avaliaÇÃo microbiolÓgica e fÍsico-quÍmica de … · transporte e refrigeração, devendo...
TRANSCRIPT

MINISTÉRIO DA EDUCAÇÃO
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SERGIPE
CAMPUS NOSSA SENHORA DA GLÓRIA
COORDENAÇÃO DO CURSO SUPERIOR DE TECNOLIOGIA DE LATICÍNIOS
AVALIAÇÃO MICROBIOLÓGICA E FÍSICO-QUÍMICA DE
DIFERENTES MARCAS DE LEITE UHT COMERCIALIZADAS
NO MUNICÍPIO DE NOSSA SENHORA DA GLÓRIA – SE
Aluno: Ramon Canuto Vieira do Nascimento
Nossa Senhora da Glória – SE
Maio – 2016

MINISTÉRIO DA EDUCAÇÃO
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SERGIPE
CAMPUS NOSSA SENHORA DA GLÓRIA
COORDENAÇÃO DO CURSO SUPERIOR DE TECNOLIOGIA DE LATICÍNIOS
AVALIAÇÃO MICROBIOLÓGICA E FÍSICO-QUÍMICA DE
DIFERENTES MARCAS DE LEITE UHT COMERCIALIZADAS
NO MUNICÍPIO DE NOSSA SENHORA DA GLÓRIA – SE
Trabalho de Conclusão de Curso apresentado ao Instituto
Federal de Educação, Ciência e Tecnologia de Sergipe,
como parte dos requisitos exigidos para a obtenção do
título de TECNÓLOGO EM LATICÍNIOS.
Aluno: Ramon Canuto Vieira do Nascimento
Orientador: Prof. Dr. João Batista Barbosa
Nossa Senhora da Glória – SE
Maio – 2016


RAMON CANUTO VIEIRA DO NASCIMENTO
AVALIAÇÃO MICROBIOLÓGICA E FÍSICO-QUÍMICA DE
DIFERENTES MARCAS DE LEITE UHT COMERCIALIZADAS
NO MUNICÍPIO DE NOSSA SENHORA DA GLÓRIA – SE
Trabalho de Conclusão de Curso apresentado ao Instituto
Federal de Educação, Ciência e Tecnologia de Sergipe,
como parte dos requisitos exigidos para a obtenção do
título de TECNÓLOGO EM LATICÍNIOS.
Nossa Senhora da Glória, 23 de maio de 2016.
BANCA EXAMINADORA
1
AGRADECIMENTOS
Agradeço primeiramente a Deus, por me dá a chance e a oportunidade de
desfrutar de novos conhecimentos a cada dia, de levantar e ir à unidade de ensino
sabendo que posso e vou superar todas as dificuldades. Agradeço a minha família que
me ajudou a recuperar o ânimo perdido que me distanciava dos estudos e não me
aproximava de um futuro promissor.
Agradeço a minha mãe que é sem dúvidas a peça importante nesse caminho
percorrido até aqui, sempre acreditou em meus sonhos, até mesmo os sonhos
impossíveis, me mostrou a verdade o caminho errado e me fez trilhar de forma correta,
movendo passos em que eu nunca precise andar para trás, pois ela avisa sempre que a
vida é cheia de rasteiras e tropeções. Estou eu aqui agora vencendo estes tropeções, me
desviando destas rasteiras e procurando me formar para garantir meu diploma,
demostrar meu conhecimento e contribuir para um mundo mais instruído e valorizado.
Sou grato aos meus colegas de sala e amigos da vida, José Sérgio e Ricardo da Silva,
para mim os mais sinceros e brincalhões de todos, porém de uma competência
extraordinária, sou grato por me aconselharem, por me ajudarem em matérias que
demostrava dificuldades e por ser sincero nas horas que precisei.
Sou grato ao meu professor e orientador João Batista Barbosa, que me mostrou
os erros e dificuldades com um olhar mais crítico e positivo das coisas, que me
acompanhou nessa jornada e que teve paciência com meus erros e dificuldades e até
com o meu relaxamento excessivo.
Sou muito grato a minha namorada que esteve comigo presente em todas as
dificuldades do curso, me aconselhou, ouviu meus desabafos e que foi quem sempre
esteve presente e me ajudou a respirar fundo e acreditar na minha formação.

2
RESUMO
Leite UHT é definido como o leite homogeneizado que foi submetido, durante 2
a 4 segundos, a uma temperatura entre 130ºC a 150ºC, diante de um processo térmico de
fluxo contínuo, resfriado a uma temperatura inferior a 32ºC e envasado sob condições
assépticas em embalagens estéreis e hermeticamente fechadas por máquinas
especializadas neste tipo de produção. Devido ao grande consumo do leite UHT no
mundo ressalta-se a importância de avaliar sua qualidade para que o produto chegue ao
consumidor seguro e dentro dos padrões preconizado pela legislação vigente. Diante do
exposto, este trabalho teve por objetivo avaliar as características físico-químicas e
microbiológicas de três marcas de leite UHT integral comercializadas no município de
Nossa Senhora da Glória – SE. Os experimentos foram realizados no Laboratório
Multifuncional de Laticínios do Instituto Federal de Sergipe Campus Glória. Foram
utilizadas três marcas de leite UHT integral comercializadas no município de Nossa
Senhora da Glória – SE. As amostras foram adquiridas no comércio local do município
e transportadas para o Laboratório do IFS Campus Glória. As amostras foram
devidamente codificadas como “A”, “B” e “C”, para fins de manter a integridade das
empresas. Diante dos resultados obtidos nas análises físico-químicas concluiu-se que
das três marcas analisadas, a marca “A” apresentou valores de pH e índice crioscópio
inferiores do que é recomendado pela legislação vigente. As marcas “B” e “C”
apresentaram resultados dentro dos limites estabelecidos pela legislação. Em relação às
análises microbiológicas, todas as marcas analisadas atenderam os padrões
estabelecidos pela Portaria nº 370 de 1997. Sugere-se com este trabalho a importância
de padronizar o processo de fabricação a fim de atender os parâmetros preconizados
pela legislação. Além disso, a adoção de BPA, BPF e APPCC em toda cadeia produtiva
do leite.
Palavras-chave: Qualidade, tratamento térmico, consumo, longa vida.

