calibração, verificação, regulamentação
DESCRIPTION
Controle dimensionalTRANSCRIPT
165
CAPÍTULO 6CALIBRAÇÃO, VERIFICAÇÃO, REGULAMENTAÇÃO E CONFIRMAÇÃO METROLÓGICA
6.1. DEFINIÇÃO DE CALIBRAÇÃO
Um processo de medição está sempre sujeito a erros. Um dos principais causadores de erro em uma medição é o instrumento. Por mais sofi sticado e moderno que seja, ele possui imperfeições que podem provocar erros de medição. Para verifi car se um instru-mento atende ou não aos limites de erros que lhes são previstos, realiza -se um procedi-mento experimental que visa levantar os erros que esse instrumento apresenta ao longo de sua faixa de medição. Esse procedimento experimental é chamado de calibração.55
Calibração é a operação que estabelece, numa primeira etapa e sob condições especifi cadas, uma relação entre os valores e as incertezas de medição fornecidos por padrões e as indicações correspondentes com as incertezas associadas; numa segunda etapa, utiliza essa informação para estabelecer uma relação visando à obtenção de um resultado de medição a partir de uma indicação.1
Uma calibração pode ser expressa por meio de uma declaração, uma função, um diagrama, uma curva ou uma tabela. Em alguns casos, pode consistir de uma correção aditiva ou multiplicativa da indicação com uma incerteza de medição asso-
Metrologia e controle dimensional
166
ciada. Convém não confundir a calibração com o ajuste de um sistema de medição, frequentemente denominado, de maneira imprópria, autocalibração, nem com a ve-rifi cação da calibração. Frequentemente, apenas a primeira etapa na defi nição acima é entendida como calibração.
Um sistema de medição (SM) de boa qualidade deve ser capaz de operar com pequenos erros. Seus princípios construtivos e operacionais devem ser projetados para minimizar erros sistemáticos e aleatórios ao longo da sua faixa de medição, nas suas condições de operação nominais. Entretanto, por melhores que sejam suas caracte-rísticas, um SM sempre apresentará erros, seja por fatores internos, seja por ação das grandezas de infl uência externas. A perfeita caracterização das incertezas associadas a esses erros é de grande importância para que o resultado da medição possa ser estimado de maneira segura. Embora, em alguns casos, os erros de um sistema de medição possam ser analítica ou numericamente estimados, na prática são utilizados quase exclusivamente procedimentos experimentais. Mediante o procedimento expe-rimental denominado calibração é possível correlacionar os valores indicados pelo sistema de medição e sua correspondência com a grandeza que está sendo medida. Essa operação é extremamente importante e é realizada por um grande número de entidades credenciadas espalhadas pelo país.51
O resultado de uma calibração permite tanto o estabelecimento dos valores do mensurando para as indicações quanto a determinação das correções a serem apli-cadas. Uma calibração também pode determinar outras propriedades metrológicas, como o efeito das grandezas de infl uência. O resultado de uma calibração pode ser registrado em um documento, algumas vezes denominado certifi cado de calibração ou relatório de calibração.67
As empresas devem entender que a calibração dos equipamentos de medição é um componente importante na função qualidade do processo produtivo e, dessa forma, devem incorporá -la às suas atividades de produção normais.2 A calibração é uma oportunidade de aprimoramento constante e proporciona vantagens, tais como:
• Redução na variação das especifi cações técnicas dos produtos – Produtos mais uniformes representam uma vantagem competitiva em relação aos concorrentes.
• Prevenção dos defeitos – A redução de perdas pela pronta detecção de desvios no processo produtivo evita o desperdício e a produção de rejeitos.
• Compatibilidade das medições – Quando as calibrações são referenciadas aos padrões nacionais ou internacionais, asseguram atendimento aos requisitos de desempenho.
A calibração permite avaliar as incertezas do processo de medição, além de iden-tifi car os desvios entre os valores indicados por um instrumento e os valores conven-cionalmente verdadeiros. As operações de calibração, fundamentadas na comparação com um padrão, possuem algumas características que serão apresentadas a seguir.
Calibração, verifi cação, regulamentação e confi rmação metrológica
167
6.1.1. Características das operações de calibração
6.1.1.1. Determinação do sistema de medição padrão
A escolha adequada do sistema de medição padrão a ser utilizado repercutirá na qua-lidade e no resultado fi nal das medições. Portanto, quanto melhor (menor incerteza e maior repetitividade) o padrão, melhores serão as condições de realização da calibração.
6.1.1.2. Escolha dos instrumentos críticos da empresa
Durante a implementação de um sistema de avaliação dos instrumentos de medição, a primeira pergunta que vem à nossa mente é: quais são os instrumentos de medição que devemos controlar? Para responder tal questão, devemos considerar a sequência de raciocínio a seguir.
• Identifi car, com os responsáveis pela engenharia, produção e manutenção, as variáveis do processo que afetam a qualidade do produto em questão.
• Identifi car os instrumentos utilizados para medir essas variáveis. • Estabelecer os limites especifi cados para cada uma dessas variáveis, em todos
os níveis e etapas do processo produtivo.
6.1.1.3. Tipos de calibração
Existem basicamente dois tipos de calibração: a direta e a indireta.
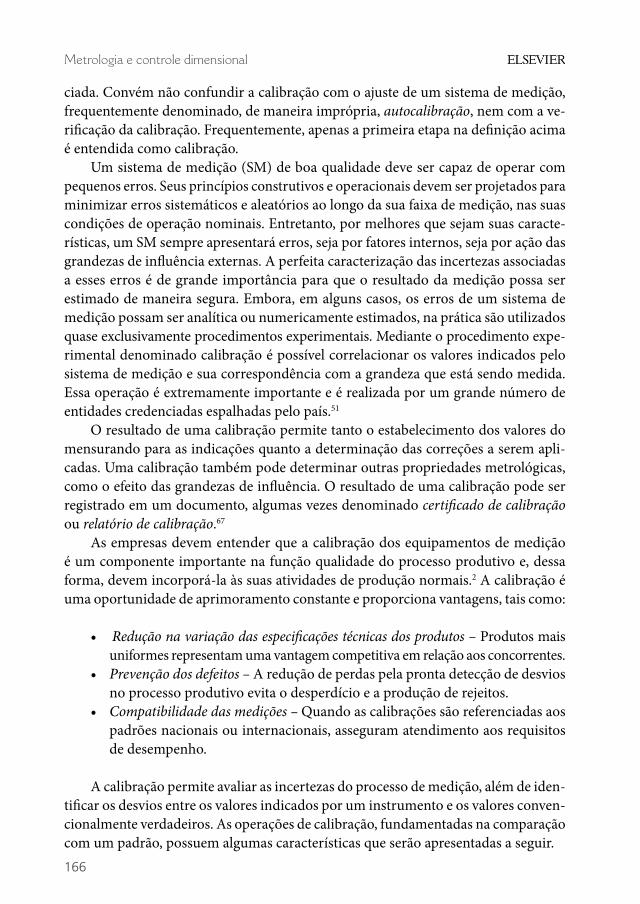
• Calibração direta Na calibração direta, a grandeza padrão de entrada é aplicada diretamente ao sistema de medição a calibrar, e as medidas são comparadas com os valores padrão, conforme a Figura 6.1.
Grandeza padrão Sistema de medição acalibrar
Medida
Valor padrão
Figura 6.1. Calibração direta.2
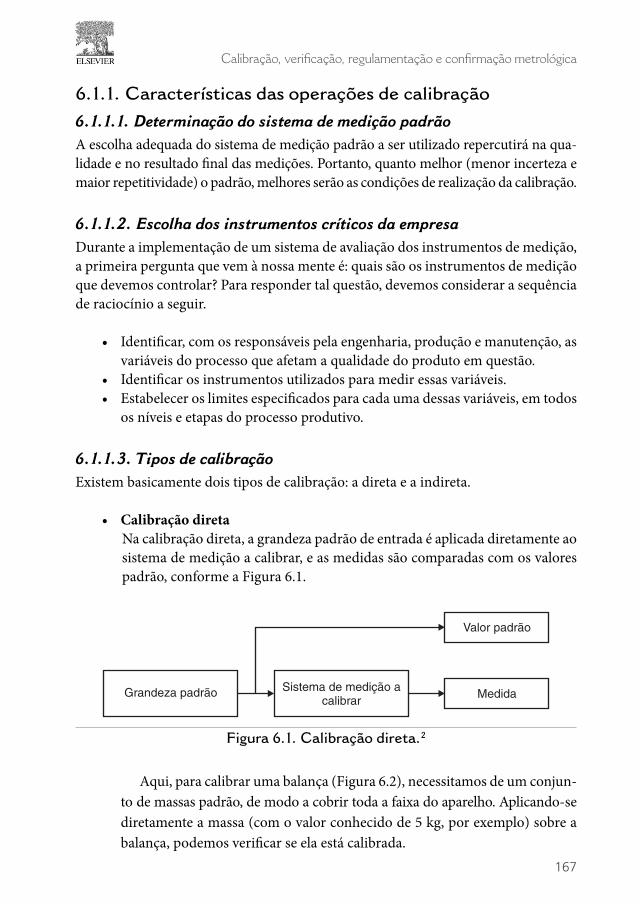
Aqui, para calibrar uma balança (Figura 6.2), necessitamos de um conjun-to de massas padrão, de modo a cobrir toda a faixa do aparelho. Aplicando -se diretamente a massa (com o valor conhecido de 5 kg, por exemplo) sobre a balança, podemos verifi car se ela está calibrada.
