avaliaÇÃo de um sistema de produÇÃo por meio da...
TRANSCRIPT
AVALIAÇÃO DE UM SISTEMA DE
PRODUÇÃO POR MEIO DA APLICAÇÃO
DO MAPEAMENTO DO FLUXO DE
VALOR
Marina Hernandes de Paula e Silva (UNIMEP )
Maria Celia de Oliveira (UNIMEP )
Atualmente, com a globalização, satisfazer o cliente tornou-se
indispensável para as empresas que querem sobreviver ao mercado.
Além disso, como consequência os clientes tornaram-se ainda mais
exigentes e qualquer vantagem que um concorrentte possui o cliente
não vai hesitar em trocá-lo. É por este motivo que as empresas devem
estar melhorando e reduzindo custos diariamente. Desta forma o Lean
Manufacturing traz a filosofia da redução e eliminação de
desperdícios, além da melhoria contínua. O Lean Manufacturing
trouxe para as empresas resultados significativos a partir de sua
implementação. Sendo assim, este artigo utiliza uma de suas
ferramentas, o Value Stream Mapping (Mapeamento do Fluxo de Valor
- VSM) para avaliar um sistema de produção e identificar melhorias
neste sistema. A partir deste mapeamento foi possível enxergar todo o
fluxo de materiais e de informações trazendo assim, uma visão da real
situação da linha de produção estudada. Assim, os resultados obtidos
por meio deste mapeamento do fluxo de valor foram bastante
satisfatórios, pois possibilitaram uma visão do que realmente estava
acontecendo na linha de produção, expondo as melhorias que
poderiam ser feitas. Com base neste estudo chega-se à conclusão de
que o VSM é uma ferramenta bastante eficaz para as empresas que
querem sobreviver a este mercado globalizado.
Palavras-chave: Lean Manufacturing, VSM, Kaizen
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
1. Introdução
Com a globalização, as empresas começaram a participar de um mercado onde existem
empresas do mundo inteiro. Sendo assim, a competitividade ficou ainda maior tornando
necessário rever estratégias e focar em conquistar novos clientes e fidelizar os já existentes
(CRUZ, 2004).
Como decorrência desta globalização e competitividade do mercado, os clientes se tornaram
cada vez mais exigentes, tanto em relação à qualidade quanto em diversidade de produtos.
Desta forma, para sobreviverem, as empresas devem aliar produtividade, qualidade e
diversidade. Para que isso seja possível são necessárias melhorias nos processos de
fabricação, garantindo produtos mais eficientes e com qualidade.
De acordo com Gonçalves (2013) para atender estas dimensões do mercado globalizado e as
exigências dos clientes, as empresas sentiram a necessidade de uma nova estruturação em
relação às práticas de gestão, principalmente nas linhas de produção, já que tem maior
porcentagem no custo do produto. Sendo assim, o Sistema Toyota de Produção ou Lean
Manufacturing, que tem como filosofia o just-in-time, vem se destacando como prática das
empresas na busca por soluções para atender as expectativas dos clientes aliada à redução de
custos. Para Gonçalves (2013) o Lean pode ser entendido como sendo uma forma de otimizar
a produção eliminando seus desperdícios e trazendo melhor desempenho para o sistema de
produção.
Cutovoi e Salles (2011) apontaram uma importante ferramenta para identificar os desperdícios
e posteriormente eliminá-lo, o Mapeamento do Fluxo de Valor (Value Streaming Mapping –
VSM). Cadioli (2009) explica que o VSM é uma ferramenta que representa visualmente todo
o fluxo de informação e de material, desde o fornecedor até o consumidor, para a fabricação
de um produto. Sendo assim, quando esta ferramenta é utilizada aliada à outras ferramentas,
pode trazer resultados importantes apara as empresas.
A partir destas informações este artigo tem como objetivo desenvolver uma avaliação de um
sistema de produção do setor automobilístico por meio da aplicação do VSM. Espera-se que
esta avaliação traga a visão de todo o fluxo de informações e de material, e com base nesta
avaliação deverão ser apontadas melhorias para o sistema. Sendo que a melhoria contínua
dentro de uma empresa é de extrema importância para quem quer se manter no mercado
atualmente.
2. Lean Manufacturing
Segundo Corrêa et al. (2012), o Lean Manufacturing surgiu no Japão, após a Segunda Guerra
Mundial. Inicialmente era visível que a produtividade das empresas americanas era maior do
que a das japonesas. Com essa observação os japoneses pensaram em formas de eliminar os
desperdícios encontrados na produção americana, criando o conceito de Lean Manufacturing.
Segundo Santos et al. (2011), após o surgimento do Lean Manufacturing identificou-se
diferenças significativas de produtividade entre empresas japonesas e as empresas ocidentais,
notando-se que estas diferenças resultavam de um sistema integrado de princípios e técnicas –
Lean Manufacturing. Para Shingo (1989) poucas pessoas entendem realmente o objetivo do
Lean Manufacturing, sendo que a principal definição para este sistema se baseia na premissa
de que ele visa a eliminação total das perdas. Como complemento, Maximiano (2008) afirma
que o Japão sempre estimulou em sua cultura o hábito de combater o desperdício.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
Rother e Shook (2003) afirmam que o pensamento enxuto que o Lean Manufacturing
proporciona, é uma filosofia de gestão que buscar oferecer ao consumidor o valor perfeito ou
produto perfeito, a partir de melhorias contínuas e zero desperdício, sempre no menor tempo
possível. Para isso, os seguintes desperdícios devem ser identificados e reduzidos ao mínimo:
(i) superprodução; (ii) espera; (iii) transporte; (iv) processamento; (v) movimentação; (vi)
produção de peças defeituosas e (vii) estoques.
