controle da qualidade - udesc · inspeção da qualidade •a atividade de inspeção da qualidade...
TRANSCRIPT
Engenharia da QualidadeUnidade 3 – Inspeção por Amostragem para
Aceitação
Prof. Luciana Rosa Leite

Conteúdo da Unidade
• 3.1 – Inspeção da Qualidade
• 3.2 – Riscos e parâmetros
• 3.3 – Tipos de amostragem
• 3.4 – Planos de amostragem
• 3.5 – Inspeção Retificadora

Inspeção da Qualidade
• A atividade de Inspeção da Qualidade está relacionada às eras de Inspeção (produção artesanal) e de Controle Estatístico da Qualidade (produção em massa).
• É parte da implantação do conceito de “adequação ao padrão”.
• Ou seja, o produto tem padrão adequado ao consumidor e a inspeção da qualidade vai contribuir para que isso aconteça.

Evolução da Inspeção
• Inspeção é uma atividade corriqueira – acompanha o desenvolvimento da humanidade.
• É a única forma que o artesão tem de conferir a qualidade desejada pelo cliente.
• Com a disseminação da produção em massa, a inspeção passa a usar métodos estatísticos para auxiliar no controle da qualidade – a partir de amostras se controla o todo.

Inspeção da Qualidade nos Dias Atuais
• Ainda é muito utilizada nas empresas.
• Em muitos casos, como quando há risco para o consumidor, a inspeção da qualidade é automatizada para garantir que todos os produtos sejam inspecionados de forma correta.
• Nas pequenas empresa, a inspeção é uma alternativa para a inexistência de um controle da qualidade.
• A inspeção por amostragem também é fundamental em ensaios destrutivos, quando o produto fica inutilizado depois de testado, por exemplo fósforo.

Esquema Geral da Inspeção da Qualidade
• Uma atividade que verifica a qualidade de uma unidade de produto (no recebimento, durante a produção ou no final da linha) comparada com um padrão. Ou seja, se a partir do padrão a unidade de produto é aceita ou rejeitada.
• Objetivo - Verificar se o produto ou item que vai ser consumido está apto ou não para o consumo.
Processo Sensor Objetivo
AvaliadorAtuador
1
4
25 3

Características da Qualidade
• Determinam em boa parte como será a medição.
• É importante avaliar qual é a característica mais significativa para a qualidade de um produto ou serviço.
• Avaliar a qualidade significa adotar uma classificação ou uma escala de medição que descreva os parâmetros da qualidade do produto ou serviço.
• Objeto de controle pode derivar de: • Uma necessidade do cliente a ser satisfeita com
determinada característica do bem ou serviço.• Análise tecnológica que traduz a característica
demandada pelo cliente em especificação de produto / processo
• Característica de processo que tem impacto direto na característica do produto
• Padrões governamentais ou da indústria • Necessidade de proteger a segurança humana e o meio
ambiente • Necessidade de evitar efeitos colaterais à saúde do
trabalhador ou à comunidade
Características da Qualidade
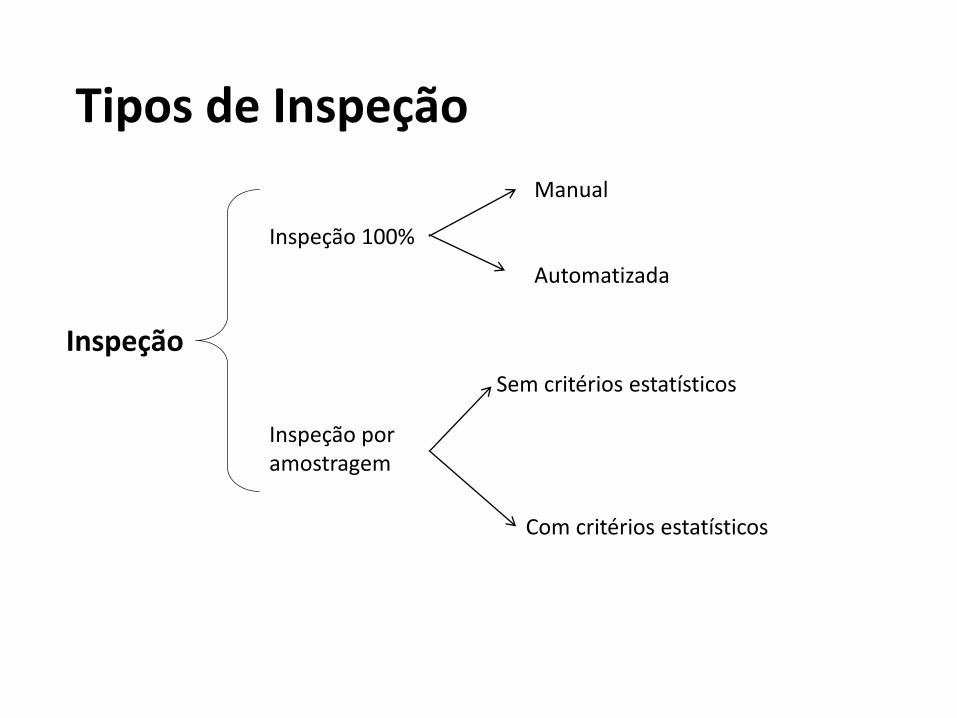
Tipos de Inspeção
Inspeção
Inspeção 100%
Manual
Automatizada
Inspeção por amostragem
Sem critérios estatísticos
Com critérios estatísticos