Metrologia e controle dimensional
168
Massa padrão
Balança5 Kg
5 Kg5 Kg5 Kg
Figura 6.2. Calibração direta de uma balança.2
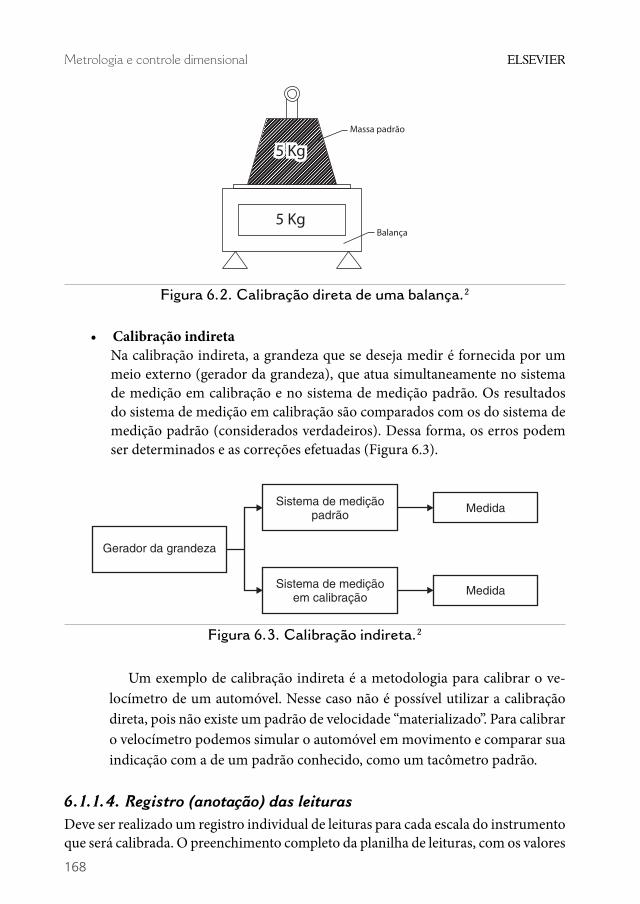
• Calibração indiretaNa calibração indireta, a grandeza que se deseja medir é fornecida por um meio externo (gerador da grandeza), que atua simultaneamente no sistema de medição em calibração e no sistema de medição padrão. Os resultados do sistema de medição em calibração são comparados com os do sistema de medição padrão (considerados verdadeiros). Dessa forma, os erros podem ser determinados e as correções efetuadas (Figura 6.3).
Gerador da grandeza
Sistema de mediçãoem calibração
Medida
Sistema de mediçãopadrão
Medida
Figura 6.3. Calibração indireta.2
Um exemplo de calibração indireta é a metodologia para calibrar o ve-locímetro de um automóvel. Nesse caso não é possível utilizar a calibração direta, pois não existe um padrão de velocidade “materializado”. Para calibrar o velocímetro podemos simular o automóvel em movimento e comparar sua indicação com a de um padrão conhecido, como um tacômetro padrão.
6.1.1.4. Registro (anotação) das leituras
Deve ser realizado um registro individual de leituras para cada escala do instrumento que será calibrada. O preenchimento completo da planilha de leituras, com os valores
Calibração, verifi cação, regulamentação e confi rmação metrológica
169
efetivamente encontrados durante a calibração, é muito importante para uma verifi -cação do processo de validação do instrumento.
6.1.1.5. Certifi cado da calibração
O resultado de uma calibração permite afi rmar se o instrumento satisfaz ou não as condições previamente fi xadas, o que autoriza ou não sua utilização em serviço. Ele se traduz por um documento chamado certifi cado de calibração, que apresenta alguns aspectos importantes:
• Indica a data de realização e o responsável pela calibração. • Permite comparar os erros encontrados com os erros máximos tolerados pre-
viamente defi nidos. • Orienta um parecer aprovando ou não a utilização do instrumento nas condi-
ções atuais. A rejeição do instrumento implica encaminhá -lo para a manuten-ção ou substituí -lo por um novo. A empresa não deve utilizar um instrumento que não apresenta condições mínimas de trabalho, pois isso acarretará custos adicionais, retrabalho e, possivelmente, descrédito perante o consumidor.
A calibração é, portanto, o controle de qualidade do instrumento ou padrão de medição. Com ela conseguimos evitar o uso de instrumentos fora de especifi cações, que levariam a erros acima do aceitável, com prejuízo para a qualidade de produtos e serviços. Através da calibração determinam -se a tendência e a incerteza de medição do instrumento, informações muito úteis para realizar ações de correção de erros ou para decidir se é o momento de encaminhar o instrumento para manutenção e ajuste.51
6.1.1.6. Intervalos de calibração
Ao longo do tempo ocorrem desgastes e a degeneração de componentes, fazendo que o comportamento e o desempenho dos instrumentos apresentarem problemas. Nasce daí a necessidade de verifi cações periódicas, a intervalos regulares, para que instrumentos e padrões sejam recalibrados.
Destacamos, a seguir, alguns fatores que infl uenciam no intervalo de calibração:
• Frequência de utilização. • Tipo de instrumento. • Recomendações do fabricante. • Dados de tendência de calibrações anteriores. • Históricos de manutenção. • Condições ambientais agressivas (temperatura, umidade, vibração etc.).
Metrologia e controle dimensional
170
6.1.1.7. Rastreabilidade metrológica
Uma importante característica da calibração é a rastreabilidade metrológica, defi nida pelo VIM (2008)1 como a propriedade de um resultado de medição por meio da qual ele pode ser relacionado a uma referência através de uma cadeia ininterrupta e docu-mentada de calibrações, cada qual contribuindo para a incerteza de medição. Nesse caso, a “referência” pode ser a defi nição de uma unidade de medida por sua realização prática, ou um procedimento de medição que engloba a unidade de medida para uma grandeza não ordinal, ou um padrão.
A rastreabilidade metrológica requer uma hierarquia de calibração estabelecida. A especifi cação da referência deve compreender a data em que ela foi utilizada no estabelecimento da hierarquia de calibração aliada a qualquer outra informação me-trológica relevante sobre a referência, tal como a data na qual foi realizada a primeira calibração da hierarquia.
Para medições com mais de uma grandeza de entrada no modelo de medição, cada valor de entrada deve ter sua própria rastreabilidade, e a hierarquia de calibração envolvida pode formar uma estrutura ramifi cada ou uma rede. O esforço envolvido no estabelecimento da rastreabilidade metrológica para cada valor da grandeza de entrada deve ser proporcional à sua contribuição relativa para o resultado de medição.
A rastreabilidade metrológica de um resultado de medição não assegura que a incerteza de medição seja adequada para um dado objetivo ou que erros humanos estejam ausentes. Uma comparação entre dois padrões pode ser considerada uma calibração se for utilizada para verifi car e, se necessário, corrigir o valor e a incerteza de medição atribuídos a um dos padrões.
Os elementos necessários para confi rmar a rastreabilidade metrológica são:
• Cadeia de rastreabilidade (sequência de padrões e calibrações utilizada para relacionar um resultado de medição a uma referência) ininterrupta a um pa-drão internacional ou nacional.
• Incerteza de medição documentada. • Procedimento de medição documentado. • Competência técnica reconhecida. • Rastreabilidade metrológica ao SI. • Intervalos entre calibrações.
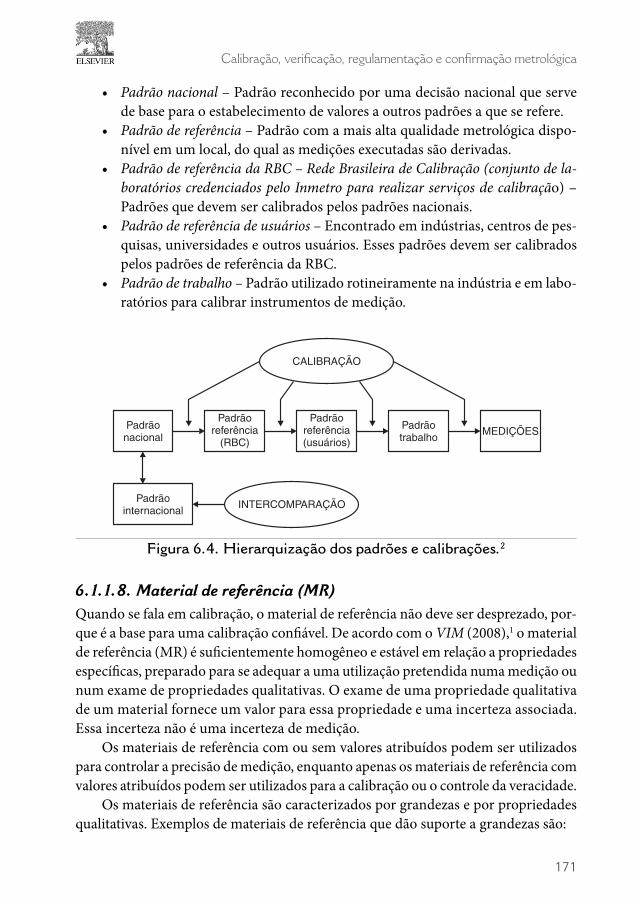
A Figura 6.4 mostra o processo de hierarquização de padrões e calibrações, que envolve:
• Padrão internacional – Padrão reconhecido por um acordo internacional
que serve de base para o estabelecimento de valores a outros padrões a que se refere.
Calibração, verifi cação, regulamentação e confi rmação metrológica
171
• Padrão nacional – Padrão reconhecido por uma decisão nacional que serve de base para o estabelecimento de valores a outros padrões a que se refere.
• Padrão de referência – Padrão com a mais alta qualidade metrológica dispo-nível em um local, do qual as medições executadas são derivadas.
• Padrão de referência da RBC – Rede Brasileira de Calibração (conjunto de la-boratórios credenciados pelo Inmetro para realizar serviços de calibração) – Padrões que devem ser calibrados pelos padrões nacionais.
• Padrão de referência de usuários – Encontrado em indústrias, centros de pes-quisas, universidades e outros usuários. Esses padrões devem ser calibrados pelos padrões de referência da RBC.
• Padrão de trabalho – Padrão utilizado rotineiramente na indústria e em labo-ratórios para calibrar instrumentos de medição.
Padrãonacional
Padrãoreferência
(RBC)
Padrãoreferência(usuários)
Padrãotrabalho
MEDIÇÕES
CALIBRAÇÃO
Padrãointernacional
INTERCOMPARAÇÃO
Figura 6.4. Hierarquização dos padrões e calibrações.2
6.1.1.8. Material de referência (MR)
Quando se fala em calibração, o material de referência não deve ser desprezado, por-que é a base para uma calibração confi ável. De acordo com o VIM (2008),1 o material de referência (MR) é sufi cientemente homogêneo e estável em relação a propriedades específi cas, preparado para se adequar a uma utilização pretendida numa medição ou num exame de propriedades qualitativas. O exame de uma propriedade qualitativa de um material fornece um valor para essa propriedade e uma incerteza associada. Essa incerteza não é uma incerteza de medição.
Os materiais de referência com ou sem valores atribuídos podem ser utilizados para controlar a precisão de medição, enquanto apenas os materiais de referência com valores atribuídos podem ser utilizados para a calibração ou o controle da veracidade.
Os materiais de referência são caracterizados por grandezas e por propriedades qualitativas. Exemplos de materiais de referência que dão suporte a grandezas são:
Metrologia e controle dimensional
172
• Água de pureza determinada, cuja viscosidade dinâmica é utilizada para a calibração de viscosímetros.
• Soro humano sem valor atribuído à concentração do colesterol intrínseco, utilizado apenas para o controle da precisão de medição.
• Tecido de peixe, que contém uma fração mássica determinada dioxina, utili-zado como padrão em uma calibração.1
Exemplos de materiais de referência que dão suporte a propriedades qualitativas:
• Carta de cores com indicação de uma ou mais cores especifi cadas. • DNA contendo uma sequência especifi cada de nucleotídeos. • Urina contendo 19 -androstenediona.