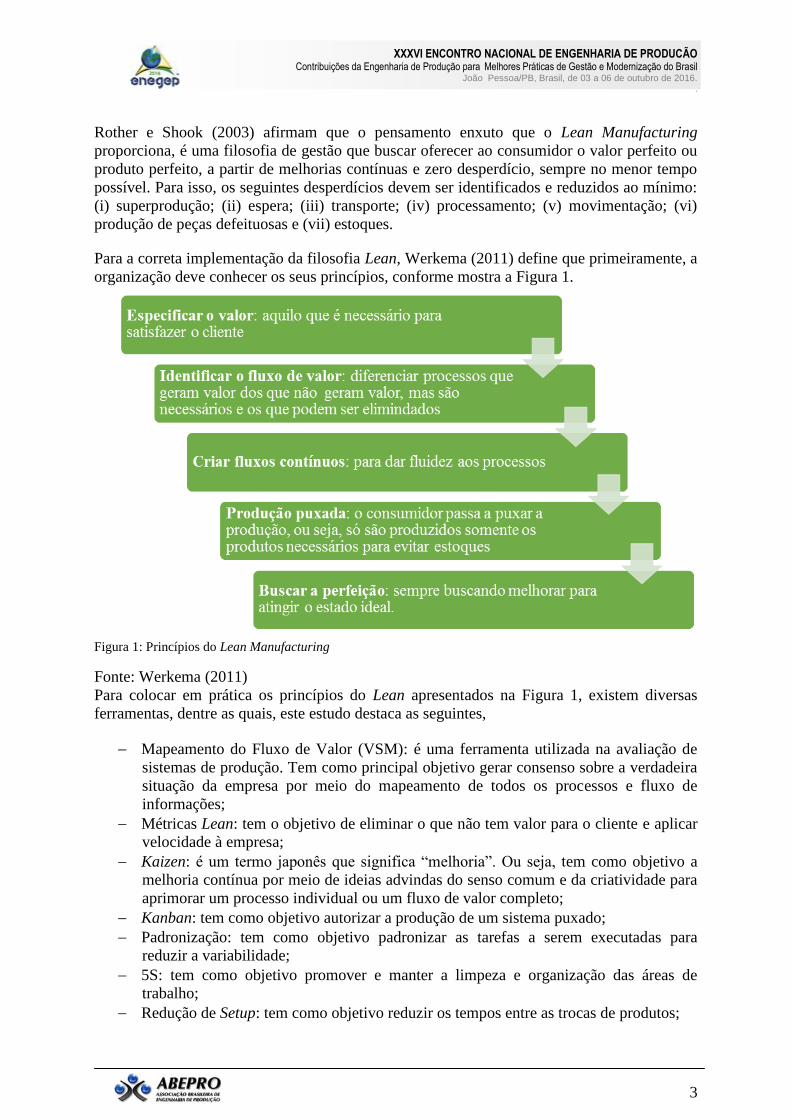
Para a correta implementação da filosofia Lean, Werkema (2011) define que primeiramente, a
organização deve conhecer os seus princípios, conforme mostra a Figura 1.
Figura 1: Princípios do Lean Manufacturing
Fonte: Werkema (2011)
Para colocar em prática os princípios do Lean apresentados na Figura 1, existem diversas
ferramentas, dentre as quais, este estudo destaca as seguintes,
Mapeamento do Fluxo de Valor (VSM): é uma ferramenta utilizada na avaliação de
sistemas de produção. Tem como principal objetivo gerar consenso sobre a verdadeira
situação da empresa por meio do mapeamento de todos os processos e fluxo de
informações;
Métricas Lean: tem o objetivo de eliminar o que não tem valor para o cliente e aplicar
velocidade à empresa;
Kaizen: é um termo japonês que significa “melhoria”. Ou seja, tem como objetivo a
melhoria contínua por meio de ideias advindas do senso comum e da criatividade para
aprimorar um processo individual ou um fluxo de valor completo;
Kanban: tem como objetivo autorizar a produção de um sistema puxado;
Padronização: tem como objetivo padronizar as tarefas a serem executadas para
reduzir a variabilidade;
5S: tem como objetivo promover e manter a limpeza e organização das áreas de
trabalho;
Redução de Setup: tem como objetivo reduzir os tempos entre as trocas de produtos;
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
Total Productive Maintance (TPM): tem como objetivo garantir que os equipamentos
estejam sempre capazes de executar as atividades necessárias;
Gestão Visual: tem como objetivo facilitar e simplificar a visualização da situação do
sistema
Poka-Yoke (Mistake Proofing): tem como objetivo a detecção e a correção de erros em
um processo antes de se transformarem em defeitos percebidos pelo cliente.
Dentre as ferramentas Lean aqui apresentadas, este estudo aplicou diretamente o VSM e o
Kaizen; e indiretamente a Padronização, o 5S e o Kanban. Desta forma, estas ferramentas
foram apresentadas em detalhes nas seções que se seguem.
2.1 Mapeamento do Fluxo de Valor
Rother e Shook (1999) definem um fluxo de valor como “toda ação (agregando valor ou não)
necessária para trazer um produto por todos os fluxos essenciais a cada produto”. Este fluxo
inicia-se com a chegada da matéria prima e finaliza no consumidor, compondo-se de dois
mapas: o estado atual, que exibe como o fluxo está hoje; e o estado futuro, que exibe possíveis
melhorias a partir da observação do primeiro mapa.
Para Werkema (2011), o VSM é uma ferramenta que utiliza símbolos gráficos que são
considerados padrão, para que haja um entendimento único de sua aplicação em qualquer
localidade mundial.
