avançadas de produção” joinville , sc, brasil, 10 a 13 de ... · com a grande competitividade...
TRANSCRIPT
APLICAÇÃO DO DMAIC NA
ESTRUTURAÇÃO DE UM PROJETO DE
MELHORIA COM O USO DO DOE: UMA
PESQUISA-AÇÃO EM UMA EMPRESA
QUÍMICA
Luan Araujo dos Santos (ASLEC)
Guilherme Arias Perissoto (ASLEC)
LUCAS SCAVARIELLO FRANCISCATO (ASLEC)
Com a grande competitividade, o mercado atual, exige cada vez mais
que as empresas atendam suas necessidades com maior eficiência, seja
em relação a prazos, quantidades, qualidade, etc. Para sobreviver
nesse meio competitivo, à ordem dentro das organizações é reduzir
custos, buscando a melhoria continua de seus processos. Uma maneira
que vem sendo muito utilizada para estruturar projetos de melhorias
tem sido a metodologia DMAIC, que divide o projeto em cinco etapas
com objetivos pré-estabelecidos em cada uma delas. Porém, para
melhorar, é necessário antes conhecer bem o seu processo e todas as
suas variáveis. A ferramenta que possibilita este conhecimento é o
DOE (Design of experiments), também conhecida como planejamento
de experimentos, trata-se de um método onde é realizado a combinação
das variáveis do processo com diferentes entradas, ou seja, refere-se
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
2
de um planejamento para realizar e verificar os experimentos, de modo
que os dados analisados gerem novas saídas mais eficientes. Para
avaliar e controlar seus métodos, as empresas medem a capabilidade
do processo, através dos índices Cp e Cpk, que apontam de forma
gráfica e numérica se as especificações do cliente estão sendo
atendidas. Neste contexto, o presente artigo visa à redução da variação
do peso final de um produto, consequentemente uma redução de custos
com matéria-prima, utilizando a metodologia DMAIC, aplicação do
DOE e controle de capabilidade em uma empresa química do interior
de São Paulo. Os dados do estudo foram levantados por meio de uma
pesquisa-ação. Após a implementação das melhorias, foi obtido uma
redução da variação do peso de 1,17% gerando assim uma saving com
matéria-prima no valor de R$ 14.192,64 / ano.
Palavras-chave: Palavras-chave: DMAIC, DOE (Design of
experiments), capabilidade.

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
3
1. Introdução
A indústria química desempenha um relevante papel na economia do Brasil. No país, o setor
químico é o quarto maior em importância na formação do PIB Industrial. Considerados todos
os seus segmentos, a indústria química teve, em 2015, um faturamento líquido estimado de
US$ 112,4 bilhões, sendo do segmento de produtos químicos industriais, um valor estimado
de US$ 54,9 bilhões (ABIQUIM, 2016).
Com a grande competitividade no mercado, como na indústria química, um dos grandes
desafios das empresas atualmente está em aperfeiçoar seus processos e produtos, visando
reduzir os custos ao máximo possível, sem interferir na qualidade dos mesmos.
Identificar e reduzir custos devem ser uma tarefa recorrente e não uma ação em períodos de
crise. A organização deve sempre buscar mais resultados com menos recursos (GALHARDO,
2015).
Para isso, cada vez mais as organizações estão adotando técnicas, métodos e ferramentas, com
o objetivo de aperfeiçoar seus processos. Uma metodologia muito utilizada em projetos de
melhorias é a do DMAIC, que divide o projeto em cinco etapas (definir, medir, analisar,
implementar e controlar).
Da mesma forma, no processo de melhoramento, enquadra-se a aplicação de ferramentas
experimentais, como o DOE (design of experiments), que gera uma nova combinação de
elementos ou parâmetros, através de testes de variáveis de entrada (inputs), com o intuito de
identificar efeitos positivos nas variáveis de saída (outputs) (PORTAL DE
CONHECIMENTOS, 2008).
Este artigo tem como objetivo relatar um projeto de aprimoramento de um processo, realizado
em uma empresa do setor químico, com o objetivo de gerar uma redução de custos com
matéria-prima. Para isso, foi utilizado como base para o mesmo, a metodologia DMAIC, além
da inserção de ferramentas estatísticas como o DOE e de outras ferramentas da qualidade.
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
4
2. Referencial bibliográfico
2.1. DMAIC
Segundo Rotondaro (2002) DMAIC é acrônimo proveniente dos termos em inglês Define-
Measure-Analyse-Improve-Control e que pode ser traduzido como Definir – Medir – Analisar
– Melhorar – Controlar.
Para Campos (2003) a implantação do seis-sigma é necessário o uso de um método
denominado DMAIC, que prevê uma sequência lógica de etapas ou fases. As etapas podem
ser compreendidas como:
Definir as necessidades;
Medir os desempenhos atuais;
Analisar as causas raízes dos problemas;
Melhorar os processos, eliminando os erros ou desenvolvendo novas soluções;
Controlar para que os aprimoramentos sejam mantidos.
Segundo Slack, Chambers e Johnston (2009) o ciclo DMAIC inicia-se definindo os
problemas, para se saber quais são as necessidades de melhoria. Em seguida vem a etapa de
medição da situação atual, momento em que o projeto ganha uma abordagem seis sigma, e
passa a trabalhar com valores reais, e não apenas suposições. Após realizar as medições, elas
podem ser analisadas. Neste estágio, deve-se validar a causa raiz do problema. Uma vez
identificada, inicia-se o processo de melhoramento, através do desenvolvimento de ideias para
eliminar ou minimizar as causas dos problemas. Soluções são testadas e as que funcionarem
são implementadas, formalizadas e os resultados medidos.
2.2. SIPOC
A sigla SIPOC tem origem nos termos em inglês: Suppliers (fornecedores), Inputs (insumos),
Process (processo), Outputs (produtos obtidos na saída) e Customers (consumidores)
(WERKEMA, 2002).
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
5
Para Fernandes (2006) SIPOC é uma ferramenta usada por um time para identificar todos os
elementos pertinentes de um projeto de melhoria de processo antes de iniciar o trabalho.
2.3. Capabilidade
Segundo Seleme e Stadler (2010) a avaliação de processos, é uma ferramenta para responder
perguntas e tomar decisões, em três elementos básicos:
O desejo e as necessidades do cliente estão sendo satisfeito?
O produto ou serviços atende às especificações?
O processo de fabricação ou fornecimento do produto está de acordo com o planejado?
Sendo assim, a avaliação pode ser concretizada em: a definição dos itens de controle, ou seja,
as características de qualidade que serão avaliadas, a sistemática dos dados, cálculo do índice
de capacidade, e estabilidade do processo.
A estabilidade do processo é a característica indicativa de que este está sob controle, com
previsibilidade futura. Quanto à normalidade do processo diz à característica da amostra que
segue uma distribuição normal, prevista estatiscamente.
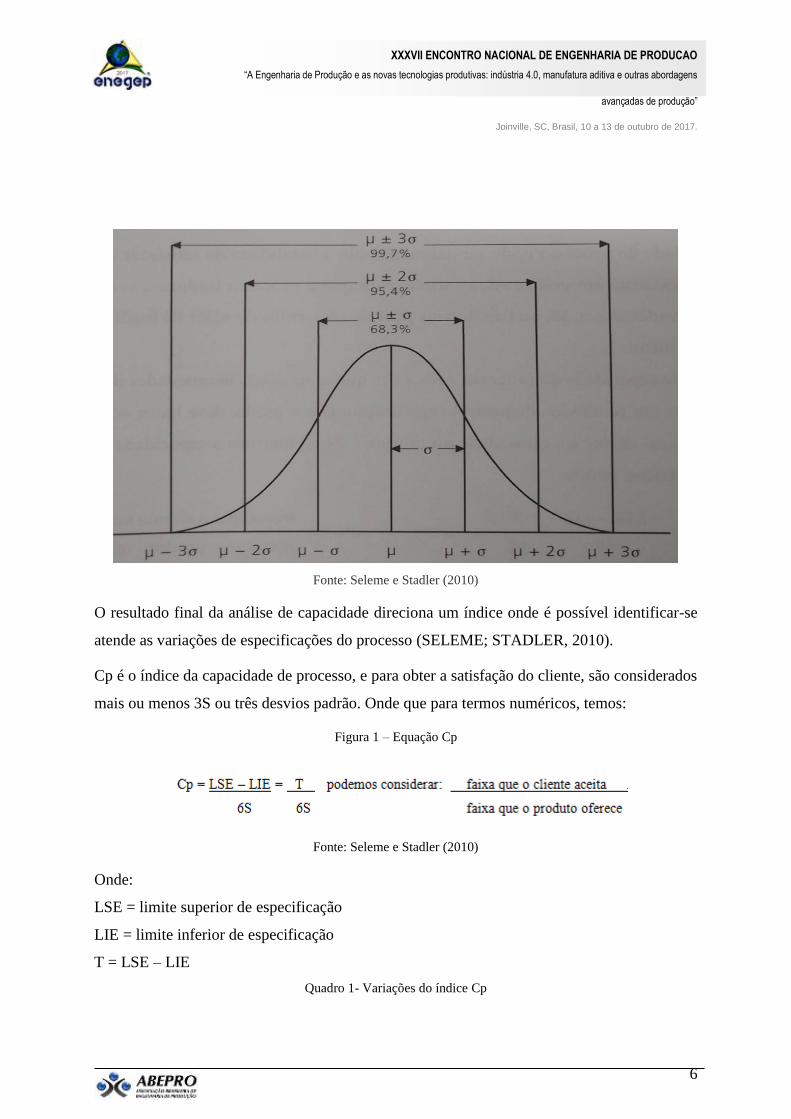
No gráfico abaixo, constam as características da distribuição normal, onde que a competência
do processo é a capacidade de atender às especificações do cliente.
