cep avanÇado - comexito.com.brcomexito.com.br/cepavancado/cep1.pdf · cep avanÇado - 2ª....
TRANSCRIPT
Todos os direitos de cópia reservados. Não é permitida a distribuição física ou eletrônica deste material sem a permissão expressa do autor.
CEP AVANÇADO -2ª. EDIÇÃO
(Controle Estatístico do Processo)
Objetivos do curso
� Este curso vai conduzir você ao conhecimento aprofundado da metodologia do CEP(enfatizando interpretações), em sua 2ª. Edição (2005).
� Queremos habilitá-lo a atuar na melhoria contínua de seus produtos e processos,tornando sua empresa mais competitiva no mercado. Atualizado com essa ferramentada qualidade, você aumentará a capacidade de gerenciar com sucesso seusprocessos de trabalho.
Durante este curso você irá:
� Entender porque os processos de trabalho sofrem variações, que afetam fortemente aqualidade dos produtos fabricados.
� Conhecer os princípios da metodologia, reconhecendo suas ligações com outrasferramentas indicadas pela ISO/TS 16949.
� Interpretar a normalidade, a estabilidade e a capacidade de processo, usando omais avançado software estatístico do mercado (Minitab).
� Identificar as mudanças propostas pela 2ª. Edição.
Conteúdo programático
MÓDULO 1
MÓDULO 2
MÓDULO 3
MÓDULO 4
Conceitos de CEP (princípios, benefícios, envolvimentos, tiposde estudo, habilidades necessárias e planejamento), além dasligações com as ISO 9001 e TS 16949 (APQP e PPAP).
MÓDULO 5
Cartas de controle para variáveis: construção e interpretação.Estudos de normalidade, estabilidade e capacidade.
Cartas de controle para atributos: construção e interpretação.Estudos de estabilidade e capacidade. Estudo de R&R (MSA).
As modificações da 2ª. Edição, de julho/2005, e cartas decontrole para condições especiais, construção e interpretação.
Práticas de cálculos estatísticos básicos, de uso no CEP. Visãodo software Minitab.
COMPLE-MENTO Fórmulas, tabelas, testes, desafios e problemas.
Módulo 1Conceitos de CEP (princípios,
benefícios, envolvimentos, tipos de estudo, habilidades necessárias e planejamento) além das ligações
com as ISO 9001 e TS 16949 (APQP e PPAP).
CEP - Definição
� CEP: Método preventivo, que compara continuamente resultadosde um processo, com padrões. Ele identifica, estaticamente,tendências para suas variações significativas, com o objetivo deevitar e/ou reduzi-las.
� Ele é preventivo, pois evita produzir peças defeituosas, tornando osprocessos estáveis e capazes.
� A comparação contínua dá-se pelo levantamento rotineiro de certaquantidade de peças fabricadas (amostra), com dada freqüência(horária, por exemplo), e a construção de gráficos (cartas de controle),onde os padrões previamente indicados.
� Os padrões de controle do processo são calculados estatisticamente,com base em fórmulas propostas pelo Manual do CEP 2ª. Edição,parte integrante da ISO/TS 16949.
� Um curso avançado, como é o nosso, objetiva entender o porque dasvariações, como evitar as variações excessivas, com a participaçãode operadores e analistas.
CEP: C + E + P
� Processo - Seqüência de atividades, que gera produtos/serviços, contendo: uma saída(produtos/serviços), focada no cliente, e cinco entradas (Métodos/Procedimentos,Conhecimentos/Habilidades, Materiais/Informações, Recursos/Instalações, Padrão dedesempenho).
� Controle (do processo e do produto) - Estar atento às características doprocesso/produto (conseqüência), para garantir que elas tenham um comportamentoesperado (especificações dos clientes). Também, manter as características entrelimites, ter comportamentos previsíveis (consistentes).
� Estatística - Conjunto de métodos numéricos, que visa coletar e analisar dados,permitindo a tomada de decisões viáveis, a tempo.
� Padrão de desempenho - Atendimento integral dos requisitos, dos clientes externos edos procedimentos internos. É o comportamento voltado para eliminar falhas e evitardesperdícios. Exige a criação de indicadores.
Visão de processo da ISO 9001
� O Manual do CEP, desde a 1ª. Edição (1992), já indicava sua visão de processo, quemais tarde seria formalizada pela ISO 9001.
� A descrição, que faremos a seguir, relaciona-se com a figura do próximo slide,permitindo melhor visualização (“uma imagem vale mais que mil palavras” – Confúcio).
