desenvolvimento de um sistema eletroquímico para ... · utilizar reatores eletroquímicos para...
TRANSCRIPT

UNIVERSIDADE FEDERAL DE SÃO JOÃO DEL-REI
CAMPUS ALTO PARAOPEBA
PROGRAMA DE PÓS-GRADUAÇÃO EM TECNOLOGIAS PARA O
DESENVOLVIMENTO SUSTENTÁVEL
MARIANA BARBOSA DE OLIVEIRA AARÃO
Desenvolvimento de um sistema eletroquímico para tratamento do corante
alaranjado de metila pelo processo de eletrocoagulação/eletroflotação
Ouro Branco – MG
2016
MARIANA BARBOSA DE OLIVEIRA AARÃO
Desenvolvimento de um sistema eletroquímico para tratamento do corante
alaranjado de metila pelo processo de eletrocoagulação/eletroflotação
Dissertação de Mestrado apresentada ao
Programa de Pós-Graduação em Tecnologias para
o Desenvolvimento Sustentável da Universidade
Federal de São João del-Rei, como requisito
parcial para obtenção do Título de Mestre em
Ciências.
Orientador: Prof. Dr. Dane Tadeu Cestarolli
Ouro Branco - MG
2016



Dedico este trabalho aos meus queridos pais,
Andreia Barbosa e Ivan Souza e ao meu irmão
Pedro Henrique, sendo que cada um me
incentivou ao estudo à sua maneira. Ao meu
esposo Diego por toda compreensão e pela ajuda
de todas as formas para realização deste trabalho
e principalmente a minha amada filha Júlia pela
alegria de tê-la comigo todos os dias.
AGRADECIMENTOS
À Deus por me fortalecer e permitir a concretização de mais uma meta importante da
minha vida.
À Universidade Federal de São João Del-Rei (Campus Alto Paraopeba) e ao Programa de
Pós-Graduação em Tecnologias para o Desenvolvimento Sustentável, pela infraestrutura e
oportunidade que possibilitou a realização deste trabalho.
Ao professor Dr. Dane Tadeu Cestarolli pela orientação, confiança, ensinamentos e
apoio.
A todos os colegas da turma de Mestrado do Programa de Pós-Graduação em
Tecnologias para o Desenvolvimento Sustentável 2014.2, em especial, à Alessandra Félix, à
Alessandra Gomes, à Débora Sousa e a Xênia Santos, pela companhia, amizade e incentivo
constante.
Enfim, a todos que contribuíram para a realização deste trabalho, por quão simples tenha
sido a forma. Agradeço a todos!
RESUMO
As indústrias têxteis estão entre as indústrias mais poluentes. Efluentes gerados pelas indústrias
têxteis são conhecidos por conter grandes quantidades de compostos aromáticos tóxicos,
principalmente os corantes do tipo azo, que são de difícil tratamento. A
eletrocoagulação/eletroflotação (EC/EF) é um método eficiente, onde o agente floculante é
gerado in situ pela eletrooxidação de um ânodo de sacrifício. O objetivo deste trabalho foi
utilizar reatores eletroquímicos para promover o processo de EC/EF com a finalidade de obter a
descoloração do corante alaranjado de metila (AM). Neste trabalho o processo foi realizado em
um reator eletroquímico de vidro com capacidade de 1,0 L e com quatro eletrodos de alumínio e
em seguida com quatro eletrodos de ferro, sendo dois cátodos e dois ânodos, ligados de forma
monopolar, todos inseridos verticalmente no meio reacional. Uma fonte para acompanhamento e
controle da corrente e do potencial aplicado foram acopladas ao sistema, que foi mantido sob
agitação constante. A diminuição da coloração do corante foi medida utilizando-se a técnica de
espectroscopia UV-VIS e um comprimento de onda de 460 nm. Cabe ressaltar que neste
processo de EC/EF não se utiliza nenhum produto químico, somente energia elétrica. Assim tal
processo torna-se bastante interessante devido á alta eficiência na remoção total da coloração do
efluente em pouco tempo de tratamento em comparação com tratamentos convencionais. Os
parâmetros estudados compreendem o potencial, quantidadede NaCl, tempo, concentração inicial
do corante, pH, temperatura e distância entre eletrodos. No processo de EC/EF utilizando
eletrodos de alumínio, os melhores parâmetros foram 10 V, 10 g de NaCl, 60 minutos, pH igual
a 1, temperatura de 60ºC e distância entre os eletrodos igual a 5,5 cm e foi possível obter 100%
de eficiência na remoção de cor. Para os eletrodos de ferro, os melhores parâmetros foram 10 V,
10 g de NaCl, 20 minutos, pH igual a 10, temperatura de 60ºC e distância entre os eletrodos igual
a 5,5 cm e foi possível obter 100% na eficiência na remoção de cor também. Nos processos de
EC/EF foi possível obter uma boa eficiência de remoção de cor também trabalhando com pH
neutro e temperatura ambiente, sendo que foram utilizados eletrodos de alumínio e ferro e foi
possível obter uma eficiência de remoção de cor de 89,08% e 96,94%, respectivamente.
Palavras-chave: Eletroflotação, Eletrocoagulação, Tratamento de efluentes, Cor, Têxtil.

ABSTRACT
Textile industries are among the most polluting industries. Effluents generated by the textile
industry are known to contain large amounts of toxic aromatic compounds, especially dyes of the
azo type, which are difficult to treat. The electrocoagulation/electrocoagulation (EC/EF) is an
effective method, where the flocculant agent is generated in situ by electrooxidation of a
sacrificial anode. The aim of this study was to use electrochemical reactors to promote the
process of EC/EF in order to get the discoloration of orange dye methyl (AM). In this work, the
process was performed in a glass electrochemical reactor of 1.0 liter capacity with four
aluminum electrodes and then iron with four electrodes, two cathodes and two anodes, connected
in monopolar fashion, all inserted vertically into the the reaction medium. A source for
monitoring and control of current and potential applied were attached to the system, which was
kept under constant stirring. The reduction in dye stain was measured using the spectroscopic
technique UV-VIS and a wavelength of 460 nm. Note that this process of EC/EF does not use
any chemicals, only electricity. Thus this process becomes very interesting due to the high
efficiency in the removal of effluent full coloring treatment in a short time compared with
conventional treatments. The studied parameters include the potential quantidadede NaCl, time,
initial dye concentration, pH, temperature and distance between electrodes. In the EC/EF process
using aluminum electrodes, the best parameters were 10 V, 10 g NaCl, 60 minutes, pH = 1, 60 °
C, and distance between electrodes equal to 5.5 cm it was possible to obtain 100 % efficiency in
removing color. For iron electrodes, the best parameters were 10 V, 10 g NaCl, 20 minutes, pH
10, 60 ° C, and distance between electrodes equal to 5.5 cm it was possible to obtain 100%
efficiency in removing color too. In the EC/EF process it was possible to obtain a good color
removal efficiency of working at neutral pH and room temperature, and were used aluminum and
iron electrodes and it was possible to obtain a color removal efficiency of 89.08% and 96 94%,
respectively.
Keywords: electrocoagulation, electrocoagulation, Effluent treatment, Colour, Textile.
ÍNDICE DE FIGURAS
Figura 1 – Esquema simplificado da Cadeia Têxtil ......................................................................21
Figura 2 – Estruturas químicas de corantes sintéticos estudados em experiências de degradação
........................................................................................................................................................26
Figura 3 – Exemplos de corantes azo utilizados na indústria .......................................................32
Figura 4 – Fórmula estrutural do Alaranjado de Metila ...............................................................33
Figura 5 – Desenho esquemático de um reator de EC/EF ............................................................47
Figura 6 – Hidrólise do alumínio em função do pH .....................................................................50
Figura 7 – Reator no início do processo de eletrocoagulação ......................................................56
Figura 8 – Reator durante o processo de eletrocoagulação ...........................................................56
Figura 9 – Reator durante o processo de eletrocoagulação ...........................................................57
Figura 10 – Dados da eficiênciade de descoloração do corante AM com relação ao potencial
aplicado. [NaCl] = 3 g/L; tempo de eletrólise = 90 minutos; Concentração do corante = 0,03g;
pH neutro; temperatura ambiente; distância entre os eletrodos=5,5 cm........................................61
Figura 11 - Dados da eficiência de descoloração do corante AM com relação a quantidade de
NaCl. Potencial de 7V; Tempo de eletrólise de 90 minutos; Concentração do corante de 0,03 g;
pH neutro; temperatura ambiente; distância entre os eletrodos=5,5 cm........................................64
Figura 12 - Dados da eficiência de descoloração do corante alaranjado de metila com relação ao
tempo de eletrólise. Potencial de 7V; [NaCl] = 7 g/L; Concentração inicial do corante de 0,03 g;
pH neutro; temperatura ambiente; distância entre os eletrodos=5,5 cm........................................67
Figura 13 - Dados da eficiência de remoção do corante alaranjado de metila com relação a
concentração inicial do corante AM. Potencial de 7V; [NaCl] = 7 g/L; tempo de 90 minutos; pH
neutro; temperatura ambiente; distância entre os eletrodos=5,5 cm..............................................69
Figura 14 - Dados da eficiência de remoção do corante AM com relação a variação do pH inicial
do corante AM. Potencial de 7V; [NaCl] = 7 g/L; Tempo de 90 min; Concentração inicial do
corante AM de 0,03 g; temperatura ambiente; distância entre os eletrodos=5,5 cm.....................72
Figura 15 - Dados da eficiência de remoção do corante AM com relação a variação da
temperatura do corante AM. Potencial de 7V; [NaCl] = 7 g/L; Tempo de 90 minutos;
Concentração inicial do corante AM de 0,03 g; pH neutro; distância entre os eletrodos=5,5
cm...................................................................................................................................................75

Figura 16 - Dados da eficiência de remoção do corante AM com relação a variação da distância
entre os eletrodos. Potencial de 7V; [NaCl] = 7 g/L; Tempo de eletrólise de 90 minutos;
Concentração inicial do corante de 0,03 g; pH neutro; temperatura ambiente .............................76
Figura 17 - Dados da eficiênciade de descoloração do corante AM com relação ao potencial
aplicado utilizando eletrodos de ferro. [NaCl] = 7 g/L; tempo de eletrólise de 90 minutos;
Concentração do corante 0,03g; pH neutro; temperatura ambiente; distância entre eletrodos de
5,5cm..............................................................................................................................................78
Figura 18 - Dados da eficiência de descoloração do corante AM com relação a quantidade de
NaCl, utilizando eletrodos de ferro. Potencial de 3V; tempo de eletrólise de 90 minutos;
Concentração do corante 0,03g; pH neutro; temperatura ambiente; distância entre
eletrodos=5,5cm.............................................................................................................................81
Figura 19 - Dados da eficiência de descoloração do corante alaranjado de metila com relação ao
tempo de reação, utilizando eletrodos de ferro. Potencial de 3V; [NaCl] = 2 g/L; Concentração
do corante 0,03g; pH neutro; temperatura ambiente; distância entre eletrodos=5,5cm.................83
Figura 20 - Dados da eficiência de remoção do corante alaranjado de metila com relação a
concentração inicial do corante AM, utilizando eletrodos de ferro. Potencial de 3V; [NaCl] = 2
g/L; tempo de eletrólise de 90 minutos; Concentração do corante 0,03g; pH neutro; temperatura
ambiente; distância entre eletrodos=5,5cm....................................................................................85
Figura 21 - Dados da eficiência de remoção do corante alaranjado de metila com relação ao pH,
utilizando eletrodos de ferro. Potencial de 3V; [NaCl] = 2 g/L; tempo de eletrólise de 90
minutos; Concentração do corante 0,05g; temperatura ambiente; distância entre
eletrodos=5,5cm.............................................................................................................................87
Figura 22 - Dados da eficiência de remoção do corante alaranjado de metila com relação a
temperatura, utilizando eletrodos de ferro. Potencial de 3V; [NaCl] = 2 g/L; tempo de eletrólise
de 90 minutos; Concentração do corante 0,05g; pH neutro; distância entre eletrodos=5,5cm......89
Figura 23 - Dados da eficiência de remoção do corante alaranjado de metila com relação a
distância entre os eletrodos, utilizando eletrodos de ferro. Potencial de 3V; [NaCl] = 2 g/L;
tempo de eletrólise de 90 minutos; Concentração do corante 0,05g; pH neutro; distância entre
eletrodos=5,5cm.............................................................................................................................91
Figura 24 - Dados da eficiência de remoção do corante alaranjado de metila, utilizando eletrodos
de alumínio: Potencial = 10V; [NaCl] = 10 g/L; tempo = 60 minutos; Concentração do corante =
0,01 g; pH = 1; temperatura = 60ºC; distância entre eletrodos = 5,5 cm. Dados da eficiência de
remoção do corante alaranjado de metila, utilizando eletrodos de ferro: Potencial = 10V; [NaCl]
= 10 g/L; tempo = 20 minutos; Concentração do corante = 0,01 g; pH = 10; temperatura = 60ºC;
distância entre eletrodos = 5,5 cm.................................................................................................94

ÍNDICE DE TABELAS
Tabela 1 – Utilização da EC/EF para remoção de diversos tipos de corantes...............................27
Tabela 2 – Classificação de corante de acordo com o grupo cromóforo ......................................29
Tabela 3 – Comparação da eletrocoagulação com outros métodos ..............................................43

LISTA DE SÍMBOLOS E SIGLAS
EC – Eletrocoagulação
EF – Eletroflotação
AM – Alaranjado de metila
ABIT – Associação Brasileira da Indústria Têxtil
SUMÁRIO
1 – INTRODUÇÃO .................................................................................................................. 14
2 – OBJETIVOS ....................................................................................................................... 18
2.1 - Objetivo geral ................................................................................................................ 18
2.2 - Objetivos específicos ..................................................................................................... 18
3 – REVISÃO BIBLIOGRÁFICA ............................................................................................ 19
3.1 – Indústria Têxtil ............................................................................................................. 19
3.1.1 – Visão Geral ............................................................................................................ 19
3.1.2 – Cadeia Têxtil .......................................................................................................... 20
3.1.2.1 – Fiação .............................................................................................................. 21
3.1.2.2 – Tecelagem / Malharia ....................................................................................... 22
3.1.2.3 – Beneficiamento Têxtil ...................................................................................... 22
3.1.3 – A água na indústria têxtil ........................................................................................ 22
3.2 – Corantes ........................................................................................................................ 24
3.2.1 – Classificação .......................................................................................................... 28
3.2.2 – Corantes Azo .......................................................................................................... 29
3.2.2.1 – Corante Alaranjado de Metila ........................................................................... 32
3.3 – Tipos de tratamento de efluentes ................................................................................... 34
3.3.1 – Métodos tradicionais de tratamento de efluentes ..................................................... 35
3.3.2 – Eletrocoagulação / Eletroflotação ........................................................................... 44
3.3.2.1 – Geração eletroquímica do agente coagulante .................................................... 48
3.3.2.2 – Eletrocoagulação .............................................................................................. 48
3.3.2.3 – Eletrofloculação ............................................................................................... 51
3.3.2.4 – Eletroflotação ................................................................................................... 52
3.3.2.5 – Vantagens e Desvantagens ............................................................................... 53
4 – METODOLOGIA ............................................................................................................... 55
4.1 – Materiais ....................................................................................................................... 55

4.2 – Reator de eletrocoagulação/eletroflotação ..................................................................... 55
4.3 – Cálculo da eficiência de remoção da cor........................................................................ 57
4.4 – Efeito do potencial ........................................................................................................ 57
4.5 – Efeito da quantidade de NaCl ........................................................................................ 58
4.6 – Efeito do tempo de eletrólise ......................................................................................... 58
4.7 – Efeito da concentração inicial do corante ...................................................................... 59
4.8 – Efeito da variação do pH ............................................................................................... 59
4.9 – Efeito da temperatura do efluente .................................................................................. 59
4.10 – Efeito da distância entre eletrodos ............................................................................... 60
5 – RESULTADOS E DISCUSSÕES ....................................................................................... 61
5.1 - Eletrodos de Alumínio ................................................................................................... 61
5.1.1 - Efeito do potencial .................................................................................................. 61
5.1.2 - Efeito da quantidade de NaCl .................................................................................. 64
5.1.3 - Efeito do tempo de eletrocoagulação/eletroflotação ................................................. 67
5.1.4 - Efeito da concentração inicial dos corantes ............................................................ 68
5.1.5 - Efeito da variação do pH inicial .............................................................................. 71
5.1.6 - Efeito da variação da temperatura ........................................................................... 74
5.1.7- Efeito da distância entre os eletrodos ...................................................................... 76
5.2 - Eletrodos de Ferro ......................................................................................................... 78
5.2.1 - Efeito do potencial .................................................................................................. 78
5.2.2 - Efeito da quantidade de NaCl .................................................................................. 80
5.2.3 - Efeito do tempo de eletrocoagulação/eletroflotação ................................................. 82
5.2.4 - Efeito da concentração inicial do corante ................................................................. 84
5.2.5 - Efeito da variação do pH inicial .............................................................................. 86
5.2.6 - Efeito da variação da temperatura ............................................................................ 88
5.2.7 - Efeito da distância entre os eletrodos ....................................................................... 90
5.3 - Eletrodos de Alumínio X Eletrodos de Ferro.................................................................. 93
6 – CONCLUSÕES................................................................................................................ 100

7 – REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................... 102

14
1 – INTRODUÇÃO
Com o crescimento exponencial da população humana e o aumento das atividades
produtivas no mundo, a situação ambiental do planeta vem se tornando preocupante (SILVA,
2015).
A partir da Revolução Industrial, o aumento no número de seres humanos consumistas
vem crescendo continuamente, pois, com a revolução, ocorreram grandes avanços tecnológicos,
principalmente em relação aos meios de produção que foram universalizados pela mídia. Esses
acontecimentos vêm custando muito caro para o planeta, pois corre-se o risco dos recursos
naturais não renováveis irem á exaustão (GOMES, 2009).
Com o crescimento demográfico, a demanda por água aumentou muito, pois uma
população maior precisa não só de mais água potável, como, também, de mais alimentos e, para
produzi-los, é necessário água. Atualmente, a indústria têxtil enfrenta um grande desafio, que é a
otimização no uso da água, um recurso limitado.
A água é essencial na vida dos seres vivos. Por ser um bem natural cada vez mais
escasso, o seu suprimento é considerado pelos especialistas um dos temas mais importantes do
século XXI e, como tal, já está sendo encarado como o recurso econômico mais valioso do futuro
(SILVA et al., 2003).
É necessário atenção ao fato de a água não estar exatamente onde se quer e aonde se
precisa dela, ou seja, sua distribuição é desigual. Segundo o Programa Hidrológico Internacional
da Organização das Nações Unidas para a Educação, a Ciência e a Cultura, a Ásia tem 36% da
reserva mundial de água fluvial, mas abriga 60% da população mundial. Em contraste, o rio
Amazonas contém 15% das águas fluviais do mundo, mas apenas 0,4% da população mundial
vive suficientemente perto para utilizá-las (CAMBOIM, 2010).
De acordo com Crespilho e Rezende (2004), o uso porcentual de água está assim
distribuído no Brasil: 43% da água é classificada como de uso doméstico, 40% destina-se á
agricultura e 17% é utilizada na indústria. Além de ocupar o terceiro lugar no consumo de água,
a indústria é um agente potencialmente gerador de impactos ambientais.
As indústrias têxteis estão entre as mais poluentes em termos do volume e da
complexidade do tratamento de seus efluentes. Os efluentes gerados pelas indústrias têxteis são
15
conhecidos por conter grandes quantidades de compostos aromáticos tóxicos (MERZOUK et al.,
2011), principalmente os corantes do tipo azo, como, por exemplo, o alaranjado de metila (AM),
que é utilizado como molécula modelo da indústria têxtil. Corantes azo são aqueles que contém
uma ou mais ligações azo (-N=N-) e estão entre os corantes sintéticos mais amplamente
utilizados (AOUDJ et al., 2010). A descarga desses corantes no ecossistema é considerada uma
das principais formas de poluição ambiental.
Diante de uma política ambiental cada vez mais severa, em que se tem buscado o
estabelecimento de padrões de concentração cada vez menores para os poluentes presentes nos
efluentes, as indústrias brasileiras têm sido levadas a ajustar seus processos por meio da adoção
de procedimentos visando a maior remoção de elementos tóxicos dos efluentes indústriais para
atender aos parametros estabelecidos na Resolução n. 357, do Conselho Nacional do Meio
Ambiente (MOTA, 2011).
As indústrias têxteis têm elevada importância na economia do Brasil, distribuindo-se em
grandes polos, com acentuada produção. Apesar disso, as indústrias do seguimento têxtil vêm
causando vários problemas por serem geradoras de grande quantidade de despejos altamente
poluentes, apresentando características como coloração intensa e toxicidade de compostos
químicos, provocando contaminação ambiental e danos ao ser humano. A remoção dos corantes
do ambiente aquático tem sido objeto de muitos estudos, devido à boa parte dos corantes
apresentarem em sua composição elementos mutagênicos, cancerígenos, tóxicos, podendo causar
também alergias e irritações na pele. O alaranjado de metila (AM) é um corante de difícil
degradação, sendo muito utilizado na indústria têxtil em tingimentos de alguns tecidos como
algodão, lã e seda (LEAL, 2011).
Efluentes de corantes não são apenas esteticamente poluentes pela natureza de suas cores,
mas podem interferir na penetração da luz na água e nas atividades biológicas, perturbando a
vida aquática (KHANDEGAR; SAROHA, 2013). Muitos corantes azo são tóxicos e mutagênicos
para os organismos que vivem em ambiente aquático. Além disso, a estabilidade das suas
estruturas moleculares torna-se resistente à degradação biológica ou mesmo química, portanto, é
necessário tratar esses efluentes antes da sua quitação ao fluxo de água receptor. A grande
variedade de produtos químicos recalcitrantes que esses efluentes possuem também é uma das

16
dificuldades para o tratamento e os métodos convencionais geralmente não obtém um alto grau
de eficiência para esse tipo de efluente (AOUDJ et al., 2010).
Os métodos tradicionais de tratamento de efluentes da indústria têxtil envolvem absorção,
precipitação, degradação química e, em menor quantidade, processos oxidativos avançados,
biodegradação, coagulação, entre outros métodos, dependendo do tipo de efluente a ser tratado.
Esses métodos têm sido aplicados com algumas desvantagens (KOBYA et al., 2005), como por
exemplo, a não eficiência do método biológico de degradação que exige um tempo muito grande
de tratamento, baixa eficiência para degradar as estruturas grandes poliméricas e aromáticas
presentes nesse tipo de efluente e a destruição dos microorganismos usados neste processo
(KHANDEGAR; SAROHA, 2013).
Segundo Daneshvar, Sorkhabi e Kasiri (2004), é necessário e urgente desenvolver
metodologias mais eficientes e de baixo custo, inclusive sem o uso de aditivos químicos ou a
necessidade de grandes áreas de instalação. Em anos recentes, tem havido um foco maior em
estudos envolvendo métodos eletroquímicos de tratamento, tais como a
eletrocoagulação/eletroflotação (EC/EF).
O processo de EC/EF é um método simples, eficiente, confiável, de baixo custo para o
tratamento da maioria das águas residuais, sem qualquer necessidade de adicionar produtos
químicos e, consequentemente, causar uma poluição secundária (MOOK et al., 2012). Esse
método utiliza energia elétrica para dissolver metais, sendo os mais utilizados atualmente o
alumínio e o ferro. Em processos de eletrocoagulação, a aplicação de um potencial gera uma
espécie coagulante in situ no ânodo de sacrifício (alumínio ou ferro), enquanto o gás hidrogênio
é gerado simultaneamente no cátodo. A formação desse gás também auxilia na flotação das
partículas para fora do efluente, e os resíduos assim separados podem ser facilmente retirados da
água por raspagem ou sucção (FORMENTINI, 2012).
A eletrocoagulação/eletroflotação tem sido utilizada com êxito em diversos tratamentos
de efluentes líquidos, tais como na remoção de sólidos e metais de águas residuais
(ESMAEILIRAD; CARLSON; OZBEK, 2015); remoção de metais pesados (PRICA et al.,
2015); tratamento da água de esgoto (ULUCAN; KURT, 2015); remoção de alumínio, cobre e
ferro (DIAZ; RIVAS, 2015); tratamento de águas residuais para fábrica de papel (ZODI et al.,
2011); remoção de matéria orgânica natural e arsênio (MOHORA et al., 2012); remoção de
17
nitrato de águas subterrâneas (LACASA et al., 2011); tratamento de água de superfície para
utilização industrial (RICORDEL; DARCHEN; HADJIEV, 2010); tratamento de águas residuais
industriais (LINARES-HERNÁNDEZ et al., 2009), entre outras aplicações.
De acordo com Camboim (2010), os desafios em relação ao tratamento de efluentes são
cada vez maiores. Estudos para reutilizar e/ou remediar o uso de efluentes vêm sendo realizados
e já aplicados; aliada a isso, a busca por novas tecnologias e a combinação das já existentes
visam diminuir o desperdício de água e a emissão de poluentes no meio ambiente. Essas têm se
tornado uma importante resposta à legislação, cada vez mais rígida, que obriga as indústrias a
aumentarem a eficiência de seus sistemas de tratamento de efluentes a fim de se adequarem aos
padrões exigidos, além da inserção da importante variável ecológica na mentalidade do setor
produtivo.
Neste trabalho apresentaremos no tópico “Revisão bibliográfica”, um panorama geral da
indústria têxtil, a fim de se compreender a complexidade do efluente que será tratado;
passaremos pela cadeia têxtil demonstrando a importância deste insumo tão vital, que é a água.
Além disso, será explicado o funcionamento da técnica da eletrocoagulação/eletroflotação,
enfocando no funcionamento e nas principais variáveis desse processo. Serão abordadas também
as principais vantagens e desvantagens dessa técnica.
No tópico de “Metodologia” serão mostrados os instrumentos utilizados e apresentadas as
características do reator, e tipos e quantidades de materiais utilizados. Por fim, o trabalho será
concluído realizando-se uma interpretação dos resultados práticos obtidos pela técnica de
eletrocoagulação/eletroflotação.
No tópico “Resultados e discussões” serão apresentados os resultados da
eletrocoagulação/eletroflotação, utilizando eletrodos de alumínio e ferro, além de se avaliar a
aplicabilidade da técnica da eletrocoagulação/eletroflotação para o tratamento do efluente têxtil.
Serão considerados os melhores valores das variáveis para operação do reator, de maneira
a se obter a melhor eficiência dentro das condições experimentais.
18
2 – OBJETIVOS
2.1 - Objetivo geral
Utilizar reatores eletroquímicos para promover a eletrocoagulação/eletroflotação do
corante alaranjado de metila.
2.2 - Objetivos específicos
Como objetivos específicos associados ao objetivo principal, citam-se:
(i) Construir reatores para eletrocoagulação/eletroflotação com eletrodos de alumínio e de
ferro.
(ii) Investigação dos parâmetros funcionais dos reatores, a saber:
- Efeito do potencial aplicado aos eletrodos.
- Efeito da quantidade de NaCl.
- Efeito do tempo de eletrocoagulação/eletroflotação.
- Efeito da concentração inicial dos corantes.
- Efeito da variação do pH do efluente.
- Efeito da temperatura do efluente.
- Efeito da distância entre os eletrodos.