Gráfico 1 - Distribuição normal e probabilidades
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
6
Fonte: Seleme e Stadler (2010)
O resultado final da análise de capacidade direciona um índice onde é possível identificar-se
atende as variações de especificações do processo (SELEME; STADLER, 2010).
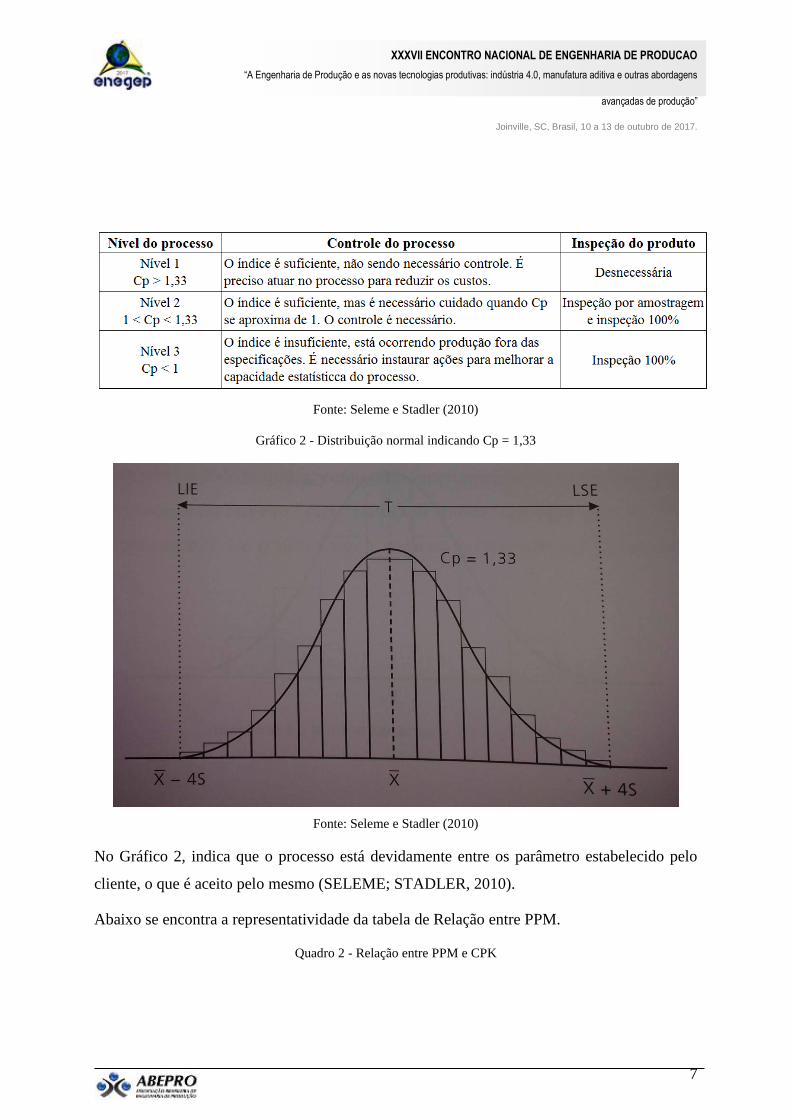
Cp é o índice da capacidade de processo, e para obter a satisfação do cliente, são considerados
mais ou menos 3S ou três desvios padrão. Onde que para termos numéricos, temos:
Figura 1 – Equação Cp
Fonte: Seleme e Stadler (2010)
Onde:
LSE = limite superior de especificação
LIE = limite inferior de especificação
T = LSE – LIE
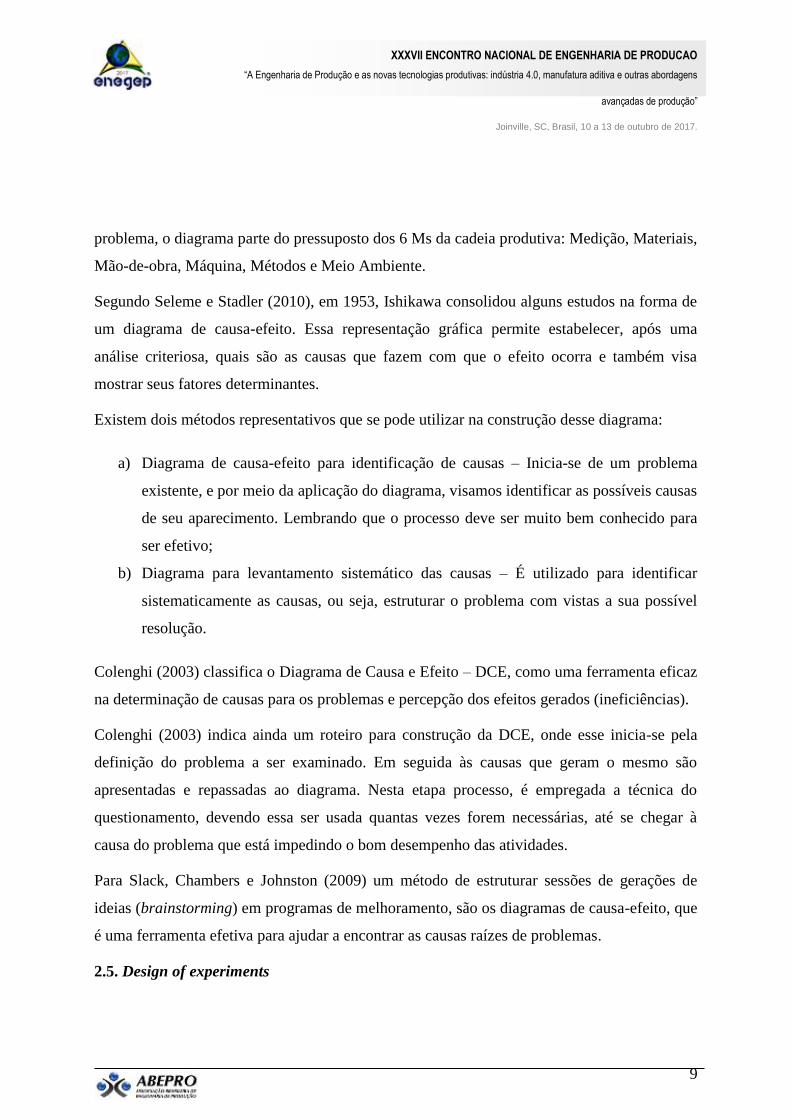
Quadro 1- Variações do índice Cp
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
7
Fonte: Seleme e Stadler (2010)
Gráfico 2 - Distribuição normal indicando Cp = 1,33
Fonte: Seleme e Stadler (2010)
No Gráfico 2, indica que o processo está devidamente entre os parâmetro estabelecido pelo
cliente, o que é aceito pelo mesmo (SELEME; STADLER, 2010).
Abaixo se encontra a representatividade da tabela de Relação entre PPM.
Quadro 2 - Relação entre PPM e CPK

XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
8
Fonte: adaptado de SLIDESHARE (2012)
De acordo com Kane (1986) o índice Cpk leva em consideração a distância da média do
processo em relação aos limites de especificação.
Segundo Kotz e Johnson (1993) os índices de capacidade mais usados para a avaliação de
processos normais, tem como base nos limites superiores e inferiores de especificação, os
índices Cp e Cpk. Desta maneira, temos a equação 1, onde que o Cp é dado pelo limite
superior menos o limite inferior, sobre 6 desvio padrão. E na equação 2, o limite superior
menos a média do processo sobre 3 desvio padrão e a média do processo menos limite inferior
sobre 3 desvio padrão, conforme Figura 2:
Figura 2 – Equação de Cp e Cpk
Fonte: Kotz e Johnson (1993)
Segundo Rotondaro (2002), o controle estatístico visa estabelecer a estabilidade do processo
estudado, monitorando seus parâmetros ao longo tempo.
2.4. Diagrama causa e efeito
Segundo Lélis (2011) o diagrama de Ishikawa também chamado de diagrama de causa-efeito,
é usado quando precisamos investigar a causa de um problema. Para a estratificação do
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
9
problema, o diagrama parte do pressuposto dos 6 Ms da cadeia produtiva: Medição, Materiais,
Mão-de-obra, Máquina, Métodos e Meio Ambiente.
Segundo Seleme e Stadler (2010), em 1953, Ishikawa consolidou alguns estudos na forma de
um diagrama de causa-efeito. Essa representação gráfica permite estabelecer, após uma
análise criteriosa, quais são as causas que fazem com que o efeito ocorra e também visa
mostrar seus fatores determinantes.
Existem dois métodos representativos que se pode utilizar na construção desse diagrama:
a) Diagrama de causa-efeito para identificação de causas – Inicia-se de um problema
existente, e por meio da aplicação do diagrama, visamos identificar as possíveis causas
de seu aparecimento. Lembrando que o processo deve ser muito bem conhecido para
ser efetivo;
b) Diagrama para levantamento sistemático das causas – É utilizado para identificar
sistematicamente as causas, ou seja, estruturar o problema com vistas a sua possível
resolução.
Colenghi (2003) classifica o Diagrama de Causa e Efeito – DCE, como uma ferramenta eficaz
na determinação de causas para os problemas e percepção dos efeitos gerados (ineficiências).
