dossiÊ tÉcnico -...
TRANSCRIPT
________________________________________________________________________________________ Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br
DOSSIÊ TÉCNICO
Processo de fabricação do calçado
Gerson Zorn Colaboração: Silvia Regina Possa e
Cristiano Scherer
SENAI-RS Centro Tecnológico do Calçado
Agosto 2007
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 2
DOSSIÊ TÉCNICO
Sumário 1. INTRODUÇÃO......................................................................................................................... 3 2. OBJETIVO ............................................................................................................................... 3 3. O PRODUTO CALÇADO......................................................................................................... 4 3.1 Os tipos de calçados ........................................................................................................... 4 3.2 As partes que compõem o calçado .................................................................................... 5 3.2.1 Construção superior ............................................................................................................ 5 3.2.2 Construção inferior .............................................................................................................. 6 4. SETORES DE PRODUÇÃO .................................................................................................... 7 4.1 Setor de corte ....................................................................................................................... 8 4.1.1 Corte manual....................................................................................................................... 8 4.1.2 Corte mecânico ................................................................................................................... 9 4.1.3 Corte com mesas .............................................................................................................. 10 4.1.4 Uso correto do couro......................................................................................................... 11 4.1.4 Elasticidade das peças...................................................................................................... 11 4.2 Defeitos do couro............................................................................................................... 13 4.3 Divisão e chanfração ......................................................................................................... 13 4.4 Processo de corte passo à passo .................................................................................... 15 4.5 Setor de costura ................................................................................................................. 16 4.5.1 Tipos de agulhas ............................................................................................................... 17 4.5.2. Tipos de linhas ................................................................................................................. 20 4.5.3 Fita de reforço ................................................................................................................... 22 4.5.4 Tipos de preparação e acabamento de bordas................................................................. 23 4.5.5 Etapas de preparação e costura ....................................................................................... 27 4.6 Setor de pré-fabricado ................................................................................................. 31 4.6.1 Fabricação de palmilha de montagem .............................................................................. 31 4.6.2 Processo de fabricação do solado .................................................................................... 32 4.6.3 Processo de forração salto e acabamento........................................................................ 33 4.6.4 Etapas de produção do setor de pré-fabricado ................................................................. 34 4.7 Setor de montagem............................................................................................................ 37 4.7.1 Colagem sola .................................................................................................................... 38 4.7.2 Acabamento do calçado.................................................................................................... 38 4.7.3 Processo passo à passo de montagem ............................................................................ 39 Referências ............................................................................................................................... 43
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 3
DOSSIÊ TÉCNICO
Título Processo de fabricação do calçado Assunto Fabricação de calçados de couro Resumo Descrição das etapas (corte, costura, pré-fabricado, montagem e acabamento) da fabricação do calçado incluindo almoxarifado e expedição. Palavras-chave Calçado; fabricação; produção Conteúdo
1. INTRODUÇÃO No cenário atual de competitividade mundial e nacional, as indústrias calçadistas estão enfrentando cada vez mais, o desafio de produzir calçados com design atualizado, seguindo as tendências de moda, porém é preciso avaliar o interior das mesmas, ou seja, para os setores produtivos: corte, costura, pré-fabricado, montagem e acabamento, além dos setores de apoio que auxiliam na logística interna. Mas a competitividade da indústria não está ligada somente ao design do produto, mas sim, na inovação constante do processo de produção do calçado, sendo planejado corretamente o lay-out de produção de acordo com o produto e as etapas que o envolve, além disso, é necessário orientar e formar todos os profissionais que atuam direta ou indiretamente na produção do calçado indiferente do seu nível hierárquico. Portanto, este dossiê tem objetivo de apresentar a importância e o detalhamento das etapas de produção de um calçado, para que, se esclareça alguns cuidados que são de extrema importância para manter a competitividade da empresa no cenário atual.
2. OBJETIVO Apresentar a seqüência operacional de fabricação de um calçado, nos setores de corte, costura, pré-fabricado, montagem, acabamento e expedição, assim como, as características técnicas que envolvem as diversas etapas.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 4
3. O PRODUTO CALÇADO Ao observar um calçado exposto na vitrine da loja, muitos dos consumidores, não mensuram tamanha a complexidade que existe por de trás deste produto e, que isso demanda um esforço muito grande das indústrias em termos de criatividade, habilidade manual e técnica, assim como, em outras áreas: medicina, química, física, P&D (Pesquisa e Desenvolvimento) aliada a engenharia de produto e ao design. Neste “universo” calçado, existe uma grande variedade de produtos que são classificados quanto ao tipo de usuário, ao uso que se destinam e quanto ao tipo de calçados.
3.1 Os tipos de calçados Devido a uma forte tendência de personalização do produto e por um design inovador constante, no decorrer dos últimos anos, acabam surgindo novas nomenclaturas para os produtos, como, por exemplo: sandatênis e sapatênis, mas os calçados podem ser classificados quanto:
• Ao público-alvo: calçados masculinos, femininos e infantis; • Ao tipo de cabedal: calçados abertos ou fechados; • Ao uso que se destinam: calçados sociais, esportivos, de segurança de trabalho,
de praia, para trekking, entre outros; • Quanto ao modelo: mocassim, tênis, bota, scarpin, chanel, sandália, chinelo,
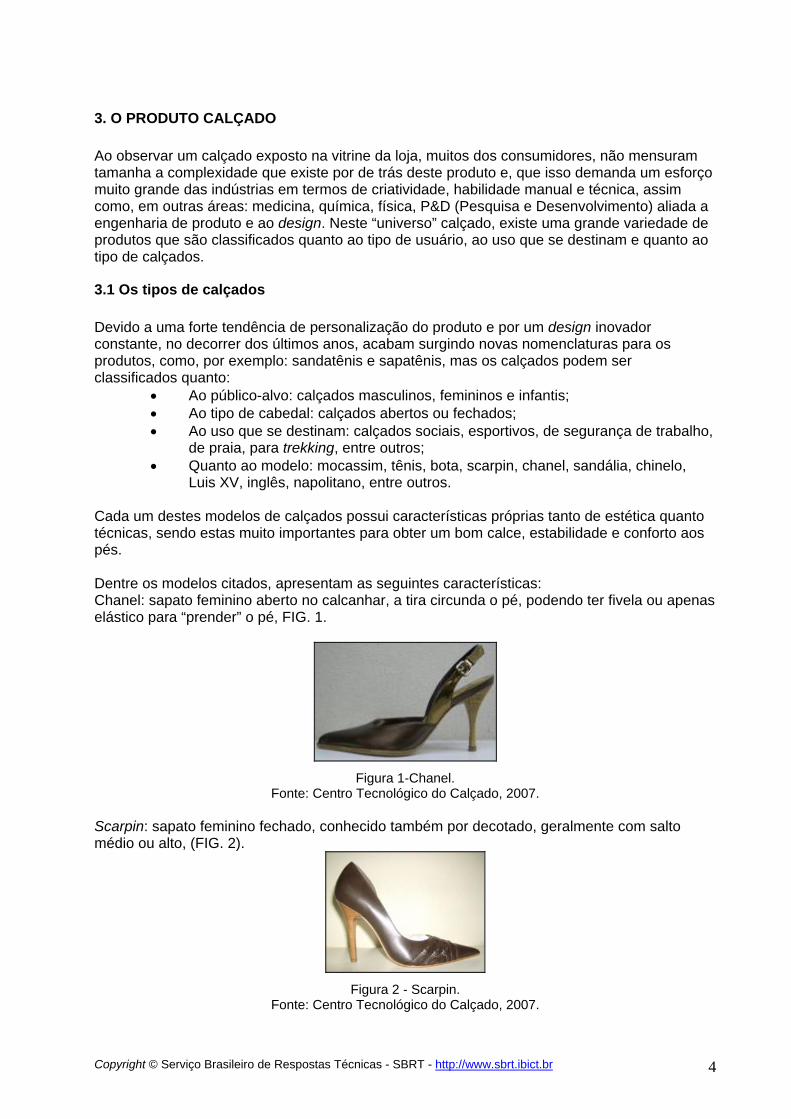
Luis XV, inglês, napolitano, entre outros. Cada um destes modelos de calçados possui características próprias tanto de estética quanto técnicas, sendo estas muito importantes para obter um bom calce, estabilidade e conforto aos pés. Dentre os modelos citados, apresentam as seguintes características: Chanel: sapato feminino aberto no calcanhar, a tira circunda o pé, podendo ter fivela ou apenas elástico para “prender” o pé, FIG. 1.
Figura 1-Chanel.
Fonte: Centro Tecnológico do Calçado, 2007. Scarpin: sapato feminino fechado, conhecido também por decotado, geralmente com salto médio ou alto, (FIG. 2).
Figura 2 - Scarpin.
Fonte: Centro Tecnológico do Calçado, 2007.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 5
Luis XV: sapato feminino semelhante ao scarpin, normalmente este calçado possui bicos muitos finos e saltos mais altos que os calçados normais, com uso eminente para eventos sociais, FIG. 3.
Figura 3 - Luiz XV.
Fonte: Medeiros, 2007. Napolitano: calçado masculino, tem a principal característica de calce fácil, devido as laterais serem sobre a gáspea, FIG. 4.
Figura 4 – Napolitano.
Fonte: Centro Tecnológico do Calçado, 2007.
3.2 As partes que compõem o calçado Em um calçado, em média, pode-se encontrar aproximadamente 20 a 25 partes ou componentes e, dividido em parte superior, o cabedal e de uma parte inferior, o solado, também conhecido como construção do calçado. Cada uma dessas partes é composta de uma série de outras, com características que variam em função da característica do produto e conforme o tipo e ao uso que se destina.
3.2.1 Construção superior Cabedal, este é o nome que se dá para a parte superior do calçado, cuja função é cobrir e proteger os pés, constituído de várias peças e reforços, com objetivo de proporcionar mais firmeza e proteção para a região superior do pé. Os materiais que podem ser utilizados na fabricação do calçado, na região do cabedal são: materiais têxteis, sintéticos, couros, entre outros. Esta região pode ser dividida em: biqueira, gáspea, laterais, traseiro, entre outras peças. Dentre essas, as principais são:
• Couraça: com finalidade de proporcionar cópia fiel do bico da fôrma e mantê-lo inalterado, protegendo os dedos, com aplicação entre o forro e cabedal, além de ajudar a travar o alongamento do couro quando no processo de montagem do bico;
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 6
• Contraforte: com a finalidade de dar forma ao traseiro do calçado com a função de manter a instabilidade do pé durante o caminhar. Sua aplicação é feita entre o cabedal e o forro;
• Forro: utilizado no lado interno do calçado como revestimento para evitar o contato do pé diretamente com o lado carnal do couro, com finalidade de proporcionar conforto, absorção da umidade ou até mesmo como acabamento do produto. Pode-se utilizar materiais têxteis, couro, não-tecidos ou sintéticos;
• Reforços: nesse tipo de material podem ser utilizados materiais de dublagem em algodão, poliéster, poliamida no caso de tecido e fibra de polipropileno no caso de não tecido. Há ainda, aplicações de fitas de reforços em bordas do calçado, para evitar o estiramento do material durante a montagem do calçado, garantindo ainda que evite o efeito de “abrir boca” durante o uso;
• Costuras: tem como objetivo unir e fixar as peças, com prévia aplicação de adesivo ou ser preparadas e costuradas diretamente , além de usá-la como adorno;
• Componentes metálicos: são peças metálicas utilizadas no cabedal com finalidade de unir tiras de fechamento do calçado ou utilizá-las como adorno. Dentre estas peças podemos encontrar: fivelas, enfeites, argolas, botões, chapas, ilhoses e rebites.
3.2.2 Construção inferior Esta é a denominação de toda a parte inferior do calçado, com a função de dar sustentação, conforto e proteger os pés da irregularidade do solo. As peças que compõem a região inferior do calçado são:
• Palmilha montagem: utiliza-se com maior freqüência a palmilha de celulose, há também palmilha de não-tecido(para calçados ensacados) e couro, mas está por sua vez é pouca utilizada devido custo muito elevado;
• Reforço da palmilha de montagem: papelão especial, a base de celulose, rígido devido à compactação, possui alta resistência e estabilidade, principalmente em saltos altos, boa conformação e não deforma com uso. Também há reforços injetados, mas neste caso, necessita-se padronização de fôrmas, utilizada em alta escala de fabricação;
• Alma de reforço: esta peça pode ser de aço, arame, madeira ou plástica, são fixadas entre a palmilha de celulose e o reforço da palmilha, com rebites ou podem ser colocadas na matriz de injeção do reforço injetado e ainda em solados de PU;
• Entresola: colada entre a sola e a palmilha de montagem, com a finalidade de proporcionar conforto, ou aumentar a espessura da sola
• Sola: está por sua vez está diretamente em contato com o solo, conforme o material utilizado irá determinar o seu perfil e as propriedades do calçado, pode ser lisa, com estampa, anti derrapante, entre outras características;
• Vira: utiliza a vira com maior freqüência em calçados masculinos, encontradas em couro, borracha, entre outros materiais, colada sobre a extremidade da sola ou até mesma costurada na sola;
• Salto: proporciona altura no calçados tantos masculinos quanto femininos, nos masculinos altura normalmente utilizada fica em torno de 1 a 2,5cm, já nos femininos fica entre 1 a 10cm, injetado em material termoplástico quanto em escala de produção ou produzido em madeira para a confecção dos primeiros pés/pares de protótipos.
• Tacão: é fixado no salto, e fica em contato direto com o solo, assim como a sola, destina em proteger o salto, normalmente apresenta-se em um tamanho relativamente pequeno, o que exige que o material utilizado na injeção do mesmo seja de qualidade com resistência ao desgaste.
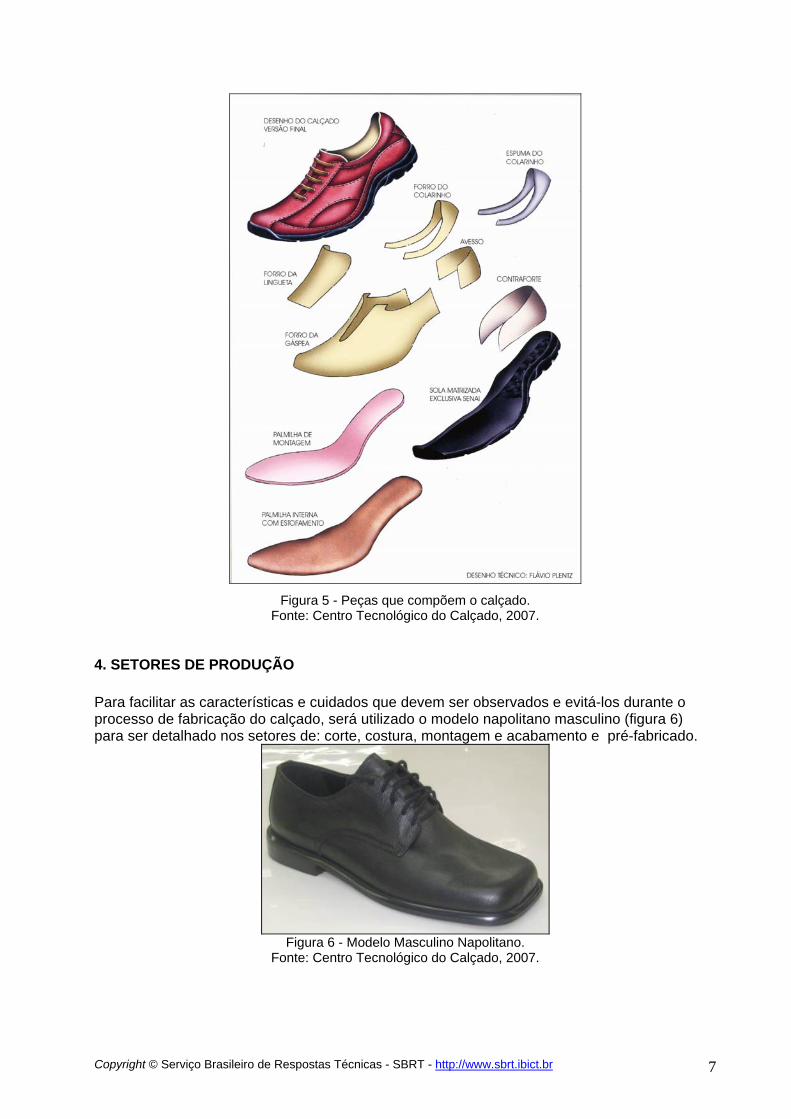
Para complementar as informações pode-se observar a FIG. 5 com os detalhamentos das peças.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 7
Figura 5 - Peças que compõem o calçado.
Fonte: Centro Tecnológico do Calçado, 2007.
4. SETORES DE PRODUÇÃO Para facilitar as características e cuidados que devem ser observados e evitá-los durante o processo de fabricação do calçado, será utilizado o modelo napolitano masculino (figura 6) para ser detalhado nos setores de: corte, costura, montagem e acabamento e pré-fabricado.
Figura 6 - Modelo Masculino Napolitano.
Fonte: Centro Tecnológico do Calçado, 2007.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 8
4.1 Setor de corte Este setor é responsável pelo início da produção de um calçado, além de necessitar de uma atenção maior os materiais que são aplicados nos sapatos e manuseados neste setor, porque tem um percentual elevado no preço final (fabricante) do produto compreendendo aproximadamente de 50% até 70% do valor. Com isso diz-se que este setor é considerado o ponto de equilíbrio da empresa, porque, devido ao preço elevado da matéria prima, principalmente o couro, faz-se necessário racionalizar o consumo de todos os materiais que compõem o sapato, do contrário acarretará prejuízo à empresa. Para evitar desperdício, é necessário haver critérios de corte e estes por sua vez devem ser repassados para o gerente de setor e aos cortadores, os quais devem ter treinamento antes de exercer a função. Assim toda a vez que houver troca de modelo para ser fabricado, deverá ser repassado os novos critérios e cuidados para o modelo observando sempre:
• Melhor posicionamento/colocação das navalhas e aproveitamento do material, conforme determinado pelo setor de custos;
• Máquinas apropriadas; • Navalhas a serem usadas; • Tipo de material; • Qualidade, quais defeitos do couro podem aparecer no calçado e quais regiões das
peças são permitidas ter estes defeitos
Após essa orientação, inicia-se o processo de corte, que pode ser: manual, mecânico e através de máquinas informatizadas que possuem sistema CAM (Computer Aided Manufacturing - Fabricação Assistida por Computador).
4.1.1 Corte manual Para realizar o corte manual é necessário utilizar uma faca de cortador, constituída de uma lâmina de aço, mais conhecida como mola de relógio, cabo de latão já no formato, pode ser chato ou cilíndrico, além de uma punção ou cravador para marcar os pontos de preparação do modelo, além de auxiliar na retirada da peças sobre a mesa do cortador, FIG. 7.
Figura 7 - Corte Manual.
Fonte: Centro Tecnológico do Calçado, 2007. O cortador necessita utilizar as seguintes ferramentas: lima triangular, alicate de corte reto e pedra de amolar, conhecida como charuto ou chaira. Essas ferramentas são necessárias para afiar a lâmina de aço. Dentre os tipos de acabamento de fio de corte obtêm-se:
• Fio côncavo; • Fio reto; • Fio convexo.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 9
Utiliza-se o corte manual quando:
• A quantidade a ser produzida for baixa, não absorvendo os custos das navalhas; • Na confecção de protótipos de modelagem.
Mas quando há uma quantidade grande de pares para ser cortado utiliza-se o corte mecânico.