Algumas vezes, um material de referência está incorporado a um dispositivo espe-cialmente fabricado, como a substância de ponto triplo conhecido numa célula de ponto triplo, o vidro de densidade óptica conhecida num suporte de fi ltro de transmissão ou as esferas de granulometria uniforme colocadas sobre uma lâmina de microscópio.
Certos materiais de referência têm valores atribuídos que são metrologicamente rastreáveis a uma unidade de medida fora de um sistema de unidades. Tais materiais compreendem vacinas às quais foram atribuídas Unidades Internacionais (UI) pela Organização Mundial da Saúde (OMS).
Em uma dada medição, um certo material de referência pode ser utilizado apenas para calibração ou garantia da qualidade. Convém incluir nas especifi cações de um material de referência a sua rastreabilidade, para obter a indicação de sua origem e de seu processamento.
Materiais de referência são uma importante ferramenta na determinação de muitos aspectos da qualidade de medição. Eles são usados para fi ns de validação de métodos, calibração, estimativa da incerteza de medição, treinamento, controle de qualidade (CQ) interno e garantia da qualidade (GQ) externa (ensaios de profi ciência).68
Num sentido mais amplo, a validade de medições pode ser assegurada quando:
• São usados métodos e equipamentos validados. • O trabalho é desenvolvido por pessoal qualifi cado e competente. • É possível comparar uma medição com medições realizadas em outros labo-
ratórios (rastreabilidade e incerteza de medição). • Há evidência independente do desempenho (ensaios de profi ciência). • São empregados procedimentos de CQ e GQ bem defi nidos, de preferência
envolvendo acreditação de terceira parte.
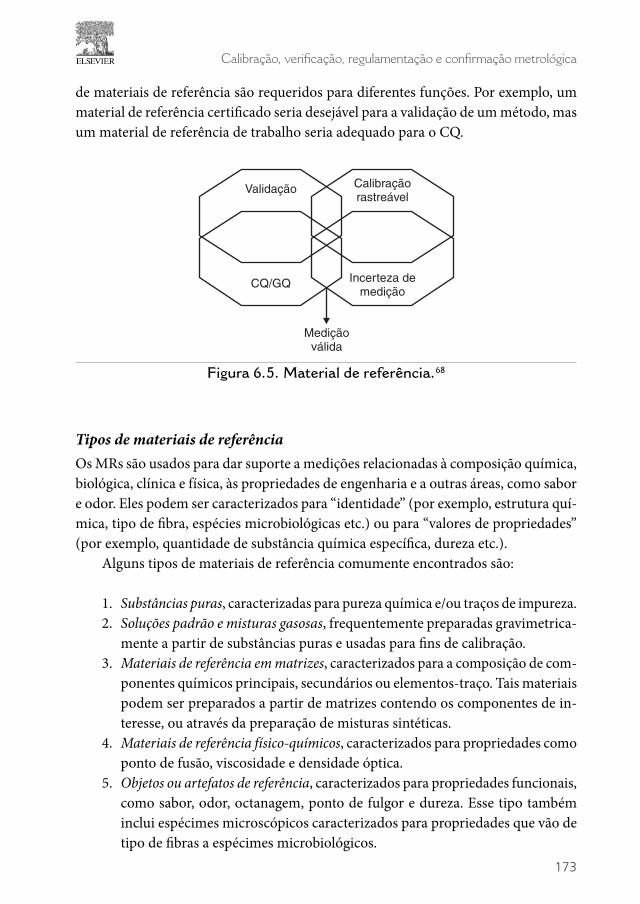
Uma operação de medição frequentemente serve a mais de um propósito, e pode haver sobreposição de funções, conforme ilustrado na Figura 6.5. Diferentes tipos
Calibração, verifi cação, regulamentação e confi rmação metrológica
173
de materiais de referência são requeridos para diferentes funções. Por exemplo, um material de referência certifi cado seria desejável para a validação de um método, mas um material de referência de trabalho seria adequado para o CQ.
Validação Calibraçãorastreável
CQ/GQ Incerteza demedição
Mediçãoválida
Figura 6.5. Material de referência.68
Tipos de materiais de referênciaOs MRs são usados para dar suporte a medições relacionadas à composição química, biológica, clínica e física, às propriedades de engenharia e a outras áreas, como sabor e odor. Eles podem ser caracterizados para “identidade” (por exemplo, estrutura quí-mica, tipo de fi bra, espécies microbiológicas etc.) ou para “valores de propriedades” (por exemplo, quantidade de substância química específi ca, dureza etc.).
Alguns tipos de materiais de referência comumente encontrados são:
1. Substâncias puras, caracterizadas para pureza química e/ou traços de impureza. 2. Soluções padrão e misturas gasosas, frequentemente preparadas gravimetrica-
mente a partir de substâncias puras e usadas para fi ns de calibração.3. Materiais de referência em matrizes, caracterizados para a composição de com-
ponentes químicos principais, secundários ou elementos -traço. Tais materiais podem ser preparados a partir de matrizes contendo os componentes de in-teresse, ou através da preparação de misturas sintéticas.
4. Materiais de referência físico -químicos, caracterizados para propriedades como ponto de fusão, viscosidade e densidade óptica.
5. Objetos ou artefatos de referência, caracterizados para propriedades funcionais, como sabor, odor, octanagem, ponto de fulgor e dureza. Esse tipo também inclui espécimes microscópicos caracterizados para propriedades que vão de tipo de fi bras a espécimes microbiológicos.
Metrologia e controle dimensional
174
Uso dos materiais de referênciaHá muitos tipos de MR. Os mais comumente encontrados estão listados a seguir.
• Validação de métodos e incerteza de mediçãoA estimativa de tendência (a diferença entre o valor medido e o valor verda-deiro) é um dos elementos mais difíceis na validação de método, mas MRs adequados podem prover informações valiosas, dentro dos limites da incer-teza dos valores certifi cados e da incerteza do método sob validação.
• Verifi cação do uso correto de um métodoA aplicação bem -sucedida de um método válido depende do seu uso correto no que se refere à habilidade do operador, à adequação do equipamento, a re-agentes e padrões. MRs podem ser usados para treinamento, para verifi cação de métodos pouco usados e para resolução de problemas quando resultados inesperados são obtidos.
• CalibraçãoNormalmente, um MR de substância pura é usado para a calibração que an-tecede a etapa de medição de um método. Outros componentes do método de ensaio, como digestão, separação e derivatização da amostra, não são, é claro, considerados, e perda de analito, contaminação e interferências e as respectivas incertezas associadas devem ser tratadas como uma parte da va-lidação do método. A incerteza associada à pureza do MR contribuirá para a incerteza de medição total.
O material de referência certifi cado (MRC) é aquele que vem acompanhado de
uma documentação emitida por um organismo com autoridade que fornece um ou mais valores de propriedades especifi cadas com as incertezas e as rastreabilidades associadas. O MRC utiliza procedimentos válidos – como o soro humano, com valor atribuído para a concentração de colesterol e incerteza de medição associada –, indi-cados num certifi cado, e que servem de padrão em uma calibração ou como material de controle da veracidade.
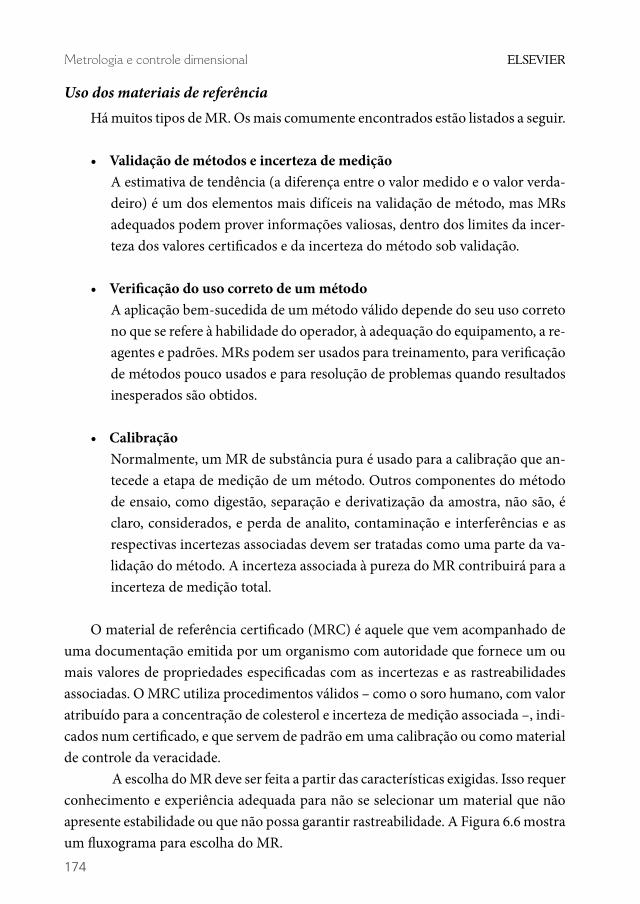
A escolha do MR deve ser feita a partir das características exigidas. Isso requer conhecimento e experiência adequada para não se selecionar um material que não apresente estabilidade ou que não possa garantir rastreabilidade. A Figura 6.6 mostra um fl uxograma para escolha do MR.
Calibração, verifi cação, regulamentação e confi rmação metrológica
175
Define requisitoanalítico.(NOTA 1)
Seleciona MRcandidato e obtém
informações desuporte. (NOTA 2)
Limitações, porém oMR é o melhor
disponível e preencheos requisitos mínimos.
Limitações, porém oMR é o melhor
disponível e preencheos requisitos mínimos.
As característicasrelatadas do MR são
completamentesimilares ao requisito
analítico.
Evidência de suporteno que se refere à
qualidade ésatisfatória.
Material de referênciaadequado.
MR inadequado.Buscar alternativa ou
rebaixar requisito.
Não
Sim
Sim Sim
Sim
Não
Não
Figura 6.6. Fluxograma para escolha do material de referência.68
6.1.2. Oferta e demanda por serviços laboratoriais de ensaios e calibração
Conhecer a realidade da oferta e da demanda por serviços de calibração também é importante para estudantes e profi ssionais da área de Metrologia. “O estudo da oferta e demanda por serviços laboratoriais e ensaios e calibração” mostra essa importância. Ele faz parte do Projeto Escola Nacional de Tecnologia Industrial Básica (ENTIB) – Fase II, coordenado pela Sociedade Brasileira de Metrologia (SBM) em parceria com o Inmetro69 e contou com o apoio fi nanceiro da Financiadora de Estudos e Projetos (FINEP/MCT), tendo os seguintes objetivos:
• Mapear a demanda por serviços laboratoriais de ensaios e calibração no par-que industrial brasileiro, nos seguintes setores contemplados na PITCE e no PBAC: bens de capital (máquinas e equipamentos), biocombustível, materiais (semicondutores), agronegócio, e de química/ farmoquímicos/ farmacêuticos/ material plástico.