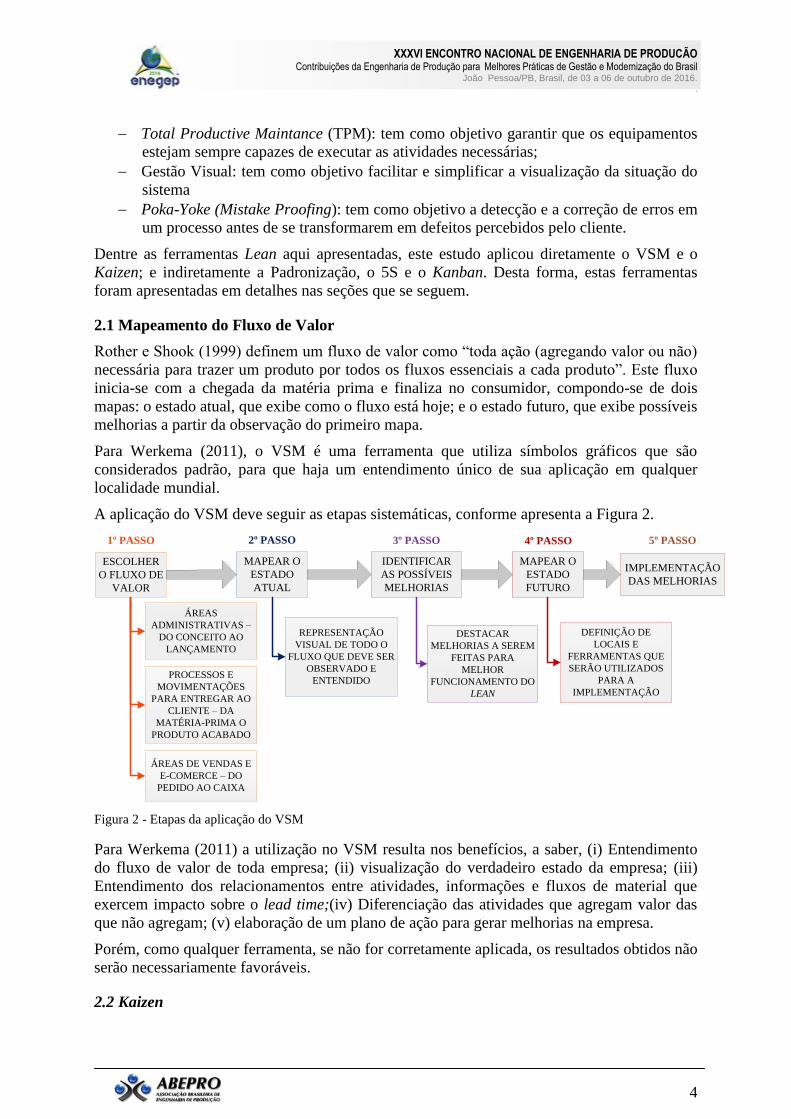
A aplicação do VSM deve seguir as etapas sistemáticas, conforme apresenta a Figura 2.
ESCOLHER
O FLUXO DE
VALOR
MAPEAR O
ESTADO
ATUAL
IDENTIFICAR
AS POSSÍVEIS
MELHORIAS
MAPEAR O
ESTADO
FUTURO
IMPLEMENTAÇÃO
DAS MELHORIAS
ÁREAS
ADMINISTRATIVAS –
DO CONCEITO AO
LANÇAMENTO
PROCESSOS E
MOVIMENTAÇÕES
PARA ENTREGAR AO
CLIENTE – DA
MATÉRIA-PRIMA O
PRODUTO ACABADO
ÁREAS DE VENDAS E
E-COMERCE – DO
PEDIDO AO CAIXA
REPRESENTAÇÃO
VISUAL DE TODO O
FLUXO QUE DEVE SER
OBSERVADO E
ENTENDIDO
DESTACAR
MELHORIAS A SEREM
FEITAS PARA
MELHOR
FUNCIONAMENTO DO
LEAN
DEFINIÇÃO DE
LOCAIS E
FERRAMENTAS QUE
SERÃO UTILIZADOS
PARA A
IMPLEMENTAÇÃO
1º PASSO 2º PASSO 3º PASSO 4º PASSO 5º PASSO
Figura 2 - Etapas da aplicação do VSM
Para Werkema (2011) a utilização no VSM resulta nos benefícios, a saber, (i) Entendimento
do fluxo de valor de toda empresa; (ii) visualização do verdadeiro estado da empresa; (iii)
Entendimento dos relacionamentos entre atividades, informações e fluxos de material que
exercem impacto sobre o lead time;(iv) Diferenciação das atividades que agregam valor das
que não agregam; (v) elaboração de um plano de ação para gerar melhorias na empresa.
Porém, como qualquer ferramenta, se não for corretamente aplicada, os resultados obtidos não
serão necessariamente favoráveis.
2.2 Kaizen
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
Segundo Iannettoni (2011) o termo “Kaizen” é uma palavra japonesa que significa melhoria,
significando em sua essência a filosofia de melhoria contínua. Assim, acredita-se que não se
deve passar um dia sem ter feito uma melhoria, seja na estrutura da empresa ou pessoal. Além
disso, de acordo com este autor, esta melhoria não está necessariamente focada na redução de
custo, e sim na melhor produtividade. Contudo, na maioria das vezes a redução de custo é
consequência de melhoria da produtividade.
Esta ferramenta está diretamente relacionada com o VSM que será aplicado à linha de
produção neste estudo, já que após o mapeamento do estado atual o estudo busca melhorias
que podem ser feitas para gerar maior produtividade para então, gerar o mapa do estado futuro
e realizar as implementações necessárias.