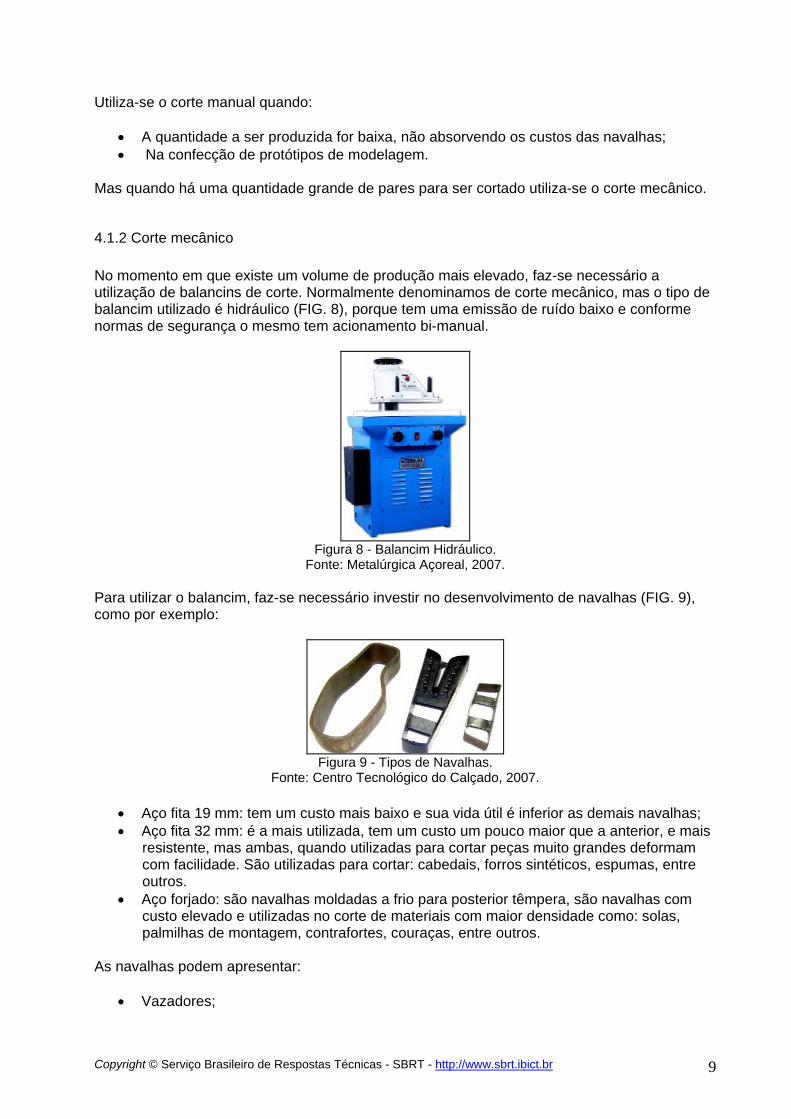
4.1.2 Corte mecânico No momento em que existe um volume de produção mais elevado, faz-se necessário a utilização de balancins de corte. Normalmente denominamos de corte mecânico, mas o tipo de balancim utilizado é hidráulico (FIG. 8), porque tem uma emissão de ruído baixo e conforme normas de segurança o mesmo tem acionamento bi-manual.
Figura 8 - Balancim Hidráulico.
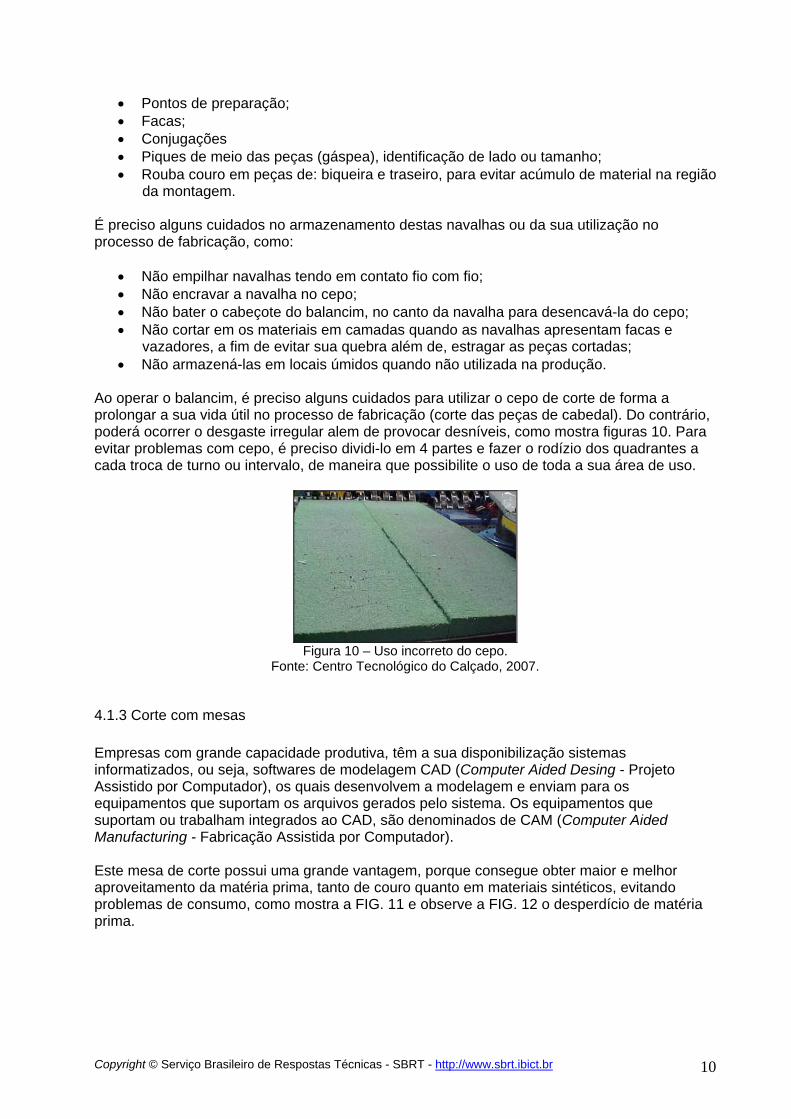
Fonte: Metalúrgica Açoreal, 2007. Para utilizar o balancim, faz-se necessário investir no desenvolvimento de navalhas (FIG. 9), como por exemplo:
Figura 9 - Tipos de Navalhas.
Fonte: Centro Tecnológico do Calçado, 2007.
• Aço fita 19 mm: tem um custo mais baixo e sua vida útil é inferior as demais navalhas; • Aço fita 32 mm: é a mais utilizada, tem um custo um pouco maior que a anterior, e mais
resistente, mas ambas, quando utilizadas para cortar peças muito grandes deformam com facilidade. São utilizadas para cortar: cabedais, forros sintéticos, espumas, entre outros.
• Aço forjado: são navalhas moldadas a frio para posterior têmpera, são navalhas com custo elevado e utilizadas no corte de materiais com maior densidade como: solas, palmilhas de montagem, contrafortes, couraças, entre outros.
As navalhas podem apresentar:
• Vazadores;
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 10
• Pontos de preparação; • Facas; • Conjugações • Piques de meio das peças (gáspea), identificação de lado ou tamanho; • Rouba couro em peças de: biqueira e traseiro, para evitar acúmulo de material na região
da montagem.
É preciso alguns cuidados no armazenamento destas navalhas ou da sua utilização no processo de fabricação, como:
• Não empilhar navalhas tendo em contato fio com fio; • Não encravar a navalha no cepo; • Não bater o cabeçote do balancim, no canto da navalha para desencavá-la do cepo; • Não cortar em os materiais em camadas quando as navalhas apresentam facas e
vazadores, a fim de evitar sua quebra além de, estragar as peças cortadas; • Não armazená-las em locais úmidos quando não utilizada na produção.
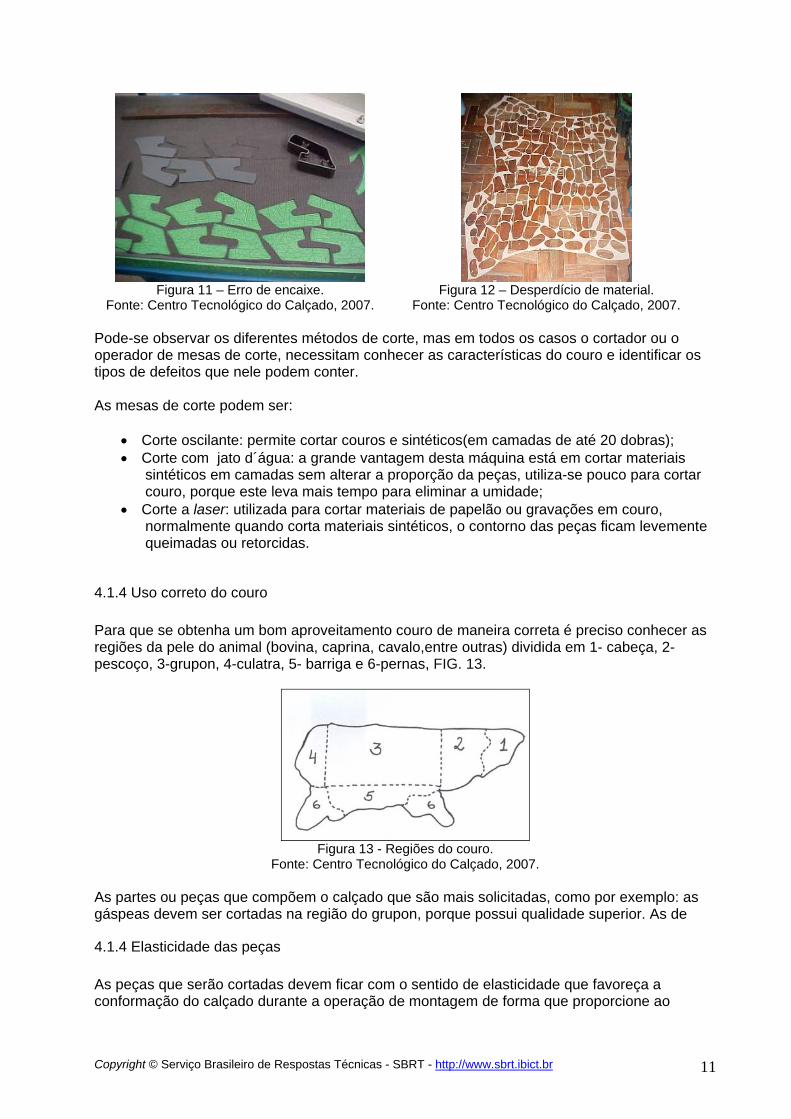
Ao operar o balancim, é preciso alguns cuidados para utilizar o cepo de corte de forma a prolongar a sua vida útil no processo de fabricação (corte das peças de cabedal). Do contrário, poderá ocorrer o desgaste irregular alem de provocar desníveis, como mostra figuras 10. Para evitar problemas com cepo, é preciso dividi-lo em 4 partes e fazer o rodízio dos quadrantes a cada troca de turno ou intervalo, de maneira que possibilite o uso de toda a sua área de uso.
Figura 10 – Uso incorreto do cepo.
Fonte: Centro Tecnológico do Calçado, 2007.
4.1.3 Corte com mesas Empresas com grande capacidade produtiva, têm a sua disponibilização sistemas informatizados, ou seja, softwares de modelagem CAD (Computer Aided Desing - Projeto Assistido por Computador), os quais desenvolvem a modelagem e enviam para os equipamentos que suportam os arquivos gerados pelo sistema. Os equipamentos que suportam ou trabalham integrados ao CAD, são denominados de CAM (Computer Aided Manufacturing - Fabricação Assistida por Computador). Este mesa de corte possui uma grande vantagem, porque consegue obter maior e melhor aproveitamento da matéria prima, tanto de couro quanto em materiais sintéticos, evitando problemas de consumo, como mostra a FIG. 11 e observe a FIG. 12 o desperdício de matéria prima.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 11
Figura 11 – Erro de encaixe.
Fonte: Centro Tecnológico do Calçado, 2007. Figura 12 – Desperdício de material.
Fonte: Centro Tecnológico do Calçado, 2007. Pode-se observar os diferentes métodos de corte, mas em todos os casos o cortador ou o operador de mesas de corte, necessitam conhecer as características do couro e identificar os tipos de defeitos que nele podem conter. As mesas de corte podem ser:
• Corte oscilante: permite cortar couros e sintéticos(em camadas de até 20 dobras); • Corte com jato d´água: a grande vantagem desta máquina está em cortar materiais
sintéticos em camadas sem alterar a proporção da peças, utiliza-se pouco para cortar couro, porque este leva mais tempo para eliminar a umidade;
• Corte a laser: utilizada para cortar materiais de papelão ou gravações em couro, normalmente quando corta materiais sintéticos, o contorno das peças ficam levemente queimadas ou retorcidas.
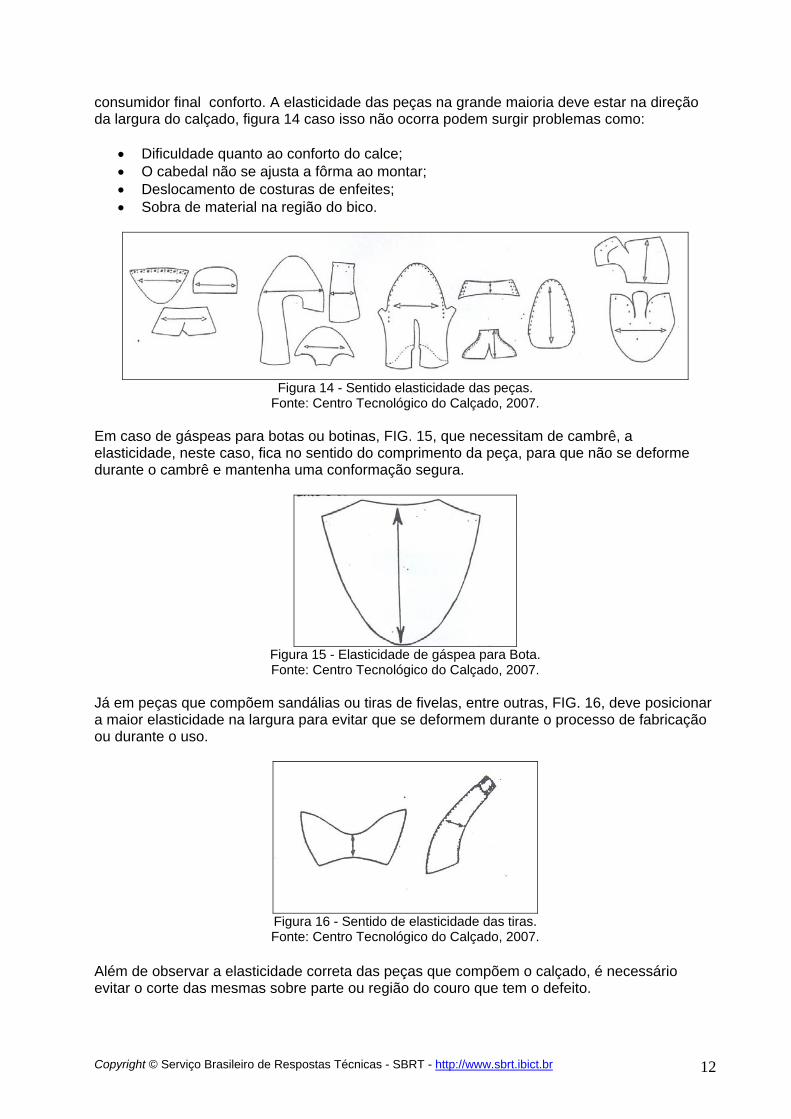
4.1.4 Uso correto do couro Para que se obtenha um bom aproveitamento couro de maneira correta é preciso conhecer as regiões da pele do animal (bovina, caprina, cavalo,entre outras) dividida em 1- cabeça, 2-pescoço, 3-grupon, 4-culatra, 5- barriga e 6-pernas, FIG. 13.
Figura 13 - Regiões do couro.
Fonte: Centro Tecnológico do Calçado, 2007. As partes ou peças que compõem o calçado que são mais solicitadas, como por exemplo: as gáspeas devem ser cortadas na região do grupon, porque possui qualidade superior. As de
4.1.4 Elasticidade das peças As peças que serão cortadas devem ficar com o sentido de elasticidade que favoreça a conformação do calçado durante a operação de montagem de forma que proporcione ao
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 12
consumidor final conforto. A elasticidade das peças na grande maioria deve estar na direção da largura do calçado, figura 14 caso isso não ocorra podem surgir problemas como:
• Dificuldade quanto ao conforto do calce; • O cabedal não se ajusta a fôrma ao montar; • Deslocamento de costuras de enfeites; • Sobra de material na região do bico.
Figura 14 - Sentido elasticidade das peças.
Fonte: Centro Tecnológico do Calçado, 2007. Em caso de gáspeas para botas ou botinas, FIG. 15, que necessitam de cambrê, a elasticidade, neste caso, fica no sentido do comprimento da peça, para que não se deforme durante o cambrê e mantenha uma conformação segura.
Figura 15 - Elasticidade de gáspea para Bota. Fonte: Centro Tecnológico do Calçado, 2007.
Já em peças que compõem sandálias ou tiras de fivelas, entre outras, FIG. 16, deve posicionar a maior elasticidade na largura para evitar que se deformem durante o processo de fabricação ou durante o uso.
Figura 16 - Sentido de elasticidade das tiras. Fonte: Centro Tecnológico do Calçado, 2007.
Além de observar a elasticidade correta das peças que compõem o calçado, é necessário evitar o corte das mesmas sobre parte ou região do couro que tem o defeito.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 13
4.2 Defeitos do couro Os defeitos do couro podem ter origens diferentes, desde a sua criação, doenças de pele, processo incorreto de curtimento, entre outras. Durante a operação de corte, os defeitos não devem aparecer no bico do calçado, o correto é que estes defeitos podem estar em peças que ficam do lado interno do calçado. Entre os defeitos, pode-se encontrar:
• Marcas de fogo: é uma marcação que o proprietário do animal faz para identificá-lo. Normalmente esta marca é feita com ferro quente ou gelado, neste caso com nitrogênio, o que ambos deixa uma cicatriz profunda na pele do animal (flor do couro);
• Riscos e arranhões: estas marcas são causadas por espinhos, galhos de árvores, arames farpados das cercas, pregos ou parafusos salientes das carrocerias de caminhões ou vagões de trens;
• Cicatriz de berne: são causadas por larvas depositadas na pele do animal, através de mosca berneira;
• Cicatriz da mosca do chifre: esta cicatriz é causada por uma mosca, semelhante ao perfuro de uma agulha e, só aparece do lado da flor do couro;
• Cicatriz de carrapato: o carrapato se reproduz no solo, mas se desenvolve no animal. Ele causa marcas semelhantes ao berne, porém nota-se somente pelo lado da flor do couro;
• Cortes: este efeito pode ter origem durante o processo de esfola ou mal conduzida durante o processamento no curtume;
• Veiamento: ocorre devido ao stress do animal antes do abate, juntamente com uma sangria mal realizada;
• Couro vazio: couro com toque vazio ou pouco encorpado, devido a desestruturação das fibras colágenas.
