caracterização físico-química de massas cerâmicas e suas
TRANSCRIPT

1
1. INTRODUÇÃO
As primeiras cerâmicas para revestimento arquitetônico só surgiram por
volta de 500 a.C., permanecendo por vários séculos como materiais de uso restrito
devido ao alto custo. Avanços no setor foram introduzidos pelos ceramistas italianos
por volta de 1950 pela transformação dos processos de produção[1].
Segundo a Abceram[2] (Associação Brasileira de Cerâmica), a definição
para materiais cerâmicos é a de materiais constituídos por produtos químicos
inorgânicos, exceto os metais e suas ligas, que são obtidos geralmente após
tratamento térmico em temperaturas elevadas.
A formulação de uma massa cerâmica para revestimento, com as devidas
modificações pode ser composta, como a transcrita por Ferrari [3], em:
- materiais argilosos, que dão suficiente plasticidade para se obter uma
forma definida;
- materiais como o talco, quartzo, calcários e outros, que servem para
obter qualidades particulares resultantes de suas composições
químicas;
- aditivos, principalmente para melhorar a reologia das suspensões
aquosas, podendo ser inorgânicos ou orgânicos.
Sendo as argilas a matéria-prima principal da cerâmica, é necessária sua
definição, que, de acordo com a Associação Brasileira de Normas Técnicas – ABNT,
são compostas por partículas coloidais de diâmetro inferior a 0,005 mm, com alta
plasticidade quando úmidas e que, quando secas, formam torrões dificilmente
desagregáveis pela pressão dos dedos. Podem ser definidas quimicamente como
silicatos de alumínio hidratados, na sua forma mais pura.
A caracterização físico-química das matérias-primas é fundamental para a
obtenção de peças com propriedades finais desejadas, que juntamente ao
conhecimento e controle de todas as etapas do processo industrial, podem eliminar
ou reduzir defeitos de fabricação, tais como: trincas, retração, compactação,
fundência, absorção de água e resistência mecânica.
A distribuição granulométrica das partículas do pó atomizado é
determinada na maioria das indústrias do ramo de produção de revestimentos
cerâmicos, devido à sua importância para o empacotamento das peças na etapa de

2
conformação, que se bem controlada, anule determinados tipos de defeitos. O pó
atomizado nada mais é do que o conjunto de partículas de todos os argilo-minerais
envolvidos na moagem da massa cerâmica.
Na indústria, o controle granulométrico do pó atomizado é feito
periodicamente com auxílio de peneiras, sendo estas com aberturas de malhas
diferentes e dispostas conforme padronizações.
Durante a sinterização da peça cerâmica, há a formação de materiais
vítreos que recobrirão uma determinada quantidade de poros, resultando num
produto de melhores qualidades intrínsecas, tais como: menor absorção de água,
maior resistência mecânica, entre outras. Porém, a porosidade deve ser controlada,
pois os poros fechados podem gerar tensões internas no material, resultando no
surgimento de trincas e, consequentemente, diminui a resistência mecânica do corpo
cerâmico. Podem gerar ainda, alterações dimensionais[4].
A resistência mecânica do material sinterizado se deve normalmente às
reações na sinterização, que conduzem à formação de compostos dotados de boas
características mecânicas e que além disto, está influenciada pela estrutura da peça
prensada e pela granulometria dos componentes da massa.
É evidente que para se obter de uma mistura de matérias-primas um
produto compacto, de elevada resistência mecânica, a temperatura de queima deve
ser tal que determine um forte desenvolvimento de fases fluidas cuja viscosidade
seja suficiente para permitir um parcial (ou total) preenchimento dos poros sem que
intervenham deformações nos queimados[5].
A alta competitividade nos mercados consumidores de revestimentos
cerâmicos, tanto no Brasil, quanto no mercado externo, assim como nos principais
países produtores, China, Itália, Espanha, Indonésia, Turquia, México, entre
outros[6], fez com que a qualidade final dos produtos cerâmicos, tivesse que ser
exigida ao máximo.
A partir de um produto cerâmico, um revestimento semivitrificado (semi-
poroso), com absorção de água de 7,5%, o qual foi chamado de M-155, buscou-se
outro, um revestimento vitrificado, com absorção de água menor que 3%, chamado
de FP-58, assim foram estudados os comportamentos e os tipos das matérias-
primas empregadas nas composições destas duas massas cerâmicas pelas
caracterizações físico-químicas e suas necessidades de processamento.

3
A análise destas duas massas cerâmicas dá suporte técnico para o
aumento da qualidade do produto final, principalmente na exportação para alguns
países, como os Estados Unidos, que exigem produtos baseados na norma
americana ASTM (American Society for Testing and Materials), sendo esta, mais
rigorosa que as normas que regem o mercado nacional, como a ISO (Internacional
Standard for Organization) 10545, própria para revestimentos cerâmicos.
O tipo de processo fabril também foi analisado, já que existem diferenças
entre o modo de fabricação destes dois produtos e a indústria deve estar preparada
para adequar as matérias-primas específicas às condições de processo, pois
existem determinadas particularidades que refletem na qualidade dos revestimentos
cerâmicos. Assim sendo, o desenvolvimento das massas cerâmicas deve seguir às
especificações do revestimento cerâmico que se deseja fabricar, e a partir deste
momento aplicar as matérias-primas que ofereçam comportamentos adequados e
que atendam desta forma ao processamento.
Este trabalho tem os objetivos de rastrear produtos, estudar maneiras de
obter revestimentos mais resistentes e com menor absorção de água, ficando aptos
ao atendimento do mercado externo, e conseqüentemente, do mercado interno.
A ANFACER (Associação Nacional dos Fabricantes de Cerâmica), mostra
o perfil dos revestimentos cerâmicos no mercado nacional, distribuídos em:
- 4% de porcelanato (AA < 0,5%);
- 7% de grés (AA de 0,5 a 3,0%);
- 18% de semi-grés (AA de 3,0 a 6,0%);
- 30% de poroso (AA > 10%);
- 41% de semi-poroso (AA de 6 a 10%).
Produtos semi-porosos são aqueles pertencentes à faixa de absorção de
água do produto de massa M-155 (6 a 10%) e que são os mais produzidos no
mercado nacional. O produto desenvolvido, “grés”, pertence à classe de produtos
com absorção de água inferior a 3%, que é o mais próximo, tecnicamente, do
porcelanato, um produto sofisticado com excelentes propriedades finais, tais como:
absorção de água menor que 0,5% e elevada resistência mecânica.
O Brasil é, pela ANFACER, um dos cinco países que mais exportam
revestimentos cerâmicos, com isso os produtos de grés se revelam uma boa
alternativa para exportação, por suas características, ficando entre os produtos semi-

4
porosos e os porcelanatos.
Algumas análises e ensaios, tais como: fluorescência de raios X, carga de
ruptura do material, absorção de água, queima e distribuição granulométrica, foram
técnicas importantes para o apoio em todas as etapas de estudo da produção dos
revestimentos cerâmicos.

5
2. REVISÃO BIBLIOGRÁFICA
O futuro do cenário mundial dos centros produtores de revestimentos
cerâmicos depende muito do comportamento dos centros consumidores, que estão
se tornando cada vez mais exigentes em termos de “design” de produtos, mas
principalmente, em qualidade. Por isso, se faz importante o desenvolvimento de
produtos cerâmicos com características técnicas melhores, tais como baixa
absorção de água e, conseqüentemente, alta resistência mecânica, que também
possam agregar valores a esses produtos [7].
O termo “revestimentos” é usado genericamente tanto para os
revestimentos (parede) quanto para os pavimentos (chão) cerâmicos [7]. O mercado
consumidor atual aceita esta terminologia, adotando “revestimentos cerâmicos”
como uma forma geral para materiais de acabamento [7].
2.1. CARACTERÍSTICAS DOS MATERIAIS CERÂMICOS
Os materiais cerâmicos são compostos por elementos metálicos e
semimetálicos, freqüentemente óxidos, nitretos e carbetos. Os materiais compostos
por minerais argilosos, cimentos e vidros, são os mais comuns. As principais
características são a baixa condutividade térmica e elétrica, resistência mecânica a
altas temperaturas e comportamento frágil quando submetidos a tensões [8].
2.2. ALGUMAS CARACTERÍSTICAS TÉCNICAS DOS REVESTIMENTOS
CERÂMICOS
Existem diferentes tipos de revestimentos cerâmicos sejam nos formatos,
tipologias, mas principalmente, nas características técnicas do produto final. Assim
sendo, os produtos são classificados quanto às classes de absorção de água.
Por meio das normas, americana ASTM/ANSI C 973-88[9], e da norma ISO

6
10545-3[10] pode-se distinguir materiais vitrificados de não-vitrificados, simplesmente
pela absorção de água.
Os materiais denominados de “grés” podem ser definidos como materiais
cerâmicos muito compactos, constituídos por várias fases cristalinas dispersas em
matriz vítrea, e que pela norma ISO 10545-3[10], que rege o mercado nacional, são
classificados no grupo BIb de absorção de água.
As Tabelas 2.1 e 2.2 mostram a classificação dos produtos, segundo as
normas, americana ASTM/ANSI C 973-88[9] e ISO 10545[10].
TABELA 2.1 – CLASSIFICAÇÃO DOS PRODUTOS PELA ABSORÇÃO DE
ÁGUA SEGUNDO A NORMA ASTM/ANSI A.137.1
Revestimentos cerâmicos
Absorção de água (%) AA < 0,5 0,5 < AA < 3,0 3,0 < AA < 7,0 7 < AA < 18,0
Classificação Muito vitrificado Vitrificado Semivitrificado Não vitrificado*
* Revestimentos para parede (azulejos)
TABELA 2.2 – CLASSIFICAÇÃO DOS PRODUTOS PELOS GRUPOS DE
ABSORÇÃO DE ÁGUA SEGUNDO A NORMA ISO 10545 Revestimentos Cerâmicos
Absorção de água (%) AA < 3,0 3,0 < AA < 6,0 6,0 < AA < 10,0 AA > 10,0
Grupos BIb BIIa BIIb BIII *
* Revestimentos para parede (azulejos)
Existe uma relação entre a porosidade do corpo cerâmico e a sua
resistência mecânica, medida pela carga de ruptura (N) ou pelo módulo de
resistência à flexão do material (N/mm2), onde se pode verificar, experimentalmente,
que quanto maior a porosidade menor a resistência mecânica e vice-versa. Então se
nota pelas Tabelas 2.1 e 2.2 que um produto com maior resistência mecânica, ou
seja, com uma qualidade técnica superior, necessita de uma absorção de água
tendendo a zero, ou a menor possível.
7
Deve-se levar em consideração que o processamento dos revestimentos
cerâmicos também contribui para que essas variáveis sejam inversamente
proporcionais.
2.3. MATÉRIAS-PRIMAS CERÂMICAS
As matérias-primas usadas na fabricação de produtos cerâmicos têm
origem na natureza, podendo citar alguns minerais: argilas, feldspatos, albitas, filitos,
talcos, calcários entre outros[11]. Algumas são empregadas em sua forma natural
(bruta), outras são previamente beneficiadas e processadas, agilizando o processo.
Uma generalização que deve ser feita é a de que algumas matérias-primas
para determinados produtos (tijolos, concretos, refratários, etc.) recebem pouco ou
nenhum processamento prévio, enquanto que para outros são intensamente
beneficiadas. Por outro lado, há uma tendência para o processamento adicional
(trituração, britagem, etc.) das matérias-primas, porque, hoje existem maiores
exigências quanto às propriedades dos materiais [12]. Outro ponto importante é a
seleção cuidadosa e detalhada das matérias-primas, a fim de obter produtos finais
com as características desejadas e que atendam as exigências do mercado.
2.3.1. Argilas
A principal matéria-prima utilizada para a produção dos revestimentos
cerâmicos é a argila, que é composta por partículas coloidais de diâmetro inferior a
0,005 mm, com alta plasticidade quando úmida, e que, quando seca, forma torrões
dificilmente desagregáveis pela pressão dos dedos, segundo a ABNT.
Conforme Van Vlack [12], outras matérias-primas também são diretamente
usadas nos processos de conformação para obtenção de materiais cerâmicos para
revestimento, tais como: calcário, quartzo e minerais semelhantes, já citados como:

8
feldspatos, talcos, filitos. A maioria desses materiais está abundantemente
distribuída na natureza, e sua seleção se faz em dois critérios:
1) economia de mineração e transporte;
2) ausência (ou presença) de impurezas.
Pela identificação e quantificação dos diferentes elementos químicos
que compõem os minerais de argilas, utilizando-se das técnicas de fluorescência de
raios X, é possível direcionar a melhor utilização ou aplicação para processos
industriais de materiais cerâmicos para revestimento. Para uma argila ser
considerada de boa qualidade e ser usada para uma determinada função é
necessário que a mesma apresente uma composição química apropriada e,
também, sejam conhecidas as quantidades de SiO2, Al2O3, K2O, Fe2O3, Na2O, MgO,
CaO e mais alguns óxidos que podem estar presentes em menores quantidades. As
argilas podem ser definidas, quimicamente, na sua forma mais pura, como silicatos
de alumínio hidratados, 2SiO2.Al2O3.2H2O. Porém, impurezas encontradas na
estrutura de uma argila, tal qual os óxidos de alguns elementos como o potássio,
ferro, sódio, magnésio, cálcio e outros, determinam suas características [13,14]. Altos
teores de Fe2O3 impõem à massa cerâmica uma coloração avermelhada.
2.3.2. Feldspatos
Os feldspatos são minerais que têm a função de diminuir a temperatura de
formação de fase líquida durante a etapa de queima. Ou seja, são conhecidos por
materiais fundentes. Quimicamente podem se distinguir em [14,15]:
- Ortoclásio: feldspato potássico - KAlSi3O8;
- Albita: feldspato sódico – NaAlSi3O8;
- Anortitas: feldspato cálcico – CaAl2Si2O8.
São materiais, portanto, responsáveis pela diminuição da porosidade das
peças cerâmicas, principalmente, para produtos de grés e grés porcelanato,
abaixando os índices de absorção de água [15,16], e conseqüentemente aumentando

9
os valores de resistência mecânica (carga de ruptura) dos revestimentos cerâmicos.
Para promover a formação de fase líquida, os elementos mais eficazes são
os óxidos de metais alcalinos, Na2O e K2O, e alcalinos terrosos, CaO e MgO. Porém
nesta fase líquida, um ponto importante é a viscosidade, que pode ser determinada
e/ou controlada pela proporção de óxidos formadores de vidro (SiO2 e Al2O3) e dos
óxidos modificadores de rede (Na2O e K2O) [16].
Contribui ainda, a relação Na/K. A adição de albita (feldspato sódico) ao
ortoclásio (feldspato potássico) favorece a formação da fase líquida, diminuindo a
temperatura de sinterização, não só para os porcelanatos, mas também para
produtos de grés. Assim, os revestimentos, sejam porcelanatos ou grés, em que se
utilizaram deste fundamento, apresentaram maior resistência mecânica e menor
absorção de água, mas a retração linear aumentou [17].
A fase vítrea se apresenta a temperaturas mais baixas em corpos com
proporções de sódio maiores que potássio, fazendo com que o material seja mais
fundente. Este ponto é importante para uma análise em massas cerâmicas
direcionadas à fabricação de produtos com valores menores de absorção de água.
Então, o líquido formado durante a queima por um material fundente em
temperaturas mais baixas, tende a preencher os espaços vazios do corpo cerâmico,
reduzindo ou eliminando a porosidade, dependendo da viscosidade de fusão [15].
2.3.3. Materiais fundentes
Além dos feldspatos que são usados em composições de massas
cerâmicas atuando como fundentes podem ser, ainda utilizados, os filitos e os talcos.
2.3.3.1. Filitos
São rochas metamórficas, constituídas por caulinita [Al2(Si2O5)(OH)4],

10
quartzo (SiO2) e mica [Al2K(Si1,5Al0,5O5)2(OH)2], e que são utilizados para
substituição parcial dos feldspatos pelo alto teor de potássio que pode ser
encontrado e verificado pela análise química de sua composição. Na natureza, são
materiais facilmente friáveis, porém se apresentam como uma rocha dura (material
rochoso). Com um grande valor prático para o processo cerâmico, os filitos têm
baixo resíduo em peneiras de malha 200 Mesh (número de abertura por polegada
linear[18]), o que possibilita o seu uso sem praticamente nenhum beneficiamento
prévio na composição de massas cerâmicas, em quaisquer que sejam as finalidades
[14].
Podem ser encontrados na natureza com cores variadas, partindo do
branco ou branco-acinzentado a avermelhado, passando pelo amarelo, bege ao
verde claro [14].
2.3.3.2. Talcos
Também chamados de rochas talcosas, são rochas moles, com
untuosidade ao tato, com estrutura lamelar ou em camadas. O nome talco, que é um
silicato de magnésio hidratado, é aplicado preferencialmente à espécie mineralógica
de composição 3MgO.4SiO2.H2O [14].
Peças de revestimentos cerâmicos processados por prensagem e que
contenham talco, podem adquirir certas características tecnológicas, tais como:
i) maior resistência ao choque térmico, para ciclos rápidos de queima;
ii) maior resistência mecânica;
iii) menor retração de queima;
iv) menor temperatura de fusão das massas cerâmicas dependendo da
quantidade.
A alta resistência ao choque térmico se deve à formação de eutéticos de
cordierita (Mg2Al4Si5O18), clino-esteatita e cristobalita (forma cristalina de alta

11
temperatura de SiO2) [14,18].
Reações eutéticas são termodinamicamente reversíveis, onde sob
resfriamento abaixo da temperatura eutética, a fase líquida se dissocia em duas
outras fases sólidas de composições completamente diferentes, conforme a
reação[18,19,20]:
Líquido sólido1 + sólido2
2.4. MASSAS CERÂMICAS
Em geral as massas cerâmicas são compostas por materiais argilosos e
não-argilosos; materiais fundentes e refratários; e aditivos que possam melhorar a
reologia das suspensões aquosas, podendo ser orgânicos ou inorgânicos [3].
Mas é necessária que, primeiramente, seja conhecida a propriedade final
do produto que se deseja fabricar para que as massas cerâmicas sejam
desenvolvidas para atender as especificações solicitadas, principalmente, pelos
mercadores consumidores.
As massas que compõem os corpos cerâmicos, também chamados de
biscoito ou suporte, podem ser classificadas de acordo com as matérias-primas
empregadas, em [21]:
i) massa simples ou natural: são aquelas que se referem à
utilização de uma só matéria-prima, e que dispensa as
necessárias proporções entre os minerais, permitindo a
fabricação da peça cerâmica desejada. Como exemplo, pode-
se citar as massas para o fabrico de telhas, tijolos e
revestimentos via-seca. Podem ainda conter, às vezes, a
mistura de mais de uma argila ou de materiais argilo-arenosos.
ii) massa composta ou artificial: são aquelas compostas por uma
mistura de diversas matérias-primas, cada uma com suas
proporções devidamente estabelecidas em peso ou volume.

12
Referem-se, por exemplo, às massas de louças sanitárias e de
revestimentos via-úmida.
As matérias-primas que compõem a massa, principalmente a massa
composta, são agrupadas em plásticas e não-plásticas. Os materiais plásticos
apresentam importantes características na etapa de conformação das peças
cerâmicas, como moldagem e resistência mecânica a verde [21].
O termo plasticidade diz respeito à capacidade de um material ser
deformado plasticamente sem romper, permanecendo no estado deformado [18].
Os materiais não-plásticos atuam também na etapa de conformação e
secagem, com a função de diminuir a retração das peças e ajudando na secagem.
Estes materiais trabalham em equilíbrio com os materiais plásticos, controlando as
transformações e deformações. Os materiais não-plásticos podem se apresentar
ainda como inertes, vitrificantes e fundentes, na fase de queima [21].
Os materiais fundentes e refratários devem ser dosados proporcionalmente
nas massas cerâmicas, de modo que atendam as características do produto
desejado. Uma aplicação demasiada em materiais fundentes, apesar das vantagens
que aparentemente proporcionam em relação à diminuição da porosidade e
conseqüentemente aumento na resistência mecânica e redução na absorção de
água nos revestimentos cerâmicos, pode provocar alguns problemas, como falta de
estabilidade dimensional e deformação nas peças obtidas [16].
Enfim, deve-se considerar três aspectos na avaliação e/ou
desenvolvimento de uma massa, que são [16]:
i) a fabricabilidade: que é a aplicação da massa desenvolvida no
processo de fabricação, e que seu comportamento seja
condizente com as situações reais de uma indústria cerâmica;
ii) as características do produto final: as massas devem suprir
as características desejadas para o produto final, tais como:
resistência mecânica, absorção de água, planaridade e

13
tamanho (estabilidade dimensional);
iii) aspectos econômicos: adequar as características finais e a
massa desenvolvida à logística de transporte das matérias-
primas até a indústria, reduzindo assim custos de fabricação.
2.5. PROCESSO DE FABRICAÇÃO DE REVESTIMENTOS CERÂMICOS
Não só da natureza química e dos comportamentos físicos das matérias-
primas que os revestimentos cerâmicos dependem para atender suas características
finais. Dependem, também, do processo produtivo e dos controles de suas variáveis,
avaliando as interações entre os aspectos tecnológicos de origem físico-química e
os parâmetros de processamento nas várias etapas do processo [22].
A seqüência deste processo de fabricação compreende algumas etapas,
as quais estão descritas no fluxograma apresentado na Figura 2.1:
Matérias-Primas
Moagem
Aglomeração (Atomização)
Conformação das Peças por Prensagem
Secagem
Esmaltação e Decoração
Sinterização (Queima)
FIGURA 2.1 – FLUXOGRAMA DO PROCESSO DE FABRICAÇÃO DE
REVESTIMENTOS CERÂMICOS – VIA ÚMIDA.

14
2.5.1. Moagem
O objetivo da moagem é diminuir, o máximo possível, o tamanho das
partículas das matérias-primas envolvidas no processo e garantir a homogeneização
da massa cerâmica dentro de uma distribuição granulométrica definida. É uma etapa
em que se deve ter um controle sobre a granulometria da barbotina, que é uma
solução resultante da moagem e que consiste de matérias-primas e água, isto dentro
de um processo de moagem chamado via-úmido. Um alto grau de moagem pode
influenciar na reatividade entre os vários componentes durante a queima devido à
maior área de contato superficial entre as partículas, e com isso contribuir na
melhoria da resistência mecânica do material queimado [22, 23].
Na moagem das matérias-primas devem ser distinguidas diferentes etapas
de redução, todas em função do seu tamanho médio de partículas e pode ser feito a
partir de: britadores, cujo objetivo básico é a ruptura de material em tamanhos
compreendidos entre 5 cm e 1 cm; os trituradores ou desagregadores, para
tamanhos próximos ao milímetro, e os moinhos até a distribuição granulométrica
desejada. A dureza das matérias-primas a moer passa a ser fator determinante na
seleção do equipamento. Um dos equipamentos mais utilizados no processo de
moagem é o moinho de bolas.
2.5.1.1. Moinhos de Bolas
Consistem em recipientes cilíndricos com carcaça metálica e que contém
alojados em seu interior bolas de material duro e de tamanhos variados, conforme
Figura 2.2. Estas bolas podem ser constituídas por materiais tais como seixos
(quartzo) com densidade de 2,4 g/cm3, porcelana com densidade de 2,4 g/cm3 ou
ainda alumina com densidade de 3,6 g/cm3. O material e a distribuição destas bolas
estão associados ao tipo de material que será moído. Geralmente são usados três
diâmetros diferentes de esferas, e pode-se ainda, adotar o uso de um tipo de

15
material ou a mistura de dois tipos, seixos e alumina, por exemplo. A quantidade do
meio de moagem também influencia na eficiência e otimização desta etapa do
processo e pode ser calculada pela expressão 2.1[24].
Q = Vu . d . p . 0,60 (2.1)
100
Onde:
Q: quantidade do meio de moagem (Kg);
Vu: Volume útil do moinho (L);
d: densidade do meio de moagem (g/cm3);
p: percentual de ocupação aparente do meio de moagem;
0,60: fator que se considera para o volume ocupado por bolas, o restante
são espaços vazios.
FIGURA 2.2 – MOINHO DE BOLAS [25].
Em relação à quantidade de produto a moer não existe uma regra geral,
mas algumas indicações são importantes tais como: a barbotina formada deve cobrir
ligeiramente as bolas e o mais eficaz ainda é o teste industrial, avaliando na prática

16
os resultados mais positivos para cada indústria.
Os moinhos são dotados de movimento de rotação, fazendo com que as
bolas desloquem-se, produzindo a moagem por choque e atrito com o material a ser
moído. Porém este movimento precisa ser controlado pela velocidade de rotação e
deve ser tal que o material não sofra moagem excessiva e nem deixe de moer. Uma
boa condição é quando a aceleração centrífuga gira em torno de 60% da aceleração
da gravidade, chamado de efeito cascata, onde as esferas rolam umas sobre as
outras atuando como máxima ação de moagem e tendo um desgaste mínimo das
esferas. O valor ótimo da velocidade de moagem corresponde a valores próximos
entre 50 a 70% da velocidade crítica, que pode ser calculada pela expressão 2.2
[24,26].
Vc = 42,3 (2.2)
Di1/2
Onde:
Vc: velocidade crítica (rpm);
Di: diâmetro interno do moinho (m)
Um tempo de moagem elevado não corresponde em regra, uma maior
moagem conforme mostrado na Figura 2.3, pois dependendo da dureza das
matérias-primas, o excesso no tempo de moagem, com a tentativa de baixar o
resíduo, pode somente elevar os custos de processo. Por outro lado, uma escassa
moagem pode provocar a presença de partículas grossas na massa, e desencadear
variações de tamanho no produto final [5,24].

