aula introd eng fabricação
DESCRIPTION
Atrito e LubrificaçãoTRANSCRIPT

UNIVERSIDADE FEDERAL DE CAMPINA GRANDE - UFCGCENTRO DE DESENVOLVIMENTO SUSTENTÁVEL DO SEMIÁRIDO –CDSA
Prof.: João Leite
Atrito e lubrificação nos Atrito e lubrificação nos processos de fabricação processos de fabricação Atrito e lubrificação nos Atrito e lubrificação nos processos de fabricação processos de fabricação processos de fabricação processos de fabricação
mecânicamecânicaprocessos de fabricação processos de fabricação
mecânicamecânica
Processo de conformaçãoProcesso de conformação
É um processo de fabricação mecânica ondeas peças são obtidas a partir da compressãode metais abaixo da temperatura de fusão,fazendo com que o mesmo obtenha a forma
2
fazendo com que o mesmo obtenha a formadesejada a partir da deformação plástica.
Essa processo ocorre SEM REMOÇÃO DEMATERIAL e SEM FUNDIÇÃO.
Princípios da conformaçãoPrincípios da conformação
• Todos os materiais tendem a se deformar quando submetidos a um esforço mecânico;
• Alguns materiais retornam ao estado original quando cessa o esforço mecânico: deformação elástica;
• Outros se mantêm deformados mesmo quando o esforço mecânico é retirado – antes de romperem: deformação
3
A aplicação deste esforço mecânico pode ocorrer aliadoao aquecimento ou não do material (trabalho a frio ou aquente). As peças obtidas por trabalho a frio e a quenteobtém características mecânicas diferentes.
mecânico é retirado – antes de romperem: deformação plástica;
• Há ainda aqueles que tem deformação elástica até a ruptura: materiais frágeis;
É a deformação plástica que permite a conformaçãomecânica!
Princípios da conformaçãoPrincípios da conformação
Os antigos guerreiros observaram que ferramentasexaustivamente deformadas ficavam mais fortes que aspouco deformadas que quebravam, rachavam ouamassavam com facilidade. Eles tinham seus ferreirosde confiança para produzir seus escudos e espadas .
4
de confiança para produzir seus escudos e espadas .
Os estudos mostraram mais tardeque isso se dá pela forma comocada ferreiro preparava oferramental. O controle datemperatura e a quantidade deesforço aplicado levará a um maiorou menor encruamento e controlede porosidade.
Temperatura de conformaçãoTemperatura de conformação
Os processos de conformação podem se dividir em:
Conformação à frio (geralmente temp. <0,3Tf):Processo ocorre em condições onde não há recuperação erecristalização do material (material permanece encruado).
5
Conformação à quente (geralmente temp. >0,5Tf): Processo ocorre em condições de temperatura e taxa dedeformação onde ocorre simultaneamente à deformaçãorecuperação e recristalização dos materiais.
Conformação à morno (geralmente 0,3Tf<Temp. <0,5Tf):Ocorre recuperação do material mas não ocorre recristalização.
EncruamentoEncruamento e recristalizaçãoe recristalização
6
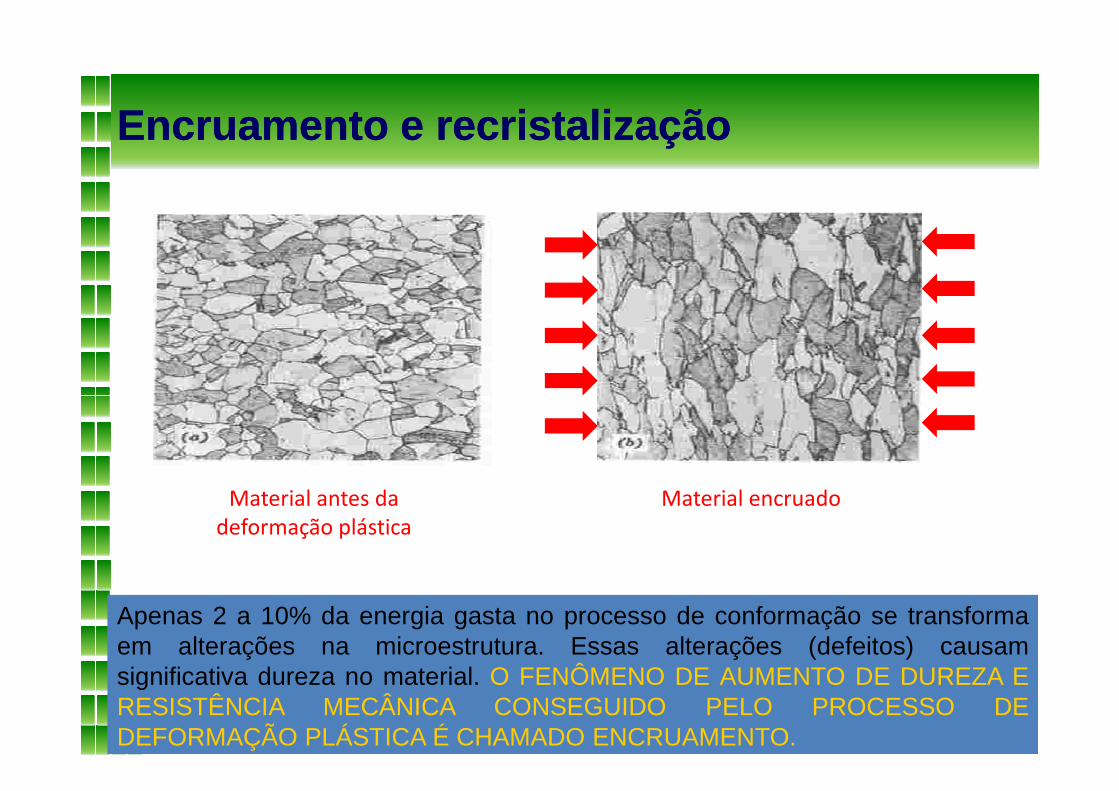
Apenas 2 a 10% da energia gasta no processo de conformação se transformaem alterações na microestrutura. Essas alterações (defeitos) causamsignificativa dureza no material. O FENÔMENO DE AUMENTO DE DUREZA ERESISTÊNCIA MECÂNICA CONSEGUIDO PELO PROCESSO DEDEFORMAÇÃO PLÁSTICA É CHAMADO ENCRUAMENTO.
