios para aprovaccedilatildeo pelaPETROBRAS
52 A aceitaccedilatildeo de materiais equivalentes ao do coacutedigo ASME ou de acordo com outrasnormas estaacute sujeita agrave aprovaccedilatildeo da PETROBRAS devendo os materiais natildeo relacionados nocoacutedigo ASME Seccedilatildeo II constar de especificaccedilotildees de sociedades de normalizaccedilatildeo reconhecidasinternacionalmente (Ex BS DIN JIS) Nestes casos o proponente deve apresentar o textocompleto da especificaccedilatildeo proposta em portuguecircs ou em inglecircs
53 Quando o material proposto natildeo constar das especificaccedilotildees de sociedades de
normalizaccedilatildeo reconhecidas internacionalmente devem ser obedecidos os requisitos de 531ateacute 533
531 Deve ser adotada a sistemaacutetica de aprovaccedilatildeo do Coacutedigo ASME Seccedilatildeo VIII conformeos apecircndices correspondentes das Divisotildees 1 e 2
532 O proponente deve apresentar as informaccedilotildees de 5321 ateacute 5325
5321 Acrescentar o texto completo das especificaccedilotildees dos materiais de preferecircncia dentrodo modelo descrito nas especificaccedilotildees da ASTM incluindo no miacutenimo processos defabricaccedilatildeo composiccedilatildeo quiacutemica propriedades fiacutesicas e quiacutemicas tratamentos teacutermicosnecessaacuterios toleracircncias ensaios quiacutemicos e mecacircnicos acabamento condiccedilotildees de aceitaccedilatildeo erejeiccedilatildeo
5322 Apresentar a comprovaccedilatildeo da submissatildeo do material agrave ASTM ou de ldquoCode Caserdquoaprovando o uso do material
5323 Indicar propriedades mecacircnicas limites de ruptura e escoamento para vaacuteriastemperaturas de serviccedilo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1546
N-253 REV H SET 98
14
5324 Indicar a necessidade ou natildeo de tratamento teacutermico para aliacutevio de tensotildees ou correccedilatildeode caracteriacutesticas metaluacutergicas alteradas devido agraves operaccedilotildees de fabricaccedilatildeo tais comoforjamento e soldagem e as condiccedilotildees de realizaccedilatildeo desses tratamentos Em qualquer caso
deve ser plenamente justificada a necessidade ou natildeo do tratamento teacutermico
5325 Fornecer a relaccedilatildeo dos vasos de pressatildeo existentes construiacutedos com o materialproposto Essa relaccedilatildeo deve indicar em cada caso os seguintes dados forma geomeacutetricadimensotildees pressatildeo e temperatura de projeto serviccedilo nome do usuaacuterio e do fabricante localda instalaccedilatildeo e data de entrada em serviccedilo
533 A utilizaccedilatildeo do material proposto estaacute condicionada agrave aprovaccedilatildeo da PETROBRAS
54 Os accedilos para as partes pressurizadas devem apresentar teor de carbono natildeo superior a030 sendo que para as chapas dos cascos e tampos exige-se que o teor de carbono natildeoseja superior a 026 Accedilos com teor de carbono superior aos limites acima podem serempregados somente nos seguintes casos
a) partes natildeo soldadas tais como flanges cegos e tampos de bocas de visitab) chapas com espessura superior a 50 mm
55 O emprego de accedilos contendo outros elementos de liga aleacutem do manganecircs e siliacutecio eoucom limites de resistecircncia superior a 485 MPa (70 psi) (valor nominal constante daespecificaccedilatildeo do material) bem como de accedilos temperados e revenidos estaacute sujeito a aprovaccedilatildeopreacutevia da PETROBRAS
56 Independentemente dos limites da temperatura estabelecidos no coacutedigo ASME Sec VIIIDiv 1 os materiais indicados na TABELA 3 soacute devem em princiacutepio ser empregados emserviccedilo contiacutenuo para temperaturas ateacute os limites dados nessa TABELA Permite-se oemprego em temperaturas superiores para condiccedilotildees eventuais e de curta duraccedilatildeo ou quandonatildeo houver outra alternativa teacutecnica ou economicamente viaacutevel Em qualquer caso eacute
necessaacuteria a aprovaccedilatildeo da PETROBRAS Os limites para as partes pressurizadas estatildeoprincipalmente baseados em funccedilatildeo da resistecircncia mecacircnica (resistecircncia a fluecircncia) do materialOs limites para as partes natildeo pressurizadas estatildeo baseados na temperatura de escamaccedilatildeo domaterial (scaling temperature)
57 A TABELA 4 mostra os criteacuterios baacutesicos para especificaccedilatildeo de materiais para as diversaspartes dos vasos de pressatildeo Esses criteacuterios dever ser obedecidos exceto quando forespecificado de outra forma para um determinado vaso As classes das partes dos vasos citadosna primeira coluna da TABELA 4 satildeo descritas de 571 ateacute 576
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1646
N-253 REV H SET 98
15
TABELA 3 - TEMPERATURAS LIMITES
Materiais
Temperatura Maacutexima de Operaccedilatildeo
(degC)Partes Pressurizadas Partes Natildeo Pressurizadas
Accedilos-Carbono qualidade estruturalAccedilos-Carbono natildeo acalmados(materiais qualificados)Accedilos-Carbono acalmados com SiAccedilos-Liga 12 MoAccedilos-Liga 1 14 Cr - 12 MoAccedilos-Liga 2 14 Cr -1 MoAccedilos-Liga 5 Cr - 12 MoAccedilos Inoxidaacuteveis 405 410 410S 3)Accedilos Inoxidaacuteveis 304 316 (1) 2)Accedilos Inoxidaacuteveis 304L 316LAccedilos Inoxidaacutevel 310 2)
150
400450500530530480480600400600
530
530530530550570600700800800
1100
Notas 1) Para temperaturas de projeto superiores a 550degC recomenda-se o uso de accedilosinoxidaacuteveis tipo ldquoHrdquo
2) Chama-se atenccedilatildeo para a possibilidade de formaccedilatildeo de ldquoFase Sigmardquo para
temperaturas acima de 600degC resultando em severa fragilizaccedilatildeo do material Essamudanccedila na estrutura metaluacutergica ocorre principalmente para os accedilos tipos 316 e310
3) Esses materiais satildeo suscetiacuteveis de sofrer fragilizaccedilatildeo operando em torno de 475degCpor periacuteodos longos
571 Classe I
Partes da parede de pressatildeo do vaso em contacto com o fluido de processo (cascos tampospescoccedilos de bocais flanges flanges cegos e outros) e outras partes pressurizadas em contactocom o fluido de processo (espelhos pex) Esta classe inclui tambeacutem as partes internassoldadas aos vasos e submetidas a esforccedilos principais (aneacuteis chapas e outros elementos desuporte de bandejas grades tampos internos e outros) Esta classe inclui tambeacutem os reforccedilos(de qualquer tipo) das aberturas na parede de pressatildeo do vaso
572 Classe II
Partes da parede de pressatildeo do vaso natildeo em contacto com o fluido de processo exceto osreforccedilos das aberturas (incluiacutedos na Classe I) reforccedilos externos reforccedilos de vaacutecuo e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1246
N-253 REV H SET 98
11
4432 As cargas de vento e terremoto natildeo precisam ser combinadas com as cargas de curtaduraccedilatildeo
4433 Para partes natildeo pressurizadas pode ser considerada a tensatildeo admissiacutevel baacutesicaacrescida de 33 13
4434 Os efeitos das condiccedilotildees de curta duraccedilatildeo devem ser analisadas em cada caso
4435 As tensotildees admissiacuteveis do Coacutedigo de projeto natildeo podem ser ultrapassadas devendo ascondiccedilotildees de peso maacuteximo constar dos dados para projeto de fundaccedilotildees
444 Exceto quando especificado de outra forma na Folha de Dados do vaso as cargasdevidas ao vento devem ser calculadas de acordo com a norma ABNT NBR 6123
445 Para os vasos de pressatildeo projetados de acordo com a norma ASME Seccedilatildeo VIIIDivisatildeo 1 os conceitos de pressatildeo e temperatura de operaccedilatildeo pressatildeo e temperatura deprojeto pressatildeo de teste hidrostaacutetico e pressatildeo maacutexima de trabalho admissiacutevel devem serentendidos como definidos no projeto
446 Para os vasos construiacutedos de accedilos inoxidaacuteveis austeniacuteticos devem ser adotados osvalores de 4461 e 4462 para as tensotildees admissiacuteveis
4461 Para o casco tampos e outras partes do vaso para as quais pequenas deformaccedilotildeespermanentes natildeo sejam prejudiciais adotar valores mais altos das tensotildees admissiacuteveis de acordocom a Nota (1) da Tabela UHA-23 do coacutedigo ASME Sec VIII Div 1
4462 Para os flanges espelhos e outras partes do vaso que podem estar sujeitos avazamento ou mau funcionamento devido a pequenas deformaccedilotildees permanentes adotar
valores baixos das tensotildees admissiacuteveis de acordo com a mesma Nota e TABELA de 4461
45 Vida Uacutetil de Projeto
Exceto quando especificado de outra forma devem ser considerados os valores miacutenimos daTABELA 2 para o tempo de vida uacutetil dos vasos de pressatildeo Esses tempos de vida uacutetil devemser empregados como base para a seleccedilatildeo de materiais determinaccedilatildeo de sobreespessuras paracorrosatildeo e erosatildeo caacutelculo de fadiga e de deformaccedilotildees por fluecircncia e qualquer outro criteacuteriobaseado no fator tempo Quando for teacutecnica ou economicamente inviaacutevel atender a esses
tempos de vida a PETROBRAS deve decidir em cada caso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1346
N-253 REV H SET 98
12
TABELA 2 - VIDA UacuteTIL DOS VASOS DE PRESSAtildeO
Classes de Equipamentos
Refinarias Terminais e
outras Instalaccedilotildees NatildeoPetroquiacutemicas Unidades Petroquiacutemicas
Equipamentos de grande portegrande custo ou essenciais aofuncionamento da unidadeindustrial (reatores torrespermutadores ou vasosimportantes)
20 anos 15 anos
Outros equipamentos natildeoincluiacutedos na classe acima
15 anos 10 anos
Peccedilas desmontaacuteveis ou dereposiccedilatildeo (feixes tubularesinternos de torres e outros)
8 anos 5 anos
46 Pressatildeo Maacutexima Admissiacutevel de Trabalho
Eacute obrigatoacuterio o caacutelculo da pressatildeo maacutexima admissiacutevel de trabalho (PMAT) (MaximumAllowable Working Pressure MAWP) e a indicaccedilatildeo da parte do vaso que limita essa pressatildeopara todos os vasos projetados de acordo com o coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 Apressatildeo maacutexima admissiacutevel de trabalho deve ser sempre calculada no projeto do vaso
47 Flecha em Vasos Verticais
Para vasos verticais a flecha maacutexima devida ao vento natildeo deve exceder 1200 da altura dovaso
48 Radiografia das Juntas Soldadas
Para qualquer vaso de pressatildeo eacute obrigatoacuterio que todas as juntas soldadas do casco e tampos
tenham pelo menos inspeccedilatildeo radiograacutefica por pontos (spot) natildeo sendo admitidas as soldas natildeoradiografadas mesmo nos casos em que o coacutedigo ASME Sec VIII Div 1 permita esse tipo desoldas
49 Acessoacuterios de Compressores Alternativos
Os equipamentos para amortecimento de pulsaccedilotildees resfriadores inter-estaacutegio (intercoolers) eresfriadores posteriores (aftercoolers) pertencentes a sistemas de compressores alternativosdevem obedecer tambeacutem aos requisitos da norma API RP 618 Os permutadores do sistema delubrificaccedilatildeo quando o compressor for situado em unidades de refino devem atender ao
TEMA ldquoRrdquo em outros locais admite-se para esse permutador de calor o TEMA ldquoCrdquo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1446
N-253 REV H SET 98
13
410 Vibraccedilotildees Induzidas pelo Vento
Deve ser verificado o efeito de vibraccedilotildees induzidas pelo vento em vasos verticais na direccedilatildeo
do vento e na direccedilatildeo perpendicular ao mesmo As cargas devem ser conforme a normaABNT NBR 6123
5 MATERIAIS
51 Para os cascos tampos e todas as outras partes do vaso submetidas agrave pressatildeo exige-sesempre que sejam especificados no projeto materiais qualificados Como regra geral soacute satildeoadmitidos materiais qualificados reconhecidos pelo coacutedigo ASME Seccedilatildeo II (partes A B e C) eSeccedilatildeo VIII admitindo-se materiais ASTM detalhando-se os seus desvios para aprovaccedilatildeo pelaPETROBRAS