17
FIGURA 2.3 – GRÁFICO DO RESÍDUO DE MOAGEM.
2.5.1.2. Densidade e viscosidade da barbotina
Em suspensões cerâmicas, preparadas para a atomização (etapa posterior
à moagem, ver Figura 2.1) é importante conhecer o teor de sólidos e, em
conseqüência, a densidade já que a capacidade produtiva do atomizador é
totalmente limitada pela quantidade máxima de água a evaporar, portanto, um maior
conteúdo em sólidos na barbotina, gera menor consumo energético e maior
produção. A expressão 2.3 descreve a relação de densidade:
ρ = m (2.3)
V
Onde:
ρ: densidade (g/cm3);
m: massa (g);
V: volume (cm3).
A viscosidade é uma variável importante nas massas cerâmicas. Em
barbotinas preparadas para a atomização onde é necessário aumentar o conteúdo
Tempo de moagem (h)
Res
ídu
o d
e m
oag
em (
%)

18
de sólidos até onde seja possível, este parâmetro tem um papel importante no
rendimento da moagem. Pode-se definir viscosidade como a dificuldade que
apresenta um fluido ao movimento [27].
Na moagem a adição de água é limitada, como já descrito anteriormente, e
com isso há um aumento na viscosidade da barbotina. Como a densidade não pode
ser variada a única solução consiste na adição de um agente defloculante, que é um
produto químico que pode atuar de duas maneiras: por troca iônica (silicato de sódio
– Na2SiO3) ou por encapsulamento usando um defloculante polimérico. Com isso, as
suspensões cerâmicas fluem melhor e aceleram as descargas dos moinhos
industriais, dando ritmo ao processo nas indústrias [28,29].
2.5.2. Atomização
Nesta etapa do processo é realizada a evaporação parcial da água da
barbotina, acarretando assim a formação de aglomerados esféricos (também
conhecido por pó atomizado) com características e propriedades adequadas como o
tamanho e o formato, para as operações seguintes como a alimentação da prensa e
a prensagem [23,27].
A distribuição granulométrica das massas cerâmicas e dos aglomerados
deve ser perfeitamente controlada, que é ponto importante para a etapa de
prensagem. Esta variação nos tamanhos dos aglomerados formados é resultado da
operação de atomização e consiste em três etapas: formação das gotículas,
secagem das gotículas em ar quente e separação do pó seco. A formação dos
aglomerados se dá então pela retirada da água e os seus tamanhos são
previamente determinados pelos diâmetros das aberturas dos bicos pulverizadores
do equipamento [24,27]. A Figura 2.4 mostra a forma “arredondada” de um
aglomerado.

19
FIGURA 2.4 – AGLOMERADO[25].
2.5.2.1. Atomizadores (“Spray-drier”)
São equipamentos que apresentam, uma câmara de secagem, uma parte
interna em aço inox, uma parte intermediária com revestimento de lã de vidro de
camada dupla e uma parte externa em chapa de alumínio (Figura 2.5). São
projetados para a retirada de água pela pulverização da barbotina a contra corrente
de ar quente dentro da câmara, cuja temperatura varia entre 400 e 550 ºC. Podem
ser equipamentos compostos por coroa porta bicos ou ainda de lanças porta bicos.
Pela pressão que é injetada a barbotina para dentro da câmara, pelos diâmetros
destes bicos pulverizadores, densidade e viscosidade da barbotina se determina a
distribuição granulométrica dos aglomerados. As gotículas formadas apresentam um
movimento ascendente em fluxo de ar quente em forma de espiral [24,28,30].

20
FIGURA 2.5 – ATOMIZADOR[25].
2.5.2.2. Defeitos relacionados a atomização
A variação na umidade do pó atomizado pode gerar defeitos nas
características mecânicas a cru das peças prensadas e trincas na etapa de
secagem. Todavia, são defeitos provenientes da atomização. Para isentar ou
diminuir estas anomalias, a determinação do teor de umidade dos pós deve ser
realizada com freqüência dentro da indústria. Outro ponto a avaliar é a determinação
da resistência a cru e, ainda, controlar os equipamentos de distribuição da água nos
atomizadores, a temperatura do ar dentro da câmara e, por último, deixar o pó
atomizado (úmido) em “descanso” nos silos de estocagem por alguns dias, a fim de
uniformizar a umidade. Este conceito se aplica para pós excessivamente úmidos e
para os extremamente secos. Um excesso de umidade pode gerar baixo
escorrimento dos grãos, sujeira nos estampos das prensas e o aparecimento de

21
“coração negro” em alguns casos [5].
“Coração negro” consiste em uma região escura (geralmente cinza) que se
estende, paralelamente à face e próxima a meia altura da espessura, ao longo da
peça. A sua origem está relacionada à presença de compostos de carbono (matéria
orgânica), óxido de ferro nas argilas e excesso de umidade no pó atomizado [31].
2.5.3. Prensagem (compactação)
É uma das etapas mais importantes do processo de fabricação de
revestimentos cerâmicos, pois uma má compactação dos aglomerados pode
acarretar vários defeitos nas peças cerâmicas.
As partículas das matérias-primas (aglomerados) são comprimidas até um
menor volume possível, por meio de uma pressão exercida, obtendo-se um
empacotamento e agregação destas partículas. O empacotamento vem a ser o
preenchimento total ou parcial dos espaços, com o uso de partículas que podem ser
de formatos irregulares ou arredondados. Sendo assim, pode-se obter alta
densidade aparente a cru, mas que seja compatível com os problemas de “coração
negro” ou desgaseificação, que podem ocorrer durante a etapa de queima
(sinterização) [13,22].
O que pode contribuir para um bom empacotamento é a forma, o arranjo e
a distribuição dos tamanhos das partículas. Uma completa caracterização da
barbotina, habitualmente composta por partículas sólidas em suspensão aquosa
suficientemente defloculada (dispersa), preparada para a atomização é importante
para o processo de produção do pó atomizado, isto inclui sua densidade e
viscosidade [30].

22
Na Figura 2.6 é mostrado teoricamente, como deve se comportar a
distribuição granulométrica do pó atomizado para uma boa compactação.
FIGURA 2.6 – DISTRIBUIÇÃO GRANULOMÉTRICA [25].
2.5.3.1. Prensas
Para a fabricação de peças de revestimentos cerâmicos são utilizadas
prensas hidráulicas (Figura 2.7) para a compactação dos aglomerados, conferindo-
lhes além da resistência mecânica a cru, a forma geométrica desejada.
As prensas hidráulicas são equipamentos onde a ação da prensagem se
dá mediante a transformação de energia hidráulica em força de deformação. Um
pistão de duplo efeito que se move no interior de um êmbolo, é o órgão principal do
movimento da máquina. Estas prensas têm como características principais a
constância na força de prensagem, que influencia diretamente na retração das
peças cerâmicas após a queima pela pressão de compactação, ou seja, quanto
maior a pressão de prensagem, menor será a retração do produto acabado e vice-
versa; a granulometria; a umidade e a distribuição de pó nos estampos, que são
condições que afetam o pó a prensar e, a constância no tempo do ciclo de
prensagem que dá condição à alta produtividade[21,24,28].

23
Pode-se dizer ainda que em peças com alta densidade aparente a cru, são
encontrados valores de umidade do pó elevados ou uma maior pressão de
compactação. Estas três variáveis são importantes, pois determinam as
características do módulo de ruptura das peças cruas e queimadas, a absorção de
água e a retração linear após a queima.
FIGURA 2.7 - PRENSA HIDRÁULICA[25].
2.5.3.2. Considerações sobre a prensagem
Outro conceito de prensagem é a densificação da peça a cru, no sentido de
eliminação dos vazios existentes entre as partículas da massa. A total eliminação
dos chamados vazios é impossível, pois a massa teria seu peso específico real
devido a ausência da deformação plástica.
• Alimentação do pó e estampos
O carrinho alimentador consiste em uma grelha que transporta o pó que
vêm dos silos da prensa e o transfere por queda na cavidade do estampo,

24
previamente regulada para a espessura desejada, da forma mais uniforme
possível[5,32].
• Produtos cerâmicos
Parte dos defeitos no produto acabado têm origem na prensagem, porém
as suas causas podem ser as mais variadas, podendo ser [5,32]:
i) baixa carga na prensagem: encontram-se, algumas vezes, vazios
que determinam macroscopicamente laminações ou trincas nas
peças. Estes defeitos provêm da impossibilidade de eliminar parte
do ar contido entre as diversas partículas do pó, não dependendo da
composição ou da moagem, mas da insuficiente homogeneidade da
granulometria e umidade dos mesmos. Quando muito baixa, a
umidade pode fazer com que as peças não alcancem a
compactação suficiente para suportar as operações sucessivas à
conformação;
ii) laminação: ocorre devido à incorporação de ar no corpo da peça.
Defeito que obviamente acontece quanto maior for a quantidade de
ar presente na carga em que se concentra alta porcentagem de
finos;
iii) geometria: podem ser originados pela composição da massa, pelo
método de preparação dos pós, umidade e granulometria dos pós e
a densidade do material prensado;
iv) sujeira no estampo: quanto mais úmido for o pó, maior a tendência
de sujar o estampo.
Deve-se evitar em primeiro lugar, o aparecimento dos defeitos, e não
individualizar as causas quando eles já tenham se manifestado. Para o controle do
processo, é importante implantar na etapa de prensagem, uma metodologia de
trabalho, que se traduza posteriormente em benefícios para a indústria [5].

25
2.5.4. Secagem
A operação de secagem é considerada aparentemente simples, uma vez
que os fenômenos físicos que são verificados durante a evaporação de umidade
residual das massas cerâmicas são evidentes e controláveis. O único problema
neste caso é exclusivamente do equipamento a ser utilizado nesta etapa. Com a
evaporação da água residual, nota-se um aumento na resistência mecânica da peça
cerâmica crua, e que é atribuída pela densificação provocada pelo empacotamento e
atração de partículas que aumentam as forças de ligação entres elas [23,24].
É um processo térmico que realiza a eliminação de grande parte da água
de constituição e de adição, e depende de alguns fatores: estado do ar (temperatura
e umidade), a quantidade de ar em contato com o material a secar, a superfície
específica do material (relação superfície/volume) e a natureza do material [28].
2.5.4.1. Secadores
Os secadores utilizados no processo industrial para a fabricação de
revestimentos cerâmicos são equipamentos de secagem por meio de calor, e podem
ser divididos em secadores contínuos horizontais ou verticais [24]. A Figura 2.8
mostra o esquema de um secador tipo vertical.
As peças cerâmicas entram no secador com o objetivo de retirarem certa
quantidade de água, necessária na etapa de prensagem. Com isso, as peças sofrem
uma redução no volume, pela retração linear e conseqüentemente aumentam a
resistência mecânica a cru.
Os secadores verticais têm um princípio de funcionamento que foi criado
essencialmente para realizar um fluxo de ar em contra corrente ao fluxo do material
a secar. Assim sendo, as peças cerâmicas ao entrarem no secador, são cobertas
por ar moderadamente quente e estão bastante úmidas; durante o processo as
“regiões” são cada vez mais quentes e menos úmidas. O sistema de circulação do ar

26
é ajustado mediante uma série de “janelas” (reguláveis) situadas ao longo de todo o
secador.
FIGURA 2.8 – ESQUEMA DE UM SECADOR TIPO VERTICAL[25].
2.5.5. Esmaltação e decoração
Esta é uma etapa onde as peças cerâmicas a verde e secas, recebem
aplicações de esmaltes cerâmicos, tintas e decorações. É onde se dá o efeito
estético do produto final.
A linha de esmaltação é composta por estruturas metálicas, polias e
correias e dos equipamentos de aplicação dos esmaltes e tintas (cabines de
aplicação e máquinas serigráficas) [24].
Os esmaltes cerâmicos são compostos por fritas, caulins, argilas,
feldspatos, entre outros. São vidros tratados térmica e quimicamente, e que
conferem à peça o brilho vítreo característico. Os esmaltes cerâmicos têm a função
de higienizar o produto, dar a resistência à abrasão, além do efeito estético já
mencionado [22]. A Figura 2.9 mostra uma linha de esmaltação.