3
Sumário
LISTA DE TABELAS .................................................................................................... 4
1 INTRODUÇÃO ....................................................................................................... 5
2 OBJETIVOS ............................................................................................................ 7
2.1 Geral .............................................................................................................................. 7
2.2 Específicos .................................................................................................................... 7
3 REVISÃO DA LITERATURA .............................................................................. 8
3.1 Leite e sua composição ................................................................................................. 8
3.2 Leite UHT ..................................................................................................................... 9
3.3 Aspectos Mercadológicos do Leite UHT .................................................................... 10
3.4 Estabilidade térmica do leite UHT .............................................................................. 11
3.5 Fatores que afetam a qualidade do leite UHT ............................................................. 12
3.5.1 Higiene na obtenção do leite ............................................................................... 12
3.5.2 Presença de micro-organismos no leite UHT ...................................................... 12
3.5.3 Mastite ................................................................................................................. 13
3.5.4 Falhas no processo de Leite UHT ....................................................................... 14
3.5.5 Adição e homogeneização dos sais estabilizantes ............................................... 16
3.5.6 Cálcio Iônico ....................................................................................................... 17
4 MATERIAL E MÉTODOS .................................................................................. 18
4.1 Análises físico-químicas ............................................................................................. 18
4.2 Análises microbiológicas ............................................................................................ 18
5 RESULTADOS E DISCUSSÃO .......................................................................... 19
5.1 Análises físico-químicas do leite UHT ....................................................................... 19
5.2 Análises microbiológicas do leite UHT ...................................................................... 20
6 CONCLUSÃO ....................................................................................................... 22
7 REFERÊNCIAS BIBLIOGRÁFICAS ................................................................ 23

4
LISTA DE TABELAS
Tabela 1: Análises físico-químicas de leite UHT 19
Tabela 2. Análises microbiológicas de leite UHT 20
5
1 INTRODUÇÃO
Leite é um alimento produzido no interior da glândula mamária das vacas.
Apesar de ser feito exclusivamente para alimentação do bezerro é de suma importância
para o homem, pois é muito nutritivo, devido à presença na sua composição de
proteínas, carboidratos, gorduras e sais minerais, todos essenciais na dieta humana.
Devido a sua rica composição química, o leite serve de matéria-prima para inúmeros
derivados lácteos, como a manteiga, iogurte, os queijos, os leites fermentados, produtos
concentrados e desidratados que possuem grande valor para economia (CHAPAVAL
2000).
O leite deve ser obtido nas fazendas com o máximo de higiene e logo após sua
retirada deve ser refrigerado para retardar a proliferação de bactérias, pois se mantido a
temperatura ambiente, logo irá acidificar e estragar rapidamente. Por ser considerado
um alimento muito perecível, há todo um cuidado a ser considerado durante seu
transporte e refrigeração, devendo sempre estar de 4 a 7°C. Os locais de ordenha devem
ser limpos, organizados e a água usada deve ser de boa qualidade. Vale ressaltar que a
falta de higiene do ordenhador e equipamento de ordenha contam como foco de
contaminação (SANTOS e FONSECA, 2007).
Ao chegar à indústria, o leite é pasteurizado para eliminação total de patógenos
que transmitem doenças e cerca de 99% da microbiota presente, além de dar segurança
alimentar ao produto. Com os avanços dos estudos sobre a resistência térmica dos
micro-organismos pôde-se criar um tratamento térmico mais brusco, para conservar o
produto por mais tempo e de forma mais segura. Existem dois tratamentos severos no
leite usados na indústria, a esterilização e a ultrapasteurização ou Ultra High
Temperature (UHT) que diferem nas temperaturas, tempo aplicado e no seu fluxograma
de processo. O leite UHT ou leite longa vida como é chamado deve ser proveniente de
leite de boa qualidade para evitar a coagulação das proteínas no equipamento, além de
garantir mais estabilidade ao produto (SILVA et al, 2001).
O leite UHT passa por uma temperatura de 130 a 150° C por 2 a 4 segundos,
devendo ser respeitado este binômio tempo/temperatura em seguida resfriado a
temperatura de no máximo 32°C e envasado em embalagem asséptica de alta segurança
alimentar, na qual protegem o alimento de contaminação, oxidação pelo ar e
rancificação pela luz, garantindo que seu armazenamento seja mais prolongado e sem
necessidade de refrigeração (BRASIL, 1997). A elevada temperatura é referente ao mais
6
resistente micro-organismo patógeno do leite, porém esta temperatura desnatura e
destrói algumas proteínas, vitaminas e carboidratos, nos quais alteram sua composição
físico-química (BASTOS, 1999). Devido a fraca estabilidade do leite após tratamento
térmico é permitido por legislação o uso de estabilizantes de no máximo 0,1%, para que
o leite permaneça estável até o fim de sua vida útil, sem ocorrência de problemas como
microfuros e deformação na estrutura da embalagem (MACHADO, 2010).
O leite UHT também passa pelo processo de homogeneização podendo
acontecer antes ou depois do aquecimento. Seu objetivo é quebrar as moléculas de
gordura em tamanhos menores e impedir a sua junção no líquido em repouso, já que a
gordura é menos densa e imiscível que os demais componentes do leite. Por ser um
produto de grande durabilidade e seguro, o leite UHT é um dos produtos mais vendidos
e consumidos no país, sendo de grande investimento devido ao seu retorno financeiro
(PINTO et al, 2002). Mas a qualidade da matéria-prima deve ser exigida ao máximo o
que é um problema ainda não resolvido na região nordeste do Brasil, precisamente no
alto sertão de Sergipe, considerada a maior bacia leiteira do estado (RIBEIRO e
BONFIM, 2011).
A falta de higiene e de Boas Práticas Agropecuárias (BPA) é visível em algumas
fazendas que produzem leite na região. É notável a quantidade de mastite subclínica nos
animais, o aumento de Contagem de Células Somáticas (CCS) e o alto número de
Contagem Bacteriana Total (CBT), o que tem grandes efeitos na qualidade do leite
obtido por esses animais. Muitos produtores não se adequaram as novas mudanças e
exigências pela Instrução Normativa 62 (BRASIL, 2011).
O governo e indústria também são considerados responsáveis por parte do
desinteresse dos produtores e falta de qualidade no leite, podendo intervir e sugerir
medidas preventivas e corretivas para melhorar a obtenção de leite na região (RIBEIRO
e BONFIM, 2011).