Colenghi (2003) indica ainda um roteiro para construção da DCE, onde esse inicia-se pela
definição do problema a ser examinado. Em seguida às causas que geram o mesmo são
apresentadas e repassadas ao diagrama. Nesta etapa processo, é empregada a técnica do
questionamento, devendo essa ser usada quantas vezes forem necessárias, até se chegar à
causa do problema que está impedindo o bom desempenho das atividades.
Para Slack, Chambers e Johnston (2009) um método de estruturar sessões de gerações de
ideias (brainstorming) em programas de melhoramento, são os diagramas de causa-efeito, que
é uma ferramenta efetiva para ajudar a encontrar as causas raízes de problemas.
2.5. Design of experiments
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
10
Segundo Seleme e Stadler (2010) em uma experiência, altera-se deliberadamente uma ou mais
variáveis do processo (ou fatores) para observar o efeito das mudanças e obter uma ou mais
variáveis resposta. O DOE (Design of Experiments), que em português significa, Projeto de
Experimentos é um procedimento eficiente para planejar e controlar os experimentos, de
modo que dados obtidos sejam analisados e promovam a obtenção de conclusões válidas e
objetivas, para que decisões sejam tomadas com o intuito de melhorar o processo.
Ainda de acordo com Seleme e Stadler (2010) uma técnica analítica que auxilia identificar
quais variáveis tem uma influência maior no resultado geral. A técnica é aplicada,
frequentemente, mais às questões do produto do projeto (por exemplo, os projetistas do setor
automotivo podem desejar determinar quais combinações de suspensão e pneus produzirão as
[melhores] [...] característica de transporte a um custo razoável).
Para Werkema e Aguiar (1996) um experimento é um procedimento no qual alterações
propositais são feitas nas variáveis de entrada de um processo ou sistema, de modo que se
possam avaliar as possíveis alterações sofridas pela variável saída, ou seja, é o estudo das
respostas, através das alterações das entradas que podem ser controladas.
Conforme Rodrigues e Iemma (2005), o planejamento experimental, baseado nos
fundamentos estatísticos, é sem dúvida uma ferramenta poderosa para se chegar às condições
otimizadas de um processo, desenvolvimento da formulação de produtos dentro das
especificações desejadas ou simplesmente para avaliar efeitos ou impactos que os fatores têm
nas respostas desejadas.
Segundo Montgomery (1991) et.al Galdámez, as técnicas de planejamento e análise de
experimentos são utilizados basicamente para melhorar as características de qualidade dos
produtos ou processos de fabricação, reduzir o número de testes e otimizar o uso de recursos
da empresa (material, tempo dos funcionários, disponibilidade dos equipamentos, etc.)
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
11
3. Metodologia
O trabalho ao qual foi submetido este artigo foi realizado em uma empresa química, situada
na cidade de Limeira, interior do estado de São Paulo. Empresa especializada na produção de
embalagens e peças sopradas, que atende como seus principais segmentos, o setor automotivo,
químico e petrolífero.
Neste artigo, constituiu através de embasamentos teóricos, como, livro, artigos e sites da área
e com aplicação de uma pesquisa-ação. Além de visitas na empresa, para conhecer os
processos e os principais produtos, principalmente para ter uma visão holística do mesmo, e
consequentemente para coleta de amostragem, testes e informações sobre o produto para a
elaboração do trabalho.
Quanto à metodologia de pesquisa-ação, tem como objetivo mostrar aos pesquisadores, os
meios de se tornarem capazes de responder com maior eficiência aos problemas de
determinadas situações, em que se encontram, e sob forma de estratégias de ação
transformadora. De forma geral, é um processo empírico que compreende a identificação do
problema dentro de um contexto social ou institucional, e deste modo é feito o levantamento
de dados relativos ao problema e, a análise e significação dos dados levantados pelos
participantes.
Segundo Gil (2002) o planejamento da pesquisa-ação se diferencia de outras pesquisas,
devido não apenas em virtude de sua flexibilidade, mas também devido aos aspectos
referentes à pesquisa e a ação dos pesquisadores do grupo interessado, o que ocorre nos mais
diversos momentos da pesquisa.
3.1. Pesquisa-ação
Um processo bastante complexo, a moldagem por sopro é geralmente utilizada para a
produção de peças de superfície plástica e interior oco, através de uma combinação dos
processos de extrusão (processo onde o material é forçado através de uma matriz adquirindo
assim a forma pré-determinada pela forma da matriz projetada para a peça) e termoformagem
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
12
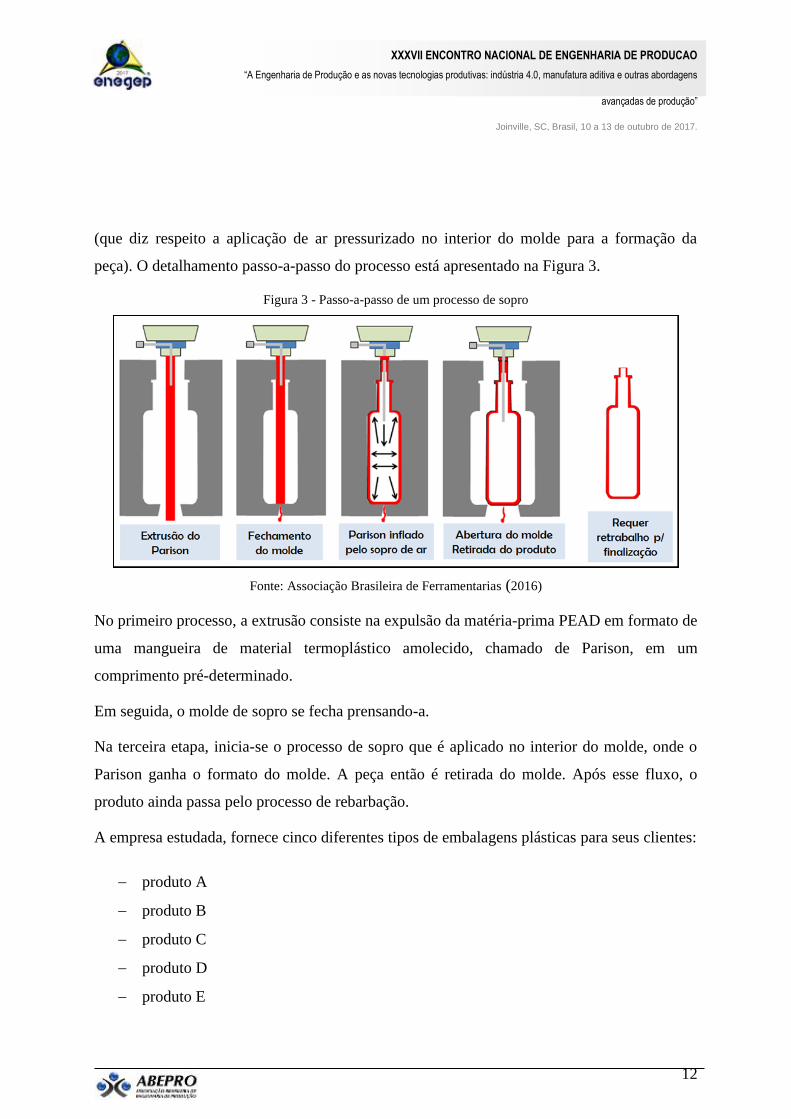
(que diz respeito a aplicação de ar pressurizado no interior do molde para a formação da
peça). O detalhamento passo-a-passo do processo está apresentado na Figura 3.
Figura 3 - Passo-a-passo de um processo de sopro
Fonte: Associação Brasileira de Ferramentarias (2016)
No primeiro processo, a extrusão consiste na expulsão da matéria-prima PEAD em formato de
uma mangueira de material termoplástico amolecido, chamado de Parison, em um
comprimento pré-determinado.
Em seguida, o molde de sopro se fecha prensando-a.
Na terceira etapa, inicia-se o processo de sopro que é aplicado no interior do molde, onde o
Parison ganha o formato do molde. A peça então é retirada do molde. Após esse fluxo, o
produto ainda passa pelo processo de rebarbação.
