1
PROGRAMA FRANCISCO EDUARDO MOURÃO SABOYA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA ESCOLA DE ENGENHARIA UNIVERSIDADE FEDERAL FLUMINENSE
Dissertação de Mestrado
ESTUDO DAS TENSÕES RESIDUAIS E
CARACTERIZAÇÃO DAS PROPRIEDADES
MECÂNICAS E MICROESTRUTURAIS DE
JUNTAS SOLDADAS DE LIGA DE
ALUMÍNIO AA5086
MARCOS CAETANO MELADO
AGOSTO DE 2014
2
MARCOS CAETANO MELADO
ESTUDO DAS TENSÕES RESIDUAIS E CARACTERIZAÇÃO
DAS PROPRIEDADES MECÂNICAS E MICROESTRUTURAIS
DE JUNTAS SOLDADAS DE LIGA DE ALUMÍNIO AA5086
Dissertação de Mestrado apresentada ao
Programa Francisco Eduardo Mourão Saboya
de Pós-Graduação em Engenharia Mecânica
da UFF como parte dos requisitos para a
obtenção do t ítulo de Mestre em Ciências em
Engenharia Mecânica
Orientadora: Profª . Maria da Penha Cindra Fonseca (PGMEC/UFF)
UNIVERSIDADE FEDERAL FLUMINENSE NITERÓI, 29 DE AGOSTO DE 2014.
3
4
ESTUDO DAS TENSÕES RESIDUAIS E CARACTERIZAÇÃO
DAS PROPRIEDADES MECÂNICAS E MICROESTRUTURAIS
DE JUNTAS SOLDADAS DE LIGA DE ALUMÍNIO AA5086
Esta dissertação é parte dos pré-requisitos para a obtenção do título de
MESTRE EM ENGENHARIA MECÂNICA
Área de concentração: Mecânica dos Sólidos
Aprovada em sua forma final pela Banca Examinadora formada pelos professores:
Profª Maria da Penha Cindra Fonseca (D.Sc.) Universidade Federal Fluminense
(Orientadora)
Prof. Juan Manuel Pardal (D.Sc.) Universidade Federal Fluminense
Prof. Ivan Napoleão Bastos (D.Sc.) Universidade do Estado do Rio de Janeiro – IPRJ/UERJ

5
Agradeço à minha querida esposa Daiani e ao meu filho Pedro pelo apoio, paciência e
compreensão nos momentos de ausência.
6
Agradecimentos
Agradeço primeiramente a Deus por mais esta conquista. Que seja para Sua honra e
glória.
Agradeço a minha orientadora, Profª Maria Cindra Fonseca, pela atenção, paciência e
compreensão. Sua dedicação e comprometimento são imensuráveis e motivadores para
seus alunos. Agradeço pela ajuda e apoio incondicional em todos os momentos, os quais
tornaram possível a conclusão deste trabalho.
Agradeço, imensamente, ao Dr. Cássio Barbosa, por toda ajuda e pela grande
contribuição a esse trabalho, principalmente na análise microestrutural (MO e MEV) e
propriedades mecânicas (microdureza), contribuindo para o enriquecimento deste
trabalho.
Aos novos amigos do Instituto Nacional de Tecnologia (INT), à Engª M.Sc. Tatiana Silva
Barros, pela realização dos ensaios de microdureza; ao técnico Wellington Gilbert
Fernandes, pela realização dos ensaios de tração; ao técnico Rafael de Abreu Vinhosa,
pela realização das análises por microscopia óptica; à técnica Olívia Cypreste Pereira,
pela ajuda na análise no MEV.
Ao Engº Jeferson Costa, da White Martins, pela soldagem das amostras.
Ao aluno iniciação científica, Mateus Campos Martins, pela ajuda nas medições de
tensões residuais.
Ao Capitão-de-Mar-e-Guerra Marcelo de Carvalho Elmôr, pelo fornecimento da liga de
alumínio AA5086, fundamental para realização deste trabalho.
Aos meus pais que, com amor e carinho, sempre me motivaram e apoiaram nos estudos.
7
RESUMO
Amostras da liga alumínio AA5086 foram soldadas pelo processo GTAW com corrente
alternada, usando diferentes gases de proteção. Foi avaliada a influência da proteção
gasosa nas tensões residuais (geradas pelo processo de soldagem), nas propriedades
mecânicas (limite de resistência e microdureza) e microestruturais das juntas soldadas,
comparadas às do metal de base. O estudo revelou que as diferentes misturas gasosas
resultaram em diferentes níveis de tensões residuais superficiais heterogêneas. Uma
nova mistura gasosa foi testada (Ar + N2O + O2) e as tensões residuais geradas nestas
juntas se apresentaram mais homogêneas. As soldagens, tanto com proteção gasosa de
argônio puro, quanto com o uso de mistura gasosa de argônio com hélio ocasionaram
uma queda considerável nos valores da tensão limite de resistência mecânica das juntas,
sendo, entretanto, menos acentuada na junta soldada com mistura nova. Foi avaliada a
microdureza das juntas, sendo que as condições de soldagem com argônio puro e
argônio com hélio apresentaram valores de dureza inferiores ao do metal de base,
diferentemente da junta soldada com a mistura nova, que apresentou valores próximos ao
do metal de base. As análises metalográficas realizadas por microscopia ótica e eletrônica
de varredura complementaram os resultados, mostrando que a mistura nova gerou juntas
com menor porosidade.
Palavras-Chave: Liga de alumínio AA5086; soldagem TIG; tensões residuais; difração de
raios-X; propriedades mecânicas.

8
ABSTRACT Samples of aluminum alloy AA5086 were welded by GTAW process with alternating
current, using different shielding gases. The influence of the shielding gas in residual
stress (generated by the welding process), mechanical properties (tensile strength and
hardness) and microstructure of the welded joints was evaluated, compared to the base
metal. The study revealed that the different gas mixtures resulted in different levels of
surface residual stresses heterogeneous. A new mixture was tested (Ar + N2O + O2) and
the residual stresses generated in these joints showed more homogeneous. The welding
both to the pure argon shielding gas, using as gaseous mixture of argon and helium
resulted in a considerable drop in the threshold voltage values of mechanical resistance of
the samples is, however, less pronounced in the welded joint with further mixing. Hardness
was measured on the joints, and the welding conditions with pure argon and argon with
helium showed lower hardness compared to the base metal, different from that presented
new mixture near the base metal values. The metallographic analyzes by optical and
scanning electron microscopy complemented the results, showing that the new mixture
generated welded joints with less porosity.
Key Words: Aluminum Alloy AA5086; TIG welding; residual stresses; X-ray diffraction;
mechanical properties.
9
SUMÁRIO
1. INTRODUÇÃO...............................................................................................................15
2. REVISÃO BIBLIOGRÁFICA...........................................................................................17
2.1. Alumínio e suas Ligas..........................................................................................17
2.1.1. Classificação das ligas de alumínio...........................................................18
2.1.2. Características das ligas de alumínio.........................................................22
2.1.2.1. Série 5xxx......................................................................................23
2.1.2.1.1. Liga de alumínio AA5086...............................................25
2.2. Processo de Soldagem TIG.................................................................................26
2.2.1. Gases de Proteção.....................................................................................30
2.2.2. Soldagem de alumínio e suas ligas............................................................33
2.3. Tensões Residuais...............................................................................................36
2.3.1. Tensões residuais devido ao processo de soldagem.................................41
2.3.2. Métodos de medição das tensões residuais...............................................44
2.3.2.1. Tensometria por difração de raio-X................................................45
3. MATERIAIS E MÉTODOS..............................................................................................48
3.1. Material.................................................................................................................48
3.2. Soldagem das Amostras.......................................................................................48
3.3. Medição das Tensões Residuais..........................................................................50
3.4. Análise Microestrutural..........................................................................................53
3.5. Ensaios Mecânicos...............................................................................................54
3.5.1. Ensaio de tração.........................................................................................54
3.5.2. Ensaio de microdureza...............................................................................56
4. RESULTADOS E DISCUSSÕES...................................................................................58
4.1. Análise das tensões residuais após soldagem.....................................................58
4.2. Análise Metalográfica............................................................................................61
4.2.1. Microscopia Óptica (MO)............................................................................62
4.2.2. Microscopia Eletrônica de Varredura (MEV)..............................................65
4.2.3. Análise das superfícies de fratura..............................................................69
4.3. Caracterização das Propriedades Mecânicas......................................................70
4.3.1. Resistência Mecânica................................................................................70
4.3.1. Microdureza...............................................................................................72
5. CONCLUSÕES.............................................................................................................74
10
6. SUGESTÕES PARA TRABALHOS FUTUROS............................................................75
4. REFERÊNCIAS BIBLIOGRÁFICAS..............................................................................76
11
LISTA DE FIGURAS
Figura 2.1 - Subdivisão dos grupos das ligas de alumínio (ABAL, 2014)...........................19
Figura 2.2 - Diagrama binário da liga Al-Mg (Coelho, 2013)..............................................24
Figura 2.3 - Soldagem TIG (esquemático): (a) região do arco, (b) equipamento básico
(Marques et al., 2005).........................................................................................................27
Figura 2.4 – Soldagem TIG: A1) Área de atuação do arco voltaico na condição CC-; A2)
Área de atuação de arco voltaico na condição CC+ (Cirino, 2009)....................................29
Figura 2.5 - Formato de onda retangular balanceada: 50% eletrodo positivo 50% eletrodo
negativo (Cirino, 2009)........................................................................................................29
Figura 2.6 – Perfis de penetração na soldagem TIG de alumínio. Corrente de soldagem:
225A e velocidade de soldagem: 500mm/min (AGA).........................................................31
Figura 2.7 - Influência da atmosfera protetora na tensão do arco no processo TIG (White
Martins, 2002).....................................................................................................................32
Figura 2.8 - Solubilidade do hidrogênio no alumínio (Praveen & Yarlagadda, 2005).........34
Figura 2.9 - Influência relativa de alguns elementos de liga na sensibilidade à fissuração
na solidificação (Modenesi, 2011)......................................................................................35
Figura 2.10 - Efeito da solda na dureza em ligas 5xxx, não tratáveis termicamente,
trabalhada a frio e soldada a TIG (Mathers, 2002).............................................................36
Figura 2.11 - Superposição de tensões residuais e aplicadas (Pedrosa, 2007).................37
Figura 2.12 - Distribuição de tensões residuais do tipo I em uma seção de um eixo (Pitella,
2003)...................................................................................................................................38
Figura 2.13 – Representação das tensões residuais do tipo II (Ricardo, 2009).................38
Figura 2.14 - Diferentes fontes de tensões residuais do tipo III (Cindra Fonseca, 2000,
modificado).........................................................................................................................39
Figura 2.15 – Tensões residuais em um material bifásico (Macherauch & Kloos, 1987)...41
Figura 2.16 - Distribuição de tensões residuais devido à contração em uma junta de topo
(Cindra Fonseca, 2000)......................................................................................................42
Figura 2.17 – Superposição dos efeitos: a) Contração (C); b) Resfriamento superficial
intenso (R); e c) Transformação de Fase (T) (Cindra Fonseca, 2000)...............................43
Figura 2.18 – Sistema de coordenadas polares (Cindra Fonseca, 2000)..........................46
Figura 2.19 – Diferença de percursos dos raios incidentes em função da distância
interplanar (Cindra Fonseca, 2000)....................................................................................47
12
Figura 3.1 – Desenho esquemático da chapa inicial, do chanfro e da junta soldada
[mm]....................................................................................................................................48
Figura 3.2 – a) Máquina de Solda KEMPPI, modelo Master TIG 3500W e b) sistema de
travamento das chapas para soldagem..............................................................................49
Figura 3.3 – Posições de medições das tensões residuais nas amostras soldadas..........51
Figura 3.4 – Analisador de tensões XStress 3000: Sistema de medição...........................51
Figura 3.5 – Representação do pico de difração................................................................52
Figura 3.6 – Representação gráfica 2θ vs. sen2ψ..............................................................52
Figura 3.7 – Microscópio FEI, modelo INSPECT................................................................53
Figura 3.8 – Microscópio Eletrônico de Varredura FEI, Modelo INSPECT 550..................54
Figura 3.9 - Corpo de prova para ensaio de tração, conforme ASTM B557M....................54
Figura 3.10 – Corpos de Provas de tração: a) Metal de Base; b) Amostra soldada com Ar
puro; c) amostra soldada com Ar + He; e d) amostra soldada com Ar + N2O + O2............55
Figura 3.11 - Máquina INSTRON 3382 utilizada nos ensaios de tração............................55
Figura 3.12 – Detalhe do corpo de prova no ensaio de tração: a) Estricção b) Ruptura....56
Figura 3.13 – a) Microdurômetro LECO AKASHI; b) Amostra em medição.......................56
Figura 3.14 – a) Angulação; b) Base Quadrada; e c) Impressão Vickers...........................57
Figura 3.15 – Esquema de medição de microdureza Vickers............................................57
Figura 4.1 – Tensões residuais longitudinais após a soldagem.........................................59
Figura 4.2 – Tensões residuais transversais após a soldagem..........................................60
Figura 4.3 – Macrografias das juntas soldadas: a) com gás de proteção de Argônio; b)
com a mistura gasosa de 25%He + 75%Ar; e c) mistura gasosa de Ar + N2O + O2..........61
Figura 4.4 – Microestrutura do metal de base (Aumento de 200x).....................................62
Figura 4.5 – Microscopia óptica do metal de solda nas condições: a) Ar puro; b) Ar+He; e
c) Ar+N2O+O2 (Aumento de 200X).....................................................................................63
Figura 4.6 – Microscopia óptica da zona termicamente afetada (ZTA) das amostras
soldada nas condições: a) Ar puro, b) Ar+He, c) Ar+N2O+O2 (Aumentos de 50X e
200X)..................................................................................................................................64
Figura 4.7 – MEV: Junta soldada com proteção de argônio puro – a) aumento 200X; b)
aumento de 400X; e c) aumento 1000X.............................................................................66
Figura 4.8 – MEV-EDS da junta soldada com proteção de argônio puro...........................66
Figura 4.9 – MEV: Junta soldada com mistura de argônio com hélio - a) aumento 200X; b)
aumento de 400X; e c) aumento 1000X.............................................................................67
13
Figura 4.10 – MEV: Junta soldada com a mistura nova (Ar+N2O+O2) - a) aumento 200X;
b) aumento de 400X; e c) aumento 1000X.........................................................................68
Figura 4.11 – MEV das superfícies de fratura dos cps de tração soldados: (I) com argônio
puro e (II) com Ar+N2O+O2. Aumentos: a) 400X, b) 800X e c) 1600X..............................69
Figura 4.12 – Resistência mecânica das juntas soldadas..................................................70
Figura 4.13 – Pontos de medição de microdureza na junta soldada..................................72
Figura 4.14 – Perfil de microdureza Vickers nas juntas soldadas......................................72
14
LISTA DE TABELAS
Tabela 2.1 - Principais elementos de liga e seus efeitos (Bradaschia, modificado)...........17
Tabela 2.2 - Nomenclatura para as ligas de alumínio (INFOMET, modificado).................19
Tabela 2.3 – Subdivisões básicas do endurecimento por deformação (Smith, 1993)........20
Tabela 2.4 - Subdivisões do grau de encruamento dos tratamentos HX (Smith, 1993).....21
Tabela 2.5 - Principais designações com três dígitos após o H do tratamento de
encruamento (Smith, 1993)................................................................................................21
Tabela 2.6 – Composição química da liga 5086, % em peso (Elfer, 2014)........................26
Tabela 2.7 – Propriedades Mecânicas da liga 5086 (Hatch, 1999 e EN 13195-1:)............26
Tabela 2.8 - Principais características dos gases de proteção usados na soldagem TIG de
alumínio e suas ligas (Moreira, 2008).................................................................................32
Tabela 2.9 – Processos de Fabricação geradores de tensões Residuais (Ogata, 2003)...39
Tabela 3.1 – Composição química da liga AA5086 (% em peso).......................................48
Tabela 3.2 – Propriedades Mecânicas da liga AA5086......................................................48
Tabela 3.3 – Composição química do consumível: Liga AA5083 (% em peso).................49
Tabela 3.4 – Resumo dos parâmetros utilizados na soldagem das amostras...................50
Tabela 4.1 – Tensões residuais geradas na soldagem TIG com diferentes misturas
gasosas...............................................................................................................................58
Tabela 4.2 – Resistência mecânica do metal de base e das juntas soldadas....................70
Tabela 4.3 – Resultados de resistência mecânica de todos os corpos de prova...............71
Tabela 4.4 – Microdureza Vickers para cada condição de soldagem................................72
15
LISTA DE SÍMBOLOS
A Área
F Força
ℓ Comprimento
r Raio
t Espessura
v Velocidade
σL Tensão longitudinal
σT Tensão transversal
E Módulo de elasticidade
d Distância interplanar
θ Ângulo de incidência
ε Deformação
φ Ângulo polar
ψ Ângulo azimutal
σ Tensão
ʋ Coeficiente de Poisson
λ Comprimento de onda
15
1. INTRODUÇÃO
As ligas de alumínio-magnésio constituem um importante grupo de ligas de alumínio
não tratáveis termicamente, ou seja, não são endurecíveis por tratamento térmico, mas
somente por solução sólida e encruamento (trabalho mecânico). Elas possuem o
magnésio (Mg) como principal elemento de liga, que além de melhorar a resistência
mecânica, permite que essas ligas mantenham um elevado nível de ductilidade, bem
como uma excelente resistência à corrosão e boa soldabilidade. A combinação destas
propriedades fez com que estas ligas estejam entre as preferidas para algumas
aplicações nas indústrias metal-mecânica e naval.
A liga de alumínio ASTM 5086 é amplamente utilizada na indústria metal-mecânica,
por combinar boa característica de soldagem e elevada resistência à corrosão em meios
marinhos, além de apresentar boa resistência mecânica e dureza. Ela é usada para
aplicações estruturais, tais como componentes aeroespaciais, na indústria
automobilística, cabeçotes e blocos de motores, na indústria naval e de petróleo e gás.
Devido ao aumento da exigência de melhor desempenho dos materiais e a crescente
competitividade entre as empresas, muitos foram os métodos desenvolvidos visando
garantir melhores propriedades aos componentes. Dentre esses processos pode-se
destacar a soldagem, que se tornou particularmente importante na indústria metal-
mecânica, pois as propriedades e características da junta soldada são largamente
modificadas durante esta etapa.
Sendo atualmente o método mais utilizado para a união de componentes metálicos, a
soldagem tornou-se parte indispensável da cadeia de produção, já que tubulações,
estruturas e componentes utilizam tal processo, pelo menos uma vez, até o produto final.
Dentre os processos de soldagem, o processo de soldagem GTAW (Gas Tungsten
Arc Welding) apresenta excelente qualidade e acabamento dos componentes soldados e
é particularmente indicado para a soldagem de ligas alumínio. Neste processo, os gases
de proteção têm importante papel, pois influenciam nas juntas, nas propriedades
mecânicas e microestruturais. O desenvolvimento de novas misturas gasosas, além
daquelas já convencionais, permite a obtenção de melhores propriedades das juntas
soldadas.
Entretanto, nos processos de soldagem a geração de tensões residuais e distorções é
um dos maiores problemas, que deve ser considerado e analisado, a fim de garantir uma
longa vida em serviço do componente soldado, pois podem se somar às tensões de
16
serviço e provocar a ruptura prematura da estrutura ou do componente, dependendo da
natureza e magnitude das tensões. Estas tensões estão presentes em praticamente todas
as peças rígidas, metálicas ou não, e são o produto do histórico metalúrgico e mecânico
de cada ponto da peça ou da peça como um todo, durante o processo de fabricação.
O presente trabalho tem como objetivo o estudo das tensões residuais geradas na
soldagem de chapas de liga de alumínio AA5086 e a influência do uso de diferentes
misturas gasosas no processo de soldagem GTAW na microestrutura e nas propriedades
mecânicas da junta.
17
2. REVISÃO BIBLIOGRÁFICA
2.1. Alumínio e suas Ligas
A resistência mecânica de algumas ligas de alumínio, que pode ser semelhante à
de alguns aços com baixo teor de carbono, aliada à boa resistência à corrosão e a uma
massa específica de 2,7g/cm3 (equivalente a 1/3 da massa específica do aço), fazem com
que estas ligas sejam uma alternativa na substituição de componentes ou partes
estruturais com considerável redução de peso e o consequente aumento de carga útil.
No estado puro, o alumínio apresenta baixas dureza e resistência mecânica, não
servindo para determinadas aplicações, daí a necessidade de combiná-lo com outros
metais para aumentar sua aplicação industrial. As ligas apresentam características
diferentes daquelas apresentadas pelos seus metais constituintes, tais como dureza,
ductilidade, condutividade, entre outras; além disso, as suas propriedades dependem
fundamentalmente da composição, da microestrutura, do tratamento térmico ou mecânico
(Callister, 2002). Os principais elementos de liga das ligas de alumínio incluem
combinações dos seguintes elementos: Cobre, Magnésio, Silício e Zinco. Os efeitos
ocasionados pela sua introdução são encontrados na Tabela 2.1.
Tabela 2.1 - Principais elementos de liga e seus efeitos (Bradaschia 1988, modificado).
Elemento Efeitos nas Ligas
Magnésio
Aumento do limite de resistência e dureza, além do aumento na
resistência à corrosão e excelente soldabilidade e usinabilidade.
Boa resistência ao impacto.
Cobre
Aumento progressivo da resistência e da dureza até adição de
12%Cu. Confere à liga boas propriedades mecânicas em
temperaturas elevadas, porém diminui a resistência à corrosão.
Silício
Teores crescentes de Si, até o ponto eutético, aumentam a
fluidez e a resistência mecânica da liga e diminuem a fragilidade
a quente e a contração do material.
Zinco
Confere ao alumínio excelente limite de resistência e ductilidade
à temperatura ambiente, por outro lado aumenta a
suscetibilidade à corrosão sob tensão.
18
Como visto, o alumínio em estado puro é pouco resistente, assim, o principal
objetivo de adicionarem-se elementos de liga no alumínio é aumentar a resistência
mecânica, sem alterar as demais propriedades.
O alumínio, quando no estado líquido, dissolve bem o hidrogênio, o que constitui
um dos maiores problemas na soldagem deste material e reage com o oxigênio formando
uma camada protetora de óxido de alumínio (Al2O3) em sua superfície, que preserva o
metal em certos meios agressivos (Coutinho, 1980).
Quando o alumínio se solidifica, alguns dos constituintes da liga podem ser retidos
em solução sólida. Isso faz com que a microestrutura do metal se torne mais rígida. O
metal quente pode manter uma elevada quantidade de elementos de liga em solução
sólida do que quando frio. Assim sendo, quando ocorre o resfriamento, ele tende a
precipitar o excesso dos elementos de liga da solução. Essa precipitação pode advir em
forma de partículas duras, formadas de compostos intermetálicos, tais como CuAl2 ou
Mg2Si. Esses agregados de átomos metálicos podem tornar a rede cristalina ainda mais
rígida e, consequentemente, endurecem a liga (ABAL, 2014).
2.1.1. Classificação das ligas de alumínio
De acordo com a American Society for Metais (ASM), as ligas de alumínio podem
ser divididas em dois grupos:
• Ligas de Alumínio Trabalhadas (wrought aluminum alloys) – ligas destinadas à
fabricação de produtos semi-acabados, como laminados planos (placas, chapas e
folhas), laminados não planos (tarugos, barras e arames) perfis extrudados e
componentes forjados; e
• Ligas de Alumínio Fundidas (cast aluminum alloys) – ligas destinadas a fabricação
de componentes fundidos.
As ligas de alumínio trabalhadas, objeto de estudo neste trabalho, são
classificadas, segundo Aluminum Association (AA), em séries de quatro dígitos, de acordo
com o principal elemento de liga adicionado, conforme ilustra a Tabela 2.2 (INFOMET,
2014).
19
Tabela 2.2 - Nomenclatura para as ligas de alumínio (INFOMET 2014, modificado).
Série Principais Elementos
de liga
Outros elementos
de liga
1xxx Alumínio Puro -
2xxx Cu Mg, Li
3xxx Mn Mg
4xxx Si -
5xxx Mg -
6xxx Mg, Si -
7xxx Zn Cu, Mg, Cr, Zr
8xxx Sn, Li, Fe, Cu, Mg -
O significado dos 4 dígitos difere-se entre a série 1xxx e as demais. Na série 1xxx,
o algarismo da centena, se igual a zero, indica que as impurezas presentes são as
naturais do processo de fabricação. Se diferente de zero, indica que há controle especial
na concentração de determinada impureza. Os algarismos da dezena e da unidade
indicam o percentual de alumínio além dos 99% existentes.
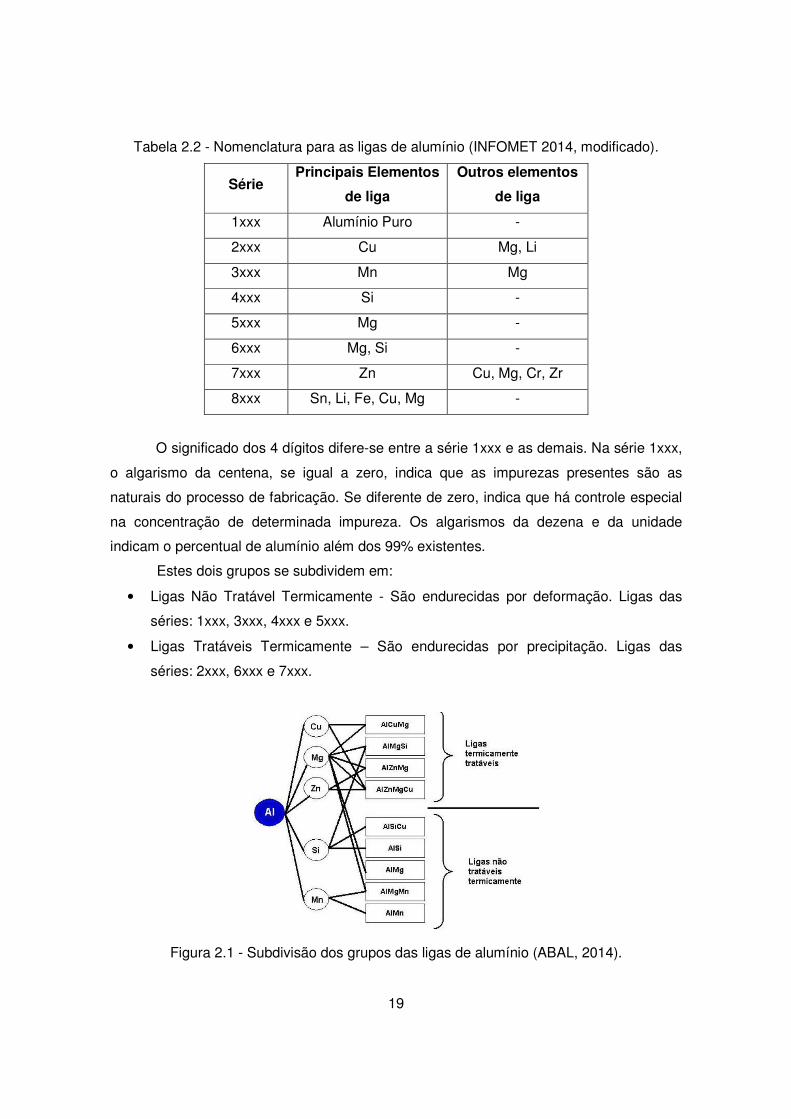
Estes dois grupos se subdividem em:
• Ligas Não Tratável Termicamente - São endurecidas por deformação. Ligas das
séries: 1xxx, 3xxx, 4xxx e 5xxx.
• Ligas Tratáveis Termicamente – São endurecidas por precipitação. Ligas das
séries: 2xxx, 6xxx e 7xxx.
Figura 2.1 - Subdivisão dos grupos das ligas de alumínio (ABAL, 2014).
20
Em função do tipo de tratamento que sofrem, as ligas tem uma designação que a
caracteriza, por exemplo, a liga AA5083-O, refere-se à liga 5083 no estado recozido.
Assim temos como designações dos diferentes tratamentos as seguintes letras:
F - Ligas que não sofreram nenhum tratamento após o seu processo de
fabricação;
O - Ligas que foram recozidas com o objetivo de homogeneizar a sua
microestrutura e aliviar as tensões;
H – Ligas endurecidas por deformação plástica (encruamento). Elas podem ser
complementadas por tratamentos térmicos para o alívio de tensões. São sempre seguido
de dois ou mais dígitos numéricos para que caracterize melhor o tratamento. As
subdivisões estão apresentadas nas Tabelas 2.3 e 2.4;
T – Ligas Tratáveis termicamente para produzir um endurecimento estável. Pode
ser usado com ou sem encruamento complementar, sempre seguidos por um ou mais
dígitos; e
W - Solubilizada – Ligas sujeitas a envelhecimento natural. Esta designação só se
completa quando usados complementos informando o tempo para o envelhecimento
natural, por exemplo, W ½h (Pereira, 2010; Smith, 1988; e Brito & Gordo, 2004).