19
3 – REVISÃO BIBLIOGRÁFICA
3.1 – Indústria Têxtil
3.1.1 – Visão Geral
De acordo com Camboim (2010), no Brasil a cadeia têxtil passou por significativas
reestruturações durante toda a década de 90. Muitas empresas pequenas, de ordem familiar e/ou
obsoletas, foram tragadas pelo mercado. Em compensação, as empresas que resistiram provaram
seu amadurecimento para a competitividade.
A cadeia têxtil é muito ampla e sua abrangência vai desde a obtenção e fabricação de fios
até o produto final confeccionado e acabado. O fio é feito a partir das fibras. Depois de feito o
fio, inicia-se o processo conhecido como tecelagem, que é o processo pelo qual se produzem os
tecidos. Depois do tecido feito, é preciso o tratamento final, que é geralmente chamado de
acabamento, enobrecimento ou beneficiamento do tecido, e é neste processo específico da cadeia
têxtil que iremos nos ater um pouco mais, pois é onde é produzido o efluente que é objeto do
tratamento proposto de etrocoagulação/eletroflotação (CAMBOIM, 2010).
Segundo Cunha (2013), em termos econômicos, a indústria têxtil do Brasil, de acordo
com a Associação Brasileira da Indústria Têxtil (ABIT), é formada por cerca de 30 mil empresas,
sendo grande parte delas de pequeno e médio porte. O faturamento da cadeia têxtil e de
confecção do Brasil, em 2011, foi de US$67 milhões, com 1,7 milhão de empregados diretos e 8
milhões somando-se os indiretos, dos quais 75% são de mão de obra feminina.
O Brasil é o quinto maior produtor têxtil do mundo, responsável por 16,4% dos empregos
e por 5,5% do faturamento da indústria brasileira. Com esses dados observa-se a importância
nacional e internacional deste setor, que representa um extraordinário valor econômico-social,
pois ocupa o terceiro lugar na geração de empregos no nosso país (CUNHA, 2013).
Todavia, as atividades da indústria têxtil não acarretam apenas aspectos econômicos e
sociais positivos. Elas podem ser causadoras de severos impactos ambientais. O principal deles
ocorre devido à elevada quantidade de água utilizada, a qual exerce a função de transportar os
produtos químicos que devem entrar no processo, como também retirar o excesso de produtos

20
considerados indesejáveis para o substrato têxtil, sendo devolvida para o meio ambiente
altamente contaminada se não tratada de forma apropriada. De acordo com Silva e Andrade
(2013), são necessários aproximadamente 80 litros de água para produzir 1 kg de tecido. Já de
acordo com Immich (2006), para a produção de 1 kg de tecido, citou valores da ordem de 150
litros, sendo que 80% deste volume são descartados como efluente e apenas 12% do total
compõem as perdas por evaporação.
Em vista do surgimento de leis federais e estaduais ambientais mais restritivas à medida
que o tempo passa, da concorrência com os produtos importados asiáticos e do aumento da
conscientização ambiental em si, as empresas têxteis brasileiras atuais estão buscando reduzir a
poluição decorrente do processo industrial através do tratamento e reutilização dos seus efluentes
líquidos e dos outros resíduos. Com a adaptação a padrões mais sustentáveis de produção e
produto, essas empresas serão capazes de atender a mercados mais exigentes, os quais
contemplam a inovação e a responsabilidade socioambiental, além de reduzir os custos de
produção, melhorar o seu ambiente de trabalho e a sua imagem perante a sociedade
(ALEXANDRE, 2015).
3.1.2 – Cadeia Têxtil
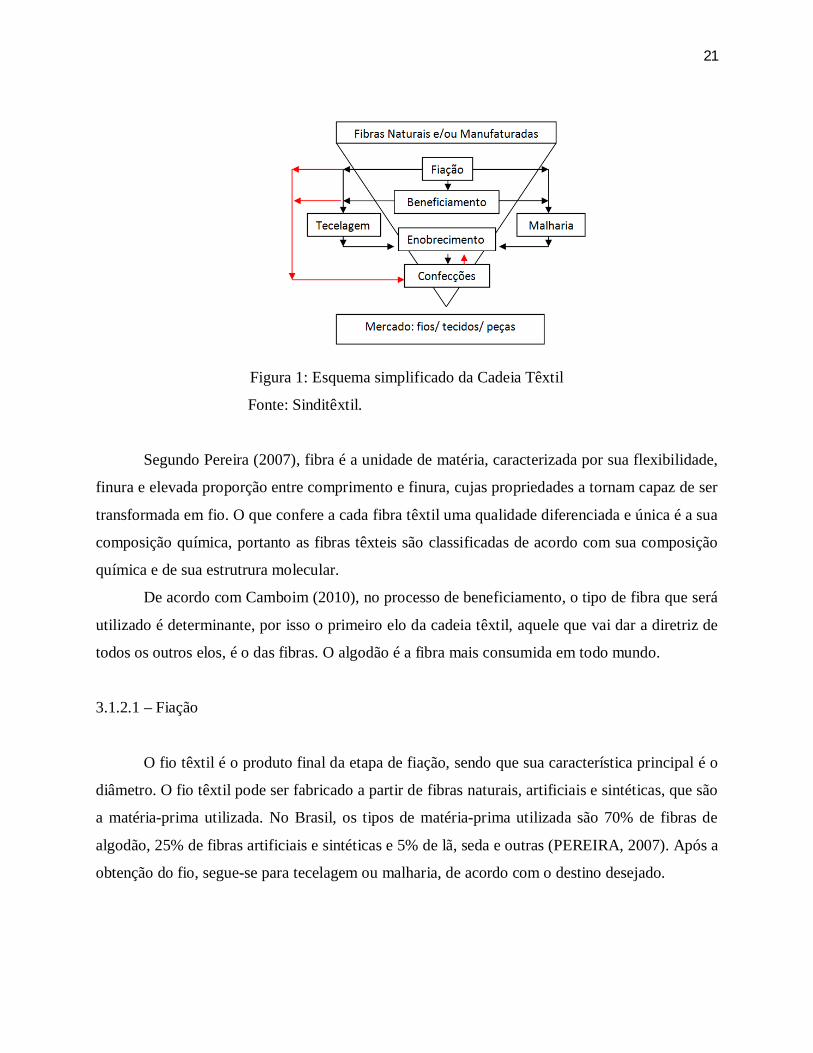
A indústria têxtil é muito extensa e dispõe de diversas fases, desde a matéria prima até o
acabamento final. A seguir, na Figura 1 temos uma esquematização simplificada da cadeia têxtil.
As etapas do processo de produção da indústria compreendem basicamente: tratamento e/ou
fabricação de fibras têxteis, fiação, tecelagem/malharia e beneficiamento têxtil.
21
Figura 1: Esquema simplificado da Cadeia Têxtil
Fonte: Sinditêxtil.
Segundo Pereira (2007), fibra é a unidade de matéria, caracterizada por sua flexibilidade,
finura e elevada proporção entre comprimento e finura, cujas propriedades a tornam capaz de ser
transformada em fio. O que confere a cada fibra têxtil uma qualidade diferenciada e única é a sua
composição química, portanto as fibras têxteis são classificadas de acordo com sua composição
química e de sua estrutrura molecular.
De acordo com Camboim (2010), no processo de beneficiamento, o tipo de fibra que será
utilizado é determinante, por isso o primeiro elo da cadeia têxtil, aquele que vai dar a diretriz de
todos os outros elos, é o das fibras. O algodão é a fibra mais consumida em todo mundo.
3.1.2.1 – Fiação
O fio têxtil é o produto final da etapa de fiação, sendo que sua característica principal é o
diâmetro. O fio têxtil pode ser fabricado a partir de fibras naturais, artificiais e sintéticas, que são
a matéria-prima utilizada. No Brasil, os tipos de matéria-prima utilizada são 70% de fibras de
algodão, 25% de fibras artificiais e sintéticas e 5% de lã, seda e outras (PEREIRA, 2007). Após a
obtenção do fio, segue-se para tecelagem ou malharia, de acordo com o destino desejado.

22
3.1.2.2 – Tecelagem / Malharia
Segundo Camboim (2010), a tecelagem é o processo pelo qual se produz o tecido. Os
tecidos são produtos fabricados de acordo com o entrelaçamento de fios.
Os tecidos fabricados em tear caracteriza-se pelo entrelaçamento de dois sistemas de fios,
sendo um perpendicular alternativo dos fios de urdume com os fios da trama.
No processo de malharia, os tecidos são fabricados a partir do entrelaçamento de fios
consecutivos, no sentido único da trama ou do urdume, gerando a malha.
3.1.2.3 – Beneficiamento Têxtil
O beneficiamento abrange todas as fases de transformação do tecido. A fixação do
corante á fibra é feita através de reações químicas que visam adquirir a insolubilização do
corante ou de seus derivados e ocorre em distintas etapas durante a fase de montagem e fixação.
Todo processo de tintura possui como operação final uma etapa de lavagem em banhos correntes
para retirada do excesso de corante não fixado á fibra nas etapas precedentes (SILVA, 2011).
De acordo com Silva (2011), o processo de tingimento é uma etapa fundamental para o
sucesso comercial dos produtos têxteis. Além do padrão e beleza da cor, o consumidor
geralmente exige algumas características básicas do produto, como o elevado grau de fixação em
relação á luz, lavagem e transpiração, tanto inicialmente quanto após uso prolongado. Para
garantir essas propriedades, as substâncias que conferem coloração á fibra devem apresentar alta
afinidade, uniformidade na coloração, resistência aos agentes desencadeadores do desbotamento
e também apresentar-se economicamente viável.
3.1.3 – A água na indústria têxtil
A água é vital para os seres vivos e não existiria vida na terra sem água. O ser humano
utiliza a água para diversas finalidades. Além de ser parte de suas necessidades fisiológicas
básicas, é utilizada em atividades de lazer, na agricultura e na indústria. Muitas atividades
econômicas dependem dela, como o transporte de bens e materiais diversos em navios, a

23
produção de energia elétrica e o próprio transporte dos resíduos gerados pelas atividades
domésticas e industriais (SILVA, 2015).
A água é utilizada na indústria têxtil como meio de transporte para os produtos químicos
que entram no processo, bem como para a remoção do excesso daqueles produtos considerados
indesejáveis para o substrato têxtil. Grande parte da carga contaminante dos efluentes aquosos
possuem impurezas inerentes á matéria-prima, tais como os produtos adicionados para facilitar
os processos de fiação e tecelagem, produtos químicos auxiliares e corantes eliminados durante
as distintas etapas do acabamento. A quantidade e qualidade da carga poluidora se encontra
relacionada com as fibras utilizadas para elaborar os tecidos crus (TWARDOKUS, 2004).
A racionalização do uso da água na indústria têxtil é preciso e para conseguir alcança-la
serão necessários diversas ações, entre estas a modernização dos equipamentos e incremento
tecnológico nos processos e produtos visando uma menor utilização desse recurso natural tão
escasso. Para minimizar o consumo de água é necessário o monitoramento dos desperdícios
diários no processo produtivo (TWARDOKUS, 2004).
Devido á maior fiscalização na utilização racional dos recursos naturais por parte dos
órgãos ambientais, as indústrias têxteis têm buscado modernizar seus equipamentos e produtos,
bem como processos ecologicamente corretos, visando uma menor utilização desses recuros. Por
isso, a maioria das empresas já estão investindo em suas pesquisas a fim de obter máquinas para
tingir que usem uma relação de banho cada vez mais baixa. A relação de banho é a quantidade de
banho de tingimento usada por massa de substrato têxtil a ser tingido. O efeito da relação de
banho sobre a uniformidade obtida em um tingimento é significativo. Por exemplo, as máquinas
antigas, utilizavam uma relação de banho de 20:1, ou seja, em cada banho utiliza-se 20 litros de
água para cada quilo de tecido a ser tingido, lembrando que para o tecido ficar pronto são
necessários diversos banhos, o do tingimento, os das diversas lavagens e os dos demais
acabamentos (CAMBOIM, 2010).
Atualmente temos no mercado empresas procurando desenvolver novas tecnologias para
tingimento sem água, como por exemplo, feito á base de espuma, porém, esta ainda está em fase
experimental. O que já existe são máquinas que prometem tingir com uma relação de banho de
4:1 e algumas até mesmo de 3:1, com isso, gasta-se menos água para tingir a mesma quantidade
de tecido, cabe ressaltar que utilizando menos água isso implica em utilizar uma menor
24
quantidade de corantes, produtos auxiliares e de energia, contribuindo assim para uma redução
de custo e preservação do meio ambiente (CAMBOIM, 2010).
O efluente têxtil é caracterizado por sua baixa biodegradabilidade e pertinente toxicidade.
Além disso, a vasta gama de corantes passíveis de serem utilizados para o atendimento ás
demandas oscilatórias do mercado dificulta a estabilização da operação do sistema de tratamento.
Desta forma, o estudo de tecnologias alternativas para o tratamento deste é de suma importância,
uma vez que este setor é responsável por um grande consumo de água no processo e a
necessidade de proporcionar o reuso desta água se torna cada vez mais imprescindível
(SANTOS, 2015).
Segundo Gonçalves (2015), o setor têxtil vêm buscando medidas mais eficazes e de baixo
custo para o tratamento de efluentes, optando por tecnologias que permitam o reúso do efluente
tratado no processo de produção e nos produtos contidos no efluente. Devido a variedade de
fibras, corantes e produtos de acabamento em uso, os efluentes resultantes são de grande
complexidade e diversidade química.
3.2 – Corantes
A cor fascinou o homem desde a origem da civilização, desempenhando hoje um papel
extremamente importante dado o seu vasto campo de aplicação. O fenômeno da cor envolve
muitos campos da ciência, sendo a cor de um corante determinada pela sua estrutura química
(LEAL, 2011).
O uso de corantes pelo homem começou há milhares de anos, os quais utilizavam
pigmentos, obtidos de fontes naturais, para fazer gravuras rupestres nos interiores das cavernas,
além de utilizá-los no tingimento de tecidos, uma vez que existem relatos sobre tecidos coloridos
encontrados em múmias egípcias de 2.500 a. C. Ainda, nos dias de hoje, são empregados muitos
corantes naturais utilizados na antiguidade, alguns exemplos são o índigo, a alizarina e a henna
(GOMES, 2009).
É importante ressaltar que há diferenças conceituais entre corantes e pigmentos. Os
pigmentos são partículas sólidas orgânicas ou inorgânicas, coloridas, brancas, pretas ou
fluorescentes, que são geralmente insolúveis no meio no qual são aplicados, se dispersando em
substâncias auxiliares ou sobre os substratos. Enquanto que, os corantes são aplicados em

25
diversas fibras, a partir de um líquido no qual é totalmente, ou pelo menos parcialmente solúveis,
devendo possuir uma afinidade específica com a fibra a qual são ligados (GOMES, 2009).
Até o século XIX, a maioria dos corantes eram obtidos a partir de fontes naturais, com
especial relevancia para os corantes vegetais, mas apresentavam limitações devido à falta de
brilho, fraca fixação às fibras e escassas graduações de cor. A época dos corantes naturais
terminou em 1856, quando Perkin obteve, acidentalmente, o primeiro corante sintético (LEAL,
2011).
O primeiro corante sintético com significância técnica foi descoberto por William H.
Perkin em 1856, após tentativas de sintetizar a quinina, este corante foi denominado de malveina
devido á sua cor lílas (mauve em inglês). Logo Perkin fundou a primeira fábrica para produção
de corantes sintéticos. Assim, inúmeros corantes sintéticos começaram a surgir e as indústrias
passaram, então, a utilizá-los para diversos fins, como por exemplo, em indústrias de artefatos de
couro, papel, plásticos, alimentícias, tintas e vernizes, madeiras, cosméticos e, principalmente,
em indústrias têxteis (GOMES, 2009). Os corantes são caracterizados pela sua capacidade de
absorver a luz visível (400 a 700 nm), e é por este motivo que apresentam cor (LEAL, 2011).
Os corantes são, em geral, moléculas grandes que possuem dois componentes principais:
o cromóforo, responsável pela cor e o grupo funcional, que liga o corante á fibra. O grupo
cromóforo mais utilizado é o da família dos “azo” corantes (representado por uma ligação dupla
entre dois nitrogênios), que equivale a aproximadamente 70% de todos os corantes têxteis
produzidos (MACIEL, 2013).
Durante a última década, a indústria têxtil teve que enfrentar desafios sociais e ambientais
decorrentes dos impactos gerados pelo efluente têxtil. Muitos corantes são, de fato, tóxicos para
saúde humana e para o meio ambiente. Estima-se que cerca de 5 á 20% do corante é perdido no
processo de tingimento, devido a sua limitada eficácia na fixação (PEREIRA, 2007). Os corantes
são os principais contaminantes na indústria têxtil e devem ser removidos antes do efluente ser
descartado no ecossistema (KHANDEGAR; SAROHA, 2013).
A remoção de corantes de efluentes industriais é um trabalho difícil e desafiador, pois em
geral, eles são estáveis e de difícil degradação. Uma forte coloração é a característica mais nítida
no efluente têxtil e está associada aos corantes empregados no tingimento. Sua coloração é bem
26
visível, afetando não só a estética, mas a transparência das águas, causando danos á flora e á
fauna (PEREIRA, 2007).
Atualmente vários tipos de corantes são utilizados para o processo de tingimento têxtil,
sendo que cada um é escolhido de acordo com a natureza da fibra têxtil, suas características
estruturais, propriedades de fixação dos corantes á fibra têxtil, custo econômico, etc (GOMES,
2009).
De acordo com Dias (2013), existem mais de 100.000 corantes disponíveis
comercialmente com uma produção anual estimada em aproximadamente 700.000 toneladas.
Cerca de 1-2% dos corantes são perdidos durante a produção e aproximadamente 1-10% se perde
durante o uso no processo industrial. No decorrer do processo de tingimento são utilizados uma
média de 200 litros de água para cada quilograma de tecido produzido.
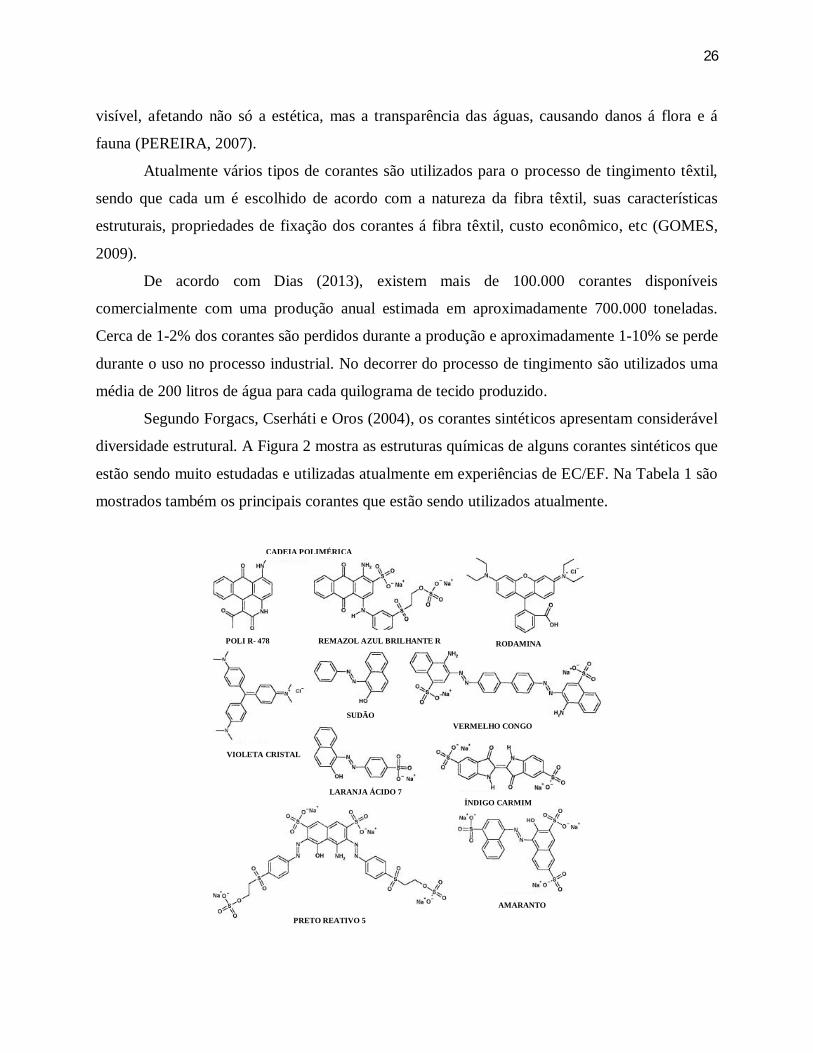
Segundo Forgacs, Cserháti e Oros (2004), os corantes sintéticos apresentam considerável
diversidade estrutural. A Figura 2 mostra as estruturas químicas de alguns corantes sintéticos que
estão sendo muito estudadas e utilizadas atualmente em experiências de EC/EF. Na Tabela 1 são
mostrados também os principais corantes que estão sendo utilizados atualmente.
CADEIA POLIMÉRICA
POLI R- 478 REMAZOL AZUL BRILHANTE R RODAMINA
VIOLETA CRISTAL
SUDÃO VERMELHO CONGO
LARANJA ÁCIDO 7 ÍNDIGO CARMIM
PRETO REATIVO 5
AMARANTO

27
Figura 2 - Estruturas químicas de corantes sintéticos estudadas em experiências de EC/EF
(FORGACS; CSERHÁTI; OROS, 2004).
Tabela 1: Utilização da EC/EF para a remoção de diversos tipos de corantes.
REFERÊNCIA CORANTE DENSIDADE DE
CORRENTE OU
POTENCIAL
ÂNODO -
CÁTODO
EFICIÊNCIA
DE REMOÇÃO
(%)
Ghalwa, Saqer e Farhat
(2016)
Vermelho Reativo 24 20 mA/cm2 Fe-Fe; Al-Al 99,6; 97,9
Naje et al. (2016) Imperon Violeta KB 4 mA/cm2 Al-Al 97
Ardhan et al. (2015) Azul Reativo 21 30 A / m2 Fe-Fe 95
Gili (2015) Laranja II 3 á 5 V Al-Al; Fe-Fe 98; 93,4
Govindan, Oren e Noel
(2014)
amido preto 10B
(AB), metil violeta
(MV), eosina amarelo
(EY), malaquita verde
(MG), azul de
metileno (MB) e
rodamina 6B.
17,8 mA/cm2 Fe-Fe 99; 99; 81; 98; 97
e 90
Khandegar e Saroha
(2014)
Preto Reativo B,
Laranja 3R, Amarelo
GR
0,0625 A / cm2 Al-Al 98
Yuksel, Eyvaz e
Gurbulak (2013)
Laranja Reativo 84 130 A / m2 Aço
inoxidável
(S-S) ; Fe-Fe
66 e 76
Khandegar e Saroha
(2013)
Vermelho Ácido 131,
Amarelo Reativo 86,
Indanthrene Azul RS,
Básico GR 4, Amarelo
Reativo 145
0,0625 A / cm2 Al-Al 97

28
Fonte: Elaborada pela autora (2016).
O Conselho Nacional de Meio Ambiente – CONAMA é um órgão do Ministério do Meio
Ambiente, instituído pela Lei 6.398/81, Decreto 99.274/90, é responsável por fiscalizar, autuar e
definir parâmetros de lançamento de efluentes nos sistemas aquáticos. Através da Resolução
CONAMA Nº 430, de 13 de maio de 2011, institui-se que o lançamento de efluentes não pode
alterar a cor natural do corpo receptor de águas. Esta resolução altera as resoluções anteriores e
determina que efluentes de qualquer fonte poluidora somente poderão ser lançados diretamente
nos corpos receptores após devido tratamento (SOUSA, 2015).
Desta forma, para atender a legislação ambiental muitas pesquisas vêm sendo
desenvolvidas com o objetivo de eliminar moléculas de corantes de solução aquosa.
3.2.1 – Classificação
Os corantes são caracterizados pela sua capacidade de absorver a luz visível (400 a 700
nm), e é por este motivo que apresentam cor. No geral, todas as moléculas absorvem radiação
eletromagnética, mas diferem no comprimento de onda de absorção. Algumas moléculas
possuem a capacidade de absorver radiação na zona do visível (400-800 nm) do espectro
eletromagnético, e, como resultado, apresentam-se com cor (LEAL, 2011).
A classificação dos corantes em função da sua estrutura química é baseada na divisão da
sua estrutura em dois grupos: cromóforo e auxocromo (ou grupo funcional). Os grupos
cromóforos são responsáveis pela cor do corante que resulta da absorção de radiação visível e o
grupo funcional é a estrutura responsável pela fixação á fibra. Assim, os corantes têxteis podem
ser classificados conforme sua estrutura química (azo, antraquinona, etc) ou pela forma que são
fixados á fibra têxtil. Os principais grupos de corantes classificados segundo o modo de fixação à
fibra têxtil são: corantes ácidos, azóicos, diretos, dispersivos, reativos, sulfurosos, à cuba, pré-
metalizados e corantes branqueadores. Quanto às classes diferenciadas pela estrutura química
podem ser mencionados os antraquinônicos (presença de quinonas ou benzoquinonas), índigo
(presença de enxofre), ftalocianinos (presença de metais), azo (presença de grupos -N=N-), entre
outros (GOMES, 2009).

29
De acordo com Petrucci e Montaro (2011), devido à alta solidez da cor, fácil
aplicabilidade no tingimento e boa reprodutibilidade, os corantes reativos representam
atualmente cerca de 30% da produção mundial de corantes sintéticos. Estes são caracterizados
pela capacidade que possuem de formar ligações covalentes com as fibras têxteis, tais como
algodão.
Os corantes reativos são compostos aniônicos solúveis em água e geralmente são
formados por grupos cromóforos azo ou grupos de antraquinona associados a agrupamentos
aromáticos e substituintes inorgânicos, conferindo a estes compostos uma elevada estabilidade
química. No entanto, esta propriedade, a qual é desejável para uso têxtil, faz com que os corantes
sejam resistentes à decomposição biológica, impactando no tratamento de efluentes realizado de
forma convencional (SARATALE et al., 2011).
Na Tabela 2 apresenta-se a classificação dos corantes mais comuns, baseada no
cromóforo presente.
Tabela 2 – Classificação de corante de acordo com o grupo cromóforo.
Classe Cromóforo Estrutura Molecular
Nitro
Azo
Antraquinona
Fonte: Leal, (2011).
3.2.2 – Corantes Azo

30
Os corantes azo formam o maior grupo de todos os corantes sintéticos e desempenham
um papel proeminente na maioria das aplicações. A cada ano, milhões de quilos de corantes azo
são produzidos e utilizados em diversas aplicações, incluindo corantes têxteis, tintas de
impressão e corantes alimentares. Durante o fabrico e utilização dos corantes azóicos, formam-se
resíduos que posteriormente são descarregados nos efluentes. Nos últimos anos, alguns corantes
azo foram retirados da lista de substâncias aprovadas para uso em alimentos, medicamentos e
cosméticos e muitos outros corantes estão em estudo no que diz respeito aos potenciais efeitos
adversos na saúde. Além disso, os corantes podem dar origem a aminas que são tão ou mais
tóxicas que os corantes que lhe deram origem. Portanto, a presença de corantes nas águas
residuais e nos resíduos sólidos é de interesse considerável devido ao potencial de contaminação
das águas subterrâneas e das águas potáveis, causando graves riscos à saúde humana (BRUINS;
WEIDOLF; HENION, 1987).
Os azo-corantes representam um problema ambiental emergente, pois uma grande
quantidade de resíduos destes corantes é descartada nos efluentes durante o processo de
tingimento na indústria têxtil. O problema surge não só devido à cor no efluente, como também
devido aos resíduos dos azo-corantes que podem passar a prejudicar potencialmente a jusante de
um rio ou manancial (CHAVES, 2009).
Pelo menos 3.000 corantes azo comerciais foram catalogados como cancerígenos e não
têm sido mais produzidos por fabricantes responsáveis. Entretanto, devido a problemas
econômicos, países menos desenvolvidos como Brasil, México, Índia e Argentina, não têm
cessado completamente a produção de alguns corantes à base de benzidinas de grande
potencialidade econômica (GUARATINI; ZANONI, 2000).
A CETESB informa que alguns corantes azóicos podem produzir aminas aromáticas,
gerando como subprodutos substâncias capazes de causar câncer no organismo humano
(PEREIRA, 2007). Estes corantes possuem uma ou mais ligações azo (-N = N-) que tem anéis
aromáticos. Estes anéis aromáticos possuem estruturas complexa e são responsáveis pela sua cor
intensa, alta solubilidade em água e resistência à degradação sob condições normais (GHALWA;
SAQER; FARHAT, 2016).
O tipo de substituintes e a posição que ocupam no anel aromático, juntamente com o
número de grupos azo e o tipo de anel, conferem a estes corantes uma elevada diversidade de

31
cores e intensidades, tornando ainda mais apelativo o seu uso por parte das indústrias, não só
têxtil como também as indústrias de papel, plásticos, cosméticos, alimentos, ceras e outras.
Devido ao grande volume da produção de corantes comercializados atualmente, os compostos
azo são, de longe, o maior grupo de corantes. São particularmente dominantes em tons de
amarelo, laranja, vermelho, rosa e castanho. O sucesso dos corantes azo deve-se à simplicidade
da sua síntese, estes corantes constituem 70% da produção total de corantes (LEAL, 2011).
Os riscos toxicológicos ao ser humano e ao ambiente dos corantes sintéticos estão
relacionados com a estrutura, solubilidade, possíveis interações, rota metabólica, exposição,
ingestão oral, sensibilização das vias respiratórias, sensibilização da pele, levando em conta
avaliação da relação risco/custo/benefício. Evidências de estudos biocinéticos mostram que os
azocorantes que são solúveis em água, quando ingeridos são metabolizados e excretados
rapidamente pela microflora intestinal se comparados com compostos menos solúveis. Em
relação aos insolúveis em água, estes podem sofrer biodegradação pelo fígado, formando
conjugados solúveis, os quais seriam transportados para o intestino e então reduzidos por
bactérias da flora normal. Então existe a possibilidade de que não apresente um potencial de
bioacumulação do corante e nem de seus metabólitos. A preocupação são os riscos crônicos
relacionados ao corante, devido se considerar que a biotransformação dos azocorantes pode
formar compostos com potencialidade mutagênica como: aminas, benzidinas e outros
intermediários (GUARATINI; ZANONI, 2000).
A presença de corantes azo nos corpos d’água provoca poluição visual devido ás
mudanças na intensidade e tonalidade da coloração das águas. E ainda a interação da luz com os
corantes impede sua penetração e interfere nos ciclos biológicos da biota aquática,
principalmente nos processos de fotossíntese. Além disso, os corantes são tóxicos apresentando
caráter mutagênico e cancerígeno, desta forma, representam uma ameaça aos ecossistemas e a
saúde pública (SOUSA, 2015).
As principais vantagens do uso dos corantes azo na indústria têxtil são as seguintes: são
particularmente fortes nas tonalidades laranjas, vermelhas, cor de vinho, podendo também
incluir as tonalidades azuis escuras e preta, sendo de rápido tingimento; estes corantes podem
ser produzidos de forma a apresentarem um brilho profundo, o que não acontece com outros
tipos de corantes; os materiais a tingir com os corantes azo podem ser tingidos de muitas formas,