2.3 Padronização
Segundo Werkema (2011) a padronização é uma ferramenta muito importante na redução da
variabilidade de um processo, pois tarefas e procedimentos executados de forma padronizada
por todos operadores em uma empresa reduz a chance de haver erro nesta tarefa e/ou
procedimento.
Esta ferramenta está indiretamente relacionada com a ferramenta do VSM, pois esta é
utilizada nas melhorias propostas apenas.
2.4 5S
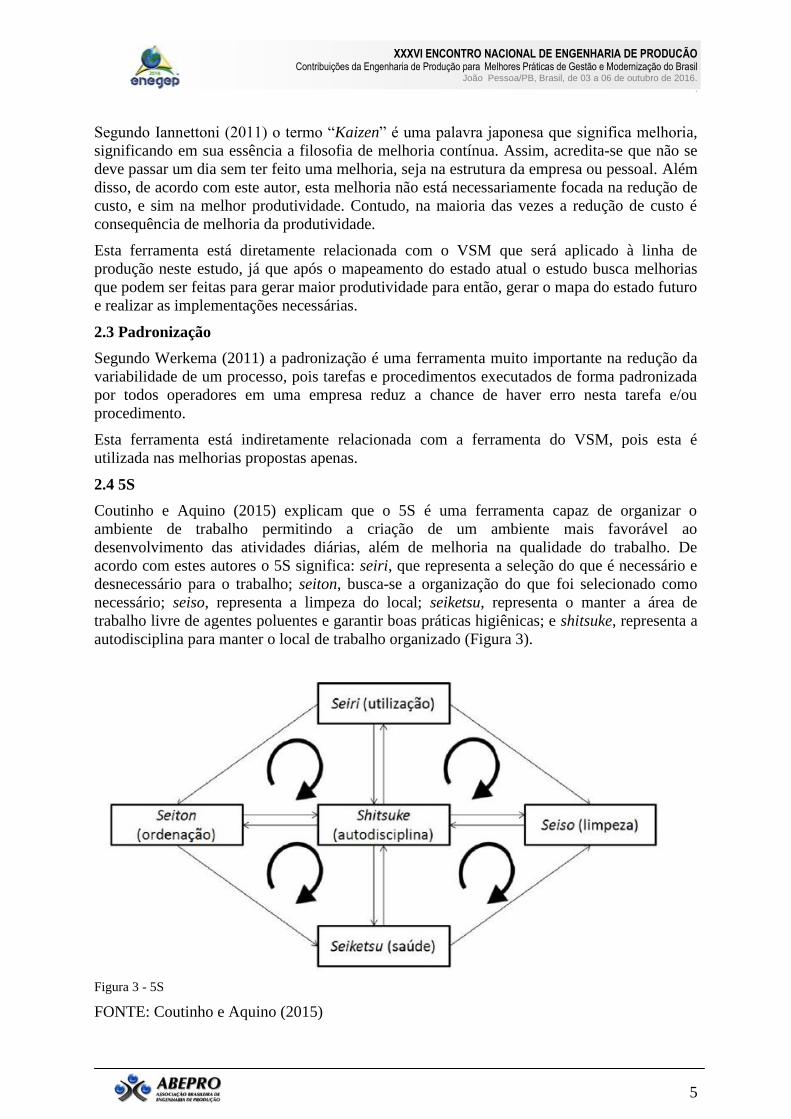
Coutinho e Aquino (2015) explicam que o 5S é uma ferramenta capaz de organizar o
ambiente de trabalho permitindo a criação de um ambiente mais favorável ao
desenvolvimento das atividades diárias, além de melhoria na qualidade do trabalho. De
acordo com estes autores o 5S significa: seiri, que representa a seleção do que é necessário e
desnecessário para o trabalho; seiton, busca-se a organização do que foi selecionado como
necessário; seiso, representa a limpeza do local; seiketsu, representa o manter a área de
trabalho livre de agentes poluentes e garantir boas práticas higiênicas; e shitsuke, representa a
autodisciplina para manter o local de trabalho organizado (Figura 3).
Figura 3 - 5S
FONTE: Coutinho e Aquino (2015)
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
Esta ferramenta também será utilizada de forma indireta neste estudo por ser apenas uma
ferramenta para implementação de melhoria.
