
Aula 03: Processos de Moldagem e Macharia em Areia Ligadas Quimicamente
Disciplina: Projeto de Ferramentais I
01: Introdução
02: Os Processos de Moldagem e Macharia em Areia
- Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas.
- Areia Silicato de Sódio-CO2- Areia Óleo- Shell Moulding- Caixa Fria (Cold Box)• Caixa Quente (Hot Box)
Constituintes das Misturas
Processamento
Mecanismos de Cura
Características dos Moldes/Machos
Vantagens e Limitações
03: Equipamentos de Macharia

Processos de Macharia
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

Processos de Macharia
Processos em Cold Box
• Resina fenólica uretânica/amina
• Resina furânica/SO2
• (Resina acrílica/epoxy) SO2
• Silicato de Sódio/CO2
• Phenolic ester
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran
Processos de Macharia
Processos de Cura a Quente (Heat-Cured)
• Shell Molding
• Areia-óleo (oven bake)
• Fenólico em caixa quente
• Furânico em caixa quente
• Furânico (alcool furfuríco) em caixa morna
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

Processos de Macharia
Processos sem Queima (No Bake)
• Resina furânica/ácido
• Resina fenólica/ácido
• Resina fenólica alcalina/éster
• Silicato/éster
• Fenólica uretânica/amina
• Polyol isocianato
• Alumina-fosfato
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

SHELL MOULDING (Moldagem em Casca)
Constituintes da Mistura
Areia Base + Resina
Termofixa + Catalizador
Mecanismo de Cura
O filme de resina é total ou parcialmente polimerizado pela ação do calor.
AREIA COBERTA
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

SHELL MOULDING
Procedimento para Obtenção de Moldes Shell
• Mistura ⇒ Areia “Coberta”
• Colocação da areia em caixa basculante.
• Basculamento da areia sobre a placa modelo (recoberta com desmoldante e pré-aquecida à 200-2600C.
• Manutenção pelo tempo necessário à formação da espessura de casca desejada.
• Basculamento para remoção da areia não curada.
• Extração da casca (meio molde).
• Fechamento do Molde (colagem de duas cascas).
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran
Caixa Basculante
Suporte
Areia Coberta
Placa Modelo
Casca curada
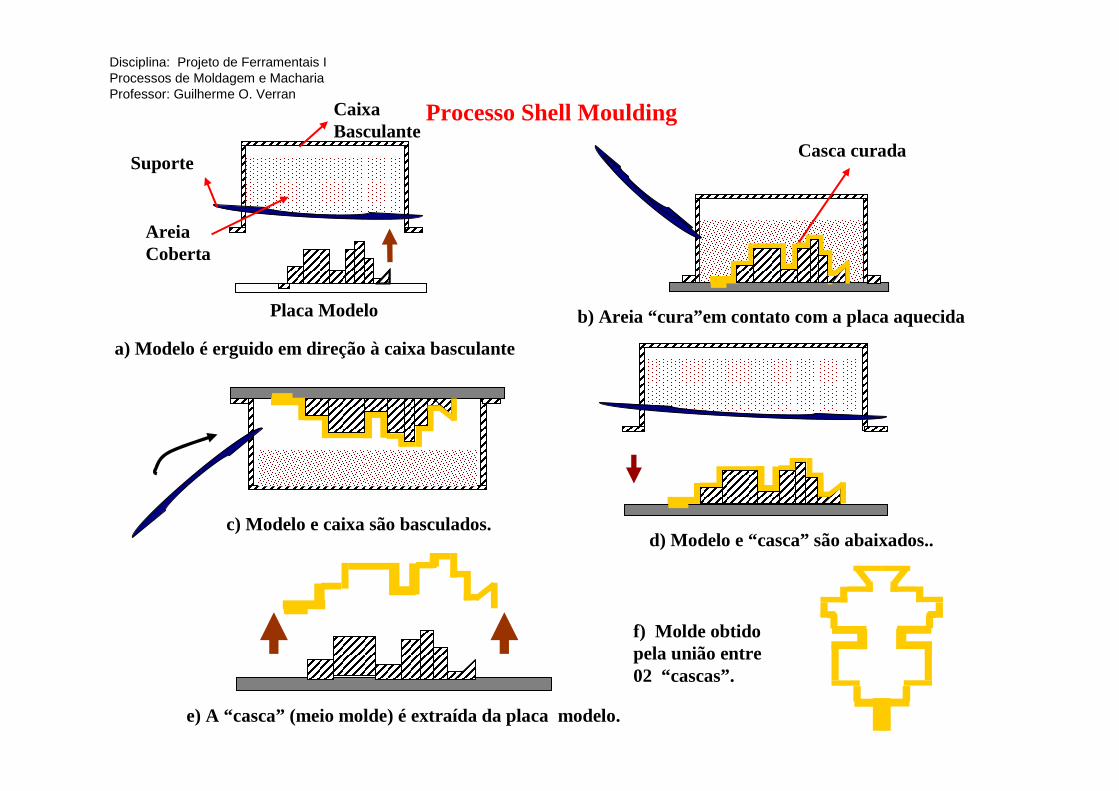
Processo Shell Moulding
a) Modelo é erguido em direção à caixa basculante
b) Areia “cura”em contato com a placa aquecida
c) Modelo e caixa são basculados.d) Modelo e “casca” são abaixados..
e) A “casca” (meio molde) é extraída da placa modelo.
f) Molde obtido pela união entre 02 “cascas”.
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