32
não necessitando de maquinaria especial sendo economicamente viáveis e estes corantes
apresentam uma excelente reprodutibilidade (GUARATINI; ZANONI, 2000). A Figura 3 mostra
alguns exemplos de corantes azo utilizados na indústria têxtil.
Figura 3 – Exemplos de corantes azo utilizados na indústria (GOMES, 2009).
Os métodos analíticos conhecidos para analisar os corantes azo são normalmente
baseados na espectrofotometria de Ultravioleta-Visível (UV-vis) destes compostos.
Deste grupo de azo-corantes dá-se destaque ao Alaranjado de Metila (AM) porque neste
trabalho estudou-se o tratamento deste corante através da eletrocoagulação/eletroflotação.
3.2.2.1 – Corante Alaranjado de Metila
O alaranjado de metila (AM) é um corante azo solúvel em água, que é amplamente
utilizado na indústria têxtil, impressão, fabricação de papel, farmacêutica, indústrias de alimentos
e também em laboratórios de pesquisa (MITALL et al., 2007; FAN et al., 2009). O alaranjado de
PRETO REATIVO 5
VERMELHO REATIVO 183
LARANJA ÁCIDO 7 AZUL ÁCIDO 158

33
metila é um corante aniônico (nome IUPAC: sal sódico do ácido 4-dimetilaminoazobenzeno-4‘-
sulfônico) e possui estrutura química representada pela Figura 4 (LEAL, 2011). Devido ao fato
da estrutura do corante possuir um único grupo azo (-N=N-), o alaranjado de metila é
classificado como uma molécula monoazo (LEAL, 2011).
Figura 4 - Fórmula estrutural do Alaranjado de Metila (LEAL, 2011).
Os compostos azo normalmente apresentam a cor amarela ou laranja, a sua banda de
absorção no espectro visível é tipicamente na região azul. A fórmula química do Alaranjado de
Metila é C17H13N2NaO4S, a sua massa molar 327,33 g.mol-1 e a sua densidade 1,28 g.cm-3
(OLIVEIRA. P. H; OLIVEIRA. L.G.E; MELO. P. C, 2006).
O Alaranjado de Metila é um indicador de pH frequentemente usado em titulações ácido-
base devido à mudança de cor no intervalo de pH 3,1-4,4.
Os efeitos nocivos do AM sobre os seres humanos são vários. Em contato com a pele e os
olhos pode causar irritação e por inalação pode causar problemas gastrointestinais como náuseas,
vômitos e diarréia (PARIDA et al., 2008). O AM, assim como muitos outros corantes de sua
classe, são conhecidos como substâncias cancerígenas. As moléculas do corante entram no corpo
através da ingestão e são metabolizadas por microrganismos intestinais ou enzimas, produzindo
aminas aromáticas e consequentemente pode causar câncer intestinal (MITALL et al., 2007).
Diante dos efeitos tóxicos e estrutura complexa não biodegradável o corante alaranjado
de metila é escolhido como composto modelo, representante do grupo de corantes azo, os quais
são amplamente usados na indústria (TASAKI et al., 2009).
A degradação do alaranjado de metila foi investigada por Haji et al. (2011), usando o
processo oxidativo avançado UV/H2O2 e uma concentração inicial do corante de 25,5 mg L-1. Os
resultados deste estudo mostraram que o uso de radiação UV, na ausência de H2O2, conduziu a
26% de degradação do corante em um período de 4 horas. No entanto, sob condições
semelhantes, com adição de 0,1 mL de H2O2 a 20 mL corante 0,078 mmol L-1, o corante foi
completamente degradado em apenas 3 minutos.
34
Guo et al. (2011a) estudou a cinética e o mecanismo de fotodegradação do AM catalisada
por Fe(III) e ácido cítrico. O mesmo grupo de pesquisa utilizou novamente o AM para estudar a
degradação de corantes azo por Zn(0) assistida com sílica gel (GUO et al., 2011b).
Recentemente alguns autores empregaram o AM em seus estudos de fotodegradação
dentre eles: Zhao et al. (2014) preparou uma membrana usando alginato de cálcio/TiO2 e testou a
atividade de adsorção e fotodegradação para AM; Zhang et al. (2014) desenvolveu um método
fotoquímico para imobilizar nanopartículas de CdS em microesferas de quitosana, obtendo alta
eficiência fotocatalítica na degradação do AM; Zhiyong et al. (2015) estudou as atividades
fotocatalíticas de PbMoO4 e PbWO4 sobre a degradação da alaranjado de metila sob a
iluminação de luz UV.
Sousa (2015), estudou a remoção de cor do corante alaranjado de metila através da
fotodegradação. Foi realizado o preparo e avaliação do hidróxido duplo lamelar MgZnAl-Fe
calcinado no processo de adsorção e o fotocatalisador MgZnAl-Fe mostrou-se bastante eficiente
na degradação do alaranjuado de metila, com uma remoção de 93,4% de cor após 120 minutos de
reação.
Cadorim (2012), também estudou a remoção de cor do corante alaranjado de metila,
vermelho de metila e amarelo de metila através do processo de degradação em meio aquoso por
plasma frio de descarga corona. Observou que as constantes cinéticas para a degradação destes
corantes aumenta com o aumento da temperatura e potência elétrica aplicada. Segundo Cadorim
(2012), o plasma frio de descarga corona é uma ferramenta promissora no tratamento de
efluentes contendo corantes e os resultados do trabalho resultam em outras atividades que
continuam sendo objeto de pesquisa, como por exemplo, novos tipos de reatores e análises dos
gases de degradação.
O Alaranjado de Metila é talvez o corante mais estudado e o que apresenta uma maior
gama de aplicações nas indústrias químicas, tecnológicas e biomédicas, quando aplicado a
diferentes temperaturas. As cores brilhantes específicas do Alaranjado de Metila fazem dele um
corante importante na indústria têxtil, fotográfica e de pintura (OLIVEIRA. P. H; OLIVEIRA.
L.G.E; MELO. P. C, 2006).
3.3 – Tipos de tratamento de efluentes
35
De acordo com Mota (2011), os tratamentos de efluentes industriais envolvem processos
destinados á remoção de impurezas geradas na fabricação de produtos de interesse. A escolha de
um método de tratamento está associada principalmente ao tipo de efluente gerado, ao controle
operacional da indústria e ás características da água utilizada no processo.
Segundo Punzi et al. (2015), muitas preparações de corantes comercializados são através
de corantes ativos e vários subprodutos que são recalcitrantes para a degradação biológica e
acabam em quantidades significativas no efluente após o processo de tingimento. Muitas vezes
processos de tratamento de águas residuais convencionais não são capazes de degradar esses
compostos e desintoxicar os efluentes, assim, alternativas devem ser desenvolvidas.
3.3.1 – Métodos tradicionais de tratamento de efluentes
Existem vários métodos utilizados para o tratamento de efluentes, podendo ser
classificados principalmente em físicos, químicos e biológicos, ou uma combinação destes.
O tratamento biológico convencional é um processo muito demorado e precisam de
grande área operacional, além de não serem eficazes para efluentes contendo elementos tóxicos
(KHANDEGAR; SAROHA, 2013). Embora os tratamentos biológicos sejam mais baratos e mais
simples, eles não podem ser aplicados diretamente sobre a maioria dos efluêntes têxteis porque
muitos destes corantes são tóxicos para os microorganismos envolvidos nestes processos. Além
disto, este processo não consegue remover completamente os componentes solúveis, como os
desreguladores endócrimos e pesticidas, por exemplo (FENG, 2013).
Segundo Fernandes (2010), a biodegradação apesar de ser um método promissor no
tratamento de efluentes têxteis, não se mostra eficaz para os corantes sintéticos, que por sua vez
muitos são xenobióticos, ou seja, os sistemas naturais de microorganismos em rios e lagos não
contém enzimas específicas para degradar este tipo de composto sob condições aeróbicas e sob
condições anaeróbicas a degradação do corante se processa muito lentamente. Entretanto apesar
de ser um processo barato em relação aos outros métodos, é menos eficaz por causa da
toxicidade dos corantes que induz um efeito inibidor sobre o desenvolvimento de bactérias.
De acordo com Prado (2015), os processos biológicos utilizados com maior frequência
são os sistemas de lodos ativados. Muitas vezes os custos de instalação e operação ficam altos,
36
quando comparado á outros métodos, devido a presença de vários equipamentos e pela
necessidade de mão de obra especializada para operação e avaliação do processo.
O tratamento biológico, adotado na forma de lagoas de estabilização, requer uma grande
extensão de área e é limitado pela sensibilidade das variações climáticas, bem como pela
toxicidade de alguns produtos químicos e também é menos flexível em projetos e operações
(PRADO, 2015).
Os métodos químicos utilizados no tratamento de efluentes são muito variados e
dependem, das características do efluente (DAMINELLI, 2008). O tratamento químico, envolve
a adição de grandes quantidades de produtos químicos que muitas vezes não reagem e são
descarregados no esgoto. Além disso, os métodos biológicos e químicos podem gerar uma
grande quantidade de lodo e estes muitas vezes precisam ser tratados (FENG, 2013).
Degradação química por agentes oxidantes tais como o cloro constitui um método
relevante e muitas vezes eficaz, mas podem produzir produtos secundários muito tóxico, tais
como os compostos organoclorados (MERZOUK et al., 2009). Fotooxidação por UV / H2O2 ou
UV / TiO2 precisa de produtos químicos adicionais e podem causar uma poluição secundária.
Técnicas de oxidação avançada resultam muitas vezes em alto custo no tratamento. Segundo
Alexandre (2015), a coagulação química é utilizada para reduzir poluentes de águas residuais
têxteis, mas esta exige o uso de produtos químicos, os quais aumentam o custo do tratamento e
geram um grande volume de lodo contaminado de difícil disposição.
De acordo com Alexandre (2015), os processos físicos são assim definidos por neles
predominarem a ocorrência de fenômenos físicos. São caracterizados por métodos de separação
de fase. Estes processos podem abranger o uso de sistemas de separação de fases (exemplos:
sedimentação, decantação, centrifugação e filtração), transição de fases (exemplos: destilação,
evaporação e crsitalização), transferência de fases (exemplos: extração por solventes e adsorção)
e separação molecular (exemplos: ultrafiltração e osmose reversa).
Diversos processos usados em estações de tratamento de efluentes envolvem a adição de
agentes coagulantes e floculantes, como por exemplo, polímeros e sais de ferro e de alumínio.
Tratamentos com polímeros podem causar impactos ambientais em decorrência da toxicidade de
algumas substâncias usadas, podendo, mesmo em baixas concentrações, desequilibrar o meio-
ambiente em relação aos organismos aquáticos do corpo receptor. Os coagulantes usados no
37
tratamento químico também podem causar impacto ambiental, pois causam alterações nas
concentrações de ânions e, consequentemente, condutividade do efluente, quando comparada a
qualidade da água de entrada na indústria. Os coagulantes a base de sulfatos elevam a
concentração desse íon no efluente final, podendo alterar a qualidade da água do corpo receptor.
Um excesso de sulfato no leito poderá precipitar os íons cálcio presentes no sedimento e na água
ou participar de processos de oxi-redução gerando sulfetos em condições anaeróbias
(CRESPILHO; REZENDE, 2004).
Os processos eletrolíticos vem sendo cada vez mais estudados/utilizados. De acordo com
Alexandre (2015), as primeiras propostas de utilização de energia elétrica para tratar água
aconteceram na Inglaterra no final do século XIX. Chen (2004), relatou que no início do século
XX, mais precisamente em 1904, a aplicação da eletrólise no beneficiamento mineral foi
patenteada por Elmore e em 1909 a EC com eletrodos de alumínio e ferro foi patenteada nos
EUA. Em 1956, Holden tratou água de rio na Grã Bretanha usando os eletrodos do ferro com um
tipo similar de sistema (WIMMER, 2007).
Apesar da obtenção de resultados promissores para o tratamento de água através desse
processo, por exemplo, na remoção de cor, este ficou bastante tempo com a aplicação limitada.
De acordo com Holt et al. (2002), isto ocorreu por causa do investimento relativamente alto em
comparação ao produto químico.
Entretanto, ao passar dos anos, a pesquisa extensiva nos EUA proporcionou um maior
conhecimento do processo. Com o padrão de potabilidade cada vez mais exigente para água de
abastecimento e os regulamentos ambientais restritos a respeito da descarga de efluentes, as
tecnologias eletroquímicas ganharam novamente sua importância no mundo durante as duas
décadas passadas (CHEN, 2004).
Juttner, Galla e Schmieder (2000), descreveram os processos eletrolíticos como
“processos limpos”, de grande compatibilidade ambiental onde o principal reagente é o elétron.
Fornazari et al. (2009), citaram algumas vantagens do tratamento eletroquímico como: a
utilização do elétron como reagente e a formação de espécies reativas na superfície do eletrodo.
Outras vantagens foram comentadas por Oliveira (2008), como a simplicidade de operação e
desempenho confiável para uma ampla variedade de compostos tóxicos. Por outro lado, a
eficiência da degradação, é dependente do tipo de material que constitui o eletrodo (ZAINAL;

38
LEE, 2006). O processo de eletrólise pode ser explicado da seguinte forma: no mínimo dois
eletrodos ou condutores elétricos, são devidamente espaçados entre si e mergulhados em um
eletrólito, ou condutor iônico, contido em um recipiente chamado célula unitária. Estes eletrodos
são ligados aos pólos de uma fonte de corrente contínua onde ao pólo positivo, liga-se o ânodo, e
ao negativo, o cátodo. Ao se aplicar uma diferença de potencial através dos eletrodos, forma-se
um campo elétrico entre eles. O campo elétrico gerado irá permitir a oxidação ou redução dos
íons (CLARO et al., 2010).
Vários pesquisadores estão estudando um diferenciado processo eletroquímico de
tratamento de efluentes. Esse processo consiste na eletroflotação (EF), em que um reator
eletroquímico é o centro das reações de eletrólise com possível aplicação simultânea da
coagulação. A eletroflotação é também chamada de eletrocoagulação e de eletrofloculação
(CRESPILHO; REZENDE, 2004). A seguir foram descritos, resumidamente, alguns desses
estudos:
Ghalwa, Saqer e Farhat (2016), estudaram a aplicabilidade da eletrocoagulação no
tratamento do corante vermelho reativo 24. As reações foram realizadas durante 14 min e 35
minutos utilizando eletrodos de ferro e alumínio respectivamente e alguns parâmetros foram
investigados, tais como o pH, tipo de eletrólito, a concentração inicial de corante, a concentração
de eletrólito, temperatura e distância entre eletrodos na eficiência de remoção deste corante. Os
resultados mostraram que a eficiência de remoção de cor foi de 99,6% utilizando eletrodos de
ferro e 97,9% utilizando eletrodos de alumínio.
Naje et al. (2016), estudaram a aplicação da eletrocoagulação para o tratamento do
corante Imperon Violeta KB. O melhor desempenho da eletrocoagulação do corante Imperon
Violeta KB foi observado em pH igual a 6, concentração de NaCl de 0,10 kg/m3, temperatura de
40ºC em um tempo de 10 minutos, obtendo uma eficiência de remoção de cor de 97%. Neste
estudo foram utilizados eletrodos de alumínio.
ALEXANDRE (2015), trabalhou com o efluente utilizado em uma indústria têxtil
fabricante de redes. Utilizou o processo de eletrocoagulação para o tratamento e obteve 98,94%
de remoção de cor.
TAK et al. (2015), estudaram a aplicabilidade da eletrocoagulação para o tratamento de
águas residuais de gado. As reduções nos valores de cor foram de 98% para experimentos

39
realizados a valores de pH do efluente de 4, densidade de corrente de 30 mA/cm2 e concentração
de NaCl de 2g / L.
Kobya e Demirbas (2015), estudaram a aplicabilidade da eletrocoagulação para o
tratamento de águas residuais de fabricação de latas. A eficiência de remoção utilizando
eletrodos de alumínio foi de 99,41% utilizando densidade de corrente de 20 A/m2 em um tempo
de 40 minutos.
Kobya, Gengec e Demirbas (2015), estudaram a aplicabilidade da eletrocoagulação. O
efluente utilizado neste estudo foi obtido a partir de uma fábrica têxtil produzindo cerca de 1000
m3 de águas residuais por dia em Istambul, Turquia. Foi possível obter uma eficiência de
remoção de 85% utilizando eletrodos de alumínio e 77% com eletrodos de ferro, utilizando
parâmetros de densidade de corrente de 65 A/m2 em um tempo de 80 minutos.
De acordo com Tsioptsias et al. (2015), estudaram a aplicabilidade da eletrocoagulação
para o tratamento de melaço de águas residuais, que é um efluente da indústria de alimentos,
como destilarias, açúcar e leveduras, etc. É caracterizado por uma cor castanha escura e
apresenta um elevado teor em substâncias de natureza recalcitrante. Foram testados vários
parâmetros, entre estes, o tempo de reação, que variou de 0,5 á 4 horas, a densidade de corrente
que variou de 5 a 40 mA /cm2, pH, condutividade e temperatura. Foi possível se ter um baixo
custo de operação utilizando eletrodos de ferro. Os resultados obtidos mostraram que a remoção
de cor atingiu até 97%.
De acordo com Ardhan et al. (2015), estudaram a aplicação da eletrocoagulação para o
tratamento do corante reativo azul 21 utilizando eletrodos de ferro. Foi possível obter 95% de
eficiência de remoção de cor em um tempo de 7 minutos utilizando uma densidade de corrente
de 30 A/m2 e 500 mg/L de corante.
Govindan, Oren e Noel (2014), estudaram a aplicabilidade da eletrocoagulação no
tratamento de efluentes têxteis. O reator eletroquímico tem capacidade de 3 L. Os corantes
estudados foram o amido preto 10B (AB), metil violeta (MV), eosina amarelo (EY), malaquita
verde (MG), azul de metileno (MB) e rodamina 6B. Foi possível obter uma eficiência de
remoção de cor de 99%, 99%, 81%, 98%, 97% e 90% respectivamente. Neste estudo foram
utilizados eletrodos de ferro, 100 mg / L de corante, 2g de NaCl, densidade de corrente de 17,8
mA/cm2 em um tempo de 60 minutos.

40
Mondal et al. (2013), aplicaram o sistema de eletrocoagulação, utilizando eletrodos de
alumínio para o tratamento de efluente de banho de estampagem têxtil. A partir das condições
experimentais ótimas obtidas (pH=6,6; distância entre os eletrodos=0,5 cm; tempo=102 min e
densidade de corrente=19,51 mA/cm2), foram alcançados percentuais de remoção de 99,7% para
cor.
Pajootan, Arami e Mahmoodi (2011), estudaram a remoção de cor dos corantes Preto
ácido 52 e Amarelo ácido 220 pelo processo de eletrocoagulação utilizando eletrodos de
alumínio. Foi possível obter 92% e 97% de eficiência de remoção respectivamente, em um
tempo de 8 minutos. Utilizando uma densidade de corrente de 40 A / m2 e pH de 5.
Parsa et al. (2011), empregaram o processo de eletrocoagulação para a degradação de
uma solução aquosa (50 mg.L-1) do corante castanho ácido 14 nas escalas de bancada e piloto.
De acordo com os resultados deste estudo o alumínio apresentou uma operação melhor do que o
ferro como ânodo. As condições mais adequadas para a degradação do corante castanho ácido 14
foram: NaCl como eletrólito suporte com concentração de 0,5 g.L-1; pH natural de 6,4 e tensão
aplicada de 2 V. Com as condições ótimas para o reator de bancada após 18 min, 91% do teor de
corante da solução foram removidos. Em última análise, quando utilizou-se o reator em escala
piloto, após cerca de 200 minutos, 80% do teor de corante foram removidos. Concluiu-se neste
estudo que o processo de EC é promissor no que diz respeito ao tratamento de efluentes contendo
corantes azo.
Eyvaz et al. (2009), realizaram um estudo com a aplicação da eletrocoagulação utilizando
eletrodos de alumínio, nas soluções aquosas de dois tipos de corantes têxteis (Amarelo Procion e
Amarelo Dianix). Os maiores percentuais de remoção de cor obtidos foram para o Amarelo
Procion: 63% de remoção de cor. Enquanto para o Amarelo Dianix, foram atingidos 99,9% de
remoção de cor.
A eletrocoagulação do corante Laranja II foi realizada por Mollah et al. (2010), através de
eletrodos sacrificiais de alumínio sob condições variáveis de concentração de corante, densidade
da corrente, taxa de fluxo, condutividade e pH inicial da solução do corante, a fim de otimizar os
parâmetros de operação para a máxima eficiência de descoloração. O valor máximo obtido foi de
94,5% de remoção de cor nas seguintes condições: concentração de corante = 10 ppm, densidade

41
de corrente = 160 A/m2, pH inicial = 6,5, condutividade = 7,1 mS/cm, taxa de fluxo = 350
mL/min e concentração de NaCl adicionado=4,0 g/L.
Phalakornkule, Polgumhang e Tongdaung (2009), investigaram a eficiência da EC
utilizando eletrodos de ferro e de alumínio na remoção de cor de águas residuais têxteis sintéticas
e reais. Foram utilizadas soluções têxteis sintéticas de 100 mg/L, do corante Azul Reativo 140 e
do corante Vermelho Disperso 1. Neste estudo, os dados de eficiência de remoção de cor se
mostraram superiores para o eletrodo de ferro. Para o Vermelho Disperso 1, o conjunto de
eletrodos com ânodos combinados também se mostrou um meio eficaz de tratamento. Embora os
valores adequados de alguns parâmetros fossem diferentes para cada corante, foi determinado
um conjunto de valores dos parâmetros de funcionamento que podem ser utilizados para tratar
separadamente cada corante e uma mistura destes corantes, alcançando uma remoção de cor
maior que 95%: ânodos de ferro, distância entre os eletrodos de 8 mm e densidade de corrente de
30 A/m2 para o período de 5 min de EC. No entanto, a remoção de cor das águas residuais
provenientes do beneficiamento têxtil foi considerada mais complicada do que das soluções
sintéticas têxteis, pois com o conjunto de parâmetros operacionais utilizados, um entre cinco
testes falharam no tratamento das águas residuais têxteis. Concluiu-se que um estudo adicional
seria necessário para compreender o problema, a fim de aumentar o desempenho da viabilidade
técnica de EC para águas residuais têxteis, diante do alto potencial para degradação de corantes.
No trabalho realizado por Kabda li et al. (2008), foi investigada a aplicação da EC com
eletrodos de alumínio e aço inoxidável para um efluente simulado de banho de corante reativo,
com a distância entre os eletrodos fixada em 3 mm. Uma mistura de corantes e produtos
químicos auxiliares, em vez de um único corante foi utilizada para refletir as condições reais de
tingimento reativo. Verificou-se através dos estudos experimentais que a EC usando eletrodos de
aço inoxidável em particular foi mais eficaz para a redução da cor. O composto Na2CO3 reduziu
significativamente a eficiência do processo, tanto em termos de cor e de DQO. Um efeito
negativo na eficiência de remoção de DQO também foi observado para o agente sequestrante.
Por outro lado, o aumento da concentração de NaCl não só aumentou as eficiências de remoção
de cor e DQO, mas também compensou os efeitos adversos de Na2CO3 e do agente sequestrante
sobre o processo de EC. Os mecanismos dominantes para a remoção de cor e DQO do efluente
de banho reativo por EC mostraram-se ser coagulação e adsorção em valores de pH acima de 11.

42
Daneshvar, Sorhabi e Kasiri (2004), estudaram a aplicação da eletrocoagulação no
tratamento da solução do corante ácido Vermelho 14 utilizando eletrodos de ferro. Foi possível
obter 93% de eficiência de remoção de cor, em um tempo de 4 minutos, densidadede corrente de
80 A / m2 e distância entre os eletrodos de 1 cm.
Aoudj et al. (2010), estudaram a remoção de cor do corante Direct red 81 pelo processo
de eletrocoagulação utilizando eletrodos de alumínio. Foi possível obter 98% de eficiência de
remoçaõ de cor utilizando uma densidade de corrente de 1,875 mA / cm 2 , pH de 6 e distância
entre eletrodos de 1,5 cm.
Camboim (2010), testou a remoção de cor do efluente de tinturaria de tecidos através do
processo de eletroflotação e obteve uma eficácia de descoloração de 70%.
Merzouk et al. (2009), estudaram a remoção de cor do corante têxtil vermelho pelo
processo de eletrocoagulação utilizando eletrodos de alumínio. Foi possível obter mais de 85%
de eficiência de remoção de cor utilizando uma densidade de corrente de 31,25 mA / cm 2 , pH
variou de 6 á 9, distância entre eletrodos de 1 cm, concentração do corante de 200 mg / L em um
tempo de 14 minutos.
Nanseu-Njiki et al. (2009), estudaram a aplicação da eletrocoagulação em uma solução
aquosa de mercúrio (II) e foi possível obter uma eficiência de remoção acima de 99% utilizando
tanto eletrodos de alumínio como também eletrodos de ferro.
Segundo Zongo et al. (2009), estudaram a aplicabilidade da eletrocoagulação. O efluente
utilizado neste estudo foi obtido a partir de uma fábrica têxtil localizada na França. Foi possível
obter uma eficiência de remoção de 100% utilizando tanto eletrodos de alumínio como também
eletrodos de ferro. Foram estudados parâmetros de densidade de corrente de 50, 100, 150 e 200
A/m2 em um tempo de 60 minutos e foi possível concluir que a eficiência de descoloração
aumenta com o aumento da densidade de corrente.
Modirshahla, Behnajady e Kooshaiian (2007), estudaram o processo de eletrocoagulação
para a remoção de Tartrazina (corante ácido Amarelo 23). Para uma solução de 40 mg de corante
ácido Amarelo 23 e foi possível obter quase 100% na eficiência de remoção da cor, quando o pH
era cerca de 5,78, o tempo de eletrólise foi de aproximadamente 6 minutos, a densidade da
corrente foi de aproximadamente 120 A / m2 e uma distância entre os eletrodos 1,5 cm.

