
Universidade do Estado do Pará
Centro de Ciências Naturais e Tecnologia
Curso de Graduação em Engenharia Ambiental
Larissa Bezerra de Holanda
Propostas de tecnologias para o controle de emissões
atmosféricas provenientes da indústria de ferro gusa
Paragominas - PA
2015

Larissa Bezerra de Holanda
Propostas de tecnologias para o controle de emissões
atmosféricas provenientes da indústria de ferro gusa
Trabalho para obtenção de nota da disciplina Tecnologia Aplicada no curso de
Engenharia Ambiental, Universidade do Estado do Pará (UEPA).
Docente: Antônio Pereira
Paragominas - PA
2015

Larissa Bezerra de Holanda
Propostas de tecnologias para o controle de emissões
atmosféricas provenientes da indústria de ferro gusa
Trabalho para obtenção de nota da disciplina Tecnologia Aplicada no curso de
Engenharia Ambiental, Universidade do Estado do Pará (UEPA).
Docente: Antônio Pereira
DATA DA APROVAÇÃO: ___/____/2015
DOCENTE EXAMINADOR
_______________________________________ - DOCENTE
PROF. ANTÔNIO PEREIRA
UNIVERSIDADE DO ESTADO DO PARÁ

LARISSA BEZERRA DE HOLANDA
Para Marta Aparecida Bezerra de Araújo
Alexandre Ferreira da Silva
Meus maiores incentivadores.

AGRADECIMENTOS
LARISSA BEZERRA DE HOLANDA
Gostaria de agradecer primeiramente a Deus, que me deu forças no momento em que
eu pensei em desistir e que me protege por todos os meus dias.
Á minha mãe Marta Araújo, que estava sempre me orientando, me incentivando e
dando forças, além de ter se esforçado ao máximo para proporcionar melhores estudos.
Ao meu esposo Alexandre da Silva, que me atura todos os dias de choros, risos e teve
muita compreensão neste período em que precisei passar distante de casa.
Ao meu padrasto José Torres, que sempre teve o sonho de formar algum de seus filhos
ou agregados á filhos, por todos os dias em que se dispôs a me levar e trazer da universidade.
Aos meus amigos, Antônia Michelle Lopes, Aline Michelle Ribeiro, kely Gomes e
Rodrigo Chini, por todo esse tempo de tortura que passamos juntos e por todas as risadas e
brigas que tivemos ao longo desses 5 anos, quero dizer que vocês para mim são os melhores.
À todos parentes e amigos que me compreenderam e me deram forças no decorrer
desse curso de graduação.

“Nunca desista daquilo que te faz sorrir”
(Autor desconhecido)
RESUMO
HOLANDA, Larissa Bezerra de. Propostas de tecnologias para o controle de emissões
atmosféricas provenientes da indústria de ferro gusa. 2015. 33 f. Trabalho para obtenção
de nota na disciplina Tecnologia Aplicada, do curso de Graduação em Engenharia Ambiental
– Universidade do Estado do Pará, Paragominas, 2015.
O Brasil é destaque no ramo da indústria de ferro gusa, devido as grandes jazidas minerais
presentes no território nacional que proporcionam lucros ao país, porém as indústrias do setor
siderúrgico são consideradas como indústrias bastante poluidores, devido ao elevado consumo
de energia e também por ter como sustentação a exploração do minério de ferro (um recurso
natural), causando grandes preocupações em relação aos impactos negativos que acarreta ao
meio ambiente. É possível encontrar riscos ambientais em todas as fases da indústria,
começando pela extração e transporte do material. No entanto a situação agrava-se quando
ocorre o processamento do minério, pois é nesta fase que são despejados a maior quantidade
de poluentes, tanto atmosféricos, quanto no ar e no solo. As emissões atmosféricas do setor
siderúrgico inspiram muitos cuidados, uma vez que, são encontradas em todas as fases do
beneficiamento do ferro gusa. Sendo assim, faz-se necessário o uso de tecnologias para
minimizar os poluentes atmosféricos emitidos ao longo do processo produtivo.
Palavras-chave: Ferro gusa, Processo Produtivo e emissões atmosféricas
ABSTRACT
HOLLAND , Larissa Bezerra de . Proposed technologies for controlling air emissions
from the pig iron industry. 2015 33 f. Work to obtain note in Applied Technology
discipline, of course Undergraduate Environmental Engineering - University of Pará,
Paragominas, 2015 .
Brazil is prominent in the field of pig iron industry, due to large mineral deposits present in
the country that provide profits to the country, but the industries in the steel industry are
considered to be quite polluting industries, due to the high power consumption and also for to
support the exploitation of iron ore (a natural resource), causing major concerns regarding the
negative impacts it brings to the environment. It is possible to find environmental risks at all
stages of industry, for extraction and transportation starting material. However the situation is
aggravated when processing the ore occurs as it is at this stage that are dumped the largest
amount of pollutants as much air, the air and soil. Atmospheric emissions from the steel
industry inspire much care, since they are found in all stages of pig iron processing.
Therefore, it is necessary to use technologies to minimize air pollutants emitted during the
production process.
Key words: Pig iron, production process and Atmospheric emissions
SUMÁRIO
1 INTRODUÇÃO ..................................................................................................................... 12
2 OBJETIVO ............................................................................................................................ 13
3 REFERENCIAL TEÓRICO .................................................................................................. 14
3.1 Histórico ............................................................................................................................. 14
3.2 Processo Produtivo da Indústria de Ferro Gusa.................................................................. 14
3.3 Emissões Atmosféricas no Setor de Ferro Gusa ................................................................. 15
3.3.1 Óxidos de Carbono .......................................................................................................... 15
3.3.2 Dióxido de Enxofre ......................................................................................................... 16
3.3.3 Óxidos de Nitrogênio ...................................................................................................... 16
3.3.4 Material Particulado ........................................................................................................ 17
3.3.4 Compostos Orgânicos ...................................................................................................... 18
3.4 Fontes de Emissão de Poluentes Atmosféricos e Alternativas de Controle e Prevenção de
Poluição .................................................................................................................................... 18
3.4.1 Pelotização ....................................................................................................................... 20
3.4.1.1 Preparação da matéria-prima ........................................................................................ 21
3.4.1.2 Recuperação de matéria-prima do pátio ....................................................................... 21
3.4.1.3 Moagem ........................................................................................................................ 21
3.4.1.3.1 Moagem úmida .......................................................................................................... 22
3.4.1.3.2 Moagem Seca ............................................................................................................ 22
3.4.1.3.2.1 Circuito Aberto ....................................................................................................... 22
3.4.1.3.2.2 Circuito Fechado..................................................................................................... 22
3.4.1.4 Espessamento/ Homogeneização .................................................................................. 23
3.4.1.5 Filtragem ....................................................................................................................... 23
3.4.2 Emissões atmosféricas associadas a Pelotização ............................................................. 23
3.4.3 Coqueificação .................................................................................................................. 25
3.4.3.1 Coqueificação: Heat-recovery ...................................................................................... 25

3.4.3.2 Coqueificação: outras tecnologias para tratamento das emissões ................................ 26
3.4.4 Produção de Ferro Gusa .................................................................................................. 27
3.4.4.1 Principais partes de um alto forno ................................................................................ 28
3.4.4.2 Produção de Ferro Gusa: solução ................................................................................. 29
3.4.5 Sinterização ..................................................................................................................... 30
4 CONSIDERAÇÕES FINAIS ................................................................................................ 32
REFERÊNCIAS ....................................................................................................................... 33