Metrologia e controle dimensional
176
• Mapear o parque laboratorial brasileiro pela identifi cação da oferta de servi-ços laboratoriais de ensaios e calibração, incluindo especifi cação dos ensaios, grandezas, faixas de medição e incertezas de medição inerentes.
Como resultado fi nal do estudo, buscou -se, além do mapeamento da oferta e da demanda por serviços laboratoriais de ensaios e calibração, que este forneça subsídios aos tomadores de decisão nas entidades prestadoras de serviços, formuladores de políticas governamentais e usuários de serviços de ensaios e calibração.
Para que o estudo cumpra seus objetivos e alcance os resultados esperados, foram executados os seguintes passos:
• Defi nição, quantifi cação e caracterização da oferta de serviços de ensaios e calibração para todos os setores econômicos da indústria brasileira, segundo a sua distribuição geográfi ca.
• Identifi cação, quantifi cação e caracterização da demanda por serviços de en-saios e calibrações junto ao segmento empresarial, segundo os diferentes se-tores econômicos previamente defi nidos, por porte de empresa e distribuição pelas regiões do país.
• Identifi cação e dimensionamento da capacidade das entidades que ofertam serviços de ensaios e calibrações em cumprir requerimentos, regulamentos, normas e demais dispositivos aplicáveis às suas atividades.
• Levantamento dos fatores que, na visão do setor empresarial, estimulam, di-fi cultam e/ou reprimem a demanda por serviços de ensaios e calibrações.
• Análise das tendências nas relações entre a oferta e a demanda por serviços de ensaios e calibrações, identifi cando lacunas, defi ciências e difi culdades existentes.70
O estudo da oferta de serviços de calibração e ensaios incluiu instituições tecno-lógicas e empresas que executam serviços de ensaios e calibração.
As instituições, em sua maioria, prestam vários tipos de serviços tecnológicos, e o estudo em questão deteve-se na análise daquelas que executam serviços de ensaio e calibração.
Os resultados do estudo confi rmam a afi rmação de que a “oferta de serviços tecnológicos em um país é uma das características que defi nem as áreas ou regiões industrialmente avançadas”.1 As 628 instituições constantes do estudo ofertam cerca de 15 mil tipos diferentes de serviços tecnológicos de ensaio e calibração, distribuídos nas várias regiões do país. A maior concentração encontra -se nos Estados da região Sudeste (69%), liderada pelo Estado de São Paulo, que detém 49% das instituições incluídas do estudo.
O resultado não é surpreendente, uma vez que essa região é a de maior densi-dade industrial do país e possui também uma infraestrutura científi ca e tecnológica
Calibração, verifi cação, regulamentação e confi rmação metrológica
177
signifi cativamente diferenciada. A região Sul vem em segundo lugar, com 16% das instituições, seguida pelas regiões Nordeste (11%), Centro -Oeste (3%) e Norte (1%). Embora alguns Estados não estejam representados no estudo (AP, RO, RR, por exem-plo), considera -se que os resultados oferecem um retrato da distribuição da oferta de serviços tecnológicos no país.
O estudo identifi cou que as instituições têm atuação em âmbito nacional, de-monstrando que não existem barreiras geográfi cas. O acesso aos seus serviços inde-pende do Estado ou região onde se localizam as empresas.
O nível de capacitação dos recursos humanos das instituições pode ser conside-rado bom, porque 64,3% do total de funcionários informados pelas instituições pos-suem nível superior, sendo que uma boa parcela deles tem especialização, mestrado, doutorado e até pós -doutorado.
Com relação à natureza jurídica, verifi ca -se que a maioria das instituições (75,6%) é de natureza privada, o que pode ser um indicativo de que o mercado de serviços tecnológicos no país vem deixando de ser um nicho apenas das instituições tecnoló-gicas e de pesquisa e desenvolvimento públicas.
6.1.3. Principais requisitos para calibração e ensaiosO estabelecimento dos requisitos para calibração e ensaios não é uma tarefa trivial, porque a comprovação de um resultado obedece a diversas normas, principalmente àquelas que têm caráter internacional.
As principais normas que dão base aos requisitos para calibração e ensaios são a ABNT NBR ISO IEC 17025:2005,5 ABNT NBR 9001:200870 e a ABNT NBR ISO 10012:2004.71 Como estas normas são muito complexas e extensas, neste livro serão apresentados somente seus objetivos e os principais pontos relacionados com a ca-libração e os ensaios. Caso o leitor precise aprofundar seus estudos sobre esse tema, deverá adquirir essas normas na ABNT.
A implementação de requisitos de competência para laboratórios de calibração e de ensaio é imprescindível para aqueles que, além da confi abilidade do sistema de gestão, desejam assegurar sua competência para realizar calibrações e ensaios.5 O instrumento que permite que essa competência seja assegurada é a acreditação de laboratórios, concedida por um organismo ofi cial que trabalhe de acordo com requisitos e práticas internacionais. A ABNT NBR ISO/IEC 17025:20055 é aplicável a todas as organizações que realizam ensaios ou calibrações, como laboratórios de primeira, segunda e terceira partes e aqueles onde o ensaio e/ou calibração são parte da inspeção e da certifi cação de produto. Ela é aplicável a todos os laboratórios, in-dependentemente do número de pessoas ou da extensão do escopo das atividades de ensaio e/ou calibração.
Quando um laboratório não realiza uma ou mais das atividades cobertas por essa norma, como amostragem e projeto/desenvolvimento de novos métodos, os requi-
Metrologia e controle dimensional
178
sitos referentes a essas seções não são aplicáveis. Essa norma pode ser utilizada por laboratórios no desenvolvimento dos sistemas da qualidade, administrativo e técnico que regem suas operações. Clientes de laboratórios, autoridades regulamentadoras e organismos de credenciamento também podem usá -la na confi rmação ou no reco-nhecimento da competência de laboratórios.
O atendimento a requisitos de segurança e a regulamentos sobre a operação de laboratórios não está coberto pela ABNT NBR ISO/IEC 17025:2005.5 Se os labora-tórios de ensaio e calibração atenderem aos requisitos dessa norma, operarão um sistema da qualidade para suas atividades de ensaio e calibração, que também atende aos requisitos da referência quando estão envolvidos em projeto/desenvolvimento de novos métodos e/ou desenvolvimento de programas de ensaio, combinando mé-todos de ensaio e calibração normalizados e não normalizados, e aos requisitos da ABNT NBR ISO 9002:200272 quando usam apenas métodos normalizados. A ABNT NBR ISO/IEC 17025:20055 contém a matriz de correlação com a ABNT NBR ISO 9001:200870 e com a ABNT NBR ISO 9002:2002.72 Além disso, a ABNT NBR ISO/IEC 17025:20055 contempla diversos requisitos de competência técnica que não são contemplados nas outras duas normas.
A ABNT NBR ISO/IEC 17025:20055 foi elaborada com base em requisitos indis-pensáveis para que os laboratórios de ensaio e calibração atendessem a critérios de ras-treabilidade nacionais internacionais. Por isso, para caracterizar a rastreabilidade de uma medição, não é sufi ciente que o laboratório calibre seus equipamentos e disponha dos certifi cados de calibração correspondentes. É preciso ir além disso, pois um certi-fi cado de calibração não fornece, necessariamente, informações sobre a competência dos laboratórios que realizam as calibrações que formam a cadeia de rastreabilidade.
A seção 4 da ABNT NBR ISO/IEC 17025:20055 especifi ca os requisitos para um gerenciamento sólido. Já a seção 5 especifi ca os requisitos de competência técnica para os tipos de ensaios e/ou calibrações que o laboratório realiza. A seguir, é apresentado um resumo dessas seções, com o intuito de incentivar o leitor a se aprofundar nesse estudo.
6.1.3.1. Requisitos da gerência (organização)
Principais requisitos relacionados à gestão sólida da instituição:
• O laboratório ou a organização deve ser uma entidade que possa ser legal-mente responsável.
• É responsabilidade do laboratório realizar suas atividades de ensaio e calibra-ção de modo a atender aos requisitos dessa norma e satisfazer às necessidades dos clientes, das autoridades regulamentadoras ou das organizações que for-necem reconhecimento.
Calibração, verifi cação, regulamentação e confi rmação metrológica
179
• O sistema de gerenciamento do laboratório deve cobrir os trabalhos realiza-dos nas suas instalações permanentes, em locais fora dela ou em instalações associadas ao laboratório, quer sejam temporárias ou móveis.
• Se o laboratório for parte de uma organização que realiza outras atividades além de ensaios e/ou calibrações, as responsabilidades dos elementos-chave da organização que tenham envolvimento ou infl uência nas atividades de ensaio e/ou calibração do laboratório devem ser defi nidas, a fi m de identifi car potenciais confl itos de interesse.
• Quando um laboratório for parte de uma organização maior, os arranjos organi-zacionais devem ser estruturados de modo que os departamentos com confl itos de interesses, como produção, marketing, comercial ou fi nanceiro, não infl uen-ciem negativamente a conformidade da instituição aos requisitos dessa norma.
• Se o laboratório quiser ser reconhecido como um laboratório de terceira parte, convém que seja capaz de demonstrar que é imparcial e que tanto a instituição em si quanto seu pessoal estejam livres de quaisquer pressões – comerciais, fi nanceiras e outras indevidas – que possam infl uenciar seu julgamento téc-nico. Convém, ainda, que o laboratório de ensaio ou calibração de terceira parte não se envolva em atividades que possam colocar em risco a confi ança em sua independência de julgamento e a integridade em relação às atividades de ensaio ou calibração.
No aspecto organizacional, o laboratório deve:
• Ter pessoal gerencial e técnico com autoridade e recursos necessários para desempenhar suas tarefas.
• Dispor de meios para assegurar que a sua gerência e o seu pessoal estejam livres de quaisquer pressões e infl uências indevidas.
• Possuir políticas e procedimentos que assegurem a proteção de informações confi denciais e os direitos de propriedade de seus clientes.
• Possuir políticas e procedimentos que evitem o envolvimento em quaisquer atividades que possam diminuir a confi ança na competência, na imparciali-dade, no julgamento ou na integridade operacional.
• Ter estrutura organizacional e gerencial defi nidas. • Especifi car o grau de responsabilidade, de autoridade e de inter -relacionamento
de todo o pessoal envolvido na gestão das atividades. • Dispor de meios para que a supervisão do pessoal de ensaio e de calibração
seja adequada. • Constituir uma gerência técnica que assuma total responsabilidade pelas ope-
rações técnicas. • Nomear um membro do seu quadro de pessoal como gerente da qualidade. • Nomear substitutos para o pessoal -chave no nível gerencial.