2.5 Kanban
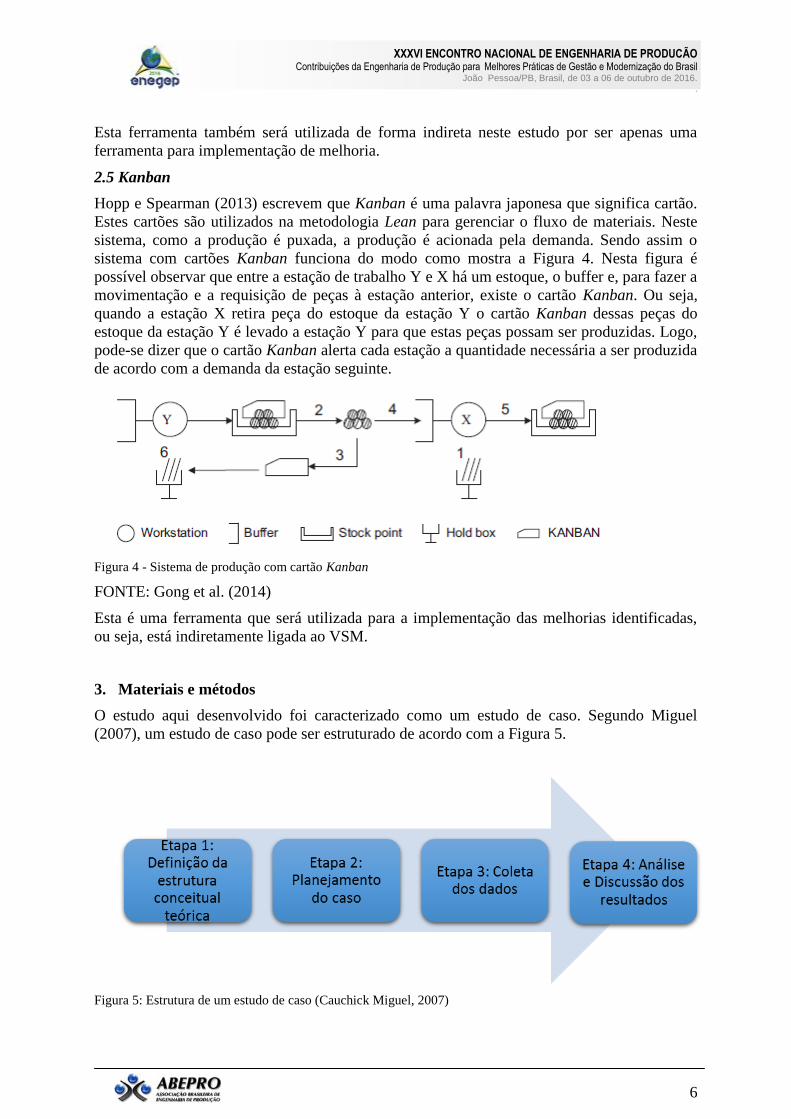
Hopp e Spearman (2013) escrevem que Kanban é uma palavra japonesa que significa cartão.
Estes cartões são utilizados na metodologia Lean para gerenciar o fluxo de materiais. Neste
sistema, como a produção é puxada, a produção é acionada pela demanda. Sendo assim o
sistema com cartões Kanban funciona do modo como mostra a Figura 4. Nesta figura é
possível observar que entre a estação de trabalho Y e X há um estoque, o buffer e, para fazer a
movimentação e a requisição de peças à estação anterior, existe o cartão Kanban. Ou seja,
quando a estação X retira peça do estoque da estação Y o cartão Kanban dessas peças do
estoque da estação Y é levado a estação Y para que estas peças possam ser produzidas. Logo,
pode-se dizer que o cartão Kanban alerta cada estação a quantidade necessária a ser produzida
de acordo com a demanda da estação seguinte.
Figura 4 - Sistema de produção com cartão Kanban
FONTE: Gong et al. (2014)
Esta é uma ferramenta que será utilizada para a implementação das melhorias identificadas,
ou seja, está indiretamente ligada ao VSM.
3. Materiais e métodos
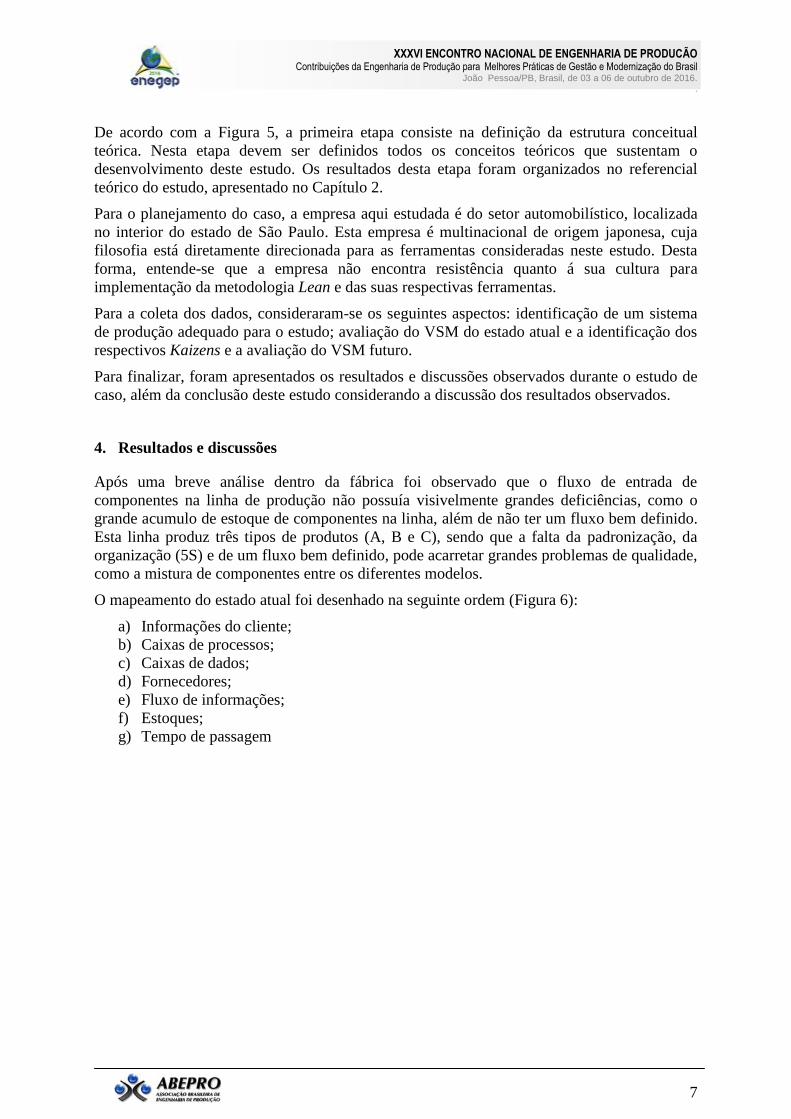
O estudo aqui desenvolvido foi caracterizado como um estudo de caso. Segundo Miguel
(2007), um estudo de caso pode ser estruturado de acordo com a Figura 5.