52 A aceitaccedilatildeo de materiais equivalentes ao do coacutedigo ASME ou de acordo com outrasnormas estaacute sujeita agrave aprovaccedilatildeo da PETROBRAS devendo os materiais natildeo relacionados nocoacutedigo ASME Seccedilatildeo II constar de especificaccedilotildees de sociedades de normalizaccedilatildeo reconhecidasinternacionalmente (Ex BS DIN JIS) Nestes casos o proponente deve apresentar o textocompleto da especificaccedilatildeo proposta em portuguecircs ou em inglecircs
53 Quando o material proposto natildeo constar das especificaccedilotildees de sociedades de
normalizaccedilatildeo reconhecidas internacionalmente devem ser obedecidos os requisitos de 531ateacute 533
531 Deve ser adotada a sistemaacutetica de aprovaccedilatildeo do Coacutedigo ASME Seccedilatildeo VIII conformeos apecircndices correspondentes das Divisotildees 1 e 2
532 O proponente deve apresentar as informaccedilotildees de 5321 ateacute 5325
5321 Acrescentar o texto completo das especificaccedilotildees dos materiais de preferecircncia dentrodo modelo descrito nas especificaccedilotildees da ASTM incluindo no miacutenimo processos defabricaccedilatildeo composiccedilatildeo quiacutemica propriedades fiacutesicas e quiacutemicas tratamentos teacutermicosnecessaacuterios toleracircncias ensaios quiacutemicos e mecacircnicos acabamento condiccedilotildees de aceitaccedilatildeo erejeiccedilatildeo
5322 Apresentar a comprovaccedilatildeo da submissatildeo do material agrave ASTM ou de ldquoCode Caserdquoaprovando o uso do material
5323 Indicar propriedades mecacircnicas limites de ruptura e escoamento para vaacuteriastemperaturas de serviccedilo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1546
N-253 REV H SET 98
14
5324 Indicar a necessidade ou natildeo de tratamento teacutermico para aliacutevio de tensotildees ou correccedilatildeode caracteriacutesticas metaluacutergicas alteradas devido agraves operaccedilotildees de fabricaccedilatildeo tais comoforjamento e soldagem e as condiccedilotildees de realizaccedilatildeo desses tratamentos Em qualquer caso
deve ser plenamente justificada a necessidade ou natildeo do tratamento teacutermico
5325 Fornecer a relaccedilatildeo dos vasos de pressatildeo existentes construiacutedos com o materialproposto Essa relaccedilatildeo deve indicar em cada caso os seguintes dados forma geomeacutetricadimensotildees pressatildeo e temperatura de projeto serviccedilo nome do usuaacuterio e do fabricante localda instalaccedilatildeo e data de entrada em serviccedilo
533 A utilizaccedilatildeo do material proposto estaacute condicionada agrave aprovaccedilatildeo da PETROBRAS
54 Os accedilos para as partes pressurizadas devem apresentar teor de carbono natildeo superior a030 sendo que para as chapas dos cascos e tampos exige-se que o teor de carbono natildeoseja superior a 026 Accedilos com teor de carbono superior aos limites acima podem serempregados somente nos seguintes casos
a) partes natildeo soldadas tais como flanges cegos e tampos de bocas de visitab) chapas com espessura superior a 50 mm
55 O emprego de accedilos contendo outros elementos de liga aleacutem do manganecircs e siliacutecio eoucom limites de resistecircncia superior a 485 MPa (70 psi) (valor nominal constante daespecificaccedilatildeo do material) bem como de accedilos temperados e revenidos estaacute sujeito a aprovaccedilatildeopreacutevia da PETROBRAS
56 Independentemente dos limites da temperatura estabelecidos no coacutedigo ASME Sec VIIIDiv 1 os materiais indicados na TABELA 3 soacute devem em princiacutepio ser empregados emserviccedilo contiacutenuo para temperaturas ateacute os limites dados nessa TABELA Permite-se oemprego em temperaturas superiores para condiccedilotildees eventuais e de curta duraccedilatildeo ou quandonatildeo houver outra alternativa teacutecnica ou economicamente viaacutevel Em qualquer caso eacute
necessaacuteria a aprovaccedilatildeo da PETROBRAS Os limites para as partes pressurizadas estatildeoprincipalmente baseados em funccedilatildeo da resistecircncia mecacircnica (resistecircncia a fluecircncia) do materialOs limites para as partes natildeo pressurizadas estatildeo baseados na temperatura de escamaccedilatildeo domaterial (scaling temperature)
57 A TABELA 4 mostra os criteacuterios baacutesicos para especificaccedilatildeo de materiais para as diversaspartes dos vasos de pressatildeo Esses criteacuterios dever ser obedecidos exceto quando forespecificado de outra forma para um determinado vaso As classes das partes dos vasos citadosna primeira coluna da TABELA 4 satildeo descritas de 571 ateacute 576
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1646
N-253 REV H SET 98
15
TABELA 3 - TEMPERATURAS LIMITES
Materiais
Temperatura Maacutexima de Operaccedilatildeo
(degC)Partes Pressurizadas Partes Natildeo Pressurizadas
Accedilos-Carbono qualidade estruturalAccedilos-Carbono natildeo acalmados(materiais qualificados)Accedilos-Carbono acalmados com SiAccedilos-Liga 12 MoAccedilos-Liga 1 14 Cr - 12 MoAccedilos-Liga 2 14 Cr -1 MoAccedilos-Liga 5 Cr - 12 MoAccedilos Inoxidaacuteveis 405 410 410S 3)Accedilos Inoxidaacuteveis 304 316 (1) 2)Accedilos Inoxidaacuteveis 304L 316LAccedilos Inoxidaacutevel 310 2)
150
400450500530530480480600400600
530
530530530550570600700800800
1100
Notas 1) Para temperaturas de projeto superiores a 550degC recomenda-se o uso de accedilosinoxidaacuteveis tipo ldquoHrdquo
2) Chama-se atenccedilatildeo para a possibilidade de formaccedilatildeo de ldquoFase Sigmardquo para
temperaturas acima de 600degC resultando em severa fragilizaccedilatildeo do material Essamudanccedila na estrutura metaluacutergica ocorre principalmente para os accedilos tipos 316 e310
3) Esses materiais satildeo suscetiacuteveis de sofrer fragilizaccedilatildeo operando em torno de 475degCpor periacuteodos longos
571 Classe I
Partes da parede de pressatildeo do vaso em contacto com o fluido de processo (cascos tampospescoccedilos de bocais flanges flanges cegos e outros) e outras partes pressurizadas em contactocom o fluido de processo (espelhos pex) Esta classe inclui tambeacutem as partes internassoldadas aos vasos e submetidas a esforccedilos principais (aneacuteis chapas e outros elementos desuporte de bandejas grades tampos internos e outros) Esta classe inclui tambeacutem os reforccedilos(de qualquer tipo) das aberturas na parede de pressatildeo do vaso
572 Classe II
Partes da parede de pressatildeo do vaso natildeo em contacto com o fluido de processo exceto osreforccedilos das aberturas (incluiacutedos na Classe I) reforccedilos externos reforccedilos de vaacutecuo e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
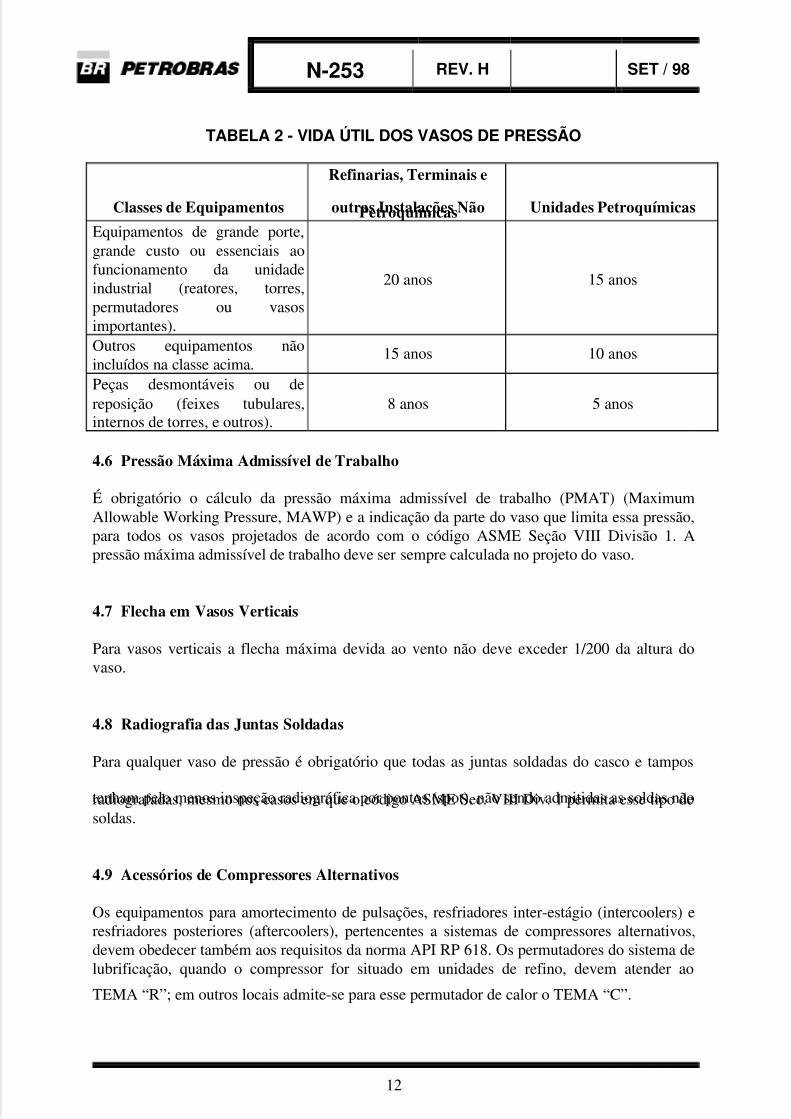
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1346
N-253 REV H SET 98
12
TABELA 2 - VIDA UacuteTIL DOS VASOS DE PRESSAtildeO
Classes de Equipamentos
Refinarias Terminais e
outras Instalaccedilotildees NatildeoPetroquiacutemicas Unidades Petroquiacutemicas
Equipamentos de grande portegrande custo ou essenciais aofuncionamento da unidadeindustrial (reatores torrespermutadores ou vasosimportantes)
20 anos 15 anos
Outros equipamentos natildeoincluiacutedos na classe acima
15 anos 10 anos
Peccedilas desmontaacuteveis ou dereposiccedilatildeo (feixes tubularesinternos de torres e outros)
8 anos 5 anos
46 Pressatildeo Maacutexima Admissiacutevel de Trabalho
Eacute obrigatoacuterio o caacutelculo da pressatildeo maacutexima admissiacutevel de trabalho (PMAT) (MaximumAllowable Working Pressure MAWP) e a indicaccedilatildeo da parte do vaso que limita essa pressatildeopara todos os vasos projetados de acordo com o coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 Apressatildeo maacutexima admissiacutevel de trabalho deve ser sempre calculada no projeto do vaso
47 Flecha em Vasos Verticais
Para vasos verticais a flecha maacutexima devida ao vento natildeo deve exceder 1200 da altura dovaso
48 Radiografia das Juntas Soldadas
Para qualquer vaso de pressatildeo eacute obrigatoacuterio que todas as juntas soldadas do casco e tampos
tenham pelo menos inspeccedilatildeo radiograacutefica por pontos (spot) natildeo sendo admitidas as soldas natildeoradiografadas mesmo nos casos em que o coacutedigo ASME Sec VIII Div 1 permita esse tipo desoldas
49 Acessoacuterios de Compressores Alternativos
Os equipamentos para amortecimento de pulsaccedilotildees resfriadores inter-estaacutegio (intercoolers) eresfriadores posteriores (aftercoolers) pertencentes a sistemas de compressores alternativosdevem obedecer tambeacutem aos requisitos da norma API RP 618 Os permutadores do sistema delubrificaccedilatildeo quando o compressor for situado em unidades de refino devem atender ao
TEMA ldquoRrdquo em outros locais admite-se para esse permutador de calor o TEMA ldquoCrdquo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1446
N-253 REV H SET 98
13
410 Vibraccedilotildees Induzidas pelo Vento
Deve ser verificado o efeito de vibraccedilotildees induzidas pelo vento em vasos verticais na direccedilatildeo
do vento e na direccedilatildeo perpendicular ao mesmo As cargas devem ser conforme a normaABNT NBR 6123
5 MATERIAIS
51 Para os cascos tampos e todas as outras partes do vaso submetidas agrave pressatildeo exige-sesempre que sejam especificados no projeto materiais qualificados Como regra geral soacute satildeoadmitidos materiais qualificados reconhecidos pelo coacutedigo ASME Seccedilatildeo II (partes A B e C) eSeccedilatildeo VIII admitindo-se materiais ASTM detalhando-se os seus desvios para aprovaccedilatildeo pelaPETROBRAS
52 A aceitaccedilatildeo de materiais equivalentes ao do coacutedigo ASME ou de acordo com outrasnormas estaacute sujeita agrave aprovaccedilatildeo da PETROBRAS devendo os materiais natildeo relacionados nocoacutedigo ASME Seccedilatildeo II constar de especificaccedilotildees de sociedades de normalizaccedilatildeo reconhecidasinternacionalmente (Ex BS DIN JIS) Nestes casos o proponente deve apresentar o textocompleto da especificaccedilatildeo proposta em portuguecircs ou em inglecircs
53 Quando o material proposto natildeo constar das especificaccedilotildees de sociedades de
normalizaccedilatildeo reconhecidas internacionalmente devem ser obedecidos os requisitos de 531ateacute 533
531 Deve ser adotada a sistemaacutetica de aprovaccedilatildeo do Coacutedigo ASME Seccedilatildeo VIII conformeos apecircndices correspondentes das Divisotildees 1 e 2
532 O proponente deve apresentar as informaccedilotildees de 5321 ateacute 5325
5321 Acrescentar o texto completo das especificaccedilotildees dos materiais de preferecircncia dentrodo modelo descrito nas especificaccedilotildees da ASTM incluindo no miacutenimo processos defabricaccedilatildeo composiccedilatildeo quiacutemica propriedades fiacutesicas e quiacutemicas tratamentos teacutermicosnecessaacuterios toleracircncias ensaios quiacutemicos e mecacircnicos acabamento condiccedilotildees de aceitaccedilatildeo erejeiccedilatildeo
5322 Apresentar a comprovaccedilatildeo da submissatildeo do material agrave ASTM ou de ldquoCode Caserdquoaprovando o uso do material
5323 Indicar propriedades mecacircnicas limites de ruptura e escoamento para vaacuteriastemperaturas de serviccedilo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1546
N-253 REV H SET 98
14
5324 Indicar a necessidade ou natildeo de tratamento teacutermico para aliacutevio de tensotildees ou correccedilatildeode caracteriacutesticas metaluacutergicas alteradas devido agraves operaccedilotildees de fabricaccedilatildeo tais comoforjamento e soldagem e as condiccedilotildees de realizaccedilatildeo desses tratamentos Em qualquer caso
deve ser plenamente justificada a necessidade ou natildeo do tratamento teacutermico
5325 Fornecer a relaccedilatildeo dos vasos de pressatildeo existentes construiacutedos com o materialproposto Essa relaccedilatildeo deve indicar em cada caso os seguintes dados forma geomeacutetricadimensotildees pressatildeo e temperatura de projeto serviccedilo nome do usuaacuterio e do fabricante localda instalaccedilatildeo e data de entrada em serviccedilo
533 A utilizaccedilatildeo do material proposto estaacute condicionada agrave aprovaccedilatildeo da PETROBRAS
54 Os accedilos para as partes pressurizadas devem apresentar teor de carbono natildeo superior a030 sendo que para as chapas dos cascos e tampos exige-se que o teor de carbono natildeoseja superior a 026 Accedilos com teor de carbono superior aos limites acima podem serempregados somente nos seguintes casos