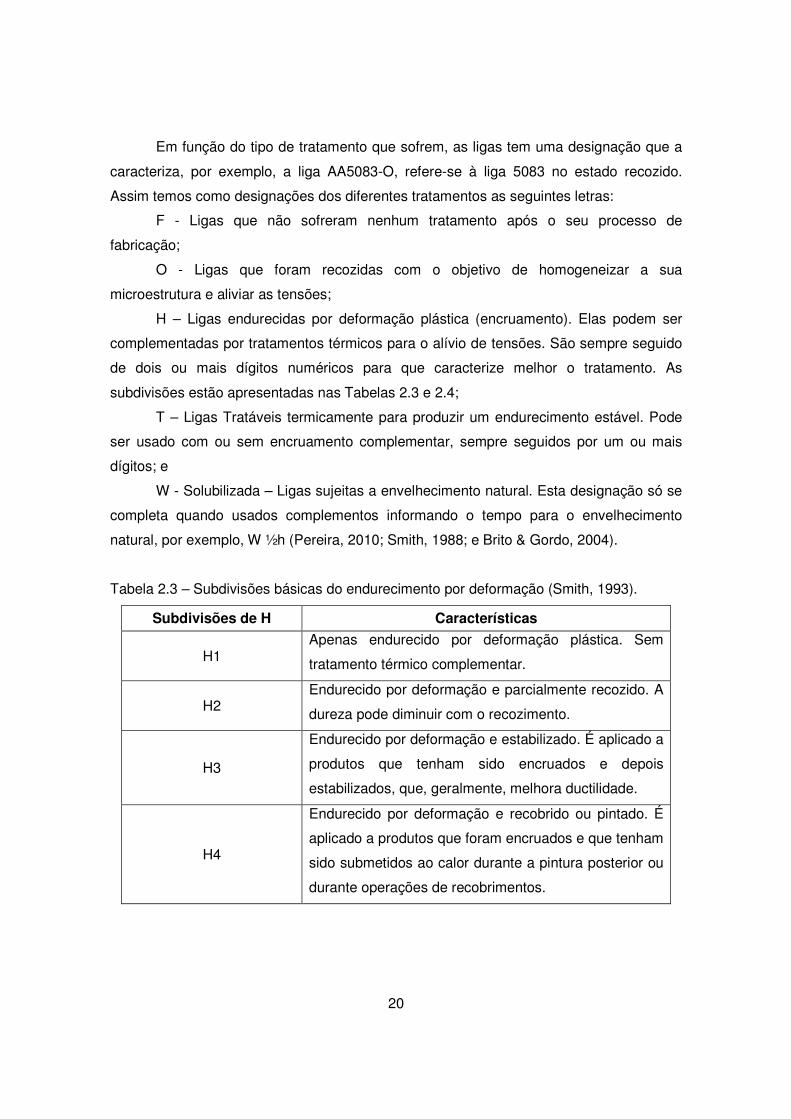
Tabela 2.3 – Subdivisões básicas do endurecimento por deformação (Smith, 1993).
Subdivisões de H Características
H1 Apenas endurecido por deformação plástica. Sem
tratamento térmico complementar.
H2 Endurecido por deformação e parcialmente recozido. A
dureza pode diminuir com o recozimento.
H3
Endurecido por deformação e estabilizado. É aplicado a
produtos que tenham sido encruados e depois
estabilizados, que, geralmente, melhora ductilidade.
H4
Endurecido por deformação e recobrido ou pintado. É
aplicado a produtos que foram encruados e que tenham
sido submetidos ao calor durante a pintura posterior ou
durante operações de recobrimentos.
21
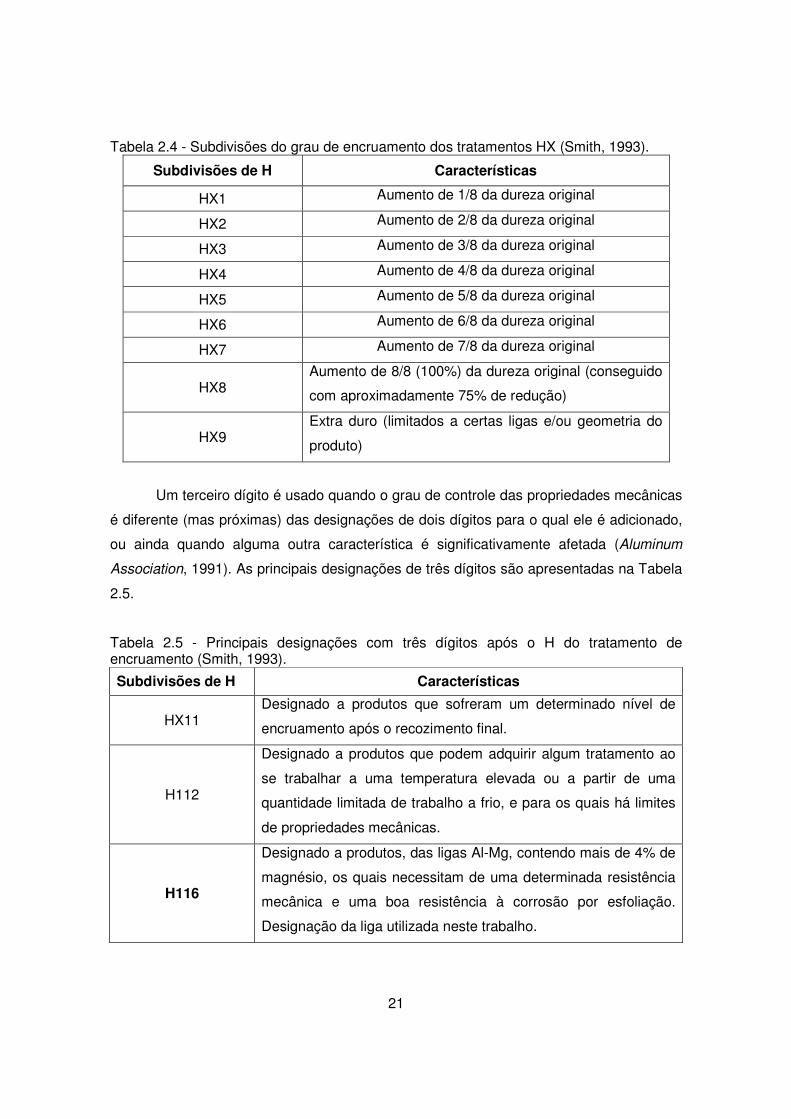
Tabela 2.4 - Subdivisões do grau de encruamento dos tratamentos HX (Smith, 1993).
Subdivisões de H Características
HX1 Aumento de 1/8 da dureza original
HX2 Aumento de 2/8 da dureza original
HX3 Aumento de 3/8 da dureza original
HX4 Aumento de 4/8 da dureza original
HX5 Aumento de 5/8 da dureza original
HX6 Aumento de 6/8 da dureza original
HX7 Aumento de 7/8 da dureza original
HX8 Aumento de 8/8 (100%) da dureza original (conseguido
com aproximadamente 75% de redução)
HX9 Extra duro (limitados a certas ligas e/ou geometria do
produto)
Um terceiro dígito é usado quando o grau de controle das propriedades mecânicas
é diferente (mas próximas) das designações de dois dígitos para o qual ele é adicionado,
ou ainda quando alguma outra característica é significativamente afetada (Aluminum
Association, 1991). As principais designações de três dígitos são apresentadas na Tabela
2.5.
Tabela 2.5 - Principais designações com três dígitos após o H do tratamento de encruamento (Smith, 1993).
Subdivisões de H Características
HX11 Designado a produtos que sofreram um determinado nível de
encruamento após o recozimento final.
H112
Designado a produtos que podem adquirir algum tratamento ao
se trabalhar a uma temperatura elevada ou a partir de uma
quantidade limitada de trabalho a frio, e para os quais há limites
de propriedades mecânicas.
H116
Designado a produtos, das ligas Al-Mg, contendo mais de 4% de
magnésio, os quais necessitam de uma determinada resistência
mecânica e uma boa resistência à corrosão por esfoliação.
Designação da liga utilizada neste trabalho.
22
2.1.2. Características das ligas de alumínio
Conforme a Tabela 2.2, que demonstra a designação das ligas de alumínio,
segundo Aluminum Association tem-se as características gerais de cada série como:
Série 1xxx: Teor de pureza igual ou superior a 99%. Esta série apresenta
excelente resistência à corrosão, elevada condutividade térmica e elétrica, elevada
ductilidade e baixa resistência mecânica. A série responde moderadamente a processos
de endurecimento por deformação devido ao alto teor de pureza. Aplicações nas áreas
elétricas e química.
Série 2xxx: O cobre é o principal elemento de liga. Séries largamente utilizadas
em aplicações estruturais. Apresentam boa usinabilidade, baixa soldabilidade e baixa
resistência à corrosão. A resistência à corrosão pode ser melhorada através de
recobrimento com alumínio de alta pureza ou por ligas da série 6xxx (Cladeamento ou
Alclad).
Série 3xxx: Tem como principal elemento de liga o manganês, com solubilidade
máxima de 1,5%. Esta série apresenta moderada resistência mecânica a qual a máxima é
obtida por meio de trabalho mecânico. Aplicações em diversos segmentos como:
utensílios domésticos, trocadores de calor, latas de bebidas, etc.
Série 4xxx: O silício é o principal elemento de liga desta série, com teores de até
12%, cuja função é baixar a temperatura de fusão destas ligas sem que ocorra
fragilização. São utilizadas principalmente como arames de solda e liga de brasagem.
Série 6xxx: Nesta série o magnésio e silício são adicionados em proporções
suficientes para formação de Silicato de Magnésio (Mg2Si). As ligas desta série
apresentam elevada resistência à corrosão, boa conformabilidade, boa soldabilidade e
são de fácil usinagem. Têm aplicações em uso arquitetônico, quadros de bicicletas e
estruturas soldadas.
23
Série 7xxx: Tem o zinco, em teores de 1 a 8%, como principal elemento de liga.
Apresentam alta resistência mecânica (combinado com o Magnésio) sendo utilizada em
aplicações estruturais, principalmente pela indústria aeronáutica.
Série 8xxx: O estanho é o principal elemento de liga. Estas ligas foram
desenvolvidas para mancais e buchas, onde suportam elevadas cargas e apresentam
elevada resistência a fadiga. Possui altíssima resistência a corrosão, quando comparados
com outros metais usados para mancais.
2.1.2.1. Série 5xxx
As ligas da série 5xxx, as ligas de Al-Mg, constituem um importante grupo de ligas
de alumínio não tratáveis termicamente, ou seja, não são endurecíveis por tratamento
térmico de solubilização e envelhecimento, mas sim por solução sólida e encruamento
(trabalho mecânico). O magnésio como principal elemento de liga, além de melhorar a
resistência mecânica, permite que essas ligas mantenham uma elevada ductilidade, bem
como excelente resistência à corrosão e boa soldabilidade. Tais características fizeram
com que elas estejam entre as ligas preferidas para algumas aplicações nas indústrias
metal-mecânica e naval (Barbosa, 2014).
A resistência mecânica da solda em ligas Al-Mg equivale às de outras ligas
recozidas, além de apresentar boa ductilidade. Ligas com teores de magnésio inferiores a
3,5 % apresentam menor soldabilidade do que ligas com teores de magnésio mais
elevados (Hatch, 1999).
Entretanto, estas ligas em particular, podem formar várias fases de precipitados
que são altamente dependentes da composição química da liga e das condições de
processamento térmico, sendo necessária certa atenção no que diz respeito a estes
precipitados, aos seus efeitos e aos seus mecanismos de precipitação.
No diagrama de fase Al-Mg (Figura 2.2) é possível prever as composições típicas
das fases em equilíbrios em função da temperatura. Assim sendo, podem-se descrever
cinco fases sólidas em equilíbrio ao longo de toda a gama de composições: i) Solução
sólida de Al-Mg (α); ii) O componente intermetálico β (Al2Mg3); iii) O composto de linha ε;
iv) O composto γ(Al12Mg17); e v) Solução sólida de Mg-Al (δ) (Kinga , 2008).
24
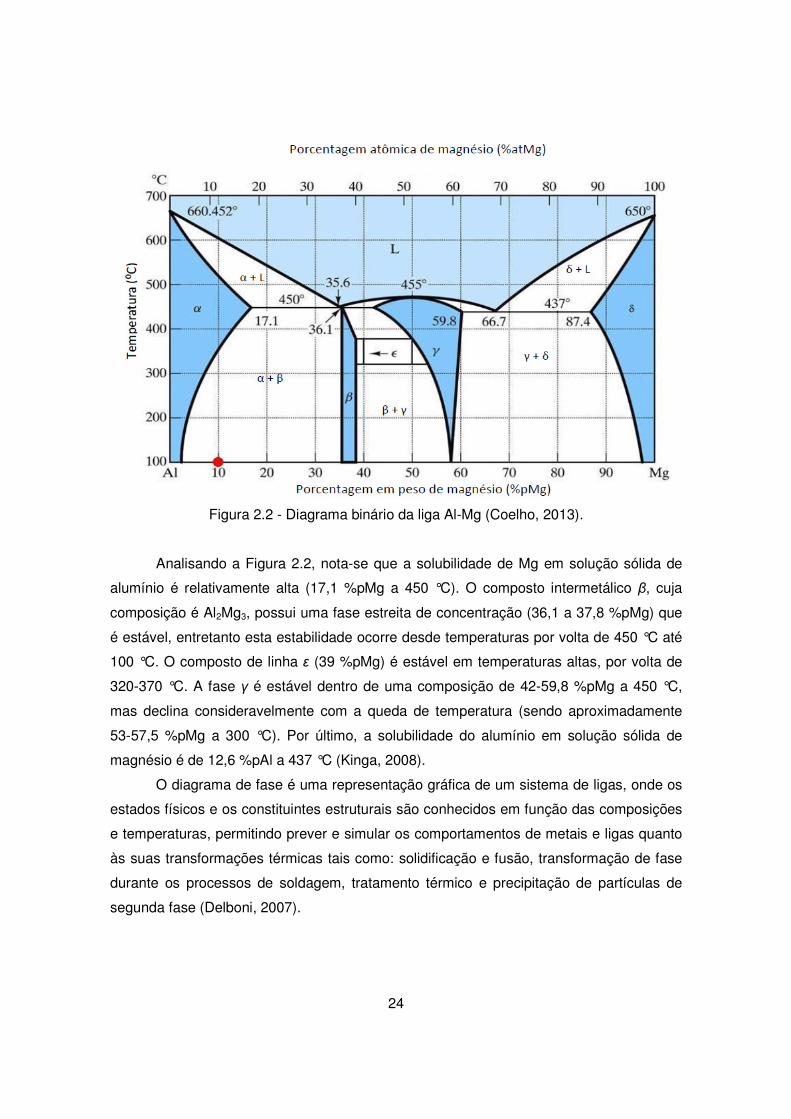
Figura 2.2 - Diagrama binário da liga Al-Mg (Coelho, 2013).
Analisando a Figura 2.2, nota-se que a solubilidade de Mg em solução sólida de
alumínio é relativamente alta (17,1 %pMg a 450 °C). O composto intermetálico β, cuja
composição é Al2Mg3, possui uma fase estreita de concentração (36,1 a 37,8 %pMg) que
é estável, entretanto esta estabilidade ocorre desde temperaturas por volta de 450 °C até
100 °C. O composto de linha ε (39 %pMg) é estável em temperaturas altas, por volta de
320-370 °C. A fase γ é estável dentro de uma composição de 42-59,8 %pMg a 450 °C,
mas declina consideravelmente com a queda de temperatura (sendo aproximadamente
53-57,5 %pMg a 300 °C). Por último, a solubilidade do alumínio em solução sólida de
magnésio é de 12,6 %pAl a 437 °C (Kinga, 2008).
O diagrama de fase é uma representação gráfica de um sistema de ligas, onde os
estados físicos e os constituintes estruturais são conhecidos em função das composições
e temperaturas, permitindo prever e simular os comportamentos de metais e ligas quanto
às suas transformações térmicas tais como: solidificação e fusão, transformação de fase
durante os processos de soldagem, tratamento térmico e precipitação de partículas de
segunda fase (Delboni, 2007).
25
2.1.2.1.1. Liga de Alumínio AA5086
O magnésio, na maioria das ligas alumínio-magnésio está presente em solução
sólida. Entretanto, quando a concentração de magnésio nas ligas de Al-Mg excede,
aproximadamente, 3,5%, Al3Mg2 pode precipitar a temperaturas baixas no tratamento
térmico ou no resfriamento lento a partir de elevadas temperaturas. Como exemplo, temos
a liga 5086 (4% Mg) que é trabalhada a frio e aquecida em torno de 120 a 180ºC. Nesta
liga uma contínua rede de Al3Mg2 pode precipitar nos contornos de grão. Esta estrutura é
indesejável uma vez que pode tornar a liga suscetível a trinca por corrosão sob tensão em
condições adversas (Van Horn, 1967).
Embora as ligas de alumínio-magnésio sejam classificadas em não tratáveis
termicamente, a quantidade de magnésio solúvel nas temperaturas de recozimento para
as ligas Al-Mg, com mais que 4% Mg (como a 5083, 5086, 5056 e 5456), é maior que a
retida em solução-sólida na temperatura ambiente. Como resultado, se estas ligas são
severamente encruadas e mantidas por um longo tempo a temperatura ambiente,
ocorrerá à precipitação de Al3Mg2 ao longo das bandas de deslizamento. Também, se
estas ligas são expostas a altas temperaturas em condições de recozimento, a
precipitação ocorrerá ao longo dos contornos de grãos. Esta precipitação torna essas
ligas suscetíveis à corrosão intergranular em ambiente corrosivo. Por esta razão, o
tratamento H3xx tem sido desenvolvido para eliminar ou minimizar esta instabilidade,
então essas ligas possuem alta resistência (Van Horn, 1967).
As ligas Al-Mg não são endurecíveis por precipitação, ou seja, não apresentam
ganho de dureza devido à precipitação. Entretanto, em ligas como a 5086 o teor de
magnésio supera o limite de solubilidade, fazendo com que, em condições
termodinamicamente favoráveis como temperaturas elevadas ou mesmo longos tempos à
temperatura ambiente, ocorram precipitação das fases Al3Mg2, Al3Mg5 ou Al8Mg5 nos
contornos de grão, que, em vez de proporcionar ganho de dureza, causa problemas como
aumento da suscetibilidade à corrosão nos contornos de grão e diminuição da resistência
à corrosão sob tensão. Esse problema resultou no desenvolvimento da têmpera (grau de
encruamento) H116, de modo a eliminar, ou minimizar, essa instabilidade, permitindo um
melhor aproveitamento das propriedades mecânicas dessas ligas.
A resistência mecânica da solda em ligas Al-Mg equivale às de outras ligas
recozidas, além de apresentar boa ductilidade. Ligas com teores de magnésio superiores
26
a 3,5 % apresentam menor soldabilidade do que ligas com teores de magnésio mais
elevados (Hatch, 1999).
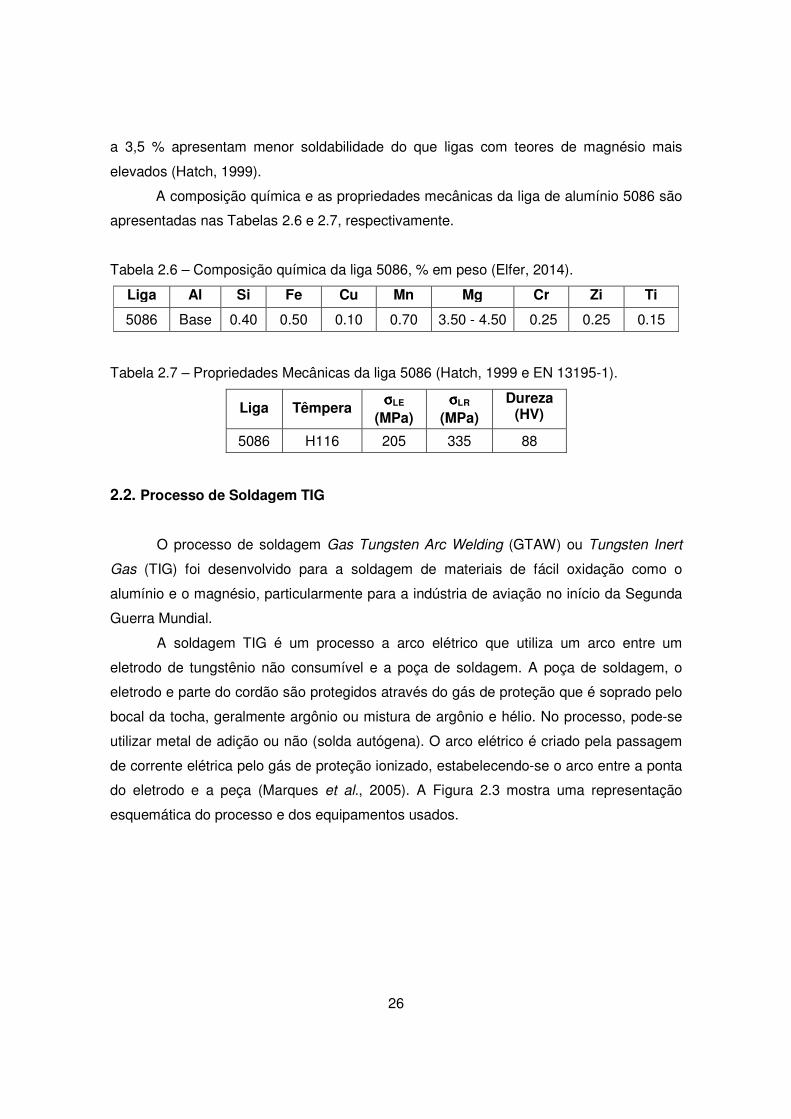
A composição química e as propriedades mecânicas da liga de alumínio 5086 são
apresentadas nas Tabelas 2.6 e 2.7, respectivamente.
Tabela 2.6 – Composição química da liga 5086, % em peso (Elfer, 2014).
Liga Al Si Fe Cu Mn Mg Cr Zi Ti
5086 Base 0.40 0.50 0.10 0.70 3.50 - 4.50 0.25 0.25 0.15
Tabela 2.7 – Propriedades Mecânicas da liga 5086 (Hatch, 1999 e EN 13195-1).
Liga Têmpera σσσσLE
(MPa) σσσσLR
(MPa) Dureza
(HV)
5086 H116 205 335 88
2.2. Processo de Soldagem TIG
O processo de soldagem Gas Tungsten Arc Welding (GTAW) ou Tungsten Inert
Gas (TIG) foi desenvolvido para a soldagem de materiais de fácil oxidação como o
alumínio e o magnésio, particularmente para a indústria de aviação no início da Segunda
Guerra Mundial.
A soldagem TIG é um processo a arco elétrico que utiliza um arco entre um
eletrodo de tungstênio não consumível e a poça de soldagem. A poça de soldagem, o
eletrodo e parte do cordão são protegidos através do gás de proteção que é soprado pelo
bocal da tocha, geralmente argônio ou mistura de argônio e hélio. No processo, pode-se
utilizar metal de adição ou não (solda autógena). O arco elétrico é criado pela passagem
de corrente elétrica pelo gás de proteção ionizado, estabelecendo-se o arco entre a ponta
do eletrodo e a peça (Marques et al., 2005). A Figura 2.3 mostra uma representação
esquemática do processo e dos equipamentos usados.
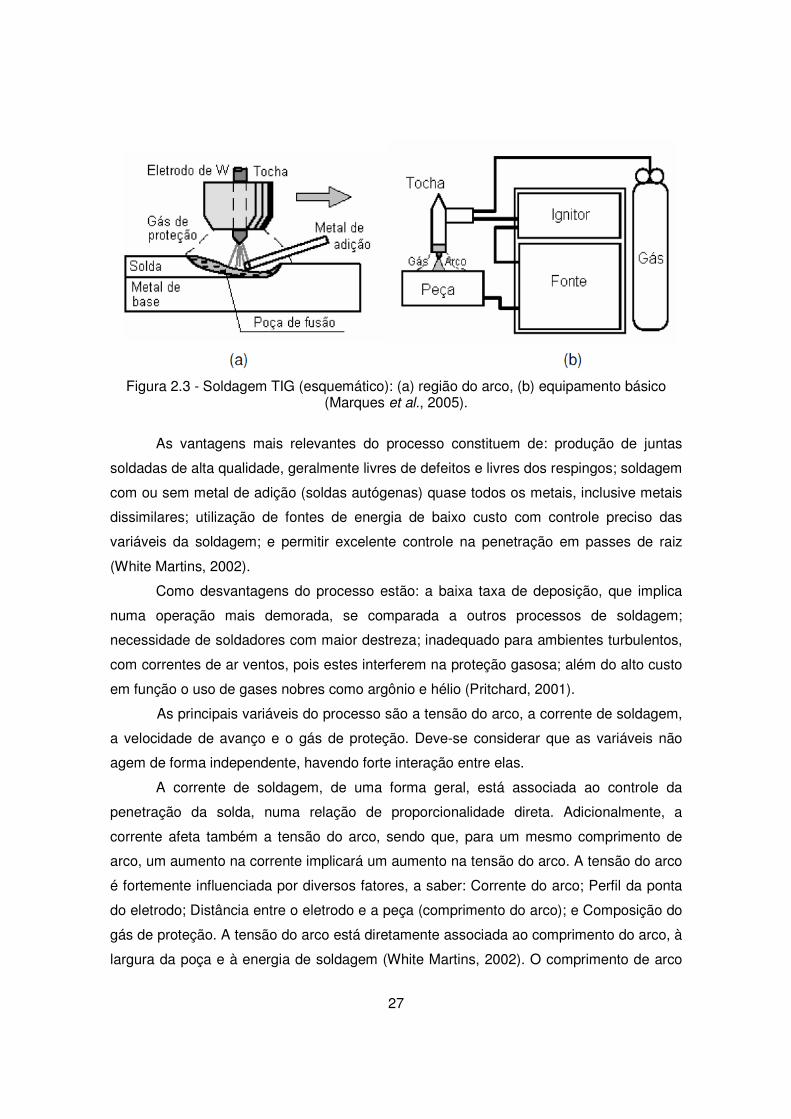
27
Figura 2.3 - Soldagem TIG (esquemático): (a) região do arco, (b) equipamento básico (Marques et al., 2005).
As vantagens mais relevantes do processo constituem de: produção de juntas
soldadas de alta qualidade, geralmente livres de defeitos e livres dos respingos; soldagem
com ou sem metal de adição (soldas autógenas) quase todos os metais, inclusive metais
dissimilares; utilização de fontes de energia de baixo custo com controle preciso das
variáveis da soldagem; e permitir excelente controle na penetração em passes de raiz
(White Martins, 2002).
Como desvantagens do processo estão: a baixa taxa de deposição, que implica
numa operação mais demorada, se comparada a outros processos de soldagem;
necessidade de soldadores com maior destreza; inadequado para ambientes turbulentos,
com correntes de ar ventos, pois estes interferem na proteção gasosa; além do alto custo
em função o uso de gases nobres como argônio e hélio (Pritchard, 2001).
As principais variáveis do processo são a tensão do arco, a corrente de soldagem,
a velocidade de avanço e o gás de proteção. Deve-se considerar que as variáveis não
agem de forma independente, havendo forte interação entre elas.
A corrente de soldagem, de uma forma geral, está associada ao controle da
penetração da solda, numa relação de proporcionalidade direta. Adicionalmente, a
corrente afeta também a tensão do arco, sendo que, para um mesmo comprimento de
arco, um aumento na corrente implicará um aumento na tensão do arco. A tensão do arco
é fortemente influenciada por diversos fatores, a saber: Corrente do arco; Perfil da ponta
do eletrodo; Distância entre o eletrodo e a peça (comprimento do arco); e Composição do
gás de proteção. A tensão do arco está diretamente associada ao comprimento do arco, à
largura da poça e à energia de soldagem (White Martins, 2002). O comprimento de arco
28
elétrico deve ser o menor possível, pois se o comprimento for excessivo, este se
distribuirá sobre uma grande área da peça a ser soldada, o que dificulta a fusão devido a
queda na intensidade da corrente, além de permitir a entrada de ar atmosférico na poça
de fusão contaminando-a.
A velocidade de avanço é proporcional à corrente de soldagem. Maiores
velocidades de avanço requerem correntes de soldagem mais intensas e para correntes
baixas, a velocidade de avanço deve ser reduzida. Uma velocidade de avanço mais alta é
desejável, visto que essa medida reduz a ocorrência de distorções (Pritchard, 2001).
Outro importante aspecto é o fato de ela determinar a produtividade do processo e,
consequentemente, uma parcela significativa do seu custo.
A forma de alimentação do material de adição é outra condição importante na
soldagem TIG. Em processos manuais, a maneira como o material é adicionado influencia
no número de passes e na aparência da solda acabada (White Martins, 2002).
A soldagem TIG do alumínio com ou sem adição de material requer recursos
diferenciados, devido a uma camada microscópica de óxido do mesmo metal (Al2O3) que
se forma sobre sua superfície. Esta camada de óxidos garante ao alumínio boa
resistência à corrosão, porém se constitui na principal dificuldade da soldagem a arco
deste metal e de suas ligas. O ponto de fusão desta barreira de óxidos é alto, cerca de
2060 °C. A princípio isso não seria um problema, já que o arco atinge temperaturas muito
superiores a esta. Contudo, no processo TIG com polaridade negativa (CC-), isto não
acontece, pois a alta condutividade térmica do alumínio permite que o calor rapidamente
se difunda através da peça a ser soldada, fundindo-a, mas mantendo a camada de óxido
intacta. A remoção do óxido poderia ser efetuada com a utilização de corrente contínua
com polaridade positiva (CC+), entretanto não é usual, devido à instabilidade (mobilidade)
do arco e a acentuada deterioração do eletrodo de tungstênio pelo calor do arco (Lucas et
al., 2010).