Figura 5: Estrutura de um estudo de caso (Cauchick Miguel, 2007)
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
De acordo com a Figura 5, a primeira etapa consiste na definição da estrutura conceitual
teórica. Nesta etapa devem ser definidos todos os conceitos teóricos que sustentam o
desenvolvimento deste estudo. Os resultados desta etapa foram organizados no referencial
teórico do estudo, apresentado no Capítulo 2.
Para o planejamento do caso, a empresa aqui estudada é do setor automobilístico, localizada
no interior do estado de São Paulo. Esta empresa é multinacional de origem japonesa, cuja
filosofia está diretamente direcionada para as ferramentas consideradas neste estudo. Desta
forma, entende-se que a empresa não encontra resistência quanto á sua cultura para
implementação da metodologia Lean e das suas respectivas ferramentas.
Para a coleta dos dados, consideraram-se os seguintes aspectos: identificação de um sistema
de produção adequado para o estudo; avaliação do VSM do estado atual e a identificação dos
respectivos Kaizens e a avaliação do VSM futuro.
Para finalizar, foram apresentados os resultados e discussões observados durante o estudo de
caso, além da conclusão deste estudo considerando a discussão dos resultados observados.
4. Resultados e discussões
Após uma breve análise dentro da fábrica foi observado que o fluxo de entrada de
componentes na linha de produção não possuía visivelmente grandes deficiências, como o
grande acumulo de estoque de componentes na linha, além de não ter um fluxo bem definido.
Esta linha produz três tipos de produtos (A, B e C), sendo que a falta da padronização, da
organização (5S) e de um fluxo bem definido, pode acarretar grandes problemas de qualidade,
como a mistura de componentes entre os diferentes modelos.
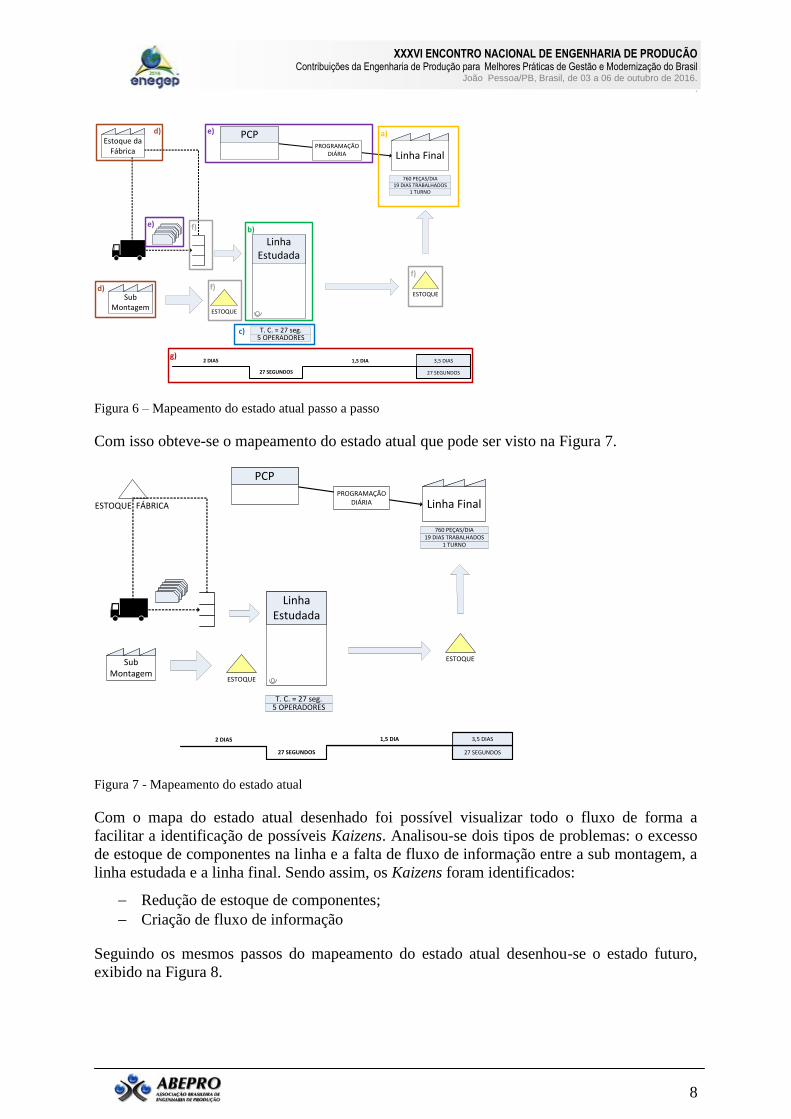
O mapeamento do estado atual foi desenhado na seguinte ordem (Figura 6):
a) Informações do cliente;
b) Caixas de processos;
c) Caixas de dados;
d) Fornecedores;
e) Fluxo de informações;
f) Estoques;
g) Tempo de passagem
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
Linha Estudada
PCP
Linha FinalPROGRAMAÇÃO
DIÁRIA
27 SEGUNDOS
2 DIAS
27 SEGUNDOS
3,5 DIAS1,5 DIA
Sub Montagem
ESTOQUE
ESTOQUE
T. C. = 27 seg.5 OPERADORES
760 PEÇAS/DIA19 DIAS TRABALHADOS
1 TURNO
a)
b)
c)
Estoque da Fábrica
d)
d)
e)
f)e)
f)
f)
g)
Figura 6 – Mapeamento do estado atual passo a passo
Com isso obteve-se o mapeamento do estado atual que pode ser visto na Figura 7.