A empresa estudada, fornece cinco diferentes tipos de embalagens plásticas para seus clientes:
produto A
produto B
produto C
produto D
produto E
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
13
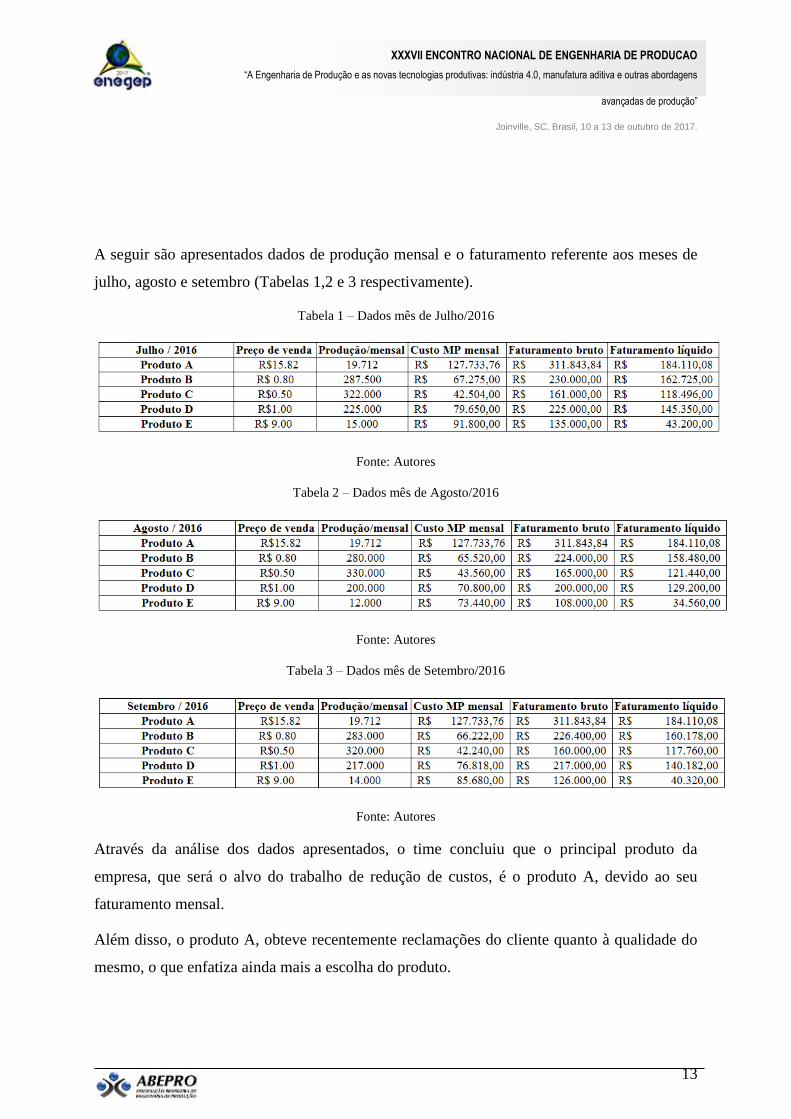
A seguir são apresentados dados de produção mensal e o faturamento referente aos meses de
julho, agosto e setembro (Tabelas 1,2 e 3 respectivamente).
Tabela 1 – Dados mês de Julho/2016
Fonte: Autores
Tabela 2 – Dados mês de Agosto/2016
Fonte: Autores
Tabela 3 – Dados mês de Setembro/2016
Fonte: Autores
Através da análise dos dados apresentados, o time concluiu que o principal produto da
empresa, que será o alvo do trabalho de redução de custos, é o produto A, devido ao seu
faturamento mensal.
Além disso, o produto A, obteve recentemente reclamações do cliente quanto à qualidade do
mesmo, o que enfatiza ainda mais a escolha do produto.
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
14
Após a escolha do produto a ser abordado em nosso estudo, o time definiu que a metodologia
utilizada para a realização do projeto, será o DMAIC.
3.2. Etapa definir
Na etapa definir, foi elaborado toda a estruturação do projeto, com as seguintes informações:
Caso de negócio: Reduzir a variação do peso do produto final;
Oportunidades: Através deste projeto, temos a oportunidade de redução de custo com
a matéria-prima, e garantia de um produto conforme especificado pelo cliente;
Escopo do projeto: Para esta atividade, será necessário a realização de try-outs com
colaboradores capacitados, e criação de documentações, como por exemplo instrução
de trabalho;
Membros da equipe: A equipe é composta por um grupo multifuncional.
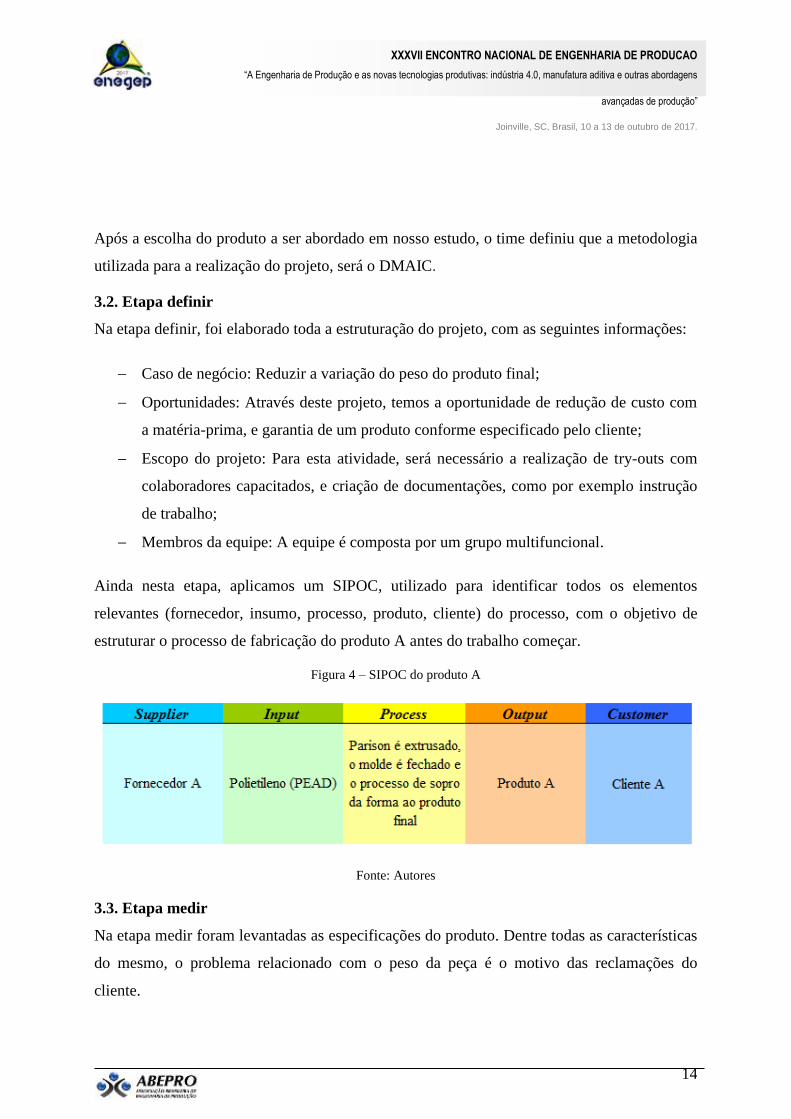
Ainda nesta etapa, aplicamos um SIPOC, utilizado para identificar todos os elementos
relevantes (fornecedor, insumo, processo, produto, cliente) do processo, com o objetivo de
estruturar o processo de fabricação do produto A antes do trabalho começar.
Figura 4 – SIPOC do produto A
Fonte: Autores
3.3. Etapa medir
Na etapa medir foram levantadas as especificações do produto. Dentre todas as características
do mesmo, o problema relacionado com o peso da peça é o motivo das reclamações do
cliente.
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
15
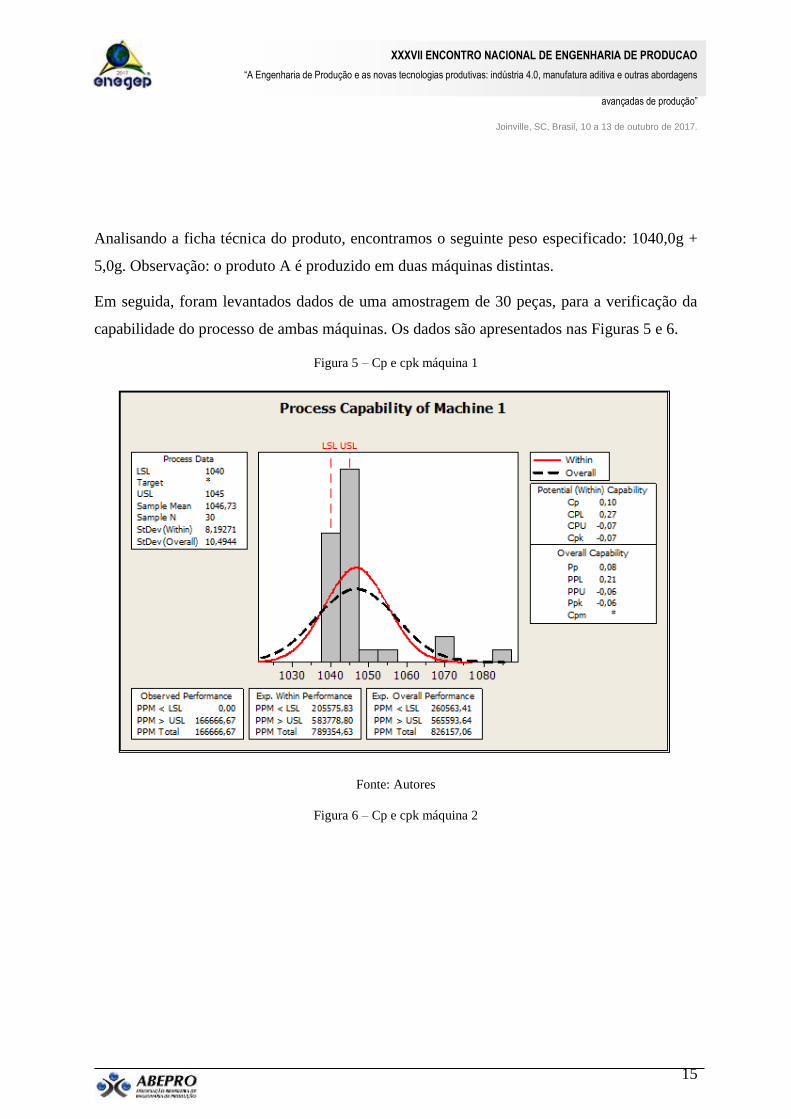
Analisando a ficha técnica do produto, encontramos o seguinte peso especificado: 1040,0g +
5,0g. Observação: o produto A é produzido em duas máquinas distintas.