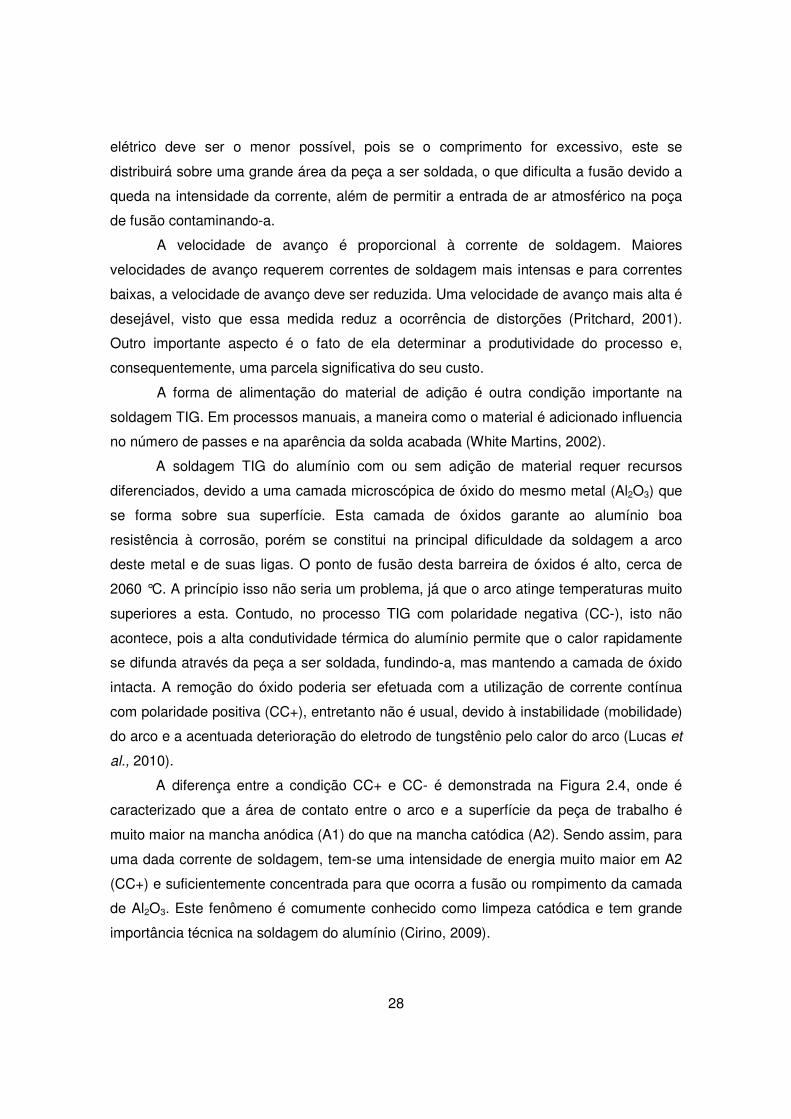
A diferença entre a condição CC+ e CC- é demonstrada na Figura 2.4, onde é
caracterizado que a área de contato entre o arco e a superfície da peça de trabalho é
muito maior na mancha anódica (A1) do que na mancha catódica (A2). Sendo assim, para
uma dada corrente de soldagem, tem-se uma intensidade de energia muito maior em A2
(CC+) e suficientemente concentrada para que ocorra a fusão ou rompimento da camada
de Al2O3. Este fenômeno é comumente conhecido como limpeza catódica e tem grande
importância técnica na soldagem do alumínio (Cirino, 2009).
29
Figura 2.4 – Soldagem TIG: A1) Área de atuação do arco voltaico na condição CC-; A2) Área de atuação de arco voltaico na condição CC+ (Cirino, 2009).
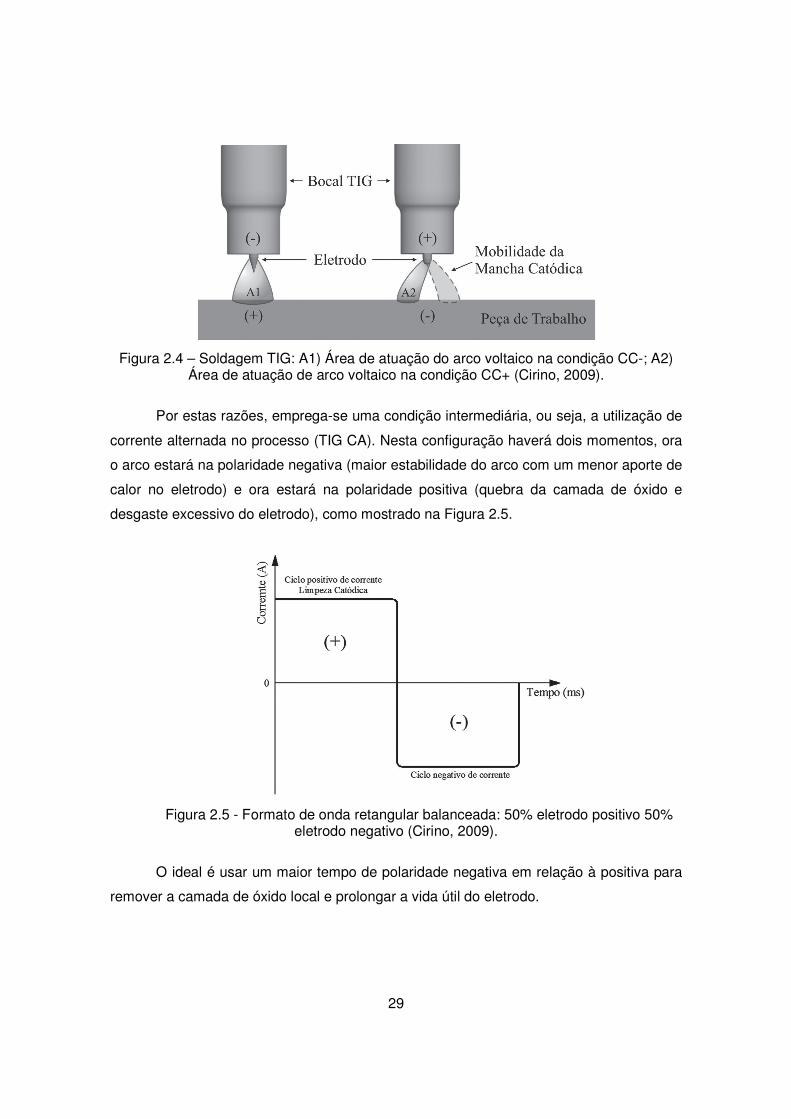
Por estas razões, emprega-se uma condição intermediária, ou seja, a utilização de
corrente alternada no processo (TIG CA). Nesta configuração haverá dois momentos, ora
o arco estará na polaridade negativa (maior estabilidade do arco com um menor aporte de
calor no eletrodo) e ora estará na polaridade positiva (quebra da camada de óxido e
desgaste excessivo do eletrodo), como mostrado na Figura 2.5.
Figura 2.5 - Formato de onda retangular balanceada: 50% eletrodo positivo 50% eletrodo negativo (Cirino, 2009).
O ideal é usar um maior tempo de polaridade negativa em relação à positiva para
remover a camada de óxido local e prolongar a vida útil do eletrodo.
30
2.2.1. Gases de proteção
A proteção gasosa da poça de fusão no processo TIG é eficiente, o que ocorre
através de um fluxo de gás inerte como o argônio ou o hélio, que parte do bocal de
soldagem em direção a poça de fusão de modo a proteger o arco e a poça de fusão,
evitando a contaminação do material metálico fundido pela atmosfera. Pode ainda ser
utilizado para proteger a raiz da solda, como gás de purga, evitando a oxidação durante a
soldagem. Em alguns casos especiais, gases não inertes podem ser utilizados em
pequenas quantidades, misturados com o gás inerte (Kou, 2002).
Os gases de proteção têm importante papel, pois influenciam na qualidade das
juntas e, consequentemente nas propriedades mecânicas e microestruturais das mesmas
(Peasura & Watanapa, 2012). O gás de proteção impede também a oxidação do eletrodo
não consumível, pois apesar de o tungstênio fundir em alta temperatura, a sua oxidação
ocorre em temperaturas mais baixas. Durante a operação de soldagem, o eletrodo deve
se manter na cor prateada, do contrário, há fuga de gás do sistema, o gás é impuro ou o
restante do gás que permanece no bocal não se mantém ali até que o eletrodo resfrie
(Machado, 1996).
Os gases de proteção, segundo sua natureza, influenciam na estabilidade do arco
elétrico, na geometria do cordão de solda, nas propriedades mecânicas do cordão de
solda, na proteção da poça de fusão, na transferência de calor e na velocidade de
soldagem. Além disto, o gás também influencia nas perdas de elementos químicos, na
temperatura da poça de fusão, na sensibilidade a fissuração e porosidade (Kou, 2002 e
Kim et al., 1998).
A determinação de uma vazão de gás laminar depende do tipo de gás de
proteção, da distância do bocal a peça, do tipo de junta, da geometria do bocal, da
intensidade da corrente, da existência ou não de deslocamento de ar, da inclinação da
tocha, do comprimento do arco elétrico, do tipo de metal de base, da velocidade e posição
de soldagem (Machado, 1996).
As três principais características de um gás de proteção são:
• Potencial de Ionização – Diferença de potencial necessária para remover um
elétron de um átomo de gás, tornando este em um íon. A ignição e estabilidade
do arco são gradamente influenciadas pelo potencial de ionização dos gases de
proteção. Gases com baixo potencial de ionização, como o argônio, têm seus
31
átomos facilmente transformados em íons e isto ajuda a manter um arco suave
estável (Lyttle & Stapon, 1990).
• Condutividade Térmica – Está relacionada com a capacidade de transferência de
calor gerado com a abertura do arco para o metal de base. Maior condutividade
térmica maior calor transferido para o metal de base, influenciando assim tanto
nas características geométricas quanto microestruturais da junta soldada.
• Potencial de Oxidação – Está relacionado com o potencial que determinado gás
tem de promover a oxidação, afetando o desempenho e as propriedades do arco e
do depósito de solda resultante. A presença de um elemento oxidante suaviza o
perfil do cordão de solda, reduz seu ângulo de molhamento e a altura do reforço,
melhora a penetração e reduz a formação de mordeduras, tanto pela geração de
filmes que melhoram as condições de molhamento da poça de solda (diminuição
da tensão superficial na interface poça/metal de base) quanto pela estabilização
da posição da raiz do arco (Jonsson et al., 1995 e Lyttle & Stapon, 1990).
Na soldagem do alumínio são usados argônio, hélio e as misturas destes dois
gases. O argônio é mais utilizado que o hélio nesse processo devido às seguintes
características: Possibilita arco mais suave; penetração reduzida (útil na soldagem de
materiais com baixa espessura); ação de limpeza mais intensa; baixo custo e alta
disponibilidade; e maior resistência a deslocamentos de ar; melhor partida do arco.
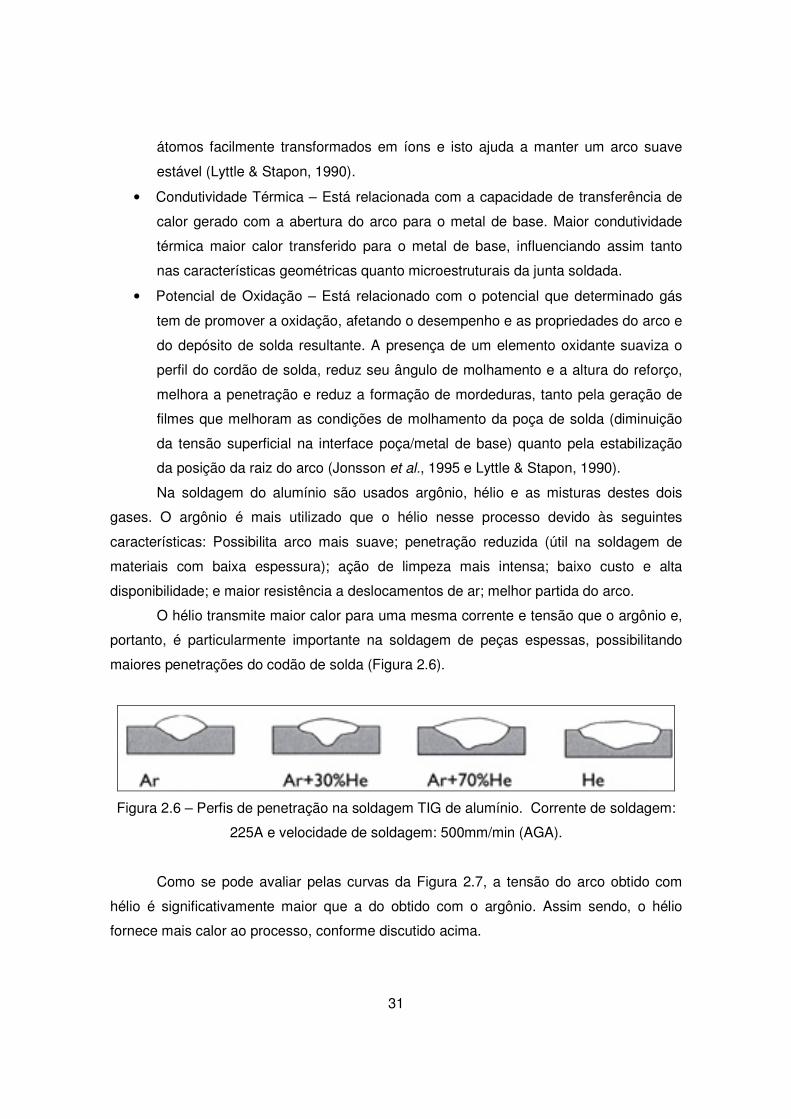
O hélio transmite maior calor para uma mesma corrente e tensão que o argônio e,
portanto, é particularmente importante na soldagem de peças espessas, possibilitando
maiores penetrações do codão de solda (Figura 2.6).
Figura 2.6 – Perfis de penetração na soldagem TIG de alumínio. Corrente de soldagem:
225A e velocidade de soldagem: 500mm/min (AGA).
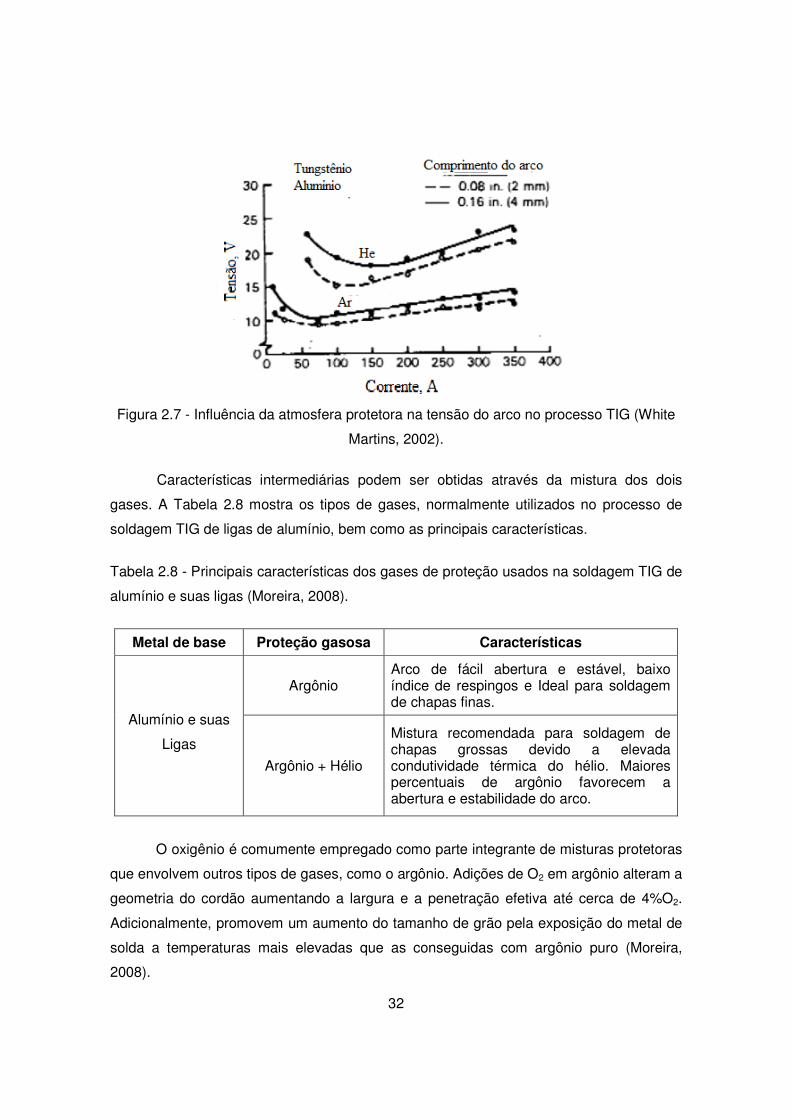
Como se pode avaliar pelas curvas da Figura 2.7, a tensão do arco obtido com
hélio é significativamente maior que a do obtido com o argônio. Assim sendo, o hélio
fornece mais calor ao processo, conforme discutido acima.
32
Figura 2.7 - Influência da atmosfera protetora na tensão do arco no processo TIG (White
Martins, 2002).
Características intermediárias podem ser obtidas através da mistura dos dois
gases. A Tabela 2.8 mostra os tipos de gases, normalmente utilizados no processo de
soldagem TIG de ligas de alumínio, bem como as principais características.
Tabela 2.8 - Principais características dos gases de proteção usados na soldagem TIG de
alumínio e suas ligas (Moreira, 2008).
Metal de base Proteção gasosa Características
Alumínio e suas
Ligas
Argônio Arco de fácil abertura e estável, baixo índice de respingos e Ideal para soldagem de chapas finas.
Argônio + Hélio
Mistura recomendada para soldagem de chapas grossas devido a elevada condutividade térmica do hélio. Maiores percentuais de argônio favorecem a abertura e estabilidade do arco.
O oxigênio é comumente empregado como parte integrante de misturas protetoras
que envolvem outros tipos de gases, como o argônio. Adições de O2 em argônio alteram a
geometria do cordão aumentando a largura e a penetração efetiva até cerca de 4%O2.
Adicionalmente, promovem um aumento do tamanho de grão pela exposição do metal de
solda a temperaturas mais elevadas que as conseguidas com argônio puro (Moreira,
2008).
33
Adições de 2% e 5% de O2 na mistura com argônio pode diminuir a quantidade de
respingos no processo de soldagem (Jonsson et al., 1995). O efeito de pequenos
percentuais de O2 em argônio (Ar + 2%O2) possibilita uma maior estabilidade do arco
quando comparada àquela com argônio puro (Costa et al., 2005). Adicionalmente,
pesquisas realizadas indicaram que a presença de O2 reduz a tensão superficial do
cordão de solda, promovendo melhor molhabilidade. Este fenômeno ocorre pela formação
de uma fina película de óxido de alta fluidez (Soltronic, 1980).
O nitrogênio, assim como o oxigênio, geralmente é utilizado como componente da
mistura gasosa para proteção do arco e da poça de fusão no processo de soldagem TIG.
Quantidades crescentes de N2 no gás de proteção promovem alterações na
microestrutura e a elevação da quantidade de nitrogênio no metal de solda (Barrada &
Enrique, 2005).
O uso de N2, como gás de proteção, no processo GTAW pode ser relativamente
problemático, pois pode causar erosão do eletrodo, respingos, porosidade e instabilidade
do arco. Durante a fusão, em atmosfera de nitrogênio, uma grande quantidade de gás N2
entra na poça de fusão, especialmente próximo à superfície. Na subsequente
solidificação, o excesso de N2 não reage com o metal fundido criando poros no metal de
solda. Assim sendo, prefere-se diminuir a quantidade de N2 nas composições de gases de
proteção (Hojjatzadeh et al., 2012).
2.2.2. Soldagem de alumínio e suas ligas
As propriedades de resistência mecânica das ligas de alumínio endurecidas por
envelhecimento ou deformação apresentam sensibilidade ao calor gerado nos processos
de soldagem (Capelari, 2006). No caso de ligas endurecíveis por trabalho mecânico, o
calor envolvido na soldagem remove parte ou todos os efeitos decorrentes das prévias
deformações. A resistência mecânica na zona termicamente afetada (ZTA) não será
maior do que aquela encontrada na liga de estado recozido. Entretanto, as ligas
endurecíveis por precipitação, apresentam resistência mecânica levemente inferior ao
metal de base (Davis, 2002).
O alumínio apresenta divergências de propriedades físicas e químicas que levam a
diferenças de sua soldagem em comparação com a dos aços:
� Elevada afinidade pelo oxigênio.
� Elevada condutividade térmica.
34
� Elevado coeficiente de expansão térmica.
� Baixo ponto de fusão (660ºC).
O alumínio reage prontamente com o oxigênio do ar formando uma camada
superficial de óxido cujo ponto de fusão (~2000ºC) é muito superior ao do alumínio e que,
durante a soldagem, pode formar uma barreira física impedindo o contato e mistura do
metal base fundido e do metal de adição e formando inclusões na solda. Adicionalmente,
à medida que se torna mais espessa, a camada de óxido absorve umidade do ar fazendo
com que, na soldagem, esta umidade, juntamente com outras contaminações superficiais,
seja uma fonte de hidrogênio capaz de gerar porosidade na zona fundida de alumínio
(Modenesi, 2011).
Os principais problemas metalúrgicos de soldabilidade do alumínio e suas ligas
são a formação de porosidade pelo H2, a formação de trincas a alta temperatura
(principalmente de solidificação) e a perda de resistência mecânica (para metal base
encruado ou endurecido por precipitação). A formação de porosidade está ligada à grande
variação da solubilidade do hidrogênio com a temperatura no alumínio líquido (Modenesi,
2011).
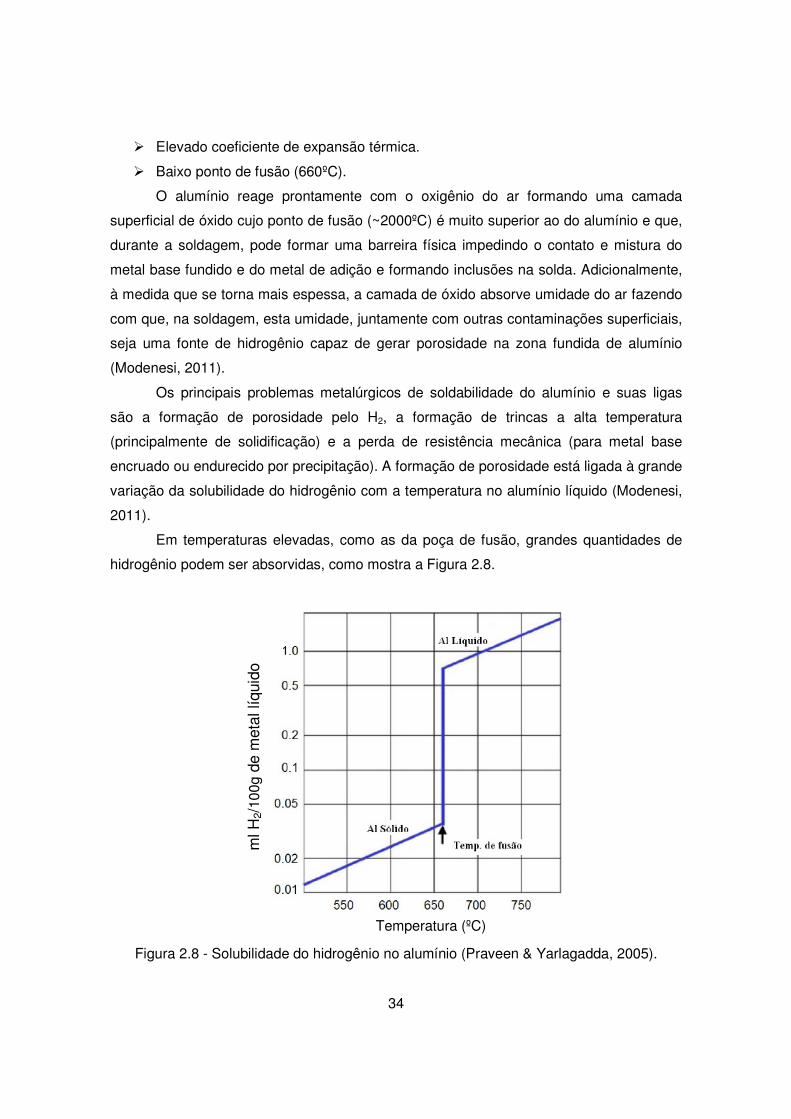
Em temperaturas elevadas, como as da poça de fusão, grandes quantidades de
hidrogênio podem ser absorvidas, como mostra a Figura 2.8.
Figura 2.8 - Solubilidade do hidrogênio no alumínio (Praveen & Yarlagadda, 2005).
Temperatura (ºC)
ml H
2/10
0g d
e m
etal
líqu
ido
35
Com a rápida solidificação da poça de fusão, a solubilidade do hidrogênio no
alumínio decai rapidamente. O hidrogênio que excede o limite de solubilidade forma então
bolhas de gás caso não consigam sair da poça em solidificação. Este é um dos principais
problemas na soldagem do alumínio, pois reduz a resistência à fadiga e à tração da junta
soldada. Geralmente, as principais fontes de hidrogênio na soldagem são umidades na
superfície a serem soldadas ou no metal de adição, condensação no interior de tochas
refrigeradas a água, metal de base ou metal de adição contaminados ou ainda impurezas
do gás de proteção (Praveen & Yarlagadda, 2005).
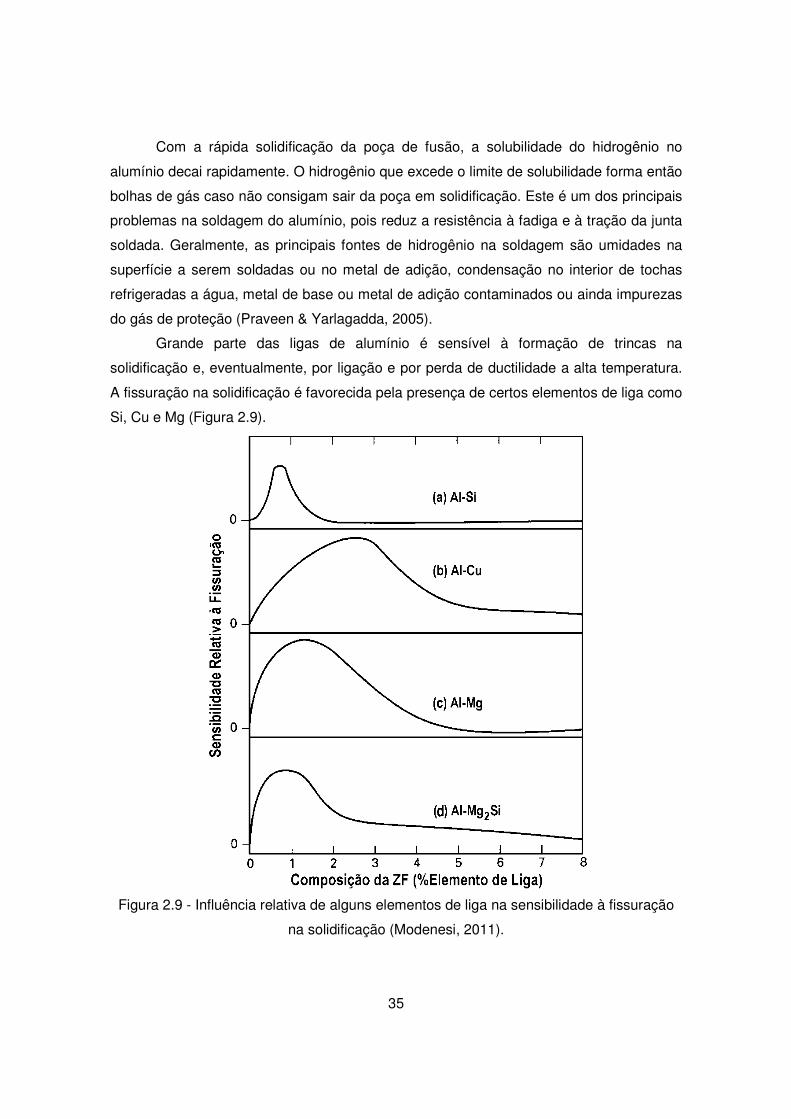
Grande parte das ligas de alumínio é sensível à formação de trincas na
solidificação e, eventualmente, por ligação e por perda de ductilidade a alta temperatura.
A fissuração na solidificação é favorecida pela presença de certos elementos de liga como
Si, Cu e Mg (Figura 2.9).
Figura 2.9 - Influência relativa de alguns elementos de liga na sensibilidade à fissuração
na solidificação (Modenesi, 2011).
36
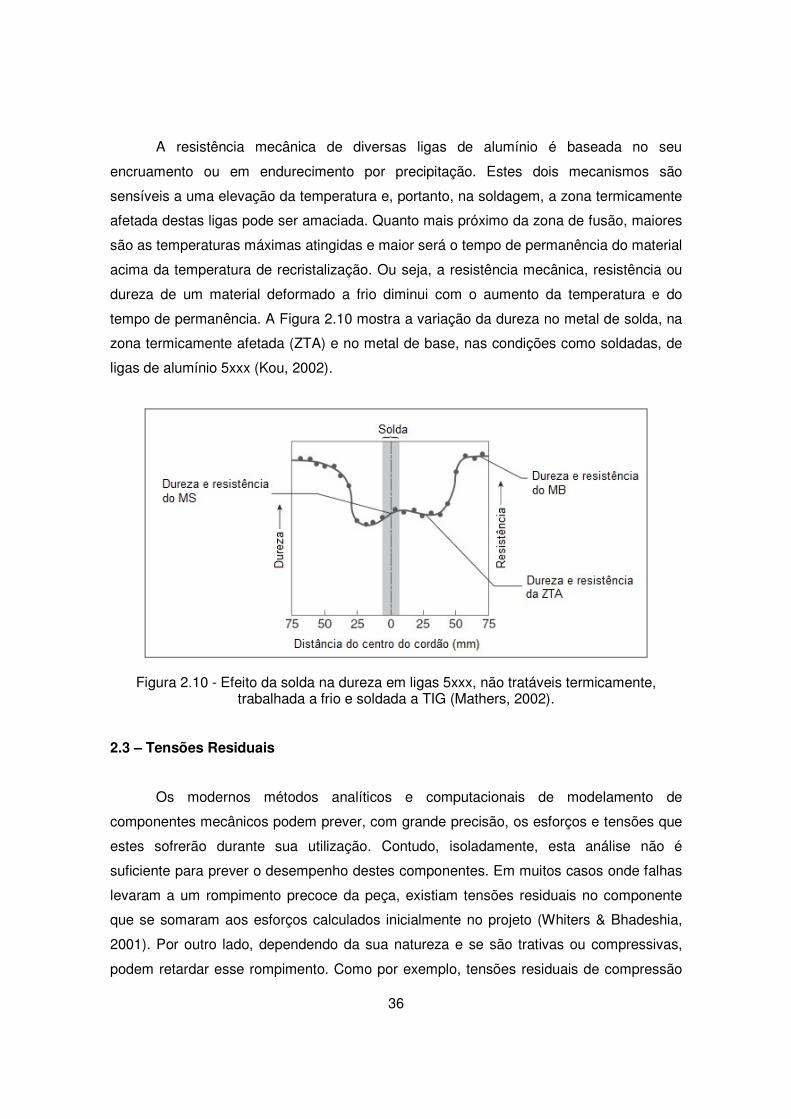
A resistência mecânica de diversas ligas de alumínio é baseada no seu
encruamento ou em endurecimento por precipitação. Estes dois mecanismos são
sensíveis a uma elevação da temperatura e, portanto, na soldagem, a zona termicamente
afetada destas ligas pode ser amaciada. Quanto mais próximo da zona de fusão, maiores
são as temperaturas máximas atingidas e maior será o tempo de permanência do material
acima da temperatura de recristalização. Ou seja, a resistência mecânica, resistência ou
dureza de um material deformado a frio diminui com o aumento da temperatura e do
tempo de permanência. A Figura 2.10 mostra a variação da dureza no metal de solda, na
zona termicamente afetada (ZTA) e no metal de base, nas condições como soldadas, de
ligas de alumínio 5xxx (Kou, 2002).