Linha Estudada
PCP
Linha FinalPROGRAMAÇÃO
DIÁRIA
27 SEGUNDOS
2 DIAS
27 SEGUNDOS
3,5 DIAS1,5 DIA
Sub Montagem
ESTOQUE
ESTOQUE
T. C. = 27 seg.5 OPERADORES
760 PEÇAS/DIA19 DIAS TRABALHADOS
1 TURNO
ESTOQUE FÁBRICA
Figura 7 - Mapeamento do estado atual
Com o mapa do estado atual desenhado foi possível visualizar todo o fluxo de forma a
facilitar a identificação de possíveis Kaizens. Analisou-se dois tipos de problemas: o excesso
de estoque de componentes na linha e a falta de fluxo de informação entre a sub montagem, a
linha estudada e a linha final. Sendo assim, os Kaizens foram identificados:
Redução de estoque de componentes;
Criação de fluxo de informação
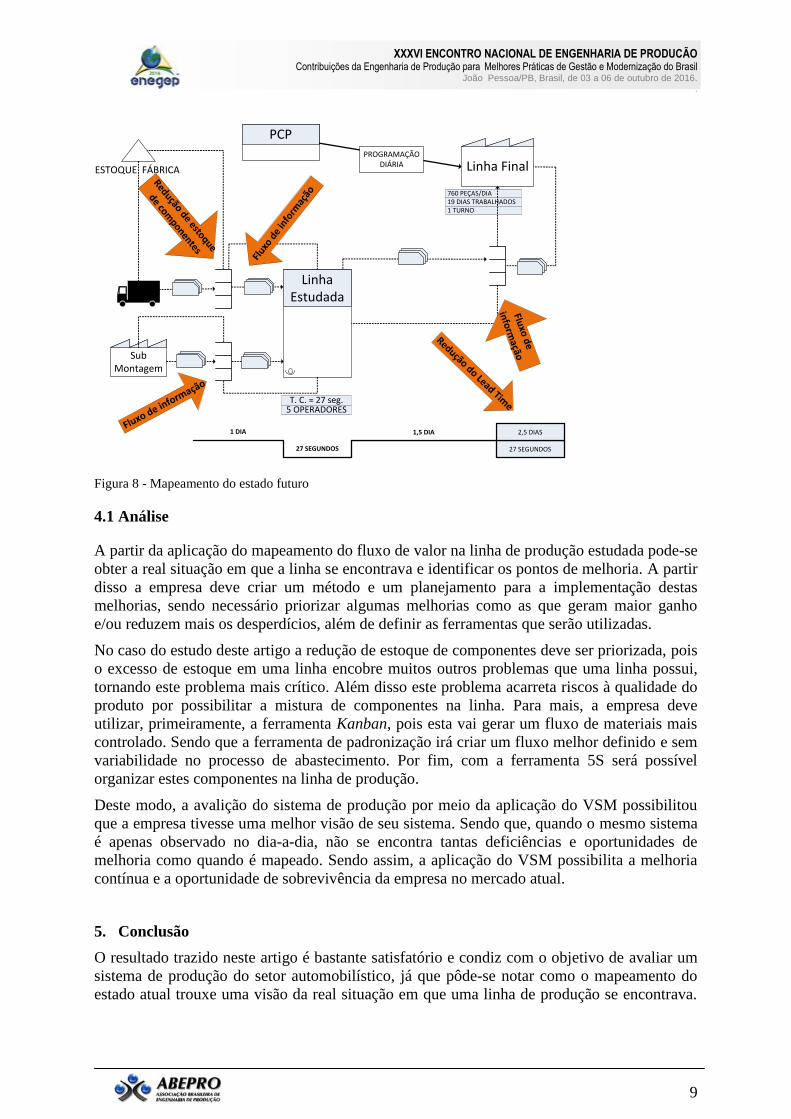
Seguindo os mesmos passos do mapeamento do estado atual desenhou-se o estado futuro,
exibido na Figura 8.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
ESTOQUE FÁBRICA
PCP
PROGRAMAÇÃO DIÁRIA
27 SEGUNDOS
1 DIA
27 SEGUNDOS
2,5 DIAS1,5 DIA
T. C. = 27 seg.5 OPERADORES
760 PEÇAS/DIA19 DIAS TRABALHADOS1 TURNO
Sub Montagem
Linha Estudada
Linha Final
Redução de estoque
de componentes
Fluxo de informação
Fluxo
de
info
rmação
Redução do Lead Time
Flux
o de
info
rmaç
ão
Figura 8 - Mapeamento do estado futuro
4.1 Análise
A partir da aplicação do mapeamento do fluxo de valor na linha de produção estudada pode-se
obter a real situação em que a linha se encontrava e identificar os pontos de melhoria. A partir
disso a empresa deve criar um método e um planejamento para a implementação destas
melhorias, sendo necessário priorizar algumas melhorias como as que geram maior ganho
e/ou reduzem mais os desperdícios, além de definir as ferramentas que serão utilizadas.
No caso do estudo deste artigo a redução de estoque de componentes deve ser priorizada, pois
o excesso de estoque em uma linha encobre muitos outros problemas que uma linha possui,
tornando este problema mais crítico. Além disso este problema acarreta riscos à qualidade do
produto por possibilitar a mistura de componentes na linha. Para mais, a empresa deve
utilizar, primeiramente, a ferramenta Kanban, pois esta vai gerar um fluxo de materiais mais
controlado. Sendo que a ferramenta de padronização irá criar um fluxo melhor definido e sem
variabilidade no processo de abastecimento. Por fim, com a ferramenta 5S será possível
organizar estes componentes na linha de produção.