Metrologia e controle dimensional
180
No caso da documentação, o laboratório deve estabelecer e manter procedimen-tos para controlar todos os documentos que fazem parte do seu sistema da qualidade (gerados internamente ou obtidos de fontes externas), como regulamentos, normas, outros documentos normativos, métodos de ensaio e/ou calibração, assim como de-senhos, soft wares, especifi cações, instruções e manuais.
Todos os documentos emitidos para o pessoal do laboratório como parte do sistema de qualidade devem ser analisados criticamente e aprovados para uso por pessoal autorizado antes de serem emitidos. Por isso, deve -se estabelecer e manter procedimentos para a análise crítica dos pedidos, propostas e contratos.
Em relação ao atendimento ao cliente, o laboratório deve oferecer cooperação aos clientes ou a seus representantes, para esclarecer os pedidos e monitorar o desempe-nho em relação ao trabalho realizado, desde que o laboratório assegure a confi den-cialidade em relação a outros clientes.
A ABNT NBR ISO/IEC 17025:20055 também normaliza o controle dos trabalhos de ensaio e/ou calibração não conforme, a ação corretiva de não conformidades, a análise de causas, a seleção e implementação de ações corretivas, as auditorias adicio-nais e internas e a ação preventiva.
Em relação aos registros técnicos, o laboratório deve preservar, por um período defi nido, os registros das observações originais, dados derivados e informações sufi -cientes para estabelecer uma linha de auditoria, registros de calibração, registros do pessoal, além de uma cópia de cada relatório de ensaio ou certifi cado de calibração emitido. Os registros de cada ensaio ou calibração devem conter informações su-fi cientes para facilitar, se possível, a identifi cação de fatores que afetem a incerteza e possibilitar que o ensaio ou calibração seja repetido em condições o mais próximo possível das condições originais. Os registros também devem incluir a identifi cação dos responsáveis pela amostragem, pela realização de cada ensaio e/ou calibração e pela conferência de resultados.
6.1.3.2. Requisitos técnicos
Diversos fatores, relacionados a seguir, determinam a correção e a confi abilidade dos ensaios e/ou calibrações realizados pelo laboratório.
• Fatores humanos A gerência do laboratório deve assegurar a competência de todos que operam equipamentos específi cos, realizam ensaios e/ou calibrações, avaliam resulta-dos e assinam relatórios de ensaio e certifi cados de calibração.
• Acomodações e condições ambientaisAs instalações do laboratório para ensaio e/ou calibração, incluindo (mas não se limitando a) fontes de energia, iluminação e condições ambientais, devem
Calibração, verifi cação, regulamentação e confi rmação metrológica
181
ser tais que facilitem a realização correta dos ensaios e/ou calibrações. O labo-ratório deve assegurar que as condições ambientais não invalidem os resultados ou afetem adversamente a qualidade requerida de qualquer medição. Devem ser tomados cuidados especiais quando são realizados ensaios, amostragens e/ou calibrações em locais diferentes das instalações permanentes do laboratório. Os requisitos técnicos para as acomodações e condições ambientais que pos-sam afetar os resultados dos ensaios e calibrações devem estar documentados.
• Métodos de ensaio e calibração e validação de métodosO laboratório deve utilizar métodos e procedimentos apropriados para todos os ensaios e/ou calibrações dentro do seu escopo. Estes incluem amostragem, manuseio, transporte, armazenamento e preparação dos itens a serem ensaia-dos e/ou calibrados e, onde for apropriado, uma estimativa da incerteza de medição, bem como as técnicas estatísticas para análise dos dados de ensaio e/ou calibração.
• EquipamentosO laboratório deve ser aparelhado com todos os equipamentos para amostra-gem, medição e ensaio requeridos para o desempenho correto dos ensaios e/ou calibrações (incluindo a amostragem, preparação dos itens de ensaios e/ou calibração, processamento e análise dos dados de ensaio e/ou calibração). Nos casos em que tiver de usar equipamentos que estejam fora de seu con-trole permanente, o laboratório deve assegurar que os requisitos desta norma sejam atendidos.
• Rastreabilidade da mediçãoTodo equipamento utilizado em ensaios e/ou em calibrações, incluindo os equipamentos para medições auxiliares (por exemplo, condições ambien-tais), que tenha efeito signifi cativo sobre a exatidão ou validade do resultado do ensaio, calibração ou amostragem, deve ser calibrado antes de entrar em serviço. O laboratório deve estabelecer um programa e procedimento para a calibração (de modo que medições feitas pelo laboratório sejam rastreáveis ao Sistema Internacional de Unidades – SI) dos seus equipamentos.
• AmostragemO laboratório deve ter um plano e procedimentos de amostragem quando realiza amostragem de substâncias, materiais ou produtos para ensaio ou calibração subsequente. Tanto o plano como o procedimento de amostragem devem estar disponíveis no local onde a amostragem é realizada. Os planos de amostragem devem, sempre que isso for viável, ter como base métodos estatísticos apropriados. O processo de amostragem deve abranger os fatores
Metrologia e controle dimensional
182
a serem controlados, de forma a assegurar a validade dos resultados do ensaio e calibração.
• Manuseio de itens de ensaio e calibraçãoO laboratório deve ter procedimentos para o transporte, recebimento, manu-seio, proteção, armazenamento, retenção e/ou remoção dos itens de ensaio e/ou calibração, incluindo todas as providências necessárias para a integridade do item de ensaio ou calibração e para a proteção dos interesses do laboratório e do cliente.
• Certifi cados de calibraçãoOs certifi cados de calibração, onde necessário para a interpretação dos resul-tados da calibração, devem incluir o seguinte:
– As condições (por exemplo, ambientais) sob as quais as calibrações fo-ram feitas, que tenham infl uência sobre os resultados da medição.
– A incerteza de medição e/ou uma declaração de conformidade a uma especifi cação metrológica identifi cada ou seção desta.
– Evidência de que as medições são rastreáveis.
Os requisitos da ABNT NBR ISO 9001:200870 estão relacionados com o processo de calibração e ensaios para garantir qualidade também ao sistema de medição. Para garantir que o equipamento de medição opere efetivamente e forneça resultados con-fi áveis, é preciso assegurar -se de que ele é cuidado, calibrado e ajustado regularmente conforme necessário. No caso de calibração e ensaios, é preciso descrever como isso será feito, de modo que os registros estejam disponíveis e mostrem que a calibração é rastreável em relação a padrões nacionais ou internacionais.
Além disso, é preciso assegurar -se de que é possível identifi car quais equipamentos estão calibrados e que são adequados ao uso (por exemplo, etiquetar o equipamento). Se um equipamento defeituoso for encontrado, é preciso decidir se é necessário fazer alguma coisa com relação ao produto que foi aprovado utilizando aquele equipamento. O resultado de qualquer análise crítica pode indicar se uma ação é necessária ou não.
Além da calibração dos equipamentos, é necessário que se mantenham registros para mostrar quando e quem executou a última calibração e qual a data da próxima. Qual foi o procedimento de calibração utilizado, o critério de aceitação, o resultado e se o equipamento foi aceito.2
A ABNT NBR ISO 10012:200471 contém todos os requisitos que os laboratórios de ensaio e calibração devem atender se desejam demonstrar que têm implementado um sistema da qualidade e que têm competência técnica e capacidade de produzir re-sultados tecnicamente válidos. Recomenda -se que os organismos de credenciamento
Calibração, verifi cação, regulamentação e confi rmação metrológica
183
que reconhecem a competência de laboratórios de ensaio e calibração utilizem esta norma como base para seus credenciamentos.
O crescimento do uso de sistemas da qualidade, em geral, tem aumentado a ne-cessidade de assegurar que laboratórios que fazem parte de organizações maiores ou que oferecem outros serviços possam operar de acordo com um sistema de qualidade que esteja em conformidade com a ABNT NBR ISO 9001:200870 ou a ABNT NBR ISO 9002:2002,72 bem como com a ABNT NBR ISO 10012:200471. Portanto, foram toma-dos cuidados para incorporar todos os requisitos da ABNT NBR ISO 9001:200870 e da ABNT NBR ISO 9002:2002,72 que são pertinentes ao escopo dos serviços de ensaio e calibração cobertos pelo sistema de qualidade do laboratório. Apenas a certifi cação da ABNT NBR ISO 9001:200870 e da ABNT NBR ISO 9002:200272 não demonstram a competência do laboratório para produzir dados e resultados tecnicamente válidos.
Convém que a aceitação de resultados de ensaio e calibração entre países deva ser facilitada se os laboratórios atenderem a esta norma71 e se obtiverem o credencia-mento de organismos que tenham acordos de reconhecimento mútuo com organis-mos equivalentes de outros países, os quais utilizem esta norma.71 Seu uso facilitará a operação entre laboratórios e outros organismos, auxiliando na troca de informações e experiência e na harmonização de normas e procedimentos.
Portanto, a ABNT NBR ISO 10012:200471 especifi ca os requisitos gerais para a competência em realizar ensaios e/ou calibrações, incluindo amostragem. Ela cobre ensaios e calibrações realizados utilizando -se métodos normalizados, métodos não normalizados e métodos desenvolvidos pelo laboratório. É para ser utilizada por labo-ratórios no desenvolvimento dos seus sistemas de qualidade, administrativo e técnico que regem suas operações. Clientes de laboratórios, autoridades regulamentadoras e organismos de credenciamento podem também usá -la na confi rmação ou no reco-nhecimento da competência de laboratórios.
6.1.4. Procedimento de calibração A Metrologia, como ciência das medições, possui particularidades importantes que devem ser consideradas na elaboração de um procedimento de calibração. A primeira preocupação é com o tipo de instrumento a calibrar, porque um procedimento de calibração de um paquímetro, por exemplo, é diferente de um procedimento de ca-libração de um micrômetro, já que cada instrumento está relacionado a uma norma específi ca. Com base nessa condição, qualquer procedimento de calibração deve estar relacionado ao instrumento de medição a calibrar, às condições ambientais, ao tipo de trabalho e a uma norma específi ca que garanta rastreabilidade da medição.
Em relação a um procedimento de calibração, também é preciso que se con-siderem alguns outros elementos, descritos a seguir, que são essenciais para que se possa afi rmar se o resultado de uma calibração é rastreável por um padrão nacional ou internacional:
Metrologia e controle dimensional
184
• Cadeia contínua de comparações, conduzindo até um padrão nacional ou internacional.
• Referência à unidade SI: a cadeia de comparações deve alcançar os padrões primários para a realização da unidade do SI.