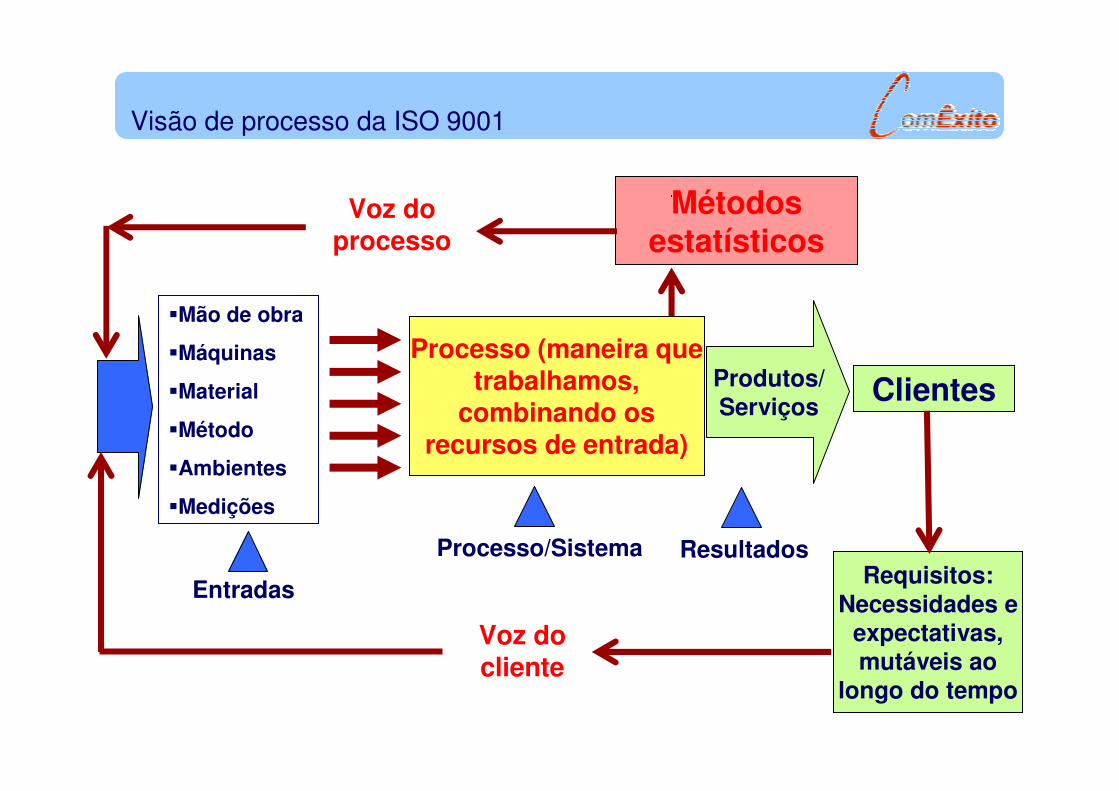
� Nessa visão, processo é um sistema, que envolve uma combinação de recursos deentrada (pessoal, máquina, material, método, meio ambiente e medição).
� Todo processo gera produtos/serviços (saídas), voltados aos clientes (internos eexternos), que têm suas necessidades/expectativas (requisitos), mutáveis ao longo dotempo (devemos entendê-las, continuamente). Tais necessidades representam a voz docliente, que sempre alimenta o processo (nova entrada).
� A medida que o processo gera produtos/serviços, periodicamente são levantados dadosde características, dos processos e dos produtos/serviços, por amostragem. Commétodos estatísticos adequados, tira-se uma “fotografia” desse processo e analisa-seseu nível de qualidade (normalidade, estabilidade, capacidade).
� Os resultados dessas análises representam a voz do processo, que passa a alimentaro processo (nova entrada), possibilitando a tomada de eventuais açõespreventivas/corretivas, se algo não sair de acordo com os requisitos dos clientes.
Visão de processo da ISO 9001
Processo (maneira que trabalhamos,
combinando os recursos de entrada)
Métodos estatísticos
Entradas
Processo/Sistema Resultados
ClientesProdutos/Serviços
Requisitos: Necessidades e
expectativas, mutáveis ao
longo do tempo
Voz do processo
Voz do cliente
�Mão de obra
�Máquinas
�Material
�Método
�Ambientes
�Medições
CEP – Tipos de dados
� A metodologia do CEP trabalha com 2 tipos de dados, obtidos no estudo deuma determinada característica, do processo ou do produto:
�Dados de variáveis, que envolvem medições de características.Exemplos: espessura, temperatura, pressão, vazão, Ph, tempo, custo,lucro, etc.
�Dados de atributos, que envolvem classificações dos dados em duascategorias. Exemplos: bom/ruim, aprovado/rejeitado, passa/não-passa,acende/não acende, etc.
Existem técnicas, gráficos e análises apropriados, para cada um desses tipos, como veremos
oportunamente.
Porquê CEP?
� Muda a ênfase de detecção de problemas, para prevenção deproblemas;
� Evidencia como o processo está se desenvolvendo, o tempo todo(não são apenas com opiniões e memória, mas com evidênciasobjetivas, fatos e dados numéricos);
� Permite distinguir as causas especiais das causas comuns;
� Fornece uma linguagem comum, para discutir o processo e o seurendimento, que é a própria estatística;
� Permite que os operadores decidam: quando ajustar o processo,quando paralisá-lo ou quando deixá-lo como está;
� Permite medir o efeito de mudanças promovidas no processo(aumentou sua capacidade?);
� Leva a menor custo, maior qualidade e melhor atendimento dosclientes, ou seja, a maior produtividade e, como conseqüência, amaior competitividade dos produtos no mercado.
Benefícios do CEP
� Conhecer o processo (elementos e comportamentos).
� Atender as especificações, da engenharia e dos clientes.
� Melhorar a qualidade (produtos e processos).
� Reduzir os índices de retrabalho e de sucateamento, diminuindo ocusto operacional.
� Prevenir-se contra problemas, antes que eles ocorram.
� Aumentar a produtividade, com base na melhoria da qualidade, naredução de custo e no melhor atendimento dos clientes, comincremento da competitividade e do lucro.
� Integrar as áreas (produtivas, com os demais setores, como:inspeção, manutenção, almoxarifado, PCP, entre outras).
� Integrar pessoas da mesma área (operadores, preparadores demáquina, inspetores e outros).
� Incentivar e aprimorar a participação dos funcionários, no processoprodutivo, buscando maiores responsabilidade, criatividade ecomprometimento.
Causas de variação (Deming)
� Causas comuns (cerca de 85%)
�Agem como um sistema de causas aleatórias;
�Os valores medidos são descritos por uma distribuição estatística (histograma),estável e repetitiva ao longo do tempo;
�A distribuição dos dados é caracterizada por: localização (média), dispersão(desvio padrão) e forma (assimetria e curtose).
� Causas especiais (cerca de 15%)
�Uma fonte de variação que afeta somente algumas das saídas do processo, sendofrequentemente intermitentes e imprevisíveis;
�São algumas vezes chamadas de causas assinaláveis;
�Assinaladas por um ou mais pontos além dos limites de controle, ou um padrãonão-aleatório de pontos, dentro dos limites de controle;
�Não podem ser explicadas adequadamente através de uma distribuição.