Figura 2.10 - Efeito da solda na dureza em ligas 5xxx, não tratáveis termicamente, trabalhada a frio e soldada a TIG (Mathers, 2002).
2.3 – Tensões Residuais
Os modernos métodos analíticos e computacionais de modelamento de
componentes mecânicos podem prever, com grande precisão, os esforços e tensões que
estes sofrerão durante sua utilização. Contudo, isoladamente, esta análise não é
suficiente para prever o desempenho destes componentes. Em muitos casos onde falhas
levaram a um rompimento precoce da peça, existiam tensões residuais no componente
que se somaram aos esforços calculados inicialmente no projeto (Whiters & Bhadeshia,
2001). Por outro lado, dependendo da sua natureza e se são trativas ou compressivas,
podem retardar esse rompimento. Como por exemplo, tensões residuais de compressão
37
na superfície das peças podem aumentar a vida em fadiga de componentes automotivos
de ordem de 700% a 1000% (Ruy et al., 2002).
As tensões residuais são definidas com tensões existentes em um material sob
condições de temperaturas uniformes e sem a ação de carregamentos externos (Cindra
Fonseca, 2000). Elas aparecem como uma resposta elástica do material à distribuição
heterogenia das deformações elásticas ou plásticas não uniformes e permanentes
(Rosenfeld, 2002). As tensões residuais são auto-equilibradas, ou seja, a resultante das
forças e o momento resultante produzido por elas vão ser sempre vetores nulos (Cindra
Fonseca, 2000). Portanto, qualquer perturbação, como remoção de material, aplicação de
carregamentos térmicos ou mecânicos, altera o seu estado e causa sua redistribuição, de
modo que as tensões se reequilibrem. Assim sendo, a presença de tensões residuais
trativas no material será equilibrada por tensões residuais compressivas (Kandil et al.,
2001).
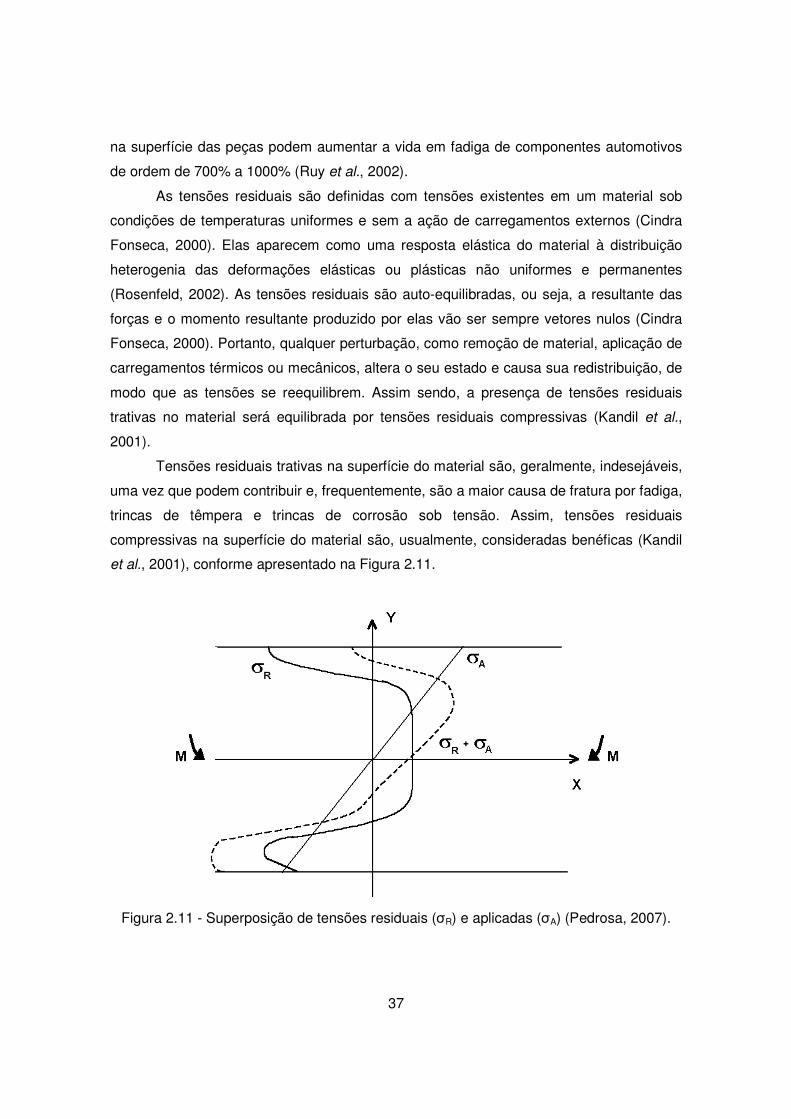
Tensões residuais trativas na superfície do material são, geralmente, indesejáveis,
uma vez que podem contribuir e, frequentemente, são a maior causa de fratura por fadiga,
trincas de têmpera e trincas de corrosão sob tensão. Assim, tensões residuais
compressivas na superfície do material são, usualmente, consideradas benéficas (Kandil
et al., 2001), conforme apresentado na Figura 2.11.
Figura 2.11 - Superposição de tensões residuais (σR) e aplicadas (σA) (Pedrosa, 2007).
38
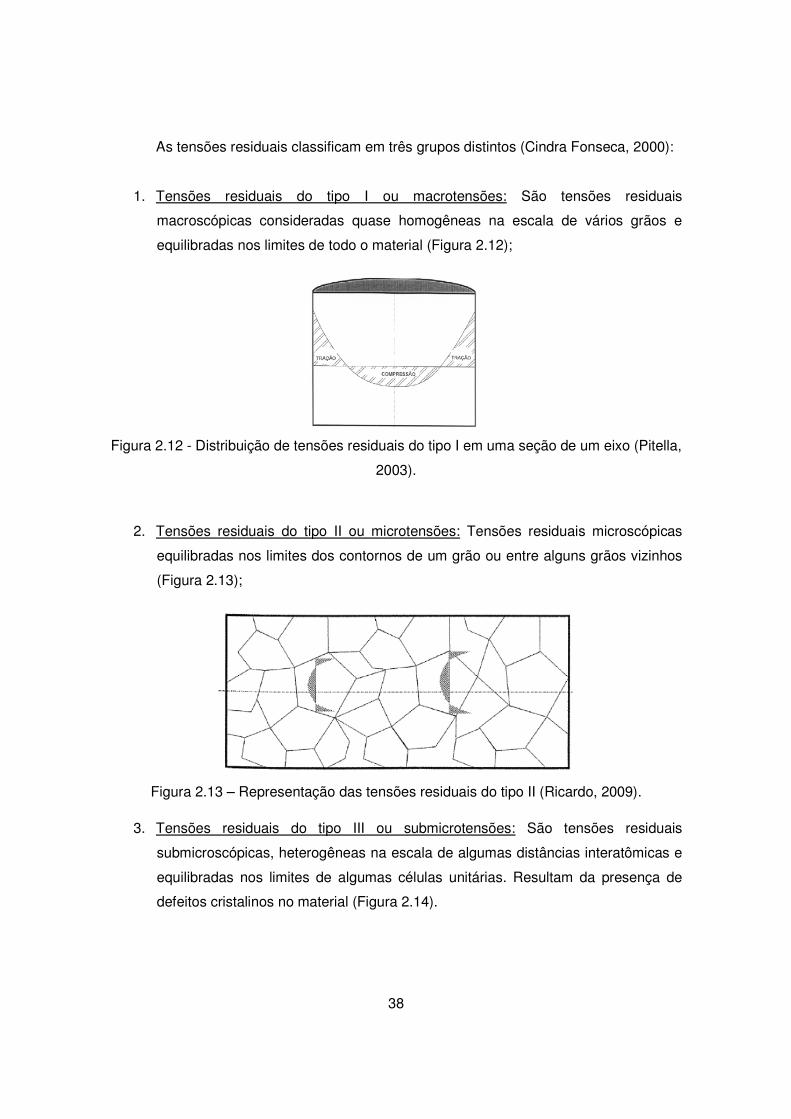
As tensões residuais classificam em três grupos distintos (Cindra Fonseca, 2000):
1. Tensões residuais do tipo I ou macrotensões: São tensões residuais
macroscópicas consideradas quase homogêneas na escala de vários grãos e
equilibradas nos limites de todo o material (Figura 2.12);
Figura 2.12 - Distribuição de tensões residuais do tipo I em uma seção de um eixo (Pitella,
2003).
2. Tensões residuais do tipo II ou microtensões: Tensões residuais microscópicas
equilibradas nos limites dos contornos de um grão ou entre alguns grãos vizinhos
(Figura 2.13);
Figura 2.13 – Representação das tensões residuais do tipo II (Ricardo, 2009).
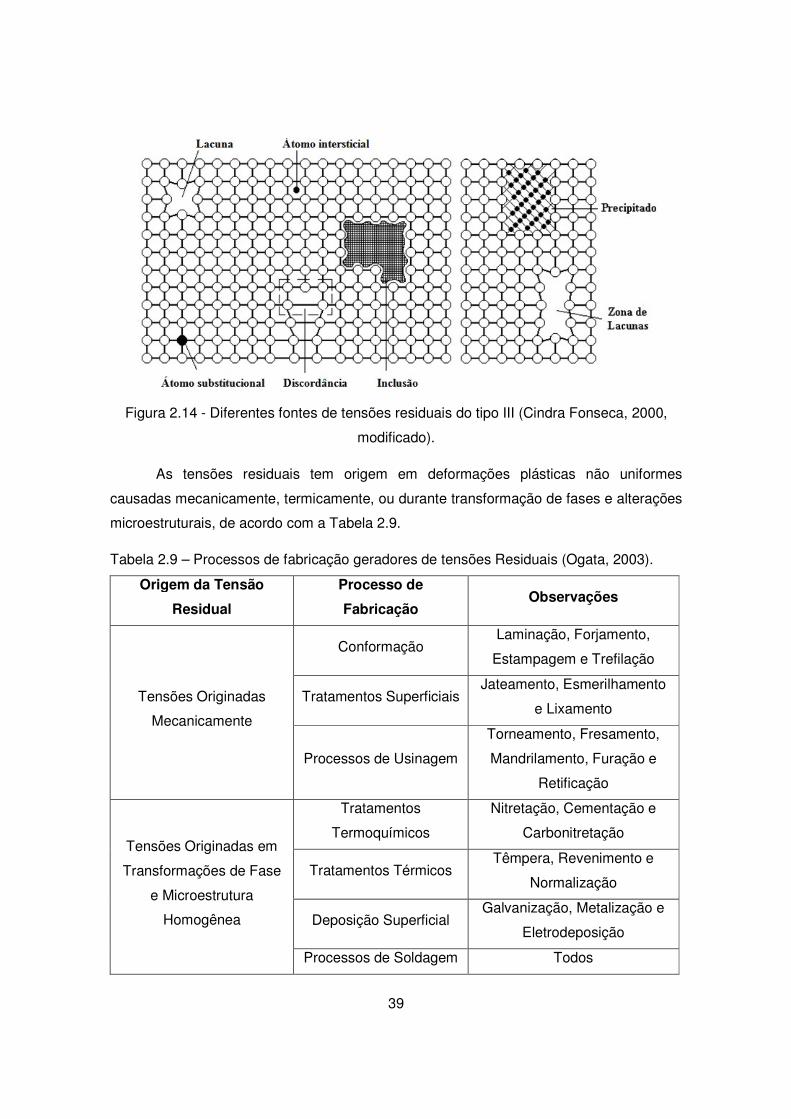
3. Tensões residuais do tipo III ou submicrotensões: São tensões residuais
submicroscópicas, heterogêneas na escala de algumas distâncias interatômicas e
equilibradas nos limites de algumas células unitárias. Resultam da presença de
defeitos cristalinos no material (Figura 2.14).
39
Figura 2.14 - Diferentes fontes de tensões residuais do tipo III (Cindra Fonseca, 2000,
modificado).
As tensões residuais tem origem em deformações plásticas não uniformes
causadas mecanicamente, termicamente, ou durante transformação de fases e alterações
microestruturais, de acordo com a Tabela 2.9.
Tabela 2.9 – Processos de fabricação geradores de tensões Residuais (Ogata, 2003).
Origem da Tensão
Residual
Processo de
Fabricação Observações
Tensões Originadas
Mecanicamente
Conformação Laminação, Forjamento,
Estampagem e Trefilação
Tratamentos Superficiais Jateamento, Esmerilhamento
e Lixamento
Processos de Usinagem
Torneamento, Fresamento,
Mandrilamento, Furação e
Retificação
Tensões Originadas em
Transformações de Fase
e Microestrutura
Homogênea
Tratamentos
Termoquímicos
Nitretação, Cementação e
Carbonitretação
Tratamentos Térmicos Têmpera, Revenimento e
Normalização
Deposição Superficial Galvanização, Metalização e
Eletrodeposição
Processos de Soldagem Todos
40
Tensões Originadas
Termicamente
Processos de Usinagem
Aquecimento por
Torneamento, Fresamento,
Mandrilhamento, Furação e
Retificação
Processos de Soldagem Todos
Tratamento Térmico Têmpera, Revenimento,
Normalização e Recozimento
Tratamentos
Termoquímicos
Nitretação, Cementação e
Carbonitretação
Processos de Fundição Resfriamento Heterogênio
dentro do molde.
As tensões residuais originadas termicamente são consequência de um
aquecimento ou resfriamento não homogêneo do material, criando diferenças de
contração e/ou dilatação no mesmo componente. As tensões originadas mecanicamente
são produzidas por deformações plásticas não uniformes, levando a uma distribuição da
deformação plástica de uma maneira irregular no mesmo componente. Já as tensões
residuais oriundas em transformação de fases e microestruturas heterogêneas estão
associadas às reações físicas e químicas que podem provocar alteração na
microestrutura ou precipitação de algum componente no material, alterando sua
distribuição interna de tensões (Wang & Gong, 2002).
A superposição das tensões residuais dos tipos I, II e III determina o estado de
tensões residuais resultante atuando num ponto particular do material (Cindra Fonseca,
2000).
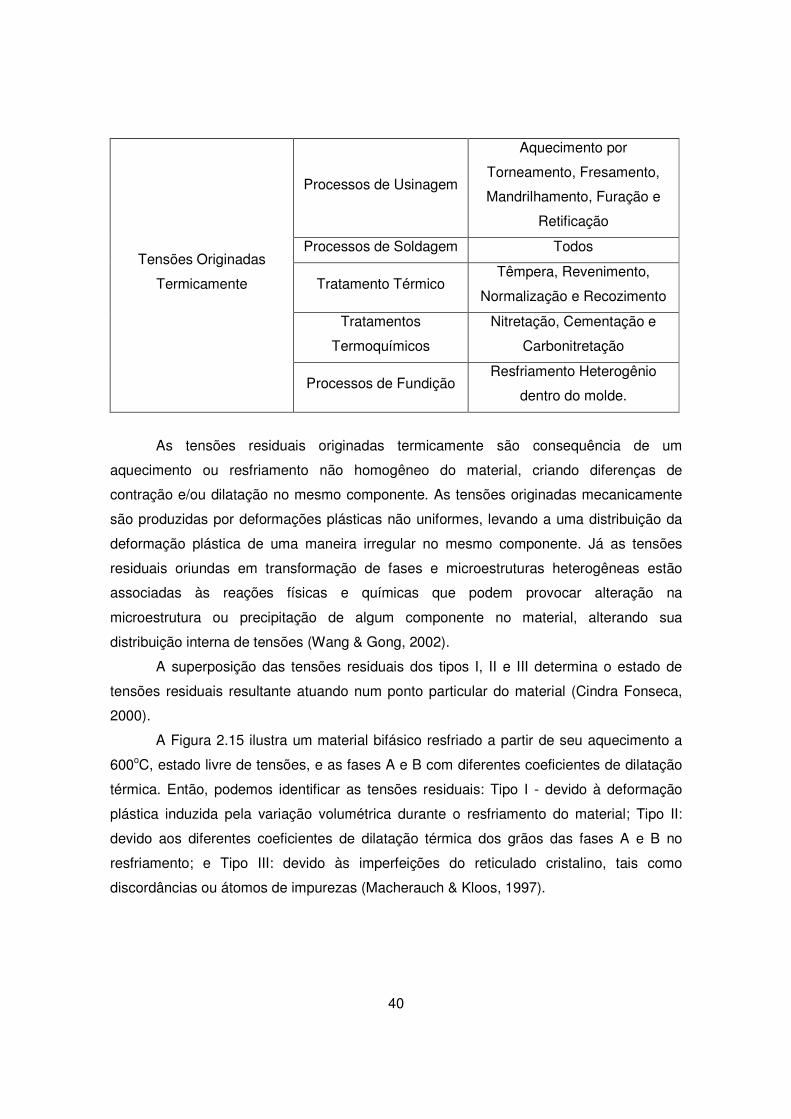
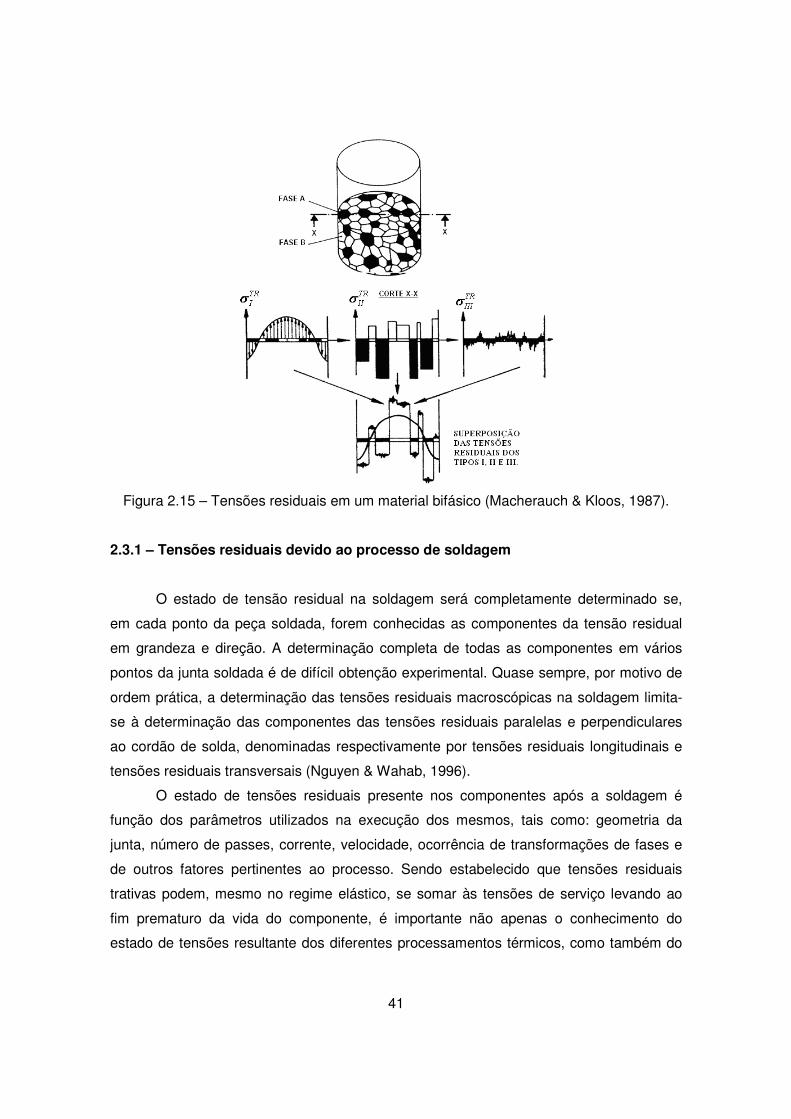
A Figura 2.15 ilustra um material bifásico resfriado a partir de seu aquecimento a
600oC, estado livre de tensões, e as fases A e B com diferentes coeficientes de dilatação
térmica. Então, podemos identificar as tensões residuais: Tipo I - devido à deformação
plástica induzida pela variação volumétrica durante o resfriamento do material; Tipo II:
devido aos diferentes coeficientes de dilatação térmica dos grãos das fases A e B no
resfriamento; e Tipo III: devido às imperfeições do reticulado cristalino, tais como
discordâncias ou átomos de impurezas (Macherauch & Kloos, 1997).
41
Figura 2.15 – Tensões residuais em um material bifásico (Macherauch & Kloos, 1987).
2.3.1 – Tensões residuais devido ao processo de soldagem
O estado de tensão residual na soldagem será completamente determinado se,
em cada ponto da peça soldada, forem conhecidas as componentes da tensão residual
em grandeza e direção. A determinação completa de todas as componentes em vários
pontos da junta soldada é de difícil obtenção experimental. Quase sempre, por motivo de
ordem prática, a determinação das tensões residuais macroscópicas na soldagem limita-
se à determinação das componentes das tensões residuais paralelas e perpendiculares
ao cordão de solda, denominadas respectivamente por tensões residuais longitudinais e
tensões residuais transversais (Nguyen & Wahab, 1996).
O estado de tensões residuais presente nos componentes após a soldagem é
função dos parâmetros utilizados na execução dos mesmos, tais como: geometria da
junta, número de passes, corrente, velocidade, ocorrência de transformações de fases e
de outros fatores pertinentes ao processo. Sendo estabelecido que tensões residuais
trativas podem, mesmo no regime elástico, se somar às tensões de serviço levando ao
fim prematuro da vida do componente, é importante não apenas o conhecimento do
estado de tensões resultante dos diferentes processamentos térmicos, como também do
42
desenvolvimento de novas tecnologias de alívio e de introdução de tensões compressivas
benéficas nos componentes (Sinha 2008).
Basicamente, as três principais fontes de tensões residuais em soldagem são:
contração no resfriamento, de regiões diferentemente aquecidas e plastificadas durante a
operação de soldagem; resfriamento mais intenso das superfícies da peça soldada; e
transformações de fases metalúrgicas. Pode-se ainda destacar outra fonte, a restrição à
dilatação térmica pela presença de vínculos externos, que normalmente é creditada à
contração do material (Cindra Fonseca, 2000).
A contração no resfriamento de regiões diferentemente aquecidas e plastificadas
durante a operação representa a principal fonte de tensões residuais, pois as
temperaturas presentes no processo são de tal magnitude, que o módulo de elasticidade
e a resistência ao escoamento do metal são drasticamente reduzidos, facilitando o
escoamento do metal que se expande (Lin & Chen, 2003). Quando ocorre o
arrefecimento, o material recupera a sua rigidez e se contrai sob temperaturas ainda
elevadas e condições heterogêneas, impedindo que a contração seja igual e sem
restrições em todas as regiões. As tensões geradas podem ser da ordem do limite de
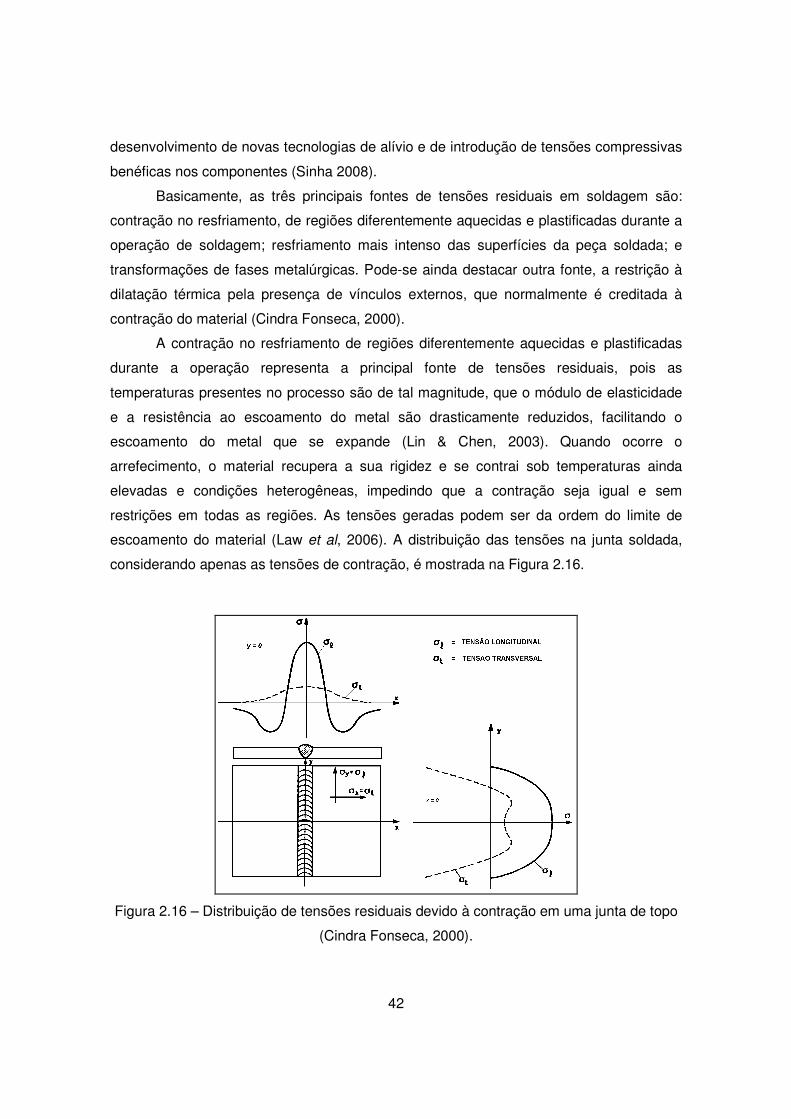
escoamento do material (Law et al, 2006). A distribuição das tensões na junta soldada,
considerando apenas as tensões de contração, é mostrada na Figura 2.16.
Figura 2.16 – Distribuição de tensões residuais devido à contração em uma junta de topo
(Cindra Fonseca, 2000).
43
Tensões residuais também surgem devido ao resfriamento mais rápido da
superfície, pois o processo de resfriamento não é homogêneo ao longo da espessura. A
superfície resfria-se mais rapidamente do que o interior. Desta forma, além do gradiente
de temperatura nas direções longitudinal e transversal ao cordão de solda, é também
estabelecido um gradiente de temperatura ao longo da espessura da peça. Este gradiente
de temperatura pode ocasionar deformação plástica localizada e, consequentemente,
tensões residuais ao longo da espessura. Se o resfriamento mais rápido da superfície
fosse a única fonte de tensões residuais, tensões compressivas seriam obtidas na
superfície e, em equilíbrio, tensões trativas seriam obtidas no interior (Cindra Fonseca,
2000).
Durante o resfriamento, a zona fundida (ZF) e a zona termicamente afetada (ZTA)
experimentam transformações de fases. Com essas transformações as regiões do cordão
de solda e da ZTA tendem a se expandir, enquanto que esta expansão é impedida pelas
regiões frias do material, submetendo a área transformada do material a um esforço de
compressão (Barbato, 2012).
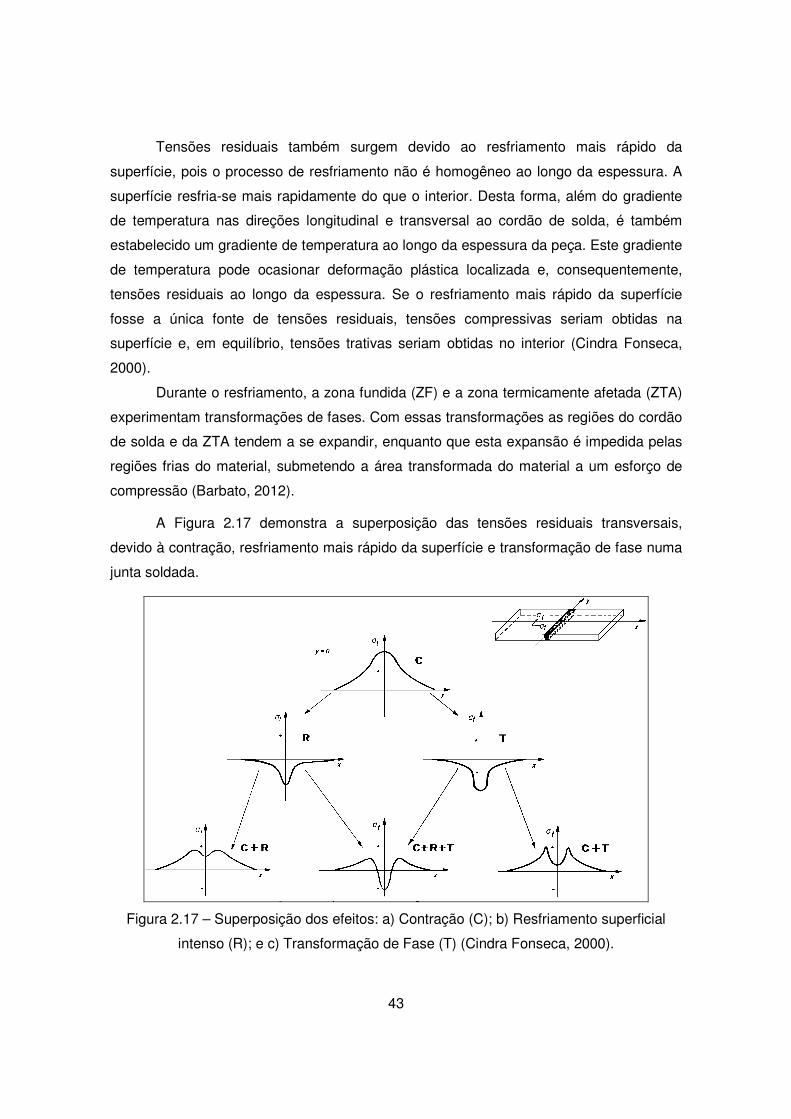
A Figura 2.17 demonstra a superposição das tensões residuais transversais,
devido à contração, resfriamento mais rápido da superfície e transformação de fase numa
junta soldada.