a) partes natildeo soldadas tais como flanges cegos e tampos de bocas de visitab) chapas com espessura superior a 50 mm
55 O emprego de accedilos contendo outros elementos de liga aleacutem do manganecircs e siliacutecio eoucom limites de resistecircncia superior a 485 MPa (70 psi) (valor nominal constante daespecificaccedilatildeo do material) bem como de accedilos temperados e revenidos estaacute sujeito a aprovaccedilatildeopreacutevia da PETROBRAS
56 Independentemente dos limites da temperatura estabelecidos no coacutedigo ASME Sec VIIIDiv 1 os materiais indicados na TABELA 3 soacute devem em princiacutepio ser empregados emserviccedilo contiacutenuo para temperaturas ateacute os limites dados nessa TABELA Permite-se oemprego em temperaturas superiores para condiccedilotildees eventuais e de curta duraccedilatildeo ou quandonatildeo houver outra alternativa teacutecnica ou economicamente viaacutevel Em qualquer caso eacute
necessaacuteria a aprovaccedilatildeo da PETROBRAS Os limites para as partes pressurizadas estatildeoprincipalmente baseados em funccedilatildeo da resistecircncia mecacircnica (resistecircncia a fluecircncia) do materialOs limites para as partes natildeo pressurizadas estatildeo baseados na temperatura de escamaccedilatildeo domaterial (scaling temperature)
57 A TABELA 4 mostra os criteacuterios baacutesicos para especificaccedilatildeo de materiais para as diversaspartes dos vasos de pressatildeo Esses criteacuterios dever ser obedecidos exceto quando forespecificado de outra forma para um determinado vaso As classes das partes dos vasos citadosna primeira coluna da TABELA 4 satildeo descritas de 571 ateacute 576
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1646
N-253 REV H SET 98
15
TABELA 3 - TEMPERATURAS LIMITES
Materiais
Temperatura Maacutexima de Operaccedilatildeo
(degC)Partes Pressurizadas Partes Natildeo Pressurizadas
Accedilos-Carbono qualidade estruturalAccedilos-Carbono natildeo acalmados(materiais qualificados)Accedilos-Carbono acalmados com SiAccedilos-Liga 12 MoAccedilos-Liga 1 14 Cr - 12 MoAccedilos-Liga 2 14 Cr -1 MoAccedilos-Liga 5 Cr - 12 MoAccedilos Inoxidaacuteveis 405 410 410S 3)Accedilos Inoxidaacuteveis 304 316 (1) 2)Accedilos Inoxidaacuteveis 304L 316LAccedilos Inoxidaacutevel 310 2)
150
400450500530530480480600400600
530
530530530550570600700800800
1100
Notas 1) Para temperaturas de projeto superiores a 550degC recomenda-se o uso de accedilosinoxidaacuteveis tipo ldquoHrdquo
2) Chama-se atenccedilatildeo para a possibilidade de formaccedilatildeo de ldquoFase Sigmardquo para
temperaturas acima de 600degC resultando em severa fragilizaccedilatildeo do material Essamudanccedila na estrutura metaluacutergica ocorre principalmente para os accedilos tipos 316 e310
3) Esses materiais satildeo suscetiacuteveis de sofrer fragilizaccedilatildeo operando em torno de 475degCpor periacuteodos longos
571 Classe I
Partes da parede de pressatildeo do vaso em contacto com o fluido de processo (cascos tampospescoccedilos de bocais flanges flanges cegos e outros) e outras partes pressurizadas em contactocom o fluido de processo (espelhos pex) Esta classe inclui tambeacutem as partes internassoldadas aos vasos e submetidas a esforccedilos principais (aneacuteis chapas e outros elementos desuporte de bandejas grades tampos internos e outros) Esta classe inclui tambeacutem os reforccedilos(de qualquer tipo) das aberturas na parede de pressatildeo do vaso
572 Classe II
Partes da parede de pressatildeo do vaso natildeo em contacto com o fluido de processo exceto osreforccedilos das aberturas (incluiacutedos na Classe I) reforccedilos externos reforccedilos de vaacutecuo e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1446
N-253 REV H SET 98
13
410 Vibraccedilotildees Induzidas pelo Vento
Deve ser verificado o efeito de vibraccedilotildees induzidas pelo vento em vasos verticais na direccedilatildeo
do vento e na direccedilatildeo perpendicular ao mesmo As cargas devem ser conforme a normaABNT NBR 6123
5 MATERIAIS
51 Para os cascos tampos e todas as outras partes do vaso submetidas agrave pressatildeo exige-sesempre que sejam especificados no projeto materiais qualificados Como regra geral soacute satildeoadmitidos materiais qualificados reconhecidos pelo coacutedigo ASME Seccedilatildeo II (partes A B e C) eSeccedilatildeo VIII admitindo-se materiais ASTM detalhando-se os seus desvios para aprovaccedilatildeo pelaPETROBRAS
52 A aceitaccedilatildeo de materiais equivalentes ao do coacutedigo ASME ou de acordo com outrasnormas estaacute sujeita agrave aprovaccedilatildeo da PETROBRAS devendo os materiais natildeo relacionados nocoacutedigo ASME Seccedilatildeo II constar de especificaccedilotildees de sociedades de normalizaccedilatildeo reconhecidasinternacionalmente (Ex BS DIN JIS) Nestes casos o proponente deve apresentar o textocompleto da especificaccedilatildeo proposta em portuguecircs ou em inglecircs
53 Quando o material proposto natildeo constar das especificaccedilotildees de sociedades de
normalizaccedilatildeo reconhecidas internacionalmente devem ser obedecidos os requisitos de 531ateacute 533
531 Deve ser adotada a sistemaacutetica de aprovaccedilatildeo do Coacutedigo ASME Seccedilatildeo VIII conformeos apecircndices correspondentes das Divisotildees 1 e 2
532 O proponente deve apresentar as informaccedilotildees de 5321 ateacute 5325
5321 Acrescentar o texto completo das especificaccedilotildees dos materiais de preferecircncia dentrodo modelo descrito nas especificaccedilotildees da ASTM incluindo no miacutenimo processos defabricaccedilatildeo composiccedilatildeo quiacutemica propriedades fiacutesicas e quiacutemicas tratamentos teacutermicosnecessaacuterios toleracircncias ensaios quiacutemicos e mecacircnicos acabamento condiccedilotildees de aceitaccedilatildeo erejeiccedilatildeo
5322 Apresentar a comprovaccedilatildeo da submissatildeo do material agrave ASTM ou de ldquoCode Caserdquoaprovando o uso do material
5323 Indicar propriedades mecacircnicas limites de ruptura e escoamento para vaacuteriastemperaturas de serviccedilo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1546
N-253 REV H SET 98
14
5324 Indicar a necessidade ou natildeo de tratamento teacutermico para aliacutevio de tensotildees ou correccedilatildeode caracteriacutesticas metaluacutergicas alteradas devido agraves operaccedilotildees de fabricaccedilatildeo tais comoforjamento e soldagem e as condiccedilotildees de realizaccedilatildeo desses tratamentos Em qualquer caso
deve ser plenamente justificada a necessidade ou natildeo do tratamento teacutermico
5325 Fornecer a relaccedilatildeo dos vasos de pressatildeo existentes construiacutedos com o materialproposto Essa relaccedilatildeo deve indicar em cada caso os seguintes dados forma geomeacutetricadimensotildees pressatildeo e temperatura de projeto serviccedilo nome do usuaacuterio e do fabricante localda instalaccedilatildeo e data de entrada em serviccedilo
533 A utilizaccedilatildeo do material proposto estaacute condicionada agrave aprovaccedilatildeo da PETROBRAS
54 Os accedilos para as partes pressurizadas devem apresentar teor de carbono natildeo superior a030 sendo que para as chapas dos cascos e tampos exige-se que o teor de carbono natildeoseja superior a 026 Accedilos com teor de carbono superior aos limites acima podem serempregados somente nos seguintes casos
a) partes natildeo soldadas tais como flanges cegos e tampos de bocas de visitab) chapas com espessura superior a 50 mm
55 O emprego de accedilos contendo outros elementos de liga aleacutem do manganecircs e siliacutecio eoucom limites de resistecircncia superior a 485 MPa (70 psi) (valor nominal constante daespecificaccedilatildeo do material) bem como de accedilos temperados e revenidos estaacute sujeito a aprovaccedilatildeopreacutevia da PETROBRAS
56 Independentemente dos limites da temperatura estabelecidos no coacutedigo ASME Sec VIIIDiv 1 os materiais indicados na TABELA 3 soacute devem em princiacutepio ser empregados emserviccedilo contiacutenuo para temperaturas ateacute os limites dados nessa TABELA Permite-se oemprego em temperaturas superiores para condiccedilotildees eventuais e de curta duraccedilatildeo ou quandonatildeo houver outra alternativa teacutecnica ou economicamente viaacutevel Em qualquer caso eacute
necessaacuteria a aprovaccedilatildeo da PETROBRAS Os limites para as partes pressurizadas estatildeoprincipalmente baseados em funccedilatildeo da resistecircncia mecacircnica (resistecircncia a fluecircncia) do materialOs limites para as partes natildeo pressurizadas estatildeo baseados na temperatura de escamaccedilatildeo domaterial (scaling temperature)
57 A TABELA 4 mostra os criteacuterios baacutesicos para especificaccedilatildeo de materiais para as diversaspartes dos vasos de pressatildeo Esses criteacuterios dever ser obedecidos exceto quando forespecificado de outra forma para um determinado vaso As classes das partes dos vasos citadosna primeira coluna da TABELA 4 satildeo descritas de 571 ateacute 576
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1646
N-253 REV H SET 98
15
TABELA 3 - TEMPERATURAS LIMITES
Materiais
Temperatura Maacutexima de Operaccedilatildeo
(degC)Partes Pressurizadas Partes Natildeo Pressurizadas
Accedilos-Carbono qualidade estruturalAccedilos-Carbono natildeo acalmados(materiais qualificados)Accedilos-Carbono acalmados com SiAccedilos-Liga 12 MoAccedilos-Liga 1 14 Cr - 12 MoAccedilos-Liga 2 14 Cr -1 MoAccedilos-Liga 5 Cr - 12 MoAccedilos Inoxidaacuteveis 405 410 410S 3)Accedilos Inoxidaacuteveis 304 316 (1) 2)Accedilos Inoxidaacuteveis 304L 316LAccedilos Inoxidaacutevel 310 2)
150
400450500530530480480600400600
530
530530530550570600700800800
1100
Notas 1) Para temperaturas de projeto superiores a 550degC recomenda-se o uso de accedilosinoxidaacuteveis tipo ldquoHrdquo
2) Chama-se atenccedilatildeo para a possibilidade de formaccedilatildeo de ldquoFase Sigmardquo para
temperaturas acima de 600degC resultando em severa fragilizaccedilatildeo do material Essamudanccedila na estrutura metaluacutergica ocorre principalmente para os accedilos tipos 316 e310
3) Esses materiais satildeo suscetiacuteveis de sofrer fragilizaccedilatildeo operando em torno de 475degCpor periacuteodos longos
571 Classe I
Partes da parede de pressatildeo do vaso em contacto com o fluido de processo (cascos tampospescoccedilos de bocais flanges flanges cegos e outros) e outras partes pressurizadas em contactocom o fluido de processo (espelhos pex) Esta classe inclui tambeacutem as partes internassoldadas aos vasos e submetidas a esforccedilos principais (aneacuteis chapas e outros elementos desuporte de bandejas grades tampos internos e outros) Esta classe inclui tambeacutem os reforccedilos(de qualquer tipo) das aberturas na parede de pressatildeo do vaso
572 Classe II
Partes da parede de pressatildeo do vaso natildeo em contacto com o fluido de processo exceto osreforccedilos das aberturas (incluiacutedos na Classe I) reforccedilos externos reforccedilos de vaacutecuo e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1546
N-253 REV H SET 98
14
5324 Indicar a necessidade ou natildeo de tratamento teacutermico para aliacutevio de tensotildees ou correccedilatildeode caracteriacutesticas metaluacutergicas alteradas devido agraves operaccedilotildees de fabricaccedilatildeo tais comoforjamento e soldagem e as condiccedilotildees de realizaccedilatildeo desses tratamentos Em qualquer caso
deve ser plenamente justificada a necessidade ou natildeo do tratamento teacutermico
5325 Fornecer a relaccedilatildeo dos vasos de pressatildeo existentes construiacutedos com o materialproposto Essa relaccedilatildeo deve indicar em cada caso os seguintes dados forma geomeacutetricadimensotildees pressatildeo e temperatura de projeto serviccedilo nome do usuaacuterio e do fabricante localda instalaccedilatildeo e data de entrada em serviccedilo
533 A utilizaccedilatildeo do material proposto estaacute condicionada agrave aprovaccedilatildeo da PETROBRAS