43
Pereira (2007), investigou a remoção de cor do efluente real de duas indústrias têxteis:
empresa Polyenka que fabrica poliéster e a empresa Santista que fabrica jeans (algodão) através
do processo de eletroflotação. Obteva-se uma eficácia de descoloração de 100% na empresa
Polyenka e 50% na eficácia de descoloração do efluente da empresa Santista.
Kobya et al. (2005), estudou a descoloração do corante têxtil laranja levafix E3 GA pelo
processo de eletrocoagulação. Foi possível obter uma eficiência de descoloração de 99,9%,
trabalhando com pH de 3, densidade de corrente de 100 A / m2 em um tempo de operação de 15
minutos. Neste estudo foram utilizados eletrodos de alumínio.
A seleção do método é realizada em função das características do efluente e fatores
operacionais como tempo de retenção, natureza do efluente, temperatura e tamanho das
partículas devem ser considerados (CRESPILHO; REZENDE, 2004).
A Tabela 3 abaixo mostra a comparação utilizando a eletrocoagulação e outros métodos
para os tratamentos de águas residuais.
Tabela 3 – Comparação da eletrocoagulação com outros métodos.
REFERÊNCIA EFLUENTE PARÂMETRO
DE REMOÇÃO
EFICIÊNCIA DE REMOÇÃO
(%)
Verma, Khandegar e
Saroha (2013)
Indústria
Galvanoplastia
Cr (III), Cr (VI) EC: 100 para Cr (III) e Cr (VI);
Coagulação: 52,6 para Cr (III) e
25,8 para Cr (VI).
Khandegar e Saroha
(2013)
Têxtil Cor EC: 97;
Coagulação: 94
Khandegar e Saroha
(2014)
Têxtil Cor EC: 100;
Coagulação: 5
Bani-Melhem e Smith
(2012)
Água cinza Cor EC + biorreator de membrana
submersa: 93,7
Biorreator de membrana submersa:
91,2
Chen e Deng (2012) Solução sintética Ácido húmico EC: 32,9
Ultrafiltração: 26,8

44
Chafi et al. (2011) Corante sintético
Orange II
Cor EC: 98
Coagulação: 53
Akbal e Camci (2010) Metalização Cu, Cr, Ni EC: 99,9 em 20 minutos
Coagulação (sulfato de alumínio e
cloreto férrico): 99,9
Fonte: Elaborada pela autora (2016).
3.3.2 – Eletrocoagulação / Eletroflotação
Segundo Crespilho e Rezende (2004), a eletrocoagulação/eletroflotação (EC/EF) está
renascendo, pois vários trabalhos vêm sendo realizados e publicados nesta área. No final do
século XIX, a EC/EF já era bem conhecida. Embora pouco explorada, foi considerada uma
técnica promissora. Durante o século XX, algumas plantas piloto de EC/EF começaram a ser
estudadas, mas logo foram abandonadas em decorrência da complexidade das etapas que
envolvem processos hidrodinâmicos acoplados a sistemas eletroquímicos. Atualmente, vários
fenômenos relacionados a processos de coagulação via eletroquímica já são bem conhecidos e
podem ser aplicados a modelos hidrodinâmicos.
A tecnologia no tratamento físico-químico pelo processo eletrolítico é uma alternativa
promissora para o atendimento á legislação ambiental. Esta alternativa possibilita ampliar a
capacidade de tratamento dos sistemas físico-químicos tradicionais, pois utiliza os mesmos
fundamentos básicos de coagulação-floculação e adicionalmente disponibiliza elementos que
potencializam o método pela geração de oxigênio e hidrogênio nas reações de eletrólise,
formando um fluxo ascendente de micro-bolhas que interagem com todo efluente presente no
interior do reator eletrolítico, sendo este, submetido intensamente ás reações de oxidação e
redução, facilitando a floculação e a flotação da carga poluidora existente, aumentando a
eficiência do processo de tratamento.
De acordo com Alexandre (2015), a eletrocoagulação consiste em um tipo de tratamento
eletrolítico, no qual se utiliza ânodos sacrificiais para produzir agentes coagulantes em solução.
Isso será permitido a partir da tensão elétrica aplicada através dos eletrodos. O material utilizado
para a construção dos eletrodos, portanto, determina o tipo de coagulante produzido. Dentre os

45
materiais que estão sendo utilizados para tal função estão o alumínio e o ferro. Entretanto, o
processo eletrolítico pode também apresentar simultaneamente, os processos de eletrofloculação
e eletroflotação.
De acordo com Mollah et al. (2004), o metal (Al/Fe) que compõe o ânodo é hidrolisado
quase que imediatamente ao hidróxido polimérico de ferro ou de alumínio. A partir daí são
produzidos continuamente hidróxidos poliméricos na vizinhança do ânodo. A coagulação
acontece quando estes cátions do metal se combinam com as partículas negativas carregadas para
o ânodo pelo movimento eletroforético, desestabilizando-as. Os contaminantes presentes na
corrente de água residuária são tratados tanto por reações químicas e precipitação ou ligação
física e química aos materiais coloidais que estão sendo gerados pela oxidação do eletrodo
(MOLLAH et al., 2004). Paralelamente a esse processo ocorre a geração de micro-bolhas
principalmente de hidrogênio (H2) no cátodo, formadas pela hidrólise da água, as quais sobem à
superfície carregando por arraste os flocos formados pelas impurezas, promovendo a clarificação
do efluente (eletroflotação). A especiação do coagulante é um aspecto mais delicado da EC, uma
vez que o cátion metálico ativo pode formar complexos monoméricos e poliméricos, como
também precipitados de hidróxido de metal. Os tipos e quantidades de espécies produzidas
dependerá principalmente da concentração de metal que migra para a solução e do valor do pH.
Ugurlu et al. (2008), definiu a eletrocoagulação como um processo que consiste em criar
flocos de hidróxidos metálicos dentro do efluente a ser clarificado, por eletro-oxidação dos
ânodos. Os flocos formados podem ser separados do líquido por sedimentação ou flotação
dependendo da densidade do floco (BENSADOK et al., 2007). Comparando com a coagulação
química, a eletrocoagulação tem em teoria, a vantagem de remover as menores partículas
coloidais. Isso porque, as partículas menores, quando carregadas eletricamente, possuem uma
maior probabilidade de serem coaguladas devido ao campo elétrico que as põe em movimento
(SILVA, 2013). Khandegar e Saroha (2013) relataram que a eletrocoagulação permite uma
geração menor de lodo, reduzindo assim o custo com o descarte do lodo, o lodo é facilmente
separado.
Mollah et al., (2001); Koparal e Outveren (2002), afirmaram que por meio da EC é
possível eliminar extensivamente as desvantagens das técnicas clássicas de tratamento.
46
Mollah et al., 2001; Can et al., 2006, destacaram algumas vantagens da EC, como: os
flocos formados por EC são similares aos flocos químicos, exceto pelo floco da EC tender a ser
muito maior, conter menos água na fronteira; produz efluente com menos sólidos totais
dissolvidos (STD) em comparação aos tratamentos químicos; bolhas de gás produzidas durante a
eletrólise possibilitam carrear o poluente ao topo da solução onde pode ser mais facilmente
concentrado, coletado e removido e pode ser convenientemente usada nas áreas rurais onde a
eletricidade não está disponível, desde que um painel solar unido à unidade seja suficiente para
realizar o processo.
De acordo com Raschitor et al. (2014), muitas pesquisas foram realizadas nos últimos
anos envolvendo a EC/EF e resultados promissores fazem a aplicação desta tecnologia viável em
escala industrial. Além disso, estudos recentes têm mostrado que a recuperação do hidrogênio no
processo de EC/EF poderia compensar os custos operacionais, devido a sua utilidade como uma
fonte de energia verde (PHALAKORNKULE; SUKKASEN; MUTCHIMSATTHA, 2010).
A EF é um processo simples que consiste na flotação de partículas de interesse para a
superfície de um efluente líquido por meio de microbolhas geradas pela eletrólise da própria
solução aquosa. As microbolhas de oxigênio e hidrogênio são produzidas através das seguintes
semi-reações (MANSOUR; KSENTINI; ELLEUCH, 2007):
Ânodo (+) H2O ½ O2(g) + 2H+ + 2e- (1)
Cátodo (-) H2O + 2e- 2OH- + H2(g) (2)
A eletroflotação possui três grandes vantagens sobre as demais técnicas de separação por
espuma: as bolhas de gás formadas são extremamente pequenas, a variação da densidade de
corrente nos eletrodos implica em diferentes quantidades de microbolhas que constituem o
agente carreador das partículas hidrofobizadas, ou seja, pode-se aumentar a probabilidade de
colisão entre as bolhas e as partículas e a seleção do eletrodo permite configurar o sistema para
um processo específico, admitindo o uso de eletrodos solúveis, como os de ferro ou alumínio que
geram agentes coagulantes in situ (MANSOUR; KSENTINI; ELLEUCH, 2007).
Em processos de eletrocoagulação/eletroflotação a aplicação de um potencial gera uma
espécie coagulante in situ no ânodo de sacrifício (alumínio ou ferro), enquanto gás hidrogênio é

47
gerado simultaneamente no cátodo. A formação deste gás também auxilia na flotação das
partículas para fora do efluente e os resíduos assim separados podem ser facilmente retirados da
água por raspagem ou sucção. A eletrofloculação é a combinação dos processos de
eletrocoagulação e eletroflotação (FORMENTINI, 2012).
É conhecido e aceito que os processos de eletrocoagulação envolvem três etapas
sucessivas, a saber (i) formação de substâncias coagulantes a partir do ânodo de sacrifício,
(ii) desestabilização dos contaminantes, partículas em suspensão e quebra das emulsões, e (iii)
agregação das fases desestabilizadas para a formação de flocos (MOLLAH et al., 2004). A
Figura 6 mostra um desenho esquemático de um reator de EC/EF.
Figura 5: Desenho esquemático de um reator de EC/EF.
Fonte: Mollah et al., 2004.
De acordo com Crespilho e Rezende (2004), o reator de EF/EC possui eletrodos de
alumínio, por exemplo, que geram íons Al3+ em razão do potencial aplicado. Essa etapa faz parte
do processo anódico, em que o alumínio metálico é oxidado de acordo com a equação 1. O
cátion gerado na etapa anódica hidrolisa-se, formando o agente coagulante (Al (OH)3), que será o
responsável pela coagulação e formação das partículas coloidais.
Al(s) Al3+ + 3e- (3)

48
Segundo Crespilho e Rezende (2004), a EC / EF ocorre basicamente em quatro etapas:
geração eletroquímica do agente coagulante; eletrocoagulação; eletrofloculação; e, por fim,
flotação das impurezas.
3.3.2.1 – Geração eletroquímica do agente coagulante
Esta etapa é determinante para que a coagulação ocorra de maneira controlada e eficiente
e vários fatores devem ser considerados, como por exemplo, a condutividade da solução, a
resistividade do meio e o potencial aplicado entre os eletrodos. De modo geral, todos esses
fatores estão relacionados entre si, uma vez controlados, a geração do agente coagulante, passa a
ser monitorada pela corrente obtida (CRESPILHO; REZENDE, 2004).
3.3.2.2 – Eletrocoagulação
A eletrocoagulação é baseada no método eletroquímico da eletrólise para o tratamento de
efluentes, onde a oxidação dos eletrodos metálicos é responsável pela formação do agente
coagulante, sem a necessidade da adição de compostos químicos para promover a coagulação
(DROUICHE et al., 2009).
De acordo com Crespilho e Rezende (2004), na segunda etapa ocorre a coagulação das
partículas, ou seja, o metal carregado positivamente pode reagir com partículas de cargas
negativas. Esse fenômeno ocorre para baixas concentrações do metal. Entretanto, a reação pode
ficar limitada pela hidrólise da espécie carregada, liberada em grande quantidade pelo eletrodo,
que, por sua vez, é muito rápida. Assim, a adsorção e a neutralização podem ocorrer, porém seus
efeitos são bem menos expressivos quando comparados com a ação dos hidróxidos formados a
partir da oxidação do eletrodo metálico. Nesta etapa é de grande interesse que a hidrólise resulte
em hidróxido, uma vez que esse composto será o maior responsável por remover as impurezas do
efluente. A seguir, são apresentadas as equações que descrevem as etapas de hidrólise do
alumínio e do ferro.
Reações do alumínio

49
A principal reação ocorre no ânodo de alumínio que é a dissolução e formação da
substância coagulante:
Al(s) Al3+ + 3e- (4)
Al3+ + 6H2O Al(H2O)63+ (5)
Dessa forma, íons metálicos e íons hidróxido são gerados na superfície do eletrodo. Estas
substâncias reagem na solução aquosa e formam hidróxidos que irão se constituir em polímeros
(ESSADKI et al., 2007):
Al(H2O)63+ Al(OH)3(s) + 3H+ (6)
nAl(OH)3 Aln(OH)3n(s) (7)
Pode-se notar pela equação 7 que vários complexos de alumínio podem ser formados. A
presença desses complexos em solução aquosa confere uma característica gelatinosa ao meio.
Esses complexos são os responsáveis por remover contaminantes, pelo fato de adsorverem-se ás
partículas, originando coágulos maiores: os flocos. Porém, a estabilidade do hidróxido de
alumínio depende do pH do meio. Na Figura 7 apresenta-se o diagrama de hidrólise do alumínio
com os tipos de compostos existentes em solução aquosa de acordo com o pH.
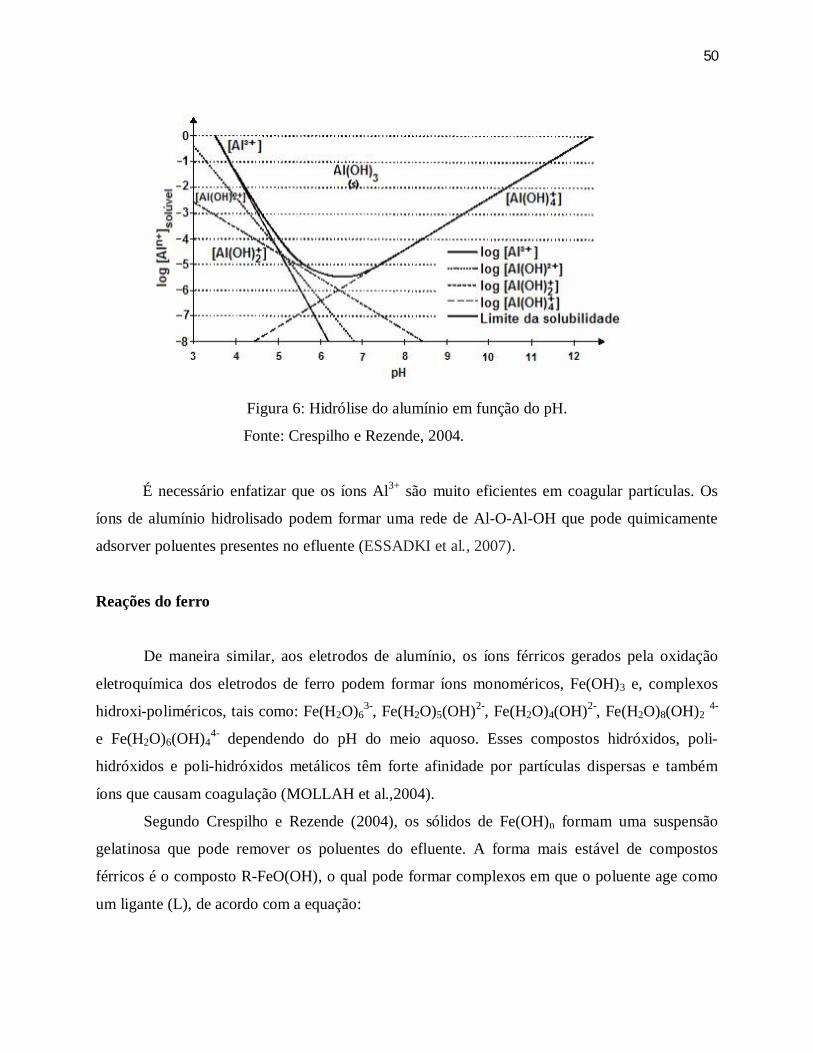
50
Figura 6: Hidrólise do alumínio em função do pH.
Fonte: Crespilho e Rezende, 2004.
É necessário enfatizar que os íons Al3+ são muito eficientes em coagular partículas. Os
íons de alumínio hidrolisado podem formar uma rede de Al-O-Al-OH que pode quimicamente
adsorver poluentes presentes no efluente (ESSADKI et al., 2007).
Reações do ferro
De maneira similar, aos eletrodos de alumínio, os íons férricos gerados pela oxidação
eletroquímica dos eletrodos de ferro podem formar íons monoméricos, Fe(OH)3 e, complexos
hidroxi-poliméricos, tais como: Fe(H2O)63-, Fe(H2O)5(OH)2-, Fe(H2O)4(OH)2-, Fe(H2O)8(OH)2 4-
e Fe(H2O)6(OH)44- dependendo do pH do meio aquoso. Esses compostos hidróxidos, poli-
hidróxidos e poli-hidróxidos metálicos têm forte afinidade por partículas dispersas e também
íons que causam coagulação (MOLLAH et al.,2004).
Segundo Crespilho e Rezende (2004), os sólidos de Fe(OH)n formam uma suspensão
gelatinosa que pode remover os poluentes do efluente. A forma mais estável de compostos
férricos é o composto R-FeO(OH), o qual pode formar complexos em que o poluente age como
um ligante (L), de acordo com a equação:

51
L – H + (OH) OFe L + OFe + H2O (8)
Crespilho e Rezende (2004), apresentam os principais mecanismos de reações para os
eletrodos de ferro:
Mecanismo 1
4Fe(s) 4Fe2+(aq) + 8e- (9)
4Fe2+(aq) + 10H2O(l) + O2 4Fe(OH)3(s) + 8H+
(aq) (10)
8H+(aq) + 8e- 4H2(g) (11)
Equação Global
4Fe2+(aq) + 10H2O(l) +O2 4Fe (OH)3(s) + 4H2(g) (12)
Mecanismo 2
Fe(s) Fe2+(aq) + 2e- (13)
Fe2+(aq) + 2OH-
(aq) Fe(OH)2(s) (14)
2H2O(l) + 2e- H2(g) + 2OH- (aq) (15)
Equação Global
Fe(s) + 2H2O(l) Fe(OH)2(s) + H2(g) (16)
3.3.2.3 – Eletrofloculação
Na terceira etapa, os complexos de alumínio e/ou ferro adsorvem-se em partículas
coloidais, originando partículas maiores. Esta etapa, também chamada de floculação, consiste em
maior desestabilização do sistema, e os flocos formados podem ser removidos por decantação,
52
filtração ou flotação. Assim, a formação de flocos pode ser considerada resultado de dois
fenômenos: da hidrólise do alumínio e/ou ferro, que dependem do pH e da concentração de
cátions de alumínio e/ou ferro, e do transporte das espécies hidrolisadas, que promovem o
contato com as impurezas e, em seguida, a floculação (CRESPILHO; REZENDE, 2004).
3.3.2.4 – Eletroflotação
Em decorrência do potencial aplicado, microbolhas de hidrogênio podem ser formadas no
cátodo (CRESPILHO; REZENDE, 2004), conforme equação 17, a seguir.
2H+ + 2e- H2(g) (17)
Segundo Camboim (2010), a eletroflotação trata-se de um processo eletroquímico
baseado na geração de bolhas de gás (geralmente O2 ou H2), via eletrólise das moléculas de água,
independente do material utilizado, estas bolhas são responsáveis pelo transporte das partículas
coaguladas até a superfície e, com isso, substituem os aditivos floculantes, eliminando todos os
resíduos poluidores do processo. Há a formação de uma camada de espuma, cuja espessura
aumenta com o decorrer do tratamento, que é chamada de sobrenadante.
A eletrólise da água ocorre no cátodo e no ânodo:
2H2O + 2e- H2(g) + 2OH- reação catódica (18)
2H2O 4H+ + O2(g) + 4e- reação anódica (19)
A montagem do reator eletroquímico para a eletrocoagulação requer um espaço pequeno,
e pode ser realizada com a ligação entre os eletrodos de forma simplificada (mono-polar ou bi-
polar). Os materiais para os eletrodos podem ser alumínio ou ferro, sendo que o ferro produzirá
hidróxidos poliméricos de ferro de forma similar ao alumínio (MOTA, 2011).

53
3.3.2.5 – Vantagens e Desvantagens
As principais vantagens do uso de técnicas eletroquímicas são: eficiência energética,
versatilidade, segurança, seletividade, reações rápidas, sistemas de menor tamanho e neste
processo ao invés de utilizar reagentes ou microorganismos, utiliza-se o elétron para tratar a
água.
Segundo Gili (2015) e Crespilho e Rezende (2004), outras vantagens no uso da técnica de
eletrocoagulação são as seguintes:
A eletrocoagulação precisa de equipamentos simples e de fácil operação e manutenção,
suficiente para lidar com a maioria dos problemas encontrados na execução;
Águas residuais tratadas pela eletrocoagulação/eletroflotação gera uma água límpida,
incolor e inodoro;
É uma técnica de baixa produção de lodo;
Este processo remove as partículas coloidais de menores dimensões, porque o campo
elétrico aplicado põe em movimento mais rápido, facilitando assim a coagulação;
O processo de eletrocoagulação/eletroflotação evita a utilização de produtos químicos e
sem possibilidade de poluição secundária causada por substâncias químicas adicionadas em
concentrações elevadas;
As bolhas de gás produzido durante o processo pode transportar o poluente para o topo da
solução em que pode ser mais facilmente concentrada, recolhida e removida;
Os processos eletrolíticos na célula de eletrocoagulação são controlados eletricamente,
sem partes móveis, requerendo assim menos manutenção;
A técnica da eletrocoagulação pode ser convenientemente utilizado em áreas rurais onde
a eletricidade não está disponível, uma vez que um painel solar ligado á unidade pode ser
suficiente para realizar o processo.
A seleção apropriada do material do eletrodo e das condições da solução permite obter
excelentes resultados no tratamento destes efluentes. Uma vez apresentada á facilidade
operacional aliada a eficiência da metodologia eletroquímica, o processo de
eletrocoagulação/eletroflotação é viável para aplicação no tratamento de corantes e resíduos da
indústria têxtil.
54
Segundo Gili (2015) e Crespilho e Rezende (2004), as desvantagens deste método são as
seguintes:
Os eletrodos precisam ser substituídos regularmente, caso sofram passivação;
O uso de eletricidade pode ser caro em alguns lugares;
Um filme de óxido impermeável pode ser formado no cátodo, conduzindo á perda de
eficiência da unidade;
É requerida alta condutividade do efluente.

55
4 – METODOLOGIA
4.1 – Materiais
Foram utilizados o espectrofotômetro da marca e modelo biospectro espectrofotômetro
SP-220 e um comprimento de onda de 460 nm; a centrífuga da marca Excelsa II e modelo 206
BL; a balança da marca e modelo shimadzu do Brasil AY220; a fonte da marca e modelo Icel
manaus PS-1500; o agitador da marca e modelo Logen LS59220P, o pHmetro da marca DEL
LAB e modelo DLA-PH e o corante utilizado foi o corante sintético alaranjado de metila.
4.2 – Reator de eletrocoagulação/eletroflotação
Neste trabalho o processo foi realizado em um reator com altura de 20 cm, possuindo 30
cm de comprimento e 15 cm de largura, com capacidade de 1,0 L e com quatro eletrodos de
alumínio e ferro, respectivamente, sendo dois cátodos e dois ânodos, ligados de forma
monopolar, todos inseridos verticalmente no meio reacional. Uma fonte para acompanhamento e
controle da corrente e do potencial aplicado foram acopladas ao sistema, que foi mantido sob
agitação constante. A diminuição da coloração do corante foi medida a cada dez minutos
utilizando-se a técnica de espectroscopia UV-VIS com um comprimento de onda de 460nm. O
processo de eletrocoagulação/eletroflotação foi otimizado de acordo com os parâmetros descritos
nos tópicos abaixo.
Os conjuntos de eletrodos utilizados foram compostos por quatro barras, sendo que cada
eletrodo de alumínio possui uma área superficial total de 60 cm2 e cada eletrodo de ferro possui
uma área superficial total de 96 cm2. Cada conjunto foi feito com um espaçamento específico
entre as placas, conforme foi necessário para as investigações envolvidas neste trabalho.

56
Figura 7 – Reator no início do processo de eletrocoagulação.
Figura 8 – Reator durante o processo de eletrocoagulação.
57
Figura 9 – Reator durante o processo de eletrocoagulação. .
4.3 – Cálculo da eficiência de remoção da cor
O cálculo da eficiência de remoção da cor RC (%) após o tratamento de
eletrocoagulação/eletroflotação foi realizado utilizando a seguinte fórmula:
RC (%) = (Abs0 – Abs / Abs0) x 100
Onde Abs0 e Abs são, respectivamente, absorbância do corante antes e após a
eletrocoagulação/eletroflotação.
A diminuição da coloração do corante foi medida utilizando a técnica de espectroscopia
UV-VIS com um comprimento de onda correspondente a absorbância do corante (460 nm).
4.4 – Efeito do potencial
Para os eletrodos de alumínio, os potenciais investigados foram 3, 5, 7 e 10V, utilizando a
princípio 3g de NaCl e 0,03g de alaranjado de metila em um tempo de 90 minutos, sendo que de
10 em 10 minutos a amostra era centrifugada e em seguida realizada a leitura. A diminuição da
coloração do corante foi medida utilizando-se a técnica de espectroscopia UV-VIS.
Para os eletrodos de ferro, os potenciais investigados foram 3, 5, 7 e 10V, utilizando a
princípio 7g de NaCl e 0,03g de alaranjado de metila em um tempo de 90 minutos, sendo que de

58
10 em 10 minutos a amostra era centrifugada e em seguida realizada a leitura. A diminuição da
coloração do corante foi medida utilizando-se a técnica de espectroscopia UV-VIS.
4.5 – Efeito da quantidade de NaCl
Para os eletrodos de alumínio, foram adicionados ao efluente as seguintes massas de
NaCl (g/L): 2, 3, 5, 7 e 10g, utilizando o potencial de 7V e 0,03g de alaranjado de metila em um
tempo de 90 minutos, sendo que de 10 em 10 minutos a amostra era centrifugada e em seguida
realizada a leitura. Foram utilizados 7V devido a este potencial ter tido uma boa eficiência de
remoção quando foi realizado os teste em relação ao efeito do potencial.
Para os eletrodos de ferro, foram adicionados ao efluente as seguintes massas de NaCl
(g/L): 2, 3, 5, 7 e 10g, utilizando o potencial de 3V e 0,03g de alaranjado de metila em um tempo
de 90 minutos, sendo que de 10 em 10 minutos a amostra era centrifugada e em seguida realizada
a leitura. Foram utilizados 3V devido a este potencial ter tido uma boa eficiência de remoção
quando foi realizado os teste em relação ao efeito do potencial.
A adição de NaCl é empregada, geralmente, para aumentar a condutividade do efluente a
ser tratado por EC/EF e, assim, otimizar alguns parâmetros a fim de obter as condições ideais
para a geração de microbolhas. Além disto, conduz também, á diminuição do consumo de
energia elétrica, em decorrência do aumento da condutividade (CRESPILHO; REZENDE,
2004).
4.6 – Efeito do tempo de eletrólise
O tempo de eletrocoagulação/eletroflotação dentro do reator eletroquímico foi variado e
acompanhado através de espectroscopia UV-VIS para verificar a melhor eficiência do processo.
O tempo utilizado inicialmente foi de 90 minutos.
Após adquirir o resultado dos melhores parâmetros este efluente foi testado e para os
eletrodos de alumínio foram avaliados um tempo de 30, 60, 90 e 120 min, utilizando o potencial
de 7V, 7g de NaCl e 0,03g de alaranjado de metila, sendo que de 10 em 10 minutos a amostra era
centrifugada e em seguida realizada a leitura. Já para os eletrodos de ferro, foram avaliados um

59
tempo de 30, 60, 90 e 120 min, utilizando o potencial de 3V, 2g de NaCl e 0,03g de alaranjado
de metila.
4.7 – Efeito da concentração inicial do corante
Para os eletrodos de alumínio, a concentração inicial do corante alaranjado de metila foi
investigada nas seguintes massas 0,01; 0,02; 0,03; 0,04 e 0,05g, sendo acompanhada através de
espectroscopia UV-VIS e utilizando o potencial de 7V e 7g de NaCl em um tempo de 90
minutos, sendo que de 10 em 10 minutos a amostra era centrifugada e em seguida realizada a
leitura.
Para os eletrodos de ferro, a concentração inicial do corante alaranjado de metila foi
investigada nas seguintes massas 0,01; 0,02; 0,03; 0,04 e 0,05g, sendo acompanhada através de
espectroscopia UV-VIS e utilizando o potencial de 3V e 2g de NaCl em um tempo de 90
minutos, sendo que de 10 em 10 minutos a amostra era centrifugada e em seguida realizada a
leitura.
4.8 – Efeito da variação do pH
Para os eletrodos de alumínio, na investigação do melhor pH para promover a
eletrocoagulação/eletroflotação foram investigados os pHs de 1, 3, 5, 8, 10 e 12, utilizando o
potencial de 7V, 7g de NaCl e 0,03g de alaranjado de metila em um tempo de 90 minutos.
Para os eletrodos de ferro, na investigação do melhor pH para promover a
eletrocoagulação/eletroflotação foram investigados os pHs de 1, 3, 5, 8, 10 e 12, utilizando o
potencial de 3V, 2g de NaCl e 0,05g de alaranjado de metila em um tempo de 90 minutos.
Este processo foi acompanhado utilizando um pHmetro. O pH requerido foi ajustado pela
adição de HCl (1 molar) ou NaOH (1 molar).
4.9 – Efeito da temperatura do efluente

60
Para os eletrodos de alumínio, as temperaturas estudadas foram as seguintes: 10ºC, 20ºC,
30ºC, 40ºC, 50ºC e 60ºC, utilizando o potencial de 7V, 7g de NaCl e 0,03g de alaranjado de
metila (AM) em um tempo de 90 minutos.
Já para os eletrodos de ferro, as temperaturas estudadas foram as seguintes: 10ºC, 20ºC,
30ºC, 40ºC, 50ºC e 60ºC, utilizando o potencial de 3V, 2g de NaCl e 0,05g de alaranjado de
metila (AM) em um tempo de 90 minutos.
4.10 – Efeito da distância entre eletrodos
Para os eletrodos de alumínio, para investigar o efeito da distância entre os eletrodos na
eficiência da remoção da cor, foram testadas as distâncias entre os eletrodos de 5,5; 4,5 e 3,5 cm,
utilizando o potencial de 7V, 7g de NaCl e 0,03g de alaranjado de metila em um tempo de 90
minutos.
Para os eletrodos de ferro, na investigação do efeito da distância entre os eletrodos na
eficiência da remoção da cor, foram testadas as distâncias entre os eletrodos de 5,5; 4,5 e 3,5 cm,
utilizando o potencial de 3V, 2g de NaCl e 0,05g de alaranjado de metila em um tempo de 90
minutos.

61
5 – RESULTADOS E DISCUSSÕES
Os testes foram feitos com eletrodos de alumínio e de ferro e todos foram realizados em
duplicata. Foi considerado uma temperatura ambiente de 25ºC. Serão discutidos neste tópico os
resultados de todos os parâmetros avaliados.
O processo de eletrocoagulação foi otimizado com relação ao melhor potencial aplicado,
quantidade de NaCl, melhor tempo de remoção, melhor concentração inicial do corante, melhor
pH, melhor temperatura e melhor distância entre os eletrodos.
5.1 - Eletrodos de Alumínio
5.1.1 - Efeito do potencial
Para investigar o efeito do potencial na eficiência da remoção da cor, foram testados os
potenciais de 3, 5, 7 e 10V, utilizando 3g de NaCl em um tempo de 90 minutos, conforme
podemos observar na Figura 10.