Processo Areia - Silicato de Sódio – CO2
1.Processamento
• Mistura (areia + Silicato de Na)
• Compactação (molde ou macho)
• Gasagem com CO2
2. Mecanismo de Cura: Modificações fisico-químicas produzidas no filme de silicato pela ação do CO2
⇒⇒⇒⇒
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

3. Características dos moldes/machos:
• Elevada Rigidez ⇒⇒⇒⇒Estabilidade dimensional em peças de grande porte.
• Baixa Colapsibilidade ⇒⇒⇒⇒Restrições na utilização e necessidade de aditivos.
Processo Areia - Silicato de Sódio – CO2
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran
Processo Areia - Óleo
2. Mecanismo de Cura
• Filme de óleo sobre as partículas de areia polimeriza sob a ação do calor ou de aceleradores químicos.
1. Processamento
• Mistura (areia + óleo de linhaça)
• Compactação (molde ou macho)
• Estufagem (200-2500C) → 1-4 h
• Cura ao Ar → 4-24 h
⇒⇒⇒⇒
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

Processo Areia - Óleo
3. Características dos moldes/machos:
• Baixa Rigidez ⇒⇒⇒⇒Indicado principalmente para machos pequenos e de geometria simples.
• Alta Colapsibilidade ⇒⇒⇒⇒Poucas restrições na utilização e dispensa o uso de aditivos.
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