Exemplos de causas comuns
� Projeto apressado, análise inadequada de protótipos;
� Compra sistemática de material de baixa qualidade;
� Especificações inexistentes ou sem sentido;
� Treinamento inadequados dos operadores;
� Uso de máquinas cronicamente imprecisas;
� Desconhecimento das capacidades dos processos;
� Manutenção deficiente;
� Falta de normalização e/ou documentação;
� Uso de instrumentos e testes sem oferecer confiança;
� Más condições ambientais (fumaça, ruído, umidade, etc).
Causas comuns, em geral, estão associadas a falta decapacidade do processo, sendo responsabilidade das
lideranças (Gerência, Supervisão, etc), exigindointervenções sistêmicas para eliminá-las.
Exemplos de causas especiais
� Súbita desregulagem de uma máquina;
� Matéria prima com propriedades diferentes (eventual);
� Matéria prima indevida, por descuido ou falta de identificação(eventual);
� Mão de obra inexperiente (difícil);
� Ferramenta quebrada (raro);
� Ferramental indevido, por descuido ou falta de identificação(eventual);
� Variação momentânea do sistema elétrico (exemplo: queda ouvariação brusca da voltagem).
Causas especiais, em geral, estão associadas a falta de estabilidadedo processo, sendo responsabilidade dos operadores enxergá-las,a partir de anormalidades nas cartas de controle, e atuar sobre as
mesmas.
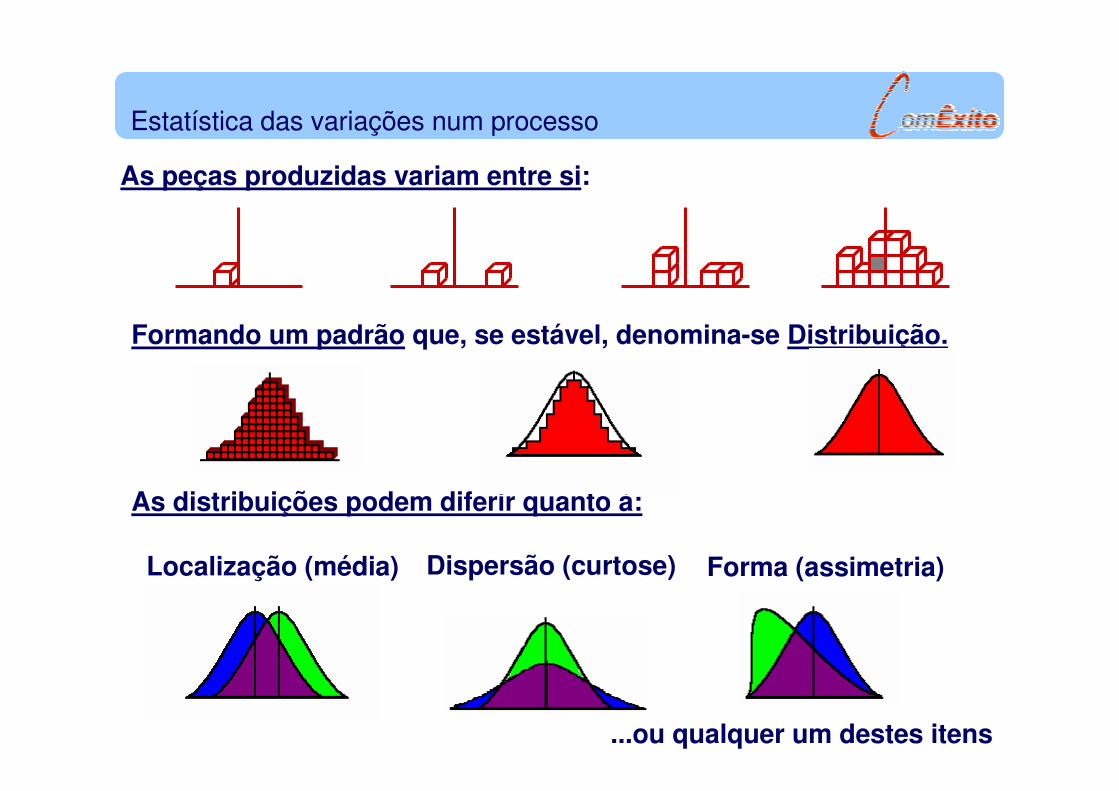
Estatística das variações num processo
As peças produzidas variam entre si:
Forma (assimetria)
...ou qualquer um destes itens
Formando um padrão que, se estável, denomina-se Distribuição.
As distribuições podem diferir quanto à:
Localização (média) Dispersão (curtose)
Estudos do CEP
1. Identificar as variações do processo (criticidade, freqüência de ocorrência, custoenvolvido, etc), caracterizando as causas (comuns ou especiais).
2. Conhecer como o processo está sendo monitorado (instruções de trabalho e decontrole, indicadores, treinamento dos operadores, manutenção, etc). É útil usar umMapa de Processo (similar ao visto no slide 8).
3. Pegar amostras de peças, medir característica crítica, do produto/processo, construir oHistograma, fazer um Teste de Normalidade dos dados obtidos (condição mínimapara usar as Cartas de Controle).
4. Usando Cartas de Controle, os operadores identificam se existem causas especiais(falta de estabilidade), exigindo ações locais imediatas dos próprios operadores, juntocom sua equipe, até se conseguir a estabilidade.
5. Eliminadas as causas especiais, as lideranças devem analisar a capacidade doprocesso (cálculo e interpretação dos indicadores Cp e Cpk). Se o processo não forcapaz, significa que a variação das causas comuns é excessiva, exigindo pois açõesdas lideranças, até se capacitar o processo.
6. Como a qualidade não tem limites (“o bom é inimigo do ótimo”), deve-se utilizar sempreum ciclo de melhoria contínua do processo.