7
2 OBJETIVOS
2.1 Geral
Avaliar as características físico-químicas e microbiológicas de três marcas de
leite UHT integral comercializadas no município de Nossa Senhora da Glória – SE.
2.2 Específicos
Verificar os fatores que afetam a qualidade físico-química e microbiológica do
leite UHT, como a integridade da embalagem, a presença de possíveis fraudes e pontos
de contaminação durante seu processo;
Identificar possíveis causas de falhas cometidas no processo que podem
interferir na qualidade e integridade do produto;
Classificar as amostras analisadas quanto aos padrões estabelecidos pela
legislação vigente.
8
3 REVISÃO DA LITERATURA
3.1 Leite e sua composição
Segundo a Instrução Normativa n°62 (BRASIL, 2011) "Entende-se por leite,
sem outra especificação, o produto oriundo da ordenha completa e ininterrupta, em
condições de higiene, de vacas sadias, bem alimentadas e descansadas. O leite de outros
animais deve denominar-se segundo a espécie de que proceda".
O leite é um alimento que resulta em diversos derivados, entre eles está a
manteiga, o iogurte, a bebida láctea e demais produtos. Isso decorre da sua composição
físico-química que possibilita diversos processos químicos e biológicos necessários para
propiciar um novo produto. Sua gordura é usada na produção de manteiga e creme de
leite, sua proteína usada na produção de queijos e a sua lactose usada principalmente na
produção de iogurtes ou leites fermentados (LOPES, 2008). Além disso, o leite conta
com nutrientes que são essências para nosso corpo, tornando ainda mais importante o
seu consumo, entre esses nutrientes estão as proteínas, gorduras, carboidratos, sais
minerais e vitaminas.
O cálcio é o mineral mais abundante no leite e altamente essencial na
alimentação humana por fortalecer e desenvolver os ossos do corpo. Porém, ao mesmo
tempo em que esses nutrientes são importantes para os homens é também fonte de vida
para micro-organismos que também necessita de nutrientes para sua sobrevivência.
Entretanto muitos deles são prejudiciais à saúde, outros alteram a qualidade do leite e
alguns são necessários no metabolismo e na produção de alguns derivados, devido às
reações químicas e biológicas que participam (LOPES, 2008).
O leite é um alimento bem perecível, devido a quantidade de água e a sua
composição química, o alimento apresenta pequena vida útil e rápido consumo, o seu
pH é próximo ao da água e acidifica ao passar do tempo em temperatura ambiente,
devido a fermentação da lactose pelas bactérias (SANTOS e FONSECA, 2003).
Com o objetivo de aumentar a vida útil e eliminando totalmente os micro-
organismos patógenos e quase a totalidade de bactérias presentes no leite foi criado a
pasteurização, com isso o produto pode ser consumido com mais segurança pelos
consumidores, mas mesmo com esse tratamento térmico as bactérias e a má qualidade
do leite ainda eram um problema muito recorrente (SANTOS e FONSECA, 2003). Em
seguida foi criado a ultrapasteurização, um tratamento térmico que aumenta a vida útil
9
do produto em níveis maiores, eliminando totalmente os micro-organismos presentes e
aumentando a segurança no consumo do produto. Porém esse tratamento mais severo,
exigi um leite com maior qualidade e com grande estabilidade térmica, por isso mesmo
com a ultrapasteurização é essencial manter a qualidade microbiológica e físico-
química, desde a ordenha até seu beneficiamento (BRITO e BRITO, 2004).
3.2 Leite UHT
Leite UHT é definido como o leite homogeneizado que foi submetido durante 2
a 4 segundos a uma temperatura entre 130ºC a 150ºC sob um processo térmico de fluxo
contínuo, resfriado a uma temperatura inferior a 32ºC e envasado sob condições
assépticas em embalagens estéreis e hermeticamente fechadas por máquinas
especializadas neste tipo de produção (BRASIL, 1997).
Segundo o Regulamento Técnico de Identidade e Qualidade de Produtos
Lácteos do Ministério da Agricultura, Pecuária e Abastecimento (BRASIL, 1997), o
leite UHT deve atender as seguintes características sensoriais: aspecto líquido, cor
branca, odor e sabor característicos, sem sabores nem odores estranhos e as seguintes
características físico-químicas para o leite integral: no mínimo 3% de gordura, acidez
entre 14 e 18ºD, estabilidade ao álcool de 68% e, no mínimo, 8,2% de extrato seco
desengordurado.
O leite UHT trouxe um novo modo seguro para se consumir leite, eliminando
todas bactérias e micro-organismos presentes no leite que não sejam termorresistentes
(SILVA, 2001). O processo consiste em um aquecimento seguido de um resfriamento a
temperatura ambiente e envasado por embalagens que não permitem passagem de luz e
ar (MELO JUNIOR, 2005). A ultrapasteurização pode ser de modo direto, quando o
alimento entra em contato direto com a fonte de aquecimento ou indireto quando o
aquecimento acontece em diferentes tubulações não havendo o contato direto com o
alimento e também podem ocorrer os dois tipos em um processo (LEWIS e DEETH,
2009). Sua temperatura e tempo foram definidos pelos estudos, que constatam a
destruição do micro-organismo mais termorresistentes o Bacillus sporothermodurans
(MELO JUNIOR, 2005).
O leite usado como matéria-prima deve ser de ótima qualidade, apresentar boa
estabilidade térmica, acidez no padrão para evitar floculação no equipamento e baixa
10
contagem de psicrotróficos para evitar a gelificação que é resultado da desnaturação
proteica pelas enzimas proteolíticas dando ao produto uma aparência mais viscosa com
formação de gel no fundo da embalagem. Todo leite envasado é armazenado em paletes
em temperatura ambiente e deve ser avaliado pelo laboratório do controle de qualidade
da indústria durante sete dias para sua liberação. Sua embalagem asséptica quando bem
conservada não permite a presença de micro-organismos no leite, o que somado ao
tratamento térmico aumenta a vida útil desse alimento que dura de 4 a 6 meses com
embalagem fechada e bem armazenada (DATTA e DEETH, 2001).
3.3 Aspectos Mercadológicos do Leite UHT
Uma pesquisa realizada pela Associação Brasileira de Leite Longa Vida no ano
de 2009 mostrou que o leite UHT está presente em 87% das moradas brasileiras,
representando 76% do leite fluido de consumo e mais de 47% do total do leite
consumido no Brasil (IBGE, 2010). O consumo mundial de leite UHT cresceu 5,2% em
2012 (ABLV, 2011).
O uso do processo UHT pelas indústrias alimentícias é um investimento ousado,
que pode ou não trazer lucros ao empreendedor, por ser um processo caro, com
equipamentos modernos, profissionais qualificados, sistema de refrigeração,
aquecimento constante e matéria-prima com elevada qualidade. Porém seu
armazenamento e transporte são mais viáveis, pois não necessita de refrigeração e pode
ser armazenado por meses antes do seu prazo de validade, cabendo a empresa compor o
seu ciclo de vendas (BRITO e BRITO, 2004).
O leite UHT é um dos líderes quando se fala no setor lácteo, sendo mais
consumido que o pasteurizado, manteiga e outros (ABLV, 2011). Por apresentar mais
segurança alimentar, maior prazo de validade é muito consumido, mas tem
consumidores que não consomem devidos não gostarem do seu sabor e pela perda
nutricional no processo de aquecimento (PINHEIRO e MOSQUIM, 1991).
Os consumidores da atualidade se modernizaram e não só se preocupam em
apenas consumir o produto, mas avaliar sua qualidade nutricional, possíveis presenças
de bactérias e sua relação com o meio ambiente, fato que leva as indústrias a se
modernizarem mais e levar ao consumidor um produto com qualidade e que não
prejudique sua saúde (PINHEIRO e MOSQUIM, 1991).