27
FIGURA 2.9 – LINHA DE ESMALTAÇÃO [25].
2.5.6. Sinterização (queima)
A queima dos materiais cerâmicos é uma etapa do processo, onde se
manifestam todas as operações realizadas durante a fabricação, aparecendo
freqüentemente defeitos nas peças acabadas ocasionados em etapas anteriores,
mas que até então não haviam sido detectados.
Na sinterização as partículas se aglomeram formando uma massa coerente
que trazem mudanças significativas ao produto cerâmico, sugerido por Van Vlack [12]
como:
i) redução na área específica total;
ii) redução no volume aparente total (diminuição da porosidade);
iii) aumento na resistência mecânica.
Pode-se definir como sinterização o processo de tratamento térmico a
temperaturas elevadas, onde um sistema de partículas individuais ou um corpo
poroso sofrem modificações em algumas de suas propriedades no sentido de chegar
num estado de máxima densificação possível, reduzindo conseqüentemente, a
porosidade do material. Devido a densificação, o material sofre uma retração (que se
pode chamar de retração de queima do material), influenciando na estabilidade
dimensional e na resistência mecânica final do produto cerâmico [12,29].

28
Quando as partículas se unem em um contato mais íntimo, o que reduz a
porosidade, iniciam-se os mecanismos de sinterização, que podem ser divididos em
três estágios, conhecidos também como teoria da sinterização[29,33,34]:
i) etapa inicial ou formação da área de contato (necking stage):
as partículas começam a unir-se entre si. Nesta etapa da
sinterização não há um crescimento visível das partículas e a
retração macroscópica é praticamente imperceptível.
ii) diminuição do volume dos poros: com o tempo de sinterização,
os poros (fases vazias) diminuem, e se tem um sistema
formado por um material maciço e poros. Os poros são na
realidade um reservatório de vazios, os vazios se difundem
dentro da matriz e são aniquilados nos poros maiores no
estágio intermediário, do qual os poros ainda são maiores e ao
mesmo tempo ainda há bastante contorno de grão. Neste
estágio a retração e a diminuição da porosidade apresentam
uma velocidade maior que no estágio final.
iii) formação da porosidade fechada: neste estágio, os poros
tendem a conseguir uma forma esférica. A velocidade de
sinterização diminui e o aumento da retração da peça cerâmica
é muito menor do que na etapa anterior, sendo difícil
determinar o término do processo de sinterização.

29
Na Figura 2.10 são ilustrados estes estágios de sinterização.
FIGURA 2.10 – ESTÁGIOS DE SINTERIZAÇÃO [25].
(1) Formação da área de contato;
(2) Diminuição do volume de poros;
(3) Formação da porosidade fechada.
Os átomos dos grãos menores são transferidos para os maiores, e os
poros são substituídos por materiais sólidos. Essa transferência de massa pode ser
acompanhada por quatro mecanismos distintos, porém algumas vezes simultâneos.
Na Figura 2.11 estão exemplificados os mecanismos de transporte de
matéria.
FIGURA 2.11 – MECANISMOS DE SINTERIZAÇÃO[12,33]

30
(a) Escoamento viscoso: prevalece no processo de sinterização das
partículas vítreas. Na sinterização de produtos vidrados obtidos de
barbotinas, pequenas partículas de vidro são aglomeradas em um
produto pouco poroso através do escoamento viscoso e devido a
tensões superficiais. As temperaturas elevadas aumentam
intensamente a velocidade de sinterização, pois a velocidade do fluxo,
comparativamente à viscosidade, está relacionada logariticamente com
o inverso da temperatura.
(b) Difusão: aparentemente é o principal mecanismo de sinterização dos
produtos cerâmicos com fases simples, os materiais cerâmicos
magnéticos e ferroelétricos, por exemplo. A difusão envolve o
movimento dos átomos e o movimento, em sentido contrário, dos
vazios do reticulado. Há uma redução do volume total devido ao
contato entre partículas, de modo tal que os centros dos grãos fiquem
mais próximos uns dos outros.
(c) Vaporização e condensação: este mecanismo é aparentemente
significante na sinterização de ZnO e SiC. Os princípios da sinterização
por transporte de vapor são iguais àqueles da sinterização por
transporte de líquido.
(d) Solução e precipitação: a sinterização na fase líquida envolve a
remoção dos íons ou átomos das superfícies de maior energia, e
deposição dos mesmos nas superfícies de menor energia. As
superfícies de energia mais elevada são aquelas que apresentam
pequeno raio de curvatura convexo; as superfícies de energia mais
baixa são aquelas que apresentam pequeno raio de curvatura
côncava. As superfícies com grande raio e as superfícies planas são
intermediárias. Os grãos sólidos são sempre separados por um filme
líquido, pois o ângulo diedro de penetração do líquido, ao longo do

31
contorno do grão, é 0º. Neste caso a resistência necessária para
resistir às tensões externas a altas temperaturas é somente uma
conseqüência das forças capilares e da viscosidade do líquido. Os
grãos sólidos formam contornos de grão sólido-sólido, de tal forma que
os ângulos diedros finitos apresentam as configurações de menor
energia, assim mantém uma resistência mecânica pelo contato sólido-
sólido, mesmo que o líquido esteja presente. Em baixas temperaturas,
a solidificação ou aumento da viscosidade do líquido contribui para a
resistência mecânica nos dois casos.
2.5.6.1. Fornos
Os equipamentos utilizados para a queima dos materiais cerâmicos são os
fornos. Para as indústrias de revestimentos são comumente usados os fornos a rolos
intermitentes, que por meio de calor, realizam transformações físico-químicas nos
materiais cerâmicos. São compostos por queimadores, que são utilizados para a
combustão de combustíveis gasosos, como gás natural ou GLP (gás liquefeito de
petróleo) [24].
A Figura 2.11 mostra a saída de um forno a rolo monocanal.
FIGURA 2.12 – FORNO A ROLO MONOCANAL [25].

32
2.5.6.2. Controles da operação de queima
Deve-se ter um rigoroso controle sobre a operação de queima, pois muitos
defeitos de fabricação estão ligados diretamente a esta etapa. Por isso alguns
fatores devem ser controlados, como o intervalo de queima, a operação gradual de
aquecimento, seguida de um tempo de permanência na temperatura máxima
especificada e o resfriamento adequado para que variáveis como retração linear e
absorção de água estejam sob controle. Os constituintes de alguns produtos podem
apresentar variações de volume durante o aquecimento, assim como a
transformação de inversão entre as formas polimórficas de quartzo de alta e baixa
temperaturas, cristobalita e tridimita, respectivamente. Isto se traduz em um sério
problema, uma vez que os produtos cerâmicos apresentam uma velocidade de
aquecimento limitada e um elevado gradiente térmico pode provocar trincas e deve
ser evitado [12].
Por isso, as variáveis, tempo e temperatura, passam a ser regras básicas
no controle da queima dos materiais cerâmicos. É possível a construção de uma
curva de queima ideal para cada material, respeitando suas propriedades e
características.
2.6. PROPRIEDADES FINAIS DOS REVESTIMENTOS CERÂMICOS
Os revestimentos cerâmicos adquirem suas propriedades finais tão logo
tenha sido concluído todo o seu processamento, principalmente após a fase de
sinterização ou queima, cujo objetivo maior é desenvolver as microestruturas
adequadas por meio da transformação físico-química das massas cerâmicas.
A resistência mecânica de um material, uma das principais propriedades
dos materiais cerâmicos, se comporta inversamente proporcional com a absorção de
água. Isto porque, a absorção de água tem relação direta com a porosidade e seu

33
tamanho de grão; em outras palavras, uma maior resistência mecânica é obtida
quando há simultaneamente baixa porosidade e pequeno tamanho de grão. Todavia,
deve-se limitar, o tanto quanto possível, a porosidade do material, uma vez que na
tentativa de baixá-la pode-se provocar uma deformação, já é uma função específica
da temperatura e do tempo de queima [12].
O que se busca são materiais mais resistentes mecanicamente e com
baixas absorções de água, o que dá um incremento técnico e comercial aos
revestimentos cerâmicos.
Para a determinação da resistência mecânica pelo método da carga de
ruptura dos revestimentos cerâmicos, é utilizada a norma americana ASTM C-648-
98 [35].

34
3. MATERIAIS E MÉTODOS
3.1. OBJETIVO
Desenvolver uma massa cerâmica com absorção de água inferior a 3%, e
com resistência mecânica que atenda a norma ASTM C-648-98[35].
3.2. DESENVOLVIMENTO
Este trabalho foi realizado analisando-se duas massas cerâmicas distintas,
uma com absorção de água de 7,5%, e outra, desenvolvida, com absorção de água
de 2,5%, comparando assim, as diferentes propriedades finais dos revestimentos
cerâmicos. Todo o trabalho foi realizado em escala industrial, com exceção de
alguns ensaios laboratoriais.
Até chegar à massa desejada, que atendesse o objetivo deste trabalho,
alguns passos foram seguidos.
Sem alteração na composição, usando-se a massa padrão (M-155), foram
realizados testes de queima, aumentando o ciclo (tempo x temperatura) do forno
industrial no intuito de sinterizar mais o material e assim diminuir a absorção de água
e aumentar a carga de ruptura. Porém, estes testes não resultaram em valores
esperados.
O próximo passo foi então desenvolver novas matérias-primas, mais
fundentes e que juntamente às adaptações ao processo fabril, mostrassem os
comportamentos desejados à realização do objetivo.
As composições destas duas massas estão nas tabelas 3.1 e 3.2.

35
TABELA 3.1 – COMPOSIÇÃO DA MASSA M-155 (AA = 7,5%)
Material %
Argila Cr 14,0
Argila Ort 24,0
Argila F 26,0
Filito LV 20,0
Talco CR 6,0
Filito BC 10,0
TABELA 3.2 – COMPOSIÇÃO DA MASSA FP-58 (AA = 2,5%)
Material %
Argila Ort B 10,0
Argila TV 10,0
Argila M3 20,0
Talco 8,0
Caulim 7,0
Filito 02 20,0
Albita 18,0
Ortoclásio 7,0
O estudo realizado seguiu a seguinte seqüência:
• caracterização química das matérias primas;
• caracterização físico-química das massas cerâmicas;
• análise das condições do processo fabril;
• avaliação e conclusão dos resultados.

36
3.3. CARACTERIZAÇÃO QUÍMICA DAS MATÉRIAS-PRIMAS E FÍSICO-QUÍMICA
DAS MASSAS CERÂMICAS
• Preparo
a) Matérias-primas
Para a composição das duas massas cerâmicas, foram utilizadas 14
matérias-primas. Destas, seis são argilas, três são filitos, dois são talcos, uma é
caulim, uma é feldspato e uma é albita.
Uma quantidade de cada um destes materiais foi coletada nos boxes de
armazenamento da indústria e em bandejas metálicas foram colocados para
secagem total em estufa de laboratório a uma temperatura de 105 + 5 ºC. Após, uma
amostra de cada uma das matérias-primas foi encaminhada ao laboratório do CTC-
Labmat em Criciúma – SC para as devidas caracterizações.
b) Massas cerâmicas
As duas massas cerâmicas foram chamadas de M-155 (produtos para
mercado interno) e FP-58 (produtos para o mercado externo). As amostras foram
coletadas na saída do atomizador, e colocadas para a secagem total em estufa de
laboratório a uma temperatura de 105 + 5 ºC.
• Caracterização
a) Matérias-primas
As matérias-primas foram caracterizadas quimicamente, com intuito de
avaliar o teor de álcalis presentes, avaliando qual das duas massas poderia
apresentar maior caráter fundente teoricamente, e se na prática isto se concretiza.
A análise química foi então determinada pelo método de fluorescência de
raios X (FRX) em equipamento PHILIPS PW 3710.