4.3 Divisão e chanfração A operação de dividir o corte, ou seja, as peças que compõem o cabedal, têm a finalidade de equalizar a espessura do couro e, dever ser feito conforme as orientações técnicas do setor de modelagem, uma vez que a sola é projetada de acordo a espessura do couro. Após a divisão, faz se necessário a chanfrar as peças, cuja finalidade é reduzir a espessura do couro somente na borda das peças do calçado conforme as exigências do modelo ou conforme foi projetado pela modelagem técnica, além de preparar as bordas das peças para futuras operações no setor de costura como: virados, sobreposições de peças, emendas, entre outras. Os chanfros podem ser feitos em materiais como: couro, sintéticos, papelões, laminados termoplásticos, entre outros. O chanfros podem ser classificados em:
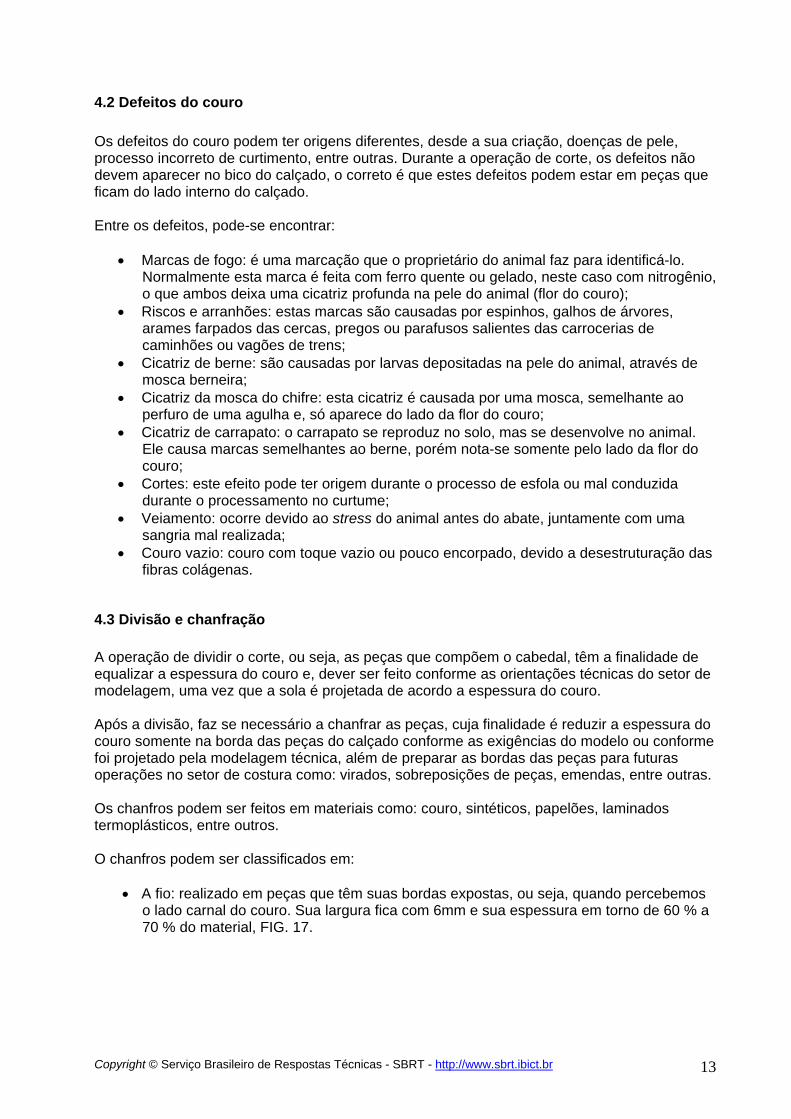
• A fio: realizado em peças que têm suas bordas expostas, ou seja, quando percebemos o lado carnal do couro. Sua largura fica com 6mm e sua espessura em torno de 60 % a 70 % do material, FIG. 17.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 14
Figura 17-Chanfro a fio. Fonte: Operaciones..., 2003.
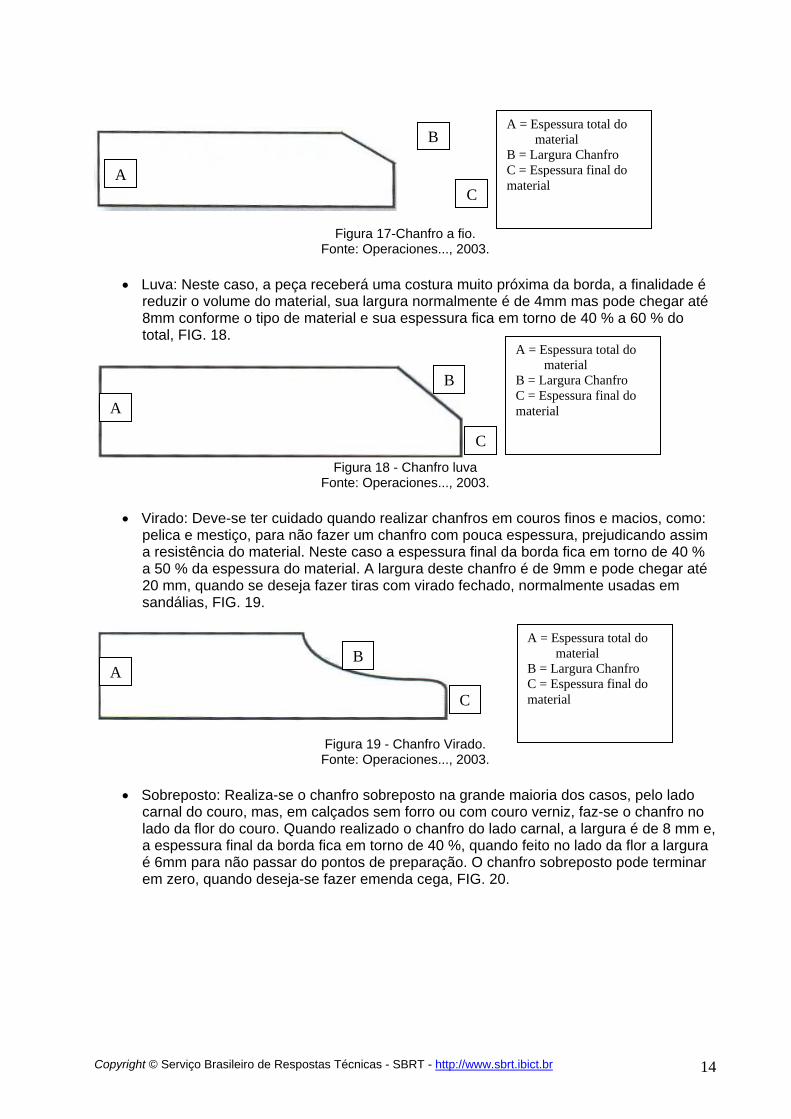
• Luva: Neste caso, a peça receberá uma costura muito próxima da borda, a finalidade é
reduzir o volume do material, sua largura normalmente é de 4mm mas pode chegar até 8mm conforme o tipo de material e sua espessura fica em torno de 40 % a 60 % do total, FIG. 18.
Figura 18 - Chanfro luva
Fonte: Operaciones..., 2003.
• Virado: Deve-se ter cuidado quando realizar chanfros em couros finos e macios, como: pelica e mestiço, para não fazer um chanfro com pouca espessura, prejudicando assim a resistência do material. Neste caso a espessura final da borda fica em torno de 40 % a 50 % da espessura do material. A largura deste chanfro é de 9mm e pode chegar até 20 mm, quando se deseja fazer tiras com virado fechado, normalmente usadas em sandálias, FIG. 19.
Figura 19 - Chanfro Virado. Fonte: Operaciones..., 2003.
• Sobreposto: Realiza-se o chanfro sobreposto na grande maioria dos casos, pelo lado
carnal do couro, mas, em calçados sem forro ou com couro verniz, faz-se o chanfro no lado da flor do couro. Quando realizado o chanfro do lado carnal, a largura é de 8 mm e, a espessura final da borda fica em torno de 40 %, quando feito no lado da flor a largura é 6mm para não passar do pontos de preparação. O chanfro sobreposto pode terminar em zero, quando deseja-se fazer emenda cega, FIG. 20.
A B
C
A
B
C
A
B
C
A = Espessura total do material
B = Largura Chanfro C = Espessura final do material
A = Espessura total do material
B = Largura Chanfro C = Espessura final do material
A = Espessura total do material
B = Largura Chanfro C = Espessura final do material

Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 15
Figura 20 - Chanfro Sobreposto. Fonte: Operaciones..., 2003.
4.4 Processo de corte passo a passo De acordo com foi apresentado até o momento, a respeito dos processos de corte, segue abaixo o processo do modelo napolitano masculino (QUADRO 1), conforme foi apresentado na FIG. 4. Quadro 1 – Etapas de produção do corte
Op.1-Cortar gáspea Op.2-Cortar Traseiro Op.3-Cortar laterais
Op.4-Cortar forro da gáspea Op.5-Cortar forro lateral Op6.Cortar Avesso
Op.7-Cortar sobrepalmilha Op.8-Cortar contraforte Op.9-Cortar couraça
Revisão de todas as peças que compõem o cabedal
A
B
C
A = Espessura total do material
B = Largura Chanfro C = Espessura final do material
Continuação
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 16
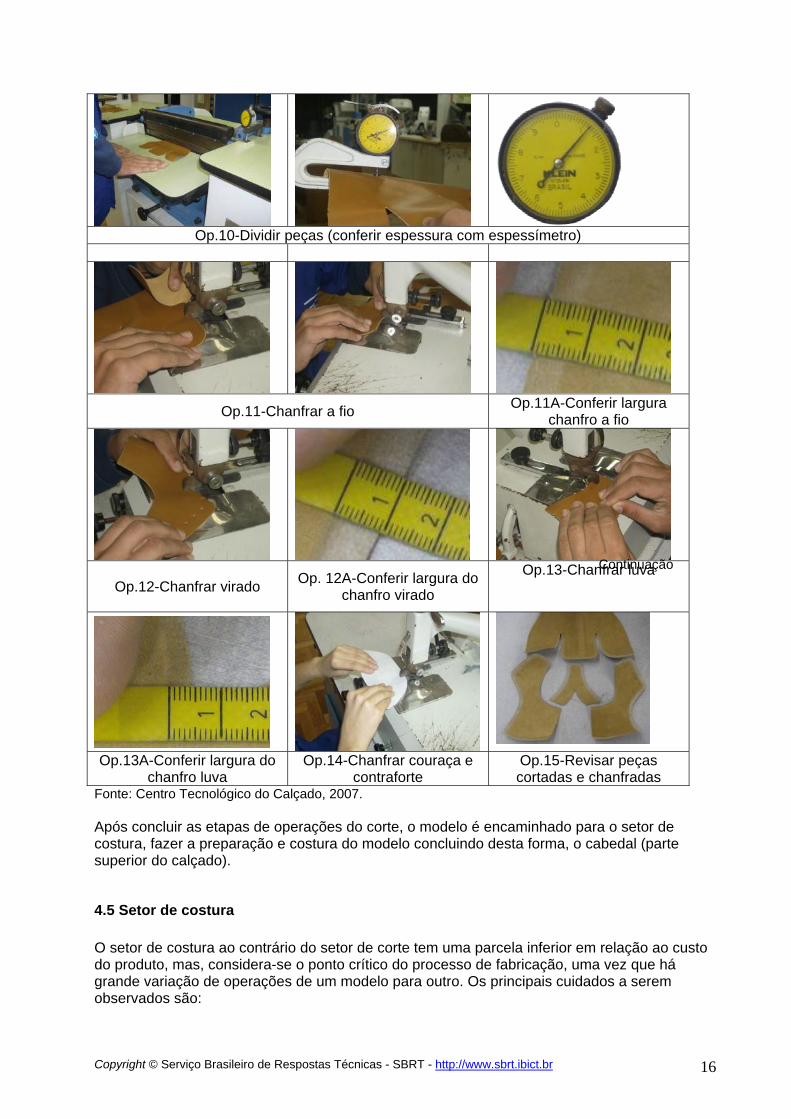
Op.10-Dividir peças (conferir espessura com espessímetro)
Op.11-Chanfrar a fio Op.11A-Conferir largura
chanfro a fio
Op.12-Chanfrar virado Op. 12A-Conferir largura do chanfro virado
Op.13-Chanfrar luva
Op.13A-Conferir largura do
chanfro luva Op.14-Chanfrar couraça e
contraforte Op.15-Revisar peças cortadas e chanfradas
Fonte: Centro Tecnológico do Calçado, 2007. Após concluir as etapas de operações do corte, o modelo é encaminhado para o setor de costura, fazer a preparação e costura do modelo concluindo desta forma, o cabedal (parte superior do calçado).
4.5 Setor de costura O setor de costura ao contrário do setor de corte tem uma parcela inferior em relação ao custo do produto, mas, considera-se o ponto crítico do processo de fabricação, uma vez que há grande variação de operações de um modelo para outro. Os principais cuidados a serem observados são:
Continuação
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 17
• Fitas de reforço; • Agulhas X linhas.
4.5.1 Tipos de agulhas
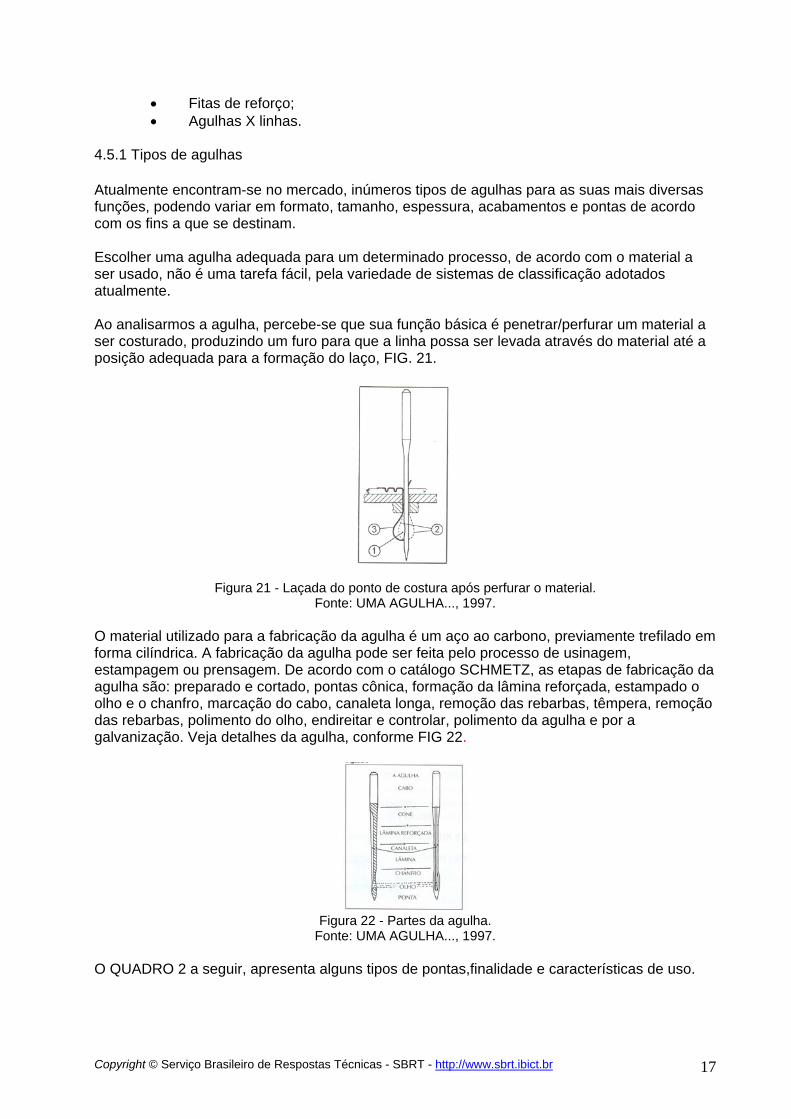
Atualmente encontram-se no mercado, inúmeros tipos de agulhas para as suas mais diversas funções, podendo variar em formato, tamanho, espessura, acabamentos e pontas de acordo com os fins a que se destinam. Escolher uma agulha adequada para um determinado processo, de acordo com o material a ser usado, não é uma tarefa fácil, pela variedade de sistemas de classificação adotados atualmente. Ao analisarmos a agulha, percebe-se que sua função básica é penetrar/perfurar um material a ser costurado, produzindo um furo para que a linha possa ser levada através do material até a posição adequada para a formação do laço, FIG. 21.
Figura 21 - Laçada do ponto de costura após perfurar o material.
Fonte: UMA AGULHA..., 1997. O material utilizado para a fabricação da agulha é um aço ao carbono, previamente trefilado em forma cilíndrica. A fabricação da agulha pode ser feita pelo processo de usinagem, estampagem ou prensagem. De acordo com o catálogo SCHMETZ, as etapas de fabricação da agulha são: preparado e cortado, pontas cônica, formação da lâmina reforçada, estampado o olho e o chanfro, marcação do cabo, canaleta longa, remoção das rebarbas, têmpera, remoção das rebarbas, polimento do olho, endireitar e controlar, polimento da agulha e por a galvanização. Veja detalhes da agulha, conforme FIG 22.
Figura 22 - Partes da agulha.
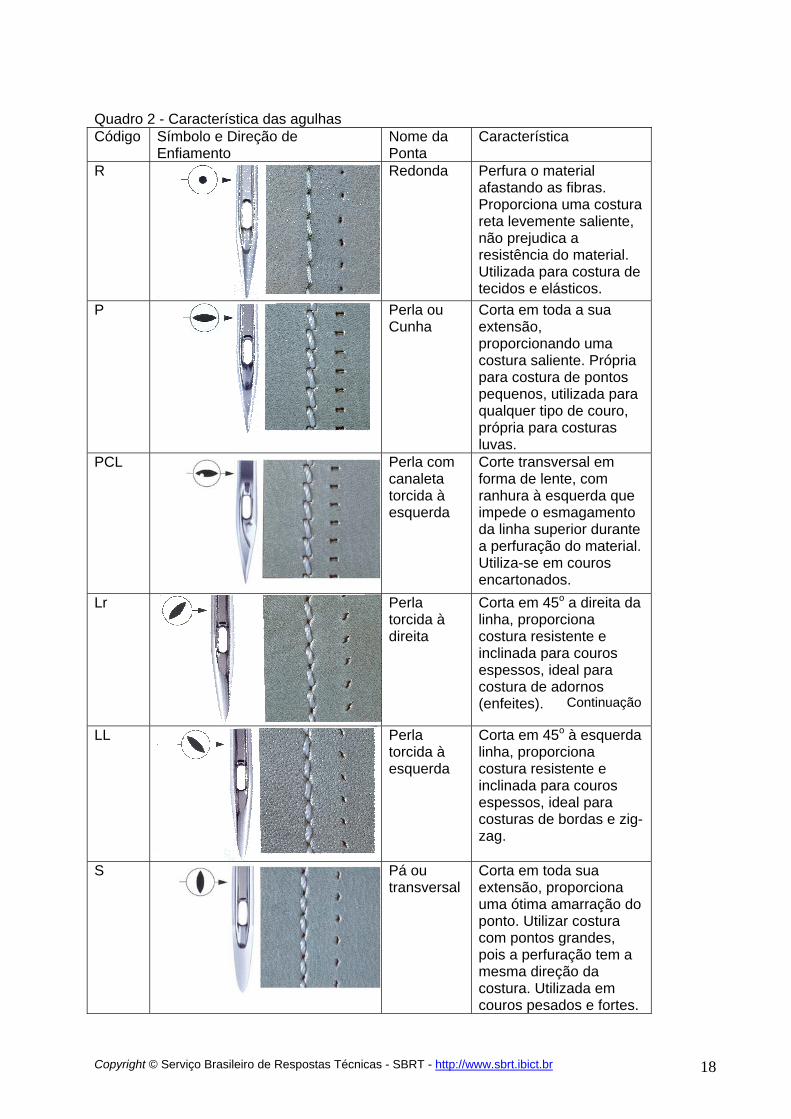
Fonte: UMA AGULHA..., 1997. O QUADRO 2 a seguir, apresenta alguns tipos de pontas,finalidade e características de uso.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 18
Quadro 2 - Característica das agulhas Código Símbolo e Direção de
Enfiamento Nome da Ponta
Característica
R Redonda Perfura o material afastando as fibras. Proporciona uma costura reta levemente saliente, não prejudica a resistência do material. Utilizada para costura de tecidos e elásticos.
P
Perla ou Cunha
Corta em toda a sua extensão, proporcionando uma costura saliente. Própria para costura de pontos pequenos, utilizada para qualquer tipo de couro, própria para costuras luvas.
PCL Perla com canaleta torcida à esquerda
Corte transversal em forma de lente, com ranhura à esquerda que impede o esmagamento da linha superior durante a perfuração do material. Utiliza-se em couros encartonados.
Lr Perla torcida à direita
Corta em 45o a direita da linha, proporciona costura resistente e inclinada para couros espessos, ideal para costura de adornos (enfeites).