Características da Qualidade
Atributos – avaliação da característica da qualidade resulta
numa CLASSIFICAÇÃO. Exemplo: impressão de uma folha borrada ou não borrada.
Variáveis – avaliação da característica da qualidade resulta
numa MENSURAÇÃO expressa por valor numérico numa escala. Exemplo: tempo em minutos da permanência do cliente na fila de um banco

Características da Qualidade
Característica Variável
Característica Atributo

Inspeção 100%
• Muito utilizada quando a qualidade do processo é instável ou o processo não tem capacidade para atender aquilo que é exigido.
• Itens são críticos para a segurança do consumidor também devem ser inspecionados 100%.
• No entanto, a inspeção 100% não garante que itens não conformes não passarão. • Fadiga dos inspetores.
• Uso da automatização.

Inspeção 100%
• Inspeção 100% utilizando como sensores pessoas (olhos, ouvidos, paladar) é falha:
• Fadiga - o cérebro cansa.
• O cérebro pré-processa as situações conhecidas e se antecipa ao dar respostas.
• Solução:
• Instituir descansos regulares – rodízio de tarefas.
• Automatizar a tarefa – sensor automático.
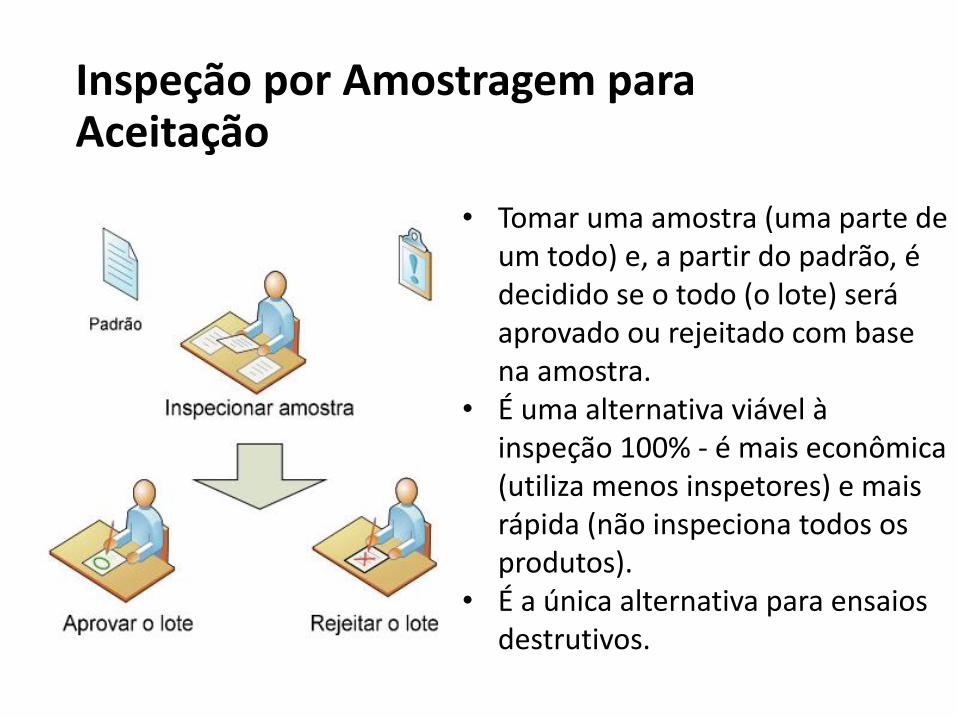
Inspeção por Amostragem para Aceitação
• Tomar uma amostra (uma parte de um todo) e, a partir do padrão, é decidido se o todo (o lote) será aprovado ou rejeitado com base na amostra.
• É uma alternativa viável à inspeção 100% - é mais econômica (utiliza menos inspetores) e mais rápida (não inspeciona todos os produtos).
• É a única alternativa para ensaios destrutivos.