37
b) Massas cerâmicas
A caracterização das massas cerâmicas incluiu:
i) análise química pelo método de fluorescência de raios X (FRX)
em equipamento PHILIPS PW 3710, o mesmo empregado na
análise química das matérias-primas;
ii) a distribuição do tamanho de partículas foi determinada por
granulômetro a laser, CILAS, modelo 1064. O princípio desta
técnica utiliza um feixe de luz colimado que incide sobre às
partículas dispersas em meio líquido. Por meio de teorias de
difração e métodos matemáticos, estima-se o tamanho das
partículas. Este equipamento é composto basicamente de um
reservatório acoplado a um ultra-som, lentes, um feixe de laser
e lentes receptoras de imagem;
iii) diagramas de gresificação, foram obtidos, com intuito de
analisar o comportamento das massas cerâmicas antes da
etapa de queima, relacionando a absorção de água, retração e
densificação do material queimado em diferentes patamares de
temperatura. Este ensaio foi realizado com forno Explorer de
laboratório.
3.4. CARACTERIZAÇÃO DAS MASSAS CERÂMICAS DURANTE AS ETAPAS DO
PROCESSO FABRIL
3.4.1. Moagem
As moagens das massas cerâmicas foram realizadas sempre em escala
industrial, utilizando-se moinhos de bolas.

38
O carregamento das cargas dos moinhos para as moagens encontra-se
listada na Tabela 3.3.
TABELA 3.3 – CARREGAMENTO DAS CARGAS DOS MOINHOS.
Quantidade de
material (Kg)
Quantidade de
água (Kg)
Carga de bolas
(ton)
Tipo do material
das bolas
8000 4307 10 AAD* e quartzo
* Alumina de alta densidade
A densidade das bolas de AAD e de quartzo utilizadas foi de 3,6 e 2,5
g/cm3 respectivamente. A proporção de cada uma das bolas foi de 1:1, com
diâmetros de 50 mm para as bolas de AAD e de 50 a 70 mm para as bolas de
quartzo. Como as bolas de AAD são mais densas, oferecem otimização à moagem,
reduzindo o tempo de giro dos moinhos. A escolha pela utilização de bolas com
diferentes materiais foi devido ao custo, pois as de AAD apesar de serem mais
eficazes, são bem mais caras.
O problema da contaminação com quartzo na massa foi controlado pelo
percentual do resíduo de moagem. Quanto maior este resíduo maior o percentual de
quartzo na massa.
Além das quantidades de material e água, fez-se necessário o uso de um
aditivo químico (silicato de sódio) com 0,9% em peso, para o controle de
defloculação das massas, de modo a atingir as condições normais de trabalho de
densidade e viscosidade da barbotina. O tempo de moagem para a massa FP-58 foi
determinado por meio de testes industriais, variando o tempo de moagem de 5 a 8
horas, e avaliando-se os resíduos de moagem para cada em destes horários. Para a
massa M-155, manteve-se o tempo de moagem de 5 horas, adotado como padrão
da indústria para os produtos fabricados com absorção de água entre 6 e 10%.
Também adotou-se o uso de peneiras de malha 325 mesh para o ensaio

39
de resíduo de moagem. Para isto, separou-se uma amostra de 100 ml de barbotina
que é peneirada com auxílio de água, até que a água passasse clara através da
peneira. O material retido na peneira foi seco em estufa a uma temperatura de 105 +
5 ºC. Por último, este material foi pesado em balança digital com incremento de 0,01
g. O peso obtido foi o percentual de resíduo encontrado.
Com um picnômetro com volume de 200 ml. Usando-se uma balança
digital com incremento de 0,01g e mantendo-se a relação massa/volume,
determinou-se a densidade da barbotina.
O tempo de escoamento (viscosidade) foi determinado pelo equipamento
chamado Copo Ford Nº 6, que um recipiente com capacidade de 100 ml de amostra
e que, tem um orifício na parte inferior, com abertura de 6mm. Com o auxílio de um
cronômetro digital, foi possível medir o tempo que a barbotina levou para escoar pelo
equipamento. Sendo assim, quanto maior o tempo de escoamento, mais “viscoso” e
vice-versa.
3.4.2. Atomização
Com sua devida reologia, a barbotina foi atomizada em um atomizador
(Spray-Drier) industrial da marca SACMI com capacidade produtiva de 8 ton/h. O
equipamento foi regulado para atender a distribuição granulométrica e umidade
padrão do pó atomizado.
O controle da granulometria do pó atomizado foi feito com auxílio de
peneiras, sendo estas com aberturas de malhas diferentes e dispostas na seqüência
iniciando com as malhas de aberturas maiores para as de aberturas menores,
havendo a separação por tamanhos dos grânulos relacionados às aberturas das
respectivas malhas. Determinou-se a quantidade de cada tamanho de grânulo.
A umidade do pó foi determinada com um equipamento METLER –
ANALISADOR DE UMIDADE. O princípio desta técnica se resume na perda de
massa que o material sofre quando deixado por um período de 10 minutos a uma

40
temperatura constante de 120 ºC, proporcionada por dois emissores de radiação
infravermelho com potência de 250 W cada. Sabendo-se o peso inicial e o peso final
depois do tempo programado, o equipamento calcula automaticamente o percentual
de umidade (expressão 3.1).
%Umidade = Pfinal – Pinicial x 100 (3.1
Pinicial
Onde:
Pfinal: peso final da amostra (g);
Pinicial: peso inicial da amostra (g).
3.4.3. Conformação por prensagem
O processo de conformação por prensagem das massas cerâmicas em
estudo foi realizado em uma prensa hidráulica industrial SACMI PH 980.
As peças cerâmicas (biscoitos) da massa M-155 foram prensadas nas
dimensões médias de (325,0 x 325,0 x 7,1) mm. A pressão específica de
compactação sobre a peça foi de 28 MPa. Para as peças da massa FP-58 a
espessura de prensagem foi alterada para 8,2 mm ficando nas dimensões médias de
(331,0 x 331,0 x 8,0) mm. A pressão específica de compactação foi a mesma, 28
MPa.
• Densidade aparente das peças cerâmicas a cru
Para a determinação da densidade aparente das peças cerâmicas foi
utilizado um aparelho e cujo método se baseia no empuxo que a peça experimenta
quando imersa em mercúrio. O aparelho consiste em um recipiente contendo
mercúrio, uma balança digital com incremento de 0,01 g e um conjunto de hastes

41
metálicas com função de imergir a peça. Os corpos-de-prova foram inicialmente
cortados em posições previamente definidas pela indústria e que reproduzem os
pontos mais críticos de prensagem, nas extremidades e centro das peças. A seguir
estes corpos-de-prova cortados foram pesados e seus pesos devidamente anotados.
Depois o recipiente contendo o mercúrio foi colocado sobre a balança, e descontado
seu peso (tarando a balança). Então os corpos-de-prova foram colocados dentro
deste recipiente e com o auxílio das hastes metálicas, foram forçados a imergir no
mercúrio, o que gerou um peso, devidamente anotado. Utilizando a expressão 3.2
pode-se calcular a densidade aparente das peças cerâmicas.
Dap = M. Sólido x Densidade do Mercúrio (3.2)
Empuxo
Onde:
Dap: densidade aparente (g/cm3);
M. sólido: massa do material seco (g);
Empuxo: massa do material sob imersão (g);
Densidade do Mercúrio: 13,5335 g/cm3.
3.4.4. Secagem e queima
• Secagem
Depois de prensadas, as peças cerâmicas passaram por um secador
horizontal a rolos contínuo da marca WELKO. O ciclo de secagem durou 14 minutos
para a massa M-155 e 17 minutos para a massa FP-58. As peças saíram com uma
temperatura aproximada de 90 ºC. Além de retirar quase toda a umidade, deixando
as peças com 0,8% de água no máximo, a secagem aumentou a resistência
mecânica da peça a verde, devido a retração de secagem, que une as partículas e
diminuiu a porosidade.

42
• Queima (sinterização)
A queima das peças cerâmicas foi realizada em um forno industrial a rolos
contínuo marca WELKO, com 82 m de comprimento e 1,5 m de largura útil. Cada
uma das massas cerâmicas trabalhou com um determinado patamar de temperatura
e um ciclo de queima devido às suas características físico-químicas e suas
propriedades finais desejadas. A temperatura de trabalho para a massa FP-58 foi
determinada por testes em escala industrial em diferentes patamares e, até o
resultado esperado. É mostrado no capítulo 4.
A massa M-155 foi trabalhada a uma temperatura máxima de 1165 ºC com
ciclo de 20 minutos. Já a massa FP-58 à temperatura máxima de 1185 ºC com ciclo
de 26 minutos.
3.4.4.1. Ensaios realizados após a queima
• Absorção de água
Ensaio realizado através das normas ISO 10545–3 [10] e ASTM C 973–88
[9].
A massa M-155 foi submetida ao ensaio baseado na norma ISO 10545-3[10]
e que consiste em pesar as peças já queimadas anotando seus valores. Em seguida
estas peças foram colocadas em um recipiente em banho de água fervente (100 ºC)
e mantidas durante 2 horas. Ao término deste tempo, o aquecimento foi interrompido
e as mesmas ficaram resfriando por 4 horas. As peças foram então retiradas uma a
uma, secadas superficialmente e pesadas. O cálculo para os valores de absorção de
água foi feito pela expressão (3.3).
% A.A. = Pfinal – Pinicial x 100 (3.3)
Pinicial

43
Onde:
A.A.: absorção de água (%);
Pfinal: peso final da peça úmida (g);
Pinicial: peso inicial da peça seca (g).
Já a massa FP-58 foi submetida ao ensaio de absorção de água baseado
na norma ASTM C 973 – 88 [9], que é exigida por alguns mercados consumidores,
EUA, por exemplo. Este método consiste em pesar as peças e anotar os devidos
valores, posteriormente estas peças são colocadas em banho de água fervente (100
ºC) por 5 horas, deixando-as resfriar por 24 horas. O cálculo da absorção de água é
o mesmo da expressão (3.3).
• Retração de queima (retração linear)
A retração de queima das peças cerâmicas foi calculada pela diferença
entre as medidas da peça crua e da peça queimada, como mostra a expressão (3.4).
% R = Linicial – Lfinal x 100 (3.4)
Linicial
Onde:
R: retração de queima (%);
Linicial: comprimento inicial ou medida da peça crua (mm);
Lfinal: comprimento final ou medida da peça queimada (mm).
• Resistência mecânica da peça queimada
Para obter os valores da resistência mecânica das peças queimadas foi
utilizado um equipamento chamado CRÔMETRO, de marca GABBRIELLI, com três
pontos de apoio para as peças.
Para este caso, foi adotado o método de ensaio baseado na norma ASTM

44
C-648-98 [35] tanto para as peças da massa M-155 quanto para as peças da massa
FP-58, por ser mais rígida, exigindo altos valores de carga de ruptura para os
revestimentos cerâmicos.
Este método consiste em colocar a peça cerâmica em três pontos de
apoio. A travessa inferior que contém a peça, por meio de ar comprimido, sobe
lentamente até começar a exercer uma força sobre uma esfera que se encontra
localizada na parte superior do equipamento e é fixa. A força transmitida contra esta
esfera é convertida em uma carga de ruptura traduzida pela leitura de um
manômetro. Quando a peça se rompe, o manômetro trava e é marcado o valor, em
Kgf. Como pela norma ASTM C-648-98 os valores de carga de ruptura são
expressos em Lbf (libras-força), os resultados em Kgf são multiplicados pelo fator de
conversão 2,20465. Porém a unidade de medida adotada neste trabalho foi N
(Newton), pelo SI – Sistema Internacional de Unidades. Para isso, os valores foram
transformados, multiplicando-se ao resultado em Lbf, o valor de 4,448 N.