Estabilidade do processo (“ação operacional”)
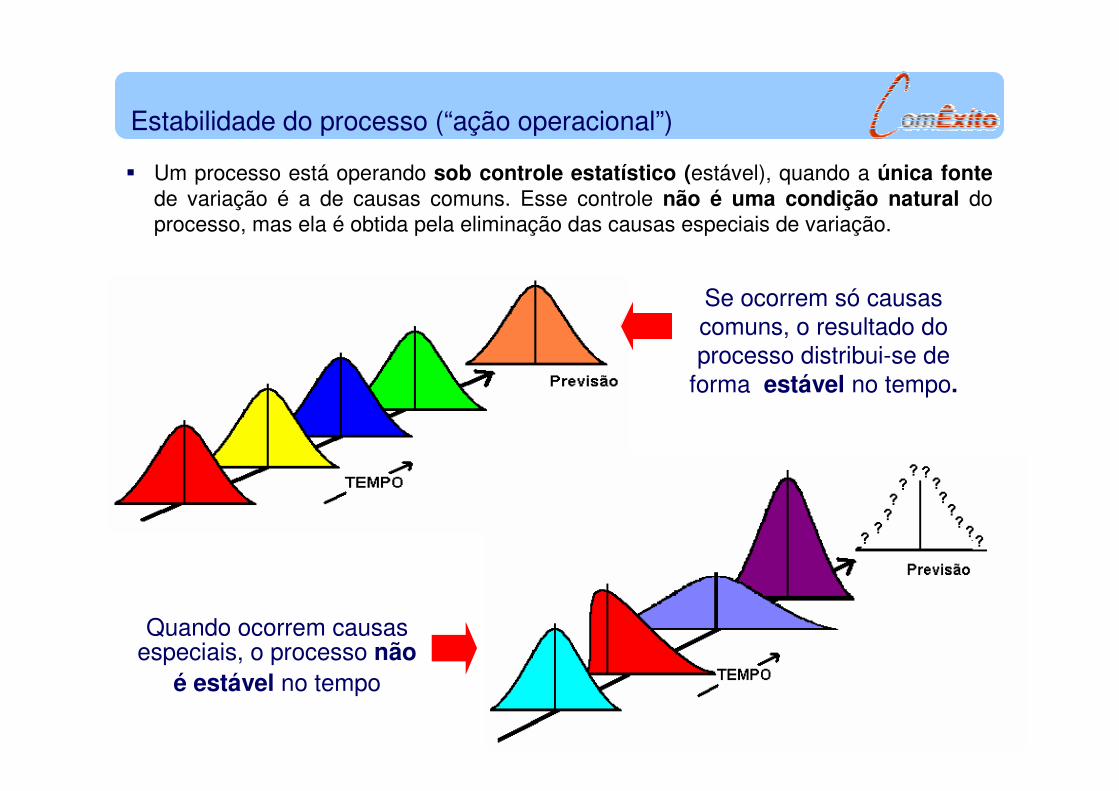
� Um processo está operando sob controle estatístico (estável), quando a única fontede variação é a de causas comuns. Esse controle não é uma condição natural doprocesso, mas ela é obtida pela eliminação das causas especiais de variação.
Se ocorrem só causas comuns, o resultado do processo distribui-se de
forma estável no tempo.
Quando ocorrem causas especiais, o processo não
é estável no tempo
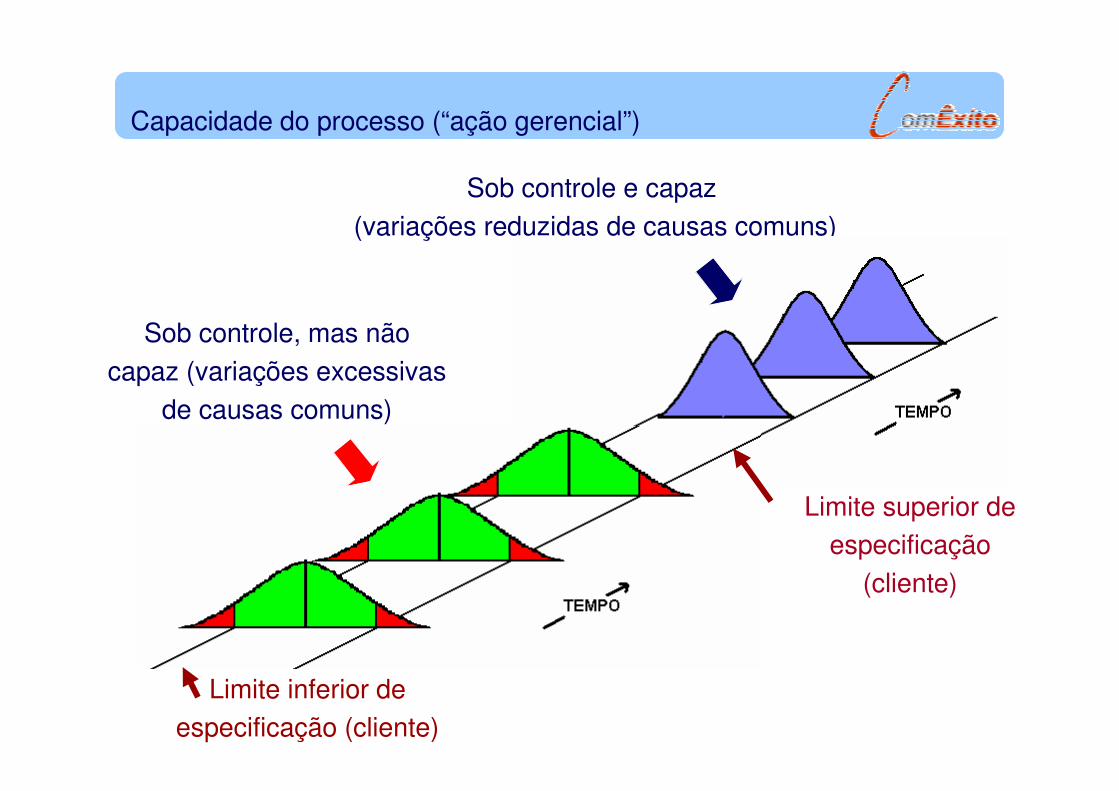
Capacidade do processo (“ação gerencial”)
Sob Controle e Capaz (Variações Reduzidas a
Causas Comuns)Sob controle, mas não capaz (variações excessivas
de causas comuns)