62
Figura 10 - Dados da eficiênciade de descoloração do corante AM com relação ao potencial
aplicado. [NaCl] = 3 g/L; tempo de eletrólise = 90 minutos; Concentração do corante = 0,03g;
pH neutro; temperatura ambiente; distância entre os eletrodos=5,5 cm.
Pode-se verificar na Figura 10, que o aumento do potencial resulta no aumento da
eficácia de remoção de cor. A porcentagem de remoção de cor aumentou de 33, 90% a 3V para
44,96% a 10V. Isto poderia ser esperado pois quando aumenta-se o potencial, a quantidade de
agentes coagulantes também aumentam. No entanto, a diferença na eficiência de remoção de cor
quando utilizamos os potenciais de 7V e 10V foi pequena, então o potencial considerado ótimo
foi de 7V. Portanto nos testes seguintes utilizamos o potencial de 7V e não o de 10 V,
principalmente porque a diferença na eficiência de remoção foi muito pequena e também existe a
possibilidade de ocorrer um aumento no consumo de energia e consumo de material do eletrodo,
caso seja utilizado 10V.
O potencial é um importante parâmetro para controlar a velocidade de reação dentro do
reator eletroquímico (BALLA et al., 2010). Sabe-se que o potencial determina a taxa de
produção de coagulantes que interfere no tratamento de poluentes pelo processo de
eletrocoagulação/eletroflotação. Quando ocorre o aumento do potencial, aumenta-se a
quantidade de Al3+ liberados e consequentemente partículas de Al(OH)3 também aumentam
(AOUDJ et al., 2010).
De acordo com Kobya, Gengec e Demirbas (2015), o aumento do potencial causa um
aumento na taxa de produção de coagulantes, ou seja, irá ocorrer uma maior oxidação dos
eletrodos produzindo assim uma maior quantidade de agentes coagulantes e ao mesmo tempo
aumentando a geração de gases hidrogênio e oxigênio na superfície dos eletrodos o que gera uma
maior agregação dos contaminantes nas bolhas, efetuando assim o transporte do material
coagulado.
Ghalwa, Saqer e Farhat (2016), também observaram que com o aumento da densidade de
corrente, a eficiência da remoção de cor também aumenta. Ghalwa, Saqer e Farhat (2016),
estudaram a aplicabilidade da eletrocoagulação no tratamento do corante reativo vermelho 24. O
efeito da densidade de corrente foi estudada em quatro diferentes densidades de corrente, ou seja,
5, 10, 15 e 20 mA/cm2. As reações foram realizadas durante 35 min, utilizando eletrodos de

63
alumínio sob as seguintes condições: a concentração inicial de 100 mg L-1, pH de 7,2, a distância
entre eletrodos de 0,8 cm, uma temperatura de 20 C, concentração de NaCl de 2,5 g L-1.
Utilizando densidade de corrente de 20 mA/cm2 obteve-se uma melhor eficiência de remoção de
cor (98,7%) para eletrodos de alumínio, com o aumento densidade de corrente. Segundo Ghalwa,
Saqer e Farhat (2016), a densidade de corrente determina a taxa de produção do coagulante e o
tamanho da produção de bolha e, portanto, afeta o seu crescimento. Após o aumento da
densidade de corrente, a quantidade de hidróxidos para precipitação e adsorção também
aumentará.
Pajootan, Arami e Mahmoodi (2011), estudaram a remoção de cor dos corantes Ácido
Preto 52 e Ácido Amarelo 220 pelo processo de eletrocoagulação e também observaram que
quando a densidade de corrente aumentou de 10 a 40 A / m2 a eficiência de remoção de cor
também aumentou de 65% para 92% para Ácido Preto 52 e a 97% para Ácido Amarelo 220.
Aoudj et al. (2010), também observaram que a eficiência de remoção de cor aumenta com
o aumento da densidade de corrente. A percentagem da eficiência de remoção de cor aumentou
de 52,34% a 0,125 mA / cm2 para 98,15% em 1,875 mA / cm2.
Merzouk et al. (2009), também observaram que a eficiência de remoção de cor aumenta
com o aumento da densidade de corrente. A porcentagem da eficiência de remoção de cor
aumentou de 78% a 20,83 mA / cm2 para 93% em 62,5 mA / cm2.
Zongo et al. (2009), também observou um aumento na eficiência de remoção de cor com
o aumento da densidade de corrente na eletrocoagulação do efluente têxtil. Foram estudados
parâmetros de densidade de corrente de 50, 100, 150 e 200 A/m2 em um tempo de 60 minutos e
foi possível concluir que a eficiência de descoloração aumenta com o aumento da densidade de
corrente. Segundo Zongo et al. (2009), foi possível obter uma eficiência de remoção de 100%
utilizando eletrodos de alumínio com uma densidade de corrente de 200 A/m2 em um tempo de
60 minutos.
Kobya et al. (2005), estudou a descoloração do corante têxtil laranja levafix E3 GA pelo
processo de eletrocoagulação. Segundo Kobya et al. (2005), à medida que a densidade de
corrente aumenta de 100 para 250 A/m2, a eficiência de descoloração não tem alteração
significativa. Um mínimo de 100 A/m2 é necessário para uma boa eficiência de descoloração
(96%). Isto é atribuído ao fato de que a densidades de corrente elevadas, a extensão de

64
dissolução anódica do alumínio aumenta, resultando numa maior quantidade de coagulantes para
a remoção de poluentes. Além disso, a taxa de geração de bolhas aumenta e o tamanho da bolha
diminui com o aumento da densidade de corrente, que são benéficos em alta eficiência de
remoção de poluentes por flotação (H2).
5.1.2 - Efeito da quantidade de NaCl
Para investigar o efeito da quantidade de NaCl na eficiência de remoção da cor, foram
investigadas as seguintes massas de NaCl (g / L): 2, 3, 5, 7 e 10 em um tempo de 90 minutos,
conforme podemos observar na Figura 11.
Figura 11 - Dados da eficiência de descoloração do corante AM com relação a quantidade de
NaCl. Potencial de 7V; Tempo de eletrólise de 90 minutos; Concentração do corante de 0,03 g;
pH neutro; temperatura ambiente; distância entre os eletrodos=5,5 cm.
Podemos verificar na Figura 11, que a percentagem de remoção de cor aumentou de
33,08% com 2 g/L para 47,74% com 10 g/L.

65
Segundo Camboim (2010), a condutividade é diretamente proporcional á quantidade de
íons condutores presentes no líquido, quanto maior for a concentração de íons no efluente, maior
será sua capacidade de condução de corrente elétrica e com isso maior será a possibilidade de
ocorrência de reações entre as substâncias presentes no efluente. Com isso quando a
condutividade é alta são removidas grandes quantidades de contaminantes, com um custo
energético menor.
O cloreto de sódio (NaCl) é muito utilizado para aumentar a condutividade das águas a
serem tratadas, mas a influência da adição de NaCl dependerá do tipo de efluente analisado.
Dependendo do tipo de efluente que será tratado, uma quantidade excessiva de NaCl induzirá a
um consumo excessivo dos eletrodos de alumínio devido a "corrosão localizada", podendo tornar
a dissolução irregular (MERZOUK et al., 2009). Nestes testes realizados com eletrodos de
alumínio foi necessário trocar duas vezes os eletrodos devido a corrosão localizada nos eletrodos
que estavam sendo utilizados.
Como conclusão, trabalhando com 7g de NaCl foi possível obter 47,60% de remoção,
portanto pode ser a melhor solução, a fim de maximizar a remoção de corante, pois a diferença
na eficiência de remoção de cor quando utilizamos 7g e 10g de NaCl foram pequenas, portanto a
concentração de NaCl considerada ótima foi de 7g. Podemos observar que este comportamento é
diferente a partir de vários resultados da literatura (MERZOUK et al., 2009) o que evidencia que
a influência da adição de NaCl depende do tipo de corante que está sendo tratado.
Ghalwa, Saqer e Farhat (2016), estudaram a aplicabilidade da eletrocoagulação no
tratamento do corante reativo vermelho 24. As reações foram realizadas durante 35 min,
utilizando eletrodos de alumínio sob as seguintes condições: a concentração inicial de 100 mg L-
1, densidade de corrente de 10 mA/cm2, a distância entre eletrodos de 0,8 cm, uma temperatura
de 20 C e pH de 7,2. Ghalwa, Saqer e Farhat (2016), também observaram que a eficiência de
remoção de cor aumenta com o aumento da quantidade de NaCl. Pode ser atribuído que a uma
voltagem constante com o aumento da concentração de NaCl, a condutividade da solução de
corante aumenta e a resistência diminui, assim a corrente aumenta e a quantidade de hidróxidos
produzidos aumentará ocorrendo uma maior remoção dos poluentes/corantes.
Naje et al. (2016) também observaram que quanto maior a quantidade de NaCl, melhor
será a eficiência de remoção de cor na eletrocoagulação do corante Imperon Violeta KB. Com a

66
introdução de NaCl as eficiências de remoção foram 95,5%, 95,7% e 96% de NaCl a 0,02, 0,05 e
0,10 kg/m3 respectivamente. Neste estudo foram utilizados eletrodos de alumínio. Segundo Naje
et al. (2016), a introdução de um eletrólito tal como o NaCl em uma solução pode aumentar a
condutividade da água residual.
De acordo com Parsa, Vahidian e Abbasi (2011), o eletrólito de suporte aumenta a
condutividade da solução e conseqüentemente influencia o consumo de corrente e a energia
gerada no processo. Muitos pesquisadores têm encontrado NaCl como o melhor eletrólito de
apoio. O uso de cloreto de sódio tem vantagens, isto é, íons cloreto pode reduzir
significativamente os efeitos adversos de outros ânios, tais como HCO3- e SO4
2-. A existência do
íon carbonato levaria à precipitação de Ca2 + ou Mg2 + íons que formam uma camada isoladora
sobre a superfície dos eletrodos. Esta camada isolante poderia aumentar a resistência da célula
eletroquímica e resultar em uma diminuição significativa na conversão de corrente e a eficiência
do tratamento. Parsa, Vahidian e Abbasi (2011), também observaram que quanto maior a
quantidade de NaCl, melhor será a eficiência de remoção de cor na eletrocoagulação do corante
ácido castanho 14. Com o aumento da concentração de NaCl a partir de 0,25 gL-1 a 0,5 gL-1,
ocorreu um aumento na eficiência de remoção de cor do corante ácido castanho 14.
Pajootan, Arami e Mahmoodi (2011), estudaram a remoção de cor dos corantes Ácido
Preto 52 e Ácido Amarelo 220 pelo processo de eletrocoagulação em um tempo de 8 minutos. Os
resultados mostraram que com o aumento da concentração de NaCl de 2 a 8 g/L aumentou a
eficiência de remoção de cor do Ácido Preto 52 em apenas 4% e a eficiência de remoção do
corante Ácido Amarelo 220 permaneceu a mesma. Segundo Pajootan, Arami e Mahmoodi
(2011), utilizando o NaCl como eletrólito, aumentou-se a corrosão dos eletrodos de alumínio
devido a uma elevada concentração de cloreto na solução. A corrosão localizada de ferro,
alumínio e outros metais semelhantes tem lugar devido principalmente ao ataque direto no metal
exposto e começar a dissolução intensa localizada (corrosão localizada). Por conseguinte, na
presença de NaCl, a redução da camada de isolamento sobre a superfície dos eletrodos aumenta
consideravelmente o potencial entre os eletrodos.
Kobya et al. (2005), estudou a descoloração do corante têxtil laranja levafix E3 GA pelo
processo de eletrocoagulação. Segundo Kobya et al. (2005), o efeito da condutividade foi
investigado entre 250-4000 µS / cm, utilizando NaCl como o eletrólito de suporte. A diminuição
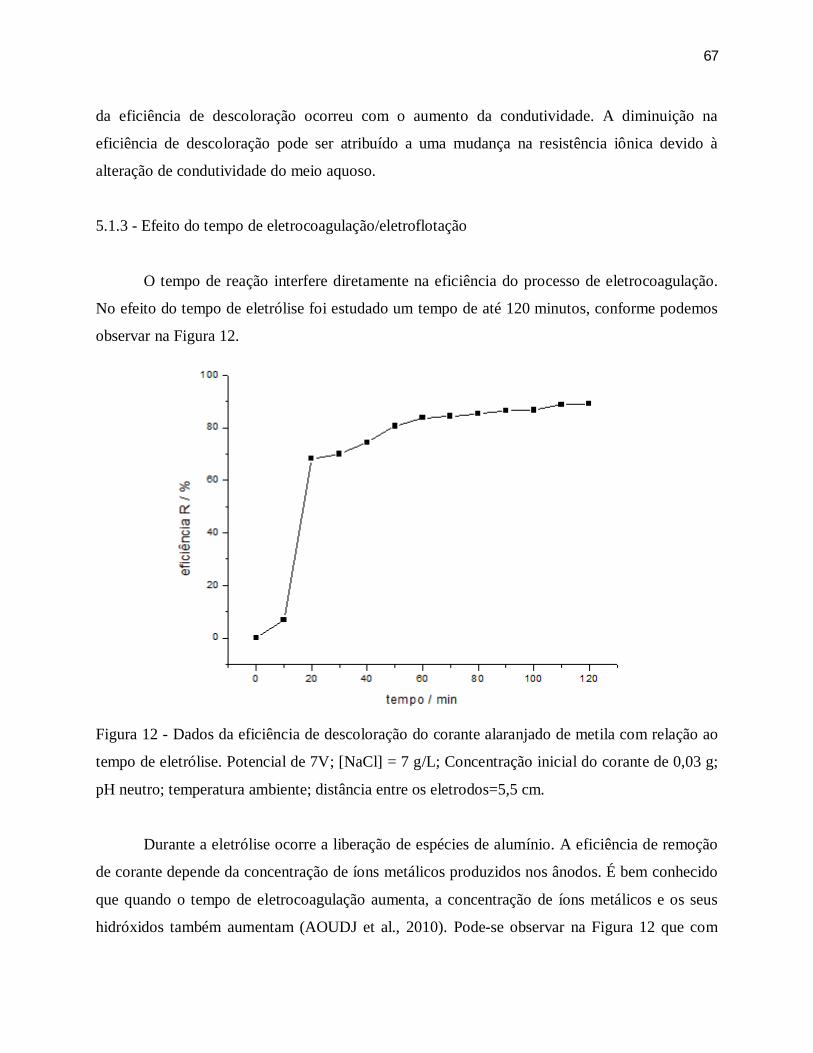
67
da eficiência de descoloração ocorreu com o aumento da condutividade. A diminuição na
eficiência de descoloração pode ser atribuído a uma mudança na resistência iônica devido à
alteração de condutividade do meio aquoso.
5.1.3 - Efeito do tempo de eletrocoagulação/eletroflotação
O tempo de reação interfere diretamente na eficiência do processo de eletrocoagulação.
No efeito do tempo de eletrólise foi estudado um tempo de até 120 minutos, conforme podemos
observar na Figura 12.
Figura 12 - Dados da eficiência de descoloração do corante alaranjado de metila com relação ao
tempo de eletrólise. Potencial de 7V; [NaCl] = 7 g/L; Concentração inicial do corante de 0,03 g;
pH neutro; temperatura ambiente; distância entre os eletrodos=5,5 cm.
Durante a eletrólise ocorre a liberação de espécies de alumínio. A eficiência de remoção
de corante depende da concentração de íons metálicos produzidos nos ânodos. É bem conhecido
que quando o tempo de eletrocoagulação aumenta, a concentração de íons metálicos e os seus
hidróxidos também aumentam (AOUDJ et al., 2010). Pode-se observar na Figura 12 que com

68
uma tensão de 7V e uma quantidade de NaCl de 7 g/L, ocorreu o aumento no tempo de eletrólise
de 10 a 120 minutos consequentemente a eficiência de remoção do corante foi de 6,91% para
89,08%.
Aoudj et al. (2010), estudaram o efeito do tempo de eletrólise em uma corrente constante
e também observaram que com o aumento do tempo de eletrólise tem-se um aumento na
eficiência de remoção, pois em um tempo de 10 a 60 minutos permite um aumento na eficiência
de remoção de cor de 52,5% a 98,28%.
Kobya et al. (2005), estudou a descoloração do corante têxtil laranja levafix E3 GA pelo
processo de eletrocoagulação e também observaram que com o aumento do tempo de eletrólise
tem-se um aumento na eficiência de remoção de cor deste corante. O efeito do tempo foi
estudado com a densidade de corrente constante de 100 A / m2, um pH de 6 em um tempo de 12
min de operação. Este tempo foi suficiente para a eficiência de descoloração quase completa
(92,3%). A eficiência descoloração permanece constante acima de 14 min.
5.1.4 - Efeito da concentração inicial dos corantes
Conforme podemos observar a Figura 13 ilustra a evolução da eficiência de remoção de
cor em função da concentração do corante alaranjado de metila, utilizando as condições ótimas
obtidos anteriormente para potencial, quantidade de NaCl e tempo.

69
Figura 13 - Dados da eficiência de remoção do corante alaranjado de metila com relação a
concentração inicial do corante AM. Potencial de 7V; [NaCl] = 7 g/L; tempo de 90 minutos; pH
neutro; temperatura ambiente; distância entre os eletrodos=5,5 cm.
De acordo com a Figura 13, pode-se observar que com o aumento da concentração inicial
do corante resulta na diminuição da eficiência de remoção, portanto quanto menor é a
concentração do corante, melhor é a eficiência de descoloração.
Neste trabalho foram investigadas as seguintes massas de alaranjado de metila: 0,01,
0,02, 0,03, 0,04 e 0,05 g e pode-se verificar que a porcentagem de remoção de cor aumentou de
29,21% com 0,05 g/L para 49,14% com 0,01 g/L, portanto quanto menor for a concentração do
corante, melhor será a eficiência de descoloração. Isto ocorre porque para uma intensidade de
corrente constante, existe a mesma quantidade de hidróxido de alumínio sendo gerados e,
consequentemente a mesma quantidade de espécies coagulantes, portanto com o aumento da
concentração inicial do corante, menos hidróxido de alumínio estará disponível para capturar o
excesso de moléculas orgânicas do corante que está sendo tratado. Apesar de ter sido obtido

70
melhor eficiência de remoção em uma concentração de corante de 0,01g continuamos utilizando
0,03g para concentração inicial do corante.
Ghalwa, Saqer e Farhat (2016), estudaram a aplicabilidade da eletrocoagulação no
tratamento do corante reativo vermelho 24. As reações foram realizadas durante 35 min,
utilizando eletrodos de alumínio sob as seguintes condições: densidade de corrente de 10
mA/cm2, a concentração de NaCl de 2,5 g L-1, a distância entre eletrodos de 0,8 cm, uma
temperatura de 20 C e pH de 7,2. Ghalwa, Saqer e Farhat (2016), estudaram diferentes
concentrações iniciais de corantes variando de 20-300 mgL-1 e também observaram que a
eficiência de remoção de cor diminui com o aumento da concentração inicial do corante.
Pajootan, Arami e Mahmoodi (2011), estudaram a remoção de cor dos corantes Ácido
Preto 52 e Ácido Amarelo 220 pelo processo de eletrocoagulação em um tempo de 7,5 minutos.
As eficiências de remoção de cor dos corantes foram as seguintes 90, 80, 71, 50 e 46% para
Ácido Preto 52 e 98, 93, 82, 75 e 61% para Ácido Amarelo 220 utilizando a concentração inicial
de corante de 200, 300, 400, 500 e 600 mg / L, respectivamente. Pajootan, Arami e Mahmoodi
(2011), também observaram que a eficiência de remoção de cor diminui com o aumento da
concentração de corante.
De acordo com Pajootan, Arami e Mahmoodi (2011), com uma intensidade de corrente
constante, há a mesma quantidade de cátions de alumínio sendo formados e o mesmo tempo para
todas as concentrações de corantes, por conseguinte a mesma quantidade de flocos seria
produzido nas soluções. Como resultado, os flocos produzidos a uma concentração elevada de
corante não foram suficientes para adsorver todas as moléculas de corante da solução. Em outras
palavras, com um aumento da concentração do corante, a taxa de remoção de corante diminuiu
consideravelmente.
Parsa, Vahidian e Abbasi (2011), investigaram a concentração inicial do corante na gama
de 30-100 mg L-1 e observaram que o aumento da concentração inicial do corante causa uma
redução na eficiência de remoção de cor. De acordo com Parsa, Vahidian e Abbasi (2011),
considerando uma densidade de corrente constante a quantidade de coagulantes será constante e
com o aumento da concentração inicial de corante, a capacidade de adsorção de flocos se tornam
insuficiente e consequentemente a eficiência de remoção de cor será menor.

71
Aoudj et al. (2010), estudaram a aplicação da eletrocoagulação para a remoção de cor de
soluções contendo o corante têxtil vermelho 81. Diferentes concentrações de corantes, na faixa
de 25-200 mg / L, foram testadas com a intensidade de corrente constante. Aoudj et al. (2010),
também observaram que o aumento da concentração inicial de corante resulta na diminuição da
eficiência de remoção. Quando a concentração inicial variou de 25 a 200 mg / L, a porcentagem
na eficiência de remoção de cor foi de 98,86% para 76,86%, respectivamente, concluindo-se que
quanto menor é a concentração do corante, melhor é a eficiência de descoloração. Segundo
Aoudj et al. (2010), para uma intensidade de corrente constante, há a mesma quantidade de
hidróxido de alumínio e, consequentemente, a mesma quantidade de espécies coagulantes, mas
com o aumento da concentração inicial de corante, menor será a quantidade de espécies
coagulantes disponíveis para capturar moléculas de corantes em excesso.
Merzouk et al. (2009), também observaram que a eficiência de remoção de cor diminui
com o aumento da concentração inicial do corante. A porcentagem da eficiência de remoção de
cor variou de 96% a 89% quando a concentração de corante foi de 100 para 200 mg / L.
Kobya et al. (2005), verificaram que a eficiência de descoloração do corante têxtil laranja
levafix E3 GA pelo processo de eletrocoagulação diminui (99,6 - 88%) com o aumento na
concentração do corante de 100 a 500 mg / L. Isto é devido a formação de número insuficiente
de hidróxido de alumínio complexos produzidos pelo eletrodo para coagular o maior número de
moléculas de corante em concentrações mais elevadas. Portanto, nas atuais condições
experimentais, quanto menor é a concentração do corante, melhor é a eficiência de descoloração.
5.1.5 - Efeito da variação do pH inicial
Para investigar o efeito do pH inicial na eficiência de remoção da cor, foram testados os
pH de 1, 3, 5, 8, 10 e 12, utilizando o potencial de 7V, 7g de NaCl e 0,03g de alaranjado de
metila em um tempo de 90 minutos, conforme podemos observar na Figura 14.

72
Figura 14 - Dados da eficiência de remoção do corante AM com relação a variação do pH inicial
do corante AM. Potencial de 7V; [NaCl] = 7 g/L; Tempo de 90 min; Concentração inicial do
corante AM de 0,03 g; temperatura ambiente; distância entre os eletrodos=5,5 cm.
A literatura relata que o pH desempenha um papel chave no desempenho da
eletrocoagulação/eletroflotação (DANESHVAR; SORKHABI; KASIRI, 2004). O pH irá
determinar a especiação de alumínio em solução e, portanto, irá ter uma influência significativa
sobre a descoloração e a eficiência de remoção do corante (AOUDJ, 2010). Para avaliar o efeito
do pH da solução na remoção de cor do corante a investigação foi realizada por ajustamento do
pH inicial para o pH desejado para cada experiência, adicionando soluções de HCl ou de NaOH
(1 mol) para alterar o pH das soluções. Os resultados são apresentados na Figura 14.
Os resultados mostraram que quando o pH das soluções de corante foi entre 1 e 5, a
eficiência de remoção de corante foi ótima com um máximo a pH 1, com uma eficiência de
remoção de 99,78%. Quando foram investigados os pHs básicos (pH = 8, 10 e 12) ocorreu uma
queda significativa na eficiência. Segundo Aoudj et al. (2010), em baixos valores de pH (1-2-3)
espécies solúveis catiônicas Al3+ e Al(OH)2+ são predominantes. O hidróxido de alumínio se
dissolve a pH elevado e tem uma menor solubilidade a um pH básico (KOBYA; DEMIRBAS,
73
2015). Apesar de com a utilização do pH igual a 1 ter sido possível obter a melhor eficiência de
remoção, continuamos utilizando o pH neutro para todos os estudos.
Segundo Camboim (2010), a medida de pH é uma das medidas mais importantes e é
muito utilizada nos testes químicos da água. Em quase todas as fases de fornecimento de água e
tratamento de águas residuárias dependem do pH da água. O efeito do pH da água ou efluente na
eletrofloculação esta representado pela eficiência da corrente, bem como a solubilidade de
hidróxidos metálicos.
Segundo Naje et al. (2016), o melhor desempenho da eletrocoagulação do corante
Imperon Violeta KB foi observado em pH 6 com uma eficiência de remoção de cor de 97%.
De acordo com Parsa, Vahidian e Abbasi (2011), a melhor eficiência de remoção de cor
na eletrocoagulação do corante ácido castanho 14 foi observado em pH de 6,4. Assim, o pH de
6,4, foi introduzido como ótimo.
Aoudj et al. (2010), estudaram a aplicação da eletrocoagulação para a remoção de cor de
soluções contendo o corante têxtil vermelho 81. A fim de investigar o efeito do pH da solução do
corante na remoção de cor foram estudados por ajustamento do pH inicial no intervalo de 3 a 11
e adquirido uma eficiência de remoção de 100% a um pH igual a 6.
Merzouk et al. (2009), estudou o efeito do pH da solução contendo o corante têxtil
vermelho no intervalo de 3 á 9 e obteve melhor eficiência de remoção deste corante no pH de 6 e
9.
Segundo Tak et al. (2015), no processo de eletrocoagulação, o pH é um parâmetro que
afeta o desempenho do tratamento. Tipos de hidróxidos de metal são formados na
eletrocoagulação e podem ocorrer mudanças no processo, dependendo do pH inicial. Íons de
alumínio (Al3+) produzidos pela dissolução do ânodo são submetidos a reações de hidrólise
espontânea que geram várias espécies monoméricas ao longo de uma larga gama de pH. A
dissolução do ânodo produz alumínio Al3+ e Al (OH)2 + geralmente a pH baixo e a valores de pH
adequados, são transformados inicialmente em Al (OH)3. No entanto, dependendo do pH, outras
espécies iônicas podem estar presentes no sistema, tais como Al (OH)2 +, Al2 (OH)24+ e Al (OH)4
-
bem como espécies poliméricas, tais como Al6 (OH)153+, Al7 (OH)17
4+, Al8 (OH)204+, Al13O4
(OH)247+, Al13 (OH)34
5+ entre outras também podem estar presente no sistema. Estas espécies
intermediárias são transformadas finalmente em Al(OH)3(s). Estes compostos hidróxidos Al

74
(OH)3 tem grande área de superfície como coagulante, que são benéficos para uma rápida
aglomeração/tratamento dos poluentes.
Ghalwa, Saqer e Farhat (2016), também observaram que a eficiência de remoção de cor é
alta em eletrólito ácido. Ghalwa, Saqer e Farhat (2016), estudaram a aplicabilidade da
eletrocoagulação no tratamento do corante reativo vermelho 24. As reações foram realizadas
durante 35 min, utilizando eletrodos de alumínio sob as seguintes condições: a concentração
inicial de 100 mg L-1, densidade de corrente de 10 mA/cm2, a distância entre eletrodos de 0,8 cm,
uma temperatura de 20 C, concentração de NaCl de 2,5 g L-1. Ghalwa, Saqer e Farhat (2016),
estudaram o efeito do pH de 1,8; 4,3; 7,2; 8,8 e 10,7 e obteram melhor eficiência de remoção de
cor (99%) com pH igual a 1,8.
Pajootan, Arami e Mahmoodi (2011), estudaram a remoção de cor dos corantes Ácido
Preto 52 e Ácido Amarelo 220 pelo processo de eletrocoagulação em um tempo de 8 minutos.
Para determinar o efeito do pH no processo de remoção de corante, os experimentos foram
realizados variando o pH inicial de 2,5; 5; 6; 8 e 10. Os resultados mostraram que obteve-se
melhor remoção do corante em pH ácido, obtendo-se uma eficiência de remoção do corante de
89% para o Ácido Preto 52 e 97% para o Ácido Amarelo 220.
Segundo Kobya et al. (2005), o efeito do pH inicial sobre a eficiência de descoloração
utilizando eletrodos de alumínio, diminui lentamente com o aumento do pH. O pH variou de 3 a
9 e para valores de pH acima de 9, a eficiência diminui rapidamente. Foi possível obter eficiência
de descoloração máxima com pH de 3 (99,9%) e mínima com pH de 11 (76,6%).
De acordo com Kobya et al. (2005), o efeito do pH sobre o desempenho do processo é
explicado da seguinte maneira: as espécies dominantes de alumínio são diferentes de acordo com
o pH da solução. Al3 + e Al (OH)2 + são dominantes no pH 2-3 e com pH entre 4 e 9, várias
espécies tais como Al13O4 (OH) 247+ são formadas e precipitadas na forma de Al (OH)3 (s). Para
valores iniciais de pH entre 4 e 9, o pH da solução estabiliza muito rapidamente ao valor quase
constante em torno de 9. Em conclusão, uma maior eficiência de descoloração é obtido em pH
ácido.
5.1.6 - Efeito da variação da temperatura
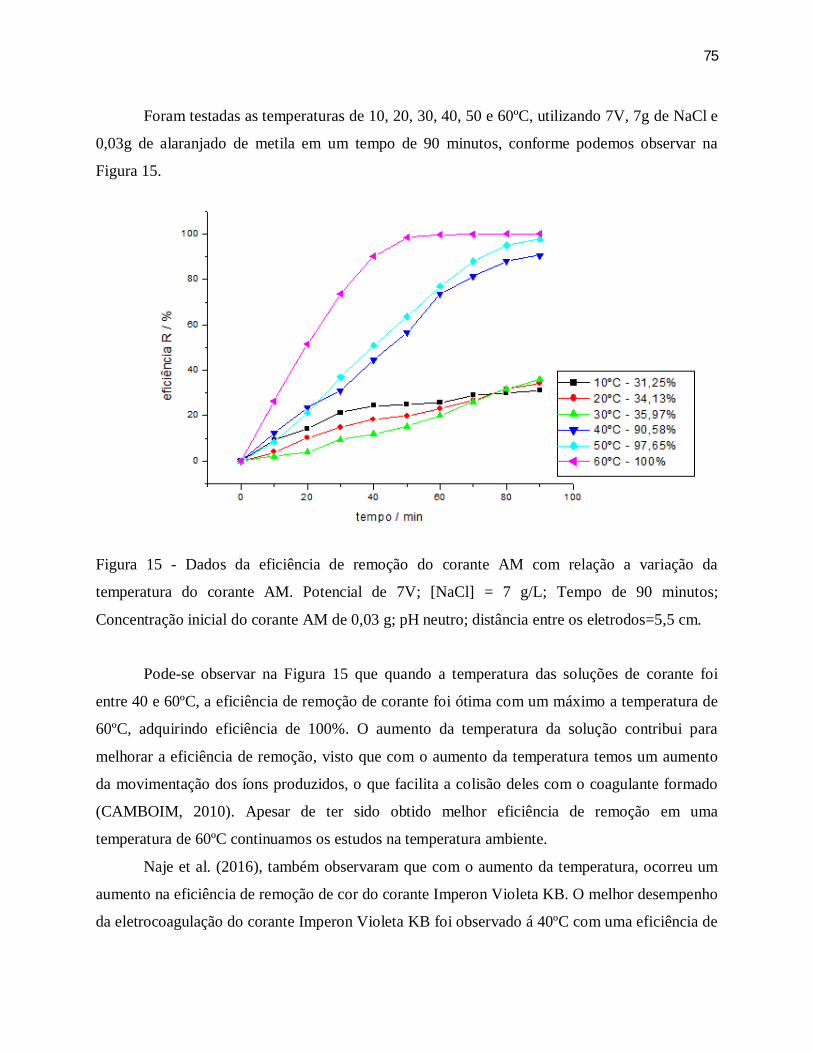
75
Foram testadas as temperaturas de 10, 20, 30, 40, 50 e 60ºC, utilizando 7V, 7g de NaCl e
0,03g de alaranjado de metila em um tempo de 90 minutos, conforme podemos observar na
Figura 15.
Figura 15 - Dados da eficiência de remoção do corante AM com relação a variação da
temperatura do corante AM. Potencial de 7V; [NaCl] = 7 g/L; Tempo de 90 minutos;
Concentração inicial do corante AM de 0,03 g; pH neutro; distância entre os eletrodos=5,5 cm.
Pode-se observar na Figura 15 que quando a temperatura das soluções de corante foi
entre 40 e 60ºC, a eficiência de remoção de corante foi ótima com um máximo a temperatura de
60ºC, adquirindo eficiência de 100%. O aumento da temperatura da solução contribui para
melhorar a eficiência de remoção, visto que com o aumento da temperatura temos um aumento
da movimentação dos íons produzidos, o que facilita a colisão deles com o coagulante formado
(CAMBOIM, 2010). Apesar de ter sido obtido melhor eficiência de remoção em uma
temperatura de 60ºC continuamos os estudos na temperatura ambiente.
Naje et al. (2016), também observaram que com o aumento da temperatura, ocorreu um
aumento na eficiência de remoção de cor do corante Imperon Violeta KB. O melhor desempenho
da eletrocoagulação do corante Imperon Violeta KB foi observado á 40ºC com uma eficiência de