54 Os accedilos para as partes pressurizadas devem apresentar teor de carbono natildeo superior a030 sendo que para as chapas dos cascos e tampos exige-se que o teor de carbono natildeoseja superior a 026 Accedilos com teor de carbono superior aos limites acima podem serempregados somente nos seguintes casos
a) partes natildeo soldadas tais como flanges cegos e tampos de bocas de visitab) chapas com espessura superior a 50 mm
55 O emprego de accedilos contendo outros elementos de liga aleacutem do manganecircs e siliacutecio eoucom limites de resistecircncia superior a 485 MPa (70 psi) (valor nominal constante daespecificaccedilatildeo do material) bem como de accedilos temperados e revenidos estaacute sujeito a aprovaccedilatildeopreacutevia da PETROBRAS
56 Independentemente dos limites da temperatura estabelecidos no coacutedigo ASME Sec VIIIDiv 1 os materiais indicados na TABELA 3 soacute devem em princiacutepio ser empregados emserviccedilo contiacutenuo para temperaturas ateacute os limites dados nessa TABELA Permite-se oemprego em temperaturas superiores para condiccedilotildees eventuais e de curta duraccedilatildeo ou quandonatildeo houver outra alternativa teacutecnica ou economicamente viaacutevel Em qualquer caso eacute
necessaacuteria a aprovaccedilatildeo da PETROBRAS Os limites para as partes pressurizadas estatildeoprincipalmente baseados em funccedilatildeo da resistecircncia mecacircnica (resistecircncia a fluecircncia) do materialOs limites para as partes natildeo pressurizadas estatildeo baseados na temperatura de escamaccedilatildeo domaterial (scaling temperature)
57 A TABELA 4 mostra os criteacuterios baacutesicos para especificaccedilatildeo de materiais para as diversaspartes dos vasos de pressatildeo Esses criteacuterios dever ser obedecidos exceto quando forespecificado de outra forma para um determinado vaso As classes das partes dos vasos citadosna primeira coluna da TABELA 4 satildeo descritas de 571 ateacute 576
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1646
N-253 REV H SET 98
15
TABELA 3 - TEMPERATURAS LIMITES
Materiais
Temperatura Maacutexima de Operaccedilatildeo
(degC)Partes Pressurizadas Partes Natildeo Pressurizadas
Accedilos-Carbono qualidade estruturalAccedilos-Carbono natildeo acalmados(materiais qualificados)Accedilos-Carbono acalmados com SiAccedilos-Liga 12 MoAccedilos-Liga 1 14 Cr - 12 MoAccedilos-Liga 2 14 Cr -1 MoAccedilos-Liga 5 Cr - 12 MoAccedilos Inoxidaacuteveis 405 410 410S 3)Accedilos Inoxidaacuteveis 304 316 (1) 2)Accedilos Inoxidaacuteveis 304L 316LAccedilos Inoxidaacutevel 310 2)
150
400450500530530480480600400600
530
530530530550570600700800800
1100
Notas 1) Para temperaturas de projeto superiores a 550degC recomenda-se o uso de accedilosinoxidaacuteveis tipo ldquoHrdquo
2) Chama-se atenccedilatildeo para a possibilidade de formaccedilatildeo de ldquoFase Sigmardquo para
temperaturas acima de 600degC resultando em severa fragilizaccedilatildeo do material Essamudanccedila na estrutura metaluacutergica ocorre principalmente para os accedilos tipos 316 e310
3) Esses materiais satildeo suscetiacuteveis de sofrer fragilizaccedilatildeo operando em torno de 475degCpor periacuteodos longos
571 Classe I
Partes da parede de pressatildeo do vaso em contacto com o fluido de processo (cascos tampospescoccedilos de bocais flanges flanges cegos e outros) e outras partes pressurizadas em contactocom o fluido de processo (espelhos pex) Esta classe inclui tambeacutem as partes internassoldadas aos vasos e submetidas a esforccedilos principais (aneacuteis chapas e outros elementos desuporte de bandejas grades tampos internos e outros) Esta classe inclui tambeacutem os reforccedilos(de qualquer tipo) das aberturas na parede de pressatildeo do vaso
572 Classe II
Partes da parede de pressatildeo do vaso natildeo em contacto com o fluido de processo exceto osreforccedilos das aberturas (incluiacutedos na Classe I) reforccedilos externos reforccedilos de vaacutecuo e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
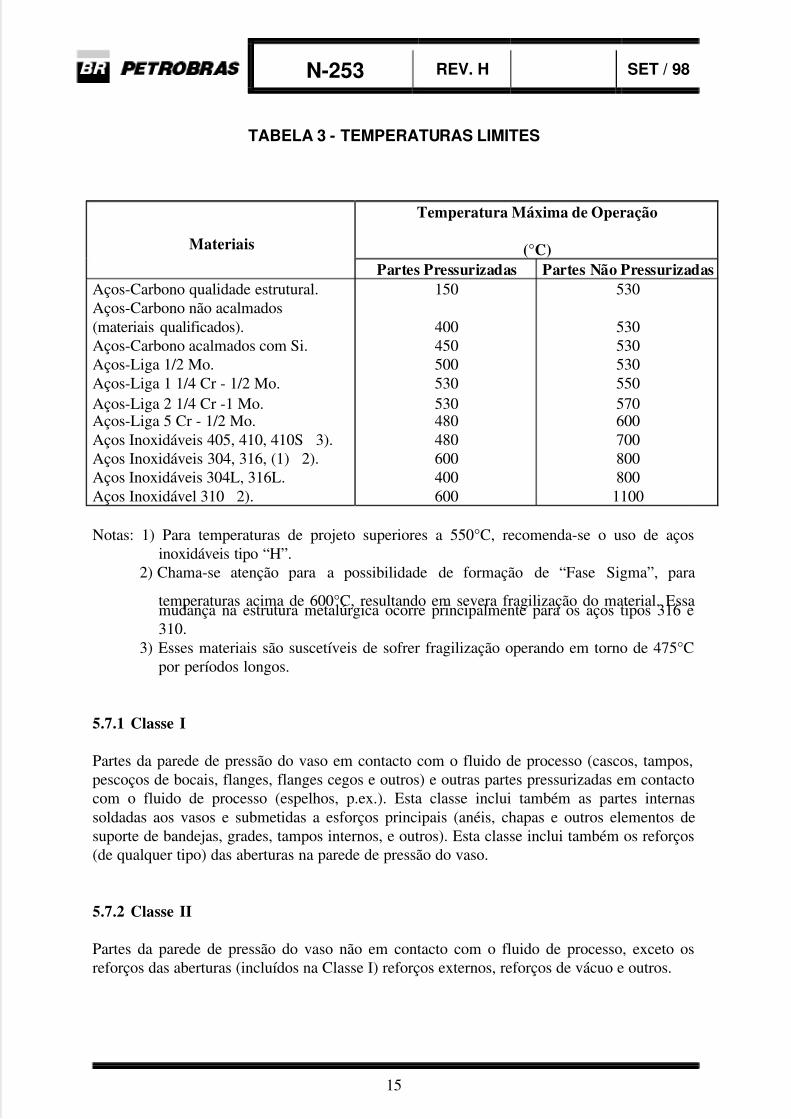
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1646
N-253 REV H SET 98
15
TABELA 3 - TEMPERATURAS LIMITES
Materiais
Temperatura Maacutexima de Operaccedilatildeo
(degC)Partes Pressurizadas Partes Natildeo Pressurizadas
Accedilos-Carbono qualidade estruturalAccedilos-Carbono natildeo acalmados(materiais qualificados)Accedilos-Carbono acalmados com SiAccedilos-Liga 12 MoAccedilos-Liga 1 14 Cr - 12 MoAccedilos-Liga 2 14 Cr -1 MoAccedilos-Liga 5 Cr - 12 MoAccedilos Inoxidaacuteveis 405 410 410S 3)Accedilos Inoxidaacuteveis 304 316 (1) 2)Accedilos Inoxidaacuteveis 304L 316LAccedilos Inoxidaacutevel 310 2)
150
400450500530530480480600400600
530
530530530550570600700800800
1100
Notas 1) Para temperaturas de projeto superiores a 550degC recomenda-se o uso de accedilosinoxidaacuteveis tipo ldquoHrdquo
2) Chama-se atenccedilatildeo para a possibilidade de formaccedilatildeo de ldquoFase Sigmardquo para
temperaturas acima de 600degC resultando em severa fragilizaccedilatildeo do material Essamudanccedila na estrutura metaluacutergica ocorre principalmente para os accedilos tipos 316 e310
3) Esses materiais satildeo suscetiacuteveis de sofrer fragilizaccedilatildeo operando em torno de 475degCpor periacuteodos longos
571 Classe I
Partes da parede de pressatildeo do vaso em contacto com o fluido de processo (cascos tampospescoccedilos de bocais flanges flanges cegos e outros) e outras partes pressurizadas em contactocom o fluido de processo (espelhos pex) Esta classe inclui tambeacutem as partes internassoldadas aos vasos e submetidas a esforccedilos principais (aneacuteis chapas e outros elementos desuporte de bandejas grades tampos internos e outros) Esta classe inclui tambeacutem os reforccedilos(de qualquer tipo) das aberturas na parede de pressatildeo do vaso
572 Classe II
Partes da parede de pressatildeo do vaso natildeo em contacto com o fluido de processo exceto osreforccedilos das aberturas (incluiacutedos na Classe I) reforccedilos externos reforccedilos de vaacutecuo e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
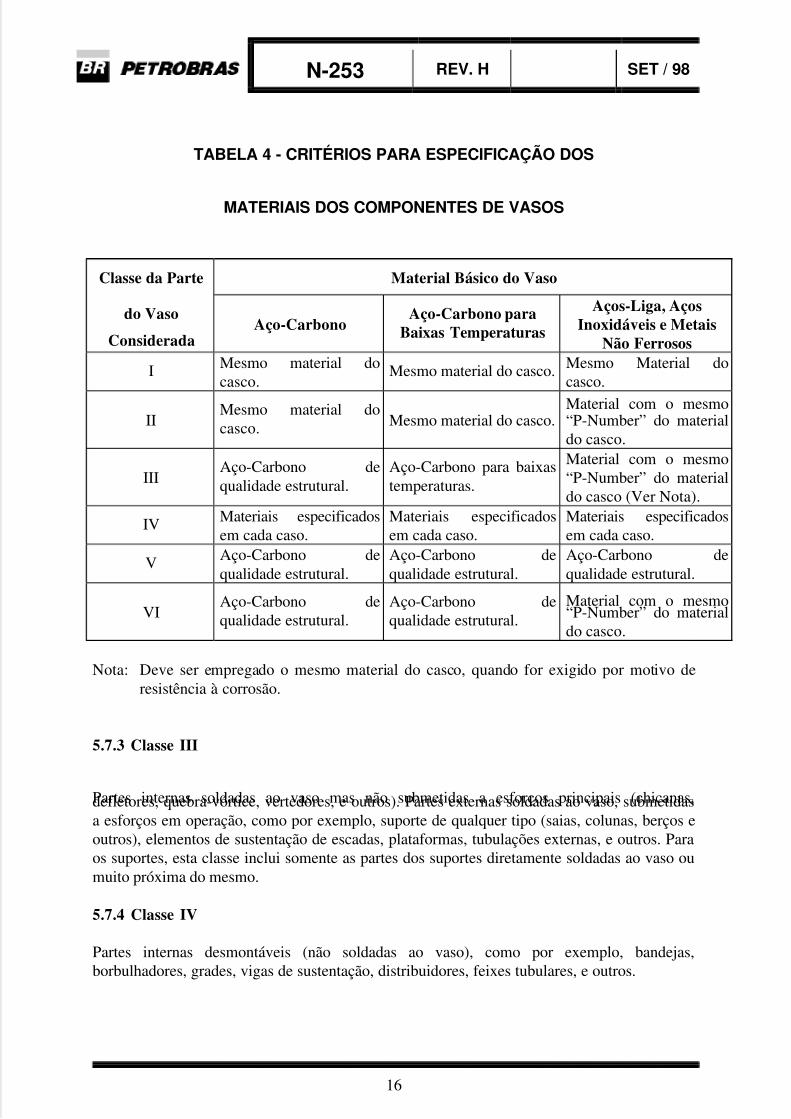
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1746
N-253 REV H SET 98
16
TABELA 4 - CRITEacuteRIOS PARA ESPECIFICACcedilAtildeO DOS
MATERIAIS DOS COMPONENTES DE VASOS
Classe da Parte Material Baacutesico do Vaso
do Vaso
ConsideradaAccedilo-Carbono
Accedilo-Carbono paraBaixas Temperaturas
Accedilos-Liga AccedilosInoxidaacuteveis e Metais
Natildeo Ferrosos
I Mesmo material docasco
Mesmo material do casco Mesmo Material docasco
IIMesmo material docasco Mesmo material do casco
Material com o mesmoldquoP-Numberrdquo do materialdo casco
IIIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono para baixastemperaturas
Material com o mesmoldquoP-Numberrdquo do materialdo casco (Ver Nota)
IV Materiais especificadosem cada caso
Materiais especificadosem cada caso
Materiais especificadosem cada caso
V Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
VIAccedilo-Carbono dequalidade estrutural
Accedilo-Carbono dequalidade estrutural
Material com o mesmoldquoP-Numberrdquo do materialdo casco
Nota Deve ser empregado o mesmo material do casco quando for exigido por motivo deresistecircncia agrave corrosatildeo
573 Classe III
Partes internas soldadas ao vaso mas natildeo submetidas a esforccedilos principais (chicanasdefletores quebra-voacutertice vertedores e outros) Partes externas soldadas ao vaso submetidasa esforccedilos em operaccedilatildeo como por exemplo suporte de qualquer tipo (saias colunas berccedilos eoutros) elementos de sustentaccedilatildeo de escadas plataformas tubulaccedilotildees externas e outros Paraos suportes esta classe inclui somente as partes dos suportes diretamente soldadas ao vaso oumuito proacutexima do mesmo
574 Classe IV
Partes internas desmontaacuteveis (natildeo soldadas ao vaso) como por exemplo bandejasborbulhadores grades vigas de sustentaccedilatildeo distribuidores feixes tubulares e outros
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1846
N-253 REV H SET 98
17
575 Classe V
Partes de suportes de qualquer tipo natildeo incluiacutedos nas Classes III e VI Para todas as partesdesta Classe a temperatura de projeto eacute sempre a temperatura ambiente
576 Classe VI
Partes externas diretamente soldadas ao vaso mas submetidas a esforccedilos apenas emmontagem manutenccedilatildeo desmontagem e outros como por exemplo olhais de suspensatildeoturcos e outros Para todas as partes desta Classe a temperatura do projeto eacute sempre atemperatura ambiente
58 A especificaccedilatildeo de materiais a definiccedilatildeo da necessidade ou natildeo de testes de impacto e detratamento teacutermico bem como da temperatura e energia do teste de impacto devem ser feitospelo projetista
59 Todos os vasos para serviccedilos em baixas temperaturas devem ter materiais adequados natildeosoacute no corpo e tampo como tambeacutem obrigatoriamente em todas as outra partes submetidas agravepressatildeo tais como flanges pescoccedilos luvas parafusos porcas e outros
510 Quando a sensitizaccedilatildeo dos accedilos inoxidaacuteveis austeniacuteticos for prejudicial agrave sua resistecircncia agravecorrosatildeo devem ser usados materiais natildeo sensitizaacuteveis (accedilos de baixo C tipos L e ELC ouaccedilos estabilizados) Chama-se atenccedilatildeo que a sensitizaccedilatildeo pode ocorrer em consequumlecircncia dasoldagem de tratamentos teacutermicos ou da temperatura de operaccedilatildeo do vaso
511 O emprego de peccedilas fundidas deve ser restringido ao miacutenimo e exige sempre aaprovaccedilatildeo preacutevia da PETROBRAS
6 ESPESSURAS
61 As espessuras indicadas nos desenhos satildeo as espessuras miacutenimas das chapas que devemser adotadas para a fabricaccedilatildeo do vaso As toleracircncias de fabricaccedilatildeo das chapas (toleracircnciaspara menos) natildeo precisam ser consideradas desde que as chapas estejam de acordo com asnormas ASTM A-20 e ABNT NBR 11889
62 Para tampos abaulados e outras peccedilas prensadas ou conformadas deve ser previsto umadequado acreacutescimo na espessura das chapas para compensar a perda de espessuras na
prensagem ou na conformaccedilatildeo de forma que a espessura final da peccedila acabada tenha nomiacutenimo o valor calculado ou o valor que consta nos desenhos
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 1946
N-253 REV H SET 98
18
63 Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos aneacuteispermite-se ao projetista modificar para mais essas espessuras com a finalidade de acertar as
alturas dos aneacuteis com as dimensotildees comerciais das chapas
64 Deve sempre ser acrescentada uma adequada sobreespessura para corrosatildeo excetoquando para o serviccedilo e o material em questatildeo a corrosatildeo for reconhecidamente inexistenteou despreziacutevel ou quando houver um revestimento interno anticorrosivo adequado
65 Sobreespessuras para corrosatildeo devem ser baseadas no tempo de vida uacutetil comoespecificado nesta Norma Como regra geral quando a taxa de corrosatildeo prevista for superior a03 mmano ou quando a sobreespessura para corrosatildeo resultar maior do que 6 mmrecomenda-se que seja considerado o emprego de outros materiais mais resistentes agrave corrosatildeo
66 Para partes de accedilo-carbono ou de accedilos de baixa liga deve ser adotada uma sobreespessuramiacutenima de 15 mm quando houver necessidade de algum valor por razotildees de corrosatildeo
67 Exceto quando especificado de outra forma devem ser adotados os seguintes valoresmiacutenimos para a sobreespessura para corrosatildeo para as partes construiacutedas em accedilo-carbono ouem accedilos de baixa liga
a) Torres vasos e permutadores em geral para serviccedilos comhidrocarbonetos 3 mmb) Potes de acumulaccedilatildeo (botas) para os vasos acima 6 mmc) Vasos em geral para vapor e ar 15 mmd) Vasos de armazenamento de gases liquefeitos de petroacuteleo 15 mm
68 Devem ser adotados os criteacuterios da TABELA 5 para a aplicaccedilatildeo das sobreespessuras paracorrosatildeo
69 Independentemente do valor calculado para a espessura em vasos de accedilos carbono e accedilosde baixa liga os cascos e tampos devem ter uma espessura miacutenima igual ao maior dos doisvalores seguintes