Sob controle e capaz (variações reduzidas de causas comuns)
Limite superior de especificação
(cliente)
Limite inferior de especificação (cliente)
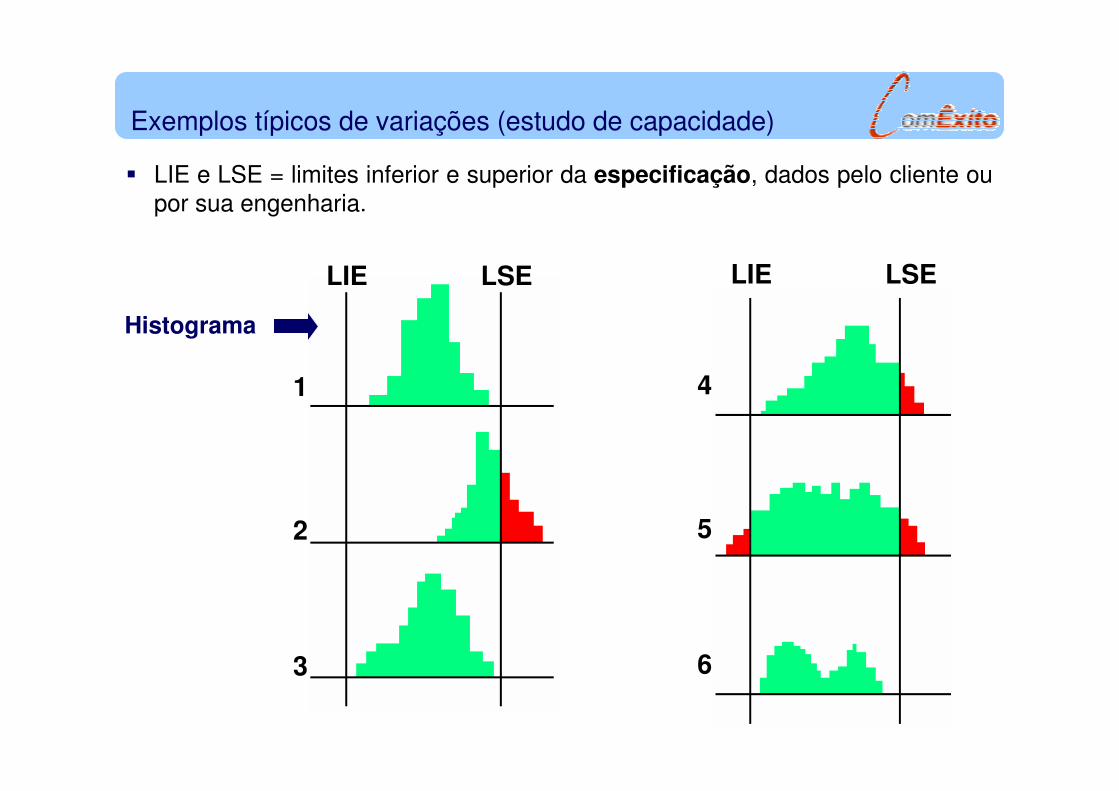
Exemplos típicos de variações (estudo de capacidade)
� LIE e LSE = limites inferior e superior da especificação, dados pelo cliente oupor sua engenharia.
1
2
3
LSELIE
4
5
6
LSELIE
Histograma
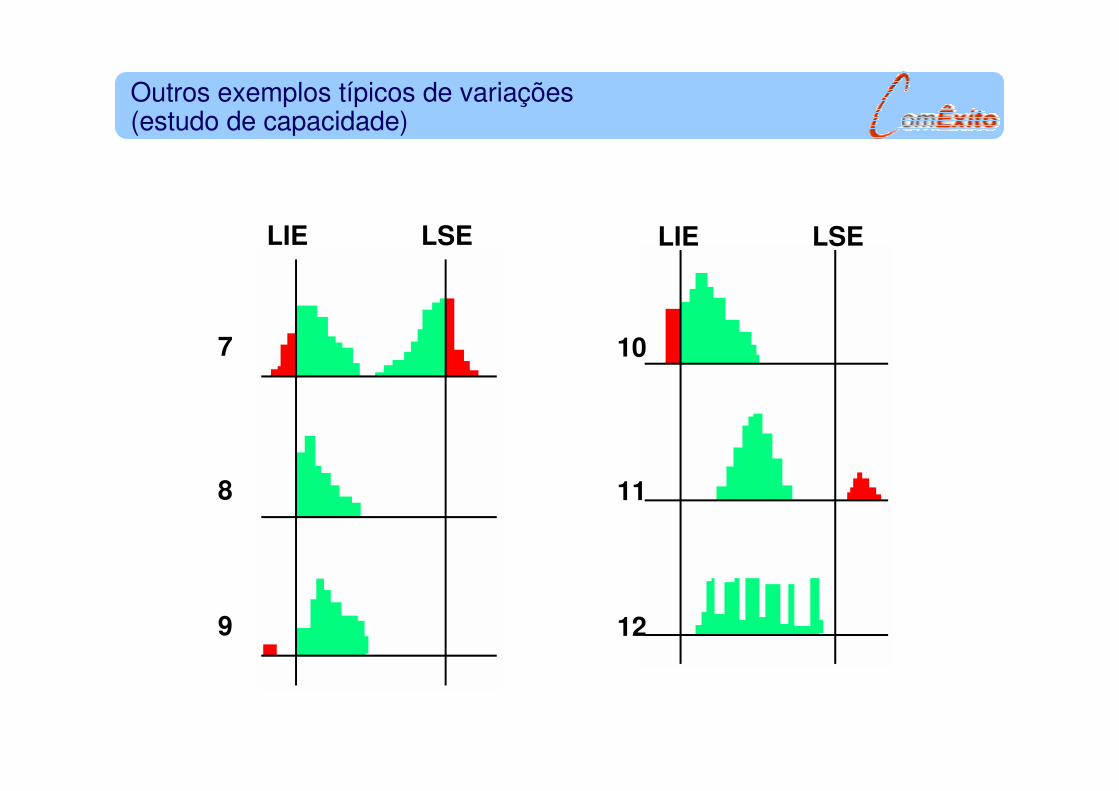
Outros exemplos típicos de variações (estudo de capacidade)
7
8
9
LSELIE
10
11
12
LSELIE
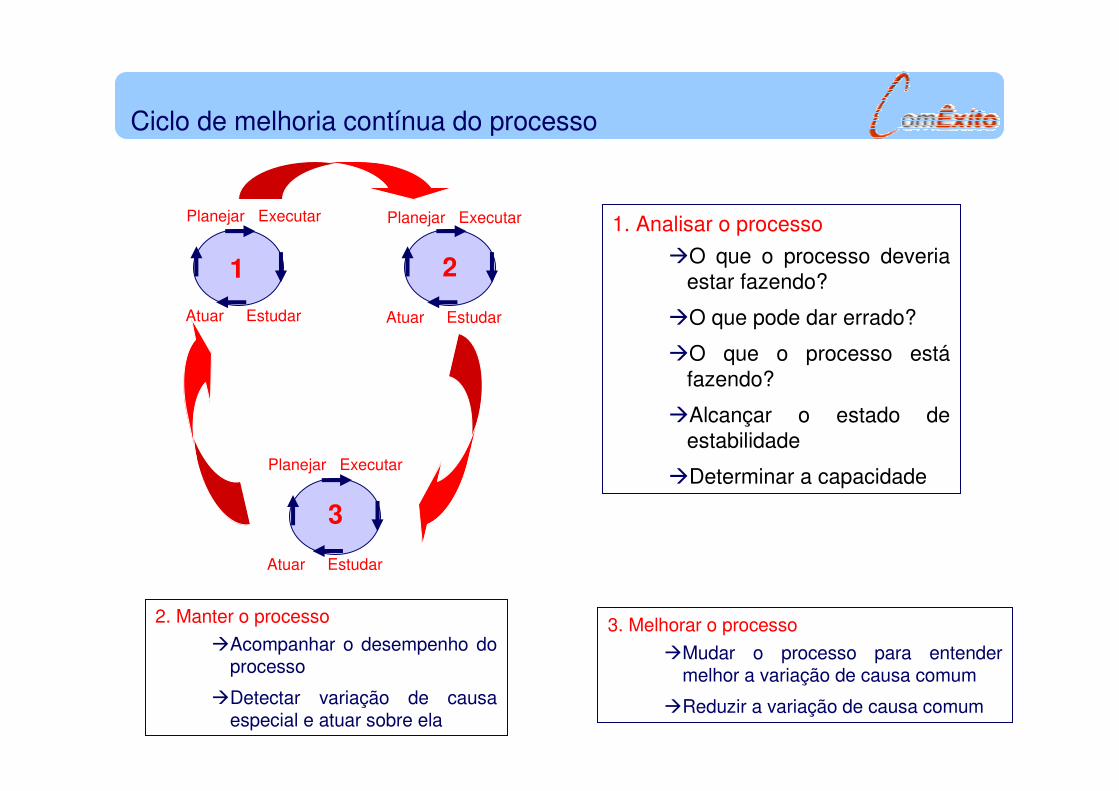
Ciclo de melhoria contínua do processo
1 2
3
Planejar Executar
Atuar Estudar
Planejar Executar
Atuar Estudar
Planejar Executar
Atuar Estudar