76
remoção de cor de 97%. Um aumento na temperatura cria um aumento na taxa de formação de
hidróxidos de alumínio.
Ghalwa, Saqer e Farhat (2016), estudaram a aplicabilidade da eletrocoagulação no
tratamento do corante reativo vermelho 24. As reações foram realizadas durante 35 min,
utilizando eletrodos de alumínio sob as seguintes condições: a concentração inicial de 100 mg L-
1, densidade de corrente de 10 mA/cm2, a distância entre eletrodos de 0,8 cm, pH de 7,2,
concentração de NaCl de 2,5 g L-1. Ghalwa, Saqer e Farhat (2016), estudaram o efeito da
temperatura e observaram que o aumento da temperatura tem um efeito negativo sobre a
eficiência de remoção do corante, que obteve 97,9% de remoção a uma temperatura de 20ºC e
esta eficiência foi reduzida para 97,6% quando trabalharam com 50ºC.
5.1.7- Efeito da distância entre os eletrodos
Para investigar o efeito da distância entre os eletrodos na eficiência da remoção da cor,
foram testadas as distâncias entre os eletrodos de 5,5; 4,5 e 3,5 cm, utilizando o potencial de 7V,
7g de NaCl e 0,03g de alaranjado de metila em um tempo de 90 minutos, conforme podemos
observar na Figura 16.
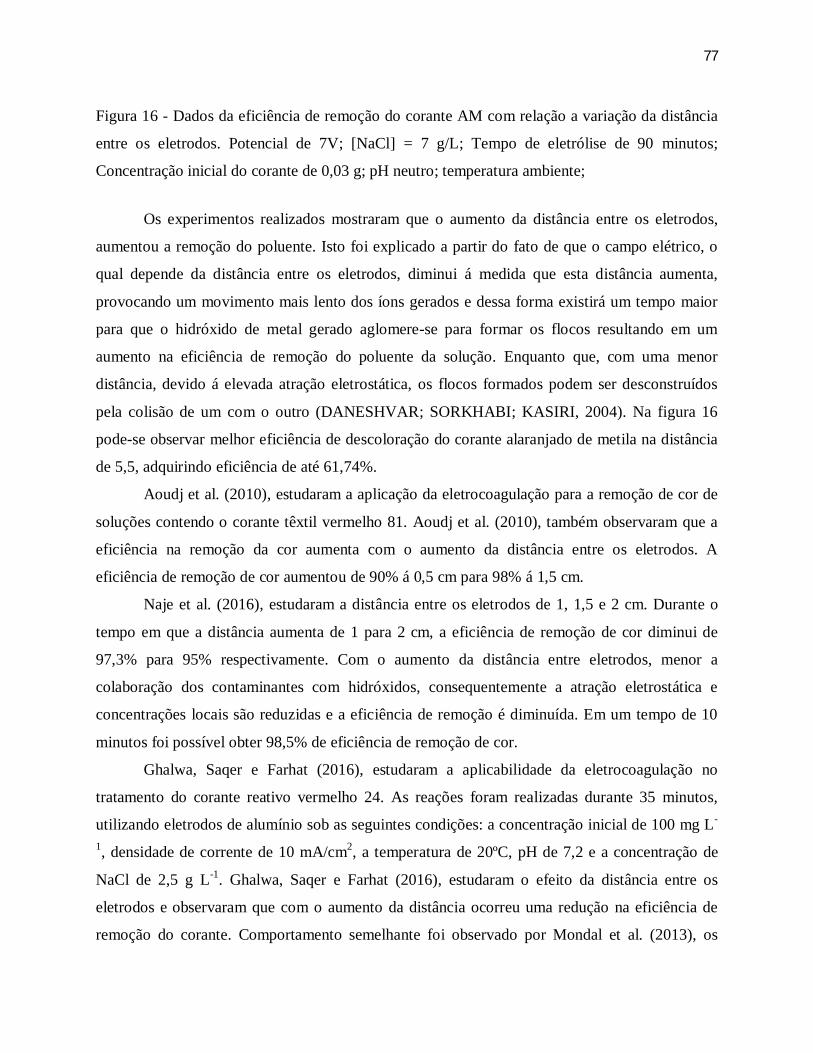
77
Figura 16 - Dados da eficiência de remoção do corante AM com relação a variação da distância
entre os eletrodos. Potencial de 7V; [NaCl] = 7 g/L; Tempo de eletrólise de 90 minutos;
Concentração inicial do corante de 0,03 g; pH neutro; temperatura ambiente;
Os experimentos realizados mostraram que o aumento da distância entre os eletrodos,
aumentou a remoção do poluente. Isto foi explicado a partir do fato de que o campo elétrico, o
qual depende da distância entre os eletrodos, diminui á medida que esta distância aumenta,
provocando um movimento mais lento dos íons gerados e dessa forma existirá um tempo maior
para que o hidróxido de metal gerado aglomere-se para formar os flocos resultando em um
aumento na eficiência de remoção do poluente da solução. Enquanto que, com uma menor
distância, devido á elevada atração eletrostática, os flocos formados podem ser desconstruídos
pela colisão de um com o outro (DANESHVAR; SORKHABI; KASIRI, 2004). Na figura 16
pode-se observar melhor eficiência de descoloração do corante alaranjado de metila na distância
de 5,5, adquirindo eficiência de até 61,74%.
Aoudj et al. (2010), estudaram a aplicação da eletrocoagulação para a remoção de cor de
soluções contendo o corante têxtil vermelho 81. Aoudj et al. (2010), também observaram que a
eficiência na remoção da cor aumenta com o aumento da distância entre os eletrodos. A
eficiência de remoção de cor aumentou de 90% á 0,5 cm para 98% á 1,5 cm.
Naje et al. (2016), estudaram a distância entre os eletrodos de 1, 1,5 e 2 cm. Durante o
tempo em que a distância aumenta de 1 para 2 cm, a eficiência de remoção de cor diminui de
97,3% para 95% respectivamente. Com o aumento da distância entre eletrodos, menor a
colaboração dos contaminantes com hidróxidos, consequentemente a atração eletrostática e
concentrações locais são reduzidas e a eficiência de remoção é diminuída. Em um tempo de 10
minutos foi possível obter 98,5% de eficiência de remoção de cor.
Ghalwa, Saqer e Farhat (2016), estudaram a aplicabilidade da eletrocoagulação no
tratamento do corante reativo vermelho 24. As reações foram realizadas durante 35 minutos,
utilizando eletrodos de alumínio sob as seguintes condições: a concentração inicial de 100 mg L-
1, densidade de corrente de 10 mA/cm2, a temperatura de 20ºC, pH de 7,2 e a concentração de
NaCl de 2,5 g L-1. Ghalwa, Saqer e Farhat (2016), estudaram o efeito da distância entre os
eletrodos e observaram que com o aumento da distância ocorreu uma redução na eficiência de
remoção do corante. Comportamento semelhante foi observado por Mondal et al. (2013), os

78
quais aplicaram a eletrocoagulação para o tratamento do efluente de banho de estampagem têxtil
variando os valores de espaçamento entre os eletrodos de 0,5 à 2,5 cm. Os resultados mostraram
que a diminuição do espaçamento entre as placas promoveu uma maior remoção de cor do
efluente.
5.2 - Eletrodos de Ferro
5.2.1 - Efeito do potencial
Para investigar o efeito do potencial na eficiência da remoção da cor, foram testados os
potenciais de 3, 5, 7 e 10V, utilizando a princípio 7g de NaCl em um tempo de 90 minutos,
conforme podemos observar na Figura 17.
Figura 17 - Dados da eficiência de de descoloração do corante AM com relação ao potencial
aplicado utilizando eletrodos de ferro. [NaCl] = 7 g/L; tempo de eletrólise de 90 minutos;
Concentração do corante 0,03g; pH neutro; temperatura ambiente; distância entre eletrodos de
5,5cm.
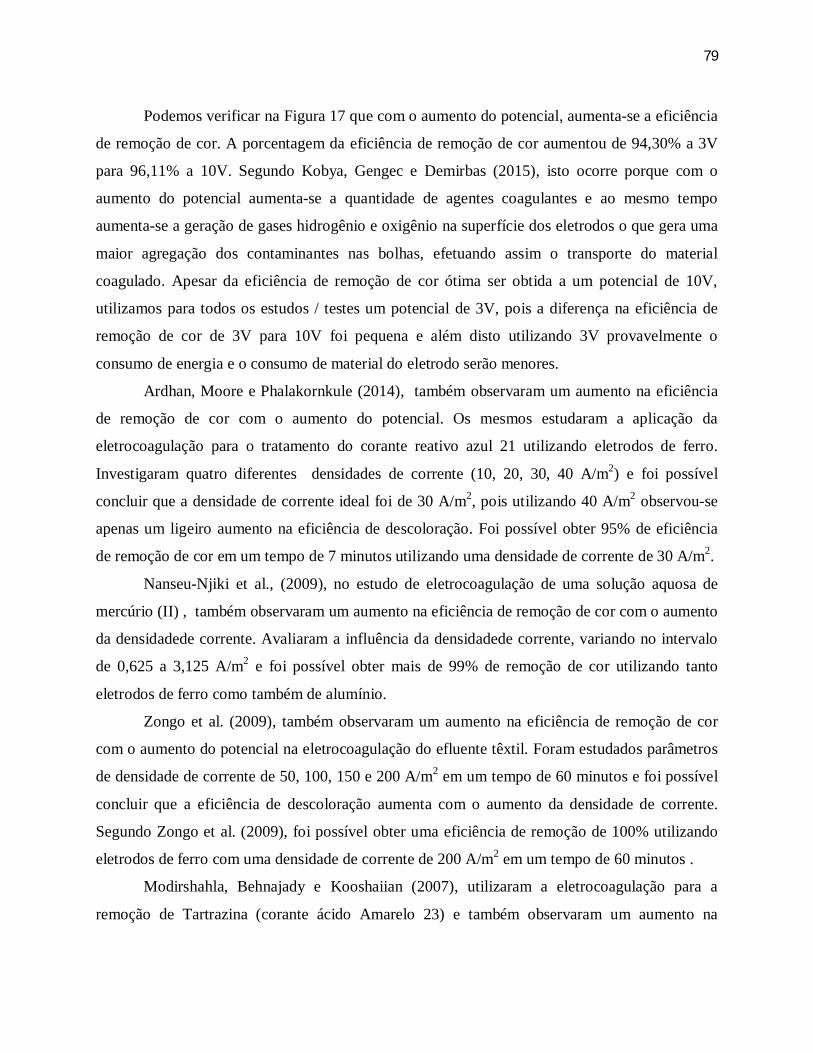
79
Podemos verificar na Figura 17 que com o aumento do potencial, aumenta-se a eficiência
de remoção de cor. A porcentagem da eficiência de remoção de cor aumentou de 94,30% a 3V
para 96,11% a 10V. Segundo Kobya, Gengec e Demirbas (2015), isto ocorre porque com o
aumento do potencial aumenta-se a quantidade de agentes coagulantes e ao mesmo tempo
aumenta-se a geração de gases hidrogênio e oxigênio na superfície dos eletrodos o que gera uma
maior agregação dos contaminantes nas bolhas, efetuando assim o transporte do material
coagulado. Apesar da eficiência de remoção de cor ótima ser obtida a um potencial de 10V,
utilizamos para todos os estudos / testes um potencial de 3V, pois a diferença na eficiência de
remoção de cor de 3V para 10V foi pequena e além disto utilizando 3V provavelmente o
consumo de energia e o consumo de material do eletrodo serão menores.
Ardhan, Moore e Phalakornkule (2014), também observaram um aumento na eficiência
de remoção de cor com o aumento do potencial. Os mesmos estudaram a aplicação da
eletrocoagulação para o tratamento do corante reativo azul 21 utilizando eletrodos de ferro.
Investigaram quatro diferentes densidades de corrente (10, 20, 30, 40 A/m2) e foi possível
concluir que a densidade de corrente ideal foi de 30 A/m2, pois utilizando 40 A/m2 observou-se
apenas um ligeiro aumento na eficiência de descoloração. Foi possível obter 95% de eficiência
de remoção de cor em um tempo de 7 minutos utilizando uma densidade de corrente de 30 A/m2.
Nanseu-Njiki et al., (2009), no estudo de eletrocoagulação de uma solução aquosa de
mercúrio (II) , também observaram um aumento na eficiência de remoção de cor com o aumento
da densidadede corrente. Avaliaram a influência da densidadede corrente, variando no intervalo
de 0,625 a 3,125 A/m2 e foi possível obter mais de 99% de remoção de cor utilizando tanto
eletrodos de ferro como também de alumínio.
Zongo et al. (2009), também observaram um aumento na eficiência de remoção de cor
com o aumento do potencial na eletrocoagulação do efluente têxtil. Foram estudados parâmetros
de densidade de corrente de 50, 100, 150 e 200 A/m2 em um tempo de 60 minutos e foi possível
concluir que a eficiência de descoloração aumenta com o aumento da densidade de corrente.
Segundo Zongo et al. (2009), foi possível obter uma eficiência de remoção de 100% utilizando
eletrodos de ferro com uma densidade de corrente de 200 A/m2 em um tempo de 60 minutos .
Modirshahla, Behnajady e Kooshaiian (2007), utilizaram a eletrocoagulação para a
remoção de Tartrazina (corante ácido Amarelo 23) e também observaram um aumento na

80
eficiência de remoção com o aumento da densidadede corrente. Segundo Modirshahla,
Behnajady e Kooshaiian (2007), é bem sabido que a densidade de corrente determina a taxa de
produção de agentes coagulantes, que podem influenciar a eficiência no tratamento de
eletrocoagulação. Portanto, investigaram o efeito de densidade de corrente na remoção do
corante ácido Amarelo 23 e observaram que um aumento na densidade de corrente de 40 A/m2
para 120 A/m2 produz um aumento na eficiência de remoção de cor de 16,38 para 99,18%,
porque quando a densidadede corrente aumenta, a produção de íons no ânodo e cátodo
aumentam. Portanto, há um aumento na produção de flocos na solução e, por conseguinte, uma
melhoria na eficiência de remoção de cor.
Ghalwa, Saqer e Farhat (2016), também observaram que com o aumento da densidade de
corrente, a eficiência da remoção de cor também aumenta. Ghalwa, Saqer e Farhat (2016),
estudaram a aplicabilidade da eletrocoagulação no tratamento do corante reativo vermelho 24. O
efeito da densidade de corrente foi estudada em quatro diferentes densidades de corrente, ou seja,
5, 10, 15 e 20 mA/cm2. As reações foram realizadas durante 14 minutos, utilizando eletrodos de
ferro sob as seguintes condições: a concentração inicial de 100 mg L-1, pH de 7,2, a distância
entre eletrodo de 0,8 cm, uma temperatura de 20 C, concentração de NaCl de 2,5 g L1.
Utilizando densidade de corrente de 20 mA/cm2 obteve-se uma melhor eficiência de remoção de
cor (99,85%) para eletrodos de ferro, com o aumento da densidade de corrente. A densidade de
corrente determina a taxa de produção do coagulante e o tamanho da bolha e, portanto, afeta o
seu crescimento. Após o aumento da densidade de corrente, a quantidade de hidróxidos para
precipitação e adsorção também aumentará.
Daneshvar, Sorhabi e Kasiri (2004), estudaram a aplicação da eletrocoagulação no
tratamento da solução do corante ácido Vermelho 14 utilizando eletrodos de ferro e também
observaram que com o aumento da densidadede corrente de 40 para 60 A / m2 foi possível obter
um aumento na eficiência de remoção de cor, a partir de 52,10 para 91,12%.
5.2.2 - Efeito da quantidade de NaCl

81
Para investigar o efeito da quantidade de NaCl na eficiência da remoção da cor, foram
testados as quantidades de NaCl de 2, 3, 5, 7 e 10g, utilizando 3V em um tempo de 90 minutos,
conforme podemos observar na Figura 18.
Figura 18 - Dados da eficiência de descoloração do corante AM com relação a quantidade de
NaCl, utilizando eletrodos de ferro. Potencial de 3V; tempo de eletrólise de 90 minutos;
Concentração do corante 0,03g; pH neutro; temperatura ambiente; distância entre
eletrodos=5,5cm.
Podemos verificar na Figura 18 que com o aumento da quantidade de NaCl, aumenta-se
também a eficiência de remoção de cor. A porcentagem da eficiência de remoção de cor
aumentou de 94,45% com 2g para 96,29% com 10g. Segundo Camboim (2010), isto pode
ocorrer, pois a condutividade é diretamente proporcional á quantidade de íons condutores
presentes no líquido, quanto maior for a concentração de íons no efluente, maior será sua
capacidade de condução de corrente elétrica, e com isso maior será a possibilidade de ocorrência
de reações entre as substâncias presentes no efluente. Com isso quando a condutividade é alta
são removidas grandes quantidades de contaminantes, com um custo energético menor.

82
Apesar da eficiência de remoção de cor ótima ser obtida a uma quantidadede de NaCl de
10g, utilizamos para todos os estudos / testes uma quantidade de NaCl de 2g, pois a diferença na
eficiência de remoção de cor de 2g para 10g foi pequena e além disto utilizando 2g de NaCl o
risco de corrosão localizada nos eletrodos será menor e também será mais econômico, pois
gastará uma quantidade menor de NaCl.
Ghalwa, Saqer e Farhat (2016), estudaram a aplicabilidade da eletrocoagulação no
tratamento do corante reativo vermelho 24. As reações foram realizadas durante 14 min,
utilizando eletrodos de ferro sob as seguintes condições: a concentração inicial de 100 mg L-1,
densidade de corrente de 10 mA/cm2, a distância entre eletrodos de 0,8 cm, uma temperatura de
20 C e pH de 7,2. Ghalwa, Saqer e Farhat (2016), também observaram que a eficiência de
remoção de cor aumenta com o aumento da quantidade de NaCl. Pode ser atribuído que a uma
voltagem constante com o aumento da concentração de NaCl, a condutividade da solução de
corante aumenta e a resistência diminui, assim a corrente aumenta e a quantidade de hidróxidos
de ferro produzidos aumentará ocorrendo uma maior remoção dos poluentes / corantes.
5.2.3 - Efeito do tempo de eletrocoagulação/eletroflotação
Para investigar o efeito do tempo de eletrocoagulação na eficiência de remoção da cor,
foi estudado um tempo de até 120 minutos, conforme podemos observar na Figura 19.

83
Figura 19 - Dados da eficiência de descoloração do corante alaranjado de metila com relação ao
tempo de reação, utilizando eletrodos de ferro. Potencial de 3V; [NaCl] = 2 g/L; Concentração
do corante 0,03g; pH neutro; temperatura ambiente; distância entre eletrodos=5,5cm.
Podemos observar na Figura 19 que com o aumento do tempo de eletrocoagulação
ocorreu um aumento na eficiência de remoção de cor. A porcentagem da eficiência de remoção
de cor aumentou de 10% em 10 minutos para 96,94% em 120 minutos. Isto ocorre porque de
acordo com Daneshvar, Sorhabi e Kasiri (2004), a eficiência de remoção de cor depende
diretamente da concentração de íons produzidos pelos eletrodos. Quando o período de
eletrocoagulação aumenta, ocorre um aumento na concentração de íons e seus flocos de
hidróxidos. Por conseguinte, com o aumento no tempo de eletrocoagulação tem-se um aumento
na eficiência de remoção de cor.
Apesar da eficiência de remoção de cor ótima ser obtida a um tempo de 120 minutos,
utilizamos para todos os estudos / testes um tempo de 90 minutos, pois a diferença na eficiência
de remoção de cor de 90 minutos para 120 minutos foi pequena. Na elétrolise utilizando

84
eletrodos de ferro a partir do tempo de 30 minutos de eletrocoagulação já foi possível obter uma
eficiência de remoção de cor superior a 80%.
Govindan, Oren e Noel (2014), estudaram a aplicabilidade da eletrocoagulação no
tratamento de efluentes têxteis e também observaram um aumento na eficiência de remoção de
cor com o aumento no tempo de eletrocoagulação para os corantes amido preto 10B (AB), metil
violeta (MV) e rodamina 6B. Foram utilizados eletrodos de ferro, com agitação, concentração de
cada amostra de corante para este estudo foi de 100 mg / L, densidade de 17,8 mA/cm2, pH de
7,5 em um tempo de eletrólise de 60 minutos.
Daneshvar, Sorhabi e Kasiri (2004), estudaram a aplicação da eletrocoagulação no
tratamento da solução do corante ácido Vermelho 14 utilizando eletrodos de ferro e também
observaram que com o aumento do tempo de eletrocoagulação de 2 para 4 minutos foi possível
obter um aumento na eficiência de remoção de cor, de 31,76 para 95,24%.
Modirshahla, Behnajady e Kooshaiian (2007), utilizaram a eletrocoagulação para a
remoção de Tartrazina (corante ácido Amarelo 23) e também observaram um aumento na
eficiência de remoção de cor quando ocorre o aumento no tempo de eletrocoagulação. Segundo
Modirshahla, Behnajady e Kooshaiian (2007), a eficiência de remoção de cor depende
diretamente da concentração dos íons produzidos pelos eletrodos. Quando o período de
eletrocoagulação aumenta, ocorre um aumento na concentração de íons e seus flocos de
hidróxido. Por conseguinte, um aumento no tempo de eletrocoagulação a partir de 2 min para 5
min produz um aumento na eficiência de remoção de cor 49,53 para 99,21%.
5.2.4 - Efeito da concentração inicial do corante
Pode-se verificar na Figura 20 que ocorre uma evolução na eficiência de remoção de cor
em função da concentração inicial do corante alaranjado de metila.
Para investigar o efeito da concentração inicial do corante na eficiência de remoção de
cor, foram estudadas as concentrações de 0,01, 0,02, 0,03, 0,04 e 0,05g do corante alaranjado de
metila, utilizando um potencial de 3V, quantidade de NaCl de 2g em um tempo de 90 minutos.

85
Figura 20 - Dados da eficiência de remoção do corante alaranjado de metila com relação a
concentração inicial do corante AM, utilizando eletrodos de ferro. Potencial de 3V; [NaCl] = 2
g/L; tempo de eletrólise de 90 minutos; pH neutro; temperatura ambiente; distância entre
eletrodos=5,5cm.
Podemos observar na Figura 20 que com o aumento da concentração inicial do corante
resulta em uma diminuição da eficiência de remoção de cor, portanto quanto menor a
concentração de corante maior foi a eficiência de remoção de cor. A porcentagem da eficiência
de remoção de cor aumentou de 92,78% com 0,05g para 94,69% com 0,01g. Isto ocorre porque
para uma intensidade de corrente constante, existe a mesma quantidade de hidróxidos de ferro
sendo gerados e, consequentemente a mesma quantidade de espécies coagulantes, portanto com o
aumento da concentração inicial do corante, menos hidróxidos de ferro estarão disponíveis para
capturar o excesso de moléculas orgânicas do corante que está sendo tratado.
Apesar da eficiência de remoção de cor ótima ser obtida a uma concentração inicial do
corante de 0,01g, utilizamos para todos os estudos / testes uma concentração inicial do corante de
0,05g, pois a diferença na eficiência de remoção de cor de 0,01g para 0,05g foi pequena e
estudamos a eficiência de remoção de cor na pior situação.

86
Ghalwa, Saqer e Farhat (2016), estudaram a aplicabilidade da eletrocoagulação no
tratamento do corante reativo vermelho 24. As reações foram realizadas durante 14 minutos,
utilizando eletrodos de ferro sob as seguintes condições: densidade de corrente de 10 mA/cm2, a
concentração de NaCl de 2,5 g L-1, a distância entre eletrodos de 0,8 cm, uma temperatura de 20
C e pH de 7,2. Ghalwa, Saqer e Farhat (2016), estudaram diferentes concentrações iniciais do
corante variando de 20-300 mgL-1 e também observaram que a eficiência de remoção de cor
diminui com o aumento da concentração inicial do corante.
Segundo Ghalwa, Saqer e Farhat (2016), uma das vias mais importantes de remoção do
corante por eletrocoagulação é a adsorção de moléculas de corante sobre flocos de hidróxido
metálico. A capacidade de adsorção de flocos é limitada e a quantidade específica de flocos é
capaz de adsorver quantidade específica de moléculas de corante. Assim, com o aumento da
concentração de corante, a quantidade de flocos produzidos é insuficiente para adsorver todas as
moléculas de corante, portanto, a eficiência de remoção de cor diminui.
Daneshvar, Sorhabi e Kasiri (2004), estudaram a aplicação da eletrocoagulação no
tratamento da solução do corante ácido Vermelho 14 utilizando eletrodos de ferro e também
observaram que a eficiência de remoção de cor diminui com o aumento da concentração inicial
do corante. Segundo Daneshvar, Sorhabi e Kasiri (2004), a taxa de remoção de cor diminui
consideravelmente quando a concentração inicial do corante é superior a 150 ppm. A adsorção
em flocos de hidróxido metálico é muito importante no processo de eletrocoagulação. Até uma
concentração de 150 ppm, a capacidade de adsorção dos flocos não é esgotada e a taxa de
remoção de cor é relativamente constante. No entanto, além desta concentração, a capacidade de
adsorção dos flocos torna-se esgotado. Em outras palavras, com um aumento da concentração do
corante, a taxa de remoção de cor diminui consideravelmente.
Modirshahla, Behnajady e Kooshaiian (2007), utilizaram a eletrocoagulação para a
remoção de Tartrazina (corante ácido Amarelo 23) e também observaram que a eficiência de
remoção de cor diminui com o aumento da concentração inicial do corante.
5.2.5 - Efeito da variação do pH inicial

87
Para investigar o efeito da variação do pH inicial na eficiência de remoção de cor, foram
estudados os pH de 1, 3, 5, 8, 10 e 12, utilizando o potencial de 3V, concentração de NaCl de 2g,
0,05g do corante alaranjado de metila em um tempo de 90 minutos, conforme podemos observar
na Figura 21.
Figura 21 - Dados da eficiência de remoção do corante alaranjado de metila com relação ao pH,
utilizando eletrodos de ferro. Potencial de 3V; [NaCl] = 2 g/L; tempo de eletrólise de 90
minutos; Concentração do corante 0,05g; temperatura ambiente; distância entre eletrodos=5,5cm.
Podemos observar na Figura 21 que foi possível obter uma eficiência de remoção
máxima de 97,37% no pH igual a 10 e obteve-se uma menor eficiência de remoção de cor em pH
de 12 e 1, respectivamente. De acordo com Ghalwa, Saqer e Farhat (2016), quanto mais aumenta
o pH, o ferro dissolvido aumenta durante o processo de eletrocoagulação e ocorre um aumento
na formação de espécies de hidróxido de ferro que absorvem as moléculas de corante e faz com
que a eficiência de remoção seja mais eficiente. O efeito do pH sobre o desempenho do processo
é explicado da seguinte maneira: as espécies de ferro dominantes são diferentes de acordo com a
solução de pH. Em um pH básico, a eficiência de remoção de corante é aumentada devido ao
aumento na geração de íons OH-, que ajudam na formação de hidróxido de ferro de diferentes
complexos.