LISTA DE FIGURAS
Figura 1 Fase do Processo Produtivo ....................................................................................... 15
Figura 2 Fluxograma do Processo de Pelotização .................................................................... 21
Figura 3 Principais partes do Alto Forno ................................................................................. 28
LISTAS DE SIGLAS
A.C ANTES DE CRISTO
ABNT ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS
CO MONÓXIDO DE CARBONO
COVs COMPOSTOS ORGÂNICOS VOLÁTEIS
H2SO4 ÁCIDO SULFÚRICO
HC HIDROCARBONETOS
HCl ÁCIDO CLORIDRÍCO
MMA MINISTÉRIO DO MEIO AMBIENTE
MP MATERIAL PARTICULADO
NF ÁCIDO FLUORÍDRICO
NO MONÓXIDO DE NITROGÊNIO
PCDD DIBENZENO-P-DIOXINAS
PCDF DIBENZENOS FURANOS
PCI PULVERIZED COAL INJECTION
PTS PARTÍCULAS TOTAIS EM SUSPENSÃO
PUC PONTÍFÍCIA UNIDADE CATÓLICA
RD REDUÇÃO DIRETA
LISTA DE TABELAS
Tabela 1 Processo de Pelotização ............................................................................................. 24
Tabela 2 Processo de Coqueificação ........................................................................................ 25
Tabela 3 Alto Forno .................................................................................................................. 29
Tabela 4 Sinterização................................................................................................................ 30

12
1 INTRODUÇÃO
O setor industrial consome grande quantidade de recursos naturais e o processo
produtivo das indústrias da origem a subprodutos indesejados que causam impactos
ambientais que devem ser gerenciados pela organização a fim de melhorar o seu desempenho
ambiental e aumentar sua competitividade no mercado. Assim, vêm sendo desenvolvidas
novas tecnologias que objetivam tornar o processo produtivo mais eficiente, minimizar a
geração de produtos indesejados e tratá-los, quando forem gerados.
Segundo Cavalcanti (2012) a indústria siderúrgica é considerada uma das mais
poluidoras e apresenta elevado consumo de energia; os poluentes gerados pela indústria
siderúrgica podem ser emissões líquidas, sólidas ou gasosas. O processo produtivo da
siderurgia é bastante complexo, e visa à produção de aço e ferro, envolve processos como a
coqueria, pelotização, sinterização, lingotamento, laminação, etc.
Com base no exposto, é evidente a necessidade do desenvolvimento de novas
tecnologias, e a aplicação adequada de tecnologias já existente, para trabalhar a produção de
ferro e aço de forma mais limpa e com menor custo.
O presente trabalho apresenta o resultado de pesquisa bibliográfica sobre a aplicação
de tecnologias para controlar as emissões gasosas na indústria de ferro gusa.

13
2 OBJETIVO
2.1 Objetivo Geral
Identificar as principais emissões atmosféricas da indústria de ferro gusa e propor
tecnologias de controle para essas emissões.
2.2 Objetivos Específicos
Descrever o processo produtivo do ferro gusa.
Verificar tecnologias existentes para controle de poluentes atmosféricos para o
setor siderúrgico.
14
3 REFERENCIAL TEÓRICO
3.1 Histórico
O minério de ferro é conhecido há 6000 anos, quando foi descoberto em meteoritos.
Desde 3000 A.C, o ferro foi produzido pelo homem, a partir do aquecimento de minérios
junto ao carvão da lenha - semelhante ao processo moderno de hoje. A produção mundial de
ferro e aço hoje é superior a 1000 milhões de toneladas por ano, desta forma o ferro
representa o mais importante metal de uso técnico (ISENMANN, [200-]).
Uma das hipóteses sobre o surgimento do ferro, é que este foi encontrado ao acaso,
quando pedras de minério de ferro usadas para proteger uma fogueira, depois de aquecidas, se
transformaram em bolinhas brilhantes (IABr, 2010 apud CAVALCANTI, 2012). Segundo
James Swank (1965 apud CAVALCANTI, 2012) é difícil precisar um marco temporal para a
utilização regular de ferro.
Acredita-se que a Idade do Ferro começou por volta de 1200 A.C na Europa e no
Oriente Médio, mas, na China, se iniciou em 600 A.C, A Idade do Ferro é
considerada a sucessora da Idade do Bronze, de modo que armas e utensílios
domésticos teriam deixados de ser fabricadas em bronze e passaram a ser fabricados
em ferro, e, posteriormente, aço (CAVALCANTI, 2012, p. 3).
O ferro quimicamente puro tem relativamente pouca importância técnica, enquanto as
ligas com carbono são bastante espalhadas na indústria, na construção civil, automobilística,
etc. Os tipos mais importantes destas ligas são as ligas de ferro e carbono (Fe-C), como por
exemplo, o aço. (ISENMANN, [200-]).
3.2 Processo Produtivo da Indústria de Ferro Gusa
Basicamente, o aço é uma liga de ferro e carbono (MARAFIGO; ROSA, 2010). O
primeiro elemento a ser adquirido para a produção de ferro é o óxido de ferro e o segundo, o
carvão mineral ou vegetal.
A produção siderúrgica abrange diversas fases, sendo que a primeira abrange a
preparação das matérias-primas (essencialmente o minério de ferro e o carvão), a elaboração
do ferro (que é quando se trata das partículas finas cujo o seu objetivo é conceder o ajuste

15
necessário para a carga metálica que alimenta os altos-fornos ou fornos de redução direta –
RD), aglomeração (que é possível se obter a partir de duas etapas distintas: a sinterização e a
pelotização) e a coqueria (quando é formado o coque metálico). A segunda fase consiste em
realizar a separação do metal (ferro) do minério, por meio do processo de redução, tendo três
rotas alternativas: alto-forno - AF, redução direta RD e fusão redutora (EMPRESA DE
PESQUISA ENERGETICA, 2009).
As fases citadas acima, referentes ao processo produtivo do ferro gusa, serão
exploradas no decorrer deste trabalho, visando enfatizar sobre as emissões atmosféricas que o
processamento deste material emite. A figura a seguir (Figura 1) apresenta de forma
esquemática as principais fases do processo produtivo do ferro gusa.
3.3 EMISSÕES ATMOSFÉRICAS NO SETOR DE FERRO GUSA
As principais emissões atmosféricas associadas à indústria siderúrgica são óxidos de
carbono, enxofre, nitrogênio e material particulado, pois são produzidos em grandes
quantidades (OLIVEIRA, 2014). A seguir serão apresentados alguns importantes tipos de
emissões atmosféricas oriundas do processo produtivo de ferro gusa.
3.3.1 Óxidos de Carbono
FASES DO PROCESSO PRODUTIVO DE FERRO GUSA
Figura 1 - Fases do Processo Produtivo do Ferro Gusa.
Fonte: Empresa de Pesquisa Energética, 2009.