a) tmiacuten = 48 mmb) tmiacuten = 25 + 0001 Di + C
onde tmiacuten = espessura miacutenima mmDi = diacircmetro interno mmC = sobreespessura de corrosatildeo mm
610 Em vasos de accedilos inoxidaacuteveis e metais natildeo ferrosos a espessura miacutenima corroiacuteda natildeodeve ser inferior a 2 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
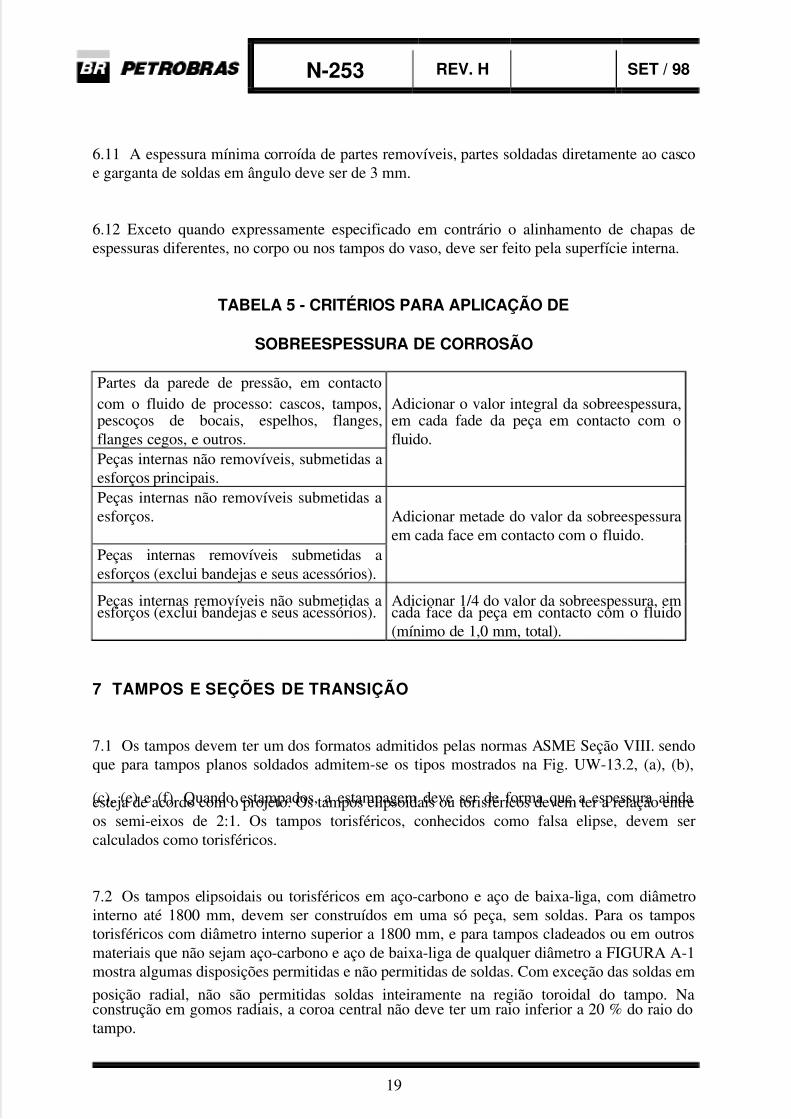
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2046
N-253 REV H SET 98
19
611 A espessura miacutenima corroiacuteda de partes removiacuteveis partes soldadas diretamente ao cascoe garganta de soldas em acircngulo deve ser de 3 mm
612 Exceto quando expressamente especificado em contraacuterio o alinhamento de chapas deespessuras diferentes no corpo ou nos tampos do vaso deve ser feito pela superfiacutecie interna
TABELA 5 - CRITEacuteRIOS PARA APLICACcedilAtildeO DE
SOBREESPESSURA DE CORROSAtildeO
Partes da parede de pressatildeo em contactocom o fluido de processo cascos tampospescoccedilos de bocais espelhos flangesflanges cegos e outros
Adicionar o valor integral da sobreespessuraem cada fade da peccedila em contacto com ofluido
Peccedilas internas natildeo removiacuteveis submetidas aesforccedilos principaisPeccedilas internas natildeo removiacuteveis submetidas aesforccedilos Adicionar metade do valor da sobreespessura
em cada face em contacto com o fluidoPeccedilas internas removiacuteveis submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Peccedilas internas removiacuteveis natildeo submetidas aesforccedilos (exclui bandejas e seus acessoacuterios)
Adicionar 14 do valor da sobreespessura emcada face da peccedila em contacto com o fluido(miacutenimo de 10 mm total)
7 TAMPOS E SECcedilOtildeES DE TRANSICcedilAtildeO
71 Os tampos devem ter um dos formatos admitidos pelas normas ASME Seccedilatildeo VIII sendoque para tampos planos soldados admitem-se os tipos mostrados na Fig UW-132 (a) (b)
(c) (e) e (f) Quando estampados a estampagem deve ser de forma que a espessura aindaesteja de acordo com o projeto Os tampos elipsoidais ou torisfeacutericos devem ter a relaccedilatildeo entreos semi-eixos de 21 Os tampos torisfeacutericos conhecidos como falsa elipse devem sercalculados como torisfeacutericos
72 Os tampos elipsoidais ou torisfeacutericos em accedilo-carbono e accedilo de baixa-liga com diacircmetrointerno ateacute 1800 mm devem ser construiacutedos em uma soacute peccedila sem soldas Para os tampostorisfeacutericos com diacircmetro interno superior a 1800 mm e para tampos cladeados ou em outrosmateriais que natildeo sejam accedilo-carbono e accedilo de baixa-liga de qualquer diacircmetro a FIGURA A-1mostra algumas disposiccedilotildees permitidas e natildeo permitidas de soldas Com exceccedilatildeo das soldas em
posiccedilatildeo radial natildeo satildeo permitidas soldas inteiramente na regiatildeo toroidal do tampo Naconstruccedilatildeo em gomos radiais a coroa central natildeo deve ter um raio inferior a 20 do raio dotampo
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
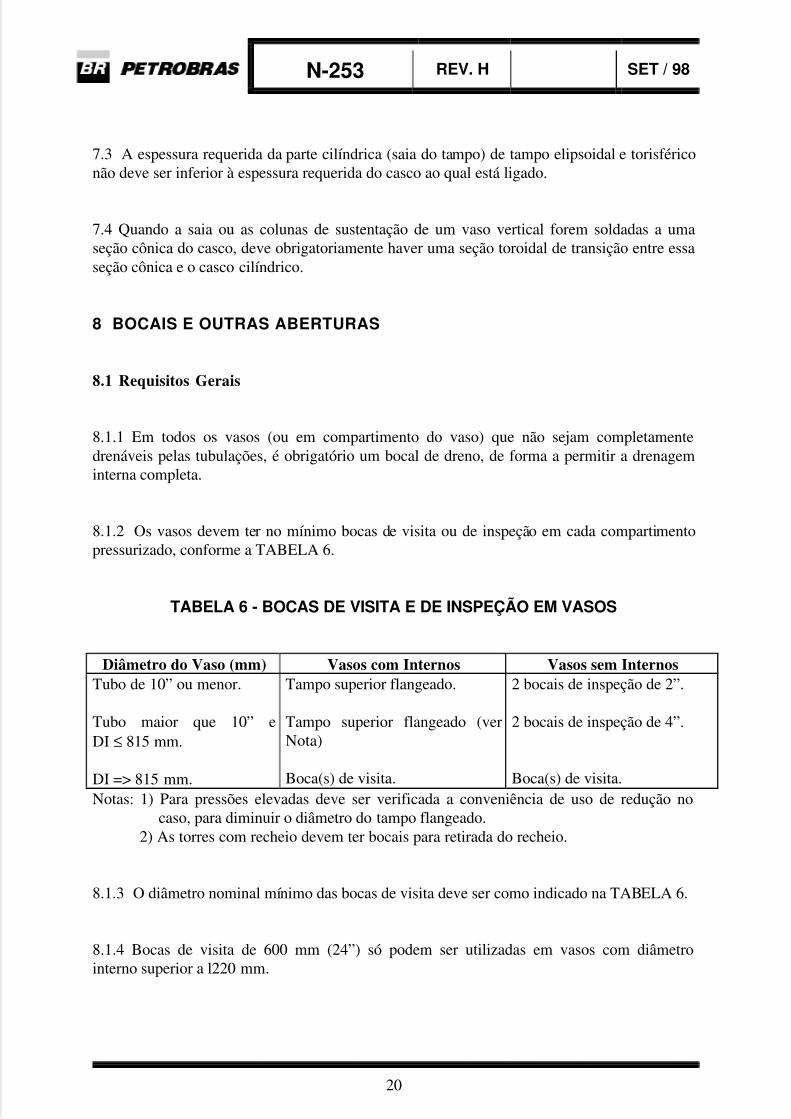
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2146
N-253 REV H SET 98
20
73 A espessura requerida da parte ciliacutendrica (saia do tampo) de tampo elipsoidal e torisfeacutericonatildeo deve ser inferior agrave espessura requerida do casco ao qual estaacute ligado
74 Quando a saia ou as colunas de sustentaccedilatildeo de um vaso vertical forem soldadas a umaseccedilatildeo cocircnica do casco deve obrigatoriamente haver uma seccedilatildeo toroidal de transiccedilatildeo entre essaseccedilatildeo cocircnica e o casco ciliacutendrico
8 BOCAIS E OUTRAS ABERTURAS
81 Requisitos Gerais
811 Em todos os vasos (ou em compartimento do vaso) que natildeo sejam completamentedrenaacuteveis pelas tubulaccedilotildees eacute obrigatoacuterio um bocal de dreno de forma a permitir a drenageminterna completa
812 Os vasos devem ter no miacutenimo bocas de visita ou de inspeccedilatildeo em cada compartimentopressurizado conforme a TABELA 6
TABELA 6 - BOCAS DE VISITA E DE INSPECcedilAtildeO EM VASOS
Diacircmetro do Vaso (mm) Vasos com Internos Vasos sem InternosTubo de 10rdquo ou menor
Tubo maior que 10rdquo eDI le 815 mm
DI =gt 815 mm
Tampo superior flangeado
Tampo superior flangeado (verNota)
Boca(s) de visita
2 bocais de inspeccedilatildeo de 2rdquo
2 bocais de inspeccedilatildeo de 4rdquo
Boca(s) de visitaNotas 1) Para pressotildees elevadas deve ser verificada a conveniecircncia de uso de reduccedilatildeo no
caso para diminuir o diacircmetro do tampo flangeado2) As torres com recheio devem ter bocais para retirada do recheio
813 O diacircmetro nominal miacutenimo das bocas de visita deve ser como indicado na TABELA 6
814 Bocas de visita de 600 mm (24rdquo) soacute podem ser utilizadas em vasos com diacircmetrointerno superior a l220 mm
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
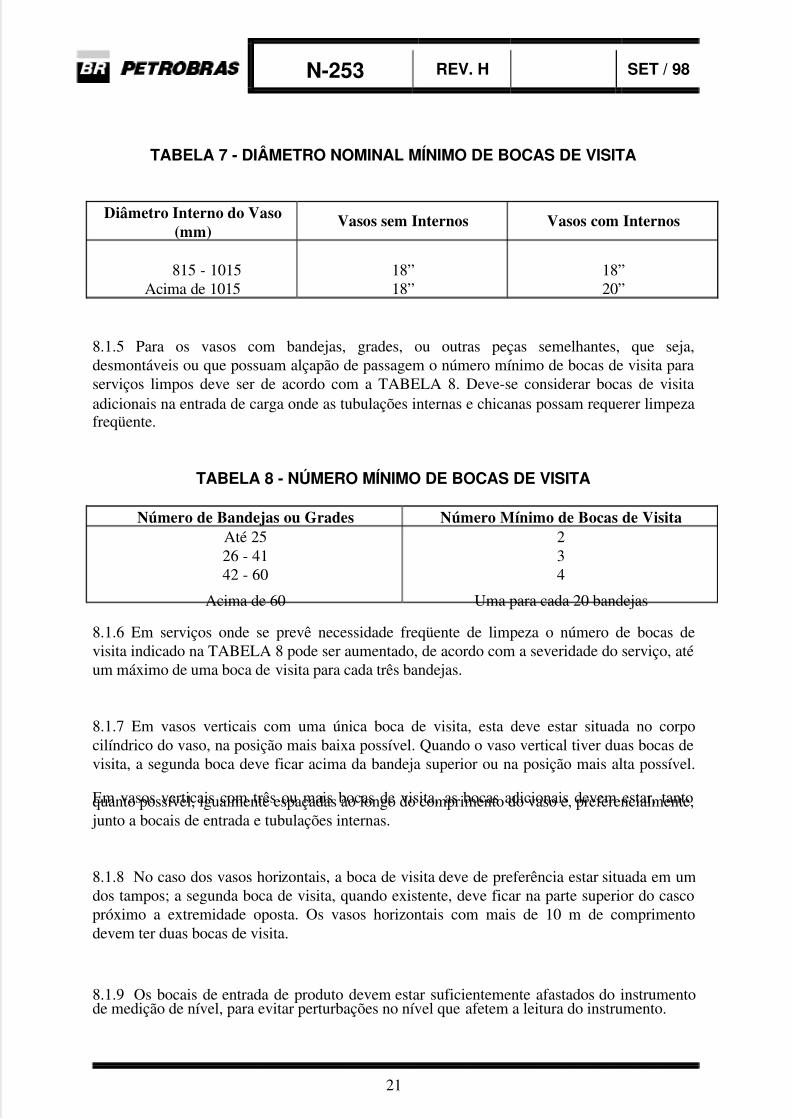
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2246
N-253 REV H SET 98
21
TABELA 7 - DIAcircMETRO NOMINAL MIacuteNIMO DE BOCAS DE VISITA
Diacircmetro Interno do Vaso(mm)
Vasos sem Internos Vasos com Internos
815 - 1015Acima de 1015
18rdquo18rdquo
18rdquo20rdquo
815 Para os vasos com bandejas grades ou outras peccedilas semelhantes que sejadesmontaacuteveis ou que possuam alccedilapatildeo de passagem o nuacutemero miacutenimo de bocas de visita paraserviccedilos limpos deve ser de acordo com a TABELA 8 Deve-se considerar bocas de visitaadicionais na entrada de carga onde as tubulaccedilotildees internas e chicanas possam requerer limpezafrequumlente
TABELA 8 - NUacuteMERO MIacuteNIMO DE BOCAS DE VISITA
Nuacutemero de Bandejas ou Grades Nuacutemero Miacutenimo de Bocas de VisitaAteacute 2526 - 4142 - 60
Acima de 60
234
Uma para cada 20 bandejas
816 Em serviccedilos onde se prevecirc necessidade frequumlente de limpeza o nuacutemero de bocas devisita indicado na TABELA 8 pode ser aumentado de acordo com a severidade do serviccedilo ateacuteum maacuteximo de uma boca de visita para cada trecircs bandejas
817 Em vasos verticais com uma uacutenica boca de visita esta deve estar situada no corpociliacutendrico do vaso na posiccedilatildeo mais baixa possiacutevel Quando o vaso vertical tiver duas bocas devisita a segunda boca deve ficar acima da bandeja superior ou na posiccedilatildeo mais alta possiacutevel
Em vasos verticais com trecircs ou mais bocas de visita as bocas adicionais devem estar tantoquanto possiacutevel igualmente espaccediladas ao longo do comprimento do vaso e preferencialmente junto a bocais de entrada e tubulaccedilotildees internas
818 No caso dos vasos horizontais a boca de visita deve de preferecircncia estar situada em umdos tampos a segunda boca de visita quando existente deve ficar na parte superior do cascoproacuteximo a extremidade oposta Os vasos horizontais com mais de 10 m de comprimentodevem ter duas bocas de visita
819 Os bocais de entrada de produto devem estar suficientemente afastados do instrumentode mediccedilatildeo de niacutevel para evitar perturbaccedilotildees no niacutevel que afetem a leitura do instrumento
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2346
N-253 REV H SET 98
22
8110 Os bocais de entrada e de saiacuteda devem ficar distantes entre si para evitar curto-circuitodentro do vaso Para vasos horizontais recomenda-se que esses bocais fiquem proacuteximos de
cada uma das extremidades do vaso
8111 Nas torres e vasos verticais a orientaccedilatildeo dos bocais quando natildeo for fixado pormotivos de processo deve em primeiro lugar atender agraves conveniecircncias do traccedilado detubulaccedilatildeo A orientaccedilatildeo das bocas de visita deve atender agrave conveniecircncia de arranjo dasplataformas e escadas Recomenda-se tanto quanto possiacutevel que sejam observados tambeacutem81111 e 81112
81111 As bocas de visita devem ficar na mesma linha vertical ou em duas linhas verticais
diametralmente opostas
81112 Os bocais devem ser orientados de forma que as tubulaccedilotildees verticais fiquemconcentradas em um ou dois setores restritos da circunferecircncia do vaso
8112 Nas torres ou outros vasos suportados por saias ciliacutendricas e que natildeo tenham acessopor baixo natildeo devem ser colocadas vaacutelvulas flanges conexotildees roscadas ou ponta chanfradapara solda dentro da saia Caso os bocais de fundo do vaso devem ter vaacutelvulas acopladas
diretamente ao vaso a disposiccedilatildeo deve ser feita como mostra a FIGURA A-2 para evitar asvaacutelvulas dentro da saia
8113 Os bocais devem ser conforme a norma PETROBRAS N-2012
82 Construccedilatildeo dos Bocais
821 Todos os bocais de 2rdquo de diacircmetro nominal ou maiores devem ser flangeados excetoquando especificado para solda de topo na tubulaccedilatildeo Os bocais para solda de topo devem serevitados sempre que possiacutevel podem ser adotados para bocais de grande diacircmetro ou para
pressotildees elevadas sendo necessaacuteria a aprovaccedilatildeo da PETROBRAS
822 O diacircmetro nominal miacutenimo dos bocais para qualquer finalidade deve ser de 34rdquoAdmite-se excepcionalmente bocais rosqueados de 12rdquo apenas para poccedilos de termocircmetros ououtros instrumentos Natildeo devem ser empregados bocais com diacircmetros nominais de 1 14rdquo2 12rdquo 3 12rdquo e 5rdquo
823 A projeccedilatildeo externa dos bocais deve ser a miacutenima possiacutevel poreacutem suficiente para
a) proporcionar uma distacircncia adequada entre a solda no flange e a solda no casco(Ver item 12213 desta Norma)
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2446
N-253 REV H SET 98
23
b) permitir a desmontagem dos parafusos do flangec) evitar que os parafusos ou as porcas fiquem embutidos no isolamento teacutermico do
vasod) permitir acesso para soldagem do pescoccedilo do bocal no casco
824 Os valores miacutenimos para a projeccedilatildeo externa a partir da face interna do casco devem serconforme a PETROBRAS N-2012
825 Soacute deve haver projeccedilatildeo interna nos bocais quando for necessaacuterio Os bocais para osdrenos natildeo podem ter qualquer projeccedilatildeo interna A aresta interna de qualquer bocal semprojeccedilatildeo interna deve ser arredondada com um raio de l0 mm para espessura de parede igual
ou maior que 10 mm
826 Exceto em casos excepcionais sujeitos agrave aprovaccedilatildeo da PETROBRAS natildeo satildeopermitidos bocais com parafusos prisioneiros (bocais ldquopad typerdquo) como mostrado nosexemplos das Figs UG-40 (a) e UW-161 (P) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou
outros detalhes construtivos semelhantes
827 Para bocais flangeados com diacircmetro igual a 1 12rdquo ou inferior a este valor deve ser
observado o item 844
828 Os pescoccedilos dos bocais de accedilo-carbono com diacircmetros nominais ateacute 10rdquo inclusivedevem ser de tubo sem costura a natildeo ser quando construiacutedos de flanges tipo pescoccedilo longo oude material forjado Para diacircmetros nominais de 12rdquo ou maiores o pescoccedilo pode ser um tubocom ou sem costura ou material forjado ou construiacutedo de chapa calandrada devendo nesseuacuteltimo caso ter uma uacutenica solda longitudinal Nos casos em que a calandragem sejaimpraticaacutevel devido agrave espessura admite-se a fabricaccedilatildeo por prensagem com duas soldaslongitudinais
829 Os pescoccedilos de bocais quando construiacutedos de tubos em accedilo-carbono ou baixa ligadevem ter as seguintes espessuras miacutenimas
a) diacircmetro ateacute 2rdquo seacuterie 80b) diacircmetro de 3rdquo a 10rdquo seacuterie 40
8210 A ligaccedilatildeo do pescoccedilo do bocal ao casco deve ter as soldas de penetraccedilatildeo total Satildeoaceitaacuteveis por exemplo os tipos mostrados nas Figs UW-161 (c) (d) (e) (f) e (g) docoacutedigo ASME Seccedilatildeo VIII DIV 1 natildeo sendo aceitaacuteveis os tipos mostrados nas Figuras UV-
161 (i) (j) (k) (1) (m) (n) (o) (p) (q) (r) e (s) dessa mesma norma Os tipos mostradosnas figuras UW-161 (a) e (b) embora tenham soldas de penetraccedilatildeo total natildeo satildeorecomendaacuteveis devendo ser evitados