2. Manter o processo
�Acompanhar o desempenho do processo
�Detectar variação de causa especial e atuar sobre ela
3. Melhorar o processo
�Mudar o processo para entender melhor a variação de causa comum
�Reduzir a variação de causa comum
1. Analisar o processo
�O que o processo deveria estar fazendo?
�O que pode dar errado?
�O que o processo estáfazendo?
�Alcançar o estado de estabilidade
�Determinar a capacidade
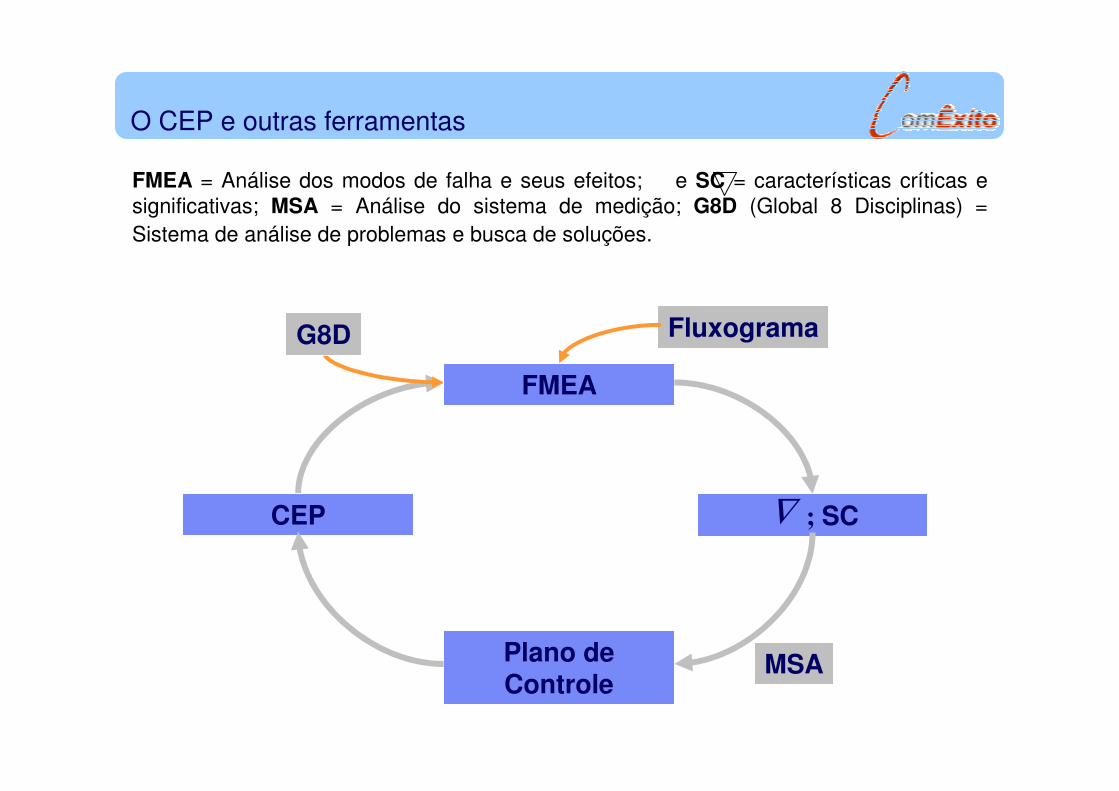
O CEP e outras ferramentas da TS 16949
� Na implantação do CEP, primeiro usa-se o Fluxograma do Processo, para (videpróximo slide):
� Conhecer todas as atividades envolvidas, além dos materiais, pessoas,equipamentos e ambientes.