Figura 2.17 – Superposição dos efeitos: a) Contração (C); b) Resfriamento superficial
intenso (R); e c) Transformação de Fase (T) (Cindra Fonseca, 2000).
44
2.3.2 – Métodos de medição das tensões residuais
Na prática, a tensão residual não é medida diretamente, em vez disso, é obtida
através da medição da deformação ou através de grandezas secundárias, tais como a
velocidade ultrassônica ou ruído magnético (Withers et al., 2008).
Os métodos de medição de tensões residuais podem ser físicos ou mecânicos.
Nos mecânicos, na técnica do furo cego, por exemplo, o material é furado e o estado de
tensão é comparado com o estado relaxado do componente. Assim, de modo geral, estes
métodos são destrutivos e possibilitam apenas a medição de tensões residuais do tipo I
(Cindra Fonseca, 2000). Os métodos físicos permitem medir as tensões sem relaxamento
do material e são, normalmente, não destrutivos, destacando-se as técnicas de difração
de raios-X e de nêutrons, a magnética e a ultrassônica (Raj & Jayakumar, 1997).
A técnica do furo cego consiste na usinagem de um pequeno furo no material,
cujas deformações na superfície são captadas por extensômetros elétricos. A partir de
diferentes formulações numéricas, as tensões residuais podem ser calculadas, dadas as
deformações medidas pelos extensômetros (Kandil et al, 2001).
A técnica magnética baseia-se no principio da anisotropia magnética causada por
um campo de tensões. Devido à ação das tensões, há uma alteração no campo
magnético induzido inicialmente sobre a peça. Esta alteração pode ser convertida em
valores de tensão por ação do efeito do ruído Barkhausen. Este método é utilizado em
materiais ferromagnéticos e na realização de varreduras em peças sob carregamento
para identificação dos locais mais tensionados, pois os sinais são fortemente
influenciados pela microestrutura e pela condição das tensões presentes (Raj &
Jayakumar, 1997).
A técnica ultrassônica mede o nível de tensões residuais pela variação da
velocidade da onda ultrassônica ao percorrer um dado material tensionado e pelo
estabelecimento da constante acusto-elástica do material inspecionado, com relação ao
material livre de tensão (Raj & Jayakumar, 1997). Este método também e bastante
sensível à microestrutura e a textura do material (Kandil et al, 2001).
Os métodos de difração, baseados na Lei de Bragg, envolvem a medição da
variação da distancia interplanar entre os planos atômicos paralelos dos materiais
cristalinos causada pelas tensões residuais. Assim sendo, pela incidência e difração de
um feixe de raios-X ou de nêutrons, é medida a variação das distâncias interplanares com
45
relação a um material de calibração isento de tensão, obtendo-se as magnitudes e a
natureza das tensões residuais presentes no material (Kandil et al, 2001).
2.3.2.1 – Tensometria por difração de raios-X
Este método, não destrutivo de medição de tensões residuais, tem como princípio
a Lei de Bragg, que estabelece que para um dado comprimento de onda (λ) existe apenas
um espaçamento (d) entre planos atômicos paralelos (chamada distância interplanar), e
um ângulo (θ), chamado de ângulo de interferência construtiva (Cindra Fonseca, 2000).
Os princípios básicos da técnica foram desenvolvidos há mais de cinquenta anos e
são baseados em duas teorias: a teoria da difração de raios-X em materiais cristalinos e a
teoria da elasticidade do material sólido, oriunda da mecânica dos sólidos. Esta teoria
prevê as seguintes relações:
a) Tensão: σ = ∆F / ∆A; (4)
b) Deformação: ε = ∆ℓ /ℓ; (5)
c) Lei de Hooke (relação entre tensão e deformação) para estado uniaxial: ε = σ/E, onde E
é o módulo de elasticidade do material;
Lei de Hooke para estado triaxial:
(6)
(7)
(8)
onde ε1, ε2 e ε3 são as deformações principais, σ1, σ2 e σ3 são as tensões principais, e µ é
o coeficiente de Poisson. Todavia, para efeitos de adequação ao estado real de tensões,
são utilizadas coordenadas polares, como mostra a Figura 2.18.
46
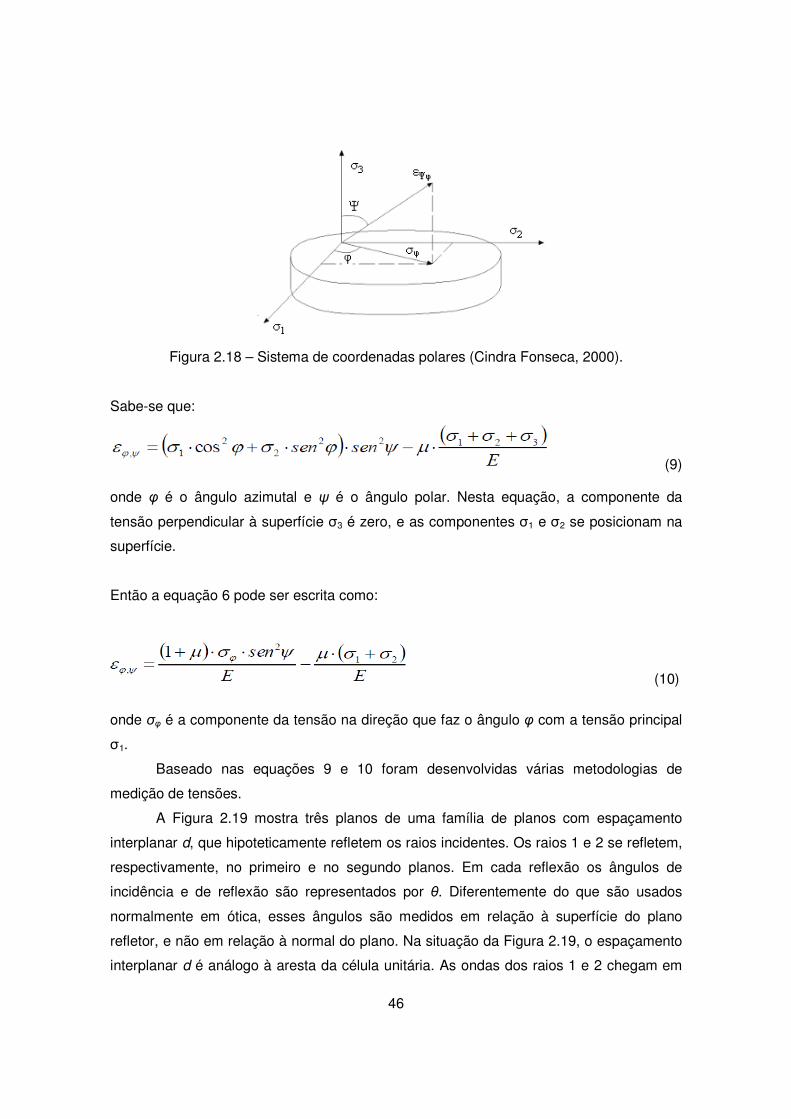
Figura 2.18 – Sistema de coordenadas polares (Cindra Fonseca, 2000).
Sabe-se que:
(9)
onde φ é o ângulo azimutal e ψ é o ângulo polar. Nesta equação, a componente da
tensão perpendicular à superfície σ3 é zero, e as componentes σ1 e σ2 se posicionam na
superfície.
Então a equação 6 pode ser escrita como:
(10)
onde σφ é a componente da tensão na direção que faz o ângulo φ com a tensão principal
σ1.
Baseado nas equações 9 e 10 foram desenvolvidas várias metodologias de
medição de tensões.
A Figura 2.19 mostra três planos de uma família de planos com espaçamento
interplanar d, que hipoteticamente refletem os raios incidentes. Os raios 1 e 2 se refletem,
respectivamente, no primeiro e no segundo planos. Em cada reflexão os ângulos de
incidência e de reflexão são representados por θ. Diferentemente do que são usados
normalmente em ótica, esses ângulos são medidos em relação à superfície do plano
refletor, e não em relação à normal do plano. Na situação da Figura 2.19, o espaçamento
interplanar d é análogo à aresta da célula unitária. As ondas dos raios 1 e 2 chegam em
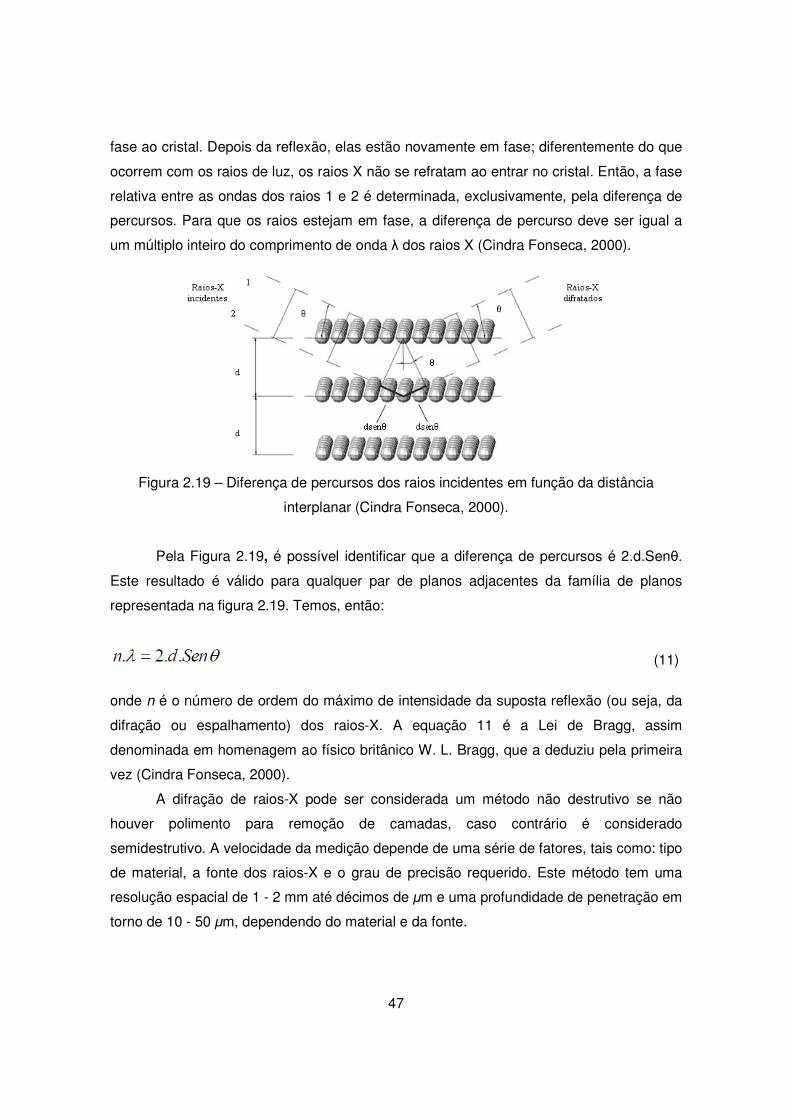
47
fase ao cristal. Depois da reflexão, elas estão novamente em fase; diferentemente do que
ocorrem com os raios de luz, os raios X não se refratam ao entrar no cristal. Então, a fase
relativa entre as ondas dos raios 1 e 2 é determinada, exclusivamente, pela diferença de
percursos. Para que os raios estejam em fase, a diferença de percurso deve ser igual a
um múltiplo inteiro do comprimento de onda λ dos raios X (Cindra Fonseca, 2000).
Figura 2.19 – Diferença de percursos dos raios incidentes em função da distância
interplanar (Cindra Fonseca, 2000).
Pela Figura 2.19, é possível identificar que a diferença de percursos é 2.d.Senθ.
Este resultado é válido para qualquer par de planos adjacentes da família de planos
representada na figura 2.19. Temos, então:
(11)
onde n é o número de ordem do máximo de intensidade da suposta reflexão (ou seja, da
difração ou espalhamento) dos raios-X. A equação 11 é a Lei de Bragg, assim
denominada em homenagem ao físico britânico W. L. Bragg, que a deduziu pela primeira
vez (Cindra Fonseca, 2000).
A difração de raios-X pode ser considerada um método não destrutivo se não
houver polimento para remoção de camadas, caso contrário é considerado
semidestrutivo. A velocidade da medição depende de uma série de fatores, tais como: tipo
de material, a fonte dos raios-X e o grau de precisão requerido. Este método tem uma
resolução espacial de 1 - 2 mm até décimos de µm e uma profundidade de penetração em
torno de 10 - 50 µm, dependendo do material e da fonte.
48
3. MATERIAIS E MÉTODOS
3.1 – Material
O material utilizado no presente trabalho é a liga de alumínio ASTM B-928-04, liga
AA5086, têmpera H-116, na forma de chapa de 6,35 mm de espessura. A composição
química e as propriedades mecânicas do material estudado estão apresentadas nas
Tabelas 3.1 e 3.2, respectivamente.
Tabela 3.1 – Composição química da liga AA5086 (% em peso).
Al Si Fe Cu Mn Mg Cr Zn Ti
Balanço 0.40 0.50 0.10 0.45 4.0 0.15 0.25 0.15
Tabela 3.2 – Propriedades Mecânicas da liga AA5086.
Limite de Escoamento σLE (MPa)
Limite de Resistência σLR (MPa)
Dureza (HV)
205 335 88
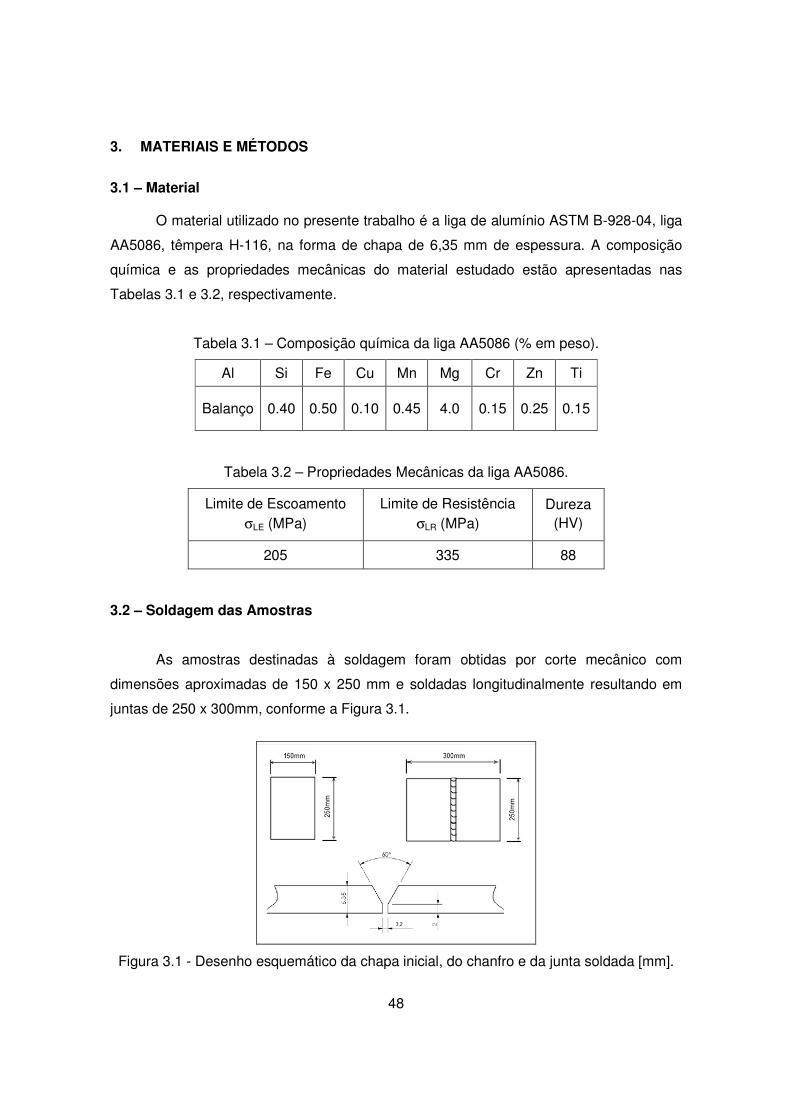
3.2 – Soldagem das Amostras
As amostras destinadas à soldagem foram obtidas por corte mecânico com
dimensões aproximadas de 150 x 250 mm e soldadas longitudinalmente resultando em
juntas de 250 x 300mm, conforme a Figura 3.1.
Figura 3.1 - Desenho esquemático da chapa inicial, do chanfro e da junta soldada [mm].
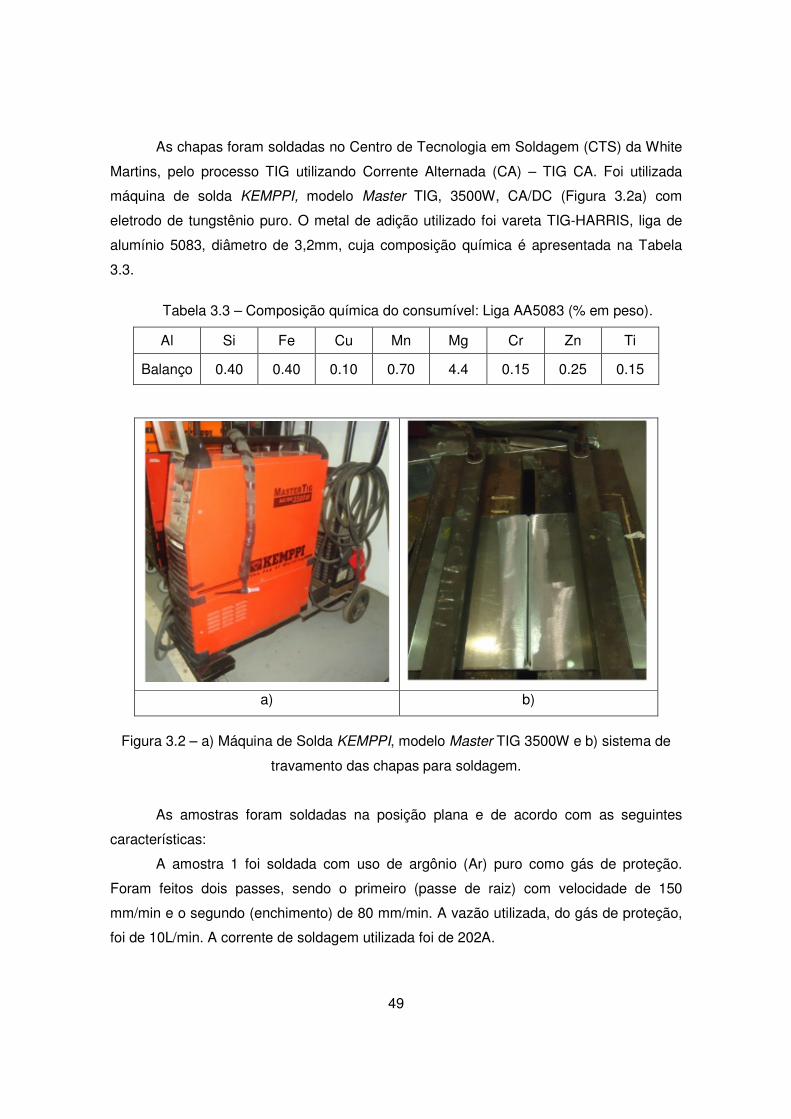
49
As chapas foram soldadas no Centro de Tecnologia em Soldagem (CTS) da White
Martins, pelo processo TIG utilizando Corrente Alternada (CA) – TIG CA. Foi utilizada
máquina de solda KEMPPI, modelo Master TIG, 3500W, CA/DC (Figura 3.2a) com
eletrodo de tungstênio puro. O metal de adição utilizado foi vareta TIG-HARRIS, liga de
alumínio 5083, diâmetro de 3,2mm, cuja composição química é apresentada na Tabela
3.3.
Tabela 3.3 – Composição química do consumível: Liga AA5083 (% em peso).
Al Si Fe Cu Mn Mg Cr Zn Ti
Balanço 0.40 0.40 0.10 0.70 4.4 0.15 0.25 0.15
a) b)
Figura 3.2 – a) Máquina de Solda KEMPPI, modelo Master TIG 3500W e b) sistema de
travamento das chapas para soldagem.
As amostras foram soldadas na posição plana e de acordo com as seguintes
características:
A amostra 1 foi soldada com uso de argônio (Ar) puro como gás de proteção.
Foram feitos dois passes, sendo o primeiro (passe de raiz) com velocidade de 150
mm/min e o segundo (enchimento) de 80 mm/min. A vazão utilizada, do gás de proteção,
foi de 10L/min. A corrente de soldagem utilizada foi de 202A.
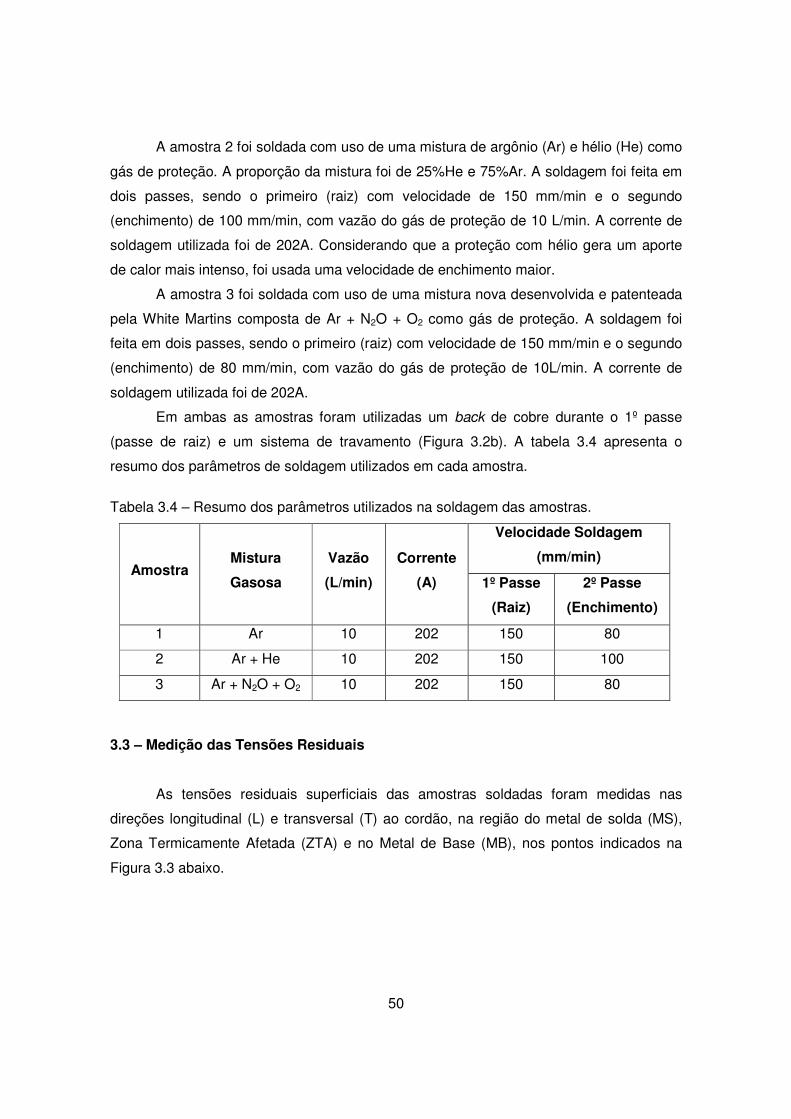
50
A amostra 2 foi soldada com uso de uma mistura de argônio (Ar) e hélio (He) como
gás de proteção. A proporção da mistura foi de 25%He e 75%Ar. A soldagem foi feita em
dois passes, sendo o primeiro (raiz) com velocidade de 150 mm/min e o segundo
(enchimento) de 100 mm/min, com vazão do gás de proteção de 10 L/min. A corrente de
soldagem utilizada foi de 202A. Considerando que a proteção com hélio gera um aporte
de calor mais intenso, foi usada uma velocidade de enchimento maior.
A amostra 3 foi soldada com uso de uma mistura nova desenvolvida e patenteada
pela White Martins composta de Ar + N2O + O2 como gás de proteção. A soldagem foi
feita em dois passes, sendo o primeiro (raiz) com velocidade de 150 mm/min e o segundo
(enchimento) de 80 mm/min, com vazão do gás de proteção de 10L/min. A corrente de
soldagem utilizada foi de 202A.
Em ambas as amostras foram utilizadas um back de cobre durante o 1º passe
(passe de raiz) e um sistema de travamento (Figura 3.2b). A tabela 3.4 apresenta o
resumo dos parâmetros de soldagem utilizados em cada amostra.
Tabela 3.4 – Resumo dos parâmetros utilizados na soldagem das amostras.
Amostra Mistura
Gasosa
Vazão
(L/min)
Corrente
(A)
Velocidade Soldagem
(mm/min)
1º Passe
(Raiz)
2º Passe
(Enchimento)
1 Ar 10 202 150 80
2 Ar + He 10 202 150 100
3 Ar + N2O + O2 10 202 150 80
3.3 – Medição das Tensões Residuais
As tensões residuais superficiais das amostras soldadas foram medidas nas
direções longitudinal (L) e transversal (T) ao cordão, na região do metal de solda (MS),
Zona Termicamente Afetada (ZTA) e no Metal de Base (MB), nos pontos indicados na
Figura 3.3 abaixo.
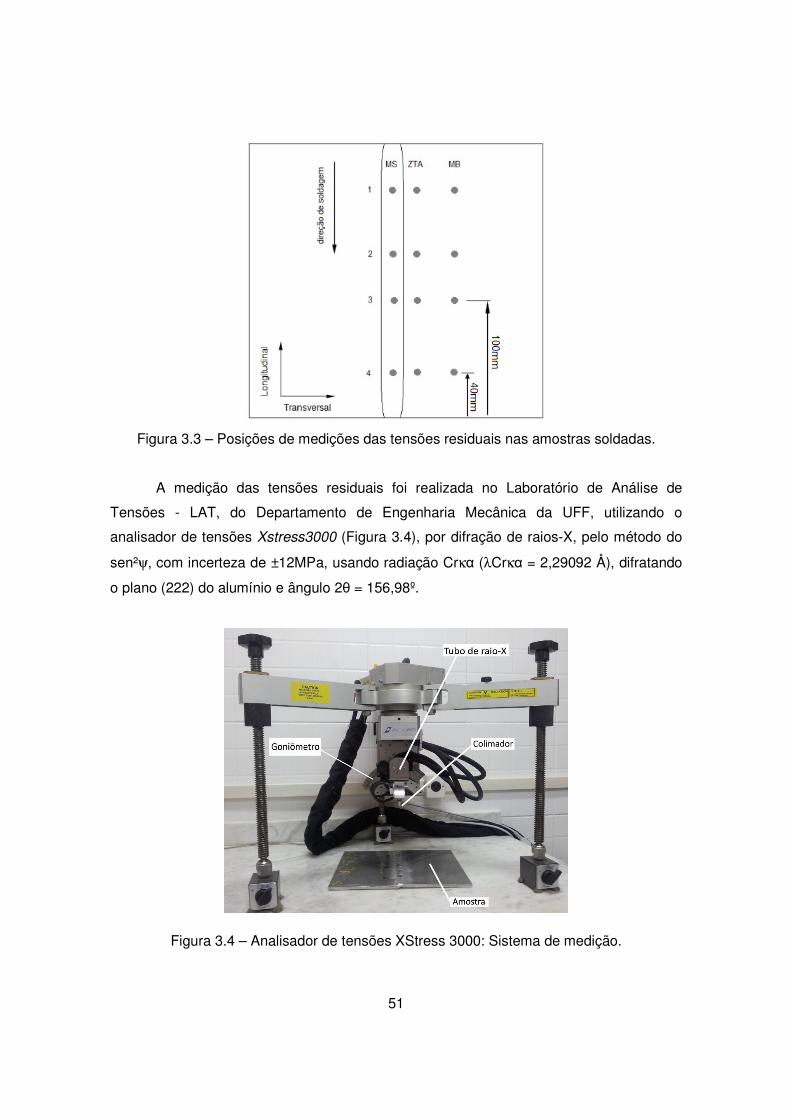
51
Figura 3.3 – Posições de medições das tensões residuais nas amostras soldadas.
A medição das tensões residuais foi realizada no Laboratório de Análise de
Tensões - LAT, do Departamento de Engenharia Mecânica da UFF, utilizando o
analisador de tensões Xstress3000 (Figura 3.4), por difração de raios-X, pelo método do
sen²ψ, com incerteza de ±12MPa, usando radiação Crκα (λCrκα = 2,29092 Å), difratando
o plano (222) do alumínio e ângulo 2θ = 156,98º.
Figura 3.4 – Analisador de tensões XStress 3000: Sistema de medição.