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2546
N-253 REV H SET 98
24
8211 Em bocais como diacircmetro nominal miacutenimo de 2rdquo podem ser ligadas luvas de accediloforjado As luvas devem ser no miacutenimo de classe 6000 para solda de encaixe exceto para
instrumentos em que se permitem luvas rosqueadas A ligaccedilatildeo da luva com a parede do vasodeve ser uma solda de penetraccedilatildeo total como mostrado nas figuras UW-161 (Y-1) (Z-1) e(Z-2) do coacutedigo ASME Seccedilatildeo VIII Div 1 Natildeo satildeo permitidos os tipos mostrados na FiguraUW-162 dessa mesma Norma O comprimento das luvas deve ser superior a espessura dovaso sendo as demais dimensotildees conforme ANSI B 1611 de forma a evitar interferecircnciaentre a solda do soquete e a solda do corpo As luvas internas natildeo sujeitas a pressatildeo podemser de classe 3000 rosqueadas
8212 Os reforccedilos dos bocais em nenhum caso podem limitar o teste hidrostaacutetico ou apressatildeo maacutexima admissiacutevel nas condiccedilotildees novo e frio e corroiacutedo e quente salvo para vasos depequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8213 Os reforccedilos dos bocais e das bocas de visita como exigido pelo paraacutegrafo UG-36 docoacutedigo ASME Seccedilatildeo VIII Div 1 podem ser obtidos por um dos sistemas mostrados naFIGURA A-3 ou por combinaccedilatildeo desses sistemas com as recomendaccedilotildees e limitaccedilotildeesindicadas de 82131 ateacute 82134
82131 Anel de chapa soldado ao pescoccedilo tubular e agrave parede do vaso (FIGURA A-3a) Essesistema eacute permitido para qualquer diacircmetro mas natildeo deve ser usado quando a espessura da
parede do vaso eacute igual ou superior a 50 mm Natildeo eacute recomendado para serviccedilos em baixatemperatura ou para serviccedilos ciacuteclicos
82132 Disco de chapa de maior espessura soldado de topo no vaso (FIGURA A-3b) Essesistema eacute permitido para qualquer diacircmetro e pode ser usado nos casos em que o anel dechapa da FIGURA A-3a natildeo eacute permitido ou natildeo eacute recomendado
82133 Peccedila forjada integral (FIGURA A-3c) Esse sistema eacute permitido para qualquerdiacircmetro sem limitaccedilotildees sendo entretanto sempre de custo elevado
82134 Pescoccedilo tubular de maior espessura (FIGURA A-3d) Esse sistema eacute permitido semlimitaccedilotildees para diacircmetros nominais ateacute 10rdquo inclusive devendo o pescoccedilo tubular ser de tubosem costura ou de tubo forjado (o tubo forjado eacute preferido para esses casos)
8214 Todos os reforccedilos no casco integrais ou natildeo devem ter sempre o mesmo ldquoP-numberrdquodo casco Os reforccedilos em anel de chapa devem obrigatoriamente ter um furo de 6 mm dediacircmetro com rosca NPT para respiro e para teste da solda para bocais de 10rdquo ou maiores
deve haver dois furos de empty 6 mm diametralmente opostos Natildeo deve ser colocado bujatildeonesses furos devendo os mesmos ser deixados abertos e serem preenchidos com graxa
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2646
N-253 REV H SET 98
25
8215 Para os vasos construiacutedos com accedilos de alta resistecircncia (Seccedilatildeo UHT do coacutedigo ASMEVIII Divisatildeo 1) exige-se que todos os bocais e bocas de visita tenham reforccedilo tipo integral
como mostrado na figura UHT 181 do referido coacutedigo natildeo sendo admitidos nenhum dostipos mostrados na figura UHT 182
8216 Eacute responsabilidade do projetista verificar as tensotildees nos bocais sempre que forsolicitado bem como providenciar reforccedilos adequados nos bocais ou na parede do vaso pararesistirem as cargas externas transmitidas pelas tubulaccedilotildees
8217 Os bocais fechados com flange cego cujo peso seja maior do que 350 N (36 kgf)devem ser providos de turco ou dobradiccedila para remoccedilatildeo do flange cego como detalhado no
item 83 a seguir
8218 Quando a face dos flanges dos bocais for do tipo lingueta e ranhura (tongue andgroove) a ranhura deve ficar no flange do bocal exceto quando a face do flange do bocalestiver voltada para baixo caso em que a linguumleta deve ficar no flange do bocal
83 Construccedilatildeo de Bocas de Visita
831 A construccedilatildeo das bocas de visita quanto ao tipo de pescoccedilo reforccedilo no cascorevestimentos e outros deve ser como detalhado no item 82 para os bocais de grandediacircmetro
832 Todas as bocas de visita com a tampa no plano horizontal abrindo para cima devem terum turco para a remoccedilatildeo da tampa As bocas de visita com a tampa no plano horizontalabrindo para baixo devem ser evitadas sempre que possiacutevel quando forem inevitaacuteveis deveser previsto um dispositivo seguro para a remoccedilatildeo e manobra da tampa
833 As bocas de visita com tampa no plano vertical de classe de pressatildeo ateacute 150 comdiacircmetro ateacute 24rdquo inclusive podem ter turco ou dobradiccedilas para abertura da tampa paraclasses de pressatildeo mais altas ou maior diacircmetro eacute obrigatoacuterio que haja um turco natildeo sendopermitidas com tampas dobradiccedilas
834 Para as bocas de visita com tampa no plano vertical devem ser sempre colocadosdegraus e punho de seguranccedila no lado interno do vaso exceto quando existirem peccedilas internasno vaso que impossibilitem ou tornem desnecessaacuterios esses degraus
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2746
N-253 REV H SET 98
26
84 Flanges
841 Os flanges devem ser adequados para as condiccedilotildees de projeto e de teste do vaso
842 Os flanges de bocais e seu faceamento quando conectados a tubulaccedilotildees e instrumentosdevem estar de acordo com as especificaccedilotildees de tubulaccedilatildeo e instrumentaccedilatildeo aplicaacuteveis
843 Os flanges internos natildeo pressurizados podem ser de face plana e fabricados de chaparecortada
844 Os flanges de diacircmetro nominal ateacute 1 12rdquo inclusive podem ser de um dos seguintestipos
a) flange ldquolong welding neckrdquob) flange ldquowelding neckrdquo com pescoccedilo sch 160 ou XXSc) flange ldquoslip-onrdquo para classe de pressatildeo 150 e serviccedilo com fluido natildeo toacutexico e natildeo
inflamaacuteveld) flange conforme a FIGURA A-4
Nota Em qualquer dos casos acima os flanges devem ser de accedilo forjado
845 Os flanges de diacircmetros nominais de 2rdquo a 12rdquo inclusive devem ser do tipo ldquode pescoccedilordquo(welding neck) de accedilo-forjado Pode-se usar o flange tipo sobreposto para diacircmetros nominaisde 2rdquo a 12rdquo e classe de pressatildeo 150
846 Para os flanges de diacircmetro nominal de 14rdquo ou maiores em vaso de fabricaccedilatildeonacional admitem-se as alternativas de construccedilatildeo de 8461 e 8462
8461 Os flanges padratildeo ANSI de classe de pressatildeo 150 e 300 devem ser flanges tiposobreposto (slip on) de accedilo forjado Outros flanges com pressatildeo de projeto ateacute 2000 kPa(290 psi) inclusive devem ser flanges tipo anel (ring type) de accedilo forjado laminado a quentesem costura ou fabricados a partir da barra ou da chapa
Notas 1) Os flanges tipo sobreposto natildeo podem ser usados quando a sobreespessura paracorrosatildeo for superior a 3 mm
2) Os flanges tipo anel de qualquer fabricaccedilatildeo devem obedecer a uma das Figuras 2-4
(7) (8) (8a) (9) (9a) (10) (l0a) ou (11) do coacutedigo ASME Seccedilatildeo VIII Div 1
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2846
N-253 REV H SET 98
27
8462 Os flanges padratildeo ANSI de classe de pressatildeo acima de 300 devem ser flanges depescoccedilo Outros flanges com pressatildeo de projeto acima de 2000 kPa (290 psi) devem ser tipo
anel de accedilo forjado laminados a quente sem costura ou fabricados a partir de barra ou dechapa
Nota Qualquer que seja a fabricaccedilatildeo esses flanges devem obedecer a uma das Figuras 2-4 (7)ou (11) do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
847 Os flanges fabricados a partir de barra ou de chapa de qualquer classe de pressatildeodevem ser obtidos pela usinagem de aneacuteis calandrados ou prensados tendo no maacuteximo duassoldas de topo totalmente radiografadas Esses flanges devem ter tratamento teacutermico comoexigido pelo coacutedigo ASME Seccedilatildeo VIII Div 1 e as superfiacutecies da chapa original devem ficar
paralelas ao eixo do flange acabado Flanges recortados de chapa soacute podem ser admitidos parapartes internas do vaso natildeo submetidas a pressatildeo
848 Os flanges para bocas de visita e outros flanges de grande diacircmetro natildeo ligados atubulaccedilotildees externas podem ser em qualquer caso do tipo sobreposto ou de anel (ring type)
849 Quando os flanges forem natildeo padronizados devem ser calculados pela pressatildeo maacuteximaadmissiacutevel de projeto do vaso para a condiccedilatildeo de corroiacutedo e quente salvo para vasos de
pequenas dimensotildees cuja espessura seja definida pela miacutenima estrutural
8410 Todos os flanges de bocais e bocas de visita devem ter o faceamento e a furaccedilatildeo deacordo com a norma ANSI B 165 ateacute os limites de diacircmetro nominal estabelecidos nessanorma Para diacircmetros maiores o faceamento e a furaccedilatildeo devem obedecer a norma MSS-SP-44 ou agrave norma API RP 605
8411 Os flanges de accedilo forjado que tenham todas as suas dimensotildees exatamente comoespecificado por qualquer das normas ANSI B 165 MSS-SP-44 ou API RP 605 (inclusive
ciacuterculo de furaccedilatildeo nuacutemero e diacircmetros dos parafusos e outros) satildeo aceitos para as pressotildees etemperaturas de trabalhos ateacute os limites estabelecidos nessas normas sem que sejamnecessaacuterios caacutelculos especiais Para os flanges com outras dimensotildees ou outros sistemas deconstruccedilatildeo exige-se sempre que sejam calculados de acordo com o coacutedigo ASME Seccedilatildeo VIIIDivisatildeo 1
8412 Exceto quando especificado de outra forma os flanges de bocais e bocas de visitasdevem ter os seguintes tipos de face
a) flanges de classe de pressatildeo 150 e 300 face de ressalto com 15 mm (116rdquo) dealtura
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 2946
N-253 REV H SET 98
28
b) flanges de classe de pressatildeo 400 para serviccedilo com vapor e flanges de classes depressatildeo 400 e 600 para serviccedilo com hidrocarbonetos face de ressalto com 6 mm
(14rdquo) de alturac) flanges de classes de pressatildeo 600 ou mais altas para serviccedilos com vapor eflanges de classe de pressatildeo 900 ou mais altas para serviccedilo comhidrocarbonetos face para junta de anel
8413 O acabamento da face dos flanges deve ser como abaixo especificado
a) Para juntas de papelatildeo hidraacuteulico acabamento com ranhuras espiraladas ouconcecircntricas de acordo com a norma MSS-SP-6 (passo de 05 a 1 mm eprofundidade de 003 a 015 mm)
b) Para juntas espiraladas acabamento liso com rugosidade meacutedia maacutexima de0006 mm (0000250rdquo)
c) Para junta corrugada acabamento de preferecircncia com ranhuras concecircntricasconforme descrito em a)
d) Para junta tipo anel acabamento liso com rugosidade meacutedia maacutexima de00015 mm (0000063rdquo) nos flancos do rasgo para a junta
8414 As faces dos flanges que trabalham com junta de vedaccedilatildeo tipo anel devem ter dureza30 Brinell superior agrave do material da junta Para os materiais abaixo indicados satildeo exigidos os
seguintes valores miacutenimos de dureza
a) accedilo carbono 120 Brinellb) accedilo liga 1 a 5 Cr 160 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 160 Brinelld) accedilo inoxidaacutevel 304L e 316L 140 Brinell
8415 Todos os flanges devem ser instalados em posiccedilatildeo tal que a vertical ou as linhas N-S eE-O do projeto passem pelo meio do intervalo entre dois furos de parafusos
8416 Para os vasos construiacutedos em accedilo inoxidaacutevel ou em metais natildeo ferrosos com pressatildeode projeto inferior a 400 kPa (41 kgfcm2) e temperatura de projeto inferior a 250degC permite-se o uso de flanges soltos (lap-joint) nos bocais do vaso
8417 Os flanges internos dos vasos devem ser obrigatoriamente fornecidos com parafusos(ou estojos) porcas e juntas