Objetivo da Inspeção por Amostragem
• Emitir um julgamento sobre o lote de um produto ou itens a partir de uma amostra.
• A decisão sobre o lote (todo) é feita sobre uma amostra (parte do todo).
• Ideal para ser utilizada quando: os testes são destrutivos; o custo da inspeção 100% é alto (e não se trata de produtos com risco ao consumidor); a inspeção 100% não é tecnicamente viável; e muitos itens a serem inspecionados
Inspeção por Amostragem por Atributos
• Conforme ou não conforme.
• O propósito é julgar um lote todo, decisão não é sobre o produto, e sim sobre o lote.
• Não é uma forma direta de controle de qualidade.
• Não se sabe exatamente sobre a qualidade dos produtos, não se altera essa qualidade, não há retrabalho.
• É uma ferramenta importante de auditoria – para verificar se esta acontecendo aquilo que foi planejado.

Vantagens
• Menor custo
• Manipulação de menor quantidade de produtos
• Menor necessidade de inspetores
• Permite utilização de testes destrutivos
• Reduz erro de inspeção por fadiga
• Rejeita lotes inteiros -> pressiona o fornecedor a melhorar a qualidade

Desvantagens
• Risco de aceitar lotes “ruins” e rejeitar lotes “bons”
• Menor quantidade de informação gerada sobre os itens e os processos de produção
• Requer mais planejamento e documentação

Riscos da Amostragem
• Quando se toma uma amostra, sempre há o risco de que esta parte não seja representativa do todo.
• Mesmo que sejam tomados cuidados para que se tome uma amostra representativa. Isso acarreta em riscos, quando se trata de inspeção por amostragem.
Risco do Produtor – αÉ a probabilidade de um lote “bom” ser rejeitado
Risco do Consumidor - βÉ a probabilidade de um
lote “ruim” ser aceito
• Risco do Produtor (α) – É estabelecido a partir do valor máximo de porcentagem de defeitos que é aceita no plano de amostragem. Esse nível é denominado Nível de Qualidade Aceitável (NQA).
• Risco do Consumidor (β) – É estabelecido em conjunto com o valor da qualidade insatisfatória que possa passar pelo plano, denominada Fração Defeituosa Tolerável (FDT) ou Nível de qualidade Inaceitável (NQI).
Riscos da Amostragem

• Relaciona a probabilidade de aceitação de um lote (Pa) com a porcentagem de itens defeituosos (p) desse mesmo lote.
• Representa o desempenho de um plano de amostragem, ou seja, o poder discriminatório do plano em aceita ou rejeitar um lote.
Curva Característica de Operação - CCO

Curva Característica de Operação - CCO
• CCO ideal
Uma vez definido que o nível máximo de defeitos tolerável no lote é de 1,5%, idealmente todos os lotes com porcentagem de defeitos menores ou iguais essa seriam aceitos e todos os outros seriam rejeitados.