Deste modo, a avalição do sistema de produção por meio da aplicação do VSM possibilitou
que a empresa tivesse uma melhor visão de seu sistema. Sendo que, quando o mesmo sistema
é apenas observado no dia-a-dia, não se encontra tantas deficiências e oportunidades de
melhoria como quando é mapeado. Sendo assim, a aplicação do VSM possibilita a melhoria
contínua e a oportunidade de sobrevivência da empresa no mercado atual.
5. Conclusão
O resultado trazido neste artigo é bastante satisfatório e condiz com o objetivo de avaliar um
sistema de produção do setor automobilístico, já que pôde-se notar como o mapeamento do
estado atual trouxe uma visão da real situação em que uma linha de produção se encontrava.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
Sendo que sem este mapeamento a visão que se tem, na maioria das vezes, não mostra os
grandes problemas e as oportunidades de melhoria que a linha de produção possui.
Contudo, nota-se que a ferramenta Mapeamento do Fluxo de Valor - VSM é de extrema
importância para a avalição de um sistema de produção, pois esta exibe os pontos de
deficiência da linha que não é visível no dia-a-dia. E a partir desta avaliação do sistema é
possível implementar as melhorias necessárias e obter resultados significativos para a
empresa. Ou seja, esta ferramenta auxilia na redução de desperdícios de uma linha de
produção, atividade crucial para uma empresa que deseja se manter apta a concorrer no
mercado atual.
6. Referências bibliográficas
ALMEIDA, L. M. de L. O modelo de gestão da Toyota: uma análise do lean manufacturing
ou manufatura enxuta baseada na teoria marxiana do valor trabalho. 2010. 100 f.
Dissertação (Mestrado em Economia) – Programa de Pós-Graduação em Economia,
Universidade Federal da Paraíba, João Pessoa, 2010.
CADIOLI, L. P. Mapeamento do fluxo de valor: uma ferramenta da produção enxuta.
Publicação em 13 de março de 2009.
COUTINHO, FAGNER MELO JOSÉ & AQUINO, JOÁS TOMAZ. Os 5s como
diferencial competitivo para o sistema de gestão da qualidade: estudo de caso de uma
empresa de aços longos. Revista Gestão.Org, v. 13, n. 2, 2015. p 176-186.
CRUZ, RONALDO. O mercado globalizado.2004. Disponível em
<http://www.administradores.com.br/artigos/marketing/o-mercado-globalizado/10180/>.
Acesso em Dez/2015.
CUTOVOI, I. T. M. & SALLES, J. A. A. Avaliação do processo de desenvolvimento de um
novo produto utilizando earned value management system. Exacta, São Paulo, v. 9, n. 2, p.
219-230, 2011.
GONÇALVES, HELEN SILVA ET AL. Sistema de Produção Enxuta: analisando as
práticas adotadas em uma indústria têxtil paraibana. Sandinailton Ralison Aureliano Cirino
(UFRN – RN/Brasil), 2013.
GONG, QIGUO; YANG, YURU & WANG, SHOUYANG. Information and decision
making delays in MRP, KANBAN and CONWIP. Int. J. Production Economics 156 (2014
)208–213.
HEUSNER, RODRIGO. Aplicação da ferramenta mapeamento do fluxo de valor para
identificação dos desperdícios do processo produtivo em uma empresa de reciclagem de
plástico. Revista de Administração do Sul do Pará (REASP) - FESAR – v. 2, n. 3, Set/Dez –
2015.
IANNETTONI, MARK D.; LYNCH, WILLIAM R.; PAREKH, KALPAJ R. &
MCLAUGHLIN, KELLEY A. Kaizen Method for Esophagectomy Patients: Improved
Quality Control, Outcomes, and Decreased Costs. Department of Cardiothoracic Surgery,
University of Iowa Hospitals and Clinics, Iowa City, Iowa, 2011.
MAXIMIANO, A. C. A. Teoria geral da administração: da revolução urbana à revolução
digital. 4. ed. São Paulo: Atlas, 2008. 491 p.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
MENEGON, DAVID; NAZARENO, R. RENOVATO & RENTES, A. FREITAS.
Relacionamento entre desperdícios e técnicas a serem adotadas em um Sistema de Produção
Enxuta. XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil, 21 a 24 de out
de 2003.
NAZARENO, R. R; SILVA, A. L. & RENTES, A. F. Mapeamento do fluxo de valor para
produtos com ampla gama de peças. ENEGEP 2003.
RICCI, MAYARA ROHENKOHL. Sistema Toyota de Produção: um estudo na linha de
produção em uma indústria de confecção de ternos. 2013. 80 f. Monografia (Bacharel em
Engenharia de Produção) - Universidade Tecnológica Federal do Paraná. Medianeira, 2013.
SANTOS, L. C.; GOHR, C. F.; SANTOS, E. J. Aplicação do mapeamento do fluxo de
valor para a implantação da produção enxuta na fabricação de fios de cobre. Revista Gestão
Industrial, 2011.
SANTOS, M. B. Mentalidade enxuta em uma empresa de transportes verticais para aumento
da produtividade: estudo sobre o Value Stream Mapping na cadeira produtiva. Dissertação
(Mestrado em Gestão de Negócios) – Universidade Católica de Santos – UNISANTOS,
Santos, 2009.
TAPPING, DON & SHUKER, TOM. Lean Office: gerenciamento do fluxo de valor para
áreas administrativas – 8 passos para planejar, mapear e sustentar melhorias Lean nas áreas
administrativas. 1 ed. São Paulo: Leopardo Editora, 2010.
WERKEMA, CRISTINA. Lean seis sigma: introdução às ferramentas do lean
manufacturing. 2 ed. Rio de Janeiro: Elsevier, 2011.