LL Perla torcida à esquerda
Corta em 45o à esquerda linha, proporciona costura resistente e inclinada para couros espessos, ideal para costuras de bordas e zig-zag.
S Pá ou transversal
Corta em toda sua extensão, proporciona uma ótima amarração do ponto. Utilizar costura com pontos grandes, pois a perfuração tem a mesma direção da costura. Utilizada em couros pesados e fortes.
Continuação
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 19
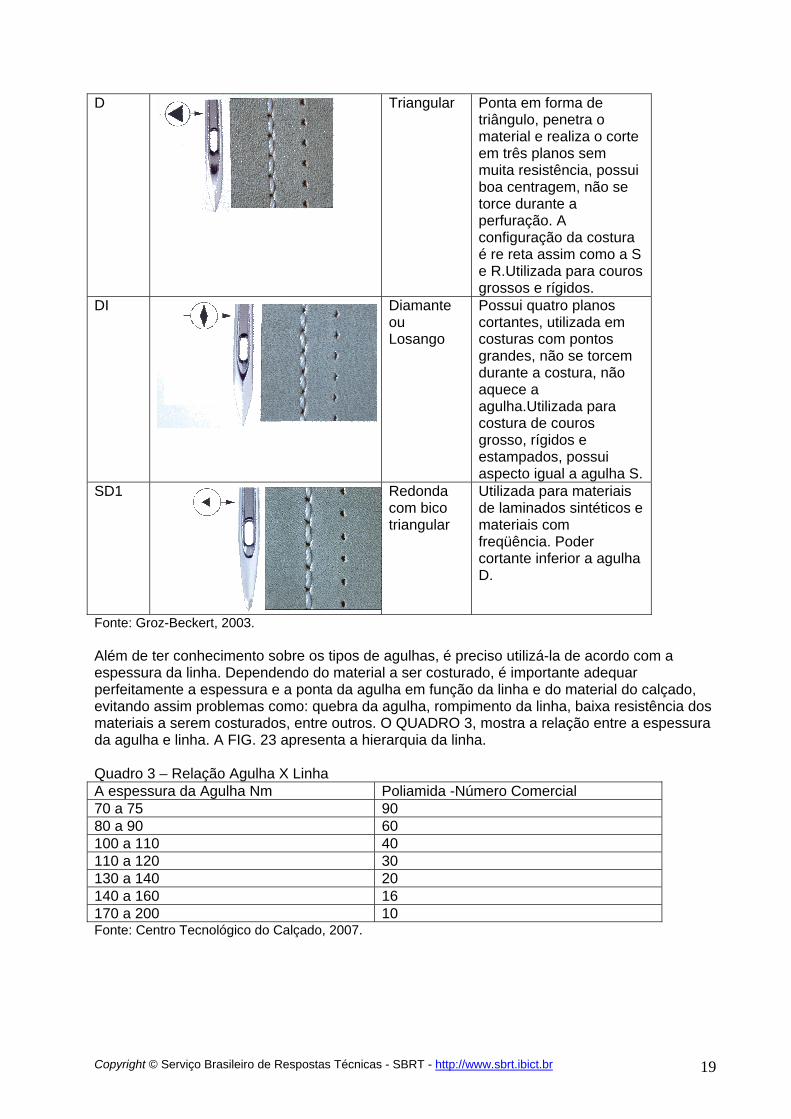
D
Triangular Ponta em forma de triângulo, penetra o material e realiza o corte em três planos sem muita resistência, possui boa centragem, não se torce durante a perfuração. A configuração da costura é re reta assim como a S e R.Utilizada para couros grossos e rígidos.
DI Diamante ou Losango
Possui quatro planos cortantes, utilizada em costuras com pontos grandes, não se torcem durante a costura, não aquece a agulha.Utilizada para costura de couros grosso, rígidos e estampados, possui aspecto igual a agulha S.
SD1 Redonda com bico triangular
Utilizada para materiais de laminados sintéticos e materiais com freqüência. Poder cortante inferior a agulha D.
Fonte: Groz-Beckert, 2003. Além de ter conhecimento sobre os tipos de agulhas, é preciso utilizá-la de acordo com a espessura da linha. Dependendo do material a ser costurado, é importante adequar perfeitamente a espessura e a ponta da agulha em função da linha e do material do calçado, evitando assim problemas como: quebra da agulha, rompimento da linha, baixa resistência dos materiais a serem costurados, entre outros. O QUADRO 3, mostra a relação entre a espessura da agulha e linha. A FIG. 23 apresenta a hierarquia da linha. Quadro 3 – Relação Agulha X Linha A espessura da Agulha Nm Poliamida -Número Comercial 70 a 75 90 80 a 90 60 100 a 110 40 110 a 120 30 130 a 140 20 140 a 160 16 170 a 200 10 Fonte: Centro Tecnológico do Calçado, 2007.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 20
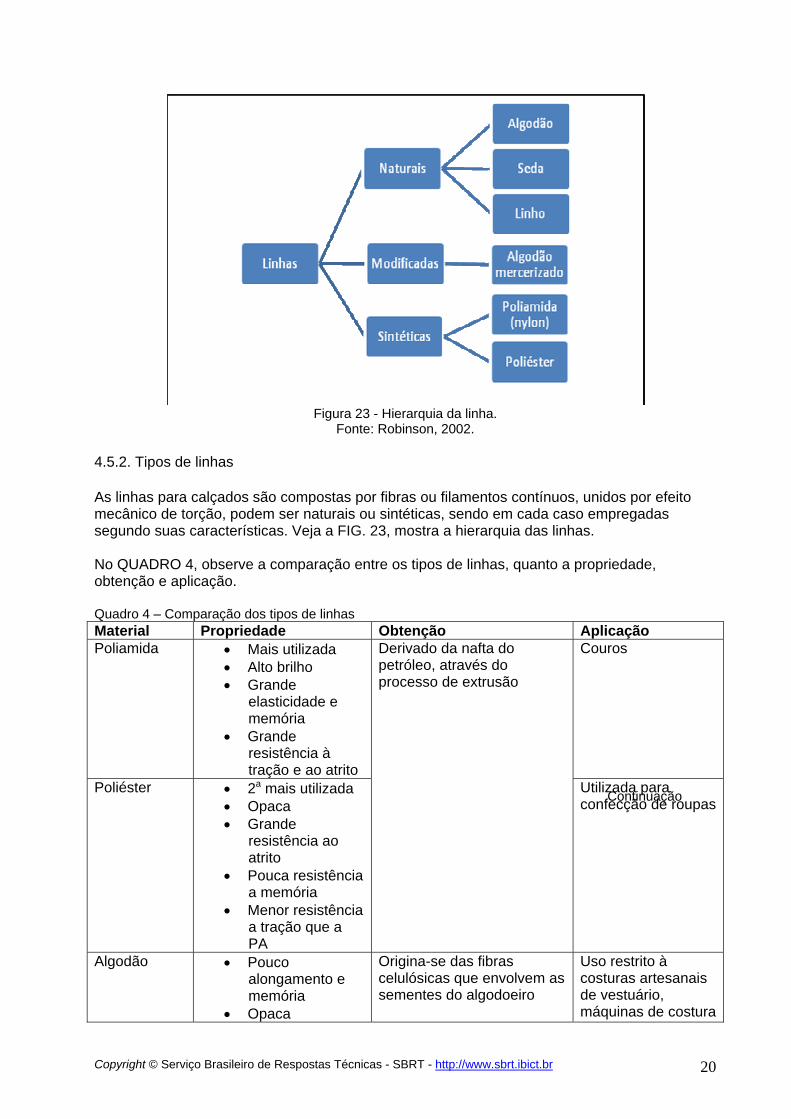
Figura 23 - Hierarquia da linha.
Fonte: Robinson, 2002.
4.5.2. Tipos de linhas As linhas para calçados são compostas por fibras ou filamentos contínuos, unidos por efeito mecânico de torção, podem ser naturais ou sintéticas, sendo em cada caso empregadas segundo suas características. Veja a FIG. 23, mostra a hierarquia das linhas. No QUADRO 4, observe a comparação entre os tipos de linhas, quanto a propriedade, obtenção e aplicação. Quadro 4 – Comparação dos tipos de linhas Material Propriedade Obtenção Aplicação Poliamida
• Mais utilizada • Alto brilho • Grande
elasticidade e memória
• Grande resistência à tração e ao atrito
Couros
Poliéster • 2a mais utilizada • Opaca • Grande
resistência ao atrito
• Pouca resistência a memória
• Menor resistência a tração que a PA
Derivado da nafta do petróleo, através do processo de extrusão
Utilizada para confecção de roupas
Algodão • Pouco alongamento e memória
• Opaca
Origina-se das fibras celulósicas que envolvem as sementes do algodoeiro
Uso restrito à costuras artesanais de vestuário, máquinas de costura
Continuação
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 21
• Baixa resistência à tração comparada as linhas sintéticas
• Baixa resistência ao atrito
domésticas
Seda • Média elasticidade e memória
• Boa resistência a tração e ao atrito
• Não se altera sob ação do calor
Obtido pelo processo de torção de fibras
Calçados e confecções de classe A.
Poliéster Trilobal
• Grande resistência ao atrito
• Alto brilho • Pouca
elasticidade e memória
• Resistência a tração menor que as de Poliamida
Obtida pelo processo de extrusão em forma de triângulo
Utilizada para bordados em máquinas de alta rotação
Algodão Merceirizado
• Aspecto mais liso • Brilhante, maior
intensidade da cor
• Menos bolinhas que na linha de algodão
• Maior resistência a abrasão
• Resistência a tração, maior estabilidade dimensional
Processo físico-químico de tratamento de fibras de algodão por lixívia de sódio ou plássio, visando dar aspecto mais liso, sedoso e brilhante
Costuras artesanais.
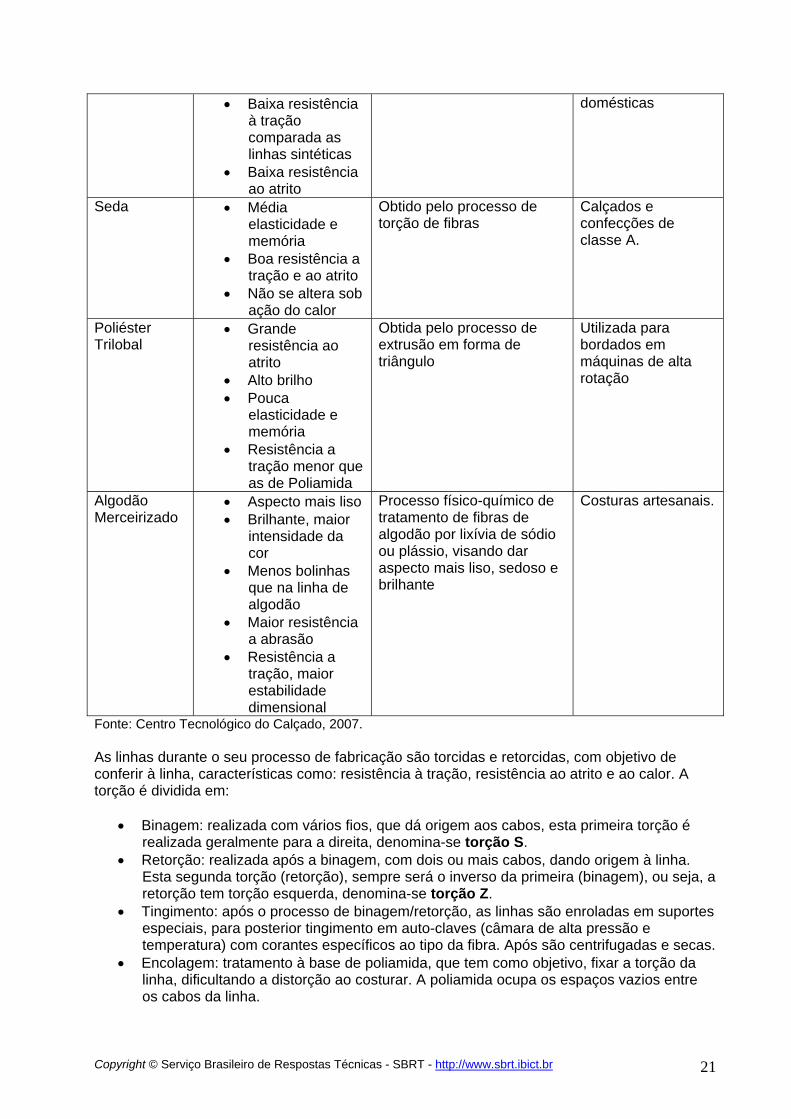
Fonte: Centro Tecnológico do Calçado, 2007. As linhas durante o seu processo de fabricação são torcidas e retorcidas, com objetivo de conferir à linha, características como: resistência à tração, resistência ao atrito e ao calor. A torção é dividida em:
• Binagem: realizada com vários fios, que dá origem aos cabos, esta primeira torção é realizada geralmente para a direita, denomina-se torção S.
• Retorção: realizada após a binagem, com dois ou mais cabos, dando origem à linha. Esta segunda torção (retorção), sempre será o inverso da primeira (binagem), ou seja, a retorção tem torção esquerda, denomina-se torção Z.
• Tingimento: após o processo de binagem/retorção, as linhas são enroladas em suportes especiais, para posterior tingimento em auto-claves (câmara de alta pressão e temperatura) com corantes específicos ao tipo da fibra. Após são centrifugadas e secas.
• Encolagem: tratamento à base de poliamida, que tem como objetivo, fixar a torção da linha, dificultando a distorção ao costurar. A poliamida ocupa os espaços vazios entre os cabos da linha.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 22
• Plastificação: é um tratamento superficial à base de silicones que tem como objetivo facilitar o deslizamento da linha nos orifícios e passadores das máquinas de costura, além de contribuir para a fixação da linha.
Pontos a observar: A maioria das linhas utilizadas na indústria calçadista, tem torção final esquerda (Torção Z). Quando se utiliza máquinas de costura com duas agulhas e a lançadeira for para a esquerda, neste caso utiliza-se linha com torção S. 4.5.3 Fita de reforço São materiais de reforço, aplicados manualmente utilizados nas bordas da boca da gáspea, reforços em costuras de certas partes do cabedal. Sua característica é:
• Largura superior a 2 mm; • Apresenta base tecida; • Contém adesivos sensíveis à pressão (PSA – pressure sensitive adhesive) em um dos
lados; • Tem os fios de trama cortados, em função desde material ser produzido em bobinas de
aproximadamente 1 metro de largura e, após cortadas na largura desejada.
As fitas estão divididas em: base tecida (poliamida, poliéster, algodão e mista), não-tecido , papel e cadarço , conforme QUADRO 5 abaixo: Quadro 5 - Características da fita reforço Tipo Característica Poliamida • Mais utilizada
• Boa resistência a tração (17 a 40 N/mm) • Ótima memória • Grande alongamento (30 a 50%)
Algodão • Pouco utilizada • Pouco alongamento (10 a 12%) • Baixa resistência à tração (em torno de 10N/mm) • Usada para costuras luvas de traseiros, botas e regiões de
ilhoses Poliéster • Média resistência à tração (em torno de 35N/mm)
• Médio alongamento (18 à 30%) • Fios poliéster no urdume e algodão na trama
Mista • Pode ser poliamida ou poliéster com algodão • Resistência e alongamento pelas fibras do urdume • E as fibras de algodão são responsáveis pela união dos
fios de urdume • Custo superior • Melhores propriedades físico-mecânicas
Fitas de papel • Utilizadas para rebaixar costuras luvas • Não apresentam resistência • Podem ser com adesivo nos dois lados
Fitas base não tecido
• Elasticidade maior que as base tecidas • Deixa furos e bordas mais limpos • Utilizada para reforços furos de atacador
Cadarços • Utilizado em tiras de virado fechado para sandálias • Largura de 1 a 6mm • Não contém adesivo
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 23
Fitilho • Não confere resistência suficiente • Pode enforcar a boca da gáspea • Serve como complemento
Fita de arame • Fita de papel com fio de arame flexível • Utilizado para armar traseiro, tiras de sandálias muito finas
Fitas dupla face • Fabricado em rolos • Contém adesivos em ambos os lados • Utilizado para preparação em materiais como nobuck e
camurça • Podem ser encontrados com suporte tecido que terá a
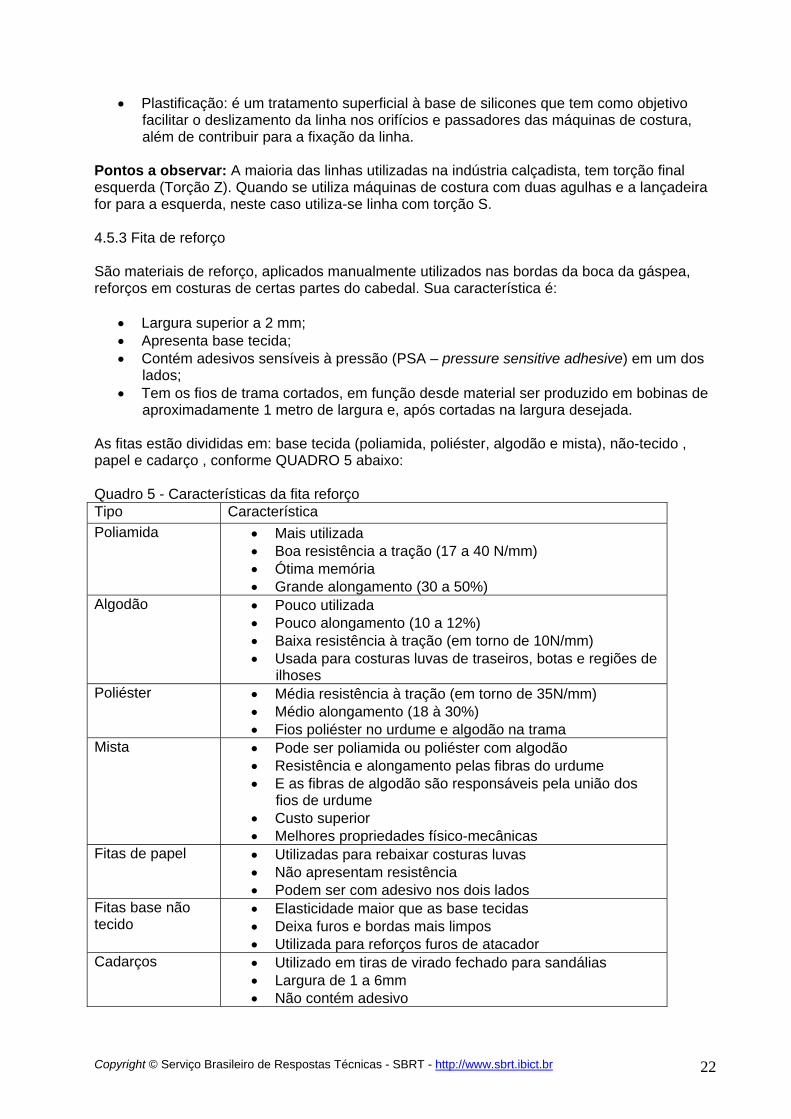
função de reforçar também. Fonte: Centro Tecnológico do Calçado, 2007. Um exemplo prático da necessidade do uso de fita de reforço no calçado está FIG. 24. Note que houve o rompimento do couro na borda da costura, obviamente que, o rompimento ocorreu por uma seqüência de falhas, desde o chanfro fino demais, costura muito próxima da borda e falta da uma fita de reforço de poliamida base tecido com largura de 25 mm para evitar o estiramento demasiado do couro no momento da montagem à máquina.
Figura 24-Rompimento da borda do couro.