Processo Caixa Fria (Cold Box)
1. Processamento
• Mistura: Areia + Sistema Fenólico-Uretânico(resina fenólica +isocianato)
• Compactação (molde ou macho)
• Introdução do Catalisador (Amina Terciária ) na forma de suspensão em um gás (CO2 - N2 ou ar).
2. Mecanismo de Cura ⇒⇒⇒⇒
Polimerização das resinas sob a ação do catalisador do tipo amina terciária.
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran
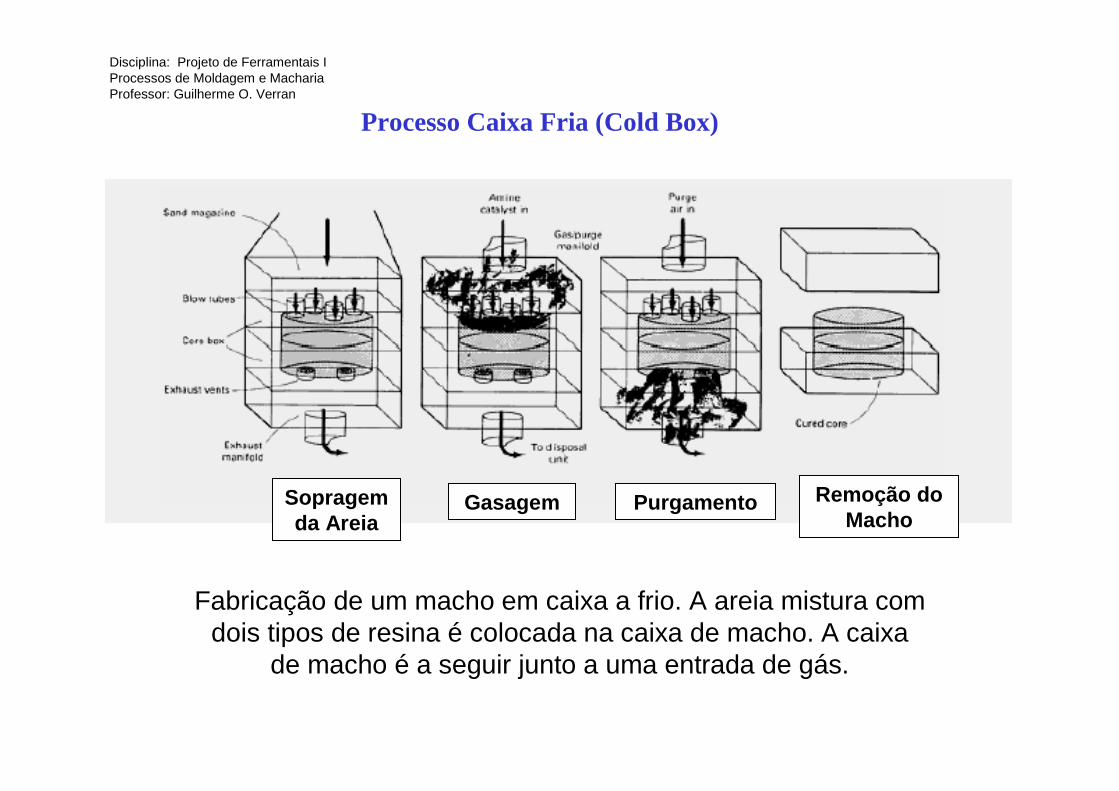
Fabricação de um macho em caixa a frio. A areia mistura com dois tipos de resina é colocada na caixa de macho. A caixa
de macho é a seguir junto a uma entrada de gás.
Sopragemda Areia
Gasagem Purgamento Remoção do Macho
Processo Caixa Fria (Cold Box)
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

Processo Caixa Fria (Cold Box)
3. Aplicações ⇒⇒⇒⇒ Fabricação de machos em pequenas e grandes séries.
4. Características:
• Rapidez na obtenção.
• Excepcional Colapsibilidade.
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

Machos produzidos usando Cold Box e respectivas peças. (a) carcaça de transmissão de grande porte para equipamento
agrícola, (b) disco de freio e turbina
a) b)
Processo Caixa Fria (Cold Box)
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran
Processo Caixa Fria (Cold Box)
Vantagens:
• Elevada Colapsibilidade
• Elevada produtividade
• Fluidez da mistura
• Excelente acabamento superficial
• Baixa pressão de compactação
• Dispensa armações metálicas
• Não requer estufagem
• Precisão dimensional
• Utilização imediata após extração
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran
Processo Caixa Fria (Cold Box)
Desvantagens:
• Alto custo das resinas e catalizador
• Rigoroso controle da qualidade da areia
• Necessidade de controle da temperatura de trabalho da areia
• Ferramentais para produção seriada exigem mais detalhes elevando os custos
• O ambiente precisa ser arejado com controle da exaustão
• Baixo tempo de estocagem (elevada higroscopia)
• O sistema de gasagem aumenta o custo
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran
Processo Caixa Quente (Hot Box)
1. Constituintes da Mistura
Areia Base + Resinas + Catalizador
Resinas
Uréia-formol/álcool furfúrico
Uréia-formol/fenol-formol
Fenol-formol/álcool furfúrico
Catalizador: latente ⇒⇒⇒⇒
Quando decomposto pelo calor da caixa de macho, libera o composto ativo que provoca a cura.
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

Processo Caixa Quente (Hot Box)
1. Processamento
• Mistura: Areia + Resina + Catalizador
• Sopro ou tiro da mistura numa caixa metálica previamente aquecida.
• Manutenção por um período de tempo necessário para a cura
2. Mecanismo de Cura ⇒⇒⇒⇒
O calor do ferramental inicia a reação exotérmicaque endurece o macho progressivamente da periferia para o centro em função da polimerização da resina.
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

Processo Caixa Quente (Hot Box)
3. Aplicações ⇒⇒⇒⇒
Produção de grandes séries de machos maciços, de espessura reduzida e com elevado índice de complexidade.
• Os machos de maior espessura devem ser feitos preferencialmente com resina furânica devido maior rapidez na cura
⇓
• Maior rapidez de cura e redução no tempo de permanência no ferramental.
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

Processo Caixa Quente (Hot Box)
Vantagens:
• Copia facilmente detalhes (alta fluidez).
• Bom acabamento.
• Usa-se areia mais grossa ⇒ menor consumo de resinas.
• Boa colapsibilidade.
• Maior produtividade em comparação com o Shell.
• Dispensa estufagem (não sofre deformações)
• Permite o emprego de qualquer tipo de misturador (contínuo ou não).
• Aplica-se em Al – Mg – FoFos - Aços
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran
Processo Caixa Quente (Hot Box)
Desvantagens:
• Exige energia térmica para cura.
• Ferramentais mais sofisticados e onerosos.
• Não se pode usar qualquer material na confecção dos ferramentais (alta abrasão).
• Vida útil da mistura aproximadamente 4h.
• Desprendimento de gases tóxicos durante a cura.
• Dificuldade de cura em paredes mais espessas (acima de 30 mm)
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

Caixa de macho em alumínio bipartida para obtenção de um macho complexo
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

DADOS TÉCNICOS Sopro Vertical ou HorizontalProcessos de confecção Caixa fria Produção máxima por hora (*) Vertical: 275 sopros
Horizontal: 225 soprosPeso macho 5 - 30 LitrosPainel de comando CLP com interface Peso aproximado do equipamento 2000 Kg Mesa de três posições sincronizadas Sopro, gasagem e extração Número de caixas na máquina 03 (três) Movimentos hidráulicos Giro, sopro, gasagem e extração Sistema de exaustão Duplo (caixa e cabine)
Maquina Sopradora de Machos Processo: Cura a Frio
As máquinas de soprar machos da linha destinadas às Fundições que necessitam de alta produtividade em moldes ou machos. Nela são utilizadas três mesas de fixação de caixas sincronizadas, isto é, enquanto uma caixa faz o sopro, a outra está sendo gasada e a outra é extraída.
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

DADOS TÉCNICOSCapacidade de sopro e gasagem 5 - 80 litros Produção por hora Variável de acordo com a capacidade Força de fechamento 5000 kg Painel de comando CLP com interface Número de caixas na máquina 01 caixa com dimensões variáveis Sistema de exaustão Duplo (caixa e cabine)
Máquina para Sopro e Gasagem
Possibilita trabalhar com caixas de machos simples, podendo serem confeccionadas em madeira, resina ou metal; com ou sem sistema de extração.
Máquinas Sopradoras de Machos e Moldes da Linha a, aplicadas nos processos de sopro e gasagem . Podem trabalhar tanto com ferramentais de partição horizontal como vertical.
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

Gasadores e Módulos de Gasagem
Utilização: Processo ColdBox para gasagem de machos e moldes.
Características:
-permite gasagem e lavagem com eficiência e rapidez,
- opera com baixo custo para o processo
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran

Estudos Atuais sobre Areias de Fundiçãoe Materiais de Moldagem
Motivações tecnológicas, ambientais e econômicas
Alguns Exemplos:
- Descarte: sério impacto ambiental ⇒ Descoberta de novas aplicações
- Materiais de Moldagem: areias alternativas para a sílica
novos aditivos
- Aglomerantes orgânicos: redução dos impactos ambientais e melhoria da eficiência.
Disciplina: Projeto de Ferramentais IProcessos de Moldagem e MachariaProfessor: Guilherme O. Verran