CCO Real
• A amostra é uma parte de um todo, e apesar de sempre tentarmos retirar amostras representativas, isso nem sempre ocorre de forma ideal – por isso a curva.
A curva é calculada utilizando a seguinte fórmula, considerando o tamanho da amostra (n), número de aceitação (a) e número de rejeição (r).
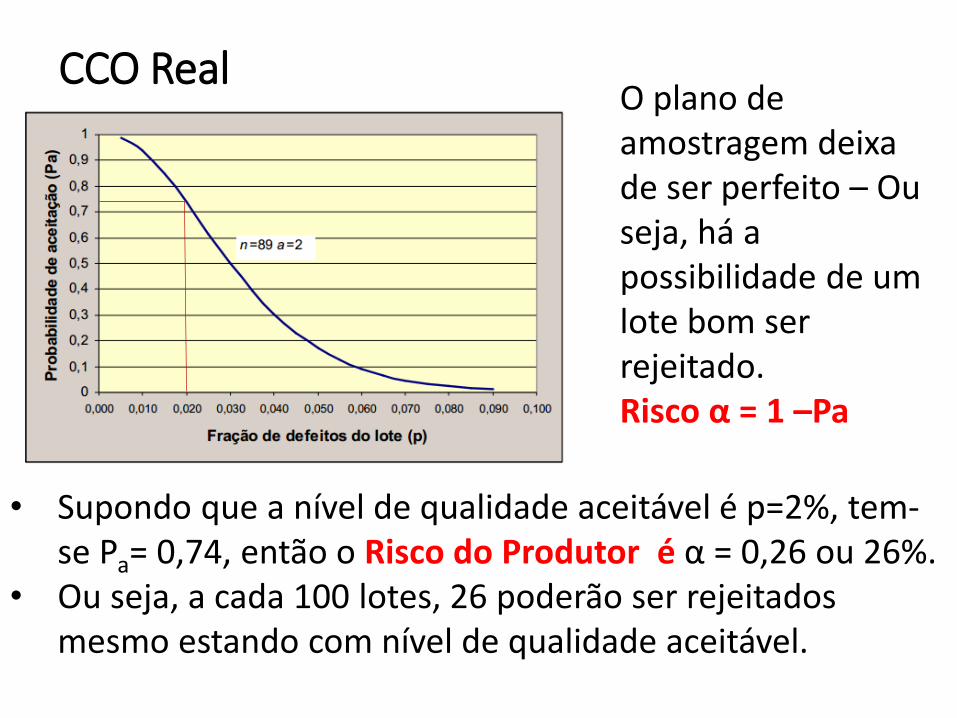
CCO Real O plano de amostragem deixa de ser perfeito – Ou seja, há a possibilidade de um lote bom ser rejeitado.Risco α = 1 –Pa
• Supondo que a nível de qualidade aceitável é p=2%, tem-se Pa= 0,74, então o Risco do Produtor é α = 0,26 ou 26%.
• Ou seja, a cada 100 lotes, 26 poderão ser rejeitadosmesmo estando com nível de qualidade aceitável.

CCO Real Supondo ainda que a nívelde qualidade aceitável é 2% (0,02). O ideal seria que todos os lotes com p=0,05 tivessem 0% de chance de serem aceitos.
No entanto, essapropabilidade é maior que zero.
Neste caso, o Risco do Consumidor é igual a Pa.
Ou seja, Risco β= 0,18 ou 18%. Portanto, em 100 lotes, é possível que 18 sejam aceitos mesmo estando com o nível de qualidade acima do tolerável.


Característica da CCO
• A CCO muda seu poder de discriminação com a mudança dos parâmetros n e a.
• O aumento de n faz com que, para uma mesma fração de defeitos do lote diminua a probabilidade de aceitação – mais perto da CCO ideal, visto que mais perto de se inspecionar todos os produtos.
• O aumento de a acarreta em uma menor discriminação, ou seja, a probabilidade de aceitação aumenta; e o inverso é observado quando o a diminui.
• Se a = 0, a CCO se torna uma curva exponencial – mas isso não implica que não serão aceitos lotes com defeitos (p>0).

• Quanto mais íngreme for a curva: mais discriminante
• Quanto maior for o n: cai a probabilidade de aceitação.
• Quanto maior for o a: maior a probabilidade de aceitação.
Característica da CCO

ExercíciosEm dupla Para entregar dia 15/03
Referências
• Conceitos Básicos de Controle Estatístico da Qualidade – Roberto Martins, Coleção UAB-UFSCar, 2010. (Unidade 1)