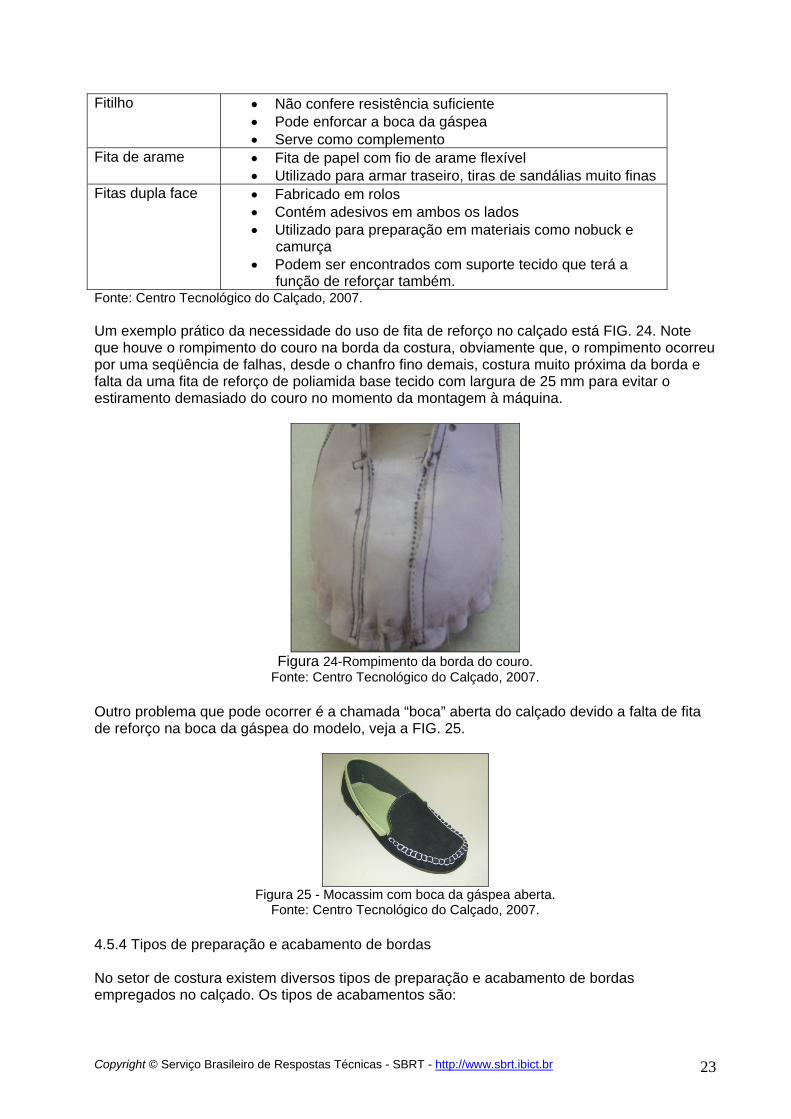
Fonte: Centro Tecnológico do Calçado, 2007. Outro problema que pode ocorrer é a chamada “boca” aberta do calçado devido a falta de fita de reforço na boca da gáspea do modelo, veja a FIG. 25.
Figura 25 - Mocassim com boca da gáspea aberta.
Fonte: Centro Tecnológico do Calçado, 2007. 4.5.4 Tipos de preparação e acabamento de bordas No setor de costura existem diversos tipos de preparação e acabamento de bordas empregados no calçado. Os tipos de acabamentos são:
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 24
• Virado:consiste em dobrar parte do material, podendo ser em 4mm ou superior, pode ser feito a mão ou à máquina, FIG. 26.
Figura 26 - Virado côncavo e convexo.
Fonte: Centro Tecnológico do Calçado, 2007.
• Virado luva: consiste em costurar um material de corte e um de forro na borda, após aplicar adesivo, virá-lo como se fosse um virado normal, pode ser feito a mão ou a máquina, FIG. 27.
Figura 27 - Virado Luva.
Fonte: Centro Tecnológico do Calçado, 2007.
• Virado com luva escondida: consiste em costurar 2 materiais de cabedal um chanfrado para virado, outro para sobreposto, costurar nos pontos do sobreposto, após virar como se fosse virado normal, FIG. 28.
Figura 28 - Virado luva escondido.
Fonte: Centro Tecnológico do Calçado, 2007.
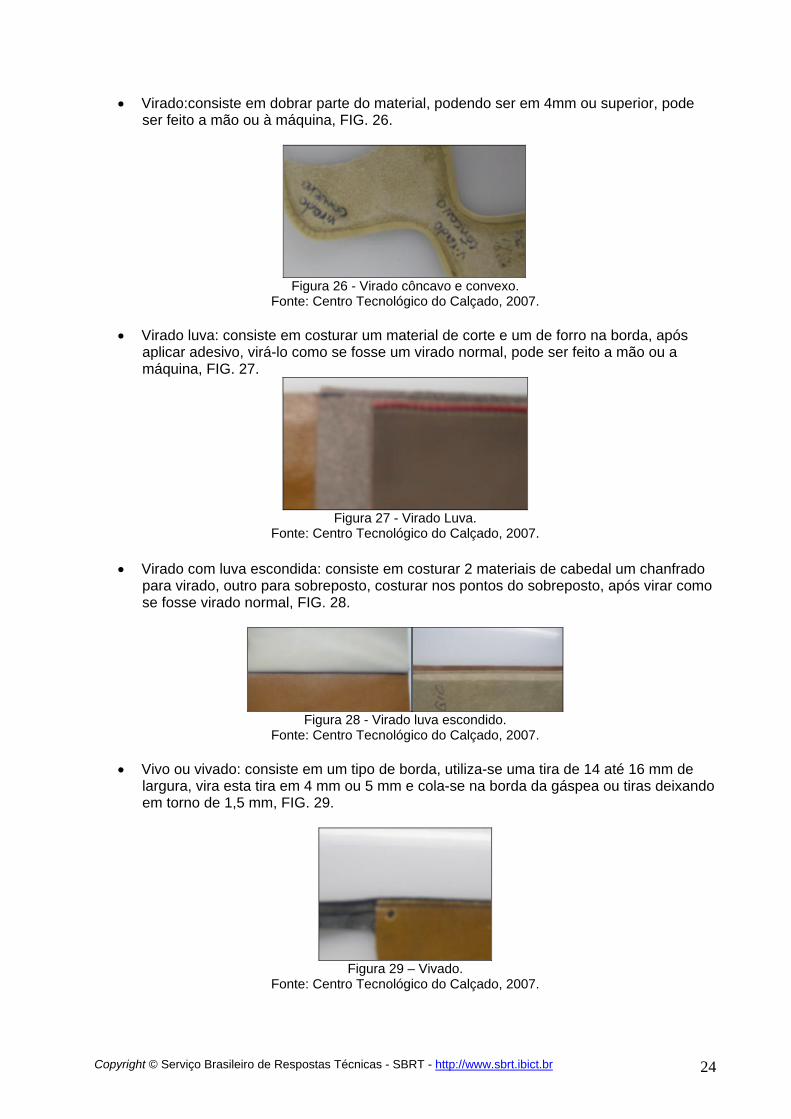
• Vivo ou vivado: consiste em um tipo de borda, utiliza-se uma tira de 14 até 16 mm de largura, vira esta tira em 4 mm ou 5 mm e cola-se na borda da gáspea ou tiras deixando em torno de 1,5 mm, FIG. 29.
Figura 29 – Vivado.
Fonte: Centro Tecnológico do Calçado, 2007.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 25
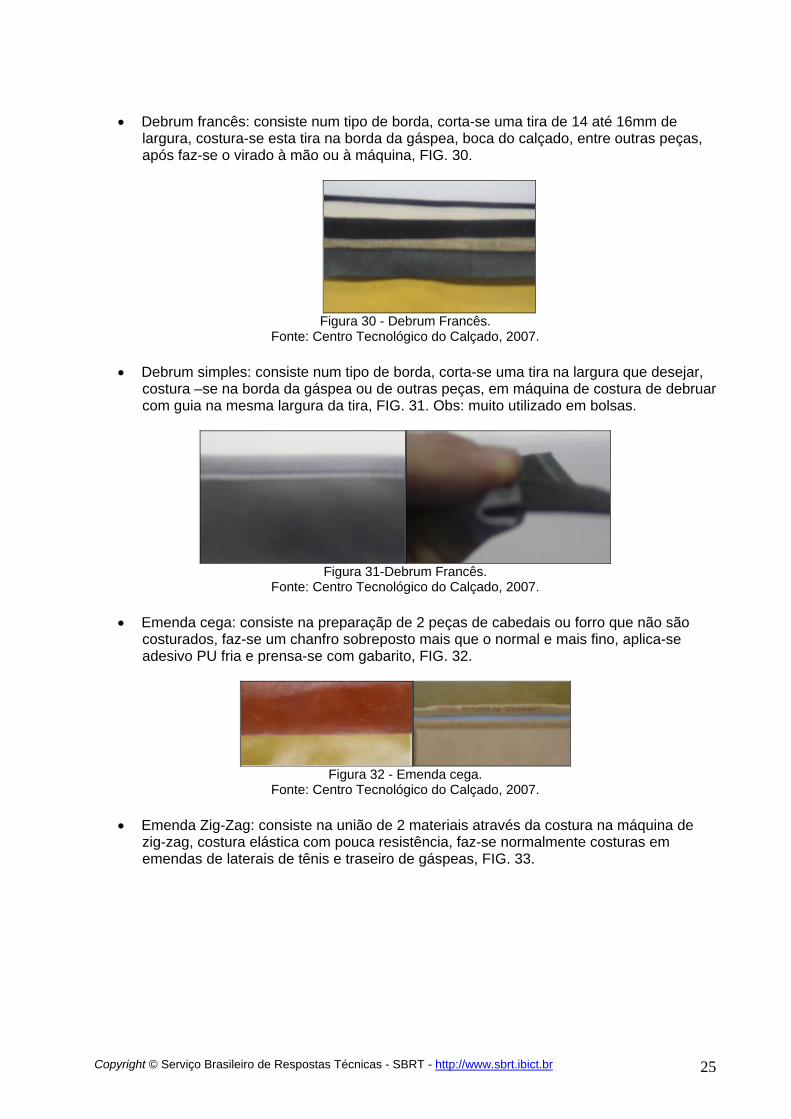
• Debrum francês: consiste num tipo de borda, corta-se uma tira de 14 até 16mm de
largura, costura-se esta tira na borda da gáspea, boca do calçado, entre outras peças, após faz-se o virado à mão ou à máquina, FIG. 30.
Figura 30 - Debrum Francês.
Fonte: Centro Tecnológico do Calçado, 2007.
• Debrum simples: consiste num tipo de borda, corta-se uma tira na largura que desejar, costura –se na borda da gáspea ou de outras peças, em máquina de costura de debruar com guia na mesma largura da tira, FIG. 31. Obs: muito utilizado em bolsas.
Figura 31-Debrum Francês.
Fonte: Centro Tecnológico do Calçado, 2007.
• Emenda cega: consiste na preparaçãp de 2 peças de cabedais ou forro que não são costurados, faz-se um chanfro sobreposto mais que o normal e mais fino, aplica-se adesivo PU fria e prensa-se com gabarito, FIG. 32.
Figura 32 - Emenda cega.
Fonte: Centro Tecnológico do Calçado, 2007.
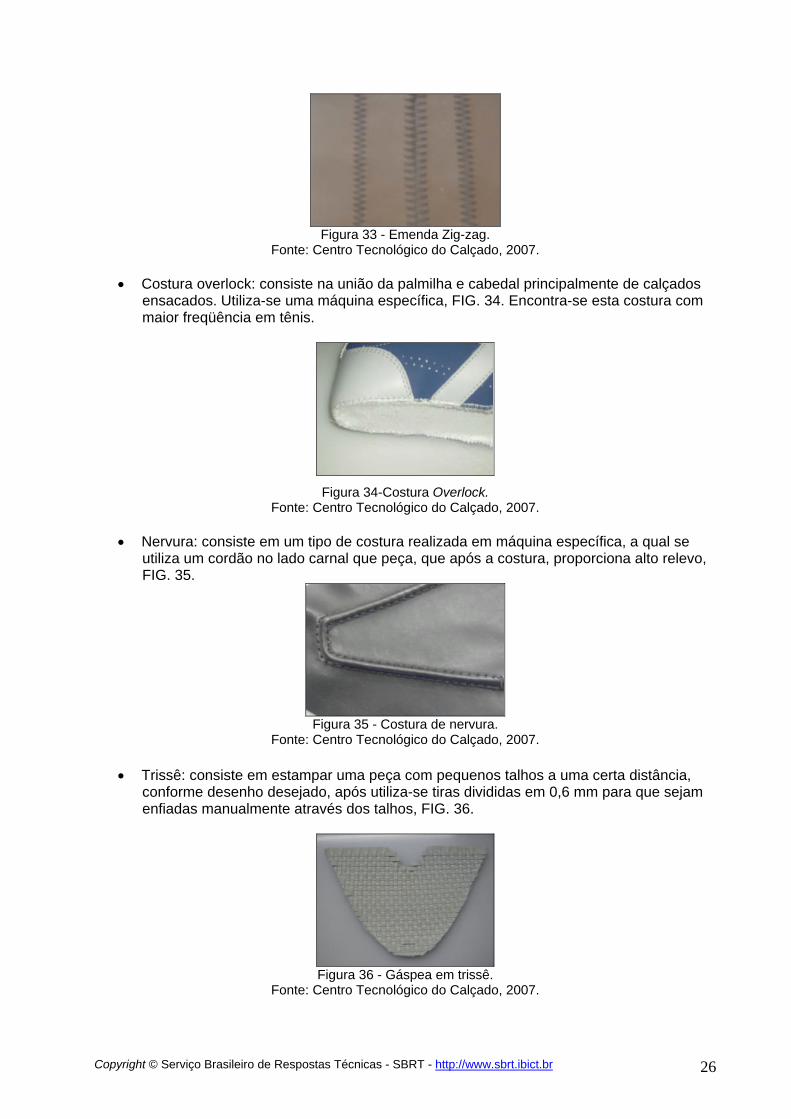
• Emenda Zig-Zag: consiste na união de 2 materiais através da costura na máquina de zig-zag, costura elástica com pouca resistência, faz-se normalmente costuras em emendas de laterais de tênis e traseiro de gáspeas, FIG. 33.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 26
Figura 33 - Emenda Zig-zag.
Fonte: Centro Tecnológico do Calçado, 2007.
• Costura overlock: consiste na união da palmilha e cabedal principalmente de calçados ensacados. Utiliza-se uma máquina específica, FIG. 34. Encontra-se esta costura com maior freqüência em tênis.
Figura 34-Costura Overlock.
Fonte: Centro Tecnológico do Calçado, 2007.
• Nervura: consiste em um tipo de costura realizada em máquina específica, a qual se utiliza um cordão no lado carnal que peça, que após a costura, proporciona alto relevo, FIG. 35.
Figura 35 - Costura de nervura.
Fonte: Centro Tecnológico do Calçado, 2007.
• Trissê: consiste em estampar uma peça com pequenos talhos a uma certa distância, conforme desenho desejado, após utiliza-se tiras divididas em 0,6 mm para que sejam enfiadas manualmente através dos talhos, FIG. 36.
Figura 36 - Gáspea em trissê.
Fonte: Centro Tecnológico do Calçado, 2007.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 27
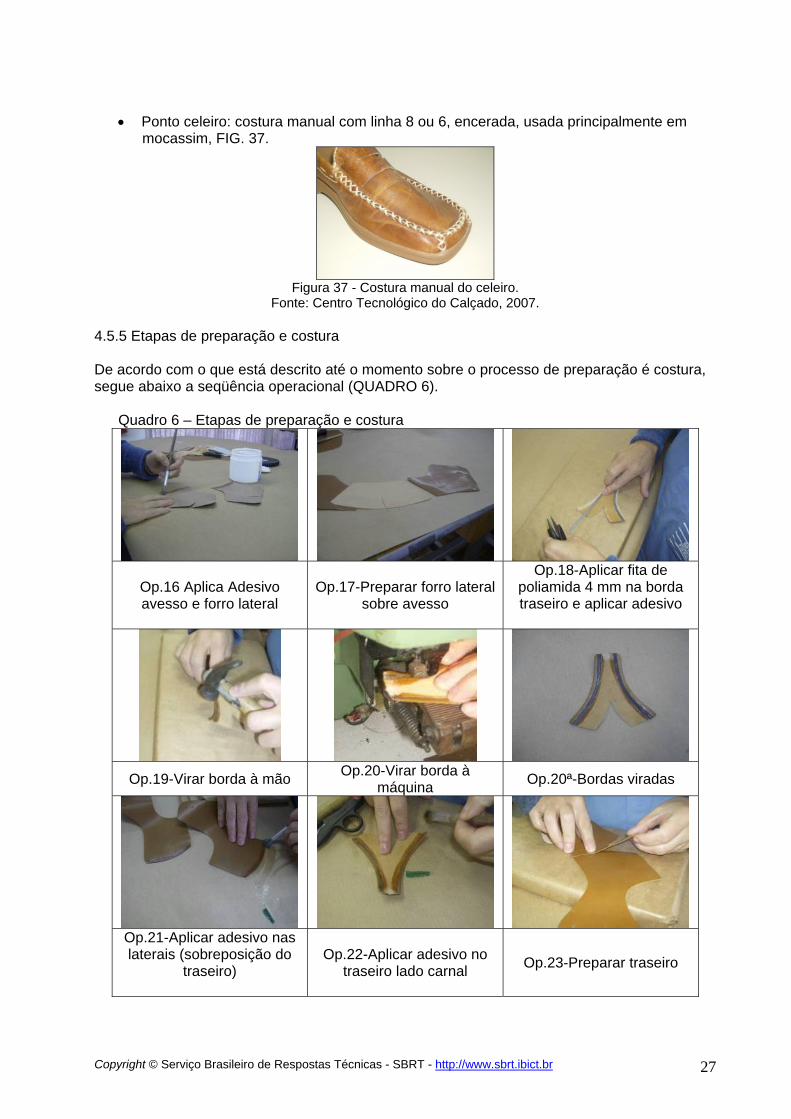
• Ponto celeiro: costura manual com linha 8 ou 6, encerada, usada principalmente em
mocassim, FIG. 37.
Figura 37 - Costura manual do celeiro.
Fonte: Centro Tecnológico do Calçado, 2007. 4.5.5 Etapas de preparação e costura De acordo com o que está descrito até o momento sobre o processo de preparação é costura, segue abaixo a seqüência operacional (QUADRO 6).