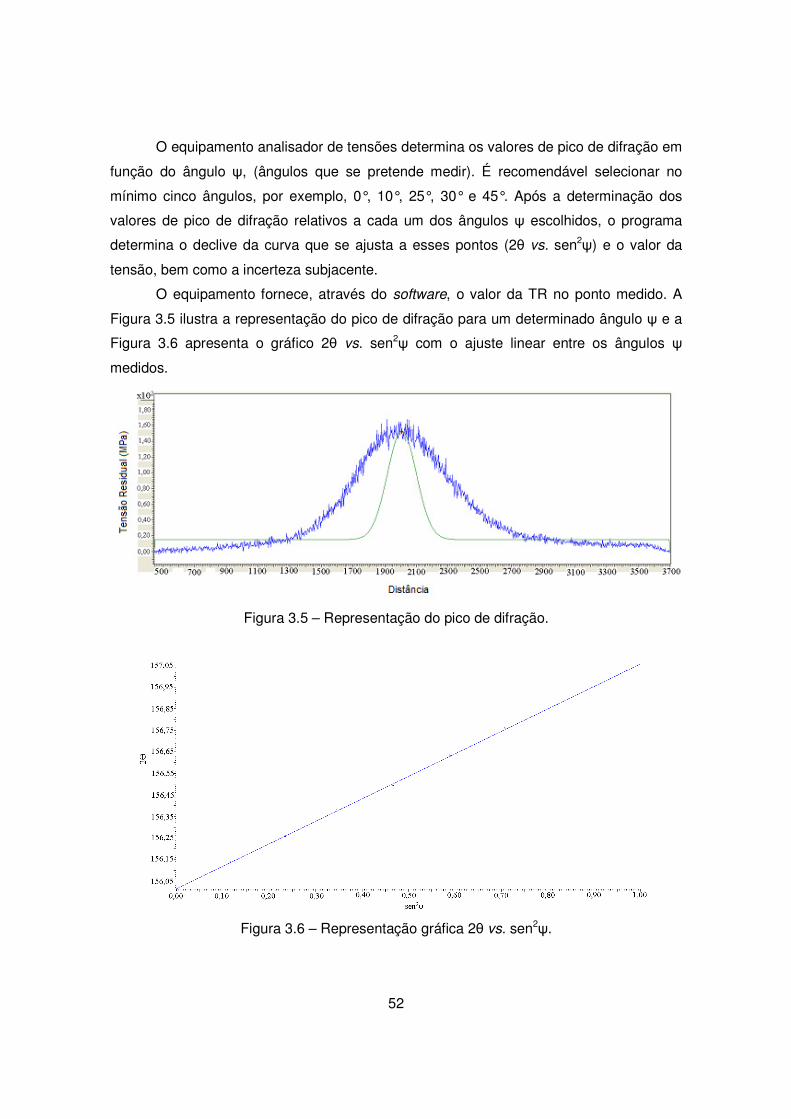
52
O equipamento analisador de tensões determina os valores de pico de difração em
função do ângulo ψ, (ângulos que se pretende medir). É recomendável selecionar no
mínimo cinco ângulos, por exemplo, 0°, 10°, 25°, 30° e 45°. Após a determinação dos
valores de pico de difração relativos a cada um dos ângulos ψ escolhidos, o programa
determina o declive da curva que se ajusta a esses pontos (2θ vs. sen2ψ) e o valor da
tensão, bem como a incerteza subjacente.
O equipamento fornece, através do software, o valor da TR no ponto medido. A
Figura 3.5 ilustra a representação do pico de difração para um determinado ângulo ψ e a
Figura 3.6 apresenta o gráfico 2θ vs. sen2ψ com o ajuste linear entre os ângulos ψ
medidos.
Figura 3.5 – Representação do pico de difração.
Figura 3.6 – Representação gráfica 2θ vs. sen2ψ.
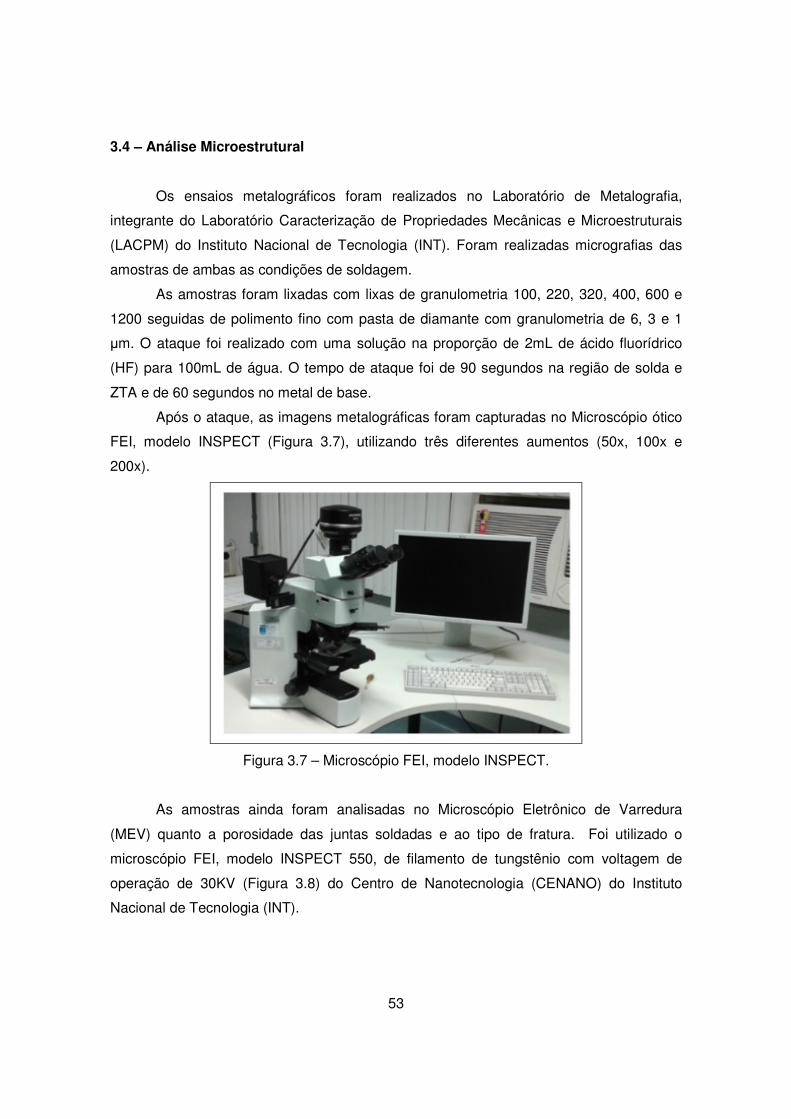
53
3.4 – Análise Microestrutural
Os ensaios metalográficos foram realizados no Laboratório de Metalografia,
integrante do Laboratório Caracterização de Propriedades Mecânicas e Microestruturais
(LACPM) do Instituto Nacional de Tecnologia (INT). Foram realizadas micrografias das
amostras de ambas as condições de soldagem.
As amostras foram lixadas com lixas de granulometria 100, 220, 320, 400, 600 e
1200 seguidas de polimento fino com pasta de diamante com granulometria de 6, 3 e 1
µm. O ataque foi realizado com uma solução na proporção de 2mL de ácido fluorídrico
(HF) para 100mL de água. O tempo de ataque foi de 90 segundos na região de solda e
ZTA e de 60 segundos no metal de base.
Após o ataque, as imagens metalográficas foram capturadas no Microscópio ótico
FEI, modelo INSPECT (Figura 3.7), utilizando três diferentes aumentos (50x, 100x e
200x).
Figura 3.7 – Microscópio FEI, modelo INSPECT.
As amostras ainda foram analisadas no Microscópio Eletrônico de Varredura
(MEV) quanto a porosidade das juntas soldadas e ao tipo de fratura. Foi utilizado o
microscópio FEI, modelo INSPECT 550, de filamento de tungstênio com voltagem de
operação de 30KV (Figura 3.8) do Centro de Nanotecnologia (CENANO) do Instituto
Nacional de Tecnologia (INT).
54
Figura 3.8 – Microscópio Eletrônico de Varredura FEI, Modelo INSPECT 550.
3.5 – Ensaios Mecânicos
3.5.1 – Ensaio de tração
Os corpos de provas (CPs) para o ensaio de tração foram cortados e usinados
conforme Figura 3.9, de acordo com a norma ASTM B557M. Foram confeccionados 16
CPs, sendo 4 do metal de base (MB), 4 da amostra soldada com argônio puro, 4 da
amostra soldada com argônio + hélio e 4 da amostra soldada com mistura nova (Ar + N2O
+ O2). Os CP’s foram numerados de 1 a 4, para cada amostra soldada (Figura 3.10).
Figura 3.9 – Corpo de prova para ensaio de tração, conforme ASTM B557M.
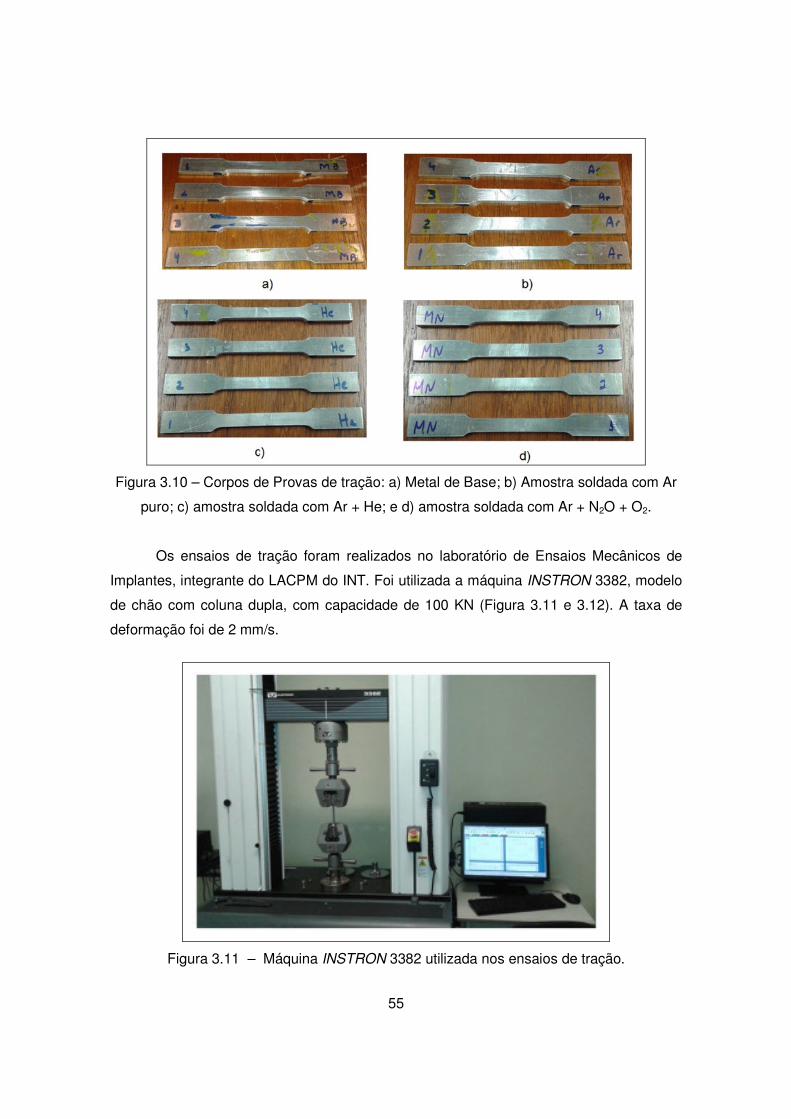
55
Figura 3.10 – Corpos de Provas de tração: a) Metal de Base; b) Amostra soldada com Ar
puro; c) amostra soldada com Ar + He; e d) amostra soldada com Ar + N2O + O2.
Os ensaios de tração foram realizados no laboratório de Ensaios Mecânicos de
Implantes, integrante do LACPM do INT. Foi utilizada a máquina INSTRON 3382, modelo
de chão com coluna dupla, com capacidade de 100 KN (Figura 3.11 e 3.12). A taxa de
deformação foi de 2 mm/s.
Figura 3.11 – Máquina INSTRON 3382 utilizada nos ensaios de tração.

56
Figura 3.12 – Detalhe do corpo de prova no ensaio de tração: a) Estricção b) Ruptura;
3.5.2 – Ensaio de microdureza
Os ensaios de microdureza Vickers foram realizados no laboratório de dureza,
integrante do LACPM do INT, utilizando o microdurômetro LECO AKASHI, modelo M-
400H, com uma carga de 25 g por 15 s, conforme mostrado na Figura 3.13.
Figura 3.13 – a) Microdurômetro LECO AKASHI; b) Amostra em medição.
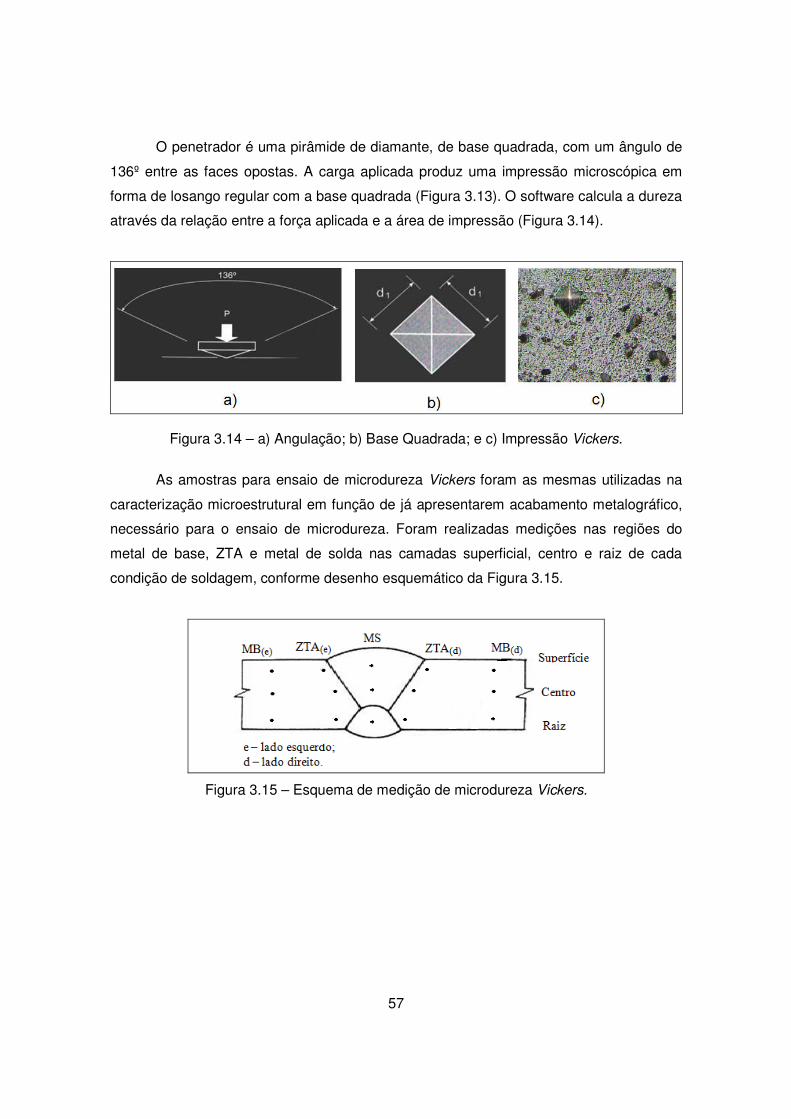
57
O penetrador é uma pirâmide de diamante, de base quadrada, com um ângulo de
136º entre as faces opostas. A carga aplicada produz uma impressão microscópica em
forma de losango regular com a base quadrada (Figura 3.13). O software calcula a dureza
através da relação entre a força aplicada e a área de impressão (Figura 3.14).
Figura 3.14 – a) Angulação; b) Base Quadrada; e c) Impressão Vickers.
As amostras para ensaio de microdureza Vickers foram as mesmas utilizadas na
caracterização microestrutural em função de já apresentarem acabamento metalográfico,
necessário para o ensaio de microdureza. Foram realizadas medições nas regiões do
metal de base, ZTA e metal de solda nas camadas superficial, centro e raiz de cada
condição de soldagem, conforme desenho esquemático da Figura 3.15.
Figura 3.15 – Esquema de medição de microdureza Vickers.
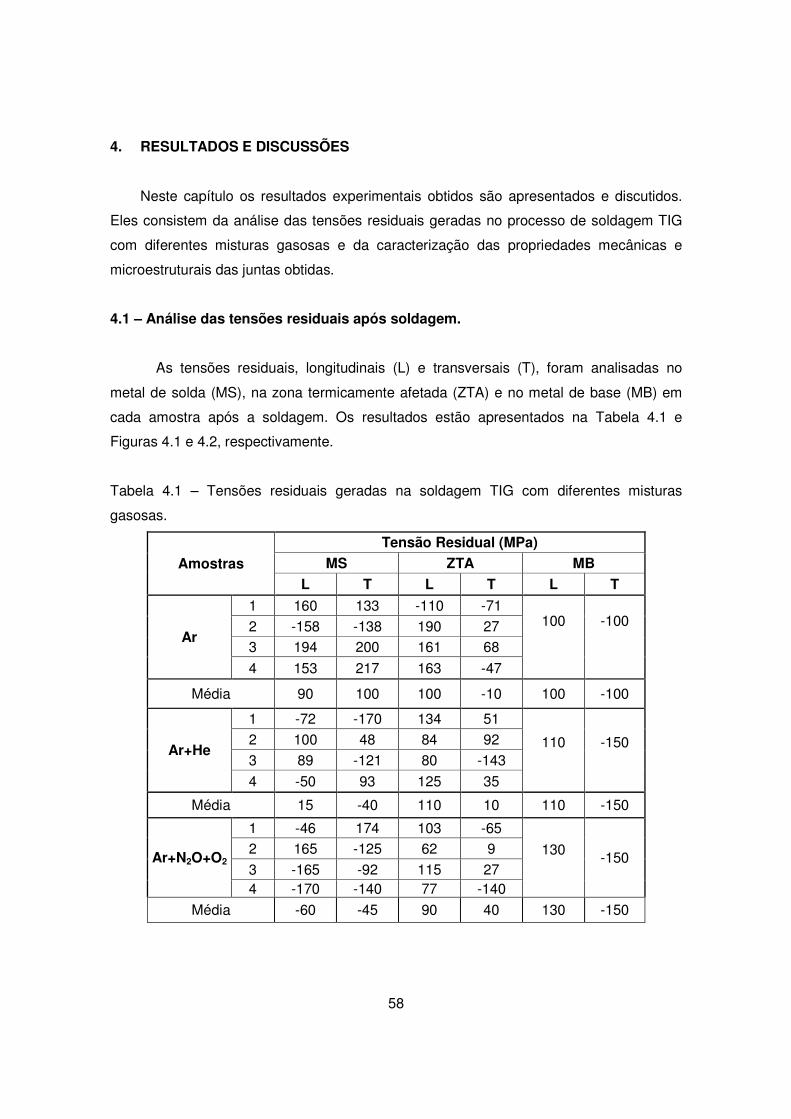
58
4. RESULTADOS E DISCUSSÕES
Neste capítulo os resultados experimentais obtidos são apresentados e discutidos.
Eles consistem da análise das tensões residuais geradas no processo de soldagem TIG
com diferentes misturas gasosas e da caracterização das propriedades mecânicas e
microestruturais das juntas obtidas.
4.1 – Análise das tensões residuais após soldagem.
As tensões residuais, longitudinais (L) e transversais (T), foram analisadas no
metal de solda (MS), na zona termicamente afetada (ZTA) e no metal de base (MB) em
cada amostra após a soldagem. Os resultados estão apresentados na Tabela 4.1 e
Figuras 4.1 e 4.2, respectivamente.
Tabela 4.1 – Tensões residuais geradas na soldagem TIG com diferentes misturas
gasosas.
Amostras
Tensão Residual (MPa)
MS ZTA MB
L T L T L T
Ar
1 160 133 -110 -71 100
-100
2 -158 -138 190 27 3 194 200 161 68
4 153 217 163 -47
Média 90 100 100 -10 100 -100
Ar+He
1 -72 -170 134 51 110
-150
2 100 48 84 92 3 89 -121 80 -143
4 -50 93 125 35
Média 15 -40 110 10 110 -150
Ar+N2O+O2
1 -46 174 103 -65 130
-150
2 165 -125 62 9 3 -165 -92 115 27 4 -170 -140 77 -140
Média -60 -45 90 40 130 -150
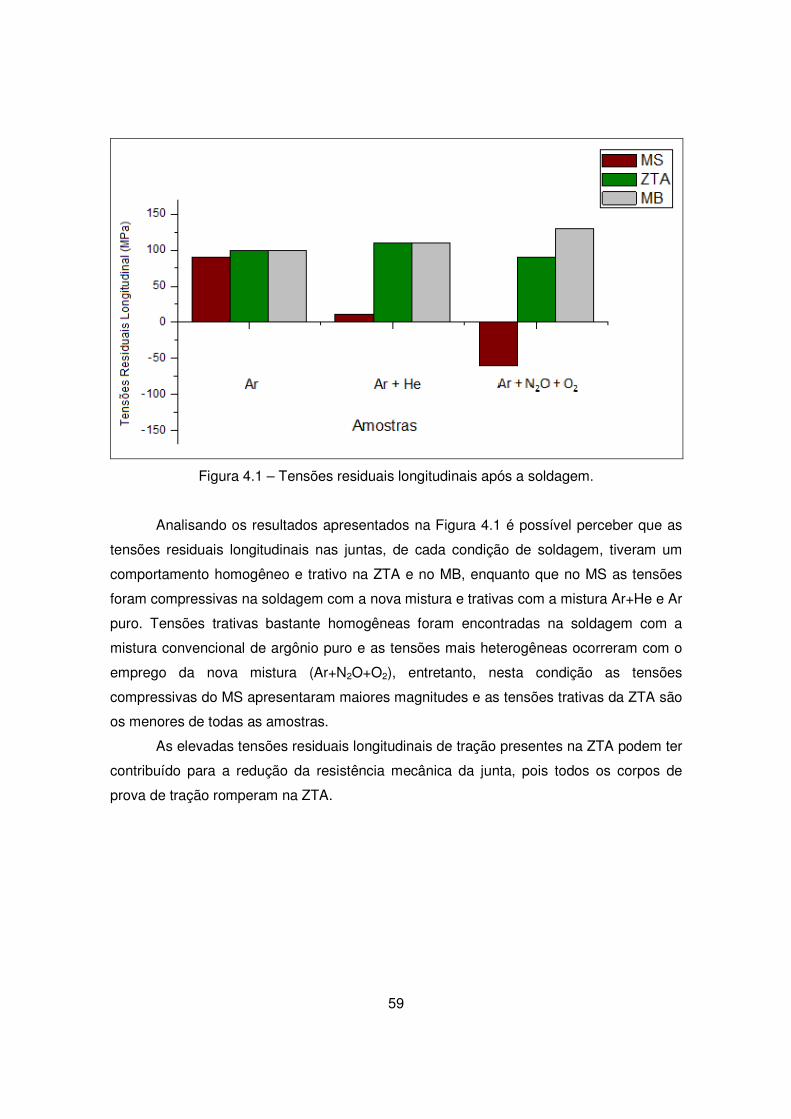
59
Figura 4.1 – Tensões residuais longitudinais após a soldagem.
Analisando os resultados apresentados na Figura 4.1 é possível perceber que as
tensões residuais longitudinais nas juntas, de cada condição de soldagem, tiveram um
comportamento homogêneo e trativo na ZTA e no MB, enquanto que no MS as tensões
foram compressivas na soldagem com a nova mistura e trativas com a mistura Ar+He e Ar
puro. Tensões trativas bastante homogêneas foram encontradas na soldagem com a
mistura convencional de argônio puro e as tensões mais heterogêneas ocorreram com o
emprego da nova mistura (Ar+N2O+O2), entretanto, nesta condição as tensões
compressivas do MS apresentaram maiores magnitudes e as tensões trativas da ZTA são
os menores de todas as amostras.
As elevadas tensões residuais longitudinais de tração presentes na ZTA podem ter
contribuído para a redução da resistência mecânica da junta, pois todos os corpos de
prova de tração romperam na ZTA.
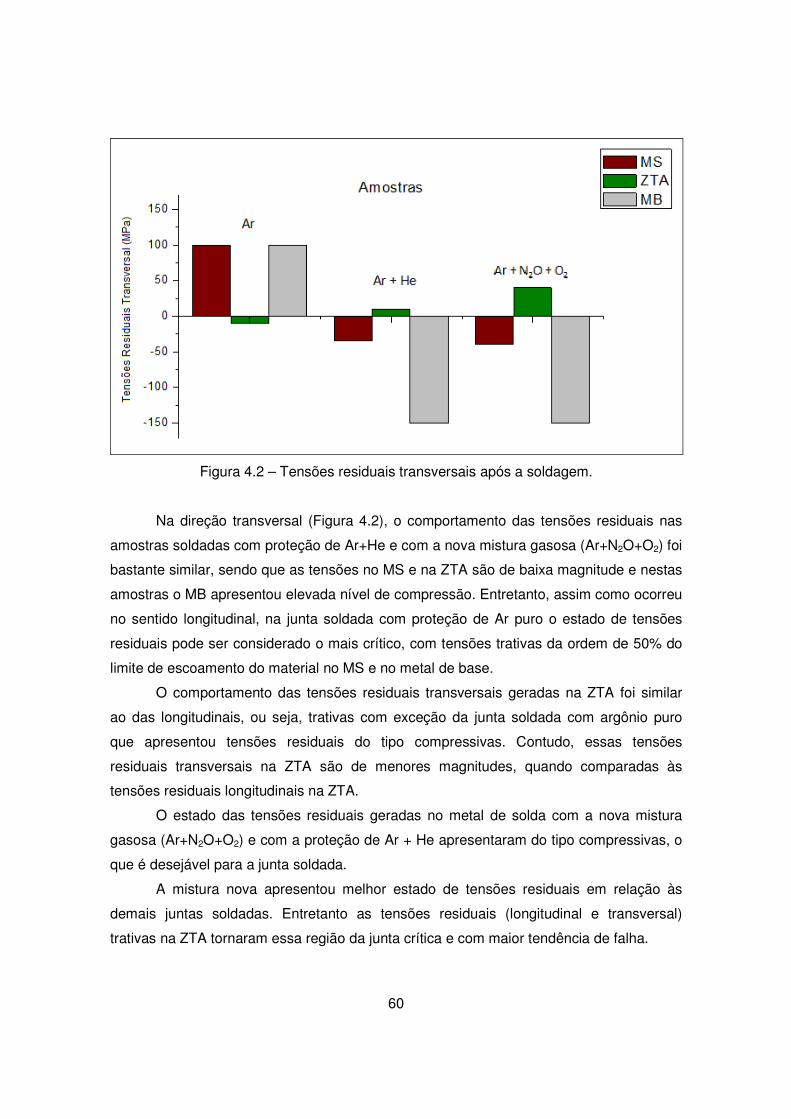
60
Figura 4.2 – Tensões residuais transversais após a soldagem.
Na direção transversal (Figura 4.2), o comportamento das tensões residuais nas
amostras soldadas com proteção de Ar+He e com a nova mistura gasosa (Ar+N2O+O2) foi
bastante similar, sendo que as tensões no MS e na ZTA são de baixa magnitude e nestas
amostras o MB apresentou elevada nível de compressão. Entretanto, assim como ocorreu
no sentido longitudinal, na junta soldada com proteção de Ar puro o estado de tensões
residuais pode ser considerado o mais crítico, com tensões trativas da ordem de 50% do
limite de escoamento do material no MS e no metal de base.
O comportamento das tensões residuais transversais geradas na ZTA foi similar
ao das longitudinais, ou seja, trativas com exceção da junta soldada com argônio puro
que apresentou tensões residuais do tipo compressivas. Contudo, essas tensões
residuais transversais na ZTA são de menores magnitudes, quando comparadas às
tensões residuais longitudinais na ZTA.
O estado das tensões residuais geradas no metal de solda com a nova mistura
gasosa (Ar+N2O+O2) e com a proteção de Ar + He apresentaram do tipo compressivas, o
que é desejável para a junta soldada.
A mistura nova apresentou melhor estado de tensões residuais em relação às
demais juntas soldadas. Entretanto as tensões residuais (longitudinal e transversal)
trativas na ZTA tornaram essa região da junta crítica e com maior tendência de falha.
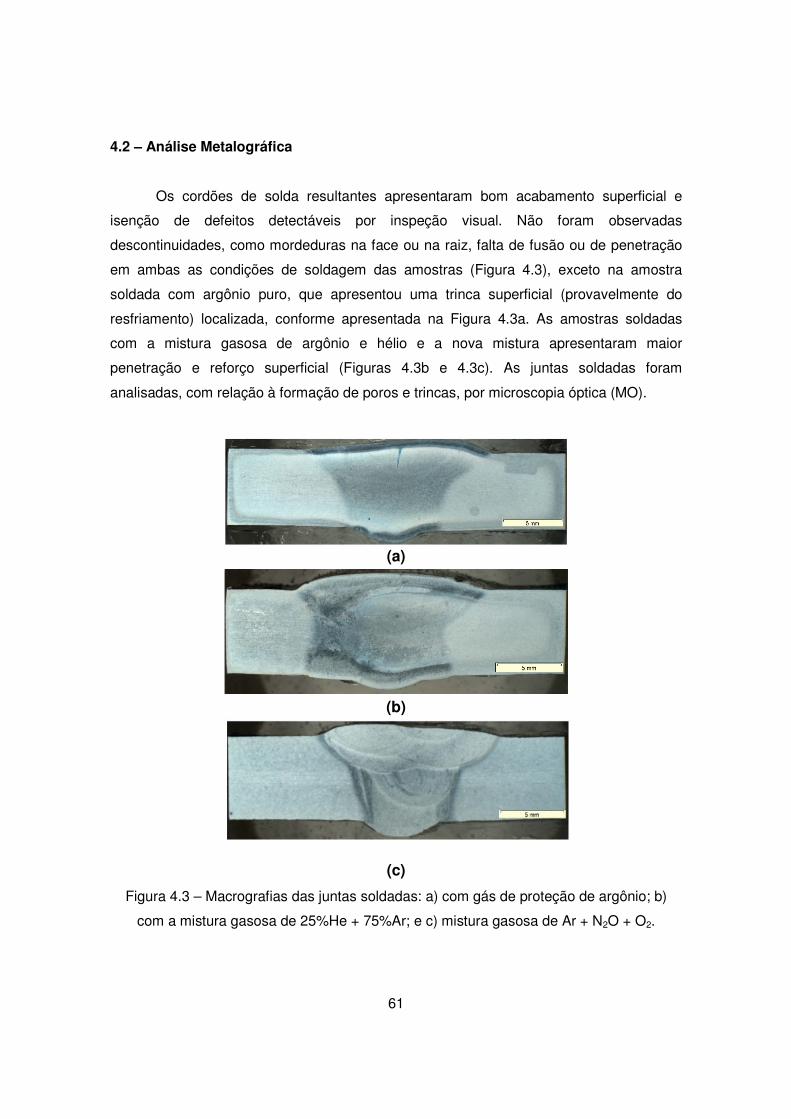
61
4.2 – Análise Metalográfica
Os cordões de solda resultantes apresentaram bom acabamento superficial e
isenção de defeitos detectáveis por inspeção visual. Não foram observadas
descontinuidades, como mordeduras na face ou na raiz, falta de fusão ou de penetração
em ambas as condições de soldagem das amostras (Figura 4.3), exceto na amostra
soldada com argônio puro, que apresentou uma trinca superficial (provavelmente do
resfriamento) localizada, conforme apresentada na Figura 4.3a. As amostras soldadas
com a mistura gasosa de argônio e hélio e a nova mistura apresentaram maior
penetração e reforço superficial (Figuras 4.3b e 4.3c). As juntas soldadas foram
analisadas, com relação à formação de poros e trincas, por microscopia óptica (MO).