11
3.4 Estabilidade térmica do leite UHT
Todo leite UHT passa por um rigoroso processo térmico que faz com que suas
proteínas, vitaminas, enzimas e outras substâncias termolábeis desnaturem alterando a
estabilidade térmica do leite e diminuindo sua composição nutricional (SILVA et al.,
2012).
A estabilidade térmica é a máxima resistência de uma substância em elevadas
temperaturas ou com aquecimento constante, isso faz com que uma substancia possa
desnaturar e se desintegrar no meio, é o que ocorre quando fervemos o leite UHT em
temperaturas superiores a 100° C, pois este leite já passou por um tratamento térmico
severo que desestabilizou algumas proteínas e quando o leite é aquecido novamente de
forma rigorosa, a proteína sem estabilidade desnatura provocando a coagulação (SILVA
et al., 2012).
No leite UHT o aquecimento muda toda sua composição e modifica sua
estabilidade térmica de forma positiva ou negativa. Como a temperatura na
ultrapasteurização é em torno de 130 a 145°C essa temperatura degrada boa parte da
lactose, formando ácidos por sua decomposição, a casos de aquecimentos extremos ou
longa exposição de tempo ocorrendo a reação de Maillard, que não é desejável para este
tipo de produto (BRITO e BRITO, 2004). Em temperaturas superiores a 100°C, ocorre a
desnaturação das proteínas do soro e a maioria das vitaminas. Com a desnaturação as
proteínas do soro se unem a caseína, principal proteína insolúvel do leite e responsável
pela sua estabilidade térmica (BASTOS, 1999).
Porém com a decomposição da lactose, o pH do leite diminui e sua acidez
aumenta, desestabilizando o produto, com isso é necessário a adição de sais
estabilizantes com a função de manter o produto estável até o fim de sua validade. Mas
a estabilidade térmica sempre irá depender de uma série de fatores, como a qualidade da
matéria-prima, efetividade no tratamento térmico, uso correto de estabilizantes, a saúde
do animal, embalagem integra e sem presença de adulteração no leite (PINTO et al.,
2002).
12
3.5 Fatores que afetam a qualidade do leite UHT
3.5.1 Higiene na obtenção do leite
O leite obtido na ordenha, seja ela de forma manual ou mecânica, deve ser
obtido com o máximo de higiene tanto pessoal quanto no local, a água usada deve ser de
boa qualidade e as etapas de ordenha não devem permitir a proliferação de micro-
organismos indesejáveis (TRONCO, 2008).
Uma das maiores preocupações dos estudiosos da área do setor lácteo é com a
qualidade da matéria-prima, pois não há como obter um produto final de qualidade se a
sua matéria-prima não apresenta esse requisito (LOPES, 2008). A falta de higiene na
ordenha acarreta em aumento de bactérias presentes no leite, que não é viável para sua
obtenção, pois entre as bactérias presentes a maioria é dada pelas contaminantes e
patogênicas, o que mais à frente afeta na qualidade do leite e seus derivados (TRONCO,
2008).
Para índice de higiene na obtenção do leite o CBT é a análise mais recomendada,
pois indica o número de colônias de bactérias presentes no leite, com o máximo
esperado para 300000 unidade formadora de colônia por mililitros (UFC/mL).
Ultrapassando esse número pode haver presença em grande número de bactérias
indesejáveis que podem vim a contaminar e degradar o produto e até transmitir doenças
a quem o consome.
Para o controle sanitário na ordenha todo produtor deve optar por elaborar e
cumprir as Boas Práticas Agropecuárias e seguir um padrão de higiene máximo,
evitando números altos na análise de CBT e consequentemente aumentando a qualidade
do produto final (LOPES, 2008).
3.5.2 Presença de micro-organismos no leite UHT
Todo micro-organismo tem um ambiente e uma temperatura ótima de
reprodução e atuação, devido à faixa dessa temperatura e tipos de ambientes. Entre os
micro-organismos existentes no leite se destacam os de características mesofilicas que
atuam entre 30 a 35°C, termófilicas acima de 45°C e psicrotróficas entre 20 a 25°C
(SAEKI e MATSUMOTO, 2010).

13
Mesofilos atuam melhor em temperatura ambiente, tem características de
acidificar o leite com a decomposição da lactose em ácido láctico, podem também
causar estufamentos em leite UHT devido a produção de gases em suas reações
químicas e alguns produzem toxinas termorresistentes que alteram o sabor e o pH
reduzindo a qualidade do mesmo. São facilmente eliminados na pasteurização e no
tratamento UHT, mas podem aparecer após processo térmico devido a defeitos na
embalagem asséptica como rasuras, microfuros e contaminação na máquina de envase.
Estão entre elas as bactérias lácticas, coliformes totais e fecais (SAEKI e
MATSUMOTO, 2010).
A refrigeração do leite pós ordenha contribuiu de forma estupenda para redução
da deterioração do mesmo por micro-organismos mesofilos, mas aumentou a
contaminação por psicrotróficos, que apesar de atuarem em temperaturas de 20 a 25°C
conseguem se reproduzir em pequeno número com temperaturas acima de 4°C. O
grande problema dessas bactérias é a produção de enzimas termorresistentes que acelera
a reação de proteólise e lipólise no leite UHT causando uma formação de gel de
proteínas chamada gelificação e uma alteração para um sabor rançoso que é chamado de
rancificação com a decomposição de lipídeos e ácidos graxos livres. Estas bactérias são
destruídas em tratamento térmico, mas suas enzimas resistem e causam perdas enormes
na produção de leite UHT (DATTA e DEETH, 2001). Entre um dos problemas do leite
UHT também vale ressaltar a presença de bactérias termoduricas que são bactérias que
resistem ao tratamento térmico produzindo esporos externos que aumentam o teor de
proteólise e lipólise no produto. Os termofilicos não aparecem no leite durante ordenha
ou quando refrigerado, são usados para produção de iogurtes e leites fermentados por
decompor a lactose em ácido láctico (SILVA, 2004).
3.5.3 Mastite
Mastite é uma doença contagiosa que atinge diretamente o úbere das vacas
causando perdas de qualidade e rendimento na produção de leite. Um grande problema é
a proliferação da doença que é cada vez mais rápida e intensa. A mastite é transmitida
por micro-organismos presentes no úbere do animal causando inchaço, dores e até
formação de pus nos tetos (SANTOS e FONSECA, 2007).
14
A mastite pode ser de forma clínica, quando é visível a formação de grumos e
pus no leite e pode ser de forma subclínica quando não visível a olho nu, mas detectável
por análises laboratoriais para Contagem de Células Somáticas (CCS). A clínica
depende muito da organização e higiene do ambiente em que se encontram os animais, a
subclínica depende da higiene no local, ordenhador e utensílios de ordenha (SANTOS e
FONSECA, 2007).
A análise de CCS é de extrema importância mas exigi maior custo para o
produtor, já que consiste em uma análise feita em laboratórios especializados na área de
leite. Porém existe a análise de Califórnia Mastite Test (CMT) que é mais barata de que
a CCS e assim como ela também serve para indicar a presença de mastite no leite, mas
não tem a mesma precisão. É feita em uma raquete com quatro cavidades onde são
adicionados o leite e o reagente que através do tipo de coloração e do aspecto físico que
apresentarem é dada a leitura como positiva ou como negativa para mastite (TRONCO,
2008).
Essa doença além de atingir a saúde do animal contribui negativamente para a
falta de qualidade no leite, pois ela interfere na sua composição química e altera para
níveis superiores a reação de proteólise no alimento devido ao aumento de células
somáticas no leite. A mastite reduz a produção de proteína e gordura interferindo na
estabilidade térmica do leite (LACERDA, 2010).
3.5.4 Falhas no processo de Leite UHT
O processo de ultra alta temperatura é realizado por uma máquina que utiliza
vapor para executar o aquecimento, que pode ocorre de forma direta, indireta ou os dois
tipos. A indireta é um quando a fonte de aquecimento não entra em contato direto com o
alimento, é um método mais simples e mais barato, porém seu resfriamento é mais lento
aumentando o risco de mudanças físicas e químicas no produto. No direto o alimento
entra em contato com a fonte de aquecimento, onde ocorre mais rápido e intenso a troca
de calor e seu resfriamento é a vácuo e da forma indireta, sendo mais rápido que o
indireto (ROSSI JUNIOR et al, 2006).
Seja qual for o tipo de processo, toda indústria sofre com problemas de falta de
qualidade na matéria-prima, mão de obra desqualificada e problemas com dependências
de terceiros, todos esses problemas junto com algumas falhas cometidas no processo