88
Apesar da eficiência de remoção de cor ótima ser obtida a um pH de 10, utilizamos para
todos os estudos / testes o pH neutro, pois a diferença na eficiência de remoção de cor foi muito
pequena.
Ghalwa, Saqer e Farhat (2016), estudaram a aplicabilidade da eletrocoagulação no
tratamento do corante reativo vermelho 24. As reações foram realizadas durante 14 min,
utilizando eletrodos de ferro sob as seguintes condições: a concentração inicial de 100 mg L-1,
densidade de corrente de 10 mA/cm2, a distância entre eletrodos de 0,8 cm, uma temperatura de
20 C, concentração de NaCl de 2,5 g L-1.
Ghalwa, Saqer e Farhat (2016), também observaram que utilizando eletrodos de ferro a
eficiência de remoção de cor é menor em eletrólito ácido e em meio neutro e alcalino, a
eficiência de remoção é muito maior com eletrodos de ferro. Ghalwa, Saqer e Farhat (2016),
estudaram o efeito do pH de 1,8; 4,3; 7,2; 8,8 e 10,7 e obteram melhor eficiência de remoção de
cor (100%) com pH igual a 7,2; 8,8 e 10,7.
Daneshvar, Sorhabi e Kasiri (2004), estudaram a aplicação da eletrocoagulação no
tratamento da solução do corante ácido Vermelho 14 utilizando eletrodos de ferro e observaram
qua a máxima eficiência de remoção de cor foi a um pH na gama de 6-9.
Modirshahla, Behnajady e Kooshaiian (2007), utilizaram a eletrocoagulação para a
remoção de Tartrazina (corante ácido Amarelo 23) e observaram que a máxima eficiência de
remoção de cor foi a um pH de 6,47. Segundo Modirshahla, Behnajady e Kooshaiian (2007),
quando o pH aumentou acima de 6,47, a quantidade de íons hidróxido em solução aumenta.
Consequentemente, alguns dos íons hidróxido são provavelmente oxidado no ânodo. Essa ação
impede que a produção de íons de ferro seja na mesma proporção e, por conseguinte, a eficiência
de remoção de cor diminui. A um pH baixo, os prótons da solução foram reduzidos no cátodo
para H2 e a mesma proporção de íons de hidróxido não podem ser produzidos.
5.2.6 - Efeito da variação da temperatura
Para investigar o efeito da temperatura na eficiência de remoção de cor, foram estudadas
as temperaturas de 10, 20, 30, 40, 50 e 60ºC, utilizando o potencial de 3V, concentração de NaCl
de 2g, 0,05g do corante alaranjado de metila em um tempo de 90 minutos, conforme podemos
verificar na Figura 22.

89
Figura 22 - Dados da eficiência de remoção do corante alaranjado de metila com relação a
temperatura, utilizando eletrodos de ferro. Potencial de 3V; [NaCl] = 2 g/L; tempo de eletrólise
de 90 minutos; Concentração do corante 0,05g; pH neutro; distância entre eletrodos=5,5cm.
Podemos observar na Figura 22 que com o aumento da temperatura ocorreu um aumento
na eficiência de remoção da cor. A porcentagem da eficiência de remoção da cor aumentou de
80,52% com 10ºC para 97,70% com 60ºC. Isto ocorre porque de acordo com Camboim (2010),
o aumento da temperatura da solução contribui para melhorar a eficiência de remoção, visto que
com o aumento da temperatura temos um aumento da movimentação dos íons produzidos, o que
facilita a colisão deles com o coagulante formado. Apesar de ter sido obtido melhor eficiência de
remoção em uma temperatura de 60ºC continuamos os estudos na temperatura ambiente.
Ghalwa, Saqer e Farhat (2016), estudaram a aplicabilidade da eletrocoagulação no
tratamento do corante reativo vermelho 24. As reações foram realizadas durante 14 minutos,
utilizando eletrodos de ferro sob as seguintes condições: a concentração inicial de 100 mg L-1,
densidade de corrente de 10 mA/cm2, a distância entre eletrodos de 0,8 cm, pH de 7,2,
concentração de NaCl de 2,5 g L-1. Ghalwa, Saqer e Farhat (2016), estudaram o efeito da
temperatura e observaram que o aumento da temperatura tem um efeito negativo sobre a
90
remoção da eficiência do corante, que obteve 90,5% de remoção a uma temperatura de 20ºC e
esta eficiência foi reduzida para 83,8% quando trabalharam com 50ºC.
Daneshvar, Sorhabi e Kasiri (2004), estudaram a aplicação da eletrocoagulação no
tratamento da solução do corante ácido Vermelho 14 utilizando eletrodos de ferro e observaram
que a velocidade da reação eletroquímica aumenta com o aumento da temperatura da solução e
concluiram que quando a temperatura aumenta, a eficiência de remoção de cor aumenta
ligeiramente. No entanto, quando a temperatura da solução é superior a 300 K, o movimento dos
íons produzidos aumenta consideravelmente e esses íons têm pouca oportunidade de agregar e
produzir flocos de hidróxido metálicos.
Modirshahla, Behnajady e Kooshaiian (2007), utilizaram a eletrocoagulação para a
remoção de Tartrazina (corante ácido Amarelo 23) e também observaram que a eficiência de
remoção de cor aumenta com o aumento da temperatura. Por outro lado, quando a temperatura é
aumentada acima de 300 K (28ºC), a eficiência de remoção de cor diminui, devido à um aumento
da solubilidade de precipitados.
5.2.7 - Efeito da distância entre os eletrodos
Para investigar o efeito da distância entre os eletrodos na eficiência de remoção de cor,
foram estudadas as distância entre os eletrodos 5,5; 4,5 e 3,5 cm, utilizando o potencial de 3V,
concentração de NaCl de 2g, 0,05g do corante alaranjado de metila em um tempo de 90 minutos,
conforme podemos verificar na Figura 23.

91
Figura 23 - Dados da eficiência de remoção do corante alaranjado de metila com relação a
distância entre os eletrodos, utilizando eletrodos de ferro. Potencial de 3V; [NaCl] = 2 g/L;
tempo de eletrólise de 90 minutos; Concentração do corante 0,05g; pH neutro; temperatura
ambiente.
Podemos observar na Figura 23 que com o aumento da distância entre os eletrodos
ocorreu um aumento na eficiência de remoção da cor. Isto foi explicado a partir do fato de que o
campo elétrico, o qual depende da distância entre os eletrodos, diminui á medida que esta
distância aumenta, provocando um movimento mais lento dos íons gerados e dessa forma existirá
um tempo maior para que o hidróxido de metal gerado aglomere-se para formar os flocos
resultando em um aumento na eficiência de remoção do poluente da solução. Enquanto que, com
uma menor distância, devido á elevada atração eletrostática, os flocos formados podem ser
desconstruídos pela colisão de um com o outro (DANESHVAR; SORHABI; KASIRI, 2004).
Na figura 23 pode-se observar melhor eficiência de descoloração do corante alaranjado
de metila na distância de 5,5, adquirindo eficiência de até 93,10%.
A relação entre a distância entre os eletrodos e à eficiência de remoção dos poluentes
diverge muito dentre os estudos encontrados na literatura.

92
Nanseu-Njiki et al. (2009), no estudo de eletrocoagulação de uma solução aquosa de
mercúrio (II) avaliaram a influência da distância entre os eletrodos, variando o intervalo de 1 a 5
cm. Os experimentos realizados mostraram que o aumento da distância entre os eletrodos,
aumentou ligeiramente a remoção do poluente e isto foi observado quando se utilizaram
eletrodos de ferro como também de alumínio. Um comportamento semelhante foi observado por
Daneshvar, Sorhabi e Kasiri (2004), durante o tratamento da solução do corante ácido Vermelho
14, variando o intervalo da distância de 0,5 à 3,0 cm. Isto foi explicado a partir do fato de que o
campo elétrico, o qual depende da distância entre os eletrodos, diminui à medida que esta
distância aumenta, provocando um movimento mais lento dos íons gerados e dessa forma existirá
um tempo maior para que o hidróxido de metal gerado aglomere-se para formar os flocos
resultando em um aumento na eficiência de remoção do poluente da solução. Enquanto que, com
uma menor distância, devido à elevada atração eletrostática, os flocos formados podem ser
desconstruídos pela colisão de um com o outro (DANESHVAR; SORHABI; KASIRI, 2004).
Já no estudo realizado por Modirshahla, Behnajady e Kooshaiian (2007), utilizando a
eletrocoagulação para a remoção de Tartrazina (corante ácido Amarelo 23) foi observado o efeito
contrário. Com o aumento da distância entre os eletrodos de 0,5 para 3 cm, a eficiência de
remoção diminuiu cerca de 27%. Modirshahla, Behnajady e Kooshaiian (2007) relataram que,
uma vez que a distância entre os eletrodos aumenta, a corrente elétrica diminui. Para atingir uma
certa densidade de corrente, a tensão então, deve ser aumentada. Com o aumento da distância,
menor interação com íons de hidróxidos poliméricos é esperada.
No estudo de Phalakornkule et al. (2010), o qual abordava a eletrocoagulação para o
tratamento de corantes das classes reativo e disperso, a variação da distância entre os eletrodos
(5-12 mm) não influenciou na eficiência de remoção. Para estes estudos foram utilizados
eletrodos de alumínio e ferro.
De acordo com Giordano e Barbosa Filho (2000), a eficiência do processo está
relacionada com a distância entre as placas, pois a distância é proporcional à resistência elétrica
da solução, oferecida à passagem da corrente. O aumento da resistência elétrica encarece o
processo eletrolítico, pois ocorre um desperdício de energia, sendo necessário investigar a
distância ótima que promova a reação, mas que também diminua o número de pares de eletrodos
a serem confeccionados, reduzindo assim os custos com matéria-prima (RAMALHO, 2008). No
93
que se refere ao custo de operação da unidade, Crespilho e Rezende (2004) recomendam a
utilização de maior espaçamento entre os eletrodos, quando a condutividade do efluente for
relativamente alta. Enquanto que, em situações de valor de condutividade moderado, recomenda-
se usar um menor afastamento entre os eletrodos, pois isso reduzirá o consumo de energia sem
alterar a eficiência do processo de EC.
Ghalwa, Saqer e Farhat (2016), estudaram a aplicabilidade da eletrocoagulação no
tratamento do corante reativo vermelho 24. As reações foram realizadas durante 14 minutos,
utilizando eletrodos de ferro sob as seguintes condições: a concentração inicial de 100 mg L-1,
densidade de corrente de 10 mA/cm2, a temperatura de 20ºC, pH de 7,2 e a concentração de
NaCl de 2,5 g L-1. Ghalwa, Saqer e Farhat (2016), estudaram o efeito da distância entre os
eletrodos e observaram que com o aumento da distância ocorreu uma redução na eficiência de
remoção do corante.
5.3 - Eletrodos de Alumínio X Eletrodos de Ferro
Para investigar os eletrodos de alumínio e de ferro e verificar qual destes possuem a
melhor eficiência de remoção de cor do corante alaranjado de metila através do processo de
eletrocoagulação foi estudado cada um destes eletrodos considerando o melhor parâmetro
funcional.
O processo de eletrocoagulação foi otimizado com relação ao melhor potencial,
quantidade de NaCl, tempo de eletrólise, concentração inicial do corante, pH, temperatura e
distância entre os eletrodos, conforme podemos verificar na Figura 24.
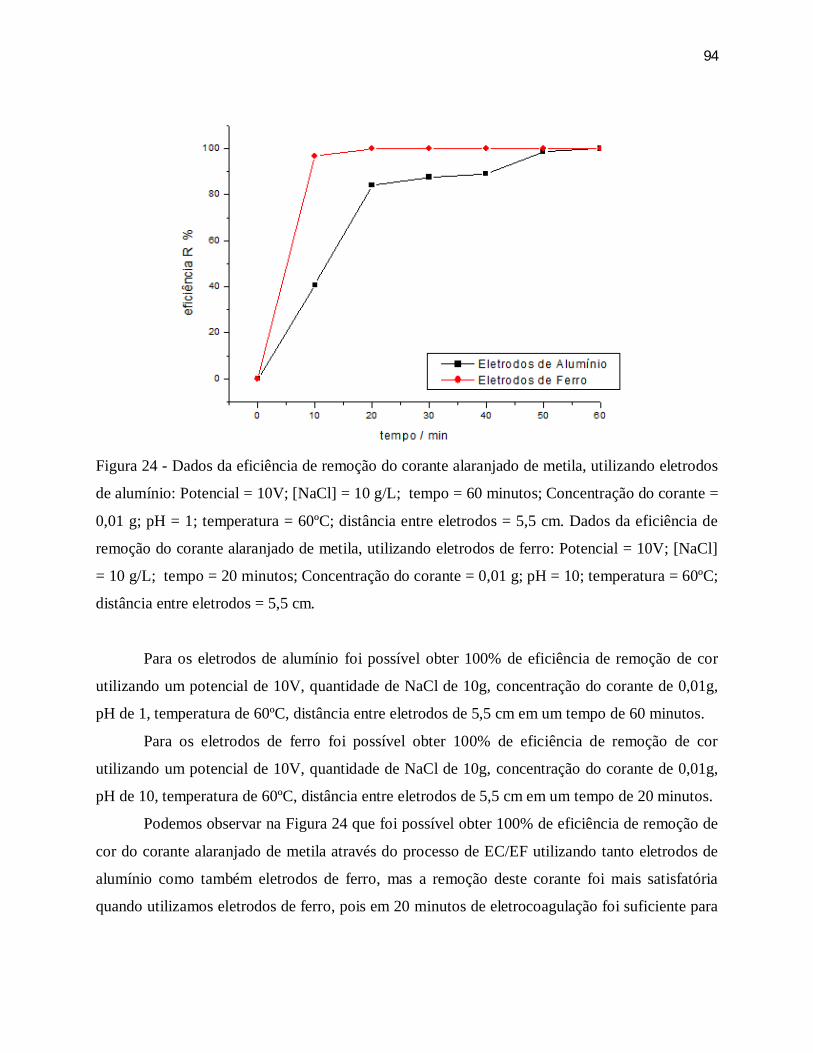
94
Figura 24 - Dados da eficiência de remoção do corante alaranjado de metila, utilizando eletrodos
de alumínio: Potencial = 10V; [NaCl] = 10 g/L; tempo = 60 minutos; Concentração do corante =
0,01 g; pH = 1; temperatura = 60ºC; distância entre eletrodos = 5,5 cm. Dados da eficiência de
remoção do corante alaranjado de metila, utilizando eletrodos de ferro: Potencial = 10V; [NaCl]
= 10 g/L; tempo = 20 minutos; Concentração do corante = 0,01 g; pH = 10; temperatura = 60ºC;
distância entre eletrodos = 5,5 cm.
Para os eletrodos de alumínio foi possível obter 100% de eficiência de remoção de cor
utilizando um potencial de 10V, quantidade de NaCl de 10g, concentração do corante de 0,01g,
pH de 1, temperatura de 60ºC, distância entre eletrodos de 5,5 cm em um tempo de 60 minutos.
Para os eletrodos de ferro foi possível obter 100% de eficiência de remoção de cor
utilizando um potencial de 10V, quantidade de NaCl de 10g, concentração do corante de 0,01g,
pH de 10, temperatura de 60ºC, distância entre eletrodos de 5,5 cm em um tempo de 20 minutos.
Podemos observar na Figura 24 que foi possível obter 100% de eficiência de remoção de
cor do corante alaranjado de metila através do processo de EC/EF utilizando tanto eletrodos de
alumínio como também eletrodos de ferro, mas a remoção deste corante foi mais satisfatória
quando utilizamos eletrodos de ferro, pois em 20 minutos de eletrocoagulação foi suficiente para

95
atingir 100% de eficiência de remoção de cor em comparação com a remoção utilizando
eletrodos de alumínio que foi preciso um tempo de 60 minutos para atingir o mesmo resultado.
Foi realizado também o estudo de cada parâmetro separadamente para os eletrodos de
alumínio e de ferro.
Quando foi estudado o potencial, para os eletrodos de alumínio foi utilizado 7V obtendo
uma eficiência de remoção de 42,97% enquanto para eletrodos de ferro foi possível trabalhar
com um potencial de 3V tendo uma eficiência de remoção de 94,30%, portanto avaliando os
parâmetros separadamente e neste estudo verificando apenas o potencial, é mais viável trabalhar
com os eletrodos de ferro, pois é possível utilizar uma potência menor e obter uma melhor
eficiência de remoção de cor.
Quando foi estudada a quantidade de NaCl, para os eletrodos de alumínio foi utilizado 7g
de NaCl e foi possível obter uma eficiência de remoção de 47,60% enquanto para eletrodos de
ferro foi possível trabalhar com uma quantidade de NaCl de 2g tendo uma eficiência de remoção
de 94,45%, portanto avaliando os parâmetros separadamente é mais viável trabalhar com os
eletrodos de ferro, pois é possível utilizar uma quantidade de NaCl menor e obter uma melhor
eficiência de remoção de cor. Além disto, foi preciso trocar os eletrodos de alumínio duas vezes
devido a ocorrência de corrosão nos mesmos.
Quando foi estudado o tempo de eletrólise, para os eletrodos de alumínio em um tempo
de 120 minutos foi possível obter uma eficiência de remoção de 89,08% enquanto neste mesmo
tempo, para os eletrodos de ferro foi possível obter uma eficiência de remoção de 96,94%,
portanto avaliando os parâmetros separadamente é mais viável trabalhar com os eletrodos de
ferro, pois é possível em um mesmo tempo obter melhor eficiência de remoção de cor.
Quando foi estudada a concentração do corante, para os eletrodos de alumínio foi
utilizado 0,03g de corante e foi possível obter uma eficiência de remoção de 34,22% enquanto
para eletrodos de ferro foi possível trabalhar com uma concentração do corante de 0,05g tendo
uma eficiência de remoção de 92,78%, portanto avaliando os parâmetros separadamente é mais
viável trabalhar com os eletrodos de ferro, pois é possível utilizar uma maior concentração do
corante e ainda assim obter uma melhor eficiência de remoção de cor.
Quando foi estudado o pH, em um tempo de 120 minutos, para os eletrodos de alumínio
foi utilizado pH neutro e foi possível obter uma eficiência de remoção de 89,08% enquanto para
96
eletrodos de ferro trabalhando com pH neutro também, foi possível obter uma eficiência de
remoção de 96,94%, portanto avaliando os parâmetros separadamente e considerando o pH
neutro é mais viável trabalhar com os eletrodos de ferro, pois é possível obter uma melhor
eficiência de remoção de cor. Para os eletrodos de alumínio, no estudo do pH foi possível obter
uma eficiência de remoção ótima de 99,78% para pH igual a 1 e para eletrodos de ferro foi
possível obter uma eficiência de remoção ótima de 97,37% para pH igual a 10.
Quando foi estudada a temperatura, em um tempo de 120 minutos, para os eletrodos de
alumínio na temperatura ambiente foi possível obter uma eficiência de remoção de cor de
89,08% enquanto para eletrodos de ferro na temperatura ambiente também, foi possível obter
uma eficiência de remoção de 96,94%, portanto avaliando os parâmetros separadamente e
considerando a temperatura ambiente é mais viável trabalhar com os eletrodos de ferro, pois é
possível obter uma melhor eficiência de remoção de cor. Para os eletrodos de alumínio, no
estudo da temperatura foi possível obter uma eficiência de remoção ótima de 100% para
temperatura de 60ºC e para eletrodos de ferro foi possível obter uma eficiência de remoção ótima
de 97,70% para temperatura igual a 60ºC.
Quando foi estudada a distância entre os eletrodos, para os eletrodos de alumínio foi
utilizado uma distância de 5,5 cm e foi possível obter uma eficiência de remoção de 61,74%
enquanto para eletrodos de ferro foi possível trabalhar com esta mesma distância e obter uma
eficiência de remoção de 93,10%, portanto avaliando os parâmetros separadamente é mais viável
trabalhar com os eletrodos de ferro, pois é possível utilizar a mesma distância entre os eletrodos
e obter uma melhor eficiência de remoção de cor.
Ghalwa, Saqer e Farhat (2016), estudaram a aplicabilidade da eletrocoagulação no
tratamento do corante reativo vermelho 24. As reações foram realizadas durante 14 min e 35
minutos utilizando eletrodos de ferro e alumínio respectivamente e alguns parâmetros foram
investigados, tais como o pH, tipo de eletrólito, a concentração inicial de corante, a concentração
de eletrólito, temperatura e distância entre eletrodos na eficiência de remoção deste corante. Os
resultados mostraram que a eficiência de remoção de cor foi de 99,6% utilizando eletrodos de
ferro e 97,9% utilizando eletrodos de alumínio.
Kobya, Gengec e Demirbas (2015), estudaram a aplicabilidade da eletrocoagulação. O
efluente utilizado neste estudo foi obtido a partir de uma fábrica têxtil e foi possível obter uma

97
eficiência de remoção de 85% utilizando eletrodos de alumínio e 77% com eletrodos de ferro,
utilizando parâmetros de densidade de corrente de 65 A/m2 em um tempo de 80 minutos.
Govindan, Oren e Noel (2014), estudaram a aplicabilidade da eletrocoagulação no
tratamento de efluentes têxteis. Os corantes estudados foram o amido preto 10B (AB), metil
violeta (MV), eosina amarelo (EY), malaquita verde (MG), azul de metileno (MB) e rodamina
6B. A eficiência na remoção de cor para 100 mg / L do corante eosina amarelo (EY) em solução
utilizando eletrodos de ferro e de alumínio foram encontrados com 81% e 13%, respectivamente,
mostrando uma melhor eficiência de remoção utilizando eletrodos de ferro. Segundo Govindan,
Oren e Noel (2014), as observações indicam que os eletrodos de ferro produzem partículas /
flocos mais densos que se estabelecem de forma mais rápida quando comparada aos flocos de
hidróxidos de alumínio gerado por eletrodos de alumínio e também grande quantidade de
coagulantes formados por eletrodos de alumínio tem fixação mais lenta dos flocos, isto é devido
á estrutura semelhante a gel que os flocos de hidróxidos de alumínio possuem.
Chafi et al. (2011), estudaram e compararam a eletrocoagulação usando eletrodos de ferro
e de alumínio para a remoção de cor do corante ácido Laranja II. De acordo com Chafi et al.,
(2011), eletrocoagulação demonstrou ser uma ferramenta versátil para descoloração (até 98% de
rendimento) de soluções contendo corante ácido Laranja II. Águas residuais com uma
concentração de corante até 200 mg / L pode ser eficazmente tratados usando a 5 min de
tratamento de eletrocoagulação. O pH inicial de águas residuais é um parâmetro-chave na
eletrocoagulação e foi mantido entre 7 e 8 para eletrodos de alumínio, enquanto para os eletrodos
de ferro o rendimento de descoloração dependia apenas do pH inicial para eletrodos de ferro.
Como tensão também era quase independente do metal, a potência elétrica de entrada foi
semelhante para os eletrodos de Al e Fe e as diferenças no consumo específico de energia eram
governados principalmente pela eficiência de descoloração. A densidade de corrente demonstrou
ser o parâmetro de operação chave: um compromisso entre economia de energia e de rendimento
de descoloração poderia ser encontrado sobre 15 mA / cm2, com eletrodos de alumínio, enquanto
que a densidade de corrente pode ser reduzido em 7,5 mA / cm2 com eletrodos de ferro para a
mesma eficiência de descoloração. Foi possível obter uma eficiência de remoção de cor de
93,4% e 98,1% utilizando eletrodos de alumínio e ferro respectivamente. Finalmente, de acordo
com Chafi et al. (2011), na eletrocoagulação com eletrodos de ferro, o mesmo apresentou o

98
maior rendimento de descoloração e menor gastos com energia, portanto utilizando eletrodos de
ferro foi possível obter melhor eficiência de descoloração de cor do corante ácido Laranja II.
Parsa, Vahidian e Abbasi (2011), empregaram o processo de eletrocoagulação para a
degradação de uma solução aquosa (50 mg.L-1) do corante ácido castanho 14 nas escalas de
bancada e piloto. De acordo com os resultados deste estudo o alumínio apresentou uma operação
melhor do que o ferro como ânodo. As condições mais adequadas para a degradação do corante
ácido castanho 14 foram: NaCl como eletrólito suporte com concentração de 0,5 g.L-1; pH
natural de 6,4 e tensão aplicada de 2 V. Com as condições ótimas para o reator de bancada após
18 min, 91% do teor de corante da solução foram removidos. Em última análise, quando utilizou-
se o reator em escala piloto, após cerca de 200 min, 80% do teor de corante foram removidos.
Concluiu-se neste estudo que o processo de EC é promissor no que diz respeito ao tratamento de
efluentes contendo corantes azo.
Nanseu-Njiki et al. (2009), estudaram a aplicação da eletrocoagulação em uma solução
aquosa de mercúrio (II) e foi possível obter uma eficiência de remoção acima de 99% utilizando
tanto eletrodos de alumínio como também eletrodos de ferro, mas a remoção do mercúrio (II) foi
mais satisfatória quando utilizaram eletrodos de ferro, pois 15 minutos de eletrólise foi suficiente
para atingir mais de 99% de eficiência em comparação com a remoção utilizando eletrodos de
alumínio que foi preciso um tempo de 25 minutos para atingir o mesmo resultado.
Phalakornkule et al. (2009), investigaram a eficiência da EC utilizando eletrodos de ferro
e de alumínio na remoção de cor de águas residuais têxteis sintéticas e reais. Foram utilizadas
soluções têxteis sintéticas de 100 mg/L, do corante Azul Reativo 140 e do corante Vermelho
Disperso 1. Neste estudo, os dados de consumo de energia e de eficiência de remoção se
mostraram superiores para o eletrodo de ferro.
Modirshahla, Behnajady e Kooshaiian (2007), utilizaram a eletrocoagulação para a
remoção de Tartrazina (corante ácido Amarelo 23). Para uma solução de 40 mg do corante ácido
Amarelo 23 foi possível obter quase 100% da remoção da cor utilizando um pH de 5,78, tempo
de eletrólise foi de aproximadamente 6 minutos, a densidade de corrente foi de 120 m2 e uma
distância entre eletrodos de 1,5 cm. Os resultados revelaram que o processo de EC foi mais
eficaz quando os eletrodos de alumínio foram utilizados como sacrificial e ferro foi usado como

99
ânodo e cátodo, portanto a eletrocoagulação com Fe/Al (ânodo/cátodo) foi mais eficaz para o
processo de tratamento do que par de eletrodos Fe/Fe.
Kumar et al. (2004), estudaram e compararam a remoção do arsênio com eletrodos de
ferro e alumínio e verificaram que a eficiência de remoção de cor era melhor quando eram
utilizados eletrodos de ferro, pois este apresentava 99% de remoção de cor contra 37% para
eletrodos de alumínio. Esta diferença foi atribuída à capacidade de adsorção do Al(OH)3 para o
As(III) ser muito menor que a do Fe(OH)3.

100
6 – CONCLUSÕES
Apesar do corante alaranjado de metila ser de grande complexidade, a EC/EF mostrou ser
muito eficiente e eficaz neste tratamento, melhorando todos os parâmetros de análise da água.
A princípio a técnica de EC/EF utilizando eletrodos de alumínio, demonstrou melhor
eficiência de descoloração do corante alaranjado de metila, nas condições de 10V, 10g de NaCl,
60 minutos, pH igual a 1, temperatura de 60ºC e distância entre os eletrodos igual a 5,5 cm,
sendo possível obter 100% de eficiência na remoção de cor. Para os eletrodos de ferro, nas
condições de 10V, 10g de NaCl, 20 minutos, pH igual a 10, temperatura de 60ºC e distância
entre os eletrodos igual a 5,5 cm, foi possível obter 100% na eficiência na remoção de cor
também.
Foram utilizados eletrodos de alumínio e de ferro e foi possível obter 100% de eficiência
de remoção de cor, porém a remoção deste corante foi mais satisfatória quando utilizamos
eletrodos de ferro, pois 20 minutos de eletrólise foi suficiente para atingir 100% de eficiência de
remoção de cor em comparação com a remoção utilizando eletrodos de alumínio que foi preciso
um tempo de 60 minutos para atingir o mesmo resultado.
Nos processos de EC/EF foi possível obter uma boa eficiência de remoção de cor
trabalhando com pH neutro e temperatura ambiente, sendo que foram utilizados eletrodos de
alumínio e ferro e foi possível obter uma eficiência de remoção de cor de 89,08% e 96,94%,
respectivamente. Para os eletrodos de alumínio foi possível obter 89,08% de eficiência de
remoção de cor considerando os parâmetros de 7 V, 7 g de NaCl, concentração do corante de
0,03 g, distância entre eletrodos de 5,5 cm em um tempo de 120 minutos. Para os eletrodos de
ferro foi possível obter 96,94% de eficiência de remoção de cor considerando os parâmetros de 3
V, 2 g de NaCl, concentração do corante de 0,03 g, distância entre eletrodos de 5,5 cm em um
tempo de 120 minutos.
Os conjuntos de eletrodos utilizados foram compostos por quatro barras, sendo que cada
eletrodo de alumínio possui uma área superficial total de 60 cm2 e cada eletrodo de ferro possui
uma área superficial total de 96 cm2. Nestes testes realizados com eletrodos de alumínio foi
necessário trocar duas vezes os eletrodos de alumínio devido a corrosão localizada nos eletrodos

101
que estavam sendo utilizados, enquanto para os eletrodos de ferro foi possível realizar todos os
testes trabalhando com os mesmos eletrodos.
Com tudo isso, vemos que a EC/EF pode ser um método bastante interessante, além de
ser vantajoso, em diversos sentidos, como abordado durante este trabalho, para ser utilizado
neste processo produtivo.