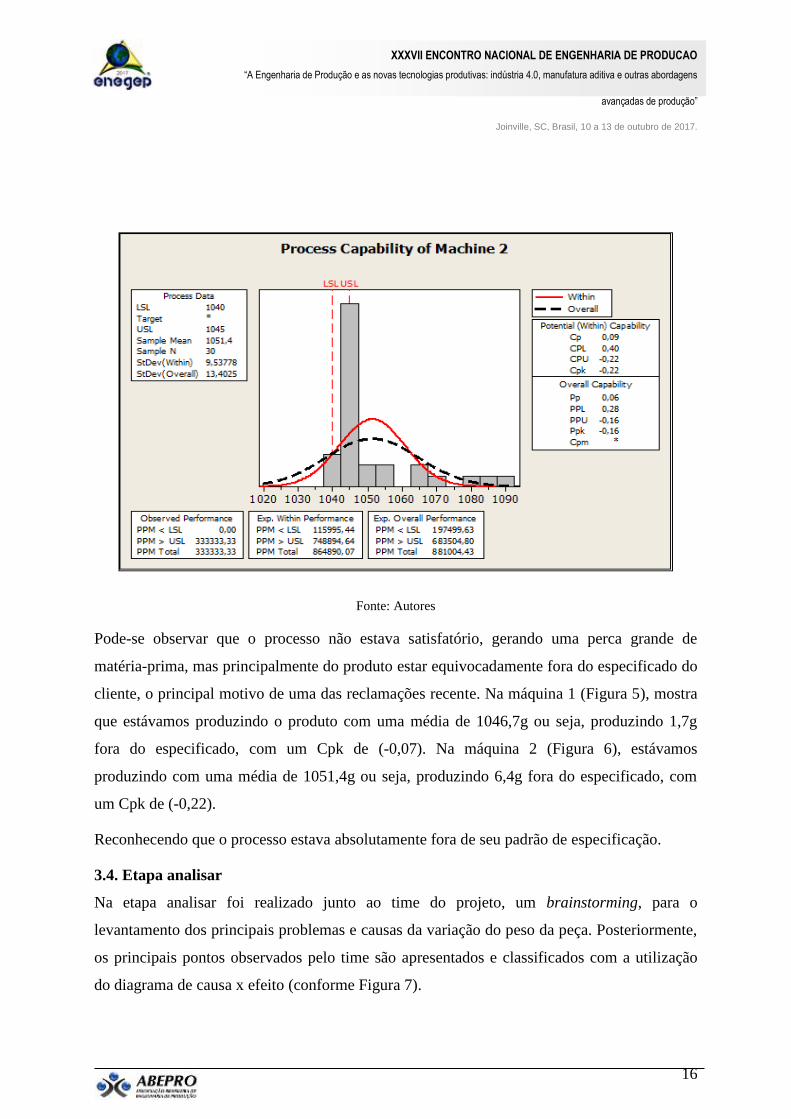
Em seguida, foram levantados dados de uma amostragem de 30 peças, para a verificação da
capabilidade do processo de ambas máquinas. Os dados são apresentados nas Figuras 5 e 6.
Figura 5 – Cp e cpk máquina 1
Fonte: Autores
Figura 6 – Cp e cpk máquina 2
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
16
Fonte: Autores
Pode-se observar que o processo não estava satisfatório, gerando uma perca grande de
matéria-prima, mas principalmente do produto estar equivocadamente fora do especificado do
cliente, o principal motivo de uma das reclamações recente. Na máquina 1 (Figura 5), mostra
que estávamos produzindo o produto com uma média de 1046,7g ou seja, produzindo 1,7g
fora do especificado, com um Cpk de (-0,07). Na máquina 2 (Figura 6), estávamos
produzindo com uma média de 1051,4g ou seja, produzindo 6,4g fora do especificado, com
um Cpk de (-0,22).
Reconhecendo que o processo estava absolutamente fora de seu padrão de especificação.
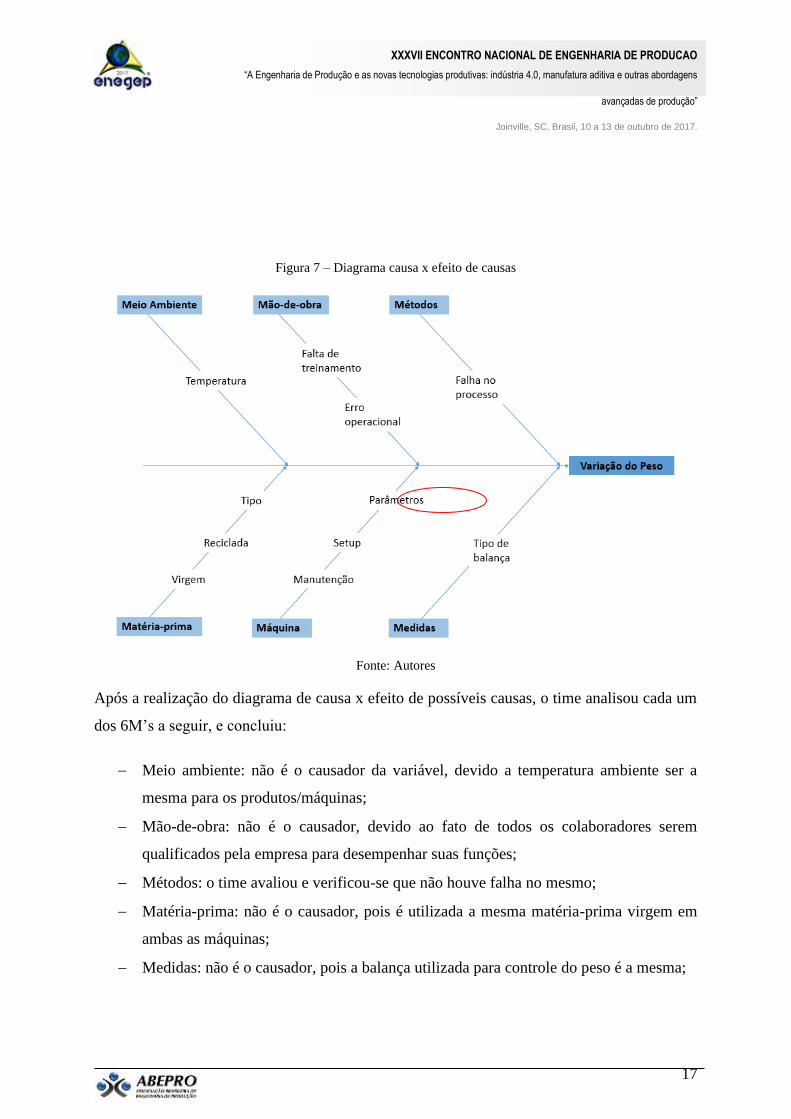
3.4. Etapa analisar
Na etapa analisar foi realizado junto ao time do projeto, um brainstorming, para o
levantamento dos principais problemas e causas da variação do peso da peça. Posteriormente,
os principais pontos observados pelo time são apresentados e classificados com a utilização
do diagrama de causa x efeito (conforme Figura 7).
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
17
Figura 7 – Diagrama causa x efeito de causas
Fonte: Autores
Após a realização do diagrama de causa x efeito de possíveis causas, o time analisou cada um
dos 6M’s a seguir, e concluiu:
Meio ambiente: não é o causador da variável, devido a temperatura ambiente ser a
mesma para os produtos/máquinas;
Mão-de-obra: não é o causador, devido ao fato de todos os colaboradores serem
qualificados pela empresa para desempenhar suas funções;
Métodos: o time avaliou e verificou-se que não houve falha no mesmo;
Matéria-prima: não é o causador, pois é utilizada a mesma matéria-prima virgem em
ambas as máquinas;
Medidas: não é o causador, pois a balança utilizada para controle do peso é a mesma;
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
18
Máquina: por fim, após a análise, o time concluiu que o motivo da variação está na
máquina, chegando nos parâmetros como causa raiz.
3.5. Etapa melhorar
Nesta etapa do projeto foi elaborada pelo time, uma lista com possíveis soluções para o
problema.
Figura 8 – Brainstorming de solução
Fonte: Autores
Para controlar nossos experimentos com novos parâmetros de máquinas, utilizamos a
ferramenta DOE – Design of Experiments (planejamento de experimentos), uma ferramenta
que foi desenvolvida com a finalidade de definir quais dados e em quais condições
apresentaram melhor eficiência durante o experimento, buscando a maior precisão estatística
possível do processo. Os novos parâmetro de entradas a serem testado serão: “Parison”,
“temperatura de máquina” e “tempo de sopro”.
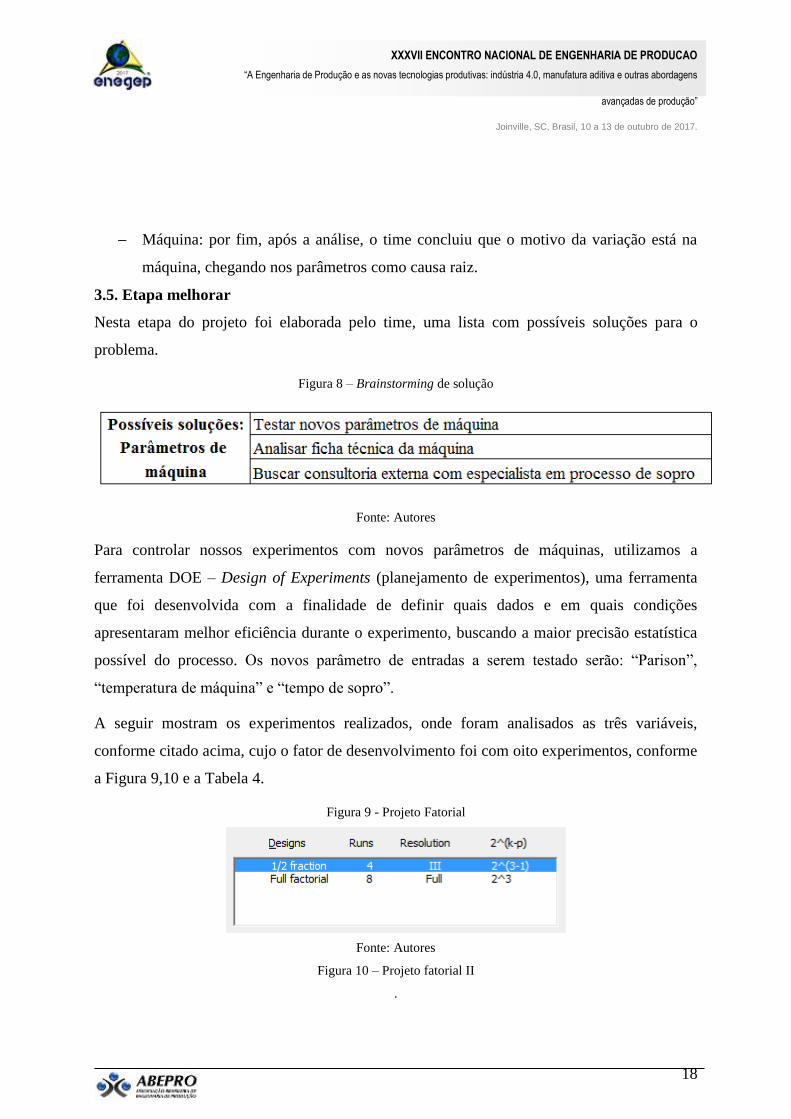
A seguir mostram os experimentos realizados, onde foram analisados as três variáveis,
conforme citado acima, cujo o fator de desenvolvimento foi com oito experimentos, conforme
a Figura 9,10 e a Tabela 4.
Figura 9 - Projeto Fatorial
Fonte: Autores
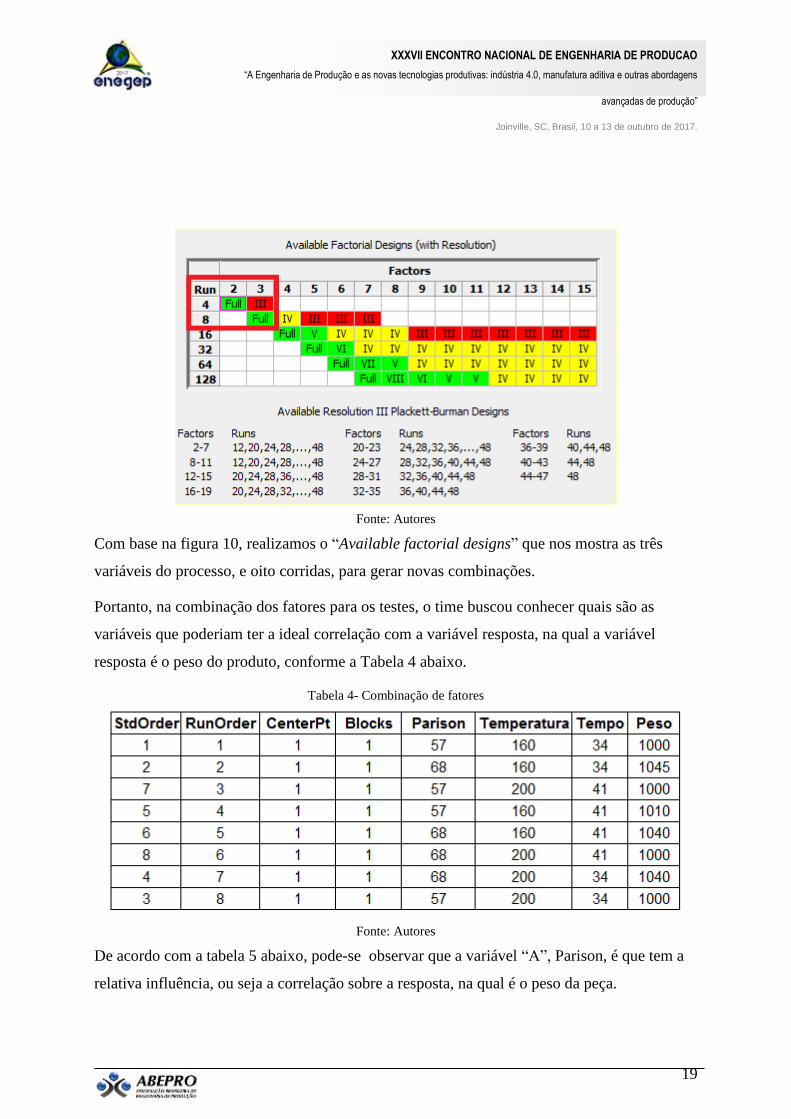
Figura 10 – Projeto fatorial II
.
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
19
Fonte: Autores
Com base na figura 10, realizamos o “Available factorial designs” que nos mostra as três
variáveis do processo, e oito corridas, para gerar novas combinações.
Portanto, na combinação dos fatores para os testes, o time buscou conhecer quais são as
variáveis que poderiam ter a ideal correlação com a variável resposta, na qual a variável
resposta é o peso do produto, conforme a Tabela 4 abaixo.
Tabela 4- Combinação de fatores
Fonte: Autores
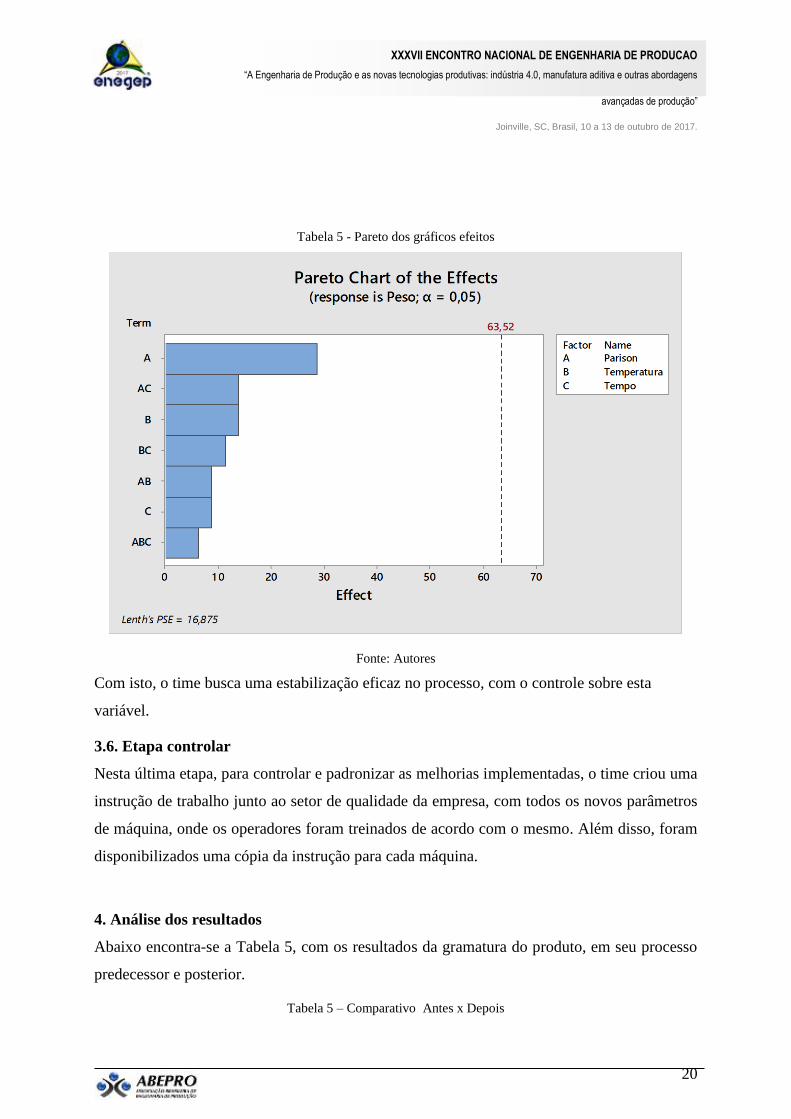
De acordo com a tabela 5 abaixo, pode-se observar que a variável “A”, Parison, é que tem a
relativa influência, ou seja a correlação sobre a resposta, na qual é o peso da peça.
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
20
Tabela 5 - Pareto dos gráficos efeitos
Fonte: Autores
Com isto, o time busca uma estabilização eficaz no processo, com o controle sobre esta
variável.
3.6. Etapa controlar
Nesta última etapa, para controlar e padronizar as melhorias implementadas, o time criou uma
instrução de trabalho junto ao setor de qualidade da empresa, com todos os novos parâmetros
de máquina, onde os operadores foram treinados de acordo com o mesmo. Além disso, foram
disponibilizados uma cópia da instrução para cada máquina.
4. Análise dos resultados
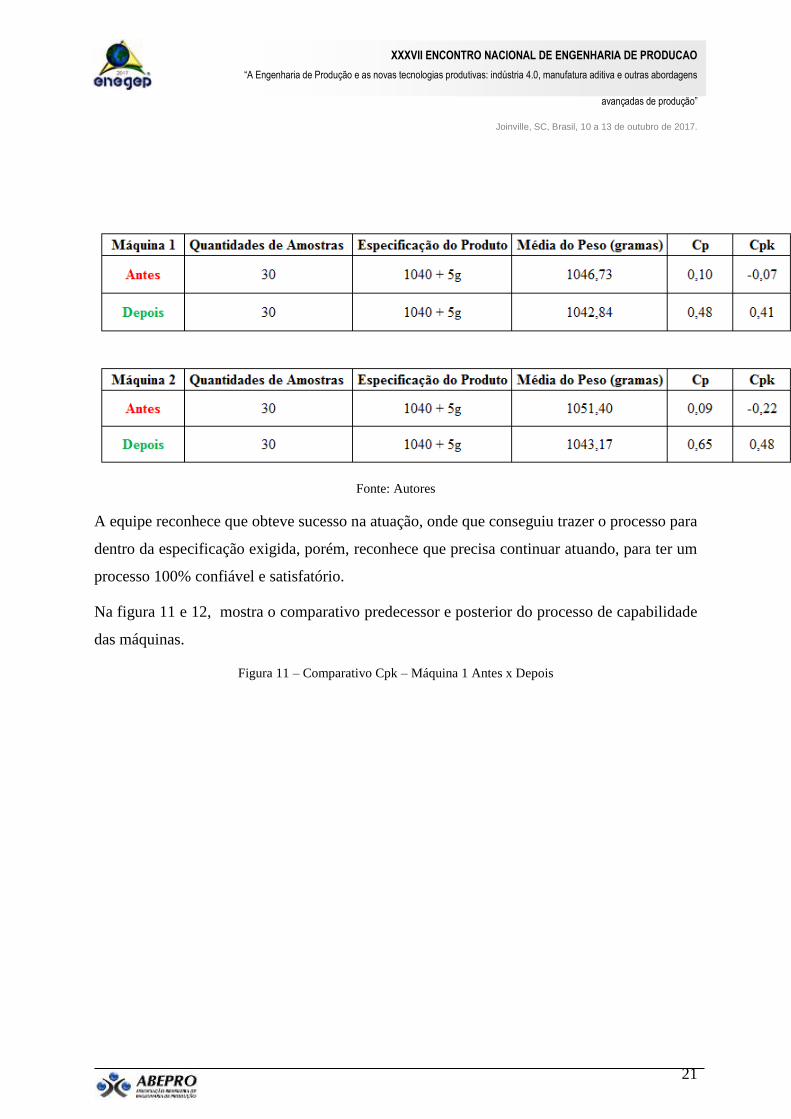
Abaixo encontra-se a Tabela 5, com os resultados da gramatura do produto, em seu processo
predecessor e posterior.
Tabela 5 – Comparativo Antes x Depois
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
21
Fonte: Autores
A equipe reconhece que obteve sucesso na atuação, onde que conseguiu trazer o processo para
dentro da especificação exigida, porém, reconhece que precisa continuar atuando, para ter um
processo 100% confiável e satisfatório.
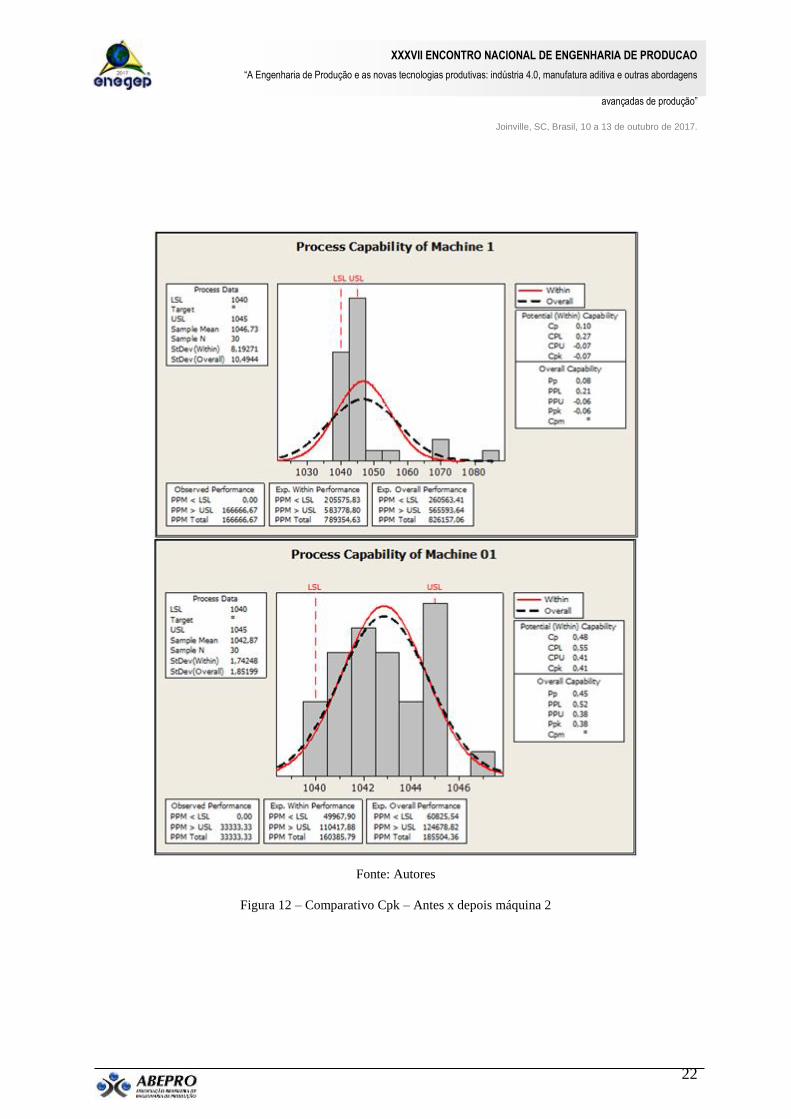
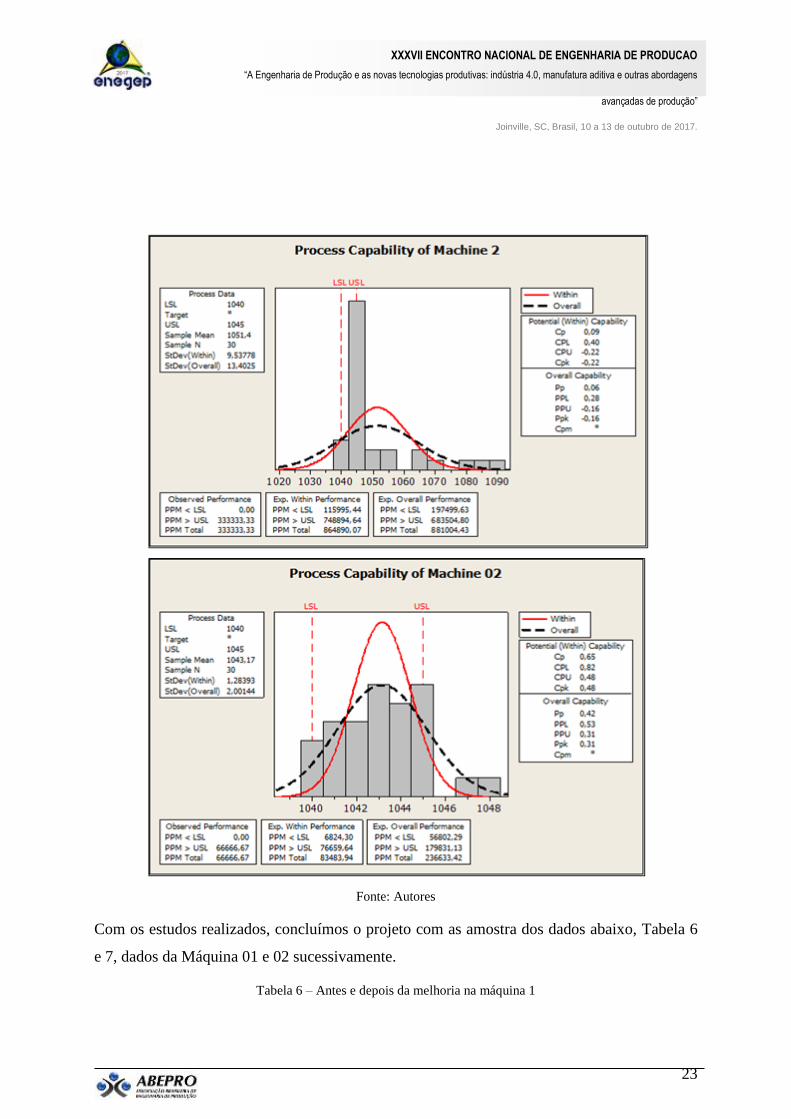
Na figura 11 e 12, mostra o comparativo predecessor e posterior do processo de capabilidade
das máquinas.