15
aumentam as chances de o produto final não ter uma boa qualidade, dificultando suas
vendas e regredindo a imagem da empresa (PINTO et al., 2002). Um processo como o
de leite UHT, precisa seguir dentro das normas da legislação, ter aplicação constante
das Boas Práticas de Fabricação, obedecer ao Procedimento Operacional Padrão (POP)
e Análise de Perigos e Pontos Críticos de Controle (APPCC).
Um erro constante é modificar a planta do processo e reprocessar continuamente
um leite que já passou do processo de ultrapasteurização. A planta do processo obedece
a ordem exata em que o leite deve seguir evitando contaminação e assegurando a
qualidade do produto, não devendo alterar a ordem desse produto e nem expor o
produto em temperatura ambiente senão estiver em embalagem asséptica, pois ela
impede que o alimento entre em contato com o ar, luz e fontes contaminantes (ROSSI
JUNIOR et al, 2006). As embalagens que estão fora do padrão devem ser descartadas e
todas de seu lote devem ficar em observação para sua possível liberação. A embalagem
asséptica garante maior vida útil ao produto porque é formada por uma junção de
polietileno, alumínio e papel que juntas não permite o contato do alimento com o
ambiente externo, o polietileno não permite a passagem de água e ar, já o alumínio
impede a passagem de luz solar e o papel da forma e desenho a embalagem.
A embalagem asséptica deve estar em perfeito estado, pois qualquer rasura, furo
ou amaço nela, danifica o produto e permite sua contaminação microbiológica e reações
químicas. Como a temperatura é controlada de forma automática é muito improvável a
não efetividade do tratamento térmico e quando a fonte de aquecimento não conseguir
atingir a temperatura de ultrapasteurização a máquina para o processo até que se
estabilize (SILVA, 2001).
Porém se houver falha na limpeza da máquina, erro operacional ou até pequenos
furos em tubulações ou tanques que permitam o contato do alimento com o ambiente
externo, facilmente este alimento será contaminado e sua qualidade afetada. A máquina
que envasa em embalagens asséptica, esteriliza e garante a qualidade microbiológica do
leite, desde que sua limpeza seja correta e nenhuma ordem do processo seja alterada.
Mas outro problema pode interferir também na qualidade do produto final que é o
reprocesso do mesmo na planta de UHT, este leite já passou pela pasteurização e pelo
processo UHT, suas proteínas já não são tão estáveis como antes e isso faz com que
possa ocorrer com maior facilidade a coagulação em sua fervura e sedimentação no
período de estocagem (ROSSI JUNIOR et al, 2006).

16
3.5.5 Adição e homogeneização dos sais estabilizantes
Sais estabilizantes ou quelantes (sequestrantes) de cálcio, tais como citratos e
fosfatos, são frequentemente adicionados no leite e derivados para modificar suas
propriedades físicas. Esses sais podem aumentar a estabilidade térmica do leite,
diminuir a floculação nos trocadores de calor, minimizar a formação de sedimentos e
gelificação de produtos UHT, aumentar a elasticidade e derretimento em queijos e
aumentar a firmeza dos géis em produtos fermentados (TSIOULPAS et al, 2010).
Quando adicionados no leite, os sais quelantes reduzem a concentração de cálcio
iônico e o fosfato coloidal de cálcio. A adição de estabilizantes ao leite UHT é permita
pela legislação nos valores máximos de 0,1% em relação ao volume de leite (BRASIL,
1997). Volumes acimas do estabelecidos por lei ocasionam desintegração das proteínas
ocorrendo sedimentação no produto final e prejudica a saúde do consumidor, porém
valores muito baixos não estabilizam as proteínas que podem coagular no processo ou
até no armazenamento (MACHADO, 2010).
Fica para empresa que se utiliza desses estabilizantes estudarem qual o melhor
valor de adição do mesmo no leite UHT e qual tipo de estabilizante usar. Mais
aconselhável sua adição após a pasteurização devido a perda do produto no
aquecimento, já que esses estabilizantes se aglomeram com os sais e proteínas. Um
grande problema encontrado é a forma como homogeneizar o estabilizante no produto,
sempre optar pelo mais solúvel e dissolver totalmente em água ou no leite antes de
adicionar no volume total sem deixar resíduos sólidos do mesmo na diluição
(TSIOULPAS et al, 2010).
Essa falta de homogeneização do estabilizante interfere na ação do mesmo no
leite, já que ele deve ser totalmente dissolvido para realizar sua função. Por ser em pó o
estabilizante pode adquirir umidade se estiver em contato com o ar e isso reduz sua
solubilidade, o Controle de Qualidade da empresa deve medir a quantidade que é
adicionada e verificar em quarentena a efetividade do mesmo no leite. O uso do
estabilizante é de extrema importância quando dentro dos padrões estabelecidos, mas
sempre deve haver um cuidado com sua quantidade usada e entender que ele atua
estabilizando as micelas de caseínas e não conservando o produto como um inibidor de
micro-organismos contaminantes (TSIOULPAS et al, 2010).
17
3.5.6 Cálcio Iônico
O cálcio presente no leite bovino distribui-se em três fases, onde 70% estão na
fase coloidal, associados com fósforo, formando o fosfato de cálcio unido com as
micelas de caseínas, cerca de 20% estão na fase solúvel, formando sais de cálcio; e os
10% na fase iônica, ou seja, íons de cálcio livre (SILVA et al., 2012).
As micelas de caseínas, em pH normal (6,6 - 6,8), apresentam cargas negativas,
essas cargas estabilizam o leite. Estas cargas são controladas pela quantidade de cálcio
ligado e pelo nível de cálcio livre na solução. Quando aumenta a quantidade do cálcio
total no leite, aumenta a quantidade de cálcio ligado reduzindo as cargas negativas, que
irá reduzir a estabilidade do produto. O equilíbrio entre as três fases de cálcio no leite é
muito importante para a estabilidade do mesmo, pois o aumento de cálcio modifica a
estrutura do alimento tornando pouco estável e sua falta no leite causa mudança neste
equilíbrio (MACHADO, 2010).
A alimentação do gado e suas fases de lactação são de muita importância para os
níveis de cálcio no leite, um dos maiores motivos da falta de estabilidade térmica na
prova do álcool é resultado dos níveis de cálcio no leite, fazendo com que os produtores
e compradores se preocupem com a alimentação e com a composição físico-química do
leite para manter a qualidade no produto final (SILVA et al, 2012).