Quadro 6 – Etapas de preparação e costura
Op.16 Aplica Adesivo avesso e forro lateral
Op.17-Preparar forro lateral sobre avesso
Op.18-Aplicar fita de poliamida 4 mm na borda traseiro e aplicar adesivo
Op.19-Virar borda à mão Op.20-Virar borda à
máquina Op.20ª-Bordas viradas
Op.21-Aplicar adesivo nas laterais (sobreposição do
traseiro)
Op.22-Aplicar adesivo no traseiro lado carnal Op.23-Preparar traseiro
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 28
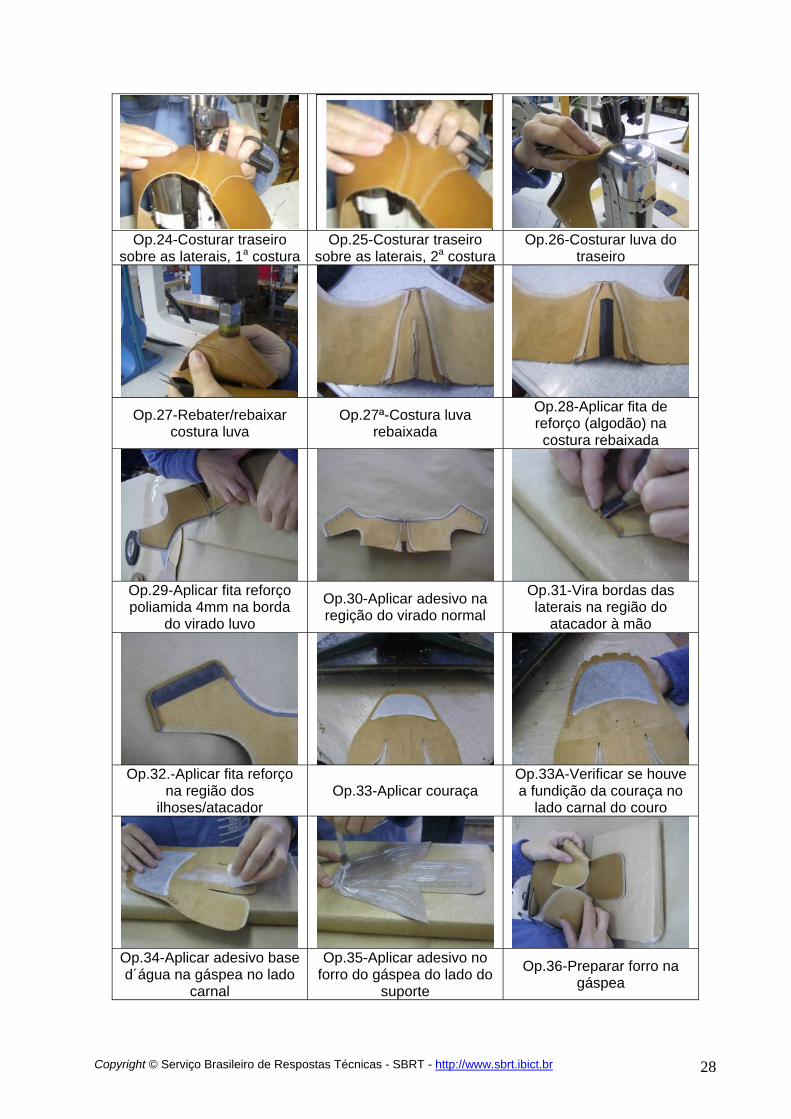
Op.24-Costurar traseiro
sobre as laterais, 1a costura Op.25-Costurar traseiro
sobre as laterais, 2a costuraOp.26-Costurar luva do
traseiro
Op.27-Rebater/rebaixar
costura luva Op.27ª-Costura luva
rebaixada
Op.28-Aplicar fita de reforço (algodão) na costura rebaixada
Op.29-Aplicar fita reforço poliamida 4mm na borda
do virado luvo
Op.30-Aplicar adesivo na regição do virado normal
Op.31-Vira bordas das laterais na região do
atacador à mão
Op.32.-Aplicar fita reforço
na região dos ilhoses/atacador
Op.33-Aplicar couraça Op.33A-Verificar se houve a fundição da couraça no
lado carnal do couro
Op.34-Aplicar adesivo base d´água na gáspea no lado
carnal
Op.35-Aplicar adesivo no forro do gáspea do lado do
suporte
Op.36-Preparar forro na gáspea
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 29
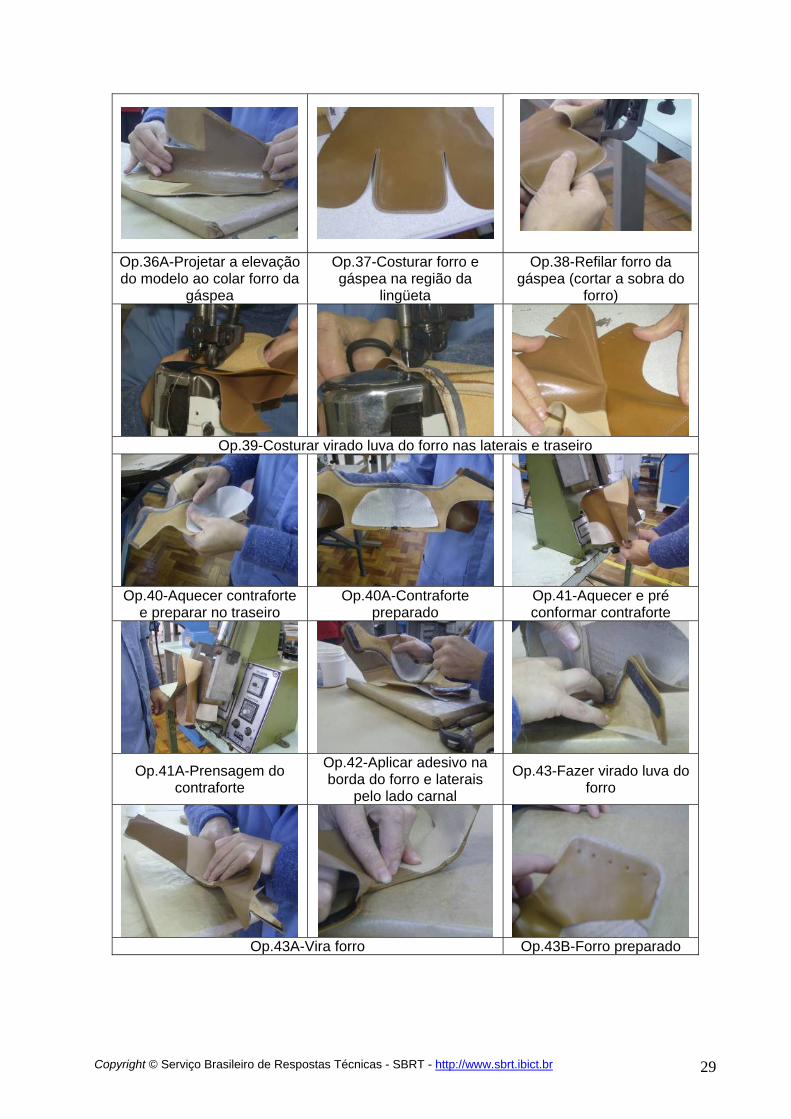
Op.36A-Projetar a elevação do modelo ao colar forro da
gáspea
Op.37-Costurar forro e gáspea na região da
lingüeta
Op.38-Refilar forro da gáspea (cortar a sobra do
forro)
Op.39-Costurar virado luva do forro nas laterais e traseiro
Op.40-Aquecer contraforte
e preparar no traseiro Op.40A-Contraforte
preparado Op.41-Aquecer e pré conformar contraforte
Op.41A-Prensagem do
contraforte
Op.42-Aplicar adesivo na borda do forro e laterais
pelo lado carnal
Op.43-Fazer virado luva do forro
Op.43A-Vira forro Op.43B-Forro preparado
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 30
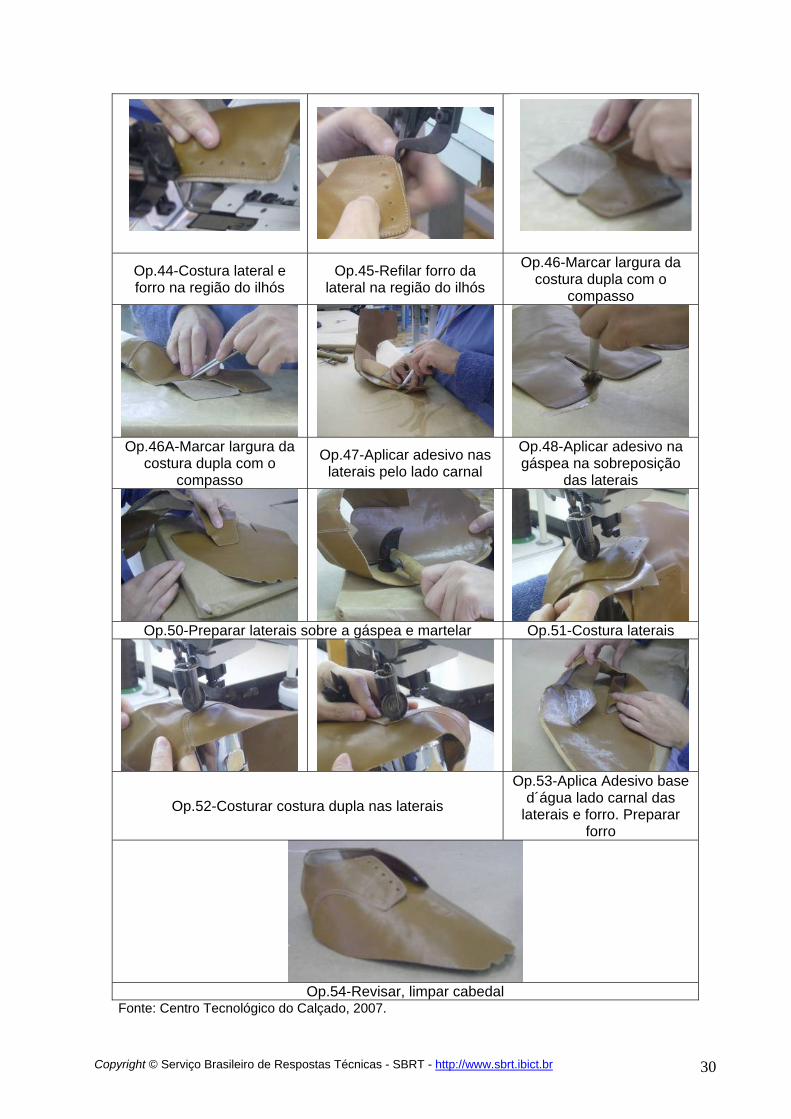
Op.44-Costura lateral e forro na região do ilhós
Op.45-Refilar forro da lateral na região do ilhós
Op.46-Marcar largura da costura dupla com o
compasso
Op.46A-Marcar largura da
costura dupla com o compasso
Op.47-Aplicar adesivo nas laterais pelo lado carnal
Op.48-Aplicar adesivo na gáspea na sobreposição
das laterais
Op.50-Preparar laterais sobre a gáspea e martelar Op.51-Costura laterais
Op.52-Costurar costura dupla nas laterais
Op.53-Aplica Adesivo base d´água lado carnal das
laterais e forro. Preparar forro
Op.54-Revisar, limpar cabedal
Fonte: Centro Tecnológico do Calçado, 2007.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 31
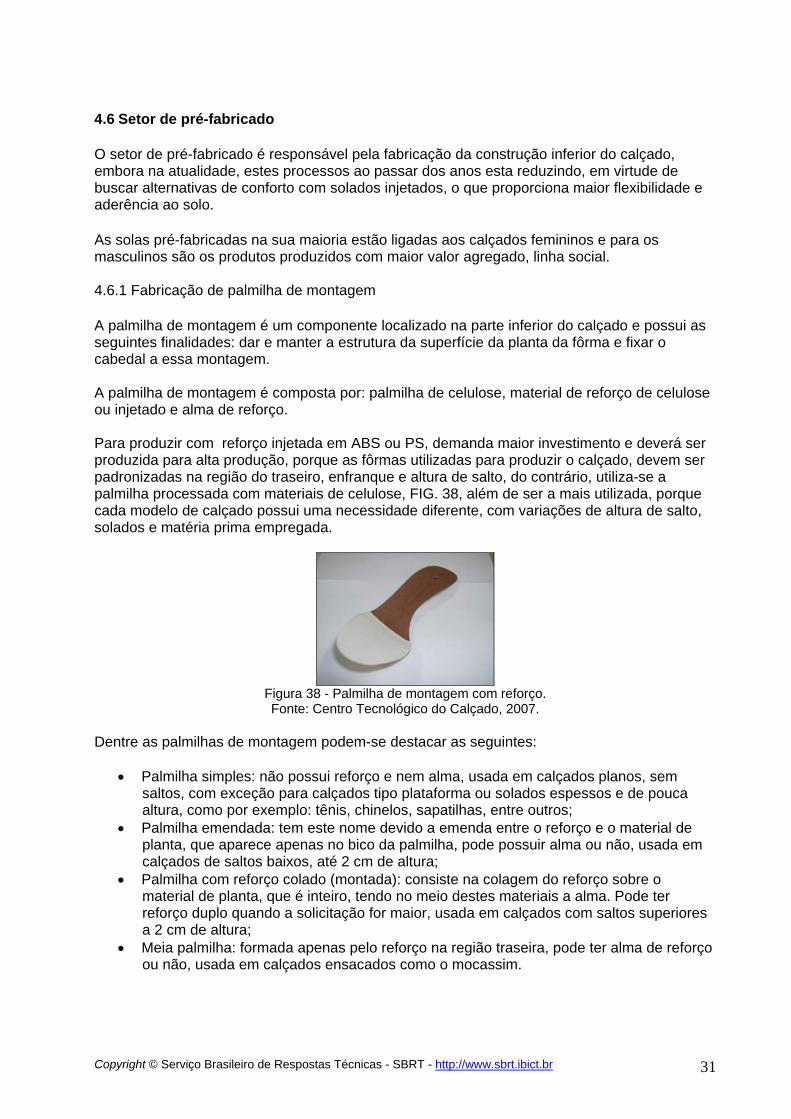
4.6 Setor de pré-fabricado O setor de pré-fabricado é responsável pela fabricação da construção inferior do calçado, embora na atualidade, estes processos ao passar dos anos esta reduzindo, em virtude de buscar alternativas de conforto com solados injetados, o que proporciona maior flexibilidade e aderência ao solo. As solas pré-fabricadas na sua maioria estão ligadas aos calçados femininos e para os masculinos são os produtos produzidos com maior valor agregado, linha social. 4.6.1 Fabricação de palmilha de montagem A palmilha de montagem é um componente localizado na parte inferior do calçado e possui as seguintes finalidades: dar e manter a estrutura da superfície da planta da fôrma e fixar o cabedal a essa montagem. A palmilha de montagem é composta por: palmilha de celulose, material de reforço de celulose ou injetado e alma de reforço. Para produzir com reforço injetada em ABS ou PS, demanda maior investimento e deverá ser produzida para alta produção, porque as fôrmas utilizadas para produzir o calçado, devem ser padronizadas na região do traseiro, enfranque e altura de salto, do contrário, utiliza-se a palmilha processada com materiais de celulose, FIG. 38, além de ser a mais utilizada, porque cada modelo de calçado possui uma necessidade diferente, com variações de altura de salto, solados e matéria prima empregada.
Figura 38 - Palmilha de montagem com reforço. Fonte: Centro Tecnológico do Calçado, 2007.
Dentre as palmilhas de montagem podem-se destacar as seguintes:
• Palmilha simples: não possui reforço e nem alma, usada em calçados planos, sem saltos, com exceção para calçados tipo plataforma ou solados espessos e de pouca altura, como por exemplo: tênis, chinelos, sapatilhas, entre outros;
• Palmilha emendada: tem este nome devido a emenda entre o reforço e o material de planta, que aparece apenas no bico da palmilha, pode possuir alma ou não, usada em calçados de saltos baixos, até 2 cm de altura;
• Palmilha com reforço colado (montada): consiste na colagem do reforço sobre o material de planta, que é inteiro, tendo no meio destes materiais a alma. Pode ter reforço duplo quando a solicitação for maior, usada em calçados com saltos superiores a 2 cm de altura;
• Meia palmilha: formada apenas pelo reforço na região traseira, pode ter alma de reforço ou não, usada em calçados ensacados como o mocassim.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 32
Atualmente as palmilhas de montagem são produzidas em empresas especializadas, porque o custo é muito alto para a própria indústria/fábrica produzir internamente. Assim, ao receber uma remessa de palmilhas produzidas por estas empresas observe:
• Conformação da palmilha: a palmilha deverá ser conformada (prensada), de maneira que obtenha uma cópia fiel da elevação da fôrma;
• Desquinado: é um caimento feito na região do reforço da palmilha, com a finalidade de acompanhar o caimento da fôrma em direção ao salto. Este caimento pode ter variação de inclinação, com 1,5mm a 2,5mm ou até mais, em função da altura do salto;
• Espessura reforço e dureza: importante observar se os materiais de reforços estão corretos quanto a sua espessura e dureza, porque se o reforço tiver pouca densidade, poderá acarretar problemas futuros durante o uso.
4.6.2 Processo de fabricação do solado Assim como a fabricação de palmilhas de montagem, o processo de produção de solas pré-fabricas, tornou-se terceirizado com objetivo de reduzir custos para indústria calçadista. Durante o processo de fabricação do solado é preciso observar:
• Processo de colagem: antes de dizer qual adesivo correto para ser utilizado, faz se necessário identificar o material e, após definir se a preparação da superfície da sola e da vira será química (aplicação de solventes e halogenantes) ou mecânica (lixar a superfície da sola), com objetivo de remover a camada oxidada do material e sujeiras. Um teste prático para se ter certeza que o halogenante está bom, é molhar uma esponja de PU, se esta ficar com coloração amarela, significa o produto permanece com sua formulação, do contrário prejudicará a colagem;
• Emenda da vira: por questões de estética a emenda da vira estará localizada no lado interno do calçado e na metade do comprimento do salto, eliminando a possibilidade de ocorrer uma descolagem por flexão no uso;
• Prensagem sola e vira: nesta etapa é preciso observar o material que esta sendo utilizado, porque existem diferença entre solas de couro sola, borracha, EVA(Etil Vinil Acetato), além é claro do equipamento que esta sendo utilizado;
• Fixar sola no salto: nesta operação temos duas situações distintas, a primeira é fixar a sola em salto alto para calçado feminino e a segunda fixa a sola sobre um salto para calçado masculino. Para executar a operação do primeiro é preciso adaptar uma prensa, FIG. 39, já para a segunda, uma prensa plana com uso de um encaixe feito em EVA obtém excelente resultado de prensagem.
Figura 39 - Prensar boca salto.
Fonte: Centro Tecnológico do Calçado, 2007. Armazenagem da sola pronta: após a conclusão da sola, mesma poderá ser preparada para posterior colagem no setor de montagem, preparando a superfície da sola com solventes, halogenante e aplicação de adesivo base. Após essa preparação a sola deverá ficar armazenada até ser colada no calçado em caixas protegidas da luz e da poeira, do contrário, poderá acarretar em problemas de colagem.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 33
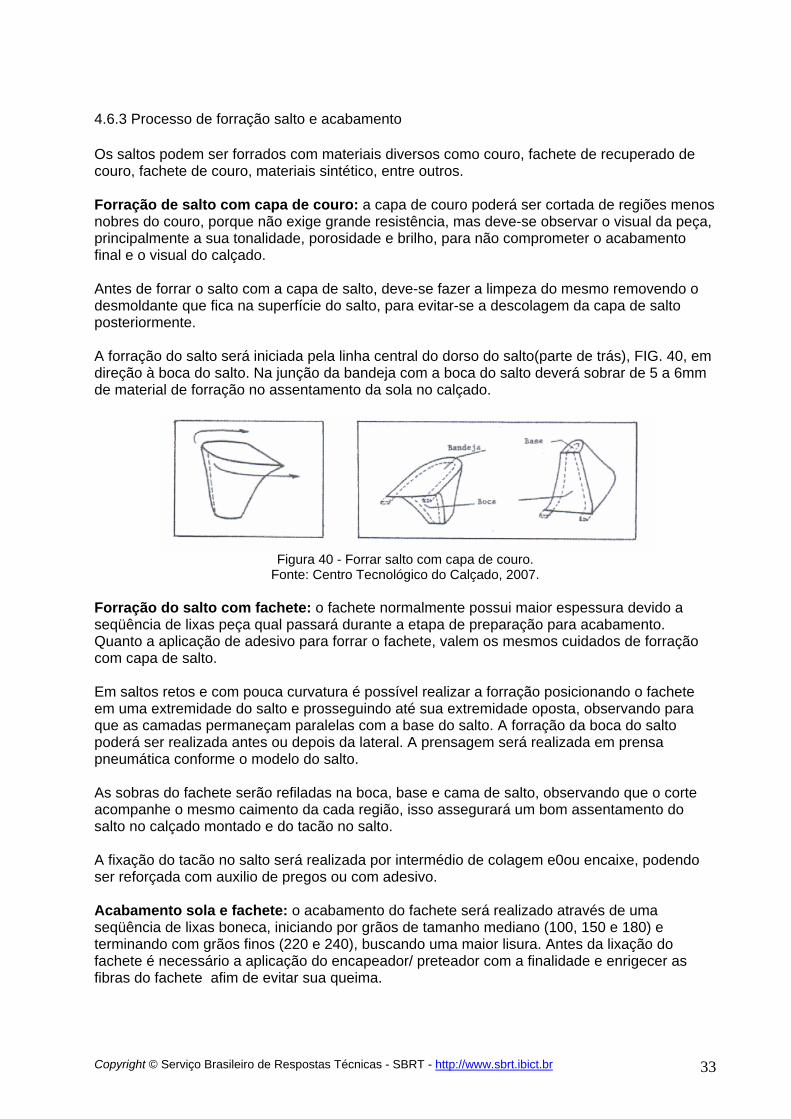
4.6.3 Processo de forração salto e acabamento Os saltos podem ser forrados com materiais diversos como couro, fachete de recuperado de couro, fachete de couro, materiais sintético, entre outros. Forração de salto com capa de couro: a capa de couro poderá ser cortada de regiões menos nobres do couro, porque não exige grande resistência, mas deve-se observar o visual da peça, principalmente a sua tonalidade, porosidade e brilho, para não comprometer o acabamento final e o visual do calçado. Antes de forrar o salto com a capa de salto, deve-se fazer a limpeza do mesmo removendo o desmoldante que fica na superfície do salto, para evitar-se a descolagem da capa de salto posteriormente. A forração do salto será iniciada pela linha central do dorso do salto(parte de trás), FIG. 40, em direção à boca do salto. Na junção da bandeja com a boca do salto deverá sobrar de 5 a 6mm de material de forração no assentamento da sola no calçado.