• Recalibrações: as calibrações devem ser repetidas em intervalos apropriados, defi nidos em função de uma série de variáveis, como incerteza requerida, frequência e modo de uso dos instrumentos de medição, estabilidade dos equipamentos etc.
• Incerteza de medição: a cada passo da cadeia de rastreabilidade deve ser deter-minada a incerteza de medição, de acordo com métodos defi nidos, de modo que se obtenha uma incerteza total para a cadeia.
• Documentação: cada passo da cadeia de rastreabilidade deve ser realizado de acordo com procedimentos documentados, reconhecidos como adequados, e os resultados obtidos devem ser registrados em um certifi cado de calibração.
• Competência: os laboratórios que realizam um ou mais passos da cadeia de rastreabilidade devem fornecer evidências da sua competência para a reali-zação da calibração.73
Em relação à elaboração de um roteiro de procedimento de calibração, após es-tudos55, 74 -75 notou -se que três normas diferem quanto ao número de etapas, mas que, direta ou indiretamente, todas convergem para os propósitos coerentes de roteiro de procedimento de calibração. Com base nessas normas, pode -se considerar que um roteiro de procedimento de calibração deve apresentar, no mínimo, as etapas a seguir.
Etapa 1Objetivos da calibraçãoEsta etapa busca descrever, de forma clara e objetiva, o que se pretende com a calibração. Como exemplo, relacionamos, a seguir, alguns objetivos.
– O sistema de medição deve sofrer apenas regulagem ou ajustes: executar a calibração em alguns pontos ao longo da faixa de medição.
– A calibração deve investigar a fundo o comportamento do sistema de medição ao longo de sua faixa de medição: para levantar a curva de erros, é preciso calibrar o sistema de medição em muitos pontos ao longo da sua faixa de medição, devendo-se repetir várias vezes a medição em cada ponto, para minimizar a incerteza de medição da calibração do sistema de medição.
– Levantamento da curva de erros para futura correção: defi nidas as condi-ções de operação, deve -se programar uma calibração com grande número de pontos de medição dentro da faixa de medição do SMC, bem como
Calibração, verifi cação, regulamentação e confi rmação metrológica
185
realizar grande número de ciclos para reduzir a incerteza nos valores da tendência ou da correção.
Etapa 2Caracterização do sistema de medição a ser calibrado A identifi cação do sistema de medição a ser calibrado é o ponto -chave para o sucesso da calibração. Portanto, se o avaliador não conhecer as características do sistema de medição, não saberá identifi car qualquer anormalidade no processo. Se for calibrar um paquímetro, por exemplo, deverá conhecer sua especifi cação: tipo de paquíme-tro, capacidade, resolução, aplicação etc.
Etapa 3Padrão de referênciaPara esta etapa devem ser descritas todas as normas relativas ao sistema de me-dição, bem como procedimentos de medição e demais particularidades. Devem ser citados os erros, os desvios e as incertezas permissíveis para o instrumento ou sistema. Citando o paquímetro como exemplo, devem -se levar em conta as orien-tações contidas na norma ABNT NBR NM 216:2000 (Paquímetros e paquímetros de profundidade – Características construtivas e requisitos metrológicos),20 que especifi ca os requisitos principais para as características construtivas, dimensionais e de desempenho de paquímetros com várias faixas de medição.
Etapa 4Preparação para execução da calibração A primeira providência a ser tomada é preparar execução da calibração com base em normas e critérios técnicos. Deve ser levantada toda a instrumentação neces-sária para essa atividade. Isso deve ser feito por profi ssionais experientes e qualifi -cados, tendo em vista que eles devem descrever todo o processo detalhadamente, mas de forma clara e compreensiva, sem pular nenhuma etapa fundamental. A calibração deve ser muito bem esquematizada, com instruções passo a passo, in-cluindo tudo o que a envolver: condições ambientais, sequência de operações, montagens a serem executadas, instrumentos auxiliares e coleta de dados.
Etapa 5Execução da calibração Para a execução da calibração, devem ser respeitados todos os procedimentos descritos na preparação. Os dados coletados, cálculos realizados e quaisquer ob-servações importantes devem ser registrados para análises posteriores.
Metrologia e controle dimensional
186
Etapa 6Registro dos dados coletados O registro dos dados coletados deve ser feito em planilhas e formulários adequa-dos, de modo a facilitar a interpretação dos resultados. Se houver a geração de gráfi cos ou sinais importantes, deve haver uma maneira adequada de registrá -los.
Etapa 7Análise e interpretação dos resultados Na análise e interpretação dos resultados, os valores encontrados devem ser com-parados com os valores referenciados nas normas previstas e na especifi cação do fabricante. Não se pode deixar de calcular a incerteza de medição que caracteriza a dispersão dos resultados. Os resultados analisados servirão de base para relatar o parecer fi nal da calibração.
Etapa 8Critério de aceitação O critério de aceitação é a forma de concluir um processo experimental de cali-bração. Ele deve ser fundamentado nas normas ou quaisquer referências relatadas na execução da calibração. Nesse caso, devem ser considerados todos os requisitos pertinentes às normas referenciadas em ABNT NBR ISO/IEC 17025:2005,5 ABNT NBR 9001:200870 e ABNT NBR ISO 10012:2004.71
Etapa 9Certifi cado de calibração O certifi cado de calibração é a validação do processo de calibração, ou seja, é veri-fi cação na qual os requisitos especifi cados são adequados para um uso pretendido.
De acordo com a ABNT NBR ISO 10012:2004,71 os certifi cados de calibração devem possuir, pelo menos, as seguintes informações:
– Título (por exemplo, “relatório de ensaio” ou “certifi cado de calibração”). – Nome e endereço do laboratório e o local onde os ensaios e/ou calibrações
foram realizados, quando diferentes do endereço do laboratório. – Identifi cação unívoca do relatório de ensaio ou certifi cado de calibração
(como número de série), e em cada página uma identifi cação que assegure que ela seja reconhecida como uma parte do relatório de ensaio ou do certifi cado de calibração, e uma clara identifi cação do fi nal do relatório de ensaio ou certifi cado de calibração.
– Nome e endereço do cliente. – Identifi cação do método utilizado.
Calibração, verifi cação, regulamentação e confi rmação metrológica
187
– Descrição – a condição e identifi cação não ambígua do(s) item(ns) ensaiado(s) ou calibrado(s).
– Data do recebimento do(s) item(ns) de ensaio ou de calibração, quando isso for crítico para a validade e a aplicação dos resultados, e a(s) data(s) da realização do ensaio ou calibração.
– Referência ao plano e procedimentos de amostragem utilizados pelo labo-ratório ou por outros organismos, quando estes forem pertinentes para a validade ou aplicação dos resultados.
– Resultados do ensaio ou da calibração com as unidades de medida, onde apropriado.
– Nome, função e assinatura ou identifi cação equivalente de quem estiver autorizado a emissão do relatório de ensaio ou do certifi cado de calibração, seja uma ou mais pessoas.
– Onde pertinente, declaração de que os resultados se referem aos itens en-saiados ou calibrados.
6.2. VERIFICAÇÃO METROLÓGICA
Verifi cação metrológica é o provimento de evidência objetiva de que um dado item atende a requisitos especifi cados. A verifi cação metrológica, em que se cobram taxas específi cas, desdobra -se em três tipos de verifi cação: inicial, subsequente e eventual.11 Os instrumentos de medição e as medidas materializadas sujeitos à verifi cação são exa-minados com base na legislação metrológica, que pode contemplar as etapas a seguir.
• Exame de conformidade de modelo aprovadoVerifi ca -se a conformidade do instrumento às características de construção descritas na Portaria de Aprovação de Modelo baixada pelo Inmetro, espe-cífi ca para o modelo inspecionado. Esse procedimento é realizado apenas na verifi cação inicial.
• Exame visualObservam -se as características gerais do instrumento, como legibilidade dos indicadores de medição, identifi cações, estado geral de conservação, marcas de verifi cação e selagem, bem como suas condições de instalação e operação. Esse procedimento é realizado na verifi cação subsequente e na eventual.
• Ensaios de mediçãoO instrumento é submetido aos ensaios de determinação de erros de medição, utilizando -se para isso padrões rastreados ao Inmetro.
Metrologia e controle dimensional
188
• Aposição de marcas de verifi cação e de selagemSempre que um instrumento de medição é verifi cado e aprovado, ele recebe uma marca de verifi cação (geralmente um adesivo, contendo o prazo de vali-dade da verifi cação) e uma de selagem (selo de material plástico, contendo o símbolo do Inmetro), objetivando garantir a inviolabilidade do instrumento.
• Certifi cado de verifi caçãoDocumento que atesta que o instrumento de medição foi submetido aos exa-mes exigidos pela legislação metrológica, concluindo por sua aprovação ou reprovação. Somente é expedido a pedido do interessado.
• Verifi cação inicialRealizada em instrumentos novos, antes de serem comercializados, em geral nas dependências do fabricante, na qual o instrumento é submetido aos se-guintes procedimentos: exame de conformidade de modelo aprovado, ensaio de medição, aposição das marcas de verifi cação e de selagem. É cobrada taxa dos serviços metrológicos.
• Verifi cação subsequenteÉ realizada, em geral, uma vez ao ano, em instrumentos em uso no comércio, indústria e serviços, nos locais onde estiverem instalados. O instrumento é sub-metido aos seguintes procedimentos: exame visual, ensaio de medição, aposição das marcas de verifi cação e de selagem. É cobrada taxa dos serviços metrológi-cos. Existem instrumentos de medição que, por suas características, necessitam de instalações adequadas para a verifi cação subsequente, como Posto de Veri-fi cação de Vagão -Tanque e Posto de Verifi cação de Taxímetro para a Capital.
• Verifi cação eventualApós a verifi cação subsequente, é realizada a qualquer tempo, a pedido do usuário ou após reparo de instrumento reprovado em verifi cação anterior e nos casos em que haja obliteração (destruição total ou parcial) da marca de verifi -cação. O instrumento é submetido aos mesmos procedimentos exigidos para verifi cação subsequente. É cobrada taxa de serviços metrológicos.
• Inspeção metrológica para a ação fi scal (fi scalização)Rotina fi scal executada simultaneamente às verifi cações subsequente e even-tual, ou a qualquer tempo (ação fi scal exclusiva), motivada por reclamação de consumidor ou iniciativa do próprio Ipem -SP. O instrumento é submetido aos mesmos procedimentos exigidos para verifi cação subsequente. Não é cobrada taxa de serviços metrológicos. O principal objetivo dessa ação fi scalizadora é fazer que as irregularidades encontradas sejam corrigidas. Para tanto, o instrumento irregular é interditado ou apreendido, e o responsável é autuado.