�Enxergar eventuais fábricas ocultas e pontos com maior chance de falha.
� A seguir, elaborar o FMEA de Processo, que irá indicar as característicascríticas/significativas, do processo e do produto.
� Tais características são elencadas no Plano de Controle, que identificará anecessidade eventual de uso do CEP.
� Os instrumentos de medição citados nesse Plano, devem então passar por uma análisede confiabilidade, usando-se o MSA.
� Ao se efetuar a implementação propriamente dita, problemas poderão ser identificadose, nesse caso, utiliza-se do Global 8D, para analisá-los e corrigi-los, além de se buscarsoluções preventivas.
� E, assim, o ciclo se renova.
O CEP e outras ferramentas
FMEA
CEP
Plano de Controle
Fluxograma
MSA
G8D
; SC
∆
FMEA = Análise dos modos de falha e seus efeitos; e SC = características críticas e significativas; MSA = Análise do sistema de medição; G8D (Global 8 Disciplinas) = Sistema de análise de problemas e busca de soluções.
Planejamento e gerenciamento do CEP
1. Criação de ambiente apropriado ao desenvolvimento,conscientizando os envolvidos com os processos;
2. Definição de uma área piloto e seu processo de trabalho;
3. Padronização desse processo, elaboração de instruções detrabalho e de controle, e comunicação aos envolvidos;
4. Estabelecimento das características a controlar (processo eproduto), através do FMEA de Processo e elaboração doPlano de Controle;
5. Definição e qualificação dos sistemas de medição, usando oMSA;
6. Treinamento dos operadores em técnicas simples do CEP,como: medição, amostragem, gráfico, interpretação deresultados;
7. Elaboração e análise de Cartas de Controle, pelosoperadores;
8. Execução de ações preventivas/corretivas.
CEP, dentro da ISO 9001 e ISO/TS 16949
ELEMENTO 8 – MEDIÇÃO, ANÁLISE E MELHORIA
� 8.1 Generalidades: A organização deve planejar e implementar os processosnecessários de monitoramento, medição, análise e melhoria, para:
�a) demonstrar a conformidade do produto; b) assegurar a conformidade do sistemade gestão da qualidade; c) melhorar continuamente a eficácia do sistema de gestãoda qualidade.
�Isto deve incluir a determinação dos métodos aplicáveis, incluindo técnicasestatísticas, e a extensão do seu uso.
�8.1.1 Identificação de ferramentas estatísticas: Ferramentas estatísticas
apropriadas, para cada processo, devem ser determinadas, no planejamento
avançado da qualidade (APQP), e incluídas no plano de controle.
�8.1.2 Conhecimentos dos conceitos básicos em estatística: Conceitos
básicos de estatística, tais como variação, controle (estabilidade), capacidade
do processo e sobre ajuste, devem ser entendidos e utilizados através da
organização.
Preto, normal = ISO 9001; Azul, itálico = ISO/TS 16949
CEP, dentro da ISO 9001 e ISO/TS 16949
� Elemento 8.2 – Medição e monitoramento
�8.2.1 Satisfação do cliente: Como uma das medições do desempenho do sistemade gestão da qualidade, a organização deve monitorar informações relativas àpercepção do cliente, sobre se a organização atendeu aos requisitos do cliente.Os métodos para obtenção e uso dessas informações devem ser determinados.
NOTA: Consideração deveria ser dada, tanto para clientes internos quanto para
externos.
�8.2.1.1 Satisfação do cliente – suplemento: A satisfação do cliente com a
organização, deve ser monitorada, através da avaliação contínua do desempenho
dos processos de realização. Os indicadores de desempenho devem ser
baseados em dados objetivos, e inclua, mas não se limite a: Desempenho da
qualidade da peça entregue; Interrupção no cliente incluindo retorno do campo;
Desempenho do programa de entrega (incluindo incidentes de frete extra);
Notificações do cliente, relacionadas à qualidade ou entregas.
A organização deve monitorar o desempenho dos processos de manufatura, para
demonstrar o atendimento com os requisitos do cliente, para a qualidade do
produto e eficiência do processo.