45
4. RESULTADOS E DISCUSSÃO
4.1. CARACTERIZAÇÃO QUÍMICA DAS MATÉRIAS-PRIMAS E MASSAS
CERÂMICAS
a) Matérias-Primas
Os resultados das análises químicas (em %) das matérias-primas estão
apresentados nas Tabelas 4.1 e 4.2.
TABELA 4.1 – ANÁLISE QUÍMICA DAS MATÉRIAS-PRIMAS DA MASSA M-155.
Óxidos Argila Cr Argila Ort Argila F Filito LV Talco CR Filito BC
SiO2 74,28 69,46 66,53 69,06 64,11 67,95
Al2O3 13,88 17,12 17,26 17,84 4,14 19,26
Fe2O3 2,75 4,39 4,49 1,61 2,16 2,64
CaO 0,17 0,05 0,19 0,04 0,85 0,04
Na2O 0,06 0,05 0,53 0,01 0,04 0,20
K2O 1,50 1,30 3,40 5,50 0,10 4,25
MnO 0,01 0,04 0,07 0,01 0,16 0,02
TiO2 0,42 0,76 0,67 1,60 0,20 0,90
MgO 0,92 0,79 1,41 1,01 21,90 0,29
P2O5 0,03 0,07 0,06 0,03 0,15 0,04
PF* 5,98 5,94 5,40 3,29 6,19 4,41
*PF: Perda ao fogo

46
TABELA 4.2 – ANÁLISE QUÍMICA DAS MATÉRIAS-PRIMAS DA MASSA FP-58.
Óxidos Argila
Ort B
Argila
M3
Argila
TV
Filito
02
Talco
G
Caulim Albita Feldspato
SiO2 73,86 56,63 72,76 75,13 64,72 61,91 64,32 69,54
Al2O3 15,52 27,52 15,11 13,99 2,07 21,02 21,62 17,35
Fe2O3 1,87 1,34 2,31 1,46 0,87 2,09 0,14 0,14
CaO 0,06 0,06 0,08 0,03 0,67 0,81 0,37 0,14
Na2O 0,10 0,04 0,09 0,12 0,02 4,31 9,66 4,47
K2O 1,26 0,51 3,32 4,58 0,09 1,36 0,07 7,4
MnO 0,01 0,01 0,01 0,01 0,08 0,06 0,01 -
TiO2 0,83 2,06 0,50 0,56 0,11 0,26 0,76 0,01
MgO 0,60 0,08 1,01 1,20 26,13 2,80 0,01 0,01
P2O5 0,06 0,03 0,06 0,04 0,03 0,03 0,04 -
PF* 5,84 11,72 4,74 2,89 5,21 5,35 3,01 0,98
*PF: Perda ao fogo

47
b) Massas cerâmicas
Na Tabela 4.3 estão mostrados os resultados das análises químicas (em
%) das massas cerâmicas M-155 e FP-58.
TABELA 4.3 – ANÁLISE QUÍMICA DAS MASSAS CERÂMICAS: M-155 E FP-58
Óxidos M-155 FP-58
SiO2 68,34 67,07
Al2O3 16,08 15,43
Fe2O3 3,64 1,14
CaO 0,28 0,22
Na2O 0,60 1,96
K2O 2,86 1,87
MnO 0,04 0,02
TiO2 0,82 0,71
MgO 2,17 6,22
P2O5 0,06 0,05
PF* 5,12 5,32
*PF: Perda ao fogo
Pode-se observar que as matérias-primas empregadas na formulação da
massa M-155 são diferentes das empregadas na formulação da massa FP-58. Isto
traduz, quimicamente, uma necessidade de utilização de matérias-primas com maior
teor de álcalis (Na2O, K2O e MgO = 10,55%) na FP-58 proporcionando a fundência
necessária, e ajudando a diminuir a temperatura onde a peça alcança absorção de
água menor que 3%, tornado-se assim um produto vitrificado.
A quantidade de álcalis presentes na massa M-155 é de 5,63%, e é uma
massa que apresenta absorção de água de 7,5% sendo uma composição para

48
produtos semi-vitrificados, podendo ser chamados de produtos semi-porosos. Pode-
se considerar ainda a proporção de Fe2O3 de 3,64% que participa neste caso como
um fundente, porém com temperaturas não tão elevadas. O Fe2O3 em
concentrações mais altas, confere à massa uma coloração mais escura, e que nesta
composição adquire uma tonalidade marrom-avermelhado. Já na massa FP-58, as
quantidades de Fe2O3 são menores, dando a esta massa uma coloração bem mais
clara, que dá ao revestimento cerâmico um maior valor comercial, além de favorecer
o desenvolvimento das cores dos esmaltes cerâmicos que são aplicados sobre as
peças.
Na Figura 4.1 é mostrada a diferença de cor entre as duas massas
cerâmicas.
FIGURA 4.1 – COMPARAÇÃO DE COR DAS DUAS MASSAS.
Para a obtenção de um teor de álcalis mais elevado na massa FP-58, foi
necessário adicionar não só ortoclásio (feldspato potássico), mas também albita
(feldspato sódico) que contém em sua composição química 9,66% de Na2O,
abaixando o ponto de fusão da massa cerâmica.
O talco utilizado na FP-58 apresenta um teor de MgO de 26,13% enquanto
0����� )3����
49
que na M-155 o valor de MgO é de 21,90%. Com isso, o talco empregado na FP-58
juntamente com a albita e o ortoclásio, formou um eutético diminuindo a temperatura
de queima das peças. Além disso, o talco ajudou na estabilidade térmica do material,
principalmente em ciclos de queima rápidos, controlando o chamado “choque
térmico”.
Em relação aos filitos, na massa M-155 foi trabalhado com dois tipos, num
total de 30,0% na composição, de forma a:
• contribui para a massa cerâmica, com altos teores de K2O;
• por serem materiais com baixa plasticidade, ajudaram nas características
reológicas da barbotina, principalmente na defloculação, otimizando a descarga dos
moinhos, uma vez que a massa M-155 apresenta 64,0% de material argiloso, o que
aumenta a viscosidade da solução;
• utilizar fornecedores alternativos, com possível redução dos custos de
produção.
Na FP-58 o filito usado apresentou índices mais baixos de Fe2O3,
proporcionando à massa uma cor de queima mais clara, sendo este seu principal
objetivo.
O caulim, que é uma argila ilítica-caulinítica, foi utilizado na FP-58 como um
fundente, pois apresentava 1,36% de K2O e 2,09% de Fe2O3. Sua cor de queima
não é tão clara devido à proporção de Fe2O3, queimando para uma tonalidade
esverdeada.
O material argiloso da FP-58 representou 40,0% da composição e, neste
caso, tem como função dar a plasticidade mínima ao material para a etapa de
prensagem. Estas argilas também tiveram baixos índices de Fe2O3, se comparadas
às argilas da M-155, pois como são de um produto de grés esmaltado devem ter
uma coloração mais clara. Em contra partida a massa M-155 de revestimento
esmaltado semivitrificado, não tem a preocupação com a coloração, e suas argilas
têm teores de Fe2O3 mais elevado.

50
4.2. CARACTERIZAÇÃO FÍSICA DAS MASSAS CERÂMICAS E PARÂMETROS DO
PROCESSO INDUSTRIAL
4.2.1. Distribuição do tamanho de partículas das massas cerâmicas
O ensaio de distribuição do tamanho das partículas das massas cerâmicas
foi realizado com o pó já atomizado após a moagem.
As Tabelas 4.4 e 4.5 são listados os valores encontrados neste ensaio
tanto para a M-155, quanto para a FP-58, que foram medidos pelo método de
difração a laser.
TABELA 4.4 – DISTRIBUIÇÃO DO TAMANHO DE PARTÍCULAS DA MASSA M-155
10,0% das partículas abaixo de 1,17 µm
50,0% das partículas abaixo de 6,76 µm
90,0% das partículas abaixo de 26,41 µm
100,0% das partículas abaixo de 56,00 µm
TABELA 4.5 – DISTRIBUIÇÃO DO TAMANHO DE PARTÍCULAS DA MASSA FP-58
10,0% das partículas abaixo de 1,20 µm
50,0% das partículas abaixo de 6,63 µm
90,0% das partículas abaixo de 23,06 µm
100,0% das partículas abaixo de 56,00 µm
Comparativamente, as duas massas apresentaram uma distribuição de
tamanhos de partículas bem próximos. Ambas, foram moídas nos mesmos moinhos

51
contendo a mesma distribuição e os mesmos tipos de elementos mascinantes,
50,0% de bolas de alumina de alta densidade (AAD) e 50,00% de bolas de quartzo.
A moagem da massa cerâmica é uma etapa importante, pois o grau de
moagem pode influenciar no grau de reatividade que acontecerá com a massa
durante a queima e que tem ligação direta com a densificação da peça queimada,
absorção de água e retração linear do produto final.
Porém, o controle da moagem em uma indústria de revestimentos deve ser
rápido e prático, e uma maneira é a quantificação do resíduo de moagem que fica
retido em peneira de malha 325 mesh (44 µm), que é uma forma de padronização do
tempo do grau de moagem, chegando em um tempo estimado de moagem. Após a
descarga dos moinhos, foram realizados ensaios do resíduo de moagem, densidade
e viscosidade da barbotina.
Enquanto a M-155 foi moída em 5 horas e com o resíduo de moagem de
11,0%, a FP-58 necessitou de 8 horas. Tendo em vista esta informação, que as
partículas da massa FP-58 deviam ser menores, pois moeram mais. Todavia, há de
se considerar que as matérias-primas da FP-58 são compostas em 40,0% de
material argiloso e 60,0% de material “duro” (não-argiloso) e isso dificulta a moagem.
Já na massa M-155 teve-se o contrário, uma composição de 64,0% de
material argiloso e 36,0% de material não-argiloso. Assim sendo, a moagem se
tornou mais eficaz e, com isso, tem-se em tempos de moagens diferentes uma
mesma distribuição de tamanhos de partículas.
O tempo de moagem de 5 horas para a massa FP-58, não foi suficiente o
que foi verificado realizando-se moagens variando os tempos de 5 a 8 horas. A cada
uma destas moagens avaliou-se o resíduo em malha 325 mesh. Com o resíduo de
moagem mais alto, os valores de absorção de água e resistência mecânica não
satisfizeram às especificações de um produto tipo grés.
Na Tabela 4.5 estão apresentados os resultados do tempo de moagem,
percentual do resíduo de moagem, da absorção de água e da resistência mecânica

52
(carga de ruptura) da massa cerâmica FP-58.
TABELA 4.6 – VARIAÇÃO NO TEMPO DE MOAGEM DA MASSA FP-58
Além destes controles, outros foram necessários, tais como a densidade e
a viscosidade da barbotina, pois a etapa de atomização dependeu muito destes dois
fatores para cumprir bem o seu desempenho.
Para isto, necessitou-se de uma proporção fixa de percentual de sólidos e
de água para cada moagem, e uma condição adequada foi usar 65,0% de material
sólido e 35,00% de água. Sendo assim, obteve-se uma densidade da barbotina de
1,67 g/cm3 e uma viscosidade que variou em relação às duas massas. A massa M-
155, por apresentar uma quantidade de 64,0% de material argiloso de difícil
defloculação, registrou um tempo de escoamento de 45 segundos em viscosímetro
Copo Ford com abertura de 6,00 mm de diâmetro. Por outro lado, na FP-58 mediu-
se 18 segundos usando o mesmo viscosímetro. Isso refletiu a menor quantidade de
material argiloso que esta composição apresentava, 40,0%.
4.2.2. Distribuição granulométrica do pó atomizado
As barbotinas das massas M-155 e FP-58 foram atomizadas em
atomizador industrial.
Vários fatores influenciaram na granulometria do pó atomizado como:
Tempo de
moagem (h)
Resíduo de moagem (%)
#325 mesh
Absorção de água
(%)
Carga de ruptura
(N)
5 11 6,0 1245
6 8 4,4 1299
7 5 3,2 1359
8 4 2,5 1471

53
pressão da bomba de barbotina, diâmetro dos bicos de pulverização, altura dos
caracóis, entre outros.
A distribuição granulométrica do pó atomizado para as duas massas
cerâmicas está mostrada nas Figuras 4.2 e 4.3. As variáveis do processo de
atomização se mantiveram as mesmas, com isso observou-se uma tendência a
obtenção de uma distribuição com tamanhos de grãos menores na FP-58,
principalmente, na primeira malha (32 mesh), devido à sua barbotina ter ficado com
tempo de escoamento menor em relação à M-155. A pressão da bomba, que leva a
barbotina para o atomizador se manteve a mesma (40 Kgf/cm2) para as duas
massas, e foi o que provocou essa diminuição nos tamanhos.
FIGURA 4.2 – DISTRIBUIÇÃO GRANULOMÉRICA DO PÓ ATOMIZADO DA
MASSA M-155.
10
70
14,3
3 2,5 0,20
1020
3040
50
6070
80
32 60 80 120 200 Finos
Malha (mesh)
Qu
anti
dad
e re
tid
a (%
)