Calibração, verifi cação, regulamentação e confi rmação metrológica
189
6.3. REGULAMENTAÇÃO METROLÓGICA
A regulamentação metrológica é uma atividade pertencente à Metrologia Legal, que tem o poder de fi scalizar as atividades metrológicas, pelo cunho de utilidade pública de que se revestem, dizendo respeito ao interesse do consumidor e caracterizando--se como matéria de alta relevância.76 Quem estuda ou convive com atividades que envolvam a regulamentação metrológica precisa conhecer os princípios da Resolução do Conmetro no 11/88, reproduzida a seguir.
Resolução nº 11, de 12 de outubro de 1988.
O Conselho Nacional de Metrologia, Normalização e Qualidade Industrial – CONMETRO, usando das atribuições que lhe confere o artigo 3º da Lei nº 5.966, de 11 de dezembro de 1973, através de sua 20ª Sessão Ordinária realizada em Brasília, em 23/8/1988.
Considerando a necessidade de assegurar satisfatórias condições de fun-cionamento dos órgãos integrantes do Sistema Nacional de Metrologia, Nor-malização e Qualidade Industrial – SINMETRO;
Considerando que as atividades metrológicas, pelo cunho de utilidade pública de que se revestem, dizendo respeito ao interesse do consumidor, caracterizam -se como matéria de alta relevância;
Considerando a necessidade de atualização dos critérios e procedimentos para a execução da atividade de Metrologia Legal no país, resolve:
1. Aprovar a Regulamentação Metrológica, que com esta baixa, para fi el observância.
2. Revogar a Resolução nº 01/82, de 27 de abril de 1982. 3. Esta Resolução entrará em vigor na data de sua publicação.
Brasília, 12 de outubro de 1988. Roberto Cardoso Alves
Regulamentação Metrológica
Capítulo I Das Unidades de Medida
1. Adotam -se no Brasil, obrigatória e exclusivamente as unidades de medida baseadas no Sistema Internacional de Unidades (SI), apro-vadas nas Conferências Gerais de Pesos e Medidas (CGPM).
2. Serão usadas, para medir as grandezas indicadas, as seguintes uni-dades de base:
Metrologia e controle dimensional
190
I. para comprimento: o metro (símbolo m); II. para massa: o quilograma (símbolo kg);
III. para o tempo: o segundo (símbolo s); IV. para corrente elétrica: o ampére (símbolo A); V. para temperatura termodinâmica: o kelvin (símbolo K);
VI. para quantidade de matéria: o mol (símbolo mol); VII. para int ensidade luminosa: a candela (símbolo cd).
3. Para as demais grandezas serão obrigatórias: a) unidades derivadas e suplementares do SI, ou aquelas acei-
tas pela CGPM; b) os múltiplos e submúltiplos das referidas unidades, for-
mados com “prefi xos SI”. 3.1. Serão utilizadas as unidades constantes do Quadro Geral de
Unidades de Medida.
Capítulo II Dos Órgãos Atuantes na Metrologia
4. Atuam na área de Metrologia: a) O Instituto Nacional de Metrologia, Normalização e Qua-
lidade Industrial – Inmetro; b) Órgãos Estaduais e Municipais que executam atividades de
Metrologia; c) Os órgãos e entidades da administração federal, estadual e
municipal, assim como entidades particulares que, mediante convênios, acordos, contratos e ajustes, sejam credenciados a exercer atividades na área metrológica.
4.1. A fi m de assegurar, em todo o território nacional, a indispensá-vel uniformidade na expressão das grandezas, cabe ao Instituto Nacional de Metrologia, Normalização e Qualidade Industrial – Inmetro: a) expedir ou propor a expedição de atos normativos metro-
lógicos, necessários à implementação de suas atividades, abrangendo os campos comercial, industrial, técnico e científi co;
b) propor a fi xação dos preços públicos dos serviços efetua-dos em verifi cação de medidas materializadas e instrumen-tos de medir, e das multas aplicadas, conforme previstas na Lei no 5.966, de 11 de dezembro de 1973, e no Decreto nº 86.550, de 6 de novembro de 1981;
c) fi scalizar o cumprimento de toda lei ou norma na área metrológica;
Calibração, verifi cação, regulamentação e confi rmação metrológica
191
d) dirimir as dúvidas suscitadas pela aplicação da legislação metrológica;
e) colaborar com a Repartição Internacional de Pesos e Me-didas, a Organização Internacional de Metrologia Le-gal e outras entidades de notório destaque no contexto metrológico;
f) adquirir e conservar os padrões nacionais e providenciar para que sejam periodicamente aferidos segundo os pa-drões internacionais;
g) especifi car as condições mínimas a que deverão obedecer os modelos de medidas materializadas e instrumentos de medir, examinando -os, defi nindo -os e aprovando -os ou não;
h) tomar as providências administrativas necessárias ao me-lhor cumprimento de suas atribuições;
i) ministrar cursos de formação e aperfeiçoamento em Me-trologia, obedecidos os dispositivos legais;
j) indicar representante nas Conferências Gerais de Pesos e Medidas.
5. O Inmetro poderá efetuar delegação de atividades na área metroló-gica, mediante contratos, convênios, ajustes, acordos, assim como credenciar entidades para execução de atividades metrológicas, ex-ceto no que diz respeito à Metrologia Legal.
6. Entende -se como Metrologia Legal a parte da Metrologia que se refe-re às exigências legais, técnicas e administrativas, relativas às unida-des de medida, aos métodos de medição, aos instrumentos de medir e às medidas materializadas.
7. Fica o Inmetro autorizado a adotar as providências necessárias à con-solidação das atividades de Metrologia no país, fi rmando os convê-nios, contratos, ajustes e acordos, assim como os credenciamentos que se fi zerem necessários.
Capítulo III Dos Instrumentos de Medir, das Medidas Materializadas e do Modo de Utilizá -las
8. Os instrumentos de medir e as medidas materializadas que tenham sido objeto de atos normativos, quando forem oferecidos à venda; quando forem empregados em atividades econômicas; quando forem utilizados na concretização ou na defi nição do objeto de atos em negócios jurídicos de natureza comercial, cível, trabalhista, fi scal, parafi scal, administrativa e processual; e quando forem empregados
Metrologia e controle dimensional
192
em quaisquer outras medições que interessem à incolumidade das pessoas, deverão, obrigatoriamente:
a) corresponder ao modelo aprovado pelo Inmetro; b) ser aprovados em verifi cação inicial, nas condições fi xadas
pelo Instituto; c) ser verifi cados periodicamente.
8.1. O Inmetro determinará quais as medidas materializadas e ins-trumentos de medir sujeitos às obrigações defi nidas neste item.
8.2. Em casos especiais poderá o Inmetro isentar de verifi cação periódica determinadas classes de medidas materializadas e instrumentos de medir, bem como da aprovação de modelos.
9. O Inmetro emitirá certifi cado que indique a fi nalidade e os limi-tes dos instrumentos ou medidas materializadas verifi cados, sendo nesses aposta marca ofi cial e/ou marca de selagem que identifi que o órgão executor e o ano de execução. 9.1. Em casos especiais, a critério do Inmetro, será dispensada a
emissão do certifi cado de verifi cação individual, bem como da indicação da fi nalidade e dos limites de utilização dos ins-trumentos de medir ou medidas materializadas, ou ainda a aposição da marca ofi cial e/ou da marca de selagem.
10. Os fabricantes de medidas materializadas e instrumentos de medir deverão registrar os seus estabelecimentos no Inmetro, nas condições que forem estabelecidas em ato normativo específi co.
11. O Inmetro especifi cará as condições técnicas a que devam satisfazer as ofi cinas que executem consertos ou manutenção de medidas materia-lizadas e instrumentos de medir, sobre os quais haja regulamentação.
Capítulo IV Do Aspecto Metrológico das Transações
12. Toda e qualquer transação de compra e venda ou, de modo geral, de transmissão de propriedade efetuada no país, deverá ser baseada em unidades legais de medida, em conformidade com o Sistema Inter-nacional de Unidades (SI). 12.1. Excluem -se da obrigatoriedade mencionada neste item con-
tratos ou documentos relativos a mercadorias importadas ou exportadas, podendo, em tais casos, indicar as grandezas expressas em unidades legais do país de origem ou destino, acompanhadas, obrigatoriamente, de sua conversão para as unidades legais brasileiras.
Calibração, verifi cação, regulamentação e confi rmação metrológica
193
12.2. As embalagens, continentes, envoltórios e invólucros relativos às mercadorias referidas no subitem anterior deverão trazer, obrigatoriamente, e em maior destaque, a indicação de sua quantidade líquida em un idades legais brasileiras, a par de outras dos países de destino ou origem, para efeito de sua co-mercialização em todo território nacional.
13. É obrigatório, para expressão de quaisquer grandezas, o uso das uni-dades legais de medida em livros, catálogos, anúncios, propaganda comercial, plantas, faturas, editais, sinais de tráfego, envoltórios e recipientes de mercadorias e impressos em geral. 13.1. Admite -se o uso de unidades não legais em tabelas de concor-
dância e transformação entre as unidades legais e não legais.
Capítulo V Das Mercadorias Pré -medidas sem a Presença do Comprador, Acondicionadas ou Não
14. As mercadorias pré -medidas acondicionadas ou não, sem a presença de comprador deverão trazer, de modo bem visível e inequívoco, a indicação da quantidade líquida ou da quantidade mínima expressa em unidades legais, ou nos casos defi nidos pelo Inmetro, o número de unidades contidas no acondicionamento. 14.1. Considera -se quantidade líquida das mercadorias a quantida-
de do produto principal exposto à venda: salsicha, sem levar em consideração a salmoura; pêssego em calda, excluída a cal-da; azeitona, descontado o líquido que as contém, e outros.
14.2. Considera -se quantidade mínima das mercadorias o menor valor da quantidade encontrado em qualquer unidade.
14.3. Considera -se como produto principal aquele existente em uma embalagem e que se constitua na razão principal de sua comercialização.
15. Nenhuma mercadoria pré -medida poderá ser comercializada sem que a sua quantidade seja expressa em unidades legais grafadas por extenso, ou com os símbolos de uso obrigatório para representá -las. 15.1. As mercadorias que se apresentem a 20ºC sob forma sólida ou
granulada devem ser comercializadas em unidades legais de massa, seus múltiplos e submúltiplos.
15.2. As mercadorias que se apresentem a 20ºC sob forma líquida ou pastosa devem ser comercializadas em unidades legais de volume, seus múltiplos e submúltiplos.
Metrologia e controle dimensional
194
15.3. As mercadorias que se apresentem em estado líquido a 20ºC sob pressão e os produtos acondicionados sob a forma de ae-rossóis terão sua comercialização regulamentada pelo Inmetro.