Figura 11 – Comparativo Cpk – Máquina 1 Antes x Depois
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
22
Fonte: Autores
Figura 12 – Comparativo Cpk – Antes x depois máquina 2
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
23
Fonte: Autores
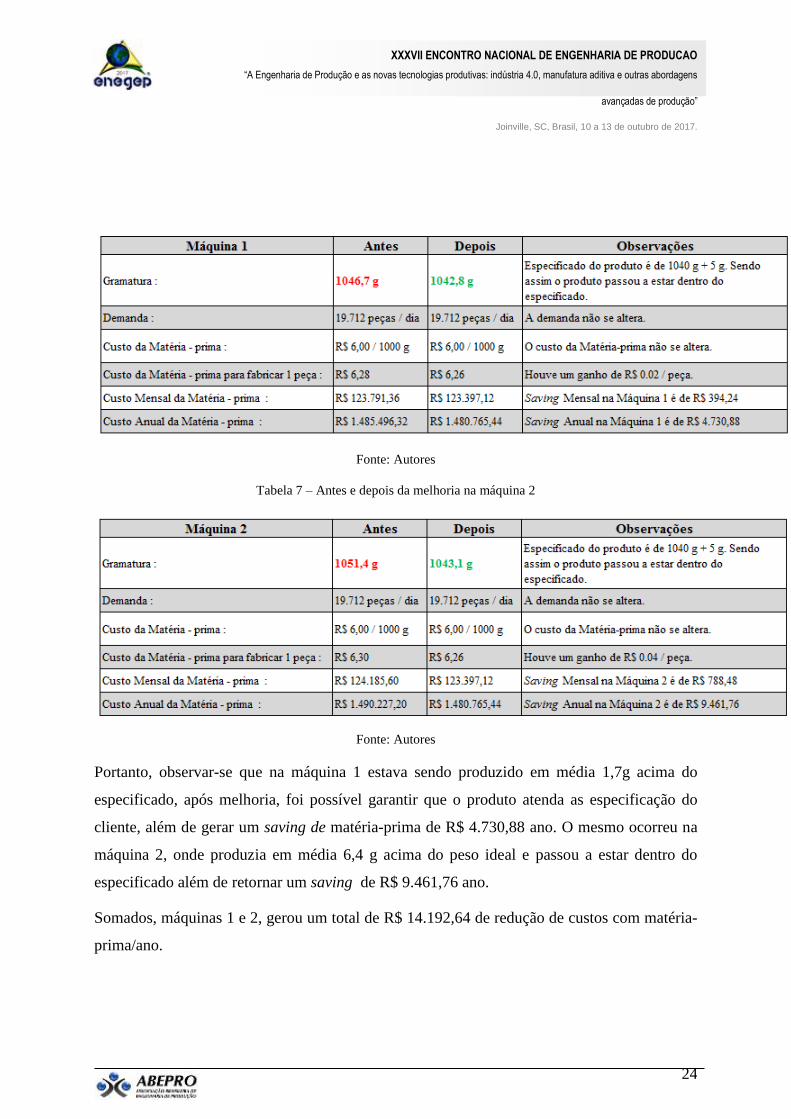
Com os estudos realizados, concluímos o projeto com as amostra dos dados abaixo, Tabela 6
e 7, dados da Máquina 01 e 02 sucessivamente.
Tabela 6 – Antes e depois da melhoria na máquina 1
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
24
Fonte: Autores
Tabela 7 – Antes e depois da melhoria na máquina 2
Fonte: Autores
Portanto, observar-se que na máquina 1 estava sendo produzido em média 1,7g acima do
especificado, após melhoria, foi possível garantir que o produto atenda as especificação do
cliente, além de gerar um saving de matéria-prima de R$ 4.730,88 ano. O mesmo ocorreu na
máquina 2, onde produzia em média 6,4 g acima do peso ideal e passou a estar dentro do
especificado além de retornar um saving de R$ 9.461,76 ano.
Somados, máquinas 1 e 2, gerou um total de R$ 14.192,64 de redução de custos com matéria-
prima/ano.
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
25
5. Considerações finais
O presente artigo teve como objetivo reduzir a variação do peso final de um produto,
consequentemente reduzir os custos com matéria-prima. Para alcançar os resultados
esperados, o time utilizou a metodologia DMAIC como base de estruturação do projeto.
Através da aplicação da ferramenta DOE, foi evidenciado qual variável possuía maior
influência no processo. Por fim, após análise da capabilidade do processo, foi possível
enxergar o quão insatisfatório era o processo, onde após as ações do time, podemos constatar
a melhoria (Figura 11 e 12).
Conclui-se que o processo estava em um nível incapaz quanto à qualidade, tanto para máquina
1 quanto para máquina 2, e que após a melhoria no processo, melhorou o nível de Cp e Cpk,
ou seja, melhorou o nível de qualidade, o produto passou a estar dentro do especificado,
porém, observar-se que o processo não está em um nível totalmente satisfatório e que a equipe
irá continuar atuando, até atingir um Cp e Cpk ideal, ou seja, o processo ainda pode ser
melhorado.
REFERÊNCIAS
ABFER. Associação Brasileira de Ferramentarias. Disponível em: <http://www.abfer.com.br/?page_id=70>
Acesso em: 14 fev. 2017.
ABIQUIM – Associação Brasileira da Indústria Química. Disponível em: <http://www.abiquim.org.br/a-
industria-quimica/conceito-conjuntura-estatistica-pergunta-resposta> Acesso em: 19 abr. 2017
CAMPOS, Marco Siqueira. Seis Sigma - Presente e Futuro, 2003. Disponível em
<http://www.siqueiracampos.com/art_jan_03.asp> Acesso em: 17 mar. 2017.
COLENGHI, Vitor Mature. O&M e Qualidade total: uma interpretação perfeita. Uberaba: V.M. 1 ed., 2003.
CUNHA, Alex Uilamar do Nascimento. Mapeamento de processos organizacionais na Unb: Caso Centro de
Documentação da UnB – CEDOC. Universidade de Brasília Faculdade de Economia, Administração e
Contabilidade, 2012. Disponível em:
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
26
<http://bdm.unb.br/bitstream/10483/4191/1/2012_AlexUilamardoNascimentoCunha.pdf> Acesso em: 10 mar.
2017.
GALDÁMEZ, Edwin Vladimir Cardoza. Aplicação das técnicas de planejamento e análise de experimentos
na melhoria da qualidade de um processo de fabricação de produtos plásticos. 2002. Disponível em:
<http://www.teses.usp.br/teses/disponiveis/18/18140/tde-18112002.../Galdamez.pdf.> Acesso em: 07 mar. 2017.
GALHARDO, Mauricio. Notícias Empresariais: Em ano de crise, o ideal é reduzir custos, 2015. Disponível
em: <https://www.sitecontabil.com.br/noticias/artigo.php?id=418.> Acesso em: 19 abr 2017.
GIL, Antonio Carlos. Como elaborar projetos de pesquisa. Editora Atlas S.A. ed. 4. São Paulo, 2002.
HARSTELN, Rodrigo Ebert; FILHO, Juarez Ramos do Amaral, WERNER, Liane. Análise de capacidade de
dados não normais de um sistema de tratamento de efluente industrial. 2010. Disponível em: < http://www.ingepro.com.br/Publ_2010/Nov/309-916-1-PB.pdf> Acesso em: 06 mar. 2017.
Koerich MS, Backes DS, Sousa FGM, Erdmann AL, Alburquerque GL. Pesquisa-ação: ferramenta
metodológica para a pesquisa qualitativa. Rev. Eletr. Enf. 2009. Disponível em:
< http://www.fen.ufg.br/revista/v11/n3/v11n3a33.htm.> Acesso em: 25 abr. 2017
LÉLIS, Eliacy Cavalcanti. Gestão da Qualidade. 1 ed. São Paulo: Pearson Prentice Hall, 2012.
OLIVEIRA, Josenildo Brito; SOUTO, Ricardo Romoaldo; MAIA, Rafaella Dias de Almeira; MEIRA, Julia
Alexandre; LIMA, Victor Serrano. Análise de capacidade de um processo: um estudo de caso baseado nos
indicadores Cp e Cpk. Disponível em: <
http://www.abepro.org.br/biblioteca/enegep2011_tn_sto_136_863_19320.pdf > Acesso em 17 fev. 2017.
PORTAL DE CONHECIMENTOS. Planejamento de experimentos (DOE). Disponível em:
<http://www.portaldeconhecimentos.org.br/index.php/por/Conteudo/Planejamento-de-Experimentos-DOE>
Acesso em: 19 abr. 2017.
RODRIGUES, Maria Isabel; IEMMA, Antonio Francisco. Planejamento de Experimentos e Otimização de
Processos: uma estratégia sequêncial de planejamentos. São Paulo. Editora Casa do Pão, 2005.
ROTONDARO, Roberto Gilioli. Seis Sigma: estratégia para a melhoria de processos, produtos e serviços.
São Paulo: Editora Atlas S.A., 1 ed., 2002.
XXXVII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
“A Engenharia de Produção e as novas tecnologias produtivas: indústria 4.0, manufatura aditiva e outras abordagens
avançadas de produção”
Joinville, SC, Brasil, 10 a 13 de outubro de 2017.
27
SELEME, Robson; STADLER, Humberto. Controle da Qualidade: as Ferramentas Essenciais. 2 ed. rev. E
atual. Curitiba: Ibpex, 2010.
SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert. Administração da Produção. 3 ed. São Paulo:
Editora Atlas S.A., 2009.
SLIDSHARE. Visão de algumas ferramentas da qualidade total. Disponível em:
<https://pt.slideshare.net/llaurenc/algumas-ferramentasdaqualidade-mauriguerra08> Acesso em: 22 mar. 2017
WERKEMA, Maria Cristina; AGUIAR, Sílvio. Planejamento e Análise de Experimentos: como identificar
as principais variáveis influentes em um processo. Belo Horizonte, MG. 1 ed., 1996.
WERKEMA, Maria Cristina. Criando a cultura Seis Sigma. Rio de Janeiro: Qualitymark. Volume 1. Série Seis
Sigma, 2002.