Material antes da deformação plástica
Material encruado
EncruamentoEncruamento e recristalizaçãoe recristalização
A eliminação do encruamento ocorre pela possibilidade derearranjo do material. Esse rearranjo é ativado termicamentecom o aumento temperatura, processo chamado derecozimento.
• O recozimento consiste em se colocar o material em uma
7
• O recozimento consiste em se colocar o material em umatemperatura acima da temperatura de recristalização porum determinado tempo (de minutos a horas).
A temperatura de recristalização depende da pureza do material e grau dedeformação mas pode ser definida como A TEMPERATURA NA QUAL EM UMAHORA SEJA POSSÍVEL A RECRISTALIZAÇÃO DO MATERIAL E VOLTA ÀSITUAÇÃO ANTERIOR AO ENCRUAMENTO.
Essa temperatura é o PONTO QUE SEPARA conformação à frio deconformação à quente e geralmente ocorre entre 1/3 e ½ T. de fu são.
Processo de recozimentoProcesso de recozimento
ETAPAS
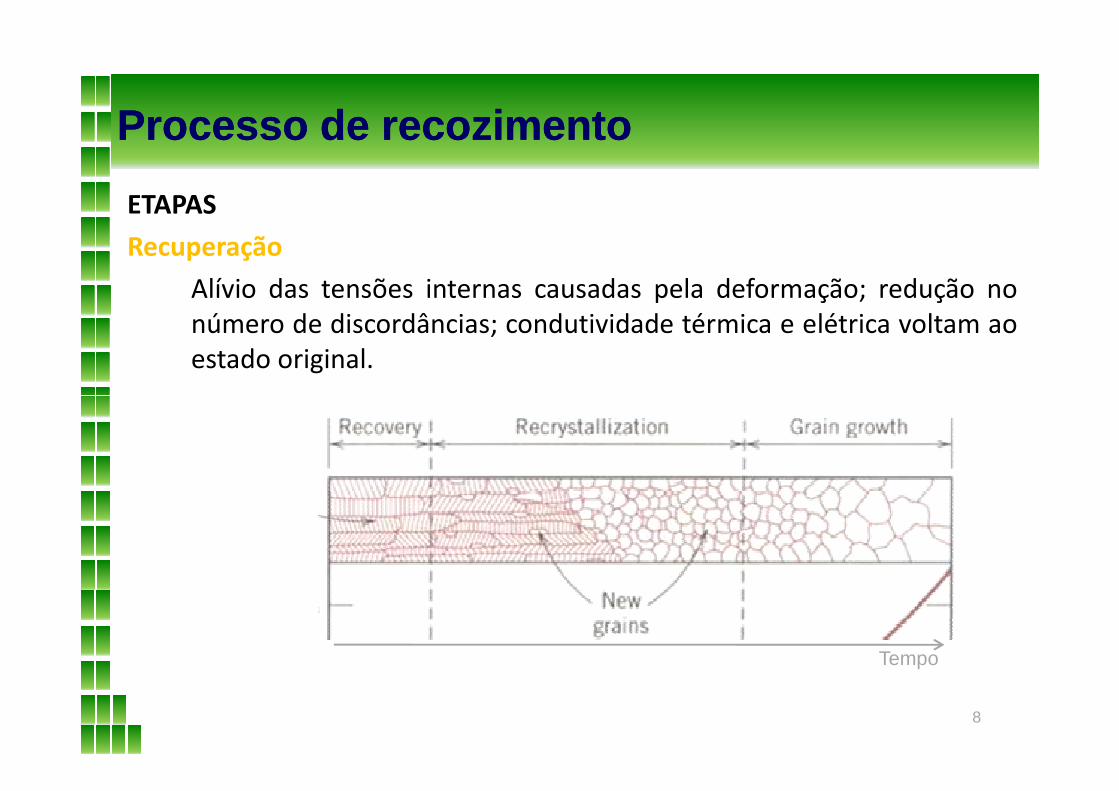
Recuperação
Alívio das tensões internas causadas pela deformação; redução nonúmero de discordâncias; condutividade térmica e elétrica voltam aoestado original.
8
Tempo
Processo de recozimentoProcesso de recozimento
ETAPAS