54
FIGURA 4.3 – DISTRIBUIÇÃO GRANULOMÉTRICA DO PÓ ATOMIZADO DA
MASSA FP-58.
A distribuição granulométrica do pó atomizado deve ser controlada, pois é
extremamente importante na etapa de prensagem. Outra variável que influenciou na
prensagem foi a umidade do pó atomizado.
4.2.3. Diagramas de gresificação
As duas massas cerâmicas em estudo foram submetidas a uma análise da
absorção de água, retração de queima em relação a patamares de temperatura, e foi
realizado em um forno de laboratório Explorer.
Nas Tabelas 4.7 e 4.8 estão demonstrados os valores resultantes desta
análise de gresificação.
5
73
16
3 2,5 0,50
10
20
30
40
50
60
70
80
32 60 80 120 200 Finos
Malha (mesh)
Qu
anti
dad
e re
tid
a (%
)

55
TABELA 4.7 – VALORES DE ABSORÇÃO, RETRAÇÃO E DAP. QUEIMADO DA
MASSA M-155 EM RELAÇÃO ÀS TEMPERATURAS.
Temperatura (ºC) Retração (%) Absorção (%) *Dap. Q. (g/cm3)
1000 0,77 16,84 1,83
1050 1,71 15,23 1,88
1100 3,57 11,73 2,00
1120 4,63 9,54 2,06
1140 5,72 7,10 2,15
1160 6,91 4,52 2,23
1180 7,39 2,56 2,29
*Dap. Q.: densidade aparente do material queimado.
A umidade de prensagem para este ensaio foi de 5,7%, e a pressão de
compactação foi de 24,5 MPa em prensa hidráulica de laboratório.
TABELA 4.8 – VALORES DE ABSORÇÃO, RETRAÇÃO E DAP. QUEIMADO DA
MASSA FP-58 EM RELAÇÃO ÀS TEMPERATURAS.
Temperatura (ºC) Retração (%) Absorção (%) *Dap. Q. (g/cm3)
1000 1,11 15,74 1,86
1050 206 14,10 1,91
1100 4,11 9,52 2,05
1120 5,70 6,04 2,16
1140 7,18 3,40 2,27
1160 8,25 0,13 2,38
1180 7,93 0,00 2,36
*Dap. Q.: densidade aparente do material queimado.
A umidade de prensagem para o ensaio desta massa foi de 5,0%,
mantendo-se a mesma pressão de compactação, 24,5 Mpa utilizada para a massa

56
M-155.
Nas Figuras 4.4 e 4.5 são mostrados os diagramas de gresificação das
duas massas.
FIGURA 4.4 – DIAGRAMA DE GRESIFICAÇÃO DA MASSA M-155
FIGURA 4.5 – DIAGRAMA DE GRESIFICAÇÃO DA MASSA FP-58
-2,00
2,00
6,00
10,00
14,00
18,00
22,00
26,00
30,00
1000 1050 1100 1120 1140 1160 1180
Temperatura (ºC)
Ab
s. e
Ret
. (%
)
1,30
1,40
1,50
1,60
1,70
1,80
1,90
2,00
2,10
2,20
2,30
2,40
Dap
. Q. (
g/c
m3)
retração
absorção
dap.queim ado
-2,00
2,00
6,00
10,00
14,00
18,00
22,00
26,00
30,00
1000 1050 1100 1120 1140 1160 1180
Temperatura (ºC)
Ab
s. e
ret
. (%
)
1,30
1,40
1,50
1,60
1,70
1,80
1,90
2,00
2,10
2,20
2,30
2,40
2,50
Dap
. Q. (
g/c
m3)
retração
absorção
D.ap.queim ado

57
FIGURA 4.6 – DIAGRAMA COMPARATIVO ENTRE AS MASSAS M-155 E FP-58.
Comparando-se estes resultados, observa-se pela Figura 4.6 que já a 1000
ºC, a massa FP-58, apresenta uma maior retração de queima (1,11%),
conseqüentemente uma menor absorção de água (15,74%) e uma maior
densificação do material queimado (1,86%). Em todos os patamares até a
temperatura máxima do ensaio que é de 1180 ºC, esta relação se manteve, com
valores de retração em 7,93%, absorção de água de 0,0% e uma densidade
aparente de 2,36 g/cm3. Conclui-se que a massa FP-58 tem um comportamento
mais reativo, ou seja, mais fundente do que a M-155. A massa FP-58 a 1160 ºC
atinge o valor de 0,13% de absorção de água, enquanto que a M-155 com esta
temperatura tem valor de 4,52%.
Estes diagramas de gresificação foram feitos com intuito de avaliar o
comportamento destas massas antes dos processos de prensagem e queima e,
orientou os trabalhos no sentido de indicar a temperatura de queima para a massa
FP-58.
-2
2
6
10
14
18
1000 1050 1100 1120 1140 1160 1180
Temperatura (ºC)
Ab
s. e
Ret
. (%
)
1,3
1,4
1,5
1,6
1,7
1,8
1,9
2
2,1
2,2
2,3
2,4
Dap
. Q. (
g/c
m3)
Retração M-155 (%)
Retração FP-58 (%)
Absorção M-155 (%)
Absorção FP-58(%)
*Dap. Q. M-155 (g/cm3)
*Dap. Q. FP-58(g/cm3)

58
4.2.4. Caracterização das peças cerâmicas a cru
As duas massas cerâmicas foram analisadas pela densidade aparente das
peças prensadas, averiguando o grau de compactação adquirido. Além disso, outro
fator importante também foi analisado, que é a umidade do pó atomizado para a
prensagem. Quanto maior a umidade do pó, maior a compactação mantendo-se a
mesma pressão de prensagem.
Utilizando-se prensas industriais, o pó atomizado da massa M-155 foi
prensado com uma umidade de 6,5%, enquanto que o pó da massa F-58 foi
prensado com umidade de 5,6%.
Empregou-se uma pressão específica sobre a peça de 28 MPa para as
duas situações. As dimensões das cavidades da prensa foram as mesmas, (321,9 x
321,9) mm, variando apenas a espessura, onde a M-155 foi compactada com 7,1
mm e a massa FP-58, prensada com 8,2 mm de espessura.
Depois que as peças foram prensadas, foi realizado o ensaio de densidade
aparente do material cru.
Conservando-se a pressão de compactação (28,42 MPa), mas com
umidades diferentes, resultou em uma densidade aparente menor para a massa FP-
58 (1,94 g/cm3), pois foi prensada com umidade mais baixa (5,6%). Porém, foram
realizados testes de prensagem, onde as duas massas, M-155 e FP-58, estavam
com a umidade padrão de trabalho da fábrica (6,5%), a mesma pressão de
compactação (28 MPa) e, as suas densidades aparentes foram de 1,99 g/cm3 e 1,98
g/cm3, respectivamente. Isto não interferiu nas propriedades finais dos produtos,
dando um aumento na resistência mecânica a cru, devido a maior compactação,
onde a água ocupa os interstícios entre os aglomerados, dando volume ao corpo
cerâmico compactado, e consequentemente, aumento a densificação sem
incremento de pressão.
Após a prensagem, a etapa seguinte foi a da secagem, onde as peças
tiveram uma pequena redução no tamanho, devido à retração de secagem ficando

59
submetidas à temperatura que oferece às peças uma melhor resistência mecânica à
verde e a capacidade de percorrer o trajeto da linha de esmaltação e decoração
para receber as camadas de esmaltes e tintas.
A FP-58 por ter sido prensada com espessura maior (8,2 mm),
conseqüentemente, mais massa a secar, teve o secador trabalhando com um ciclo
de 17 minutos, e a M-155 que foi prensada com 7,1 mm, trabalhou com ciclo de
secagem em 14 minutos. Estes tempos de secagem foram determinados
experimentalmente, até chegar na melhor relação tempo/umidade.
4.2.5. Caracterização das peças após a queima
O objetivo principal deste trabalho foi o de analisar as características finais
dos revestimentos cerâmicos. Portanto neste tópico deve-se discutir tais
características.
A massa M-155 representou um revestimento cerâmico semivitrificado ou
semiporoso com absorção de água de 7,5% e se enquadrou no grupo BIIb. Já a
massa FP-58 representou um revestimento cerâmico vitrificado pela norma ASTM C-
973-88[9], ou um produto de grés com absorção de água menor que 3% ,
enquadrando-se no grupo BIb pela norma ISO 10545-3 [10].
Antes da discussão dos resultados, é importante a análise das
temperaturas de queima das duas composições.
A M-155 contém materiais mais refratários em sua formulação, mas com
argilas ricas em Fe2O3, o que imprimiu à massa uma certa fundência, com um valor
de temperatura mais baixo. Assim, a massa M-155 trabalhou com uma temperatura
de queima máxima de 1165 ºC e com um ciclo de queima de 20 minutos. Com estes
parâmetros, as peças de revestimentos cerâmicos da massa M-155, resultaram em
valores de absorção de água médios de 7,5% e uma carga de ruptura média de
782,8 N.

60
A FP-58 apresentou materiais com teores mais elevados de álcalis, como
já foi visto na seção 4.1, e são materiais como ortoclásio, albita e talco, que atuam
como fundentes, mas que para isso necessitam de uma temperatura máxima de
queima mais elevada. Por isso, esta massa trabalhou com patamar máximo de
temperatura em 1185 ºC e com um ciclo maior de queima, dando o tempo
necessário para as desgaseificações, em 26 minutos. Por intermédio deste
processamento chegou-se a valores de absorção de água de 2,5%, com carga de
ruptura de 1470,9 N.
Pelos diagramas de gresificação (Figuras 4.4 e 4.5), observa-se que,
independentemente da composição da massa, quanto maior for a temperatura de
queima, menor a absorção de água. Mas, a composição da massa influenciou,
juntamente, com as características finais desejadas, na temperatura ideal de
queima.
A temperatura de queima para a massa FP-58 foi determinada por testes
industriais, no entanto já se esperava que fosse mais alta comparada à temperatura
de queima da massa M-155, devido a sua composição apresentar maior teor de
álcalis. Estes testes iniciaram com a mesma temperatura de queima da massa M-
155, 1165 ºC, depois com 1175 ºC e por fim 1185 ºC, e sempre analisando a
absorção de água e a carga de ruptura.
Na Tabela 4.9 são mostrados os resultados destes testes industriais com
diferentes patamares de queima para a massa FP-58.
TABELA 4.9 - DIFERENTES PATAMARES DE QUEIMA PARA A MASSA FP-58.
Temperatura (ºC) Absorção de água (%) Carga de ruptura (N)
1165 6,0 1223,2
1175 3,6 1325,5
1185 2,5 1470,9