(a)
(b)
(c)
Figura 4.3 – Macrografias das juntas soldadas: a) com gás de proteção de argônio; b)
com a mistura gasosa de 25%He + 75%Ar; e c) mistura gasosa de Ar + N2O + O2.
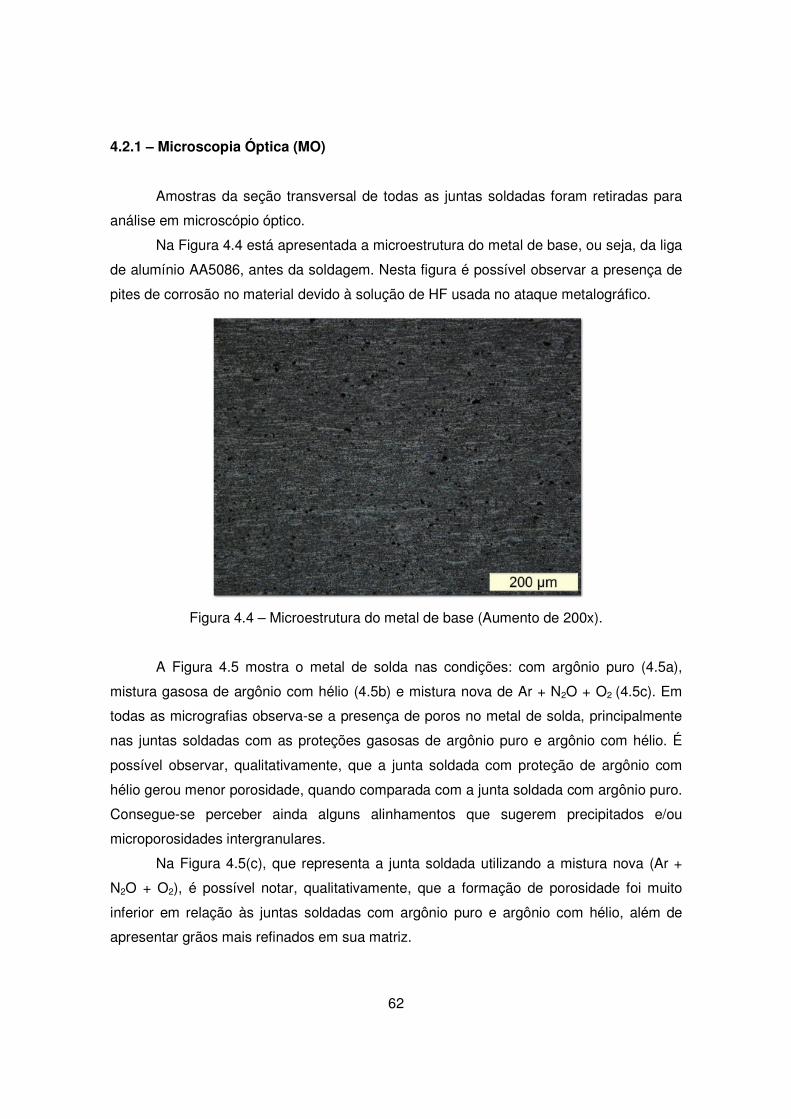
62
4.2.1 – Microscopia Óptica (MO)
Amostras da seção transversal de todas as juntas soldadas foram retiradas para
análise em microscópio óptico.
Na Figura 4.4 está apresentada a microestrutura do metal de base, ou seja, da liga
de alumínio AA5086, antes da soldagem. Nesta figura é possível observar a presença de
pites de corrosão no material devido à solução de HF usada no ataque metalográfico.
Figura 4.4 – Microestrutura do metal de base (Aumento de 200x).
A Figura 4.5 mostra o metal de solda nas condições: com argônio puro (4.5a),
mistura gasosa de argônio com hélio (4.5b) e mistura nova de Ar + N2O + O2 (4.5c). Em
todas as micrografias observa-se a presença de poros no metal de solda, principalmente
nas juntas soldadas com as proteções gasosas de argônio puro e argônio com hélio. É
possível observar, qualitativamente, que a junta soldada com proteção de argônio com
hélio gerou menor porosidade, quando comparada com a junta soldada com argônio puro.
Consegue-se perceber ainda alguns alinhamentos que sugerem precipitados e/ou
microporosidades intergranulares.
Na Figura 4.5(c), que representa a junta soldada utilizando a mistura nova (Ar +
N2O + O2), é possível notar, qualitativamente, que a formação de porosidade foi muito
inferior em relação às juntas soldadas com argônio puro e argônio com hélio, além de
apresentar grãos mais refinados em sua matriz.
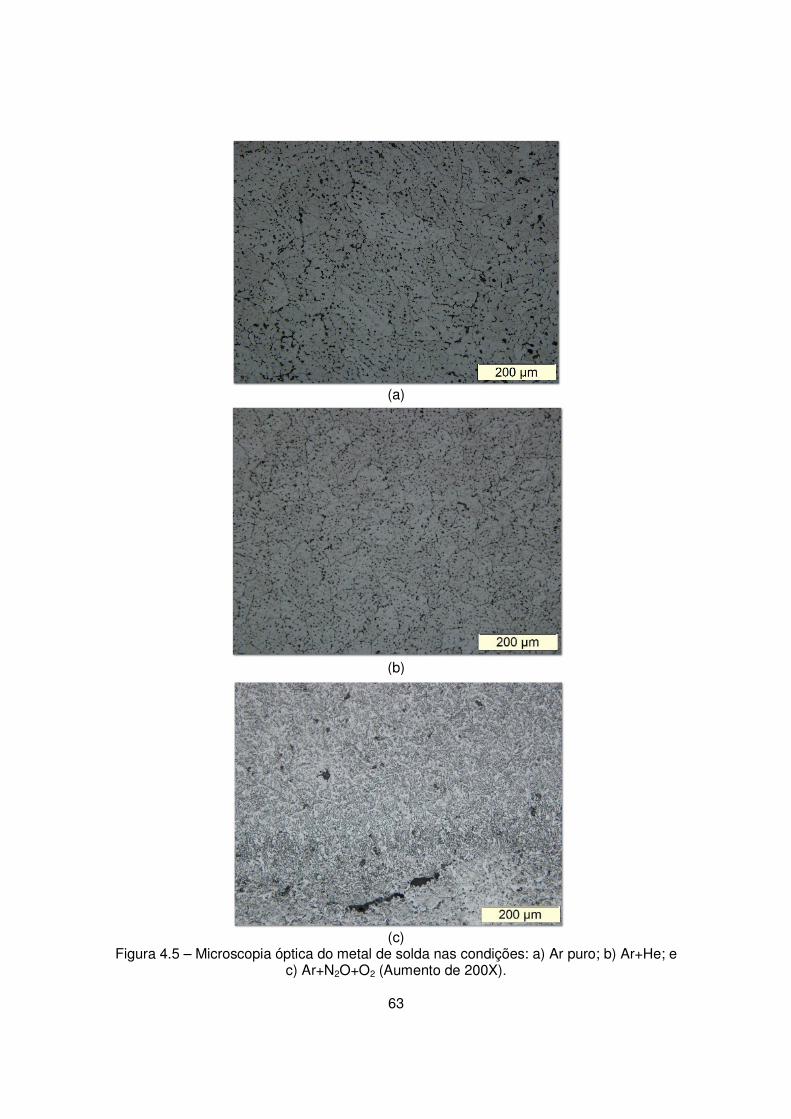
63
(a)
(b)
(c)
Figura 4.5 – Microscopia óptica do metal de solda nas condições: a) Ar puro; b) Ar+He; e c) Ar+N2O+O2 (Aumento de 200X).
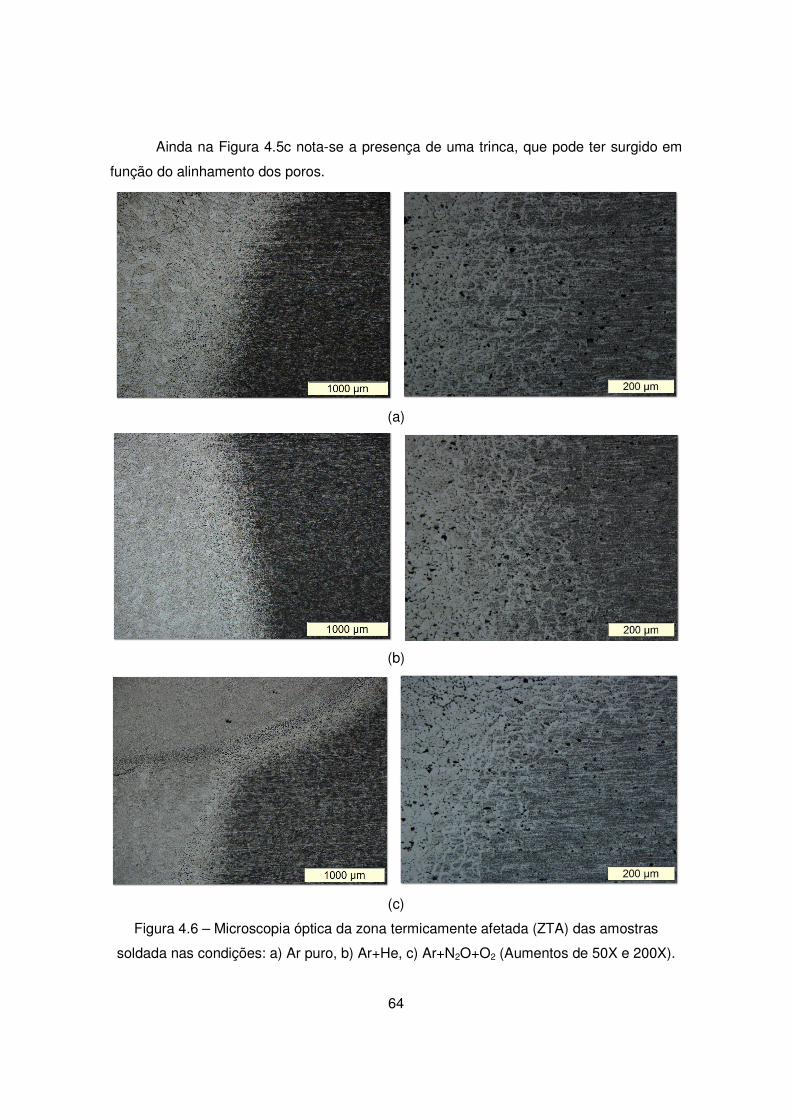
64
Ainda na Figura 4.5c nota-se a presença de uma trinca, que pode ter surgido em
função do alinhamento dos poros.
(a)
(b)
(c)
Figura 4.6 – Microscopia óptica da zona termicamente afetada (ZTA) das amostras
soldada nas condições: a) Ar puro, b) Ar+He, c) Ar+N2O+O2 (Aumentos de 50X e 200X).
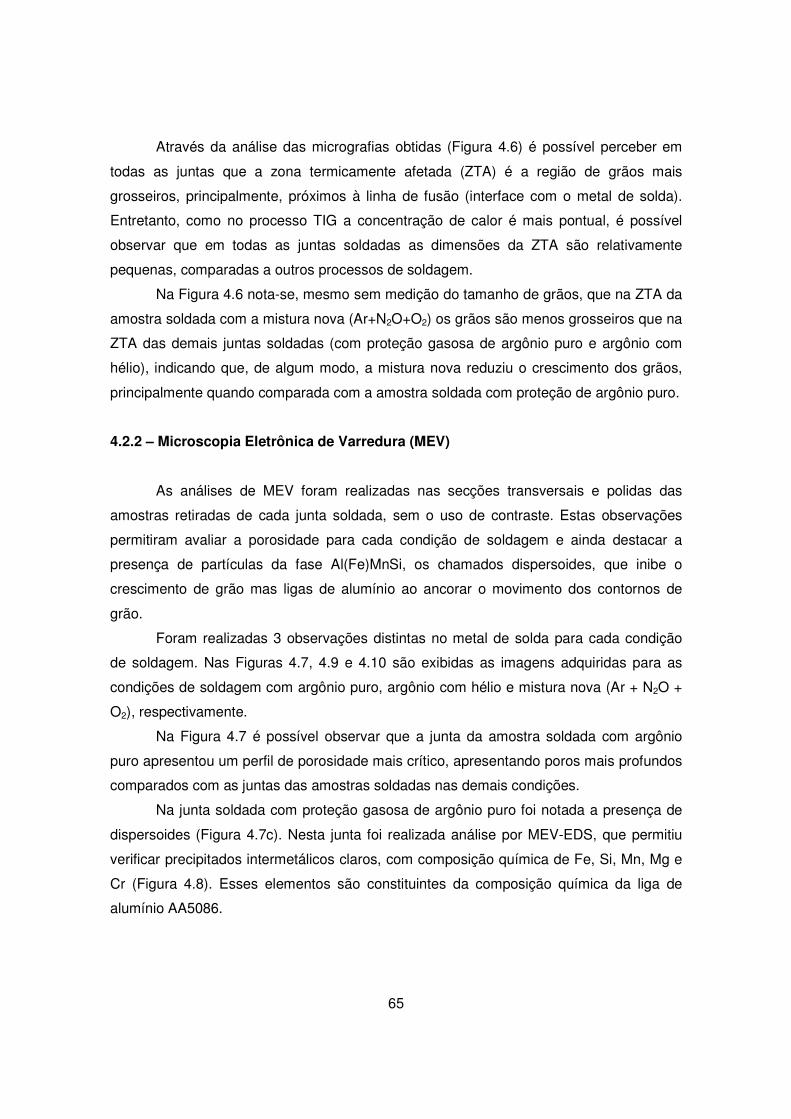
65
Através da análise das micrografias obtidas (Figura 4.6) é possível perceber em
todas as juntas que a zona termicamente afetada (ZTA) é a região de grãos mais
grosseiros, principalmente, próximos à linha de fusão (interface com o metal de solda).
Entretanto, como no processo TIG a concentração de calor é mais pontual, é possível
observar que em todas as juntas soldadas as dimensões da ZTA são relativamente
pequenas, comparadas a outros processos de soldagem.
Na Figura 4.6 nota-se, mesmo sem medição do tamanho de grãos, que na ZTA da
amostra soldada com a mistura nova (Ar+N2O+O2) os grãos são menos grosseiros que na
ZTA das demais juntas soldadas (com proteção gasosa de argônio puro e argônio com
hélio), indicando que, de algum modo, a mistura nova reduziu o crescimento dos grãos,
principalmente quando comparada com a amostra soldada com proteção de argônio puro.
4.2.2 – Microscopia Eletrônica de Varredura (MEV)
As análises de MEV foram realizadas nas secções transversais e polidas das
amostras retiradas de cada junta soldada, sem o uso de contraste. Estas observações
permitiram avaliar a porosidade para cada condição de soldagem e ainda destacar a
presença de partículas da fase Al(Fe)MnSi, os chamados dispersoides, que inibe o
crescimento de grão mas ligas de alumínio ao ancorar o movimento dos contornos de
grão.
Foram realizadas 3 observações distintas no metal de solda para cada condição
de soldagem. Nas Figuras 4.7, 4.9 e 4.10 são exibidas as imagens adquiridas para as
condições de soldagem com argônio puro, argônio com hélio e mistura nova (Ar + N2O +
O2), respectivamente.
Na Figura 4.7 é possível observar que a junta da amostra soldada com argônio
puro apresentou um perfil de porosidade mais crítico, apresentando poros mais profundos
comparados com as juntas das amostras soldadas nas demais condições.
Na junta soldada com proteção gasosa de argônio puro foi notada a presença de
dispersoides (Figura 4.7c). Nesta junta foi realizada análise por MEV-EDS, que permitiu
verificar precipitados intermetálicos claros, com composição química de Fe, Si, Mn, Mg e
Cr (Figura 4.8). Esses elementos são constituintes da composição química da liga de
alumínio AA5086.
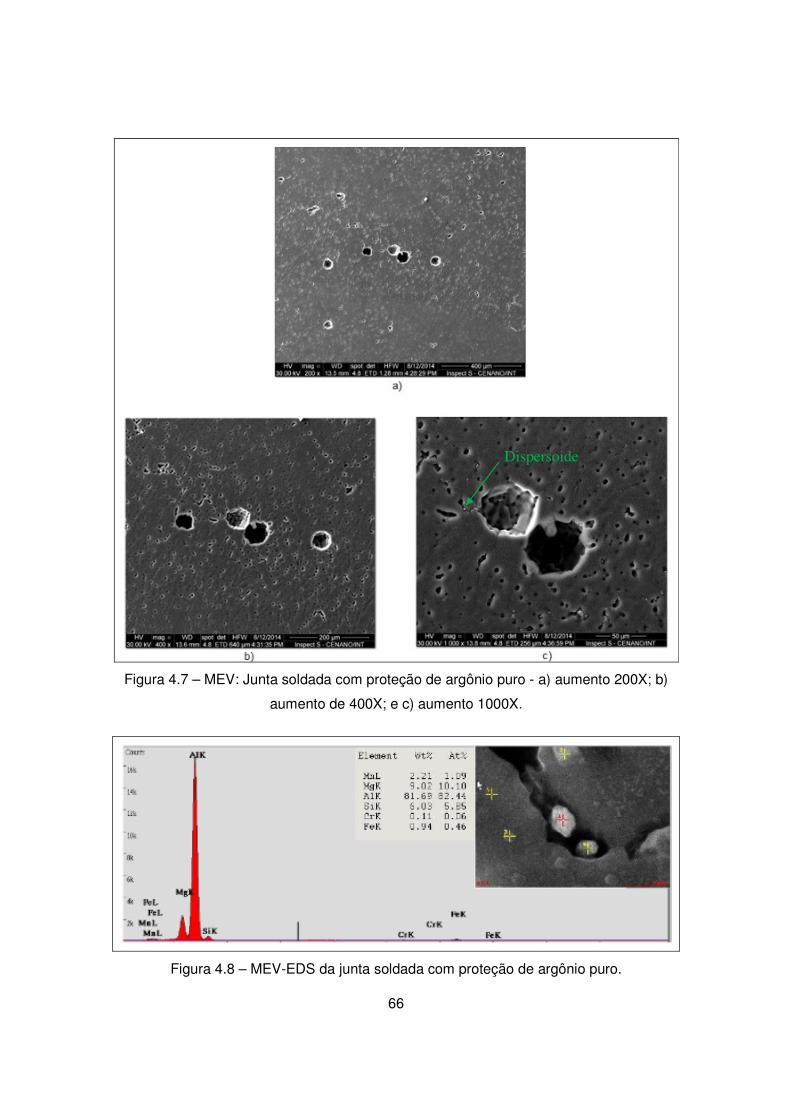
66
Figura 4.7 – MEV: Junta soldada com proteção de argônio puro - a) aumento 200X; b)
aumento de 400X; e c) aumento 1000X.
Figura 4.8 – MEV-EDS da junta soldada com proteção de argônio puro.
Dispersoide
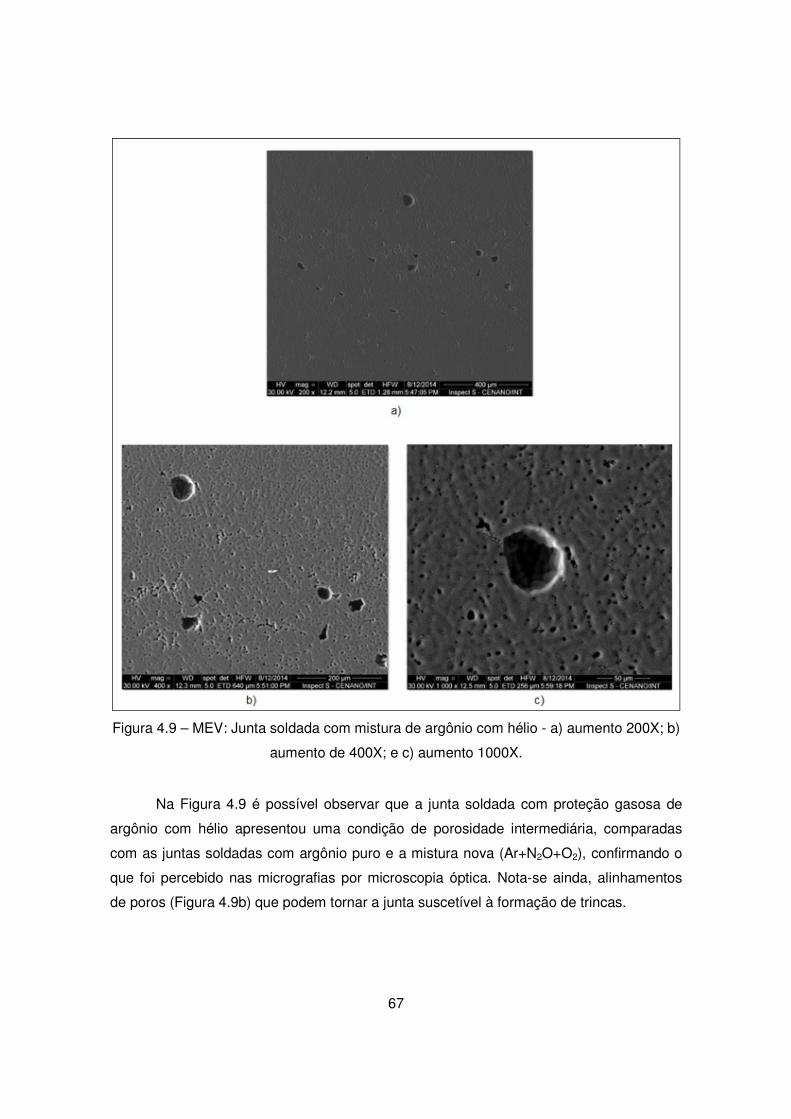
67
Figura 4.9 – MEV: Junta soldada com mistura de argônio com hélio - a) aumento 200X; b)
aumento de 400X; e c) aumento 1000X.
Na Figura 4.9 é possível observar que a junta soldada com proteção gasosa de
argônio com hélio apresentou uma condição de porosidade intermediária, comparadas
com as juntas soldadas com argônio puro e a mistura nova (Ar+N2O+O2), confirmando o
que foi percebido nas micrografias por microscopia óptica. Nota-se ainda, alinhamentos
de poros (Figura 4.9b) que podem tornar a junta suscetível à formação de trincas.
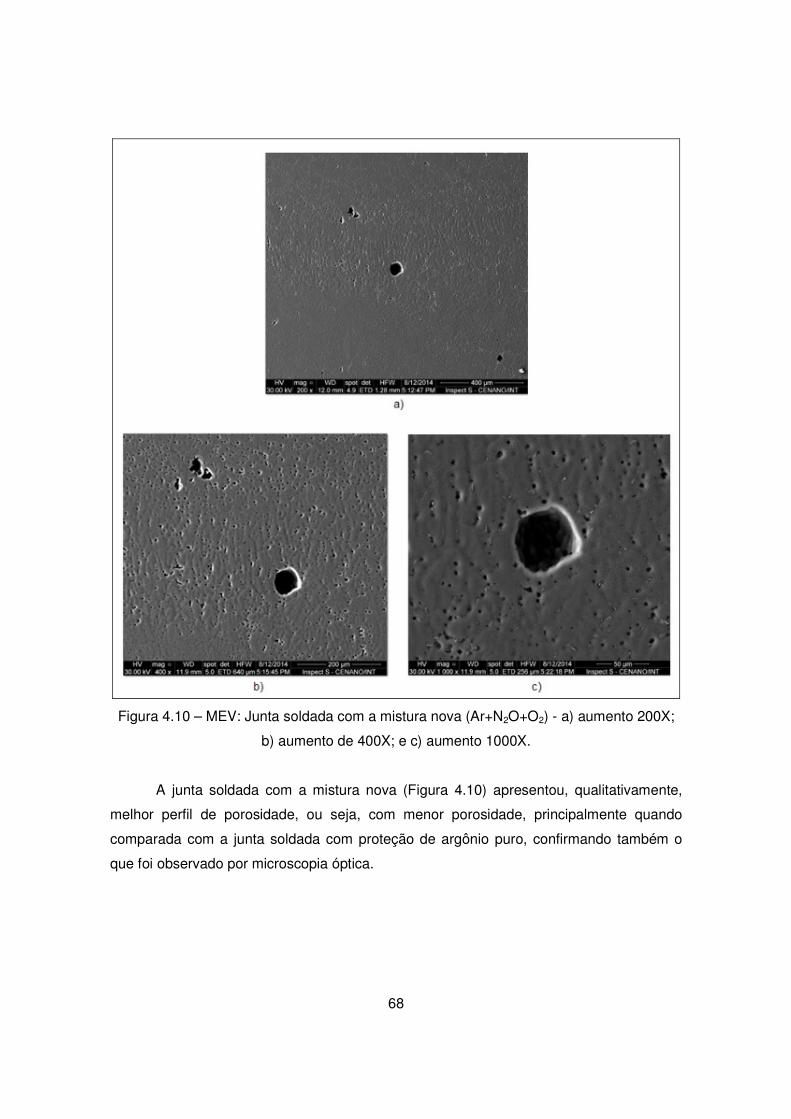
68
Figura 4.10 – MEV: Junta soldada com a mistura nova (Ar+N2O+O2) - a) aumento 200X;
b) aumento de 400X; e c) aumento 1000X.
A junta soldada com a mistura nova (Figura 4.10) apresentou, qualitativamente,
melhor perfil de porosidade, ou seja, com menor porosidade, principalmente quando
comparada com a junta soldada com proteção de argônio puro, confirmando também o
que foi observado por microscopia óptica.
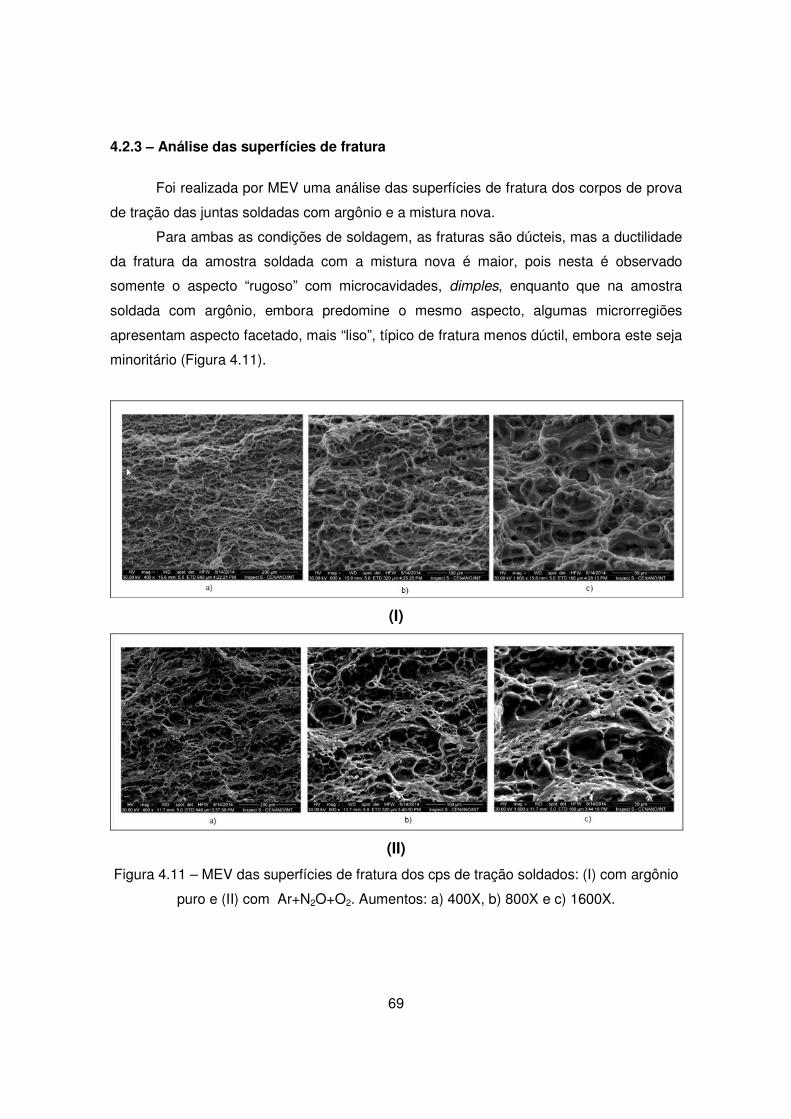
69
4.2.3 – Análise das superfícies de fratura
Foi realizada por MEV uma análise das superfícies de fratura dos corpos de prova
de tração das juntas soldadas com argônio e a mistura nova.
Para ambas as condições de soldagem, as fraturas são dúcteis, mas a ductilidade
da fratura da amostra soldada com a mistura nova é maior, pois nesta é observado
somente o aspecto “rugoso” com microcavidades, dimples, enquanto que na amostra
soldada com argônio, embora predomine o mesmo aspecto, algumas microrregiões
apresentam aspecto facetado, mais “liso”, típico de fratura menos dúctil, embora este seja
minoritário (Figura 4.11).
(I)
(II)
Figura 4.11 – MEV das superfícies de fratura dos cps de tração soldados: (I) com argônio
puro e (II) com Ar+N2O+O2. Aumentos: a) 400X, b) 800X e c) 1600X.