CEP, dentro da ISO 9001 e ISO/TS 16949
OUTROS ITENS
� 8.2.2 Auditoria interna
�8.2.2.1, 8.2.2.2, 8.2.2.3, 8.2.2.4, 8.2.2.5
� 8.2.3 Medição e monitoria dos processos
�8.2.3.1
� 8.2.4 Medição e monitoria do produto
�8.2.4.1; 8.2.4.2
� Elemento 8.3 – Controle de produto não conforme
�8.3.1; 8.3.2; 8.3.3; 8.3.4
� Elemento 8.4 – Análise dos dados
�8.4.1
� Elemento 8.5 - Melhoria
�8.5.1 Melhoria contínua: 8.5.1.1; 8.5.1.2
�8.5.2 Ação corretiva: 8.5.2.1; 8.5.2.2; 8.5.2.3;0.5.2.4
�8.5.3 Ação preventiva
CEP e APQP
APQP = PLANEJAMENTO AVANÇADO DA QUALIDADE DO PRODUTO
� Fases e objetivos do APQP:
�Planejamento e definição do programa
�Determinar as necessidades do cliente�Planejar um programa de qualidade
�Verificação do projeto e desenvolvimento do produto
�Desenvolver características e as especificações do projeto
�Revisão crítica dos requisitos de engenharia�Levantar problemas potenciais de manufatura
�Verificação do projeto e desenvolvimento do processo
�Desenvolver um sistema de manufatura abrangente e eficiente
�Validação do produto e do processo
�Validar os processos de manufatura�Garantir que as expectativas do cliente sejam atingidas
�Identificar preocupações adicionais
�Feedback, avaliação e ação corretiva�Melhoria contínua e satisfação do cliente
CEP
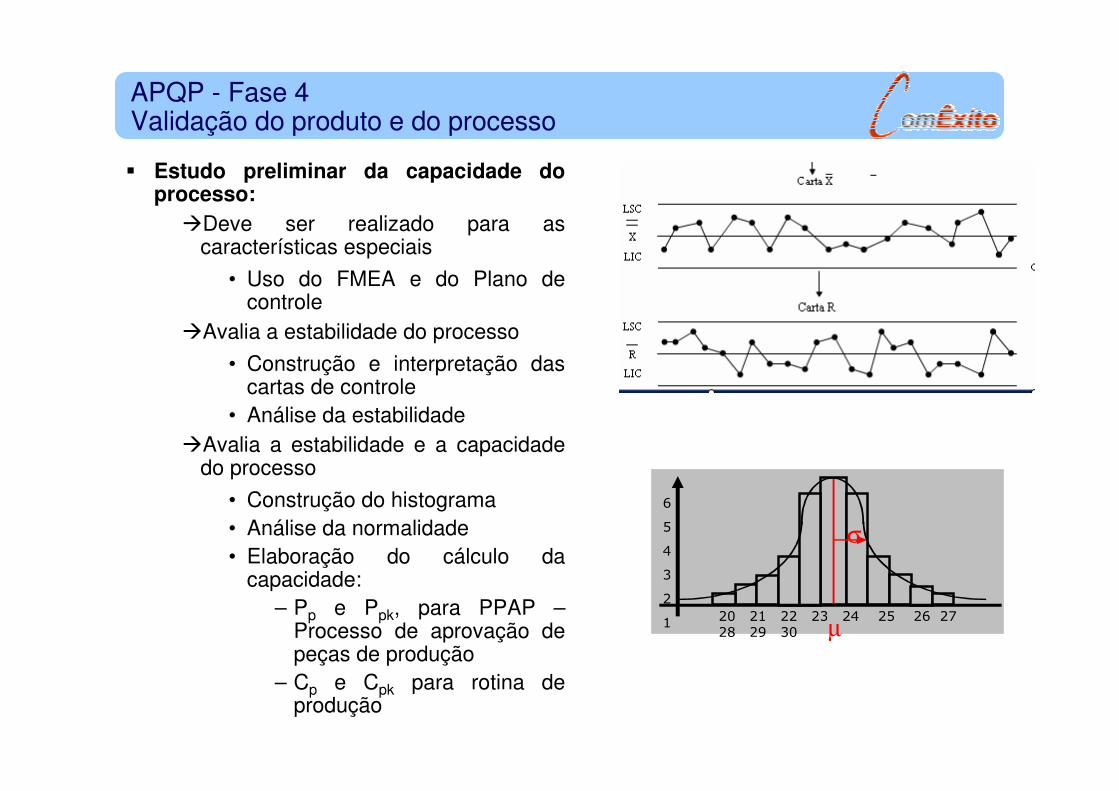
APQP - Fase 4Validação do produto e do processo
� Estudo preliminar da capacidade doprocesso:
�Deve ser realizado para ascaracterísticas especiais
• Uso do FMEA e do Plano decontrole
�Avalia a estabilidade do processo
• Construção e interpretação dascartas de controle
• Análise da estabilidade�Avalia a estabilidade e a capacidade
do processo
• Construção do histograma• Análise da normalidade• Elaboração do cálculo da
capacidade:– Pp e Ppk, para PPAP –
Processo de aprovação depeças de produção
– Cp e Cpk para rotina deprodução
µ
σ
6
5
4
3
2
120 21 22 23 24 25 26 27
28 29 30
CEP e PPAP
� PPAP = Processo de aprovação de peças de produção
� Tabela, resumida, de requisitos (Seção 2):
�2.2.1 Registros de Projeto
�........
�2.2.6 FMEA de processo
�2.2.7 Plano de controle
�2.2.8 Estudos das análises do sistema de medição
�2.2.9 Resultados dimensionais
�2.2.10 Registros de material / Resultados de ensaios de desempenho
�2.2.11 Estudos iniciais do processo
�2.2.11.1 Generalidades; 2.2.11.2 Índices da qualidade;�2.2.11.3 Critério de aceitação para estudo inicial; 2.2.11.4 Processos instáveis;�2.2.11.5 Processos com especificações unilaterais ou com distribuição não
normal; 2.2.11.6 Ações a serem tomadas, quando o critério de aceitação nãofor atendido.
�2.2.16 Meios de Inspeção; 2.2.17 Requisitos específicos do cliente;
�2.2.18 Certificado de submissão da peça (PSW).
Início do envolvimento do CEP

Fim do Módulo 1