61
Outro ponto que comprova a maior fundência da FP-58, é o tamanho do
produto final. Como já foi abordado, as dimensões das cavidades da prensa foram
as mesmas para as duas massas, assim sendo, a FP-58 teve uma retração de
queima de 8,06%, contra uma retração de 5,38% da massa M-155.
O ensaio de densidade aparente também foi efetuado com as peças já
queimadas, confirmando a maior densificação das peças da massa FP-58, ficando
com valor médio de 2,30 g/cm3. As peças da massa M-155 tiveram resultados
médios de 2,10 g/cm3.
A Tabela 4.10 resume todos os resultados dos ensaios físicos obtidos
neste estudo, tanto da massa M-155 quanto da FP-58.
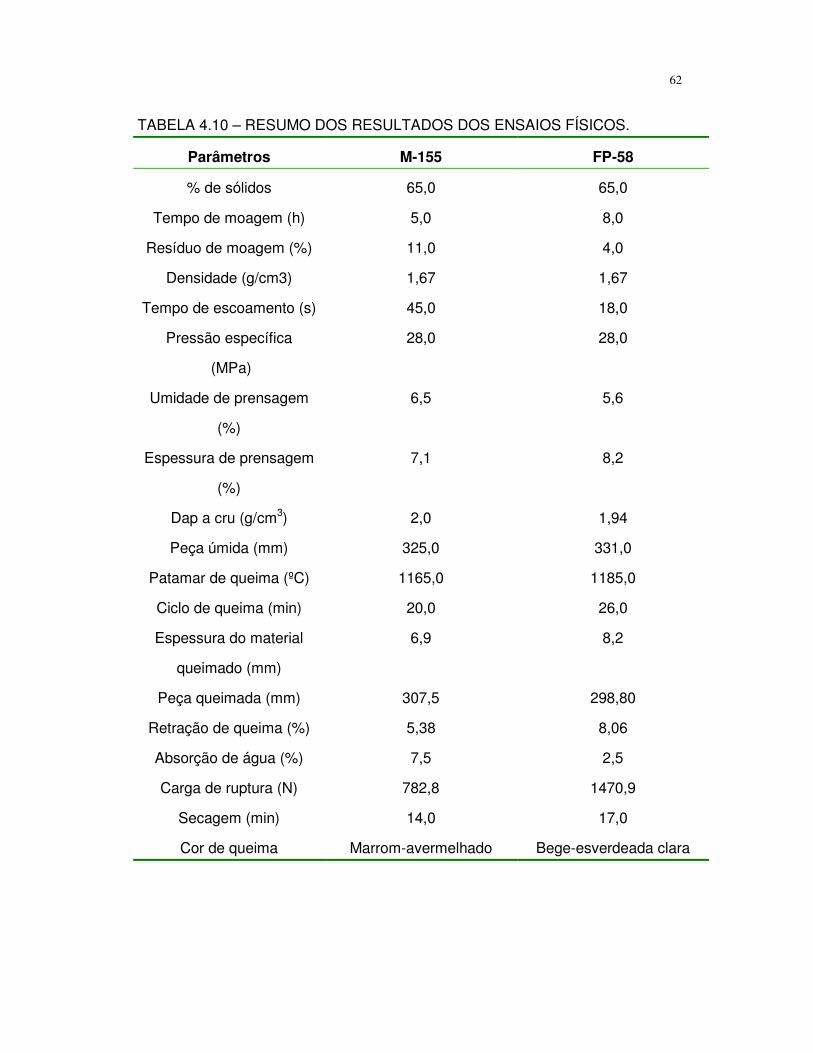
62
TABELA 4.10 – RESUMO DOS RESULTADOS DOS ENSAIOS FÍSICOS.
Parâmetros M-155 FP-58
% de sólidos 65,0 65,0
Tempo de moagem (h) 5,0 8,0
Resíduo de moagem (%) 11,0 4,0
Densidade (g/cm3) 1,67 1,67
Tempo de escoamento (s) 45,0 18,0
Pressão específica
(MPa)
28,0 28,0
Umidade de prensagem
(%)
6,5 5,6
Espessura de prensagem
(%)
7,1 8,2
Dap a cru (g/cm3) 2,0 1,94
Peça úmida (mm) 325,0 331,0
Patamar de queima (ºC) 1165,0 1185,0
Ciclo de queima (min) 20,0 26,0
Espessura do material
queimado (mm)
6,9 8,2
Peça queimada (mm) 307,5 298,80
Retração de queima (%) 5,38 8,06
Absorção de água (%) 7,5 2,5
Carga de ruptura (N) 782,8 1470,9
Secagem (min) 14,0 17,0
Cor de queima Marrom-avermelhado Bege-esverdeada clara

63
5. CONCLUSÕES
Foram analisadas duas situações, a primeira classificada como uma massa
de um produto do grupo BIIb de absorção de água e que apresenta uma carga de
ruptura de 782,8 N, e a segunda com uma massa de um produto do grupo BIb de
absorção de água, apresentando uma carga de ruptura mais elevada, 1470,9 N.
O comportamento observado com a FP-58 foi decorrência, na verdade, da
combinação das matérias-primas corretas, mesclando materiais argilosos com
baixos teores de Fe2O3 e materiais ricos em álcalis (K2O, Na2O e MgO),
principalmente a albita, o ortoclásio e o talco aliado ao processamento adequado.
Estes materiais deram à massa a coloração mais clara e as propriedades finais
desejadas, absorção de água (2,5%) e a carga de ruptura (1470,9 N). Com este
resultado, o produto obtido agregou valores técnicos e comerciais, no que abrange
tanto o mercado nacional, quanto o externo de revestimentos cerâmicos.
O processamento se refere à moagem mais eficaz (maior tempo de
moagem – 8,0 h), utilizando elementos moedores mistos, AAD e quartzo, moinhos
industriais dando condições reais de processamento, e que diminuiu os valores do
resíduo de moagem de 11,0 para 4,0%. Ponto importante que aumentou a
reatividade da massa, pois as partículas ficaram menores, e com os teores de álcali,
já citados, contribuiu para os resultados propostos.
A atomização manteve suas variáveis controladas obtendo uma
distribuição granulométrica apropriada, com perfeito empacotamento na etapa de
prensagem, sendo padronizada a pressão de 28 MPa tanto para a massa M-155
quanto para a FP-58. Foi observado que a umidade para a compactação da FP-58,
a princípio foi menor, 5,6%, sendo que o padrão adotado foi de 6,5%. Todavia,
testes complementares demostraram que aumentando a umidade de prensagem
para 6,5%, houve uma densificação maior do corpo cerâmico prensado, mas que, no
resultado final, após a queima, não representou interferências quanto às

64
propriedades finais do revestimento cerâmico proposto.
O controle de secagem, a queima uniforme e com os parâmetros,
temperatura e ciclo, mais elevados (1185 ºC com 26 minutos), deu à massa o tempo
necessário para a densificação, reduzindo a porosidade e resultando em valores de
absorção de água menores que 3%, mais precisamente 2,5%.
Todas estas variáveis, desde as matérias-primas até a etapa de queima
foram importantes para o resultado do trabalho, entretanto, uma dependeu
exclusivamente da outra.
Por fim, o produto proposto atingiu as expectativas relacionadas às suas
propriedades finais, que eram de diminuir a absorção de água para valores inferiores
a 3%, e aumentar a carga de ruptura para valores acima de 1112 N, que é o mínimo
exigido pela norma ASTM C-648-98 [28] para os revestimentos cerâmicos.

65
6. REFERÊNCIAS BIBLIOGRÁFICAS
[1] CORPO TÉCNICO DA CERÂMICA PORTO FERREIRA. Análise Crítica das normas técnicas de revestimentos cerâmicos. Revista Cerâmica Industrial, v. 5, n. 1, p. 7-21, jan/fev, 2000.
[2] ASSOCIAÇÃO BRASILEIRA DE CERÂMICA. Informações Técnicas. Disponível em: http://www.abeceram.org.br Acesso em: 23 fev. 2004.
[3] FERRARI, K. R. et al. Transformação das matérias-primas do suporte durante a queima de revestimentos cerâmicos. Revista Cerâmica Industrial, São Paulo, v. 5, n. 2, p. 53-58, mar/abr, 2000.
[4] NORTON, F. H. Introdução à tecnologia cerâmica. Tradução Jefferson Vieira de Souza, São Paulo, Editora da Universidade de São Paulo, 1973.
[5] BIFFI, G. Defeitos de fabricação das placas cerâmicas. Tradução: Jaime Pedrassani. São Paulo: Faenza Editrice do Brasil, 2000.
[6] SEZZI, G. Produção e consumo mundial de revestimentos cerâmicos. Revista Cerâmica Industrial, v. 7, n. 5, p. 20-28, set./out. 2002.
[7] BOSCHI, A. O. Uma análise crítica do setor de revestimentos cerâmicos. Revista Cerâmica Industrial, v. 7, n. 2, p. 8-13, mar/abr, 2002.
[8] CALLISTER JR, W. D. Materials science and engineering an introduction, 2 nd ed. New York [USA], John Wiley e Sons Inc, 1991.
[9] AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM C-973-88. Water Absorption.
[10] INTERNATIONAL STANDARD FOR ORGANIZATION. ISO 10545 – Parte 3. Ensaio de absorção de água.
[11] BARBOSA JR, J. C. Controle da distribuição de tamanho de partículas cerâmicas no processamento de pavimentos gresificados. Florianópolis, 1997. 185 f. Dissertação (Mestrado em Ciência e Engenharia de Materiais) – Setor de Tecnologia. Universidade Federal de Santa Catarina.
[12] VAN VLACK, L. H. Propriedades dos materiais cerâmicos. Tradução: Cid Silveira e Shiroyuki Oniki. São Paulo: Edgard Blucher, 1973.
[13] LABORATÓRIO DE ANÁLISE DE MINERAIS E ROCHAS. Análises de Argilas. Disponível em http://www.lamir.ufpr.br/analiseargilas.htm Acesso em 23 fev. 2004.
[14] SANTOS, P. S. Tecnologia de Argilas: aplicada às argilas brasileiras. São Paulo: Universidade de São Paulo, 1975. v. 2: Aplicações.
[15] RIELLA, H. G.; FRANJNDLICH, E. U. de C.; DURAZZO, M. Caracterização e utilização de fundentes em massas cerâmicas. Revista Cerâmica Industrial, v. 7, n. 3, p. 33-36, mai/jun, 2002.
[16] PIANARO, S. A. et al. Propriedades de matérias-primas selecionadas para a produção de grés porcelanato. Revista Cerâmica Industrial, v. 9, n.1, p. 33-38, jan/fev, 2004.

66
[17] CHATTERJEE, A. et al. Efeito da razão entre o feldspato sódico e potássico no desenvolvimento de fases e microestrutura de porcelanatos queimados. Revista Cerâmica Industrial, v. 6, n.1, p. 23-26, set/out, 2001.
[18] VAN VLACK, L. H. Princípios de ciência dos materiais. Tradução: Luiz Paulo Camargo Ferrão. São Paulo: Edgard Blucher, 1970.
[19] KINGERY, W.D.; BOWEN, H. K.; UHLMANN, D. R. Introduction to ceramics. 2 ed. John Wiley Sons, New York, 1976. 1032 p.
[20] BARSOUN, M. W. Fundamentals of ceramics. McGraw-Hill, Singapore, 1997. 670 p.
[21] MOTTA, J. F. M. et al. As matérias-primas cerâmicas. Parte II: Os minerais industriais e as massas da cerãmica tradicional. Revista Cerâmica Industrial, v. 7, n. 1, p. 33-40, jan/fev, 2002.
[22] OLIVEIRA, A. P. N. Tecnologia de fabrição de revestimentos cerâmicos. Revista Cerâmica Industrial, v. 5, n, 6, p. 37-47, nov/dez, 2000.
[23] HECK, C. Gres porcelanato. Revista Cerâmica Industrial, v. 1, n. 4/5, ago/dez, 1996.
[24] BRISTOT, V. M. Máquinas e equipamentos para cerâmica. Criciúma: Luana, 1996.
[25] COLÉGIO MAXIMILIANO GAIDZINSKI. Fotos do processo. 2003. Um álbum (7 fot.): color.; várias dimensões.
[26] RIBEIRO, M. J. P. M.; ABRANTES, J.C.C. Moagem em moinho de bolas: Estudo de algumas variáveis e otimização energética do processo. Revista Cerâmica Industrial, v.6, n.2, p. 7-11, mar/abr, 2001.
[27] NEGRE, F.; SANCHEZ, E. Avanços no processamento de pós atomizados para a fabricação de revestimentos cerâmicos. Revista Cerâmica Industrial, v. 3, n. 1/2 jan./abril 1998.
[28] NAVARRO, J. E.; ALBARO, J. L. A.; FUSTER, M. M. Tecnologia ceramica. Valencia: Instituto de Quimica Tecnica Universidad de Valencia, [s.n.]. V.2: Pastas ceramicas.
[29] GRUPPO EDITORIALE FAENZA EDITRICE. Tecnologia ceramica le piastrelle. Cap. 8: Produzione.
[30] RIBEIRO, M.J.; VENTURA, J. M.; LABRINCHA, J. A. A atomização como processo de obtenção de pós para a indústria cerâmica. Revista Cerâmica Industrial, v.6, n.5, set/out, 2001.
[31] DAMIANI, J. C. et al. Coração negro em revestimentos cerâmicos: Principais causas e possíveis soluções. Revista Cerâmica Industrial, v.6, n.2, mar/abr, 2001.
[32] ALBARO, J. L. A. A operação de prensagem: considerações técnicas e sua aplicação industrial. Parte IV: Extração da peça e resistência mecânica a verde. Revista Cerâmica Industrial, v. 6, n. 2, p. 46-50, mar/abr, 2001.

67
[33] RICHERSON, D.W. Modern ceramic engineering. Marcel Dekker, inc. New York, 1982.
[34] SILVA, A. G. P.; ALVES, C. J. A sinterização rápida: sua aplicação, análise e relação com as técnicas inovadoras de sinterização. Revista Cerâmica, v.44, n.290, p. 225-232, nov/dez, 1998.
[35] AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM C-648-98. Break Strength.