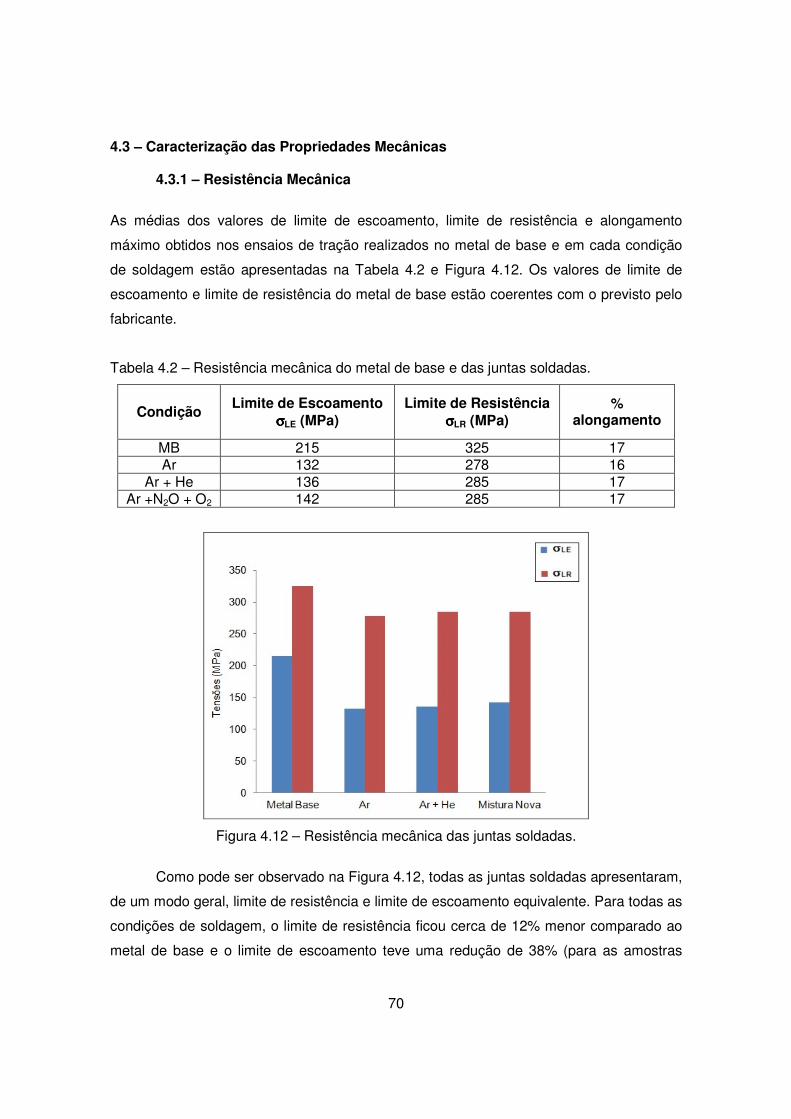
70
4.3 – Caracterização das Propriedades Mecânicas 4.3.1 – Resistência Mecânica
As médias dos valores de limite de escoamento, limite de resistência e alongamento
máximo obtidos nos ensaios de tração realizados no metal de base e em cada condição
de soldagem estão apresentadas na Tabela 4.2 e Figura 4.12. Os valores de limite de
escoamento e limite de resistência do metal de base estão coerentes com o previsto pelo
fabricante.
Tabela 4.2 – Resistência mecânica do metal de base e das juntas soldadas.
Condição Limite de Escoamento
σσσσLE (MPa) Limite de Resistência
σσσσLR (MPa) %
alongamento
MB 215 325 17 Ar 132 278 16
Ar + He 136 285 17 Ar +N2O + O2 142 285 17
Figura 4.12 – Resistência mecânica das juntas soldadas.
Como pode ser observado na Figura 4.12, todas as juntas soldadas apresentaram,
de um modo geral, limite de resistência e limite de escoamento equivalente. Para todas as
condições de soldagem, o limite de resistência ficou cerca de 12% menor comparado ao
metal de base e o limite de escoamento teve uma redução de 38% (para as amostras
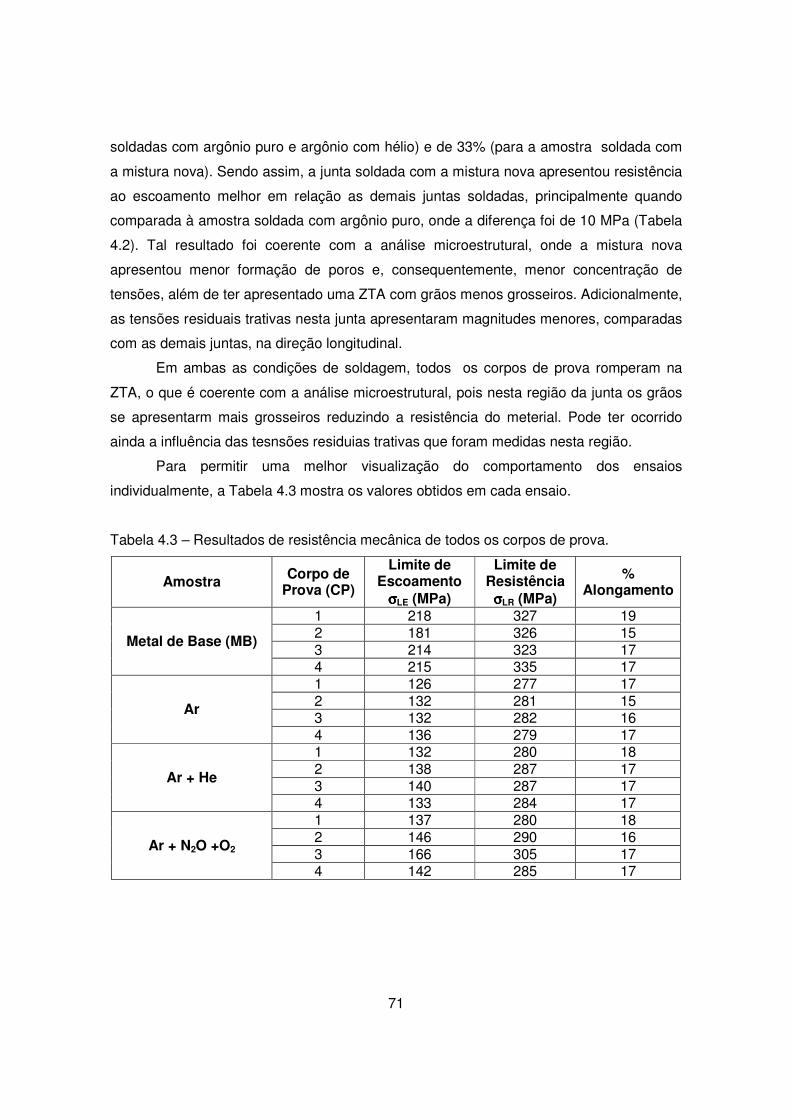
71
soldadas com argônio puro e argônio com hélio) e de 33% (para a amostra soldada com
a mistura nova). Sendo assim, a junta soldada com a mistura nova apresentou resistência
ao escoamento melhor em relação as demais juntas soldadas, principalmente quando
comparada à amostra soldada com argônio puro, onde a diferença foi de 10 MPa (Tabela
4.2). Tal resultado foi coerente com a análise microestrutural, onde a mistura nova
apresentou menor formação de poros e, consequentemente, menor concentração de
tensões, além de ter apresentado uma ZTA com grãos menos grosseiros. Adicionalmente,
as tensões residuais trativas nesta junta apresentaram magnitudes menores, comparadas
com as demais juntas, na direção longitudinal.
Em ambas as condições de soldagem, todos os corpos de prova romperam na
ZTA, o que é coerente com a análise microestrutural, pois nesta região da junta os grãos
se apresentarm mais grosseiros reduzindo a resistência do meterial. Pode ter ocorrido
ainda a influência das tesnsões residuias trativas que foram medidas nesta região.
Para permitir uma melhor visualização do comportamento dos ensaios
individualmente, a Tabela 4.3 mostra os valores obtidos em cada ensaio.
Tabela 4.3 – Resultados de resistência mecânica de todos os corpos de prova.
Amostra Corpo de Prova (CP)
Limite de Escoamento
σσσσLE (MPa)
Limite de Resistência
σσσσLR (MPa)
% Alongamento
Metal de Base (MB)
1 218 327 19 2 181 326 15 3 214 323 17 4 215 335 17
Ar
1 126 277 17 2 132 281 15 3 132 282 16 4 136 279 17
Ar + He
1 132 280 18 2 138 287 17 3 140 287 17 4 133 284 17
Ar + N2O +O2
1 137 280 18 2 146 290 16 3 166 305 17 4 142 285 17
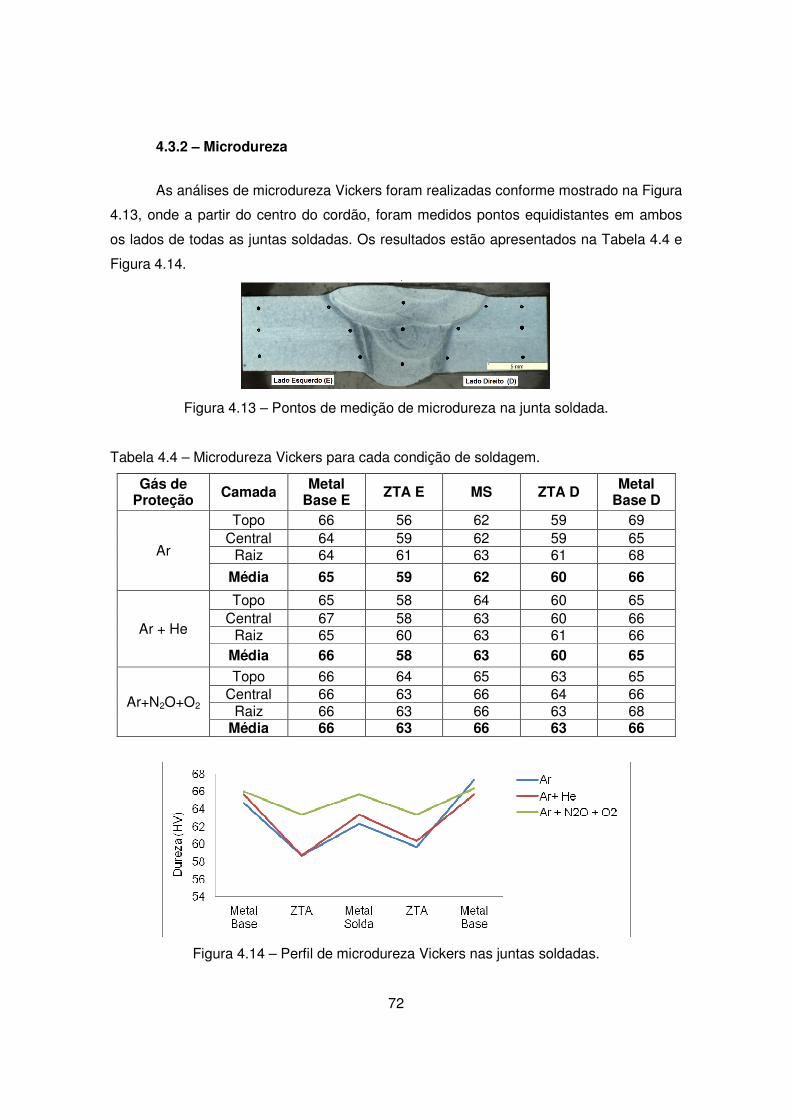
72
4.3.2 – Microdureza
As análises de microdureza Vickers foram realizadas conforme mostrado na Figura
4.13, onde a partir do centro do cordão, foram medidos pontos equidistantes em ambos
os lados de todas as juntas soldadas. Os resultados estão apresentados na Tabela 4.4 e
Figura 4.14.
Figura 4.13 – Pontos de medição de microdureza na junta soldada.
Tabela 4.4 – Microdureza Vickers para cada condição de soldagem.
Gás de Proteção Camada Metal
Base E ZTA E MS ZTA D Metal Base D
Ar
Topo 66 56 62 59 69 Central 64 59 62 59 65
Raiz 64 61 63 61 68
Média 65 59 62 60 66
Ar + He
Topo 65 58 64 60 65 Central 67 58 63 60 66
Raiz 65 60 63 61 66 Média 66 58 63 60 65
Ar+N2O+O2
Topo 66 64 65 63 65 Central 66 63 66 64 66
Raiz 66 63 66 63 68 Média 66 63 66 63 66
Figura 4.14 – Perfil de microdureza Vickers nas juntas soldadas.
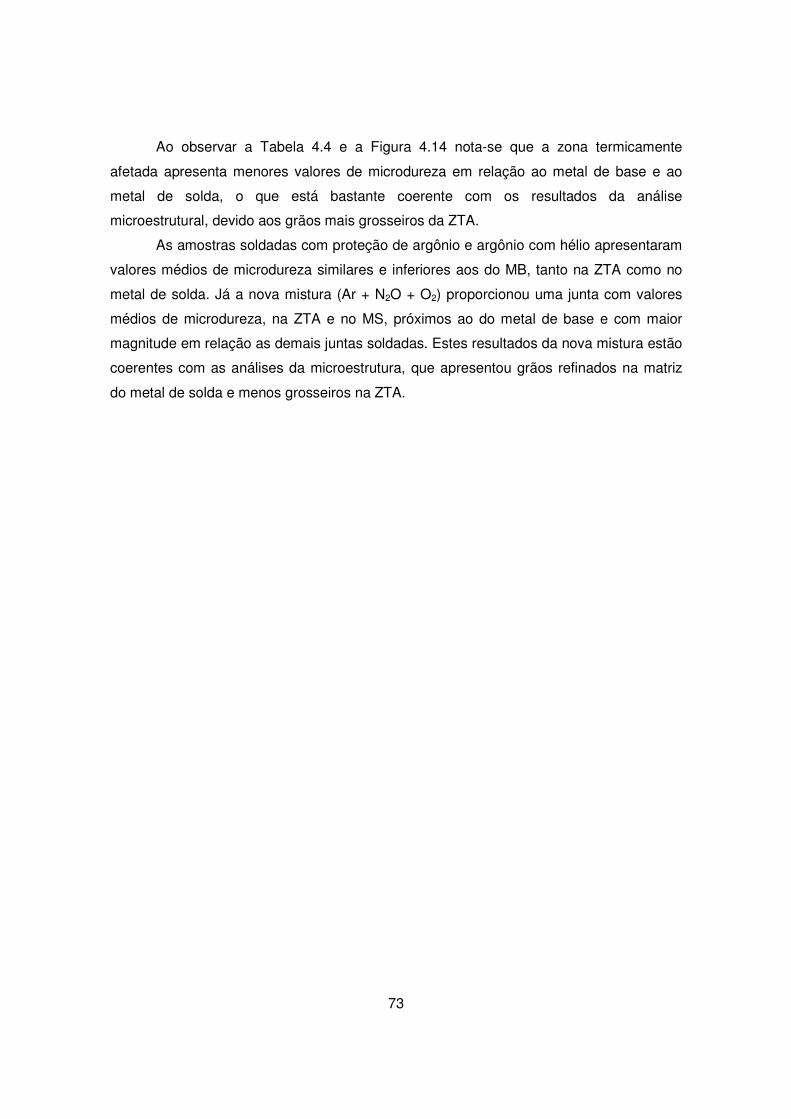
73
Ao observar a Tabela 4.4 e a Figura 4.14 nota-se que a zona termicamente
afetada apresenta menores valores de microdureza em relação ao metal de base e ao
metal de solda, o que está bastante coerente com os resultados da análise
microestrutural, devido aos grãos mais grosseiros da ZTA.
As amostras soldadas com proteção de argônio e argônio com hélio apresentaram
valores médios de microdureza similares e inferiores aos do MB, tanto na ZTA como no
metal de solda. Já a nova mistura (Ar + N2O + O2) proporcionou uma junta com valores
médios de microdureza, na ZTA e no MS, próximos ao do metal de base e com maior
magnitude em relação as demais juntas soldadas. Estes resultados da nova mistura estão
coerentes com as análises da microestrutura, que apresentou grãos refinados na matriz
do metal de solda e menos grosseiros na ZTA.
74
5. CONCLUSÕES
O presente trabalho, que teve como objetivo estudar as tensões residuais, bem como
as propriedades mecânicas (resistência mecânica e microdureza) de juntas soldadas pelo
processo TIG de liga de alumínio AA5086, usando diferentes proteções gasosas, permite
as seguintes conclusões:
1. As misturas gasosas de argônio com hélio e a nova mistura (Ar + N2O + O2)
proporcionaram juntas com melhor estado de tensões residuais em relação à
junta soldada com proteção de argônio. A nova mistura apresentou melhores
resultados de tensões residuais, comparados à mistura de argônio com hélio,
principalmente no metal de solda, onde as tensões longitudinais e transversais
foram compressivas e, portanto, benéficas.
2. As análises microestruturais, tanto por microscopia óptica (MO) como por
microscopia eletrônica de varredura (MEV) mostraram presença de porosidade
no metal de solda em todas as juntas. Entretanto, a nova mistura (Ar + N2O +
O2) proporcionou junta com menor porosidade, grãos mais refinados no metal
de solda e menos grosseiros na ZTA.
3. O processo de soldagem reduziu o limite de escoamento das juntas soldadas
com as proteções convencionais (Ar e Ar+He) em cerca de até 40% e com
relação à junta soldada com a nova mistura (Ar + N2O + O2), esta apresentou
melhor desempenho com redução de 33% no limite de escoamento.
4. A nova mistura (Ar + N2O + O2) proporcionou uma junta com valores de
microdureza na ZTA e no MS próximos ao do metal de base e com maior
magnitude, quando comparadas com as amostras soldadas com as proteções
convencionais (Ar e Ar + He).
75
6. SUGESTÕES PARA TRABALHOS FUTUROS
1. Analisar a influência dos parâmetros de soldagem, com as proteções gasosas já
estudadas, nas tensões residuais, propriedades mecânicas e microestruturais das
juntas soldadas, da liga de alumínio AA5086.
2. Estudar a resistência à fadiga e à corrosão das juntas de soldadas com diferentes
proteções gasosas.
3. Avaliar as tensões residuais, propriedades mecânicas e microestruturais de juntas
de alumínio AA5086 soldadas a plasma e comparar os resultados obtidos com
processo TIG.
4. Analisar os perfis das tensões residuais nas camadas subsuperficiais do cordão de
solda.
76
7. REFERÊNCIAS BIBLIOGRÁFICAS
ABAL - Associação Brasileira do Alumínio, 2014. Disponível em:< http://www.abal.org.br
/aluminio/cadeia-primaria>. Acesso em 15/04/14.
AGA. Facts about: Aluminum Welding, 2008.
ALUMINUM ASSOCIATION, Welding Aluminum: Theory and Practice, 2ed., 1991.
ASM (American Society for Metals), Specialty Handbook, Aluminum and aluminum alloys
ASM international, 1993.
BARBATO, D. S. Estudo do comportamento mecânico e microestrutural de juntas de aço
avançado de altas resistências soldadas a laser, 2012, 89 p. Dissertação (Mestre em
Engenharia), PGMEC. Universidade Federal Fluminense.
BARBOSA, C.; Metais não Ferrosos e suas Ligas – Microestrutura, Propriedades e
Aplicações, Editora E-papers, 2014. 532 pgs.
BARRADA, G.; ENRIQUE, J.. Controle Microestrutural do metal de solda de aços
inoxidáveis austeníticos visando a redução da fração de ferrita. In: CONGRESSO
NACIONAL DE SOLDAGEM, 31, 2005, São Paulo. Anais. São Paulo: [s.n], 2005. p.1–12.
BRADASCHIA, C.. Fundições de Ligas Não Ferrosas. In: CURSO ABM, 1988, São Paulo.
Técnicas de Fundição do Alumínio e suas Ligas, São Paulo: ABM, 1988.
BRITO, G.; GORDO, J. M.. Tecnologia Naval – Materiais Metálicos. IST-UTL; Lisboa;
2004.
CALLISTER, W. D. Jr. Ciência e Engenharia de Materiais: uma introdução. Rio de
Janeiro: LTC, 2002.
77
CAPELARI, T. V.. Avaliação da geometria de ferramenta e parâmetros do processo FSW
na soldagem da liga de alumínio AA5052. Universidade Federal do Rio Grande do Sul,
2006. (Dissertação de Mestrado)
CINDRA FONSECA, M. P. Evolução do Estado de Tensões Residuais em Juntas
Soldadas de Tubulação Durante Ciclos de Fadiga. Tese de Doutorado em Engenharia
Metalúrgica e de Materiais, COPPE/UFRJ, 2000.
CIRINO, L.M – Estudos dos efeitos da polaridade na soldagem com corrente contínua e
alternada pelos processos TIG e MIG/MAG. Mar. 2009. Dissertação de mestrado.
Departamento de Engenharia Mecânica, UFSC, Florianópolis, 2009.
COELHO, A. C. M. A. Efeito do Tratamento Térmico na Resistência à Corrosão da Liga de
Alumínio AA5086 H116, 2013. Monografia (Engenharia Metalúrgica e de Materiais).
Universidade Federal do Ceará.
COSTA, M.M.M.S.; VILARINHO, L.O; STARLING, C.M.D.; MODENESI, P.J. Instabilidade
na Soldagem GMAW com gases de baixo potencial de ionização – caracterização por
filmagem de alta velocidade. In: CONGRESSO NACIONAL DE SOLDAGEM, 31, 2005,
São Paulo. Anais. São Paulo: [s.n], 2005. Pag. 1 – 10.
COUTINHO, T. A. Metalografia de Não-Ferrosos: análise e prática. São Paulo: Edgard
Blucher, 1980.
DAVIS, J.R. ASM International (Ed.) ASM Handbook V.2: Properties and Selection –
Nonferrous alloys and Special-Purpose materials. 10th ed., Metals Parks, Ohio, 1990.
DAVIS, J. R., ASM International (Ed.). ASM Specialty Handbook: Aluminum and Aluminum
Alloys. Ohio, 2002.
DELBONI, C. P. Análise experimental da degradação térmica da liga de alumínio 6351 T6
para o uso estrutural. São Paulo: Instituto de Pesquisas Tecnológica do Estado de São
Paulo, 2007 (Dissertação de mestrado em habilitação: Planejamento e Tecnologia).
78
DEPARTAMENTO TÉCNICO SOLTRONIC. A soldagem elétrica sob gás protetor. 1980.
Páginas: 16 – 22. (Mundo mecânico, n. 6).
ELFER, Alumínio. Propriedades química e mecânica das ligas. Disponível em:
http://elfer.com.br/site/informacoes-tecnicas/propriedades-quimicas-das-ligas/; e http://elfe
r.com.br/site/informacoes-tecnicas/propriedades-mecanicas-das-ligas/.
HATCH, J.E. Aluminum: Properties and Physical Metallurgy, ASM, Metals Park, USA,
1999.
HISSA, R.. Algumas Considerações sobre o alumínio. Disponível em: <http://www.
cfq.org.br/informativo/12_Jan_Mar_2004.pdf>. Acesso em 10/07/13.
HOJJATZADEH, S.M.H., HALVAEE, A., HEYDARZADEH SOHI, M. Surface alloying of
AISI 1045 steel in a nitrogen environment using a gas tungsten arc process. Journal of
Materials Processing Technology, 2012.
INFOMET, Informações britadas, fundidas e laminadas, 2014. Disponível em
<http://www.infomet.com.br/metais-e-ligas-conteudos.php?cod_tema=10&cod_secao=11&
cod_assunto=108>. Acesso em 02/05/14.
JONSSON, P.G.; MURPHY, A.B.; SZEKELY, J. The influence of oxygen additions on
argon-shielding gas metal arc welding processes. Welding Journal, Miami, v.74, n.2, supl.
P. 48 – 58, 1995.
KANDIL, F.A.; LORD, J.D.; FRY, A.T.; GRANT, P.V. A Review of Residual Stress
Measurement Methods. Reino Unido, 2001.
KIM, H.J.; FROST, H.R.; OLSON, D.L. Electrochemical oxygen transfer during direct
current arc welding. Welding Journal, Miami, supl., p.488 – 493, 1998.
KINGA A, U. M.S. Structure-composition-property relationships in 5xxx series aluminum
alloys. 2008. 293p. Dissertation (Materials Science and Engineering). The Ohio State
University.
79
KOU, S.. Welding metallurgy – second edition. Hoboken, New Jersey. John Wiley & Sons,
2002.
LAW, M. PRASK, H. LUZIN, V. and GNAEUPEL-HEROLD, T. “Residual Stress
Measurements in Coil, Line pipe and Girth Welded Pipe”, Material Science and
Engineering, A 437, (2006), 60-63.
LIN, Y.C., CHEN, S.C., Effect of residual stress on thermal fatigue in a type 420
martensitic stainless steel weldment, Journal of Materials Processing Technology 138 p.
22–27, 2003.
LUCAS, R. P., DUTRA, J. C. e BONACORSO, N. G.. Avaliação da Soldagem do Alumínio
nos Processos TIG CA Pulsado e Constante. 26ª CONSOLDA – Congresso Nacional de
Soldagem. Outubro de 2010, Recife, PE, Brasil.
LYTTLE, K.A.; STAPON, W.F.G. Select the best shielding gas blend for the application.
Welding Journal, Miami, v. 69, n. 11, p. 21 – 27, 1990.
MACHADO, I.G. Soldagem e técnicas conexas: processos. Porto Alegre, editado pelo
autor, 1996.
MACHERAUCH, E. KLOOS, K. H. Measurements and Evaluation of Residual Stress in
Science and Technology. Ed. by Macherauch, E.,Hauk, V., DGM VERLAG, 1987.
MATHERS, G. “The welding of aluminum and its alloys”; Woodhead Publishin Lda;
Cambridge, England; 2002; ISBN: 1 85573 567 9.
MODENESI, P.J. Soldagem I – Introdução aos Processos de Soldagem. Belo Horizonte:
s.n, Junho, 2002.
MODENESI, P.J. Soldabilidade de Algumas Ligas Metálicas. Universidade Federal de
Minas Gerais, Departamento de Engenharia Metalúrgica e de Materiais, 2011.
80
MOREIRA, A. F. Influência da atmosfera protetora no cordão de solda obtido através dos
processos de soldagem GMAW e FCAW. Universidade Estadual Paulista, São Paulo, SP.
Dissertação de Mestrado, 2008.
NGUYEN, T.N. e WAHAB, M.A. “The effect of residual stresses on fatigue of butt welded
joints, Welding Journal”, pp.55s-61s, 1996.
OGATA, H.T. S. Determinação da influência das tensões residuais nas propriedades de
fadiga em aço SAE 8620 processado com diferentes profundidades de camadas de
cementação. Curitiba, 2003, 143p. Dissertação (Mestre em Ciências dos Materiais) –
UFPR, Programa Interdisciplinar de Pós-Graduação, Curitiba, 2003.
OLIVEIRA, W. C. Estudo do efeito de fluxos na soldagem a TIG de alumínio. Universidade
Federal de Minas Gerais. Curso de Pós-Graduação em Engenharia Metalúrgica e de
Minas. Tese de Doutorado, Abril de 2007.
PEASURA, P., WATANAPA, A.; Influence of Shielding Gas on Aluminum Alloy 5083 in
Gas Tungsten Arc Welding, Procedia Engineering 29 (2012) 2465 – 2469.
PEDROSA, P.D.S. “Variação do Estado de Tensões Residuais Introduzidas por Shot
Peening em Aço Duplex UNS S31803 Durante Ciclos de Fadiga”, Dissertação de
Doutorado em Engenharia Metalúrgica e de Materiais, COPPE/UFRJ, 2007.
PEREIRA, J. M. M. V. Estudo das ligas de alumínio aplicadas em construção naval
nomeadamente na resistência à corrosão em estruturas navais soldadas. 2010.108p.
Dissertação (Engenharia de Materiais). Faculdade de Ciências e Tecnologia (FCT),
Universidade Nova de Lisboa.
PITELLA, R. M. Determinação de tensões residuais em aço C45 PBK em condições
limites de usinagem. Curitiba, 2003. 121 p. Dissertação (Mestre em Engenharia) –
Departamento de Engenharia Mecânica da UFPR, Programa de Pós-Graduação em
Engenharia Mecânica, Curitiba, 2003.
81
PRAVEEN, P.; YARLAGADDA, P.K.D.V., Meeting challenges in welding of aluminum
alloys through pulse metal arc welding. Journal Of Materials Processing Technology, 164-
165 (2005) 1106 – 1112.
PRITCHARD, D. Soldering, Brazing, & Welding – A Manual of Techniques. Crowood
Press, 2001.
RAJ, B.; JAYAKUMAR, T. Methodologies for Characterization of Defects, Stresses and
Microstructures in Pressure Vessels and Pipes. International Journal of Pressure Vessels
and Piping, Vol. 73, n. 2, pp. 133-146, 1997.
RICARDO, S.R.. Avaliação do alívio mecânico de tensões residuais devido a sobrecarga
provocada por teste hidrostático. Dissertação de Mestrado. Escola de Engenharia,
Universidade Federal do Rio Grande do Sul, 2009.
RUY, M.C.; TARPANI, J.R.; MILAN, M.T; SPINELLE, D.; BOSE, W.W. The Effect of Warm
Shot Peening on the Fatigue Performance of the SAE 5160 Spring Steel. 11th International
Conference on Fracture, 2002.
SMITH, W. F. Structure and Properties of Engineering Alloys, McGraw-Hill, 2ed, 1993.
SMITH, W. F. Princípios de Ciência e Engenharia dos Materiais; McGraw-Hill, 3ª edição,
1998, Lisboa.
STANDARD EN 13195-1: Aluminum and aluminum alloys: Wrought products and castings
for marine applications (shipbuilding, maritime and offshore), December 2002, table 1.
VAN HORN, K. R. (ed.), “Aluminum”, vol. 1 , American Society for Metals, 1967, p. 375.)
WANG, Z. GONG, B. Residual Stress in the Forming of Materials. Handbook of Residual
Stress and Deformation of Steel, ASM International, 2002, p. 139- 149.
WHITE MARTINS. Soldagem do Alumínio e suas Ligas; Informe técnico; 2002.
82
WHITERS, P. BHADESHIA, K. Residual Stress, Part 2 – Nature and Origins. Material
Science and Technology, Vol. 17, 2001, p.366 – 375.
WITHERS, P.J. TURSKI, M., EDWARDS, L., BOUCHARD, P.J., BUTTLE, D.J., Recent
advances in residual stress measurement - International Journal of Pressure Vessels and
Piping 85, UK, 2008.