8418 Flanges companheiros de bocais soacute fazem parte do vaso em casos excepcionaisquando expressamente requeridos na Requisiccedilatildeo de Material
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3046
N-253 REV H SET 98
29
85 Parafusos e Juntas para Flanges
851 Para todos os flanges externos dos vasos os parafusos devem ser tipo estojo totalmenterosqueados com rosca seacuterie UNC para diacircmetros ateacute 1rdquo e seacuterie 8N para diacircmetros maiorescom duas porcas hexagonais seacuterie pesada conforme normas ANSI B 11 e B 182 com classede ajuste 2A para o estojo e 2B para as porcas Exceto quando especificado em contraacuterio aseleccedilatildeo de materiais para estojos e porcas deve obedecer ao seguinte criteacuterio de acordo com atemperatura de projeto do vaso
a) temperaturas entre degC e 480degC estojos de accedilo-liga ASTM A 193 Gr B7 porcasde accedilo-liga e ASTM A 194 classe 2H
b) temperatura entre 480degC e 600degC estojos de accedilo-liga ASTM A 193 Gr B5
porcas de accedilo-liga ASTM A 194 classe 3c) temperatura entre 15degC e - 45degC ver norma PETROBRAS N-1552
852 Exceto quando especificado de outra forma as juntas para todos os flanges externos dovaso devem ser selecionados conforme 8521 ateacute 8523
8521 Os flanges de classes de pressatildeo 150 e 300 com temperatura de projeto entre OdegC e250degC usam junta de papelatildeo hidraacuteulico espessura de 15 mm (l16rdquo) de acordo com a normaANSI B 165 Apecircndice E Figura 3
8522 Os flanges de classes de pressatildeo 150 e 300 com temperatura inferior a 0degC ou flangesde classes de pressatildeo 400 e 600 para qualquer temperatura de projeto e de classes de pressatildeo150 e 300 para temperaturas de projeto acima de 250degC (todos com face de ressalto) usam
junta espiralada (spiral wound) de accedilo inoxidaacutevel austeniacutetico com enchimento de amianto deacordo com a norma API RP 601
8523 Nos flanges com face para junta tipo anel (junta de anel oval de acordo com a normaANSI B 1620) o material do anel natildeo deve formar par galvacircnico com o flange e sua dureza
deve ser 30 Brinell inferior agrave dureza da face do flange Para os materiais abaixo indicados adureza maacutexima deve ser
a) accedilo-carbono 90 Brinellb) accedilo-liga 1 a 5 Cr 130 Brinellc) accedilo inoxidaacutevel 304 316 347 e 321 130 Brinelld) accedilo inoxidaacutevel 304L e 316L 110 Brinell
853 Os parafusos e juntas de anel a serem fornecidos com o vaso podem ser utilizados no
teste hidrostaacutetico Outros tipos de juntas devem ser substituiacutedas por novas apoacutes o testeParafusos de material austeniacutetico natildeo devem ser utilizados no teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3146
N-253 REV H SET 98
30
9 SUPORTES
91 Cada vaso deve obrigatoriamente ter suporte proacuteprio natildeo se admitindo mesmo paravasos pequenos que sejam suportados pelas tubulaccedilotildees
92 Os vasos verticais podem ser suportados por meio de saias ciliacutendricas ou cocircnicas colunasou sapatas (lugs) Sempre que possiacutevel os vasos verticais devem ser suportados por meio decolunas
93 A seleccedilatildeo do tipo de suporte de vasos verticais deve ser feita de acordo com aFIGURA A-5 a natildeo ser que outras exigecircncias sejam aplicaacuteveis
94 As torres devem ser suportadas por meio de saias
95 Deve haver sempre possibilidade de acesso agrave parte inferior do vaso devendo a alturamiacutenima da saia ou coluna de vaso vertical apoiada diretamente em base de concreto serdefinida de acordo com os seguintes criteacuterios
a) O ponto mais baixo do tempo inferior deve ficar pelo menos a 1200 mm do topoda base de concreto para vaso com diacircmetro maior que 800 mm
b) O ponto mais baixo do trecho horizontal da tubulaccedilatildeo conectada ao tampoinferior deve ficar pelo menos a 300 mm do topo da base de concreto
96 A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da ligaccedilatildeocom o vaso com o mesmo material do casco nos seguintes casos
a) temperatura de projeto igual ou abaixo de 15degCb) temperatura de projeto acima de 340degCc) serviccedilos com hidrogecircniod) vasos de accedilos-liga accedilos inoxidaacuteveis e materiais natildeo ferrosos
97 Sempre que houver possibilidade de vibraccedilatildeo em vasos verticais deve ser usado suportetipo saia como no caso de vasos verticais conectados agrave succcedilatildeo de compressores
98 As saias de suporte devem ter uma abertura para acesso conforme a TABELA 9
TABELA 9 - ACESSOS Agrave SAIA
Diacircmetro do Vaso (mm) Diacircmetro Interno da Abertura (mm)
Ateacute 800Acima de 800
Metade do diacircmetro do vaso460
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3246
N-253 REV H SET 98
31
99 As saias de suporte devem ter bocais de respiro o mais proacuteximo possiacutevel da junccedilatildeo com otampo em quantidades e diacircmetros conforme a TABELA 10
TABELA 10 - RESPIROS NA SAIA
Diacircmetro do Vaso (mm) Nuacutemero de Bocais Diacircmetro dos BocaisAteacute 914
915 - 18301831 - 27402741 - 36603661 - 45704571 - 5490
24681012
3rdquo3rdquo4rdquo4rdquo4rdquo4rdquo
910 Os furos para passagem de tubulaccedilotildees atraveacutes da saia devem ser devidamente reforccedilados
911 A espessura miacutenima das saias de suporte eacute 63 mm
912 Os vasos horizontais devem ser suportados por duas selas ou berccedilos de construccedilatildeo
metaacutelica abrangendo no miacutenimo 120deg de circunferecircncia do vaso Um dos berccedilos deve tersempre os furos para chumbadores alongados para acomodar a dilataccedilatildeo proacutepria do vasoQuando o peso do vaso em operaccedilatildeo for superior a 200 kN (20 t) recomenda-se que sejamprevistas placas de deslizamento de ldquoTeflonrdquo no berccedilo moacutevel Os berccedilos devem ser soldadosao casco do vaso por um cordatildeo de solda contiacutenua Os berccedilos devem ser situadossimetricamente sempre que possiacutevel em relaccedilatildeo ao meio do comprimento do vaso A locaccedilatildeodos berccedilos deve ser feita conforme o aacutebaco de L P Zick de acordo com a norma BS 5500
913 Os vasos horizontais devem sempre ser analisados para verificar o efeito das reaccedilotildees deapoio dos berccedilos de suporte recomendando-se para essa anaacutelise o meacutetodo de L P Zick deacordo com a norma britacircnica BS-5500
914 Os suportes dos vasos devem ser conforme as normas PETROBRAS N-2013 e N-2014
10 PECcedilAS INTERNAS
101 Deve ser adotado o criteacuterio de 1011 ateacute 1013 de inclusatildeo ou exclusatildeo das peccedilas
internas na responsabilidade do projetista do vaso
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3346
N-253 REV H SET 98
32
1011 As peccedilas que devem sempre fazer parte do projeto mecacircnico do vaso e daresponsabilidade do projetista (exceto quando especificado de outra forma na Requisiccedilatildeo deMaterial do vaso) satildeo Todas as peccedilas internas soldadas ou fixadas permanentemente ao vaso
tais como defletores vertedores quebra-voacutertices chicanas serpentinas e feixes tubulares bemcomo chapas cantoneiras orelhas aneacuteis e outras peccedilas de sustentaccedilatildeo de bandejas gradestelas distribuidores vertedores e revestimentos internos
1012 As peccedilas que normalmente fazem parte do projeto do vaso e da responsabilidade doprojetista (exceto quando especificado de outra forma) satildeo grades telas desnebulisadoras(demister) distribuidores chicanas desmontaacuteveis potes de selagem vigas de sustentaccedilatildeo debandejas e de grades
1013 As peccedilas e materiais que normalmente natildeo fazem parte do projeto do vaso e da
responsabilidade do projetista (exceto quando especificado de outra forma) satildeo catalisadoresrecheios diversos bandejas (valvuladas ou de borbulhadores)
102 Todas as peccedilas internas desmontaacuteveis com exceccedilatildeo das vigas principais de sustentaccedilatildeode bandejas grades e similares devem ser projetadas de forma que o peso maacuteximo sempre quepossiacutevel natildeo ultrapasse 250 N (25 kgf) Devem tambeacutem ter dimensotildees tais que possibilitem afaacutecil passagem atraveacutes da boca de visita Os alccedilapotildees de passagem em bandejas ou gradespodem abrir por cima ou por baixo devendo entretanto estarem situados na mesma linhavertical
103 A montagem das peccedilas internas deve sempre que possiacutevel ser feita pela parte de cima
104 Os parafusos e porcas devem ser de material natildeo atacaacutevel pelo fluido interno de operaccedilatildeodo vaso exigindo-se como qualidade miacutenima os accedilos inoxidaacuteveis tipos 304 ou 405
105 Eacute obrigatoacuteria a colocaccedilatildeo de quebra-voacutertices em todos os bocais ligados agrave linha desucccedilatildeo de bombas Devem ser colocados tambeacutem defletores internos nos bocais superiores de
instrumentos de niacutevel em vasos verticais bem como quebra-jatos nos bocais de entrada deliacutequido onde haja possibilidade de impacto da corrente liacutequida em partes internas ou na parededo vaso
106 Tubos e acessoacuterios internos natildeo pressurizados de accedilo-carbono e accedilos de baixa liga (ateacute6 Cr) devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 10rdquo DN seacuterie 40b) Tubos acima de 10rdquo DN 6 mm de parede
c) Acessoacuterios roscados classe de pressatildeo 2000
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3446
N-253 REV H SET 98
33
107 Tubos e acessoacuterios interno natildeo pressurizados de accedilos de alta liga (11-13 Cr ou acima)devem ter as seguintes espessuras nominais e classes de pressatildeo miacutenimas
a) Tubos ateacute 1 12rdquo DN seacuterie 40Sb) Tubos acima de 1 12rdquo DN seacuterie 10S ou fabricados de chapa bitola 12 USS(03708 mm)
c) Acessoacuterios roscados classe de pressatildeo 150
108 Os acessoacuterios internos devem ser conforme a norma PETROBRAS N-2049
11 ACESSOacuteRIOS EXTERNOS
111 Fazem parte do vaso as seguintes peccedilas externas que se aplicarem em cada caso
a) chapas de reforccedilo de bocais e de bocas de visitab) aneacuteis de reforccedilo para vasos de paredes finas ou sujeitas agrave pressatildeo externac) saia de suporte para torres e vasos verticaisd) colunas ou orelhas de sustentaccedilatildeo para vasos verticaise) berccedilos e selas de sustentaccedilatildeo para vasos horizontaisf) cantoneiras barras estojos porcas ou outras ferragens para suporte e fixaccedilatildeo do
isolamento teacutermico externo
g) chapas de ligaccedilatildeo orelhas ou cantoneiras para suporte de tubulaccedilatildeo plataformasescadas ou outras estruturash) estojos porcas ou outras ferragens para fixaccedilatildeo de revestimento contra fogo
(fire-proofing)i) suportes para turcos de elevaccedilatildeo da carga
j) olhais de suspensatildeo orelhas chapas ou outras peccedilas necessaacuterias a movimentaccedilatildeodo vaso ou de suas partes durante a montagem ou manutenccedilatildeo
l) turcos para as tampas de bocas de visita e outros flanges cegosm) flanges cegos com juntas e parafusos para bocas de visita bocas de inspeccedilatildeo e
bocais flangeados fechadosn) sobressalentes para os bocais flangeados nas quantidades indicadas na RM
112 Exceto quando especificado em contraacuterio as seguintes peccedilas externas natildeo fazemnormalmente parte dos vasos de pressatildeo
a) vaacutelvulas e instrumentos de qualquer tipob) flanges companheirosc) parafusos chumbadoresd) material de isolamento teacutermicoe) material de proteccedilatildeo contra fogo
f) plataformas escadas ou outras estruturas
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3546
N-253 REV H SET 98
34
113 Em vasos verticais deve ser prevista a colocaccedilatildeo de aneacuteis suportes adequados paraisolamento teacutermico e dispositivos de fixaccedilatildeo do revestimento de proteccedilatildeo contra fogo quandoexistirem
114 Os vasos verticais que possuam peccedilas internas desmontaacuteveis devem ter um turcocolocado no topo para a movimentaccedilatildeo dessas peccedilas internas sempre que o topo do vasoesteja a uma altura superior a 3000 mm do solo
115 Em todos os vasos deve ser previsto um meio de acesso permanente aos seguintespontos
a) bocas de visita cuja linha de centro esteja a mais de 3000 mm do solo