18
4 MATERIAL E MÉTODOS
Os experimentos foram realizados no Laboratório Multifuncional de Laticínios
do Instituto Federal de Sergipe Campus Glória e no Laboratório de uma Indústria de
Laticínios da região. Foram coletadas três marcas de leite UHT integral comercializadas
no município de Nossa Senhora da Glória – SE. As amostras foram adquiridas no
comércio local do município e transportadas a temperatura ambiente para o Laboratório
do IFS Campus Glória e para o laboratório da indústria de laticínios. As amostras foram
devidamente codificadas como “A”, “B” e “C”, para fins de manter a integridade das
empresas.
4.1 Análises físico-químicas
As análises físico-químicas foram realizadas em triplicata de acordo com a
metodologia descrita pela Instrução Normativa nº68 (BRASIL, 2006). Os parâmetros
analisados foram: pH, acidez, densidade, crioscopia, proteína, gordura, EST, ESD,
fervura/cocção e estabilidade ao álcool 68º GL.
As análises de proteína, gordura e crioscopia foram avaliadas no Laboratório de
uma indústria de laticínios da região utilizando o aparelho Ekomilk M Cap-Lab e
Crioscópio Eletrônico MK-540 Flex, as demais foram analisadas no Laboratório do
Instituto Federal de Sergipe Campus Glória.
Os resultados obtidos foram comparados com os padrões preconizados pela
portaria nº 370/1997 do Ministério da Agricultura (BRASIL, 1997).
4.2 Análises microbiológicas
As amostras foram submetidas a contagem de micro-organismos aeróbios
mesófilos e a contagem de bactérias esporuladas de acordo com a metodologia descrita
pela Instrução Normativa n°62 (BRASIL, 2003). As análises foram realizadas em
triplicata para cada marca de leite UHT coletada.
Em ambas as análises se utilizou a técnica de plaqueamento por profundidade.
Os resultados obtidos foram comparados com os padrões preconizados pela portaria nº
370/1997 do Ministério da Agricultura (BRASIL, 1997).
19
5 RESULTADOS E DISCUSSÃO
5.1 Análises físico-químicas do leite UHT
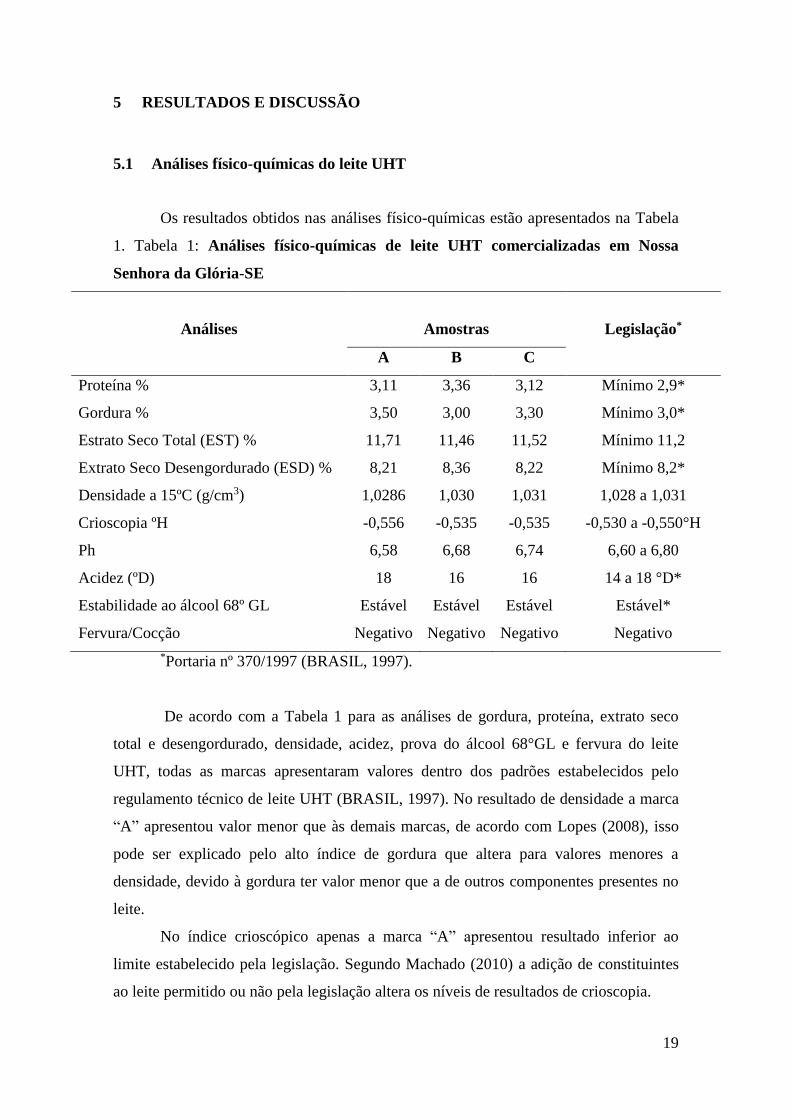
Os resultados obtidos nas análises físico-químicas estão apresentados na Tabela
1. Tabela 1: Análises físico-químicas de leite UHT comercializadas em Nossa
Senhora da Glória-SE
Análises
Amostras
Legislação*
A B C
Proteína % 3,11 3,36 3,12 Mínimo 2,9*
Gordura % 3,50 3,00 3,30 Mínimo 3,0*
Estrato Seco Total (EST) % 11,71 11,46 11,52 Mínimo 11,2
Extrato Seco Desengordurado (ESD) % 8,21 8,36 8,22 Mínimo 8,2*
Densidade a 15ºC (g/cm3) 1,0286 1,030 1,031 1,028 a 1,031
Crioscopia ºH -0,556 -0,535 -0,535 -0,530 a -0,550°H
Ph 6,58 6,68 6,74 6,60 a 6,80
Acidez (ºD) 18 16 16 14 a 18 °D*
Estabilidade ao álcool 68º GL Estável Estável Estável Estável*
Fervura/Cocção Negativo Negativo Negativo Negativo
*Portaria nº 370/1997 (BRASIL, 1997).
De acordo com a Tabela 1 para as análises de gordura, proteína, extrato seco
total e desengordurado, densidade, acidez, prova do álcool 68°GL e fervura do leite
UHT, todas as marcas apresentaram valores dentro dos padrões estabelecidos pelo
regulamento técnico de leite UHT (BRASIL, 1997). No resultado de densidade a marca
“A” apresentou valor menor que às demais marcas, de acordo com Lopes (2008), isso
pode ser explicado pelo alto índice de gordura que altera para valores menores a
densidade, devido à gordura ter valor menor que a de outros componentes presentes no
leite.
No índice crioscópico apenas a marca “A” apresentou resultado inferior ao
limite estabelecido pela legislação. Segundo Machado (2010) a adição de constituintes
ao leite permitido ou não pela legislação altera os níveis de resultados de crioscopia.
20
Somente a marca “A” apresentou resultado de pH menor que o limite
estabelecido pelo regulamento técnico de leite UHT (BRASIL, 1997). Segundo
Machado (2010), resultados de Ph abaixo de 6,5 aumentam a ocorrência de
desequilíbrio salino no leite, que altera para níveis negativos a estabilidade térmica.
Porém este problema ainda não afetou o leite UHT da marca “A” que se encontra
termicamente estável, mas como o leite UHT tende a acidificar em seu armazenamento
devido ao tratamento térmico que possibilita a decomposição da lactose em ácidos
orgânicos, reduzindo seu pH e aumentando o teor de acidez, que contribui para
degradação do produto e diminui sua vida útil.
Quanto à acidez expressa em graus Dornic todas as marcas apresentaram valores
dentro do padrão estabelecido pela legislação vigente. Quanto ao teste de cocção do
leite, todas as marcas analisadas não coagularam, o mesmo ocorreu com os resultados
para teste do álcool 68 ºGL.
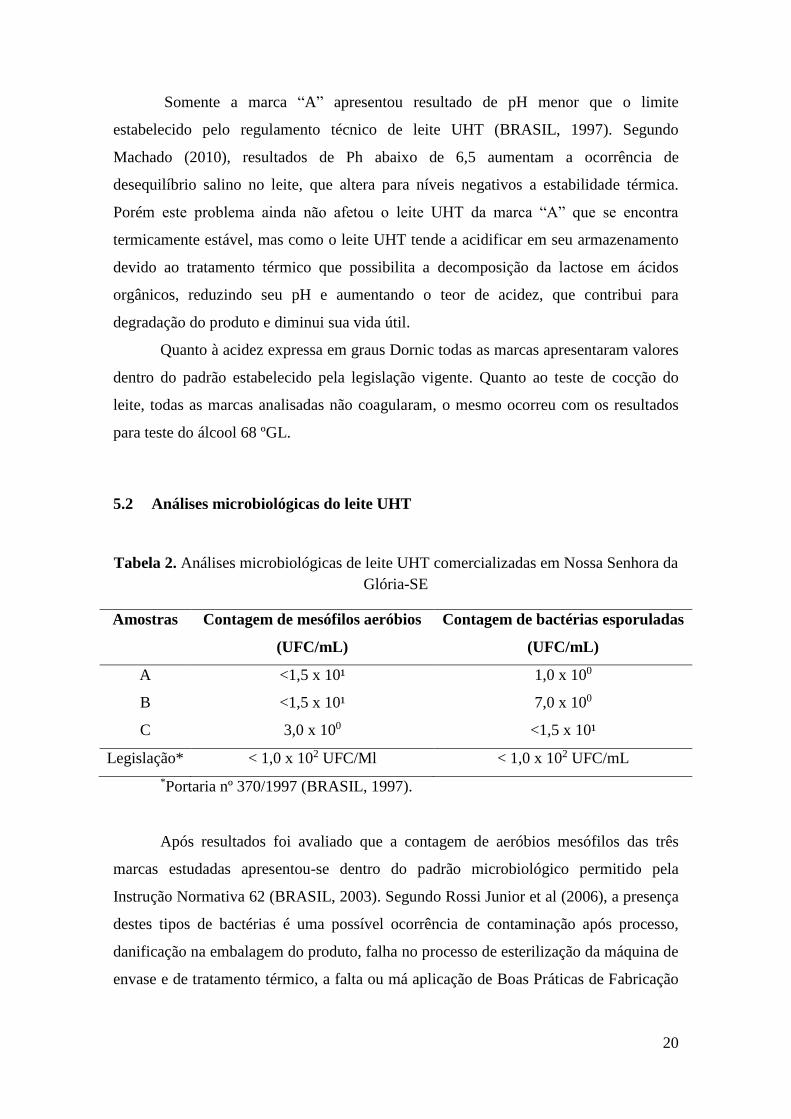
5.2 Análises microbiológicas do leite UHT
Tabela 2. Análises microbiológicas de leite UHT comercializadas em Nossa Senhora da
Glória-SE
Amostras Contagem de mesófilos aeróbios
(UFC/mL)
Contagem de bactérias esporuladas
(UFC/mL)
A <1,5 x 10¹ 1,0 x 100
B <1,5 x 10¹ 7,0 x 100
C 3,0 x 100 <1,5 x 10¹
Legislação* < 1,0 x 102 UFC/Ml < 1,0 x 102 UFC/mL
*Portaria nº 370/1997 (BRASIL, 1997).
Após resultados foi avaliado que a contagem de aeróbios mesófilos das três
marcas estudadas apresentou-se dentro do padrão microbiológico permitido pela
Instrução Normativa 62 (BRASIL, 2003). Segundo Rossi Junior et al (2006), a presença
destes tipos de bactérias é uma possível ocorrência de contaminação após processo,
danificação na embalagem do produto, falha no processo de esterilização da máquina de
envase e de tratamento térmico, a falta ou má aplicação de Boas Práticas de Fabricação