15.4. As mercadorias cujo emprego principal depende de sua ex-tensão linear devem ser comercializadas em unidades legais de comprimento, seus múltiplos e submúltiplos.
15.5. As mercadorias cujo emprego principal depende de sua super-fície devem ser comercializadas em unidades legais de área, seus múltiplos e submúltiplos.
15.6. As mercadorias que, por suas características principais de utilização, são comercializadas em unidades devem trazer a indicação quantitativa referente ao número de unidades.
16. Poderá o Inmetro autorizar a comercialização de mercadorias pré--medidas, em unidades legais, diferentes das estabelecidas no item 15, mediante ato normativo específi co.
17. É dispensável a indicação da quantidade nas mercadorias em apre-sentação especial, com fi nalidade publicitária, de demonstração, ex-perimentação ou para comprovação de qualidade, sem objetivo de comercialização.
18. Não se admite, em invólucros ou envoltórios fechados, a qualquer título, inclusive para oferta ou propaganda, a inclusão de outra mercadoria que não seja aquela para a qual tenha sido destinada a embalagem.
19. As mercadorias pré -medidas que tragam em sua embalagem en-voltório ou invólucro, a indicação de sua composição (substância, produtos integrantes ou ingredientes) serão objeto de fi scalização quantitativa da indicação.
20. Nos produtos em conserva, será considerado como equivalente ao principal e integrante da quantidade líquida o conservante cujo valor comercial seja igual ou superior ao do produto principal.
21. Quando, no invólucro ou envoltório fechado, houver dois ou mais produtos de igual importância, a quantidade líquida a ser considera-da será a representada pela soma das quantidades desses produtos.
22. Quando, em obediência a dispositivos legais ou por outros motivos, a critério do Inmetro, o invólucro ou envoltório fechado tiver que trazer a indicação da quantidade bruta, esta só poderá ser feita em caracteres de menor tamanho e de menor destaque, em relação aos caracteres indicativos da quantidade líquida.
Calibração, verifi cação, regulamentação e confi rmação metrológica
195
23. As mercadorias acondicionadas não poderão trazer em seus in-vólucros ou envoltórios fechados quaisquer indicações adjetivas à quantidade.
24. As mercadorias previamente medidas, sem acondicionamento pró-prio, devem trazer a indicação quantitativa correspondente, aten-dendo às normas da presente Resolução, num rótulo, etiqueta, numa gravação feita na sua própria superfície ou por outro meio ou processo adequado, que transmita fácil, fi el e satisfatoriamente ao consumidor a informação quantitativa, nas condições referidas.
25. A indicação da quantidade líquida, exigida nesta Resolução, poderá admitir tolerância nos termos e condições a serem defi nidos em ato normativo do Inmetro.
26. No caso de mercadorias que, por sua natureza, tenham quantidade variável com as condições de exposição ou conservação, a indicação da quantidade deverá se referir à “quantidade mínima” levando em conta essa variação.
27. O número de unidades que deve compor a amostra e as regras para a amostragem serão fi xados através de ato normativo do Inmetro.
28. Para os produtos de carne e derivados, embutidos em tripa natural ou artifi cial, desde que não estejam fatiados, e aqueles que não puderem ter suas quantidades padronizadas quando a massa de cada unidade (peça), for superior a 50 (cinquenta) gramas, será facultado que a indicação da quantidade líquida seja efetivada na fase de comercia-lização fi nal do produto. 28.1. Se, no rótulo ou revestimento, aparecer indicação da quanti-
dade líquida, fi cará este sujeito à tolerância admitida. 28.2. Os produtos de carne ou derivados sujeitos a cozimento ou
processo semelhante, depois de acondicionados, e que sofram assim, mudanças de sua constituição, para as quantidades lí-quidas, serão considerados os novos produtos resultantes do processo.
29. Para os queijos e requeijões que não possam ter suas quantidades padronizadas e/ou possam perder peso de maneira acentuada, será facultado que a indicação da quantidade líquida seja efetivada na fase da comercialização fi nal do produto.
30. Todos os vasilhames de vidro, fabricados para vendas de bebidas, deverão trazer a indicação de sua capacidade expressa em litros, seus múltiplos e submúltiplos e a marca que identifi que o fabricante pe-rante o Inmetro.
Metrologia e controle dimensional
196
31. A indicação da quantidade líquida ou da quantidade mínima deverá corresponder a valor nunca inferior a 90% (noventa por cento) da capacidade do continente.
32. Os rótulos utilizados pelas indústrias de bebidas devem trazer, de forma clara e visível, a indicação em litros, seus múltiplos e submúl-tiplos, do volume de bebida contida no recipiente.
33. Os produtos farmacêuticos, fabricados ou comercializados no país, trarão nos seus rótulos ou envoltórios, a composição básica ou fór-mula (por dose a ministrar, por massa ou volume), sempre expres-sa em unidades legais e na conformidade das determinações legais correspondentes.
34. Além dessa exigência, os produtos farmacêuticos mencionarão, con-forme o caso, nos seus rótulos e/ou envoltórios externos:
a) a quantidade de unidades dose (comprimidos, drágeas, pastilhas, pílulas, ampolas ou outros semelháveis), contida na embalagem ou acondicionamento comercial;
b) a massa ou o volume do produto farmacêutico contido em embalagem ou acondicionamento comercial, no caso de pó ou líquidos, de qualquer natureza;
c) a quantidade mínima em massa, no caso de preparações pastosas ou semissólidas (pomadas, pastas, unguentos e equivalentes) e de grânulos ou granulados;
d) o comprimento, massa ou unidades contidos na embala-gem ou acondicionamento, quando se tratar de materiais de penso ou curativos.
35. O cilindro ou recipiente de gás sob pressão, desde que não tenha regulamentação específi ca, deverá trazer, obrigatoriamente, além da tara, a indicação da quantidade líquida do produto nele contido, em etiqueta de cartolina, presa à válvula do respectivo cilindro. 35.1. A etiqueta de cartolina deverá ser presa no fi o de arame de
selagem e antes do selo de chumbo, de modo a garantir a in-violabilidade do cilindro.
Capítulo VI Das Normas Procedimentais para a Realização da Fiscalização
36. A fi scalização de mercadorias pré -medidas, acondicionadas ou não sem a presença do consumidor, será realizada da seguinte forma:
a) o órgão metrológico promoverá a retirada de amostras me-dian te recibo, no qual se especifi cará a mercadoria e seu estado de inviolabilidade;
Calibração, verifi cação, regulamentação e confi rmação metrológica
197
b) verifi cado que um produto exposto à venda não satisfaz às exigências desta Resolução e da legislação pertinente, fi cará ele sujeito a apreensão, mediante recibo, no qual se especifi -cará a mercadoria e a natureza da irregularidade, para efeito de instrução do processo;
c) em cada elemento da amostra assim coletada serão feitas as medições necessárias. Essas medições poderão ser acom-panhadas, pelos interessados, aos quais se comunicará, por escrito, a hora e o local em que serão realizadas;
d) a ausência do interessado às medições não descaracterizará a fé pública dos laudos emitidos.
Capítulo VII Das Penalidades
37. As penalidades por infrações serão aplicadas de maneira gradativa, levando -se em conta:
a) o valor do prejuízo resultante da infração para o consumidor;
b) ser o infrator primário ou reincidente.
Capítulo VIII Disposições gerais
38. É assegurada aos agentes metrológicos, no d esempenho de suas atri-buições, garantia de livre acesso a todos os locais onde se fabriquem, usem ou exponham à venda medidas materializadas ou instrumentos de medir ou onde se acondicionem ou vendam mercadorias.
39. A violação de lacres o u interdição, ou seu rompimento, sem prévia autorização do Inmetro, de medidas materializadas, instrumentos de medir e mercadorias pré-medidas acondicionadas ou não, sem a presença do consumidor, sujeita o autor, além das sanções previstas na legislação penal, às penalidades previstas na Lei no 5.966, de 11 de dezembro de 1973.
40. As empresas que executarem operações metrológicas, de natureza comercial, sujeitar -se -ão às condições estabelecidas pelo Inmetro, em ato próprio.
41. O prazo para utilização de rótulos, acondicionamentos e continentes que já trazem a indicação quantitativa, mas que se encontrem em desacordo com alguns dos dispositivos desta Resolução será de 180 dias, a contar da data de sua publicação.
Metrologia e controle dimensional
198
42. O Inmetro estabelecerá: a) a maneira como devem ser executadas as medições; b) as tolerâncias permitidas para as diferenças encontradas
nessas medições; c) exigências metrológicas para as mercadorias pré -medidas,
acondicionadas ou não, inclusive padronização quantitativa; d) regras gerais sobre a fi scalização das medidas materializa-
das e dos instrumentos de medir. 43. Ficam ratifi cados todos os atos normativos metrológicos, baixados
até a presente data, pelo Ministro de Estado da Indústria e do Comér-cio, pelo antigo Ministério do Trabalho, Indústria e Comércio e pelo Instituto Nacional de Pesos e Medidas, desde que não contrariem o disposto na presente Resolução. 43.1. Fica o Inmetro autorizado a alterar ou substituir os atos nor-
mativos especifi cados neste item.
6.4. CONFIRMAÇÃO METROLÓGICA
A confi rmação metrológica é um procedimento planejado e sistematicamente de-senvolvido para verifi car o desempenho de um sistema de medição. Tem a função de analisar não conformidades relativas a limites de erro permissível, incertezas asso-ciadas ao resultado de medições e se são condizentes com a especifi cação necessária para fi ns de determinação da conformidade de processos e/ou produtos monitorados pelo equipamento.
Durante a confi rmação metrológica também se deve analisar se a qualidade re-querida das medidas de um componente pode ser validada e se é possível preservar os estados de exatidão, precisão e adequação ao uso de um equipamento ou, em caso contrário, submeter o processo de medição a ações corretivas e preventivas cabíveis.
A execução de uma rotina de confi rmação metrológica consiste em cumprir os procedimentos estabelecidos durante a estruturação do sistema. Estas rotinas, que ocorrem em nível operacional, seguem os passos a serem obedecidos.77
• Submeter equipamento à calibração. • Registrar resultados e emitir certifi cado de calibração (no caso de calibração
executada internamente) ou receber certifi cado de calibração (no caso de ca-libração executada externamente).
• Analisar se os resultados estão conforme os critérios de aceitação estabelecidos para o instrumento.
Calibração, verifi cação, regulamentação e confi rmação metrológica
199
• Em caso de aceitação do instrumento, arquivar o certifi cado correspondente, identifi car o status do instrumento, colocar o lacre se apropriado e disponibi-lizar o instrumento para uso.
• Em caso de reprovação do instrumento, proceder a identifi cação e segrega-ção do instrumento não conforme. Estabelecer ações corretivas e preventivas adequadas.