b) vaacutelvula de seguranccedila ou de aliacutevioc) instrumento de mediccedilatildeo de niacuteveld) instrumento ou equipamentos que devem ter leitura ou operaccedilatildeo local ou
inspeccedilatildeo frequumlente
116 Exceto quando expressamente especificado ou permitido em contraacuterio pelaPETROBRAS em cada caso todos os vasos devem ter um meio proacuteprio e independente deacesso por meio de escada vertical ou inclinada
117 Sempre que for necessaacuterio devem ser previstos olhais para levantamento
118 Os acessoacuterios externos devem ser conforme a norma PETROBRAS N-2054
12 FABRICACcedilAtildeO
121 Requisitos Gerais
Devem ser obedecidos os requisitos da norma PETROBRAS N-268
122 Soldas
1221 Todas as soldas submetidas aos esforccedilos de pressatildeo no casco e nos tampos devem serde topo de penetraccedilatildeo total feitas pelos dois lados e radiografaacuteveis Quando a solda internafor impraticaacutevel pode ser feita apenas a solda externa adotando-se um meacutetodo que garanta a
qualidade da raiz da solda respeitando o que prescreve o item 48
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3646
N-253 REV H SET 98
35
1222 As soldas dos pescoccedilos dos bocais e das bocas de visita no casco devem tambeacutem terpenetraccedilatildeo total Quando devido agrave grande espessura da parede essa disposiccedilatildeo for impossiacutevelo projeto da ligaccedilatildeo soldada deve ser submetido agrave aprovaccedilatildeo preacutevia da PETROBRAS
1223 As soldas entre materiais que tenham ldquoP-numberrdquo diferentes devem ser reduzidas aomiacutenimo Sempre que possiacutevel essas soldas devem ser colocadas fora do contato do fluidocontido no vaso e tambeacutem fora da parede de pressatildeo do vaso
1224 O projeto para fabricaccedilatildeo do vaso deve indicar claramente a localizaccedilatildeo de todas assoldas no casco e nos tampos do vaso
1225 As soldas do casco e dos tampos devem ser dispostas sempre que possiacutevel de tal
forma que natildeo interfiram com os suportes do vaso nem com os bocais bocas de visita erespectivos reforccedilos As soldas do casco que ficarem ocultas por chapas de reforccedilo devem seresmerilhadas examinadas por partiacuteculas magneacuteticas ou liacutequido penetrante e totalmenteradiografadas
1226 As soldas no casco e nos tampos natildeo devem interferir tambeacutem com as peccedilas internassoldadas ao vaso Em vasos horizontais satildeo proibidas soldas longitudinais do casco na geratrizinferior do vaso onde interferir com a sela
1227 Todas as soldas devem tanto quanto possiacutevel estar tambeacutem em tal posiccedilatildeo que sejapossiacutevel a sua inspeccedilatildeo sem haver necessidade de desmontagem de peccedilas internas do vaso
1228 Nos vasos verticais a solda da saia ao casco do vaso deve ser localizada de forma quenatildeo interfira com a solda do casco ao tampo inferior e permita a inspeccedilatildeo dessa solda Nosvasos horizontais os berccedilos devem tambeacutem ser localizados de maneira a natildeo interferirem comas soldas circunferenciais do vaso e permitirem a inspeccedilatildeo dessas soldas
1229 Em vasos com diacircmetro menor do que 2000 mm soacute se admite uma uacutenica solda
longitudinal por anel nesses vasos as soldas longitudinais de aneacuteis adjacentes devem estardefasadas de 45deg no miacutenimo Para diacircmetros iguais ou maiores que 2000 mm devem serusadas chapas de comprimento comercial soacute sendo admitidas chapas menores para acerto Emdiacircmetros iguais ou maiores que 2000 mm deve ser mantida a defasagem de 45deg entre aneacuteisadjacentes
12210 sempre que possiacutevel as soldas de orelhas devem estar afastadas das soldas principaisde uma distacircncia no miacutenimo conforme especificado no item 12213 Caso natildeo seja possiacutevelevitar a interferecircncia a solda do casco deve ser esmerilhada e examinada com partiacuteculasmagneacuteticas ou liacutequido penetrante antes da soldagem da orelha
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3746
N-253 REV H SET 98
36
12211 Todas as soldas de peccedilas ligadas ao casco externamente devem ter um cordatildeocontiacutenuo de selagem As peccedilas sobrepostas em vasos que operam em temperatura igual ousuperior agrave ambiente devem ter um furo de respiro com diacircmetro de 6 mm
12212 Todas as soldas de peccedilas ligadas ao casco internamente devem ter um cordatildeo deselagem com uma interrupccedilatildeo de 10 mm na parte inferior
12213 A distacircncia entre as bordas de duas soldas de penetraccedilatildeo total e paralelas emqualquer caso natildeo deve ser menor que trecircs vezes a espessura da chapa mais fina com omiacutenimo de 50 mm
12214 A mesma sobreespessura para corrosatildeo especificada para o vaso deve seracrescentada agrave dimensatildeo miacutenima da garganta das soldas em acircngulo Fazem exceccedilatildeo a essaregra as soldas em acircngulo de filete completo (full fillet weld) para as quais esse acreacutescimo jaacute eacuteuma decorrecircncia da geometria da solda
12215 Em todos os vasos que devam sofrer tratamento teacutermico de aliacutevio de tensotildees natildeo satildeopermitidas quaisquer soldas de penetraccedilatildeo parcial devendo todas as soldas ter penetraccedilatildeo totalsem deixar vazios internos Em todos os vasos que devem sofrer tratamento teacutermico de aliacuteviode tensotildees devem ser previstos furos de escape dos gases e aliacutevio de pressatildeo nas soldas de
penetraccedilatildeo parcial de por exemplo flange slip-on com o pescoccedilo
123 Tratamentos Teacutermicos
No projeto mecacircnico dos vasos de pressatildeo devem ser especificados e exigidos os tratamentosteacutermicos previstos pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio de acordocom o serviccedilo do vaso Aplica-se os requisitos adicionais de 1231 ateacute 1234
1231 Em materiais com ldquoP-numberrdquo 3 e com ldquoP-numberrdquo 1 quando eacute exigido teste deimpacto o tratamento teacutermico de aliacutevio de tensotildees deve ser executado no miacutenimo agrave
temperatura de 595degC A Nota 1 das Tabelas PW-39 (Seccedilatildeo I) e UCS-56 (Seccedilatildeo VIIIDivisatildeo 1) do Coacutedigo ASME natildeo se aplica
1232 O tratamento teacutermico de aliacutevio de tensotildees de soldas entre materiais dissimilares deveatender aos requisitos do material que exigir condiccedilotildees mais rigorosas e deve ser verificadopor testes de qualificaccedilatildeo do procedimento O procedimento para o aliacutevio de tensotildees de soldasentre material ferriacutetico e austeniacutetico deve ser aprovado pela PETROBRAS
1233 O tratamento teacutermico localizado soacute pode ser executado com aprovaccedilatildeo da
PETROBRAS
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3846
N-253 REV H SET 98
37
1234 A temperatura maacutexima de aliacutevio de tensotildees ou tratamento teacutermico apoacutes a soldagem natildeodeve exceder o menor dos seguintes valores
a) a temperatura maacutexima constante do coacutedigo aplicaacutevelb) a temperatura de revenimento (tempering) caso o componente tenha sidosubmetido a esse tratamento na usina exceto quando garantidas as propriedadesmecacircnicas atraveacutes de testes realizados nos corpos de prova apoacutes tratamentoteacutermico simulado
c) Os seguintes valores para os materiais indicados (ver Nota)- accedilo-carbono e accedilo com 2 12 a 3 12 Ni 650degC- accedilos C - 12 Mo e Mn - Mo 690degC- accedilos liga 12 Cr - 12 Mo 690degC exceto para temperaturas de projeto a
partir de 482degC quando o tratamento teacutermico de aliacutevio de tensotildees deve serexecutado na faixa de 677degC a 732degC
Nota Os valores de temperatura se referem a soldagem somente entre os materiais indicados
13 INSPECcedilAtildeO
131 Radiografias
1311 Nos projetos dos vasos de pressatildeo deve ser especificada a inspeccedilatildeo radiograacutefica
prevista pelo coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1 ou como necessaacuterio pelo serviccedilo do vaso
1312 Em todas as soldas de cascos e tampos em vasos de pressatildeo exige-se pelo menos queseja feita a radiografia por pontos (spot) das soldas como especificado nos paraacutegrafos UW-11e UW-12 do coacutedigo ASME Seccedilatildeo VIII Divisatildeo 1
1313 Independentemente das exigecircncias das normas de projeto exige-se radiografia 100 das soldas longitudinais e circunferenciais do casco e das soldas dos tampos nos seguintescasos
a) vasos de accedilo-carbono com espessura superior a 19 mm quando a tensatildeo deruptura for 483 MPa (4930 kgfcm2) ou maior
b) vasos de accedilos-liga Cr-Mo para qualquer espessura para teores acima de 12 Crc) vasos de accedilo inoxidaacutevel austeniacutetico com espessura superior a 19 mm ou qualquer
espessura quando a temperatura de projeto for superior a 400degCd) vasos em serviccedilos ciacuteclicos
132 Outros Exames
Devem ser realizados outros exames natildeo-destrutivos conforme especificado no projeto eou
exigido pelas normas PETROBRAS N-268 eou N-269
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 3946
N-253 REV H SET 98
38
133 Inspeccedilatildeo Visual
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
134 Inspeccedilatildeo Dimensional
Deve ser executado de acordo com as normas PETROBRAS N-268 e N-269
14 MONTAGEM
A montagem dos vasos de pressatildeo deve obedecer agrave norma PETROBRAS N-269
15 TESTE
151 O projetista deve sempre calcular e indicar nos desenhos a pressatildeo maacutexima admissiacutevel detrabalho e as pressotildees de teste hidrostaacutetico do vaso (vaso novo e vaso corroiacutedo) As pressotildeesde teste devem ser determinadas conforme indicada na norma PETROBRAS N-254
152 Exceto para o caso de vasos integralmente construiacutedos de materiais adequados parabaixas temperaturas deve haver nos desenhos do vaso uma nota de advertecircncia proibindo o
teste hidrostaacutetico com aacutegua em temperatura inferior a 15degC
153 Para os vasos construiacutedos em accedilos inoxidaacuteveis austeniacuteticos ou com revestimentos dessesmateriais a aacutegua do teste natildeo pode conter mais de 50 ppm de cloretos
154 Para qualquer dos casos citados nos itens anteriores eacute obrigatoacuterio que na placa deidentificaccedilatildeo do vaso haja nota de advertecircncia sobre a aacutegua de teste hidrostaacutetico
155 Devido ao grave risco que representa o teste pneumaacutetico soacute eacute admitidoexcepcionalmente devendo em cada caso haver autorizaccedilatildeo da PETROBRAS
156 Devem ser obedecidos os requisitos das normas PETROBRAS N-268 e N-269 para aexecuccedilatildeo do teste de pressatildeo
157 Quando um vaso fabricado no campo for testado pneumaticamente todas as soldasdevem ter radiografia total e as soldas da saia bocais e orelhas devem ser examinadas com
partiacuteculas magneacuteticas ou liacutequido penetrante antes da realizaccedilatildeo do teste
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4046
N-253 REV H SET 98
39
16 PLACA DE IDENTIFICACcedilAtildeO E CATEGORIA DO VASO
161 A placa de identificaccedilatildeo deve ser conforme a norma PETROBRAS N-2054
162 A categoria do vaso deve ser pintada junto agrave placa de identificaccedilatildeo com letras dotamanho I da norma PETROBRAS N-1278
____________
ANEXO A
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646

5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4146
N-253 REV H SET 98
40
PAacuteGINA EM BRANCO
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
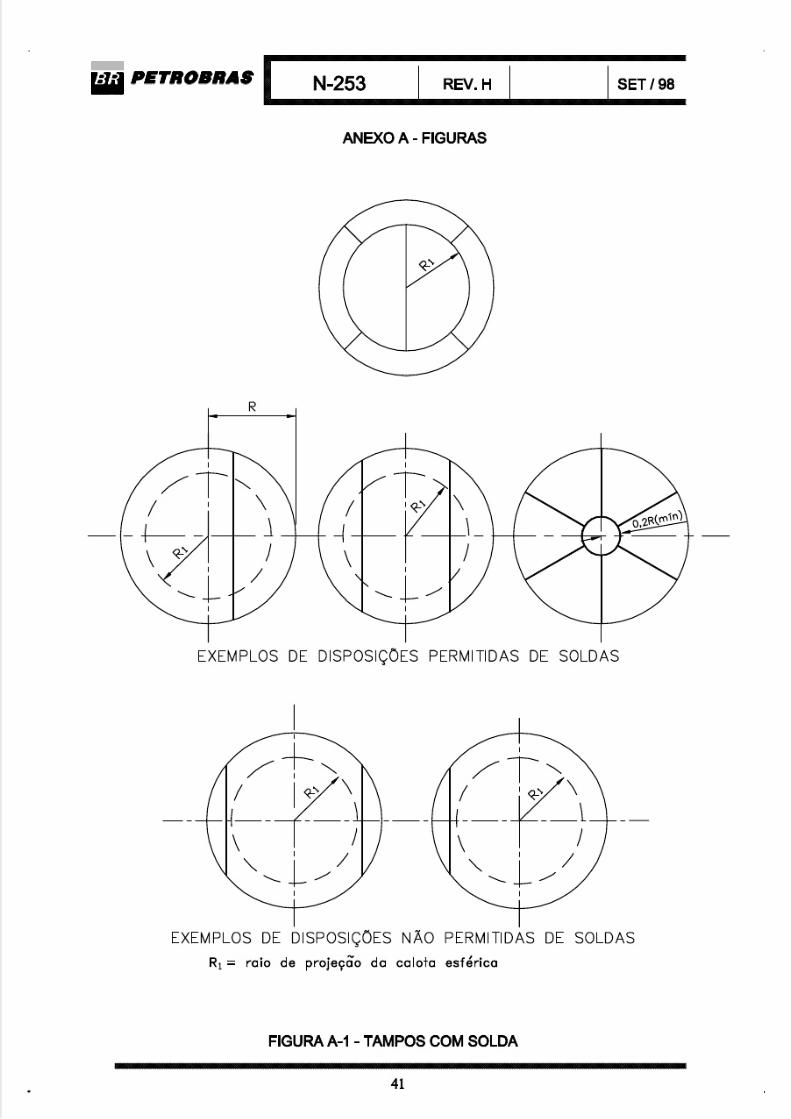
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4246
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
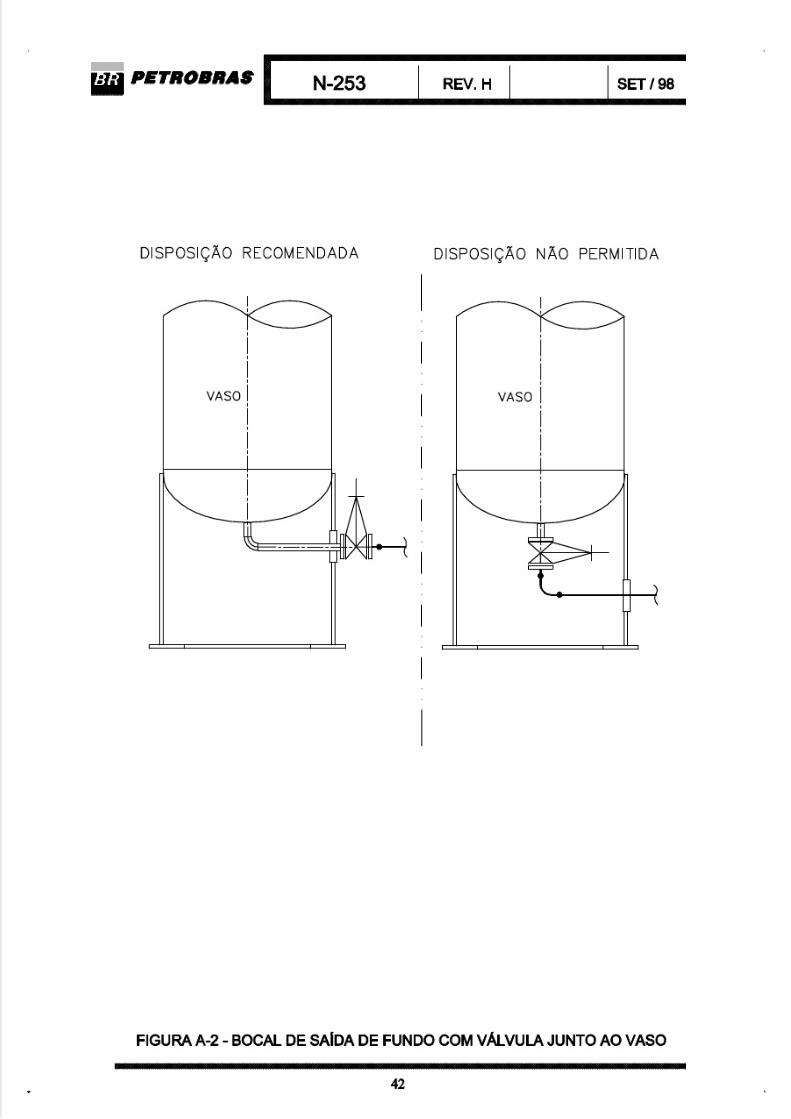
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4346
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
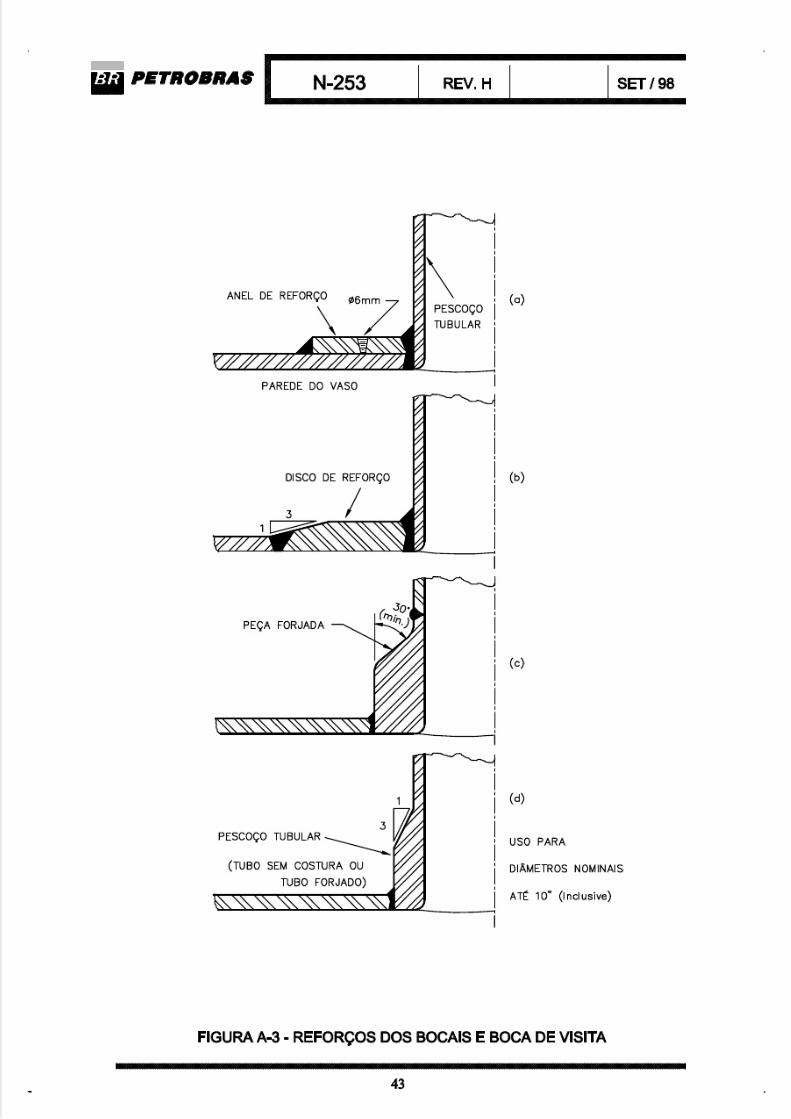
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4446
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
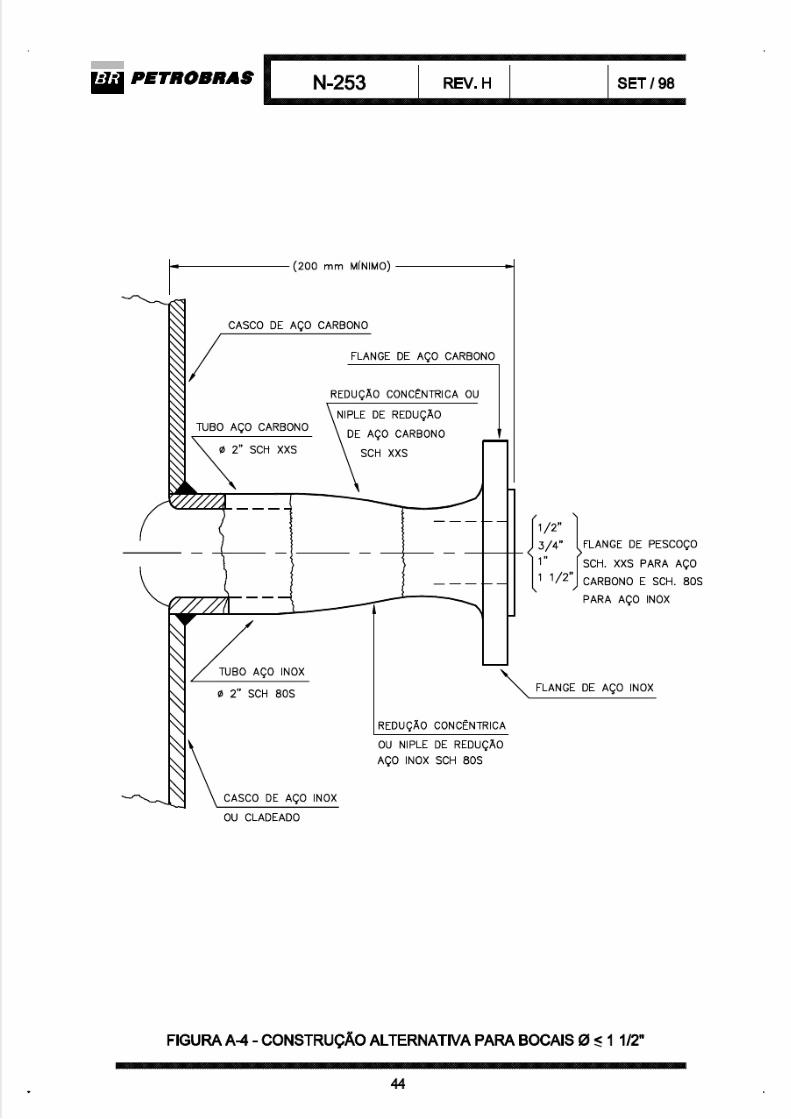
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4546
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646
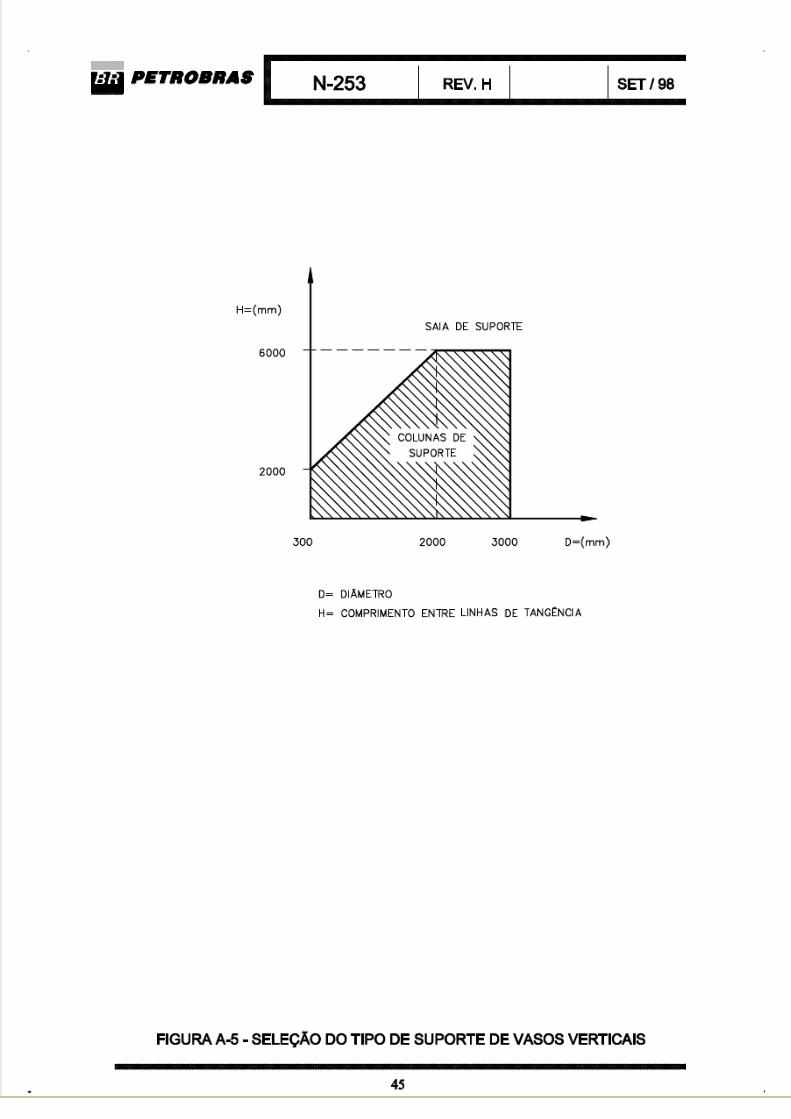
5142018 N-0253rev99- Projeto de vaso de pressatildeo - slidepdfcom
httpslidepdfcomreaderfulln-0253rev99-projeto-de-vaso-de-pressao 4646