Figura 40 - Forrar salto com capa de couro.
Fonte: Centro Tecnológico do Calçado, 2007. Forração do salto com fachete: o fachete normalmente possui maior espessura devido a seqüência de lixas peça qual passará durante a etapa de preparação para acabamento. Quanto a aplicação de adesivo para forrar o fachete, valem os mesmos cuidados de forração com capa de salto. Em saltos retos e com pouca curvatura é possível realizar a forração posicionando o fachete em uma extremidade do salto e prosseguindo até sua extremidade oposta, observando para que as camadas permaneçam paralelas com a base do salto. A forração da boca do salto poderá ser realizada antes ou depois da lateral. A prensagem será realizada em prensa pneumática conforme o modelo do salto. As sobras do fachete serão refiladas na boca, base e cama de salto, observando que o corte acompanhe o mesmo caimento da cada região, isso assegurará um bom assentamento do salto no calçado montado e do tacão no salto. A fixação do tacão no salto será realizada por intermédio de colagem e0ou encaixe, podendo ser reforçada com auxilio de pregos ou com adesivo. Acabamento sola e fachete: o acabamento do fachete será realizado através de uma seqüência de lixas boneca, iniciando por grãos de tamanho mediano (100, 150 e 180) e terminando com grãos finos (220 e 240), buscando uma maior lisura. Antes da lixação do fachete é necessário a aplicação do encapeador/ preteador com a finalidade e enrigecer as fibras do fachete afim de evitar sua queima.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 34
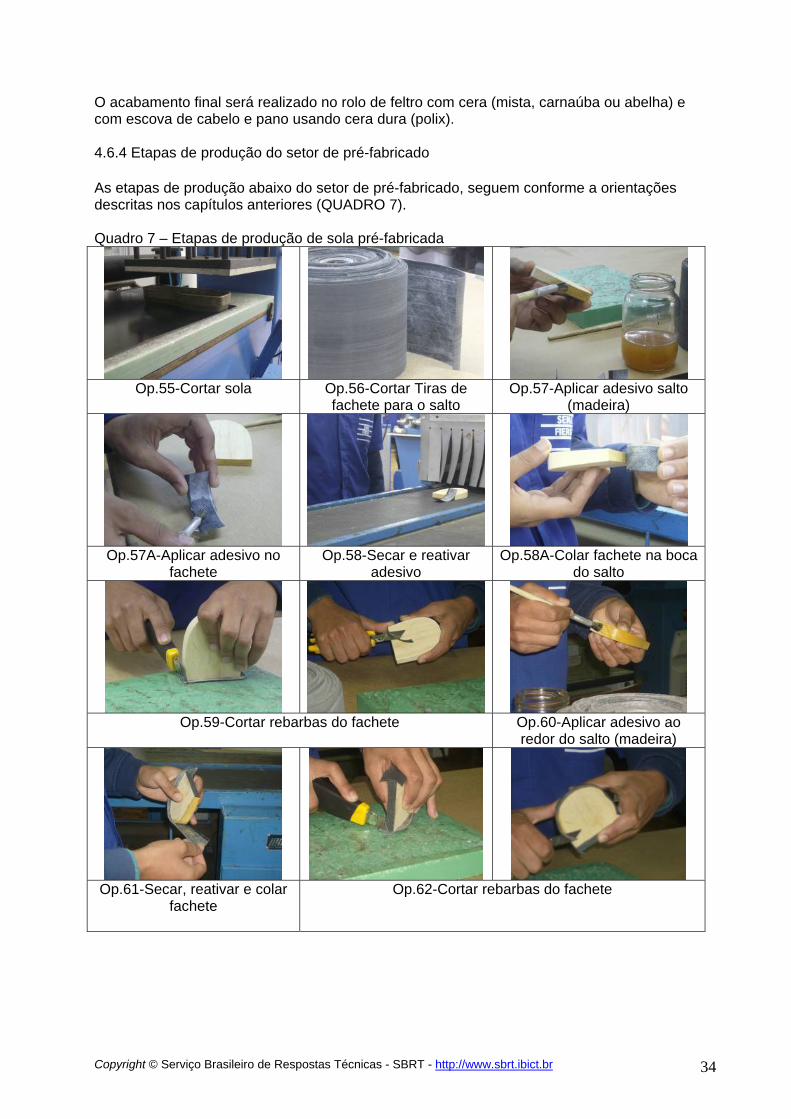
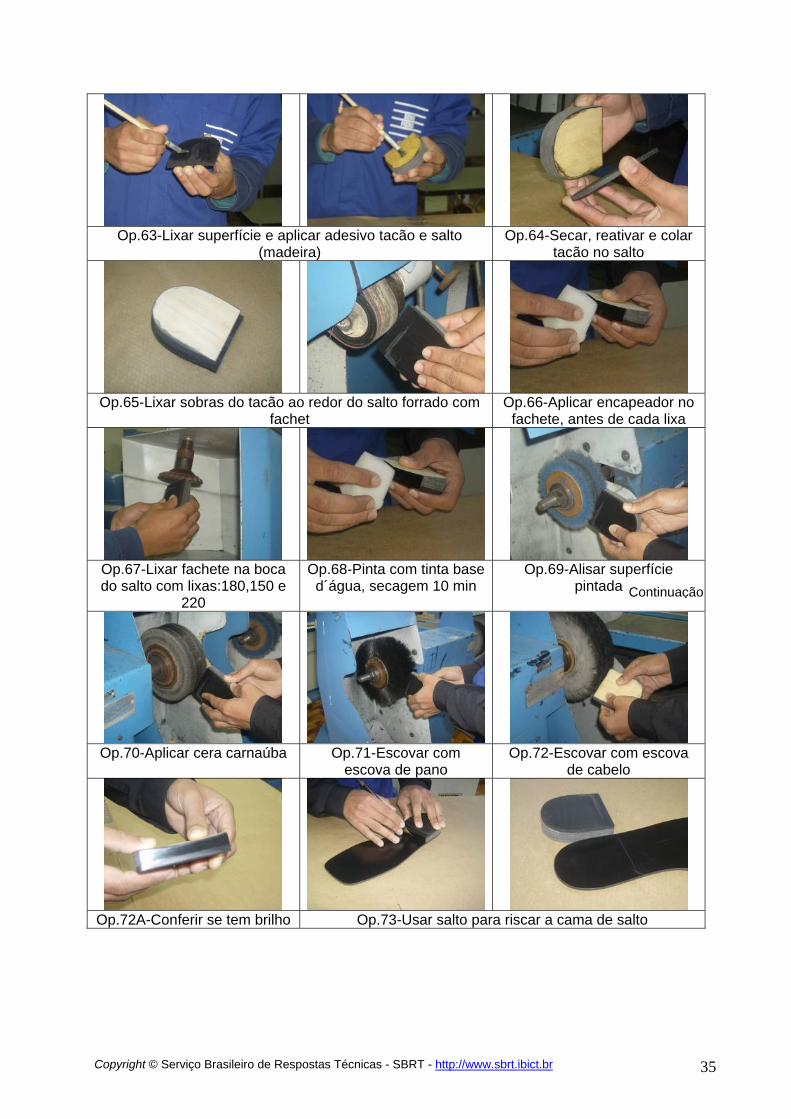
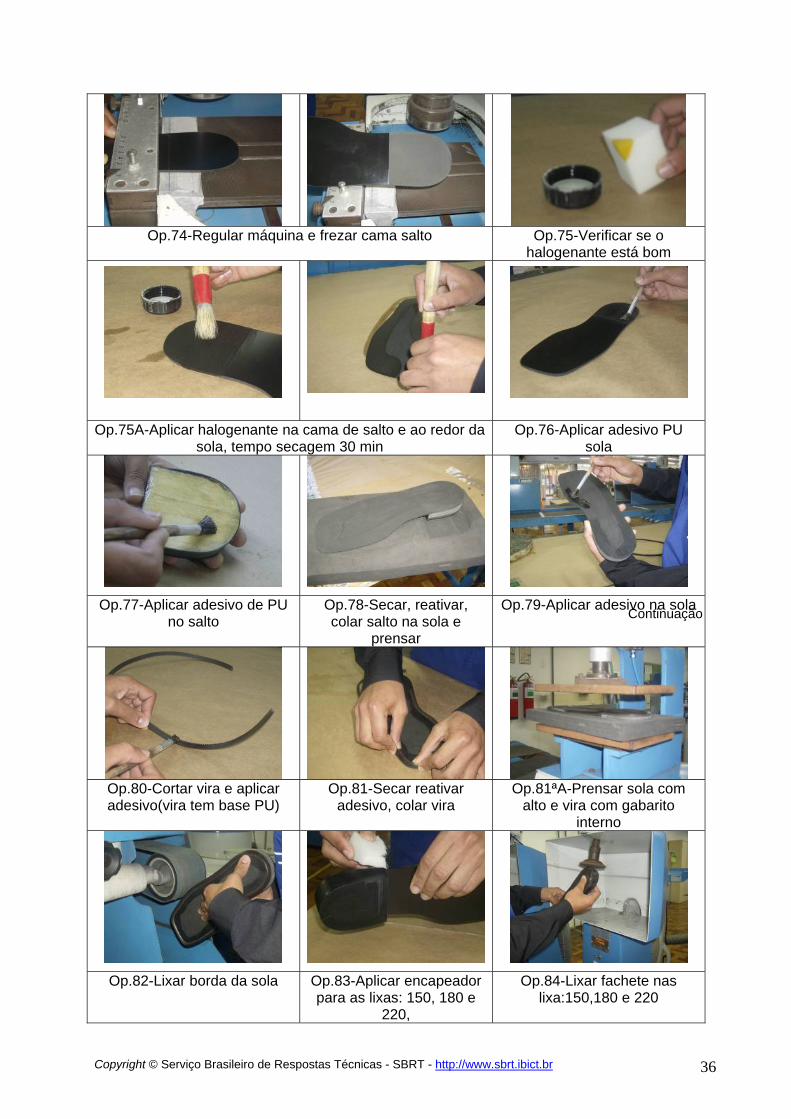
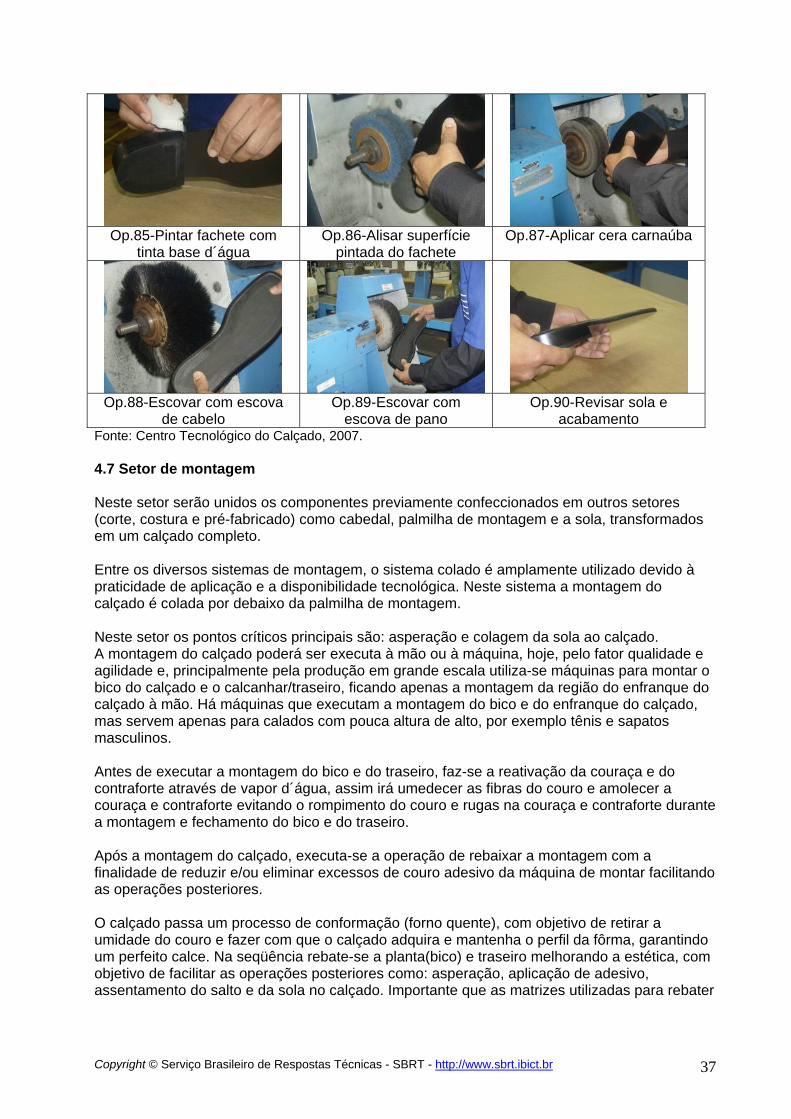
O acabamento final será realizado no rolo de feltro com cera (mista, carnaúba ou abelha) e com escova de cabelo e pano usando cera dura (polix). 4.6.4 Etapas de produção do setor de pré-fabricado As etapas de produção abaixo do setor de pré-fabricado, seguem conforme a orientações descritas nos capítulos anteriores (QUADRO 7). Quadro 7 – Etapas de produção de sola pré-fabricada
Op.55-Cortar sola Op.56-Cortar Tiras de
fachete para o salto Op.57-Aplicar adesivo salto
(madeira)
Op.57A-Aplicar adesivo no
fachete Op.58-Secar e reativar
adesivo Op.58A-Colar fachete na boca
do salto
Op.59-Cortar rebarbas do fachete Op.60-Aplicar adesivo ao
redor do salto (madeira)
Op.61-Secar, reativar e colar
fachete
Op.62-Cortar rebarbas do fachete
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 35
Op.63-Lixar superfície e aplicar adesivo tacão e salto
(madeira) Op.64-Secar, reativar e colar
tacão no salto
Op.65-Lixar sobras do tacão ao redor do salto forrado com
fachet Op.66-Aplicar encapeador no
fachete, antes de cada lixa
Op.67-Lixar fachete na boca do salto com lixas:180,150 e
220
Op.68-Pinta com tinta base d´água, secagem 10 min
Op.69-Alisar superfície pintada
Op.70-Aplicar cera carnaúba Op.71-Escovar com
escova de pano Op.72-Escovar com escova
de cabelo
Op.72A-Conferir se tem brilho Op.73-Usar salto para riscar a cama de salto
Continuação
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 36
Op.74-Regular máquina e frezar cama salto Op.75-Verificar se o
halogenante está bom
Op.75A-Aplicar halogenante na cama de salto e ao redor da
sola, tempo secagem 30 min Op.76-Aplicar adesivo PU
sola
Op.77-Aplicar adesivo de PU
no salto Op.78-Secar, reativar, colar salto na sola e
prensar
Op.79-Aplicar adesivo na sola
Op.80-Cortar vira e aplicar adesivo(vira tem base PU)
Op.81-Secar reativar adesivo, colar vira
Op.81ªA-Prensar sola com alto e vira com gabarito
interno
Op.82-Lixar borda da sola Op.83-Aplicar encapeador
para as lixas: 150, 180 e 220,
Op.84-Lixar fachete nas lixa:150,180 e 220
Continuação
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 37
Op.85-Pintar fachete com
tinta base d´água Op.86-Alisar superfície
pintada do fachete Op.87-Aplicar cera carnaúba
Op.88-Escovar com escova
de cabelo Op.89-Escovar com
escova de pano Op.90-Revisar sola e
acabamento Fonte: Centro Tecnológico do Calçado, 2007. 4.7 Setor de montagem Neste setor serão unidos os componentes previamente confeccionados em outros setores (corte, costura e pré-fabricado) como cabedal, palmilha de montagem e a sola, transformados em um calçado completo. Entre os diversos sistemas de montagem, o sistema colado é amplamente utilizado devido à praticidade de aplicação e a disponibilidade tecnológica. Neste sistema a montagem do calçado é colada por debaixo da palmilha de montagem. Neste setor os pontos críticos principais são: asperação e colagem da sola ao calçado. A montagem do calçado poderá ser executa à mão ou à máquina, hoje, pelo fator qualidade e agilidade e, principalmente pela produção em grande escala utiliza-se máquinas para montar o bico do calçado e o calcanhar/traseiro, ficando apenas a montagem da região do enfranque do calçado à mão. Há máquinas que executam a montagem do bico e do enfranque do calçado, mas servem apenas para calados com pouca altura de alto, por exemplo tênis e sapatos masculinos. Antes de executar a montagem do bico e do traseiro, faz-se a reativação da couraça e do contraforte através de vapor d´água, assim irá umedecer as fibras do couro e amolecer a couraça e contraforte evitando o rompimento do couro e rugas na couraça e contraforte durante a montagem e fechamento do bico e do traseiro. Após a montagem do calçado, executa-se a operação de rebaixar a montagem com a finalidade de reduzir e/ou eliminar excessos de couro adesivo da máquina de montar facilitando as operações posteriores. O calçado passa um processo de conformação (forno quente), com objetivo de retirar a umidade do couro e fazer com que o calçado adquira e mantenha o perfil da fôrma, garantindo um perfeito calce. Na seqüência rebate-se a planta(bico) e traseiro melhorando a estética, com objetivo de facilitar as operações posteriores como: asperação, aplicação de adesivo, assentamento do salto e da sola no calçado. Importante que as matrizes utilizadas para rebater
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 38
sejam exatas para o modelo, bem como a regulagem de pressão e calor conforme os materiais usados na fabricação do calçado. 4.7.1 Colagem sola O processo de colagem da sola necessita de cuidados nas várias etapas conforme os materiais empregados e disponibilidade dos equipamentos. Deve-se observar com cuidado as etapas seguintes:
1. Riscar e asperar calçado: em calçados de salto alto, a região do enfranque fica com a quina um pouco saliente, e com auxilio de uma caneta e gabaritos ou a própria sola, podemos delinear esta área, facilitando a operação de asperação. Em casos como tênis, calçados masculinos, utiliza-se a própria sola para marcar a asperação. A finalidade da asperação é retirar o acabamento do material e aumentar a área de colagem. A asperação poderá ser feita com lixa grão 24, 36 ou escova de aço, mas deve-se ter cuidado retirar muito material para não comprometer a resistência do calçado;
2. Preparação de superfícies: deve-se realizar a asperação química (solvente) ou mecânica (lixa ou escova de aço) de maneira que limpe toda a superfície da sola e cabedal (sapato montado);
3. Secagem do adesivo: a evaporação dos solventes poderá se dar por meio natural ou estufas(calor e ventilação) ou à vácuo;
4. Reativação do adesivo: com aplicação de calor, devolve-se ao adesivo o “tack” necessário para uma ótima colagem;
5. Colagem da sola: inicia-se a colagem da sola pelo bico do calçado, após o traseiro e por último na região do enfranque, das bordas para o centro. Dessa forma, consegue-se acompanhar as quinas da palmilha com mair facilidade;
6. Prensagem da sola: dependendo do tipo de sola e do material usado, a prensa poderá ser pneumática ou hidráulica, observando que a pressão seja constante e uniforme por toda a extensão da sola;
7. Estabilizador gelado: para não comprometer a operação de desenformar o calçado da fôrma e não comprometer a adesão do solado no calçado, passa-se o calçado pelo estabilizado gelado, que irá cristalizar com maior rapidez;
8. Pregar o salto: em alguns modelos existe a necessidade de pregar o salto, principalmente os calçados femininos, afim de reforçar a sua adesão ao calçado, evitando a descolagem durante o uso.