102
7 – REFERÊNCIAS BIBLIOGRÁFICAS
AKBAL, F.; CAMCI, S. Comparison of Electrocoagulation and Chemical Coagulation for Heavy Metal Removal. Chemical Engineering Technology. Turkey, p. 1655-1664, 2010. ALEXANDRE, Jéssica Elen Costa. Estudo da tecnologia de eletrocoagulação aplicada ao tratamento de efluente têxtil utilizando corrente contínua pulsada. 2015. 121 f. Dissertação (Mestrado em Engenharia Civil), Universidade Federal do Ceará, Fortaleza, 2015. AOUDJ, S.; KHELIFA, A.; DROUICHE, N.; HECINI, M.; HAMITOUCHE, H. Electrocoagulation process aplied to wastewater containing dyes from textile industry. Chemical Engineering And Processing 49. Algeria, p. 1176-1182, 2010. ARDHAN, N.; MOORE, E.; PHALAKORNKULE, C. Novel anode made of iron scrap for a reduced-cost electrocoagulator. Chemical Engineering Journal. Thailand, p. 448-455, 2014. ARDHAN, N.; RUTTITHIWAPANICH, T.; SONGKASIRI, W.; PHALAKORNKULE, C. Comparison of performance of continuous-flow and batch electrocoagulators: A case study for eliminating reactive blue 21 using iron electrodes. Separation And Purification Technology. Thailand, p. 75-84, 2015. BALLA, W.; ESSADKI, A.; GOURICH, B.; DASSAA, A.; CHENIK, H.; AZZI, M. Electrocoagulation / electroflotation of reactive, disperse and mixture dyes in an external-loop airlift reactor. Journal Of Hazardous Materials. Morocco, p. 710-716, 2010. BANI-MELHEM, K.; SMITH, E. Grey water treatment by a continuous process of an electrocoagulation unit and a submerged membrane bioreactor system. Chemical Engineering Journal. Egypt, p. 201-210, 2012. BENSADOK, K.; BENAMMAR, S.; LAPICQUE, F.; NEZZAL, G. Electrocoagulation of cutting oil emulsions using aluminium plate electrodes. Journal of Hazardous Materials. France, v.152, n.1, p.423-430, 2007. BRUINS, A. P.; WEIDOLF, L. O. G.; HENION, J. D. Determination of Sulfonated Azo Dyes by Liquid Chromatography/Atmospheric Pressure Ionization Mass Spectrometry. Anal. Chem. New York, p. 2647-2652, 1987. CADORIN, Bruno Mena. Degradação de Corantes Azo por Plasma Frio de Descarga Corona. 2012. 115 f. Dissertação (Mestrado em Química), Universidade Federal de Santa Catarina, Florianópolis, 2012. CAMBOIM, Ricardo Augusto. Técnica de eletroflotação aplicada na remoção de cores de efluentes têxteis. 2010. 249 f. Dissertação (Mestrado em Engenharia Química), Universidade Estadual de Campinas, Campinas, 2010.
103
CAN O.T.; KOBYA M.; DEMIRBAS E.; BAYRAMOGLU M. Treatment of the textile wastewater by combined electrocoagulation. Chemosphere. v. 62, n.2, p.181-187, 2006. CHAFI, M.; GOURICH, B.; ESSADKI, H. A.; VIAL, C.; FABREGAT, A. Comparison of electrocoagulation using iron and aluminium electrodes with chemical coagulation for the removal of a highly soluble acid dye. Desalination. Spain, p. 285-292, 2011. CHAVES, José Alberto Pestana. Adsorção de corantes têxteis sobre quitosana: condições, modelagem e otimização. 2009. 120 f. Tese (Doutorado) - Curso de Concentração Química Analítica, Universidade Federal da ParaÍba, João Pessoa, 2009. CHEN, G. Electrochemical Technologies in Wastewater Treatment. Separation and Purification Technology. v. 38, p.11-41, 2004. CHEN, X.; DENG, H. Removal of humic acids from water by hybrid titanium-based electrocoagulation with ultrafiltration membrane processes. Desalination. v. 300, p. 51-57, 2012. CLARO E. M. T.; OTENIO M. H.; BIDÓIA E. D.; SILVA N. M. M. G.; SANTOS V. Avaliação (em escala laboratorial) da aplicação do processo eletrolítico em efluente de lagoa de estabilização de esgoto urbano.Química Nova. v.33, n. 3, 2010. CRESPILHO, F. N.; REZENDE, M. O. O., Eletroflotação: Princípios e Aplicações. 1 ed. São Carlos, Rima, 96 p. 2004. CUNHA, Maria dos Anjos Beirigo. Inovação no setor de confecção do vestuário: uma análise das características das indústrias de Divinópolis - MG. 2013. 161 f. Dissertação (Mestrado em Administração), Centro Universitário Una, Belo Horizonte, 2013. DAMINELLI, Pedro Eduardo. Estação de tratamento de efluente: Eficiência. 2008. 94 f. Dissertação (Especialista em Gestão de Recursos Naturais), Universidade do Extremo Sul Catarinense, Criciúma, 2008. DANESHVAR N.; SORKHABI H. A.; KASIRI M.B. Decolorization of dye solution containing Acid Red 14 by electrocoagulation with a comparative investigation of different electrode connections. Journal of Hazardous Materials. Iran, v. 112, (1-2), p. 55-62, 2004. DIAS, Fernando Ferreira da Silva. Aplicação de processos oxidativos avançados em diferentes reatores no tratamento de efluente contaminado com corante remazol preto B com otimização e análise de custos. 2013. 165 f. Tese (Doutorado em Engenharia Química), Universidade Federal de Pernambuco, Recife, 2013. DIAZ, C. B.; RIVAS, N. G. The use of Al, Cu and Fe in an intefrated electrocoagulation-ozonation process. Journal Of Chemistry. México, p. 1-6, 2015.

104
DROUICHE, N.; AUODJ, S.; HECINI, M.; GHAFFOUR, N.; LOUNICI, H.; MAMERI, N. Study on the treatment of photovoltaic wastewater using electrocoagulation: Fluoride removal with aluminium electrodes—Characteristics of products. Journal of Hazardous Materials, n. 169, p. 65-69, 2009. ESMAEILIRAD, N.; CARLSON, K.; OZBEK, P. O. Influence of softening sequencing on electrocoagulation treatment of produced water. Journal Of Hazardous Materials. United States, p. 721-729, 2015. ESSADKI, A. H.; BENNAJAH, M.; GOURICH, B.; VIAL, C.; AZZI, H.; DELMAS, H. Electrocoagulation / electroflotation in an external-loop airlift reactor - Application to the decolorization of textile dye wastewater: A case study. Chemical Engineering And Processing: Process Intensification. France, p.1211-1223, 2007. EYVAZ M.; KIRLAROGLU M.; AKTAS T.S.; YUKSEL E. The effects of alternating current electrocoagulation on dye removal from aqueous solutions. Chemical Engineering Journal, v.153, p.16–22, 2009. FAN, J.; GUO, Y.; WANG, J.; FAN, M. Rapid decolorization of azo dye methyl orange in aqueous solution by nanoscale zero valent iron particles. Journal of Hazardous Materials, v. 166, Issues 2–3, p. 904-910, 2009. FENG, Chuanping et al. Development of a high performance electrochemical wastewater treatment system. Journal Of Hazardous Materials. Japão, p. 65-78, 2013.
FERNANDES, Aline Kadidja de Sousa. Reúso de água no processamento de jeans na indústria têxtil. 2010. 101 f. Dissertação (Mestrado em Engenharia Sanitária), Universidade Federal do Rio Grande do Norte, Natal, 2010. FORGACS, E.; CSERHÁTI, T.; OROS, G. Removal of synthetic dyes from wastewaters: a review. Environment International. Hungary, v. 30, p.953-971, 2004. FORMENTINI, Diana Fatima. Tratamento eletroquímico de esgotos sanitários. 2012. 139 f. Dissertação (Mestrado em Energia na Agricultura), Universidade Estadual do Oeste do Paraná, Cascavel, 2012. FORNAZARI, A. L. T.; MALPASS, G. R. P.; MIWA, D. W.; MOTHEO, A. J.; 2nd International Workshop - Advances in Cleaner Production, São Paulo, Brasil, 2009. GHALWA, N. M. A.; SAQER, A. M.; FARHAT, N. B. Removal of Reactive Red 24 Dye by Clean Electrocoagulation Process Using Iron and Aluminum Electrodes. Journal Of Chemical Engineering & Process Technology. Palestine, p. 1-7, 2016.

105
GILI, Itamar. Tratamento de efluentes por eletrólise: Estudo de caso para efluentes têxteis. 2015. 102 f. Dissertação (Mestrado em Engenharia Química), Universidade Federal de Santa Catarina, Florianópolis, 2015. GIORDANO G.; BARBOSA FILHO, O. O processo eletrolítico aplicado ao saneamento ambiental de balneários. In: XXVII Congresso Interamericano de Engenharia Sanitária e Ambiental. ABES- Associação Brasileira de Engenharia Sanitária e Ambiental, 2000. Trabalho Técnico Científico, 2000. GOMES, Luana Marques. Estudo da otimização do processo fenton para o descoramento de corantes azo. 2009. 106 f. Dissertação (Mestrado) - Curso de Mestre em Ciências, Universidade de São Paulo, São Carlos, 2009. GOMES, Luciano. Degradação eletroquímica do corante têxtil alaranjado remazol 3R utilizando diferentes eletrodos. 2009. 149 f. Tese (Doutorado) - Curso de Doutorado em Ciências, na área de Físico-química, Universidade de São Paulo, São Carlos, 2009. GONÇALVES, Leandro Vicente. Tratamento eletroquímico e físico-químico para efluente de lavanderia indústria têxtil. 2015. 154 f. Dissertação (Mestrado em Engenharia Ambiental), Universidade Tecnológica Federal do Paraná, Londrina, 2015. GOVINDAN, K.; OREN, Y.; NOEL, M. Effect of dye molecules and electrode material on the settling behavior of flocs in an electrocoagulation induced settling tank reactor (EISTR). Separation And Purification Technology. India, p. 396-406, 2014. GUARATINI, C. C. I.; ZANONI, M. V. B. Corantes têxteis. Química Nova. São Paulo, p. 71-78, 2000. GUO, J.; DU, Y.; LAN, Y.; MAO, J. Photodegradation mechanism and kinetics of methyl orange catalyzed by Fe(III) and citric acid. Journal of Hazardous Materials, v. 186, Issues 2–3, p. 2083-2088, 2011a. GUO, J.; JIANG, D.; WU, Y.; ZHOU, P.; LAN, Y. Degradation of methyl orange by Zn(0) assisted with silica gel. Journal of Hazardous Materials, V. 194, p. 290-296, 2011b. HOLT, P. K; BARTON, G. W.; WARK M.; MITCHELL C. A.; A quantitative comparison between chemical dosing and electrocoagulation. Collois and Surfaces. v 211, p. 233-248, 2002. IMMICH, A. P. S. Remoção de corantes de efluentes têxteis utilizando folhas de Azadirachta indica como adsorvente. 2006. 119 f. Dissertação (Mestrado em Engenharia Química) - Universidade Federal de Santa Catarina, Florianópolis, 2006. JUTTNER, K.; GALLA U.; SCHMIEDER H. Electrochemical approaches environmental problems in the process industry. Electrochimical Acta.v. 45, p. 2575-2594, 2000.

106
KABDA LI, I.; AFAK, A.; TÜNAY, O. Bench-scale evaluation of treatment schemes incorporating struvite precipitation for young landfill leachate. Waste Management. v. 28, n. 11, p. 2386-2392, 2008. KHANDEGAR, V.; SAROHA, A.K. Electrochemical treatment of effluent from small scale dyeing unit. Indian Chemical Engineer. Indian, p. 1-9, 2013. KHANDEGAR, V., SAROHA, A.K. Electrochemical treatment of textile effluent containing Acid Red 131 dye. Journal Of Hazardous, Toxic, and Radioactive Waste. Indian, p. 38-44, 2014. KHANDEGAR V.; SAROHA A. K. Electrocoagulation for the treatment of textile industry effluent A review. Journal of Environmental Management. Indian, v.128, p.949-963, 2013. KOBYA, M.; DEMIRBAS, E.. Evaluations of operating parameters on treatment of can manufacturing wastewater by electrocoagulation. Journal Of Water Process Engineering. Turkey, p. 64-74, 2015. KOBYA, M.; DEMIRBAS, E.; CAN, T. O.; BAYRAMOGLU, M. Treatment of levafix orange textile dye solution by electrocoagulation. Journal Of Hazardous Materials. Turkey, p. 183-188, 2005. KOBYA, M.; GENGEC, E.; DEMIRBAS, E. Operating parameters and costs assessments of a real dyehouse wastewater effluent treated by a continuous electrocoagulation process. Chemical Engineering And Processing: Process Intensification. Turkey, p. 87-100, 2015. KOPARAL A.S.; OUTVEREN, U.B. Removal of nitrate from water by electroreduction and electrocoagulation. Journal of Hazardous Materials. Turkey, v.89 n.1, p. 83-94, 2002. KUMAR, P. R.; CHAUDHARI, S.; KHILAR, K. C.; MAHAJAN, S. P. Removal of arsenic from water by electrocoagulation.Chemosphere. India, v. 55, p. 1245-1252, 2004. LACASA, E.; CANIZARES, P.; SAEZ, C.; FERNANDEZ, J. F.; RODRIGO, A. M. Removal of nitrates from groundwater by electrocoagulation. Chemical Engineering Journal. Spain, p. 1012-1017, 2011. LEAL, Cláudia Sofia Mendes. Solubilidade de corantes azo. 2011. 94 f. Dissertação (Mestrado) - Curso de Química Industrial, Universidade da Beira Interior, Covilhã, 2011. LINARES-HERNÁNDEZ, I.; BARRARA-DÍAZ, C.; BILYEU, B.; JUÁREZ-GARCÍA, P.; CAMPOS-MEDINA, E. A combined electrocoagulation-electrooxidação treatment for industrial wastewater. Journal Of Hazardous Materials. México, p. 688-694, 2009. MACIEL, Washington Luiz Souza. Estudo do processo de adsorção do corante azul royal dianix cc presente em meio aquoso empregando carvão ativado obtido a partir de um
107
resíduo agroindustrial - semente de siriguela. 2013. 67 f. Dissertação (Mestrado em Ciências Ambientais), Universidade Estadual do Sudoeste da Bahia, Itapetinga, 2013. MANSOUR, L. B.; KSENTINI, I. e ELLEUCH, B. Treatment of wastewaters of paper industry by coagulation–electroflotation. Desalination. V 208, p. 34–41, 2007. MERZOUK, B.; GOURICH, B.; SEKKI, A.; MADANI, K.; VIAL, CH.; BARKAOUI, M. Studies on the descolorization of textile dye wastewater by continuous electrocoagulation process. Chemical Engineering Journal 149. France, p. 207-214, 2009. MERZOUK, B.; GOURICH, B.; MADANI, K.; VIAL, C.; SEKKI, A. Removal of a disperse red dye from synthetic wastewater by chemical coagulation and continuous electrocoagulation. A comparative study. Desalination. Algeria, p. 246-253. fev. 2011. MITTAL, A.; MALVIYA, A.; KAUR, D.; MITTAL, J.; KURUP, L. Studies on the adsorption kinetics and isotherms for the removal and recovery of Methyl Orange from wastewaters using waste materials. Journal of Hazardous Materials, v. 148, Issues 1–2, p. 229-240, 2007. MODIRSHAHLA N.; BEHNAJADY M.A.; KOOSHAIIAN S. Investigation of the effect of different electrode connections on the removal efficiency of Tartrazine from aqueous solutions by electrocoagulation. Dyes and Pigments, v.74, n. 2, Iran, p. 249-257, 2007. MOHORA, E.; RONCEVIC, S.; DALMACIJA, B.; AGBABA, J.; WATSON, M.; KARLOVIC, E.; DALMACIJA, M. Removal of natural organic matter and arsenic from water by electrocoagulation / flotation continuous flow reactor. Journal Of Hazardous Materials. Serbia, p. 257-264, 2012. MOLLAH, M.Y.A.; MORKOVSKY, P.; GOMES, J.A.G.; KESMEZ, M., PARGA, J. Fundamentals, present and future perspectives of electrocoagulation. Journal of Hazardous Materials. B114 (1-3), México, p.199-210, 2004. MOLLAH, M. Y. A.; GOMES, J. A. G.; KAMOL, K.; COCKE, D. L. Electrochemical treatment of Orange II dye solution - Use of aluminum sacrificial electrodes and floc characterization. Journal Of Hazardous Materials. USA, p. 851-858, 2010. MOLLAH, M.Y.A.; SCHENNACH, R.; PARGA, J.R.; COCKE, D.L. Electrocoagulation (EC) - Science and applications. Journal of Hazardous Materials. USA, v.84 n.1 p.29-41, 2001. MONDAL B.; SRIVASTAVA V. C.; KUSHWAHA J. P.; BHATNAGAR R.; SINGH S.; MALL I. D. Parametric and multiple response optimization for the electrochemical treatment of textile printing dye-bath effluent. Separation and Purification Technology. v. 109, India, p.135-143, 2013.
MOOK, W.T.; CHAKRABARTI, H. M.; AROUA, K. M.; KHAN, A. M. G.; ALI, S. B.; ISLAM, M. B.; ABU HASSAN, A. M. Removal of total ammonia nitrogen (TAN), nitrate and

108
total organic carbon (TOC) from aquaculture wastewater using electrochemical technology: A review. Desalination. Malaysia, p. 1-13, 2012. MOTA, Izabel de Oliveira da. Remoção de chumbo ebário de um efluente aquoso sintético via eletroflotação / eletrocoagulação. 2011. 117 f. Dissertação (Mestrado em Engenharia Química), Universidade Federal Rural do Rio de Janeiro, Rio de Janeiro, 2011. NAJE, S. A.; CHELLIAPAN, S.; ZAKARIA, Z.; ABBAS, A. S. Electrocoagulation using a rotated anode: A novel reactor design for textile wastewater treatment. Journal of Environmental Management. Malaysia, p. 34-44, 2016. NANSEU-NJIKI, C. P.; TCHAMANGO S. R.; NGOM P.C.; DARCHEN A.; NGAMENI E. Mercury(II) removal from water by electrocoagulation using aluminium and iron electrodes. Journal Of Hazardous Materials. France, v.168, (2-3), p. 1430-1436, 2009. OLIVEIRA, Haroldo Gregório de. Tratamento de efluentes por energia solar: fotocatálise heterogênea eletro-assistida utilizando eletrodos de TiO2 nanocristalino e células solares. Dissertação (Mestrado em Química na área de Físico-Química), Universidade Estadual de Campinas, Instituto de Química, Universidade Estadual de Campinas. Campinas, SP, 2008. OLIVEIRA, P. H.; OLIVEIRA, L. G. E.; MELO, P. C. Aggregation of methyl orange probed by electrical impedance spectroscopy. Journal Of Colloid And Interface Science. Recife, p. 444-449, 2006. OLIVEIRA, P. H. Determination of pKa of dyes by electrical impedance spectroscopy. Microchemical Journal. Bahia, p. 32-37, 2008. PAJOOTAN, E.; ARAMI, M.; MAHMOODI, M. N. Binary system dye removal by electrocoagulation from synthetic and real colored wastewaters. Journal Of The Taiwan Institute Of Chemical Engineers. Iran, p. 282-290, 2011. PARIDA, K.M.; SAHU, N.; BISWAL, N. R.; NAIK, B.; PRADHAN, A. C. Preparation, characterization, and photocatalytic activity of sulfate-modified titania for degradation of methyl orange under visible light. Journal of Colloid and Interface Science, V. 318, Issue 2, p. 231-237, 2008. PARSA, H. J. B.; VAHIDIAN R.; SOLEYMANI A.R.; M. ABBASI. Removal of Acid Brown 14 in aqueous media by electrocoagulation: Optimization parameters and minimizing of energy consumption. Desalination, v. 278, n.1–3, p. 295-302, 2011. PEREIRA, Aline Figueiredo Soares. Aplicação da Eletroflotação no Tratamento de Efluente na Indústria Têxtil. 2007. 91 f. Dissertação (Mestrado em Engenharia Química), Universidade Federal de Campinas, Campinas, 2007.
109
PETRUCCI E,; MONTANARO D. Anodic oxidation of a simulated effluent containing Reactive Blue 19 on a boron-doped diamond electrode.Chemical Engineering Journal. v. 174, p. 612– 618, 2011. PHALAKORNKULE, C.; POLGUMHANG, S.; TONGDAUNG, W.; KARAKAT, B.; NUYUT, T. Electrocoagulation of blue reactive, red disperse and mixed dyes, and application in treating textile effluent. Journal Of Environmental Management. Thailand, p. 918-926, 2010. PHALAKORNKULE, C.; POLGUMHANG, S.; TONGDAUNG, W. Performance of an Electrocoagulation Process in Treating Direct Dye: Batch and Continuous Upflow Processes. International Journal Of Chemical. Thailand, p. 277-282, 2009. PHALAKORNKULE C., SUKKASEM P., MUTCHIMSATTHA C. Hydrogen recovery from the electrocoagulation treatment of dye-containing wastewater. International Journal of Hydrogen Energy, v. 35, n. 20, p. 10934-10943, 2010. PRADO, C. P. Estudo comparativo de agentes inibidores de crescimento bacteriano utilizados para tratamento dos esgotos domésticos. 2015. 76 f. Dissertação (Mestrado em Sustentabilidade de Ecossistemas Costeiros e Marinhos), Universidade Santa Cecília, Santos, 2015. PRICA, M.; ADAMOVIC, S.; DALMACIJA, B.; RAJIC, L.; TRICKOVIC, J.; RAPAJIC, S.; BECELIC-TOMIN, M. The electrocoagulation/flotation study: The removal of heavy metals from the waste fountain solution. Process Safety and Environmental Protection. Serbia, p. 262-273, 2015. PUNZI, M.; ANBALAGAN, A.; BORNER, A. R.; SVENSSON, B.; JONSTRUP, M.; MATTIASSON, B. Degradation of a textile azo dye using biological treatment followed by photo-Fenton oxidation: Evaluation of toxicity and microbial community structure. Chemical Engineering Journal. Sweden, p. 290-299, 2015. RAMALHO A. M. Z. Estudo de Reatores Eletroquímicos para Remoçao de Cu2+, Zn2+, Fenol e BTEX em Água Produzida. 2008. Dissertação (Mestrado em Ciência e Engenharia do Petróleo). Universidade Federal do Rio Grande do Norte, 2008. RASCHITOR A., FERNANDEZ C. M., CRETESCU I., RODRIGO M. A., P. CAÑIZARES. Sono-electrocoagulation of wastewater polluted with Rhodamine 6G. Separation and Purification Technology. Spain, v.135, p.110–116, 2014. RICORDEL, C.; DARCHEN, A.; HADJIEV, D. Electrocoagulation - electroflotation as a surface water treatment for industrial uses. Separation And Purification Technology. France, p. 342-347, 2010.
110
SANTOS, Bruna Souza. Sistema de tratamento híbrido utilizado na remoção do corante reativo 5G de um efluente têxtil sintético. 2015. 97 f. Dissertação (Mestrado em Tecnologias Ambientais), Universidade Tecnológica Federal do Paraná, Medianeira, 2015. SARATALE R. G.; SARATALE G. D.; CHANG J. S.; GOVINDWAR S. P. Bacterial decolorization and degradation of azo dyes: a review. Journal of the Taiwan Institute of Chemical Engineer. Taiwan, v.42, p.138–157, 2011. SILVA J. D.; ANDRADE M. Reciclagem de efluentes no processo de tingimento sintético em uma indústria têxtil: estudo de caso. E-Tech: Tecnologias para Competitividade Industrial. Florianópolis, v. 6, n. 1, p.98-112, 2013. SILVA, A.K.P.; FLORES, L.C.; GALDEANO, M. M. Reuso de água e suas implicações jurídicas. 1. Ed. São Paulo: Navegar Editora, (2003). SILVA, Jefferson Fernandes do Amaral. Panorama global da distribuição e uso de água doce e análise de custos de uma planta de osmose reversa acionada com diferentes fontes de energia. 2015. 237 f. Dissertação (Mestrado em Sistemas de Gestão), Universidade Federal Fluminense, Niterói, 2015. SILVA, Simone Custódio. Tratamento Químico e Biológico de efluentes da Indústria Têxtil como forma de redução do impacto ambiental aos recursos hídricos. 2011. 44 f. Tese (Doutorado em Auditoria e Perícia Ambiental), Universidade do Extremo Sul Catarinense - Unesc, Criciúma, 2011. SILVA J. P. V. Tratamento de efluentes de tanques de piscicultura aplicando a tecnologia de eletrocoagulação. Dissertação (Mestrado em Engenharia Civil), área de concentração Saneamento Ambiental, Departamento de Engenharia Hidráulica e Ambiental, Universidade Federal do Ceará, Fortaleza, 2013. SOUSA, Paloma Viana Ferreira de. Preparo e avaliação do hidróxido duplo lamelar mgznal-fe calcinado no processo de adsorção – fotodegradação do corante alaranjado de metila. 2015. 89 f. Dissertação (Mestrado) - Curso de Pós Graduação em Agroquímica, Universidade Federal de Viçosa, Viçosa, 2015. TAK, B.; TAK, B.; KIM, Y.; PARK, Y.; YOON, Y.; MIN, G. Optimization of color and COD removal from livestock wastewater by electrocoagulation process: Application of Box-Behnken design (BBD). Journal Of Industrial And Engineering Chemistry. Republic Of Korea, v. 28, p. 307-315, 2015. TASAKI, T.; WADA, T.; FUJIMOTO, K.; KAI, S.; OHE, K.; OSHIMA, T.; BABA, Y.; KUKIZAKI, M. Degradation of methyl orange using short-wavelength UV irradiation with oxygen microbubbles. Journal of Hazardous Materials, V. 162, Issues 2–3, p. 1103-1110, 2009.
111
TSIOPTSIAS, C.; PETRIDIS, D.; ATHANASAKIS, N.; LEMONIDIS, I.; DELIGIANNIS, A.; SAMARAS, P. Post-treatment of molasses wastewater by electrocoagulation and process optimization through response surface analysis. Journal of Environmental Management. Greece, p. 104-113, 2015. TWARDOKUS, Rolf Guenter. Reuso de água no processo de tingimento da indústria têxtil. 2004. 136 f. Dissertação (Mestrado em Engenharia Química), Universidade Federal de Santa Catarina, Florianópolis, 2004. UGURLU, M.; GÜRSES, A.; DOGAR, Ç.; YALÇIN, M. The removal of lignin and phenol from paper mill effluents by electrocoagulation. Journal of Environmental Management, v.87, p.420-428, 2008. ULUCAN, K.; KURT, U. Comparative study of electrochemical wastewater treatment processes for bilge water as oily wastewater: A kinetic approach. Journal Of Electroanalytical Chemistry. Istanbul, p. 104-111, 2015. VERMA, S.K., KHANDEGAR, V., SAROHA, A.K. Removal of chromium from electroplating industry effluent using electrocoagulation. Journal Hazard. Toxic. Radio. Waste 17 (2). 146-152, 2013. WIMMER, A.C.S. Aplicação do processo eletrolítico no tratamento de efluentes de uma indústria petroquímica. 2007.195 f. Dissertação (Mestrado em Ciência dos Materiais e Metalurgia)–Pontifícia Universidade Católica do Rio de Janeiro, Rio de Janeiro, 2007. YUKSEL, E.; EYVAZ, M.; GURBULAK, E. Electrochemical treatment of colour index Reactive Orange 84 and textile wastewater by using stainless steel and iron electrodes. Environmental Progress & Sustainable Energy. Turkey, p. 60-68, 2013. ZAINAL, Z; LEE, C.Y. Properties and photoelectrocatalytic behaviour of sol-gel derived TiO2 thin films. Journal Sol-Gel Science Technology. v. 37 p. 19-25, 2006. ZHANG, L.; SUN, F.; ZUO, Y.; FAN, C.; XU, S.; YANG, S.; GU, F.Immobilisation of CdS nanoparticles on chitosan microspheres via a photochemical method with enhancedphotocatalytic activity in the decolourisation of methyl orange. Applied Catalysis B: Environmental. V. 156–157, p. 293-300, 2014. ZHAO, K.; FENG, L.; LIN, H.; FU, Y.; LIN, B.; CUI, W.; LI, S.; WEI, J. Adsorption and photocatalytic degradation of methyl orange imprinted composite membranes usingTiO2/calcium alginate hydrogel as matrix. Catalysis Today. V. 236, Part A, p. 127-134, 2014. ZHIYONG, Y.; CHAONAN, D.; RUIYING, Q.; LIJIN, X.; AIHUA, Z. Photocatalytic degradation of methyl orange by PbXO4 (X = Mo, W). Journal of Colloid and Interface Science. v. 438, p. 323-331, 2015.

112
ZODI, S.; LOUVET, J. N.; MICHON, C.; POTIER, O.; PONS, M. N.; LAPICQUE, F.; LECLERC, J. P. Electrocoagulation as a tertiary treatment for paper mill wastewater: Removal of non-biodegradable organic pollution and arsenic. Separation And Purification Technology. France, p. 62-68, 2011. ZONGO, I.; MAIGA, H. A.; WÉTHÉ, J.; VALENTIN, G.; LECLERC, P. J.; PATERNOTTE, G.; LAPICQUE, F. Electrocoagulation for the treatment of textile wastewaters with Al or Fe electrodes: Compared variations of COD levels, turbidity and absorbance. Journal Of Hazardous Materials. France, p. 70-76. Mar. 2009.