21
no processo produtivo ou possibilidade de existência de mesófilos com elevada
termorresistência.
Para a contagem de bactérias esporuladas todas as marcas também apresentaram
valores dentro dos padrões estabelecidos pela legislação vigente. Segundo Silva (2001),
a presença dessas bactérias termorresistentes indica a má qualidade da matéria-prima,
pois devido a sua resistência ao tratamento térmico não tem como impedir sua
proliferação quando a higiene e qualidade microbiológica do leite deixam a desejar.
Entre as bactérias termoduricas se destaca o Bacillus sporothermodurans, esta bactéria
não-patogênica resisti ao processo térmico contribuindo para o aumento dos níveis de
proteólise e lipólise no leite (ROSSI JUNIOR et al, 2006).

22
6 CONCLUSÃO
Apesar de todas as marcas analisadas apresentarem valores dentro dos padrões
microbiológicos exigidos pela legislação vigente, considerou-se que a amostra da marca
“A” não está apta para consumo por apresentar valores de índice crioscópico e pH fora
dos padrões exigidos pelo Regulamento Técnico de Leite UHT (BRASIL, 1997).
Sugere-se com este trabalho a importância de padronizar o processo de
fabricação a fim de atender os parâmetros preconizados pela legislação. Além disso, a
adoção de BPA, BPF e APPCC em toda cadeia produtiva do leite.