4.7.2 Acabamento do calçado O acabamento do couro tem várias finalidades, dentre estas podemos citar algumas que devemos considerar de grande importância para qualidade final do calçado, e uma conseqüente melhora nos índices de preço e venda do produto final. Utiliza-se para dar acabamento no calçado cremes como antik, wax e polar, segue abaixo suas características:
• Creme antik: este creme tem alta penetração e produz baixo brilho, sua principal finalidade é matizar ou tingir uniformemente as peças de couro que compõem o calçado;
• Creme Wax: este creme tem menor penetração no couro e produz alto brilho por polimento na escova, primeiro de cabelo e depois de pano macio. A principal função do wax é de dar o brilho permanente e natural ao couro;
• Creme polar: é um produto de baixíssima penetração, rápida secagem e produz filmes de alto brilho por escovação ou auto-brilhante, dispensando escovas. A principal função é produzir brilho com rapidez.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 39
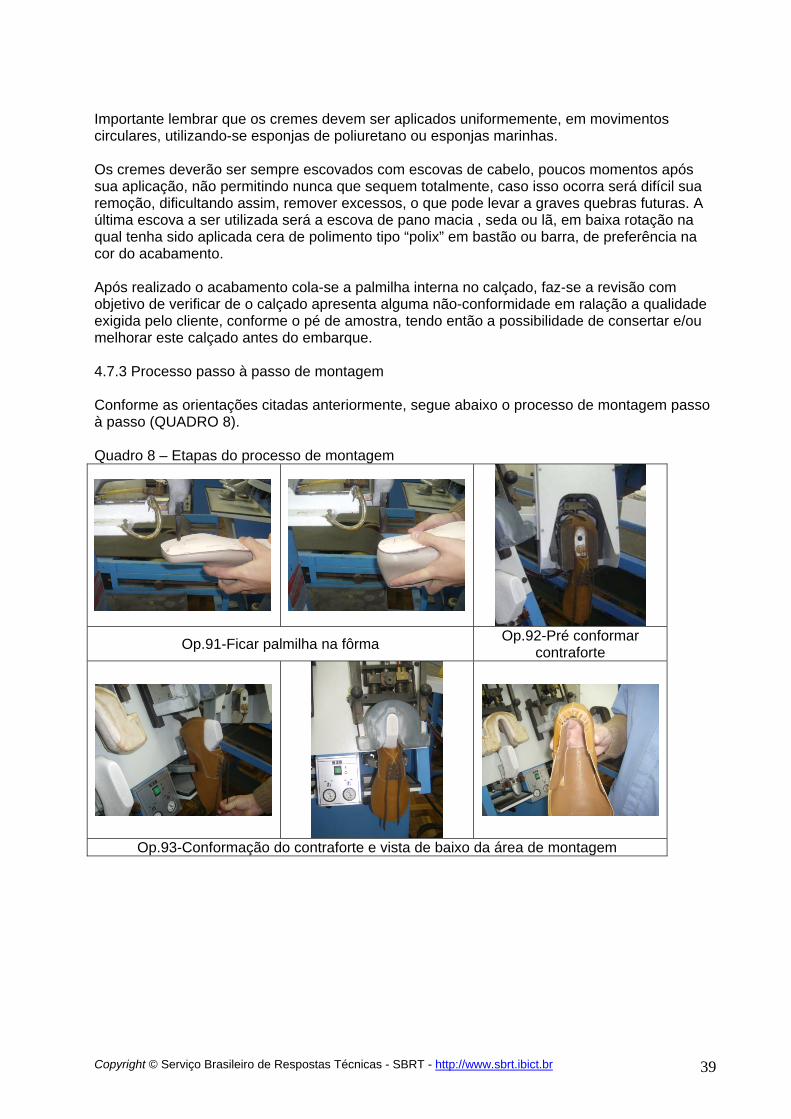
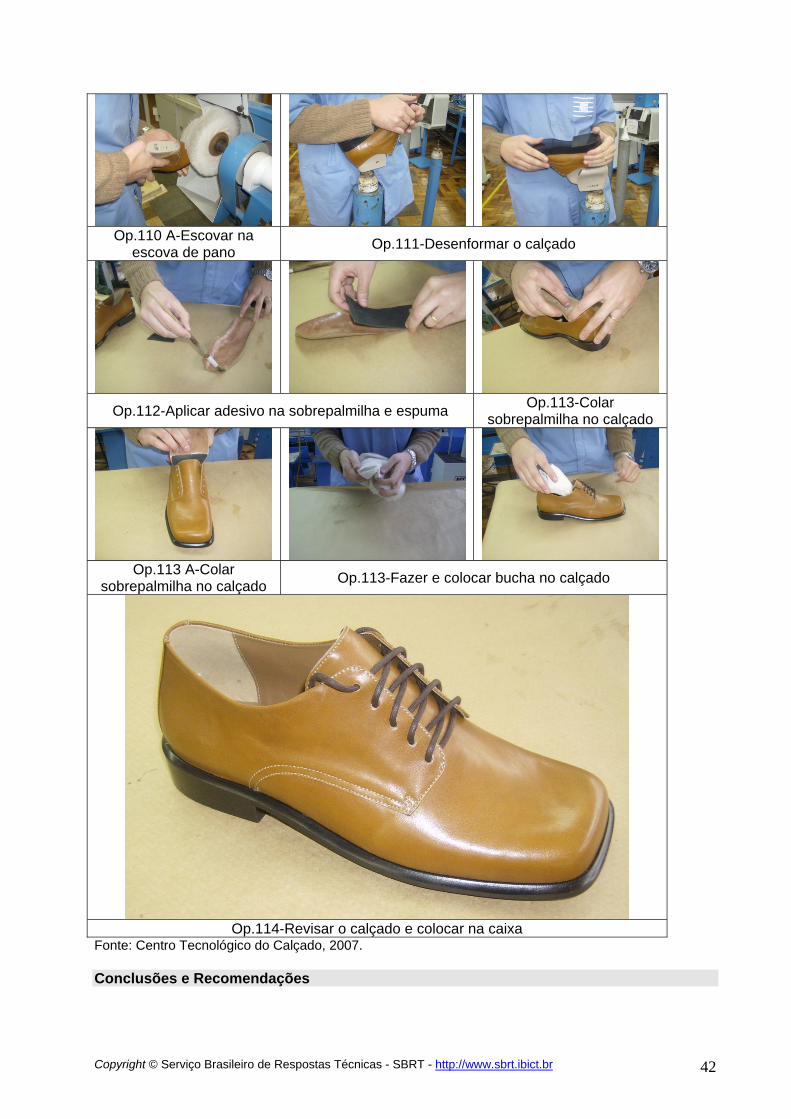
Importante lembrar que os cremes devem ser aplicados uniformemente, em movimentos circulares, utilizando-se esponjas de poliuretano ou esponjas marinhas. Os cremes deverão ser sempre escovados com escovas de cabelo, poucos momentos após sua aplicação, não permitindo nunca que sequem totalmente, caso isso ocorra será difícil sua remoção, dificultando assim, remover excessos, o que pode levar a graves quebras futuras. A última escova a ser utilizada será a escova de pano macia , seda ou lã, em baixa rotação na qual tenha sido aplicada cera de polimento tipo “polix” em bastão ou barra, de preferência na cor do acabamento. Após realizado o acabamento cola-se a palmilha interna no calçado, faz-se a revisão com objetivo de verificar de o calçado apresenta alguma não-conformidade em ralação a qualidade exigida pelo cliente, conforme o pé de amostra, tendo então a possibilidade de consertar e/ou melhorar este calçado antes do embarque. 4.7.3 Processo passo à passo de montagem Conforme as orientações citadas anteriormente, segue abaixo o processo de montagem passo à passo (QUADRO 8). Quadro 8 – Etapas do processo de montagem
Op.91-Ficar palmilha na fôrma Op.92-Pré conformar contraforte
Op.93-Conformação do contraforte e vista de baixo da área de montagem
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 40
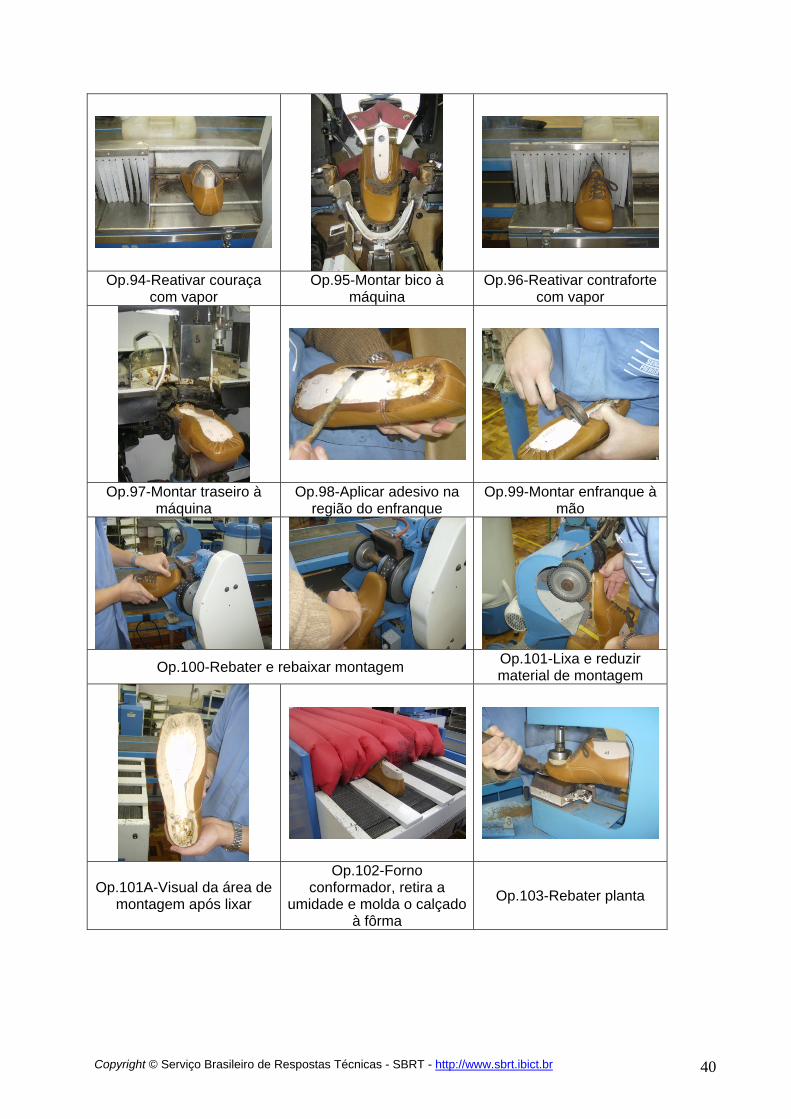
Op.94-Reativar couraça com vapor
Op.95-Montar bico à máquina
Op.96-Reativar contraforte com vapor
Op.97-Montar traseiro à
máquina Op.98-Aplicar adesivo na
região do enfranque Op.99-Montar enfranque à
mão
Op.100-Rebater e rebaixar montagem Op.101-Lixa e reduzir
material de montagem
Op.101A-Visual da área de montagem após lixar
Op.102-Forno conformador, retira a
umidade e molda o calçado à fôrma
Op.103-Rebater planta
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 41
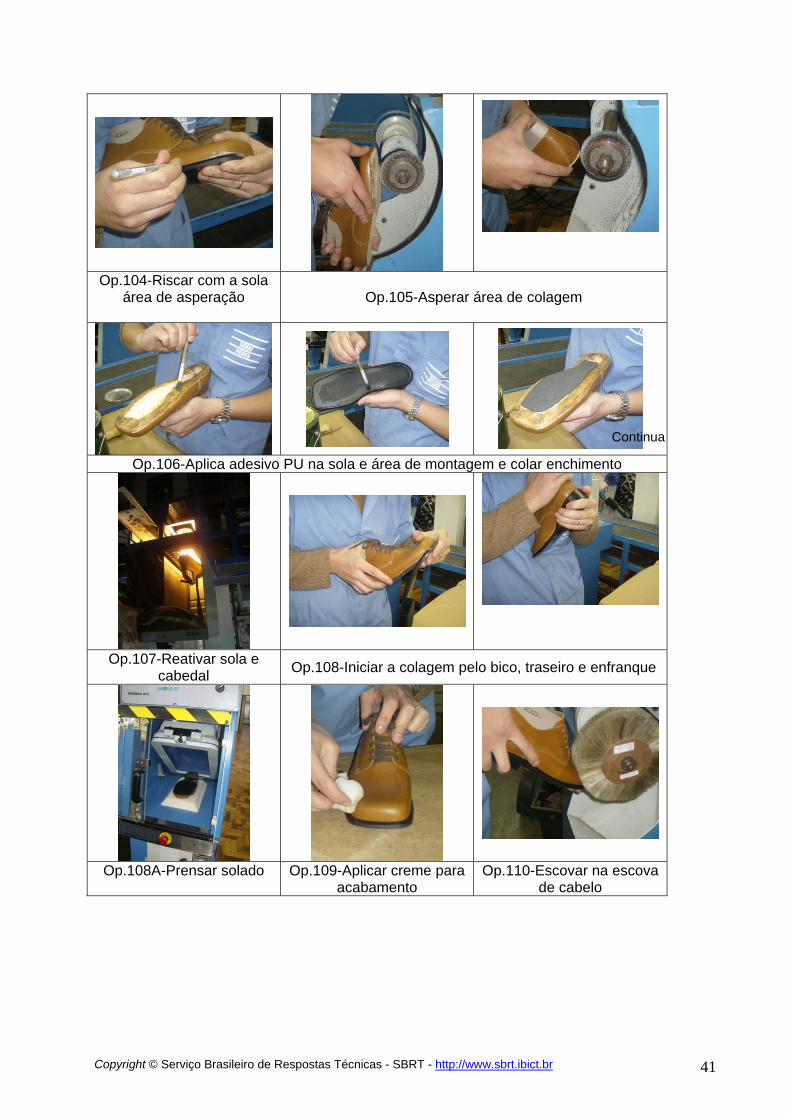
Op.104-Riscar com a sola área de asperação
Op.105-Asperar área de colagem
Op.106-Aplica adesivo PU na sola e área de montagem e colar enchimento
Op.107-Reativar sola e
cabedal Op.108-Iniciar a colagem pelo bico, traseiro e enfranque
Op.108A-Prensar solado Op.109-Aplicar creme para
acabamento Op.110-Escovar na escova
de cabelo
Continua
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 42
Op.110 A-Escovar na
escova de pano Op.111-Desenformar o calçado
Op.112-Aplicar adesivo na sobrepalmilha e espuma Op.113-Colar
sobrepalmilha no calçado
Op.113 A-Colar
sobrepalmilha no calçado Op.113-Fazer e colocar bucha no calçado
Op.114-Revisar o calçado e colocar na caixa
Fonte: Centro Tecnológico do Calçado, 2007. Conclusões e Recomendações
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 43
A produção de um calçado requer estudos do modelo para adequá-lo ao processo produtivo da empresa, visando buscar o melhor desempenho e alcançar resultados positivos e satisfatórios. Para alcançar essa excelência de produção, com o melhor produto inserido no mercado interno ou externo, é necessário investir no aperfeiçoamento dos processos e capacitar os funcionários para que estes contribuam para empresa na melhoria dos processos. Aconselha-se a participação de técnicos para analisar, avaliar e corrigir os processos de produção da empresa para que seja readequado o lay-out de produção, visando melhoria de desempenho e aumento da produção com base nos estudos de tempos e movimentos. Portanto a transformação cultural das fábricas de calçados é fundamental para que se mantenham e consigam se sobressair diante da globalização, buscando alternativas para diferenciar seu produto e conseguir combater a concorrência internacional, talvez não em alta escala de produção mas, com uma produção mais enxuta e rentável. Referências AGULHAS para costura industrial. Tecnicouro. Novo Hamburgo, jul. 1999. 7 fl. AGULHAS: a boa costura depende da escolha. Lançamentos Máquinas e componentes, Novo Hamburgo, p. 88-90, out. 1985. CENTRO TECNOLÓGICO DO CALÇADO SENAI. Corte de calçado. Novo Hamburgo: CT Calçado SENAI, 1993. CENTRO TECNOLÓGICO DO CALÇADO SENAI. Setor calçadista: processo de fabricação. Novo Hamburgo: CT Calçado, [199-]. CENTRO TECNOLÓGICO DO COURO, CALÇADOS E AFINS. Estruturação fabril. Novo Hamburgo, CTCCA, 2002. FIOS e linhas são diferentes. Tecnicouro. Novo Hamburgo, p.17-18, abr. 1997. GROZ-BECKERT. Info: agulhas para costura em couro. Novo Hamburgo: Groz-Beckert, 2003. Catálogo comercial de produtos. MANUAL de produtos para acabamento em calçados. Tecnicouro. Novo Hamburgo, 2 f., jan. 1996. MEDEIROS, Maurício. Luiz XV. Disponível em: <http://www.mauriciomedeiros.com.br>. Acesso em: 20 jun. 2007. METALÚRGICA AÇOREAL. Máquinas machines. Disponível em: <http://www.acoreal.com.br/arquivos/p23-p25-p28.pdf>. Acesso em: 20 jun. 2007. METZ, César Augusto et. al. Metrologia e qualidade aplicadas ao calçado. Novo Hamburgo, Centro Tecnológico do Calçado SENAI, 2004. OPERACIONES de rebajado fabricación de calzados y manufacturas. SERMA: Revista comercial, técnica e informativa para la industria del calzado, Córdoba, p. 87-88, dez./jan. 2003. OPERACIONES de rebajado. SERMA: Revista comercial, técnica e informática para la industria del calzado. Córdoba, n. 64, p. 86-87, dic./enero 2003.
Copyright © Serviço Brasileiro de Respostas Técnicas - SBRT - http://www.sbrt.ibict.br 44
ROBINSON, Luiz Carlos. Materiais mais fácil. Centro Tecnológico do Calçado SENAI: Novo Hamburgo, 2002. SCHMIDT, Marcus. Cremes para acabamento. Tecnicouro. Novo Hamburgo, p. 32-33, jul. 1998. SCHMIDT, Marcus. Escovar sapatos: um problema. Tecnicouro. Novo Hamburgo, p. 32-33, jun., 1998. THE needle: part 1 – what to choose. World Footwear. Liverpool, p. 33-36, nov.dez. 2002. THE needle: part 2 – how is it made?. World Footwear. Liverpool, p. 38-39, nov.dez. 2002. UMA agulha para cada função. Tecnicouro. Novo Hamburgo, p.16, abr. 1997. Nome do técnico responsável Gerson Zorn Nome da Instituição do SBRT responsável SENAI-RS / Centro Tecnológico do Calçado Data de finalização 27 ago. 2007