16
O monóxido de carbono (CO) e dióxido de carbono (CO2) são provenientes da queima
de combustíveis fósseis, processos de combustão, etc. Na indústria de ferro gusa, a emissão
dos óxidos de carbono é encontrada em vários processos, como por exemplo, no alto-forno
através queima do coque. O CO2 é o poluente atmosférico emitido em maior quantidade por
essa indústria (OLIVEIRA, 2014).
O dióxido de carbono é um dos gases causadores do efeito estufa, estando, portanto,
relacionado ao aquecimento global, e a sua presença na atmosfera está associada, em grande
parte, as atividades antrópicas (TOLENTINO; ROCHA-FILHO, 1998).
3.3.2 Dióxido de Enxofre
O dióxido de enxofre (SO2), em processos industriais, é produzido principalmente a
partir da queima de combustíveis fósseis que possua enxofre em sua composição. O SO2
presente na atmosfera pode reagir com o oxigênio e a umidade contida no ar, dando origem ao
ácido sulfúrico (H2SO4) que provoca o fenômeno da chuva ácida (OLIVEIRA, 2014).
O aumento da acidez da chuva pode provocar a acidificação de lagos, principalmente
aqueles de pequeno porte, prejudicando a biota aquática, provoca a acidificação do solo,
destruição de estruturas construídas com mármore e pedra-sabão (CAMPOS et al, 2015).
3.3.3 Óxidos de Nitrogênio
Segundo OLIVEIRA (2014) esses poluentes são originados a partir de qualquer
processo de combustão, devido à presença de nitrogênio no ar, produzindo monóxido de
nitrogênio (NO) e dióxido de nitrogênio (NO2).
Os óxidos de nitrogênio reagem na atmosfera formando compostos como aldeídos e
compostos orgânicos nitrogenados. Quando combinados com água ocorre a produção de ácido
nítrico, caso tenha a presença de luz e oxigênio ocorre a criação do efeito fotoquímico –
aparecimento de forte neblina durante período de forte insolação (ROCHA et al, 2009 apud
OLIVEIRA, 2014).

17
3.3.4 Material Particulado
De acordo com Oliveira (2014) para cada tipo de processo que ocorre dentro da cadeia
produtiva do ferro gusa, são liberados diferentes tipos de particulados, seja com relação a sua
forma, tamanho respectivo ou até mesmo composição química. Assim o material particulado
(MP) pode ser classificado da seguinte maneira:
Classificação quanto ao formato:
Poeira: partículas sólidas formadas geralmente por processos de desintegração
mecânica. Geralmente são partículas não esféricas com diâmetro superior a 1 μm.
Fumos: partículas sólidas formadas por condensação ou sublimação de substâncias
sólidas. São de tamanho próximas a 1 μm.
Fumaças: em sua maior parte contém substâncias sólidas, mas podem apresentar
líquidos também; contém fuligem e uma fração mineral de cinzas.
Névoas: produzidas a partir de dispersão de um líquido (atomização) ou por processo
de condensação. Tamanho de partícula em geral maior do que 5 μm.
Classificação quanto ao tamanho:
PTS: Partículas Totais em Suspensão – São Consideradas partículas com até 100 μm
de diâmetro. São partículas consideradas inaláveis, pois são retidas antes de alcançar o
sistema respiratório.
PM10: partículas com até 10 μm de diâmetro e diâmetro superior a 2,5 μm, ficarão
retidos na parte superior do sistema respiratório (MILLER JR, 2007 apud OLIVEIRA,
2014).
PM2,5: partículas com até 2,5 μm de diâmetro, geralmente são constituídas por
nitratos, sulfatos e metais pesados além de compostos orgânicos. Essas partículas
podem atingir os alvéolos pulmonares.
PM1: partículas com até 1 μm de diâmetro. Essas partículas são mais perigosas do que
as partículas PM2,5 devido ao fato de se alojarem com mais facilidades nos alvéolos
pulmonares.
UFP: partículas com até 0,1 μm de diâmetro. Essas partículas não precisam ser
absorvidas pelo corpo através da respiração, pois podem passar através da pele
(MILLER JR, 2007 apud OLIVEIRA, 2014).
Classificação quanto à composição:
18
PTS, PM10: presença de materiais que compõem a crosta terrestre como também das
atividades provenientes dos processos siderúrgicos. É possível encontrar altas
concentrações de alumínio, ferro, cálcio, silício e oxigênio.
PM2,5, PM1, UFP: Nestes casos, a formação é decorrente das reações químicas
provenientes dos processos siderúrgicos, mais presentes em caso de queima
incompleta de combustíveis, geralmente formadas por pequenos cristais de carbono
elementar, além de compostos inorgânicos de enxofre e nitrogênio.
3.3.4 Compostos Orgânicos
Os compostos orgânicos são originados do processo de combustão. Esse tipo de
poluente encontra-se em maiores quantidades na planta de coqueria e na de sinterização. Os
hidrocarbonetos (HC) representam grande parte dos materiais orgânicos devido ao fato de
serem constituídos basicamente por átomos de carbono e hidrogênio, os compostos orgânicos
podem apresentar desde ligações simples e ramificadas até formatos cíclicos (OLIVEIRA,
2014).
3.4 Fontes de Emissão de Poluentes Atmosféricos e Alternativas de Controle e Prevenção de
Poluição
Cavalcanti (2012) relata que no processamento de ferro gusa, existem vários tipos de
fontes de poluição atmosféricas como carregamento e armazenamento de matérias-primas,
manipulação do carvão na coqueria, sintetização e no alto forno. Já Passos (2009) expõe que
no processo de beneficiamento do minério são crescentes as exigências quanto ao
desenvolvimento de tecnologias para aperfeiçoar o custo operacional, melhorar os produtos,
além de minimizar os poluentes lançados pelos processos siderúrgicos.
Existem quatro tipos principais de equipamentos para controlar os poluentes
atmosféricos, a saber:

19
Ciclones: ocorre a separação das partículas do gás através de centrifugação, ou seja,
faz a diferenciação das partículas por tamanho, sendo assim sua eficiência é baixa
(CAVALCANTI, 2012).
Precipitadores eletroestáticos: consiste em aplicar uma carga elétrica a partícula e por
meio de ionização são atraídas e prendidas em um eletrodo condutor (MEIRA, 2009).
Lavadores de Gases: fazem a utilização da água para extrair os poluentes dos
processos industriais. Este tipo de equipamento pode ser recomendado para gases
advindos de processos químicos ou físico-químicos com vários tamanhos
granulométricos (DERISIO, 2012).
Filtros de Manga: a mistura gasosa é forçada através de um meio poroso (filtro) onde o
material particulado fica retido. A limpeza deve ser realizada periodicamente para
evitar uma camada muito espessa, que dificulte a passagem do gás (SANTINI, 2011).
Outra tecnologia que vem sendo estudada para aplicação no tratamento de efluentes
gasosos é a tecnologia de separação por membrana.
As membranas são uma das mais conhecidas e utilizadas opções de meios filtrantes
no mercado. As membranas são produzidas, em geral, a partir de materiais poliméricos, que
apresentam poros de dimensões variadas. Esses poros servem tanto para separar partículas
como para fracionar moléculas de diferentes massas molares. Na condição de barreiras
seletivas que atuam como uma espécie de filtro, as membranas são capazes de promover
separações em sistemas nos quais os filtros comuns não são eficientes (FARRUGIA, 2013).
Segundo o Portal Laboratórios Virtuais de Processos Químicos (2008) as membranas
possibilitam o fracionamento de solutos dissolvidos em correntes líquidas e a separação de
misturas gasosas. Grande parte destes processos usa o escoamento tangencial (“cross flow”),
uma particularidade que os distingue da filtração convencional, onde se promove a separação
de partículas sólidas em suspensão de correntes líquidas ou gasosas em escoamento frontal.
De acordo com o tamanho dos poros, cada membrana recebe uma classificação e uma
aplicação. Alguns dos tipos de membrana existentes no mercado, atualmente, são as
membranas de Osmose Reversa, Ultrafiltração, Microfiltração e Nanofiltração. Elas também
podem ser placa plana, espiral, capilares e tubulares (FARRUGIA, 2013).
As membranas podem ainda ser classificadas de acordo com a sua natureza e estrutura
ou morfologia: relativamente à sua natureza, as membranas dividem-se em biológicas (vivas
ou não vivas) e sintéticas (orgânicas ou inorgânicas). Do ponto de vista estrutural, as
membranas podem ser simétricas (porosas ou não porosas) e assimétricas. As simétricas
20
apresentam uma espessura entre 100 e 200 μm e as assimétricas são constituídas por uma
camada homogênea, muito fina, e em que a espessura pode variar entre 0.1 a 0.5 μm,
suportada por uma camada porosa com uma espessura entre 50 a 150 μm (Portal Laboratórios
Virtuais de Processos Químicos, 2008).
A tecnologia de membranas tem sido usada na dessalinização de água e foi adaptada
para uso com gases. Por exemplo, membranas semipermeáveis têm sido aplicadas para
reparar compostos orgânicos voláteis (COVs) tais como hidrocarbonetos clorados,
clorofluorcarbono, e fluorcarbonos (HUNTER, 2000 apud MARTINS, 2004).
“As técnicas com membranas usadas na aplicação de recuperação de solvente do ar
são: Permeação de Gás e Osmose Reversa. O mecanismo de transferência de massa
é feito através do gradiente de concentração na permeação de gás, e diferencial de
pressão na osmose reversa. Esta técnica de uso de membranas está no campo da
pesquisa experimental, embora umas poucas plantas pilotos tenham sido
desenvolvidas e continuamente monitoradas para desempenho” (KHAN;
GHOSHAL, 2000 apud MARTINS, 2004, p 43).
Segundo Hunter (2000 apud MARTINS, 2004, p.43):
“Os processos de separação com membranas são usados para remover compostos
orgânicos de uma corrente de gás poluído, por intermédio de um gradiente de
pressão através de uma superfície plástica ou emborrachada semipermeável que
constitui a membrana. A membrana é projetada para permitir, preferencialmente,
que as moléculas de ar ou de poluentes atravessem-na resultando numa corrente de
poluente mais concentrado num dos lados da membrana. Um sistema comum
funciona pela pressurização da corrente de gás entrando, removendo todo poluente
possível por condensação, e então passando a corrente de gás resultante pela
membrana, que permite a passagem das moléculas de ar enquanto limita a passagem
de moléculas de compostos orgânicos. A corrente permeada de compostos orgânicos
pode também estar sob condições de vácuo para aumentar a força motriz para a
transferência de massa. A corrente de permeado pode ser reciclada para a entrada do
compressor e quando a concentração de poluente aumenta suficientemente, o
poluente é removido pelo processo de condensação. Se a corrente de gás for diluída
podem ser usadas duas membranas em série para reduzir a quantidade da corrente de
permeado que deve ser reciclada.”
3.4.1 Pelotização
O processo de pelotização tem início na mina onde os finos de minério de ferro com
granulometria entre 10 e 16mm de diâmetro são transportados para as usinas de pelotização
por meio de ferrovias (CAVALCANTI, 2012).
A pelotização é um processo que costuma ocorrer na própria Usina de Siderurgia.
Segundo Da Silva (2008) o minério de ferro recebe o beneficiamento para posteriormente ser
utilizado nos alto-fornos e nos fornos de redução direta, com objetivo de otimizar o
funcionamento dos equipamentos. A figura a seguir (Figura 2) mostra em forma de
fluxograma como ocorre o processo de pelotização.

21
Figura 2 - Fluxograma do Processo de Pelotização.
Fonte: (FERNANDES, 2008 apud DA SILVA, 2008)
O processo de pelotização, de maneira geral, envolve as seguintes etapas: preparação
da matéria-prima, recuperação da matéria-prima do pátio, moagem,
espessamento/homogeinização e filtragem.
3.4.1.1 Preparação da matéria-prima
Esta etapa consiste em processar o mineral de forma que garanta as propriedades
necessárias para produzir a pelota crua.
3.4.1.2 Recuperação de matéria-prima do pátio
O minério é descarregado, transportado por correias e empilhado nos pátios. Em
seguida o material é recuperado da pilha e transportado até os silos de alimentação, para
prosseguir para o processo de moagem.
3.4.1.3 Moagem

22
No processo de moagem, é necessário que as partículas de minério possuam
granulometria fina contendo partículas de tamanho igual ou inferior a 0,044mm. Apesar de a
faixa granulométrica ser padrão de controle, a variável superfície específica é o fator
determinante do sucesso na formação de uma boa pelota, pois de forma indireta é a superfície
específica que determina a quantidade de partículas micro finas com o tamanho ideal para o
alcance dos objetivos. Faz também necessário que haja partículas micro finas no processo de
moagem do minério para que se obtenha o alcance dos dois parâmetros físicos ideais
(granulometria e superfície especifica) (DA SILVA, 2008).
A moagem pode ser de dois tipos: moagem úmida e moagem seca.
3.4.1.3.1 Moagem úmida
O produto final da moagem úmida consiste em uma polpa com água e sólidos, sendo
que entre 60 e 80% do peso final é constituído pela parte sólida do material.
3.4.1.3.2 Moagem Seca
Para que se obtenha o produto seco, é necessário a secagem prévia das partículas do
minério, sendo, portanto, descartado as próximas etapas. A moagem seca pode ocorrer em
dois tipos de circuitos: aberto e fechado.
3.4.1.3.2.1 Circuito Aberto
Da Silva (2008) descreve que é quando há apenas uma única passagem do material
pelo moinho, ou seja, este não retorna novamente para o equipamento, seguindo apenas para
processos posteriores. Portanto como não há carga de recirculação o volume é despejado no
moinho é de aproximadamente ¼ do seu volume total.
3.4.1.3.2.2 Circuito Fechado

23
Mazzinghy (2009) relata que a descarga do moinho é conduzida a um equipamento de
classificação através dos hidrociclones (a úmido) ou câmaras de poeira (a seco), e então o
material retorna afim de alimentar o moinho. Com objetivo de alcançar o tamanho ideal da
partícula o material pode retornar diversas vezes ao moinho. O circuito fechado, divide-se em
dois grupos:
Direto: é quando o minério alimenta diretamente o moinho junto com o underflow do
classificador;
Reverso: é quando o minério alimenta diretamente o classificador cujo underflow
alimenta o moinho.
3.4.1.4 Espessamento/ Homogeneização
Souza (2012) descreve que essa etapa de beneficiamento do minério é realizada
através do processo de sedimentação. Nesse processo ocorre a homogeneização e o
adensamento de polpas e minérios, para que suceda uma diferença de densidade nas unidades
de reação e assim haja uma precipitação das partículas.
3.4.1.5 Filtragem
Da Silva (2008) descreve que o processo de filtragem tem como meta o fornecimento
de polpa retida (minério + aditivos), de forma que a umidade esteja ideal, para a formação das
pelotas cruas (verdes).
E para finalizar esta etapa do processo ocorre o descarregamento da matéria prima.
3.4.2 Emissões atmosféricas associadas a Pelotização
Nos processos de pelotização vários tipos de poluentes atmosféricos são gerados nas
etapas de moagem e secagem, mistura, queima e peneiramento/manuseio, sendo relevantes os
seguintes tipos de emissões, como mostra a Tabela 1:

24
Tabela 1 Processo de Pelotização
PROCESSO DE PELOTIZAÇÃO
PROCESSO TIPO DE EMISSÃO
Moagem Material Particulado
Mistura Material Particulado
Queima Material Particulado, NOx, SO2, HCl
e HF
Peneiramento e manuseio Material Particulado
Fonte: CONAMA, 2004.
Para minimizar os impactos ambientais decorrentes da geração de poluentes gasosos,
as indústrias siderúrgicas devem utilizar equipamentos de controle, que tem por objetivo
remover os poluentes antes que estes sejam lançados no meio ambiente. A seguir serão
citados alguns instrumentos que podem minimizar os impactos gerados pela indústria
siderúrgica.
Cavalcanti (2012) afirma que os precipitadores eletroestáticos podem reduzir os
poluentes emitidos na etapa de moagem para a atmosfera, e alcançam 25 a 50 mg/Nm3 que
levam a fatores de emissão de 50-100 g/t pelota. Há também emissão de material particulado
na etapa de mistura, neste caso para minimizar os impactos gerados pode ser utilizado os
filtros, resultando em emissões de 10 a 25 mg/Nm3, ou lavadores, com emissões de 50-100
mg/Nm3 (CAVALCANTI, 2012).
O lançamento de partículas ocorre no processo de secagem e queima, e podem ser
removidas com precipitadores eletrostáticos ou filtros de manga, com eficiências elevadas,
mas estes sistemas só podem operar em uma faixa estreita de temperatura e de condições de
umidade. Portanto, os lavadores são usados com alta eficiência (>95% para material
particulado) e também podem remover HCl e HF (eficiência > 95%) e SO2 (eficiência > 90%)
(CAVALCANTI, 2012).
A formação de NOx térmico nos queimadores é significativa, devido às altas
temperaturas, entre 1300-1400 ºC e disponibilidade de oxigênio. Portanto, as emissões podem
ser minimizadas pela redução da temperatura de pico nos queimadores e reduzindo o excesso
de oxigênio no ar de combustão. As emissões de NOx de combustível podem ser reduzidas
substituindo óleo e carvão por combustíveis gasosos como butano e propano, o que pode
reduzir também as emissões de SO2 e CO2. As duas alternativas caracterizam medidas de
Prevenção da Poluição (CAVALCANTI, 2012).
25
3.4.3 Coqueificação
A Coqueificação consiste em submeter uma mistura de carvões de características
adequadas para a destilação em fornos com elevadas temperaturas e ausência de oxigênio,
dando origem a produtos voláteis. De modo a certificar que as propriedades físico-químicas
do carvão são necessárias ao coque siderúrgico, estes passam pelo processo de beneficiamento
e estocagem nos silos para então serem dosados em proporções adequadas, formando assim a
mistura de carvões que sofrerá o processo de coqueificação (KIMPARA, 2014).
Depois de feita a dosagem do carvão e formar-se a mistura, esta é homogeneizada no
misturador de carvões. O carvão então é carregado pelo topo da bateria através do carro de
carregamento até os fornos verticais, que são aquecidos indiretamente pelas paredes laterais
composta por tijolos refratários. Entre as paredes dos fornos são localizadas as paredes de
combustão que mantém a temperatura entre 1100ºC e 1300º C e após 16 horas, este carvão é
desenformado, resfriado e conduzido até os silos de altos fornos (KIMPARA, 2014).
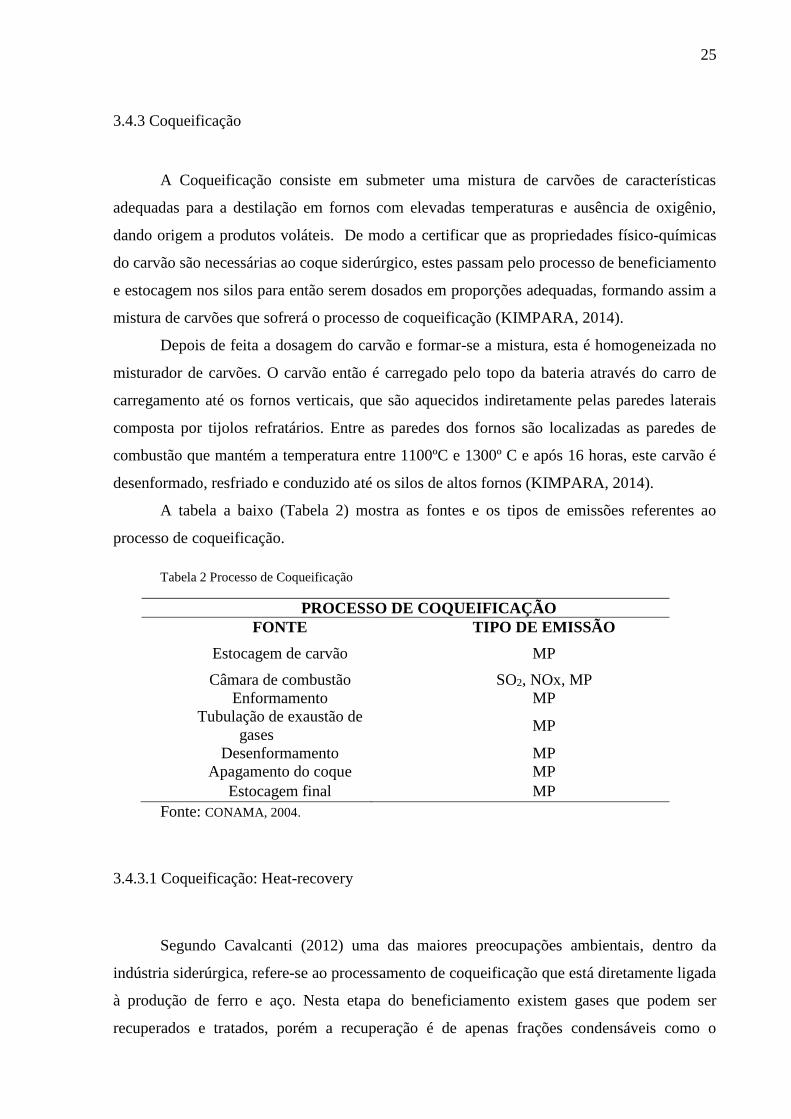
A tabela a baixo (Tabela 2) mostra as fontes e os tipos de emissões referentes ao
processo de coqueificação.
Tabela 2 Processo de Coqueificação
PROCESSO DE COQUEIFICAÇÃO
FONTE TIPO DE EMISSÃO
Estocagem de carvão MP
Câmara de combustão SO2, NOx, MP
Enformamento MP
Tubulação de exaustão de
gases MP
Desenformamento MP
Apagamento do coque MP
Estocagem final MP
Fonte: CONAMA, 2004.
3.4.3.1 Coqueificação: Heat-recovery
Segundo Cavalcanti (2012) uma das maiores preocupações ambientais, dentro da
indústria siderúrgica, refere-se ao processamento de coqueificação que está diretamente ligada
à produção de ferro e aço. Nesta etapa do beneficiamento existem gases que podem ser
recuperados e tratados, porém a recuperação é de apenas frações condensáveis como o
26
benzeno, tolueno e o xileno, que são comercializáveis, e o alcatrão, que pode ser utilizado
como combustível em caldeiras. No entanto a eficiência do processo não é de 100%,
ocorrendo, portanto algumas perdas em cada estágio.
De acordo com a Certificação digital da PUC a tecnologia a ser empregada na
diminuição dos poluentes voláteis que são emitidos no processo de coqueificação é o Heat-
recovery, que consiste em queimar no interior dos próprios fornos toda a matéria volátil.
Neste processo Heat-recovery (coqueificação com recuperação de calor), não há
introdução de energia para ocasionar a combustão, sendo esta, portanto a principal diferença
da tecnologia aplicada com recuperação de calor em relação à com recuperação de
subprodutos. Cavalcanti (2012, p.20) também cita uma outra importante diferença que:
“[...] nas coquerias com recuperação de subprodutos, os fornos são mantidos sob
pressão positiva, enquanto que nas coquerias com recuperação de calor a pressão
interna nos fornos é negativa. Este modo operacional faz com que as coquerias com
recuperação de calor sejam livres de emissões gasosas, devidas à coqueificação.
Esse fato torna a vedação dos fornos mais simples, mais barata e de manutenção
mais fácil, o que contribui, significativamente, para a consideração de que as
coquerias com recuperação de calor sejam mais aceitas, quando avaliadas sob os
critérios ambientais.”
3.4.3.2 Coqueificação: outras tecnologias para tratamento das emissões
Oliveira (2014) cita outro equipamento que pode ser utilizado na planta de coqueria, o
filtro de mangas, que retêm o MP (PM10, PM2,5) em até 90% fazendo com que o valor das
emissões fique dentro do que determina o CONAMA que é aproximadamente 50 mg/Nm3.
Além disso, o filtro de mangas também é capaz de filtrar metais pesados como chumbo,
cádmio, zinco, mercúrio e HCl devido a ação da gravidade. Ressalta-se que a temperatura de
trabalho do filtro de mangas deve ser monitorada, uma vez que, este não trabalha em altas
temperaturas.
Como dito no item 3.4 a tecnologia de membranas, vem sendo, recentemente, estudada
para fins de aplicação no tratamento de efluentes gasosos, principalmente na recuperação de
COVs. Assim, o uso de membranas para tratar os COVs originados no processo de
coqueificação pode ser uma alternativa tecnológica a ser implementada. Para que o uso de
membranas seja compatível quimicamente com os constituintes da corrente de gás, os
constituintes da corrente de gás deverão ser bem caracterizados antes do emprego de um
sistema com membranas. As membranas são suscetíveis à sujeira sendo, portanto, importante

27
remover qualquer particulado ou compostos oleosos antes do sistema com membranas
(MARTINS, 2004).
As eficiências com separação por membrana são reportadas entre 90 a 99,99%,
embora seja importante notar que uma eficiência maior resulta em concentrações menores na
corrente de permeado (HUNTER, 2000 apud MARTINS, 2004).
Segundo Khan e Ghoshal (2000 apud MARTINS, 2004) a adaptação ao sistema de
recuperação com membrana depende de muitos fatores, como:
Adaptabilidade a uma faixa de orgânicos: como os COVs são constituídos de vários
compostos orgânicos, a membrana deve ser projetada para deixar passar apenas uma
determinada faixa de orgânicos.
Custo das membranas: as membranas, geralmente, são muito caras, o que limita o seu
uso.
Manutenção da membrana: as membranas são muitos suscetíveis às condições de
operação, sujeira e crescimento de bactérias, o que tem de ser resolvido para uma
ampla aceitação em usos comerciais.
Vazão de processo: a recuperação por membrana é geralmente considerada como um
processo lento, e o aumento na vazão de processo é diretamente proporcional ao custo
de produção.
3.4.4 Produção de Ferro Gusa
Segundo Defendi (2006) a produção do ferro depende da separação do metal contido
no minério, por meio de redução, ou seja, é retirado o oxigênio da matéria prima.
Posteriormente a matéria prima é dosada juntamente com fundentes e o coque, para então o
alto forno ser carregado através de uma correia transportadora que conduz todo esse material
para o tremonha no topo do equipamento. Por meio do sistema de carregamento, o coque e as
demais matérias primas ferrosas são distribuídas alternadamente dentro do alto forno.
Na parte superior da zona de combustão o ar é aquecido e soprado pelas ventaneiras,
para então o carvão ser pulverizado e injetado e o coque entra em contato com o ar aquecido
gerando gases a elevadas temperaturas onde a carga redutora ascende e a carga sólida
descende e reage, reduzindo e fundindo a carga metálica, este se torna pastosa originando o
ferro gusa e a escória, que escorrem e são vazados pelos furos da base do alto forno. O ferro

28
gusa que é vazado para o cadinho e conduzido através de canais refratários, para então a
escória ser separada do ferro gusa por meio de diferença de densidade, onde é conduzida para
outro canal refratário até os granuladores de escória (DEFENDI, 2006).
3.4.4.1 Principais partes de um alto forno
Segundo Salierno (2007) o alto forno é divido em topo, cuba, ventre, rampa e cadinho,
como segue na Figura 3 um desenho esquemático do alto-forno.
Figura 3 - Principais partes do Alto Forno
Fonte: Adaptado de ARAÚJO, 1997 apud SALIERNO, 2007.
TOPO: é a componente que fica na parte superior do alto-forno, é responsável pelo
carregamento da carga e também é por onde os gases são coletados para serem conduzidos ao
sistema de limpeza.
CUBA: é a parte maior que compõe o alto-forno, é onde ocorre as principais reações
gás/sólido de redução.
VENTRE: composição do alto-forno que fica situado na acima da rampa, tem por
funcionalidade expandir os gases e distribuí-los através da zona de coesão.
RAMPA: fica situado acima das ventaneiras, é onde se dá o processo de combustão do
carvão e também a zona de coesão.
CADINHO: é a última parte do alto-forno, é a região inferior do alto-forno onde o
material líquido (gusa e escória) é retido antes de ser vazado e também é separo por
densidade. Tem-se a presença de líquidos, sólidos e gases, com a ocorrência de algumas
reações.

29
O ar que é introduzido nas ventaneiras reage com o carvão produzindo o gás redutor,
CO e calor. Para ocorrer o processo de fundição da carga metálica e escória, os gases que
ficam retidos na parte inferior do alto forno chegam a uma temperatura de 2000ºC. Este gás
redutor em contato com as fontes de óxido de ferro gera o processo de redução do minério
(ARAÚJO, 1997 apud SALIERNO, 2007).
A tabela a seguir (Tabela 3) apresenta as fontes e as emissões gasosas oriundas do
processo produtivo do ferro gusa, na etapa de alto forno.
Tabela 3 Alto Forno
ALTO FORNO
FONTE TIPO DE EMISSÃO
Estocagem silos MP
Produção de gusa CO2, MP
Ventaneiras NOx
Estocagem carro torpedo MP
Processo carro torpedo SOx
Fonte: CONAMA, 2004.
3.4.4.2 Produção de Ferro Gusa: solução
As partículas grosseiras removidas do gás de alto-forno podem ser aproveitadas na
sinterização. Ao mesmo tempo, o gás de alto-forno é usado para gerar vapor para pré-aquecer
o ar que alimenta o forno e para suprir calor para outros processos na planta ou, ainda, para
geração de energia elétrica. Quando o ferro-gusa é transferido, ocorrem emissões de gases e
fumos metálicos (CAVALCANTI, 2012).
Uma tecnologia que vem sendo cada vez mais difundida no setor, e permite a redução
do consumo de coque nos altos fornos e consequentemente o consumo de energia e as
emissões na coqueria é a injeção de finos de carvão (PCI – Pulverized Coal Injection).
“O processo de PCI consiste na injeção de carvão com tamanho de partícula 80%
menor que 75µm por uma ou duas lanças de injeção, as quais penetram no alto-forno
pelas ventaneiras, conduzindo as partículas na velocidade de 180-250 m/s num fluxo
de N2. Ar aquecido (1000 °C – 1200 °C) e enriquecido ou não com oxigênio (1 a
6%) entra também pelas ventaneiras. Há geração de energia e gases redutores”
(ARIYAMA, 2000 apud BARBIERI, 2013; CARPENTER, 2006 apud BARBIERI,
2013, p.13).
“A escolha de carvões para PCI é feita pela avaliação de seus custos e de
experiências bem sucedidas de uso. A flexibilidade do processo de PCI permite uma
expansão dos tipos de carvões a serem injetados, especialmente como misturas. A
metodologia de seleção de carvões para injeção deve se basear numa caracterização
adequada da matéria-prima a ser injetada, de modo a permitir a previsão de seu

30
comportamento nas instalações de preparação, transporte e injeção no alto-forno. Os
principais parâmetros analisados atualmente em carvões para PCI são umidade,
mobilidade, análises química (imediata e elementar) e petrográfica, teores de
enxofre, fósforo e álcalis, poder calorífico e combustibilidade” (CARNEIRO;
CASTRO, 2000 apud BARBIERI, 2013, p.13).
Para controlar as emissões de material particulado, Oliveira (2014) aponta a utilização
de filtro de manga como um sistema de controle ambiental que pode ser utilizado no alto
forno.
3.4.5 Sinterização
Segundo o CONAMA - Conselho Nacional de Meio Ambiente (2004), a sinterização é
um processo que consiste na aglomeração a quente de ferro com o objetivo de formar uma
massa sólida (sínter) com características de porosidade, resistência mecânica e granulometria
adequadas a sua utilização nos altos fornos.
A tabela a seguir (Tabela 4) mostra de forma resumida as fontes e os tipos de emissões
associados ao processo de sinterização.
Tabela 4 Sinterização
SINTERIZAÇÃO
FONTE TIPO DE EMISSÃO
Sistema primário MP, SO2, NOx
Sistema secundário MP
Fonte: CONAMA, 2004
De acordo com Cavalcanti (2012) as emissões atmosféricas são bastante consideráveis
e procedem das queima ou sinterização propriamente dita (emissões primárias), manuseio dos
insumos materiais, zona de descarga e resfriamento de sínter (emissões secundárias). Além da
aglomeração de minério de ferro, a sinterização cumpre um importante papel na recirculação
de pós, lamas, carepas e escórias, além do próprio sínter em frações mais finas.
Ainda segundo Cavalcanti (2012), os principais efluentes atmosféricos gerados na
máquina de sinterização são o material particulado (poeiras) além de gases, incluindo dioxinas
e furanos e outros aromáticos. Essas substâncias policloradas, dibenzeno-p-dioxinas e
dibenzofuranos (PCDD e PCDF), possuem alta toxicidade e são formadas a altas
temperaturas. São muito estáveis nas condições normais, podendo permanecer na atmosfera
por vários anos. Tais compostos são comprovadamente cancerígenos, representando um

31
grande risco à saúde e ao meio ambiente. Por isso, estão listados na Convenção de Estocolmo
sobre Poluentes Orgânicos Persistentes e necessitam ser monitorados e reduzidos
drasticamente, para eliminar os riscos à população.
Tendo em vista os danos causados a saúde e ao meio ambiente, existe alguns
equipamentos utilizados para o controle das emissões de material particulado que são eles:
Filtros de Manga, Coletores Inerciais ou Gravitacionais, Coletores Úmidos, Ciclones, Pós-
queimadores e os Precipitadores Eletrostáticos.
Cavalcanti (2012) relata que os precipitadores eletrostáticos secos são os dispositivos
de limpeza do sistema primário mais comuns nas plantas de sinterização da Europa, com
eficiências entre 95-99%, seguido dos sistemas precipitadores eletrostáticos avançados
(eletrodo móvel, pulso e alta voltagem), precipitadores eletrostáticos + filtro de manga,
precipitadores eletrostáticos + lavadores, ciclones, com eficiência média de 80%. A maior
parte das usinas utiliza ciclones para coletar material particulado de maior diâmetro
anteriormente aos sistemas mencionados. Já em relação às emissões secundárias,
principalmente da etapa de resfriamento, são utilizados os filtros de manga e ciclones.

32
4 CONSIDERAÇÕES FINAIS
O volume de material particulado emitido pela produção de ferro gusa é considerado
alto e tendo em vista que este possui uma composição nociva à saúde humana, requer uma
atenção especial.
A indústria de gusa tem se expandido no país e paralelamente a isto, é crescente
também, a necessidade de adequação a legislação para controlar as emissões lançadas ao meio
ambiente. Precisando assim aprimorar as tecnologias com a finalidade de recuperar os
materiais emitidos por essa indústria.
As fases da coqueificação e da sinterização são as que causam maiores preocupações.
A coqueificação por causa do material que é lançado na atmosfera, como CO2, NOX e SO2, e
também dos hidrocarbonetos. E a sinterização pela quantidade de MP emitido ser superior as
da fase de coque, e ser também o mais prejudicial, devido a classificação do particulado ser
PM2,5, podendo este manter-se por mais tempo na atmosfera, enquanto aqueles classificados
acima de PM2,5 considerados mais grossos, sedimentam-se mais rápido diminuindo os
malefícios causados a população.
As demais fases do beneficiamento de ferro gusa não lançam toda essa quantidade de
material particulado e a sua composição também não é tão crítica quanto as da coqueria e da
sinterização.
Portanto, a propensão é que as novas tecnologias desenvolvam métodos de retenção de
MP cada vez mais eficientes, solucionando os problemas ambientais causados pela produção
de ferro gusa.

33
REFERÊNCIAS
BARBIERI, Claudia Caroline Teixeira. 2013. 120 f. Estudos de misturas de carvões e
biomassa visando a combustão em alto-forno. Dissertação (Mestrado em Engenharia)-
Programa de Pós Graduação em Engenharia de Minas, Metalúrgica e de Materiais,
Universidade Federal do Rio Grande do Sul, Porto Alegre, 2013. Disponível em:
<http://www.lume.ufrgs.br/bitstream/handle/10183/76177/000892763.pdf?sequence=1>.
Acesso em 12 set. 2015.
CAMPOS, Maria Lúcia A. Moura et al, 2015. Poluição atmosférica e chuva ácida.
Disponível em: <http://www.usp.br/qambiental/chuva_acidafront.html>. Acesso em 1º set.
2015.
CAVALCANTI, Pedro Porto Silva. Gestão ambiental na indústria siderúrgica: aspectos
relacionados as emissões atmosféricas. 2012. 46 p. Trabalho de Conclusão de Curso (Curso
de Engenharia Metalúrgica)-Escola Politécnica, Universidade Federal do Rio de Janeiro, Rio
de Janeiro, 2012. Disponível em:
<http://monografias.poli.ufrj.br/monografias/monopoli10004547.pdf>. Acesso em: 10 set.
2015.
Ciclones Multifuncionais. Disponível em:
<http://www.ambientalsa.com.br/?pagina=produtos&id=12>. Acesso 11 set. 2015.
CONAMA. Sub Grupo de Minas Gerais. Proposição de Limites Máximos de Emissão de
Poluentes Atmosféricos de Fontes Fixas Para a Indústria Siderúrgica em Nível Nacional.
Sétimo Conselho GT. 2004. Disponível em:
<http://www.mma.gov.br/port/conama/processos/198FC8A8/PropFinalSiderurgia.pdf>.
Acesso 12 set. 2015.
DA SILVA, Luciano. Influência da umidade no processo de pelotização. 2008. 76 f.
Disponível em: <http://www.ebah.com.br/content/ABAAAgYj4AF/pelotizacao-minerio-
ferro>. Acesso em: 10 set. 2015.
DEFENDI, Guilherme Antonio. Caracterização da cinética de reação e comportamento
das cinzas dos carvões minerais injetados através das ventaneiras dos alto-fornos da
CST. 2006. 78 f. Dissertação (Mestrado em Engenharia Metalúrgica e de Minas),
Universidade Federal de Minas Gerais, Belo Horizonte, 2006. Disponível em:
<http://www.bibliotecadigital.ufmg.br/dspace/handle/1843/BUOS-8DJG87>. Acesso em 10
set. 2015.
DERISIO, José Carlos. Introdução ao controle ambiental. São Paulo: Oficina de textos,
2012.
EMPRESA DE PESQUISA ENERGETICA. Energia no setor siderúrgico. Rio de Janeiro,
2009. 79 p. Disponível em:
<www.epe.gov.br/mercado/documents/série%Estudos%20de%20Energia/20090430_2.pdf>.
Acesso em: 10 set. 2015.
FARRUGIA, Beatriz. Membranas de filtração, tecnologia eficiente em aplicações diversas.
Revista TAE. 2013. Disponível em: <www.revistatae.com.br/noticiaInt.asp?id=6489>.
Acesso em 12 set. 2015.

34
ISENMANN, Armin. O processo do alto-forno e a produção de aço. [200-]. Disponível em:
< www.timoteo.cefetmg.br/site/sobre/.../Processo_do_Alto_Forno.pdf >. Acesso em: 10 set.
2015.
KIMPARA, Márcio. Centros de transformação e energias secundárias. 2014. 97 f.
Disponível em: <http://www.batlab.ufms.br/~marcio/Matriz_Energ/04%20-
%20Aula%203%20-
%20Centros%20de%20Transforma%C3%A7%C3%A3o%20e%20Energia%20Secund%C3%
A1ria%2017_03%20e%2024_03_2014.pdf>. Acesso em 10 set. 2015.
Laboratório virtual de Processos Químicos, 2008. Membranas. Disponível em: <
http://labvirtual.eq.uc.pt/siteJoomla/index.php?Itemid=206&id=57&option=com_content&tas
k=view>. Acesso em: 10 set. 2015.
Lavadores de gases. Disponível em: <http://www.apoioprojetos.com.br/lavador-de-gases>.
Acesso 11 set. 2015.
MARAFIGO, Aline Aidil de; ROSA, Willian Bella. Produção do ferro gusa. 45 f. Trabalho
de Conclusão de Curso (Curso Técnico em Metalurgia)-Colégio D. Pedro I, São Roque, 2010.
Disponível em: < http://usuarios.upf.br/~engeamb/TCCs/2011-2/Jaerton%20Santini.pdf>.
Acesso em: 10 set. 2015.
MARTINS, Dirceu De Oliveira. Estudo do controle de emissões de compostos orgânicos
voláteis em tanques de armazenamento de produtos químicos. 2004. 179 p. Dissertação
(Mestrado em Gerenciamento e Tecnologias Ambientais no Processo Produtivo)-Escola
Politécnica, Universidade Federal da Bahia, Salvador, 2004. Disponível em:
<www.teclim.ufba.br/site/material_online/.../dis_dirceu_de_o_martins.pdf>. Acesso em: 10
set. 2015.
MAZZINGHY, Dougas Batista. Modelagem e simulação de circuito de moagem através
da determinação dos parâmetros de quebra e da energia específica de fragmentação.
2009. 128 f. Dissertação (Mestrado) Programa de Pós Graduação em Engenharia Metalúrgica
e de Minas, Universidade Federal de Minas Gerais, Belo Horizonte, 2009. Disponível em:
<http://www.bibliotecadigital.ufmg.br/dspace/handle/1843/MAPO-7RSNMH>. Acesso em:
10 set. 2015.
MEIRA, Camila Roberta de. Desempenho de um precipitador eletrostático operando na
remoção de nanopartículas de aerossóis. 2009. 106 f. Dissertação (Mestrado Engenharia
Química)-Programa de Pós Graduação, Universidade Federal de São Carlos, São Carlos,
2009. Disponível em:
<http://www.bdtd.ufscar.br/htdocs/tedeSimplificado//tde_busca/arquivo.php?codArquivo=28
83>. Acesso em: 11 set. 2015.
OLIVEIRA, André Albuquerque Bittencourt. Inventário das emissões atmosféricas na
indústria siderúrgica. 2013. 85 p. Trabalho de Conclusão de Curso (Curso de Engenharia
Metalúrgica)-Escola Politécnica, Universidade Federal do Rio de Janeiro, Rio de Janeiro,
2014. Disponível em: <http://monografias.poli.ufrj.br/monografias/monopoli10009328.pdf>.
Acesso em: 10 set. 2015.
PASSOS, Elisa Kimos Dias. Avaliação das rotas alternativas de produção de ferro gusa.
2009. 63 f. Trabalho de Conclusão de Curso (Engenharia Metalúrgica)-Departamento de
Engenharia Metalúrgica e de Materiais, Universidade Federal do Rio de Janeiro, Rio de
Janeiro, 2009. Disponível em:
<monografias.poli.ufrj.br/monografias/monopoli10003483.pdf>. Acesso em 12 set. 2015.
35
Pontifícia Universidade Católica (PUC-Rio). Alto forno. Disponível em:
<www.maxwell.vrac.puc-rio.br/21271/21271_8.pdf>. Acesso em: 11 set. 2015.
SALIERNO, Geovanni Felice. Sistema de monitoramento do desempenho dos altos-
fornos a carvão vegetal. 2007. 45 f. Monografia (Curso de Engenharia de Controle e
Automação)-Escola de Minas, Universidade Federal de Ouro Preto, Ouro Preto, 2007.
Disponível em: <www.em.ufop.br/cecau/.../2007/GIOVANNI%20SALIERNO.pdf>. Acesso
em 10 set. 2015.
SANTINI, Jaerton. Filtros de mangas para o controle de emissões atmosféricas de
material particulado gerados no beneficiamento de mármores e granitos. 2011. 60 f.
Trabalho de Conclusão de Curso (Curso de Engenharia Ambiental)-Faculdade de Engenharia
e Arquitetura, Universidade de Passo Fundo, Passo Fundo, 2011. Disponível em:
<http://usuarios.upf.br/~engeamb/TCCs/2011-2/Jaerton%20Santini.pdf>. Acesso em 11 set.
2015.
SOUSA, Patrícia Andrade. Espessamento de polpas. 2012. 49 f. Monografia-Departamento
de Engenharia de Minas, Universidade Federal de Minas Gerais. 2012. Disponível em:
<http://www.ceermin.demin.ufmg.br/monografias/18.PDF>. Acesso em 12 set. 2015.
TOLENTINO, Mário; ROCHA-FILHO, Romeu C. A química do efeito estufa. Rev. Química
Nova na Escola. n. 8, p. 10-14, novembro, 1998. Disponível em:
<http://qnint.sbq.org.br/novo/index.php?hash=tema.21>. Acesso: 10 set. 2015.

36
Centro de Ciências Naturais e Tecnologia
Curso de Engenharia Ambiental
Campus Universitário de Paragominas
Rodovia PA – 125 s/n – Bairro Angelim
CEP: 68625-000
Paragominas - Pará
www.uepa.br