23
7 REFERÊNCIAS BIBLIOGRÁFICAS
ABLV. Associação Brasileira de Leite Longa vida. Estatísticas. Disponível em:
<http://www.ablv.org.br/Estatisticas.aspx>. Acesso em: 12 de maio de 2016.
BASTOS, M. R. S. Leite longa Vida UHT: Aspectos do processamento e identificação
dos pontos críticos de controle. Higiene Alimentar, São Paulo, v. 13, p. 32, 1999.
BRASIL. Ministério da Agricultura, Pecuária e Abastecimento. Departamento de
Inspeção de Produtos de Origem Animal. Instrução Normativa nº62, de 29 de dezembro
de 2011. Aprova o Regulamento Técnico de Produção, Identidade e Qualidade do Leite
tipo A, Regulamento Técnico de Identidade e Qualidade de Leite Cru Refrigerado, Leite
Pasteurizado e o Regulamento Técnico da Coleta de Leite Cru Refrigerado e o seu
Transporte a Granel. Diário Oficial da República Federativa do Brasil. Brasília, 30
dez. 2011.
BRASIL. Ministério da Agricultura, Pecuária e Abastecimento. Departamento de
Inspeção de Produtos de Origem Animal. Instrução Normativa n°62, de 26 de agosto de
2003. Métodos analíticos oficiais para análises microbiológicas para controle de
produtos de origem animal e água. Diário Oficial da república Federativa do Brasil,
Brasília, DF, 18 set. 2003.
BRASIL. Ministério da Agricultura, Pecuária e Abastecimento. Métodos Analíticos
Oficiais Físico-Químicos, para Controle de Leite e Produtos Lácteos, aprovado pela
Instrução Normativa Nº 68 de 12/12/2006. Disponível em:
<http://extranet.agricultura.gov.br/sislegisconsulta/consultarLegislacao.do?operacao=vi
sualizar;id=8932>. Acesso em: 08 maio de 2016.
BRASIL. Ministério da Agricultura, Pecuária e Abastecimento. Regulamento Técnico
para Fixação de Identidade e Qualidade do Leite UHT (UAT): aprovado pela
Portaria nº 370, de 04 de setembro de 1997. Disponível em:
<http://extranet.agricultura.gov.br/sislegisconsulta/consultarLegislacao.do?operacao=vi
sualizar>. Acesso em: 08 de maio de 2016.
24
BRITO, J. R. F.; BRITO, M. A. V. P. Qualidade do leite brasileiro e os desafios para
atendimento das exigências internacionais. In: ZOCCAL, R. et al. Leite: uma cadeia
produtiva em transformação. Juiz de Fora: Embrapa Gado de Leite, 2004. p.235-243.
CHAPAVAL, L. Leite de qualidade: manejo reprodutivo, nutricional e sanitário.
Viçosa: Editora Aprenda Fácil, 2000. 196p.
DATTA, N.; DEETH, H. C. Age gelation of UHT-milk - a review. Food Bioproducts
Processing, v. 79, p. 197-210, 2001.
LACERDA, L.M. et al. Contagem de células somáticas, composição e contagem
bacteriana total do leite de propriedades leiteiras nos Municípios de Miranda do Norte,
Itapecurú - Mirim e Santa Rita, Maranhão. Arquivos do Instituto Biológico, São
Paulo, v.77, n.2, p.209-215, 2010.
LEWIS, M. J.; DEETH, H. C. Heat treatment of milk, in: Milk Processing and Quality
Management. Adnan Y, Ayr, UK: Wiley-Blackwell Publishing LTDA, 2009. p. 168-
200.
LOPES, L.C. Composição e características físico-químicas do leite instável não
ácido (LINA) na região de Casa Branca, Estado de São Paulo. 63f. Dissertação
(Mestrado em Engenharia de Alimentos) – Faculdade de Zootecnia e Engenharia de
Alimentos, Universidade de São Paulo, Pirassununga, 2008.
IBGE - INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICA. Sistema de
recuperação de informações – SIDRA. Homepage IBGE, Brasília, 2010. Disponível em:
<http:/www.sidra.ibge.gov.br>. Acesso em: 01 de maio de 2016.
MACHADO, S. C. Fatores que afetam a estabilidade térmica do leite bovino. Tese
(Doutorado em Zootecnia) – Universidade Federal do Rio Grande do Sul, Faculdade de
Agronomia, Porto Alegre, RS, p. 132, 2010.
25
MELO JUNIOR, A. S. Influência da contagem de células somáticas e micro-
organismos psicrotróficos na gelificação e sedimentação do leite UAT. Dissertação
de Mestrado. Universidade Federal de Lavras, Lavras, MG, p.77, 2005.
PINTO, C.L.O.; MARTINS, M.L.; WELLAREO, E.D.M. et al. Avaliação da Qualidade
microbiológica de diferentes marcas de leite UHT (UHT) comercializado no Município
de Viçosa - MG, Brasil. Revista do Instituto de Laticínios Cândido Tostes, v.57,
n.327, p.206-208, 2002.
PINHEIRO, A. J. R.; MOSQUIM, M. C. A. V. Apostila: Processamento de leite de
consumo. Departamento de Tecnologia de Alimentos. UFV: Viçosa, 1991.
RIBEIRO, J.V.; BOMFIM, O. R; Determinação do perfil sócio-econômico das
unidades produtoras de derivados do leite - fabriquetas, localizadas no território
do Alto Sertão Sergipano. EMDAGRO: Sergipe, 2011
ROSSI JÚNIOR, O.D. et al. Estudo das características microbiológicas do leite UAT ao
longo de seu processamento. Arquivos do Instituto Biológico, São Paulo, v.73, n.1,
p.27-32, 2006.
SAEKI, E.K.; MATSUMOTO, L.S. Contagem de mesofilos e psicrotróficos em
amostras de leite pasteurizado e UHT. Revista do Instituto de Laticínios Cândido
Tostes, Juiz de Fora, v.65, n.37729-35, 2010.
SANTOS, M. V.; FONSECA, L. F. L. Bactérias psicrotróficas e a qualidade do leite.
Revista CBQL, v. 19,
p. 12-15, 2003.
SANTOS, M.V.; FONSECA, L.F.L. (Eds) Estratégias para controle de mastite e
melhoria da qualidade do leite. São Paulo: Manole, 2007.314p.
SILVA, E.O.T.R. Leite longa vida integral: avaliação de alguns parâmetros de
qualidade dos leites cru e processado. 2001.122p. Tese (Doutorado) – Faculdade de
Medicina Veterinária e Zootecnia, Universidade de São Paulo, São Paulo, 2001

26
SILVA, L. C. C.; BELOTI, V.; TAMANINI, R.; YAMADA, A. K.; GIOMBELLI, C.
J.; SILVA, M. R. Estabilidade térmica da caseína e estabilidade ao álcool 68, 72, 75 e
78%, em leite bovino. Revista Instituto Laticínios. “Cândido Tostes”, v. 67, p. 55-60,
2012.
SILVA, P. H. F. Leite UHT: Fatores determinantes para sedimentação e gelificação.
Juiz de Fora, MG, 2004.127p.
TRONCO, V.M. Manual para inspeção da qualidade do leite. 3.ed. Santa Maria:
UFSM, 2008. 206p.
TSIOULPAS, A.; LEWIS, M. J.; GRANDISON, A. S. Effect of minerals on casein
micelle stability. Journal of Dairy Research, v. 74, p. 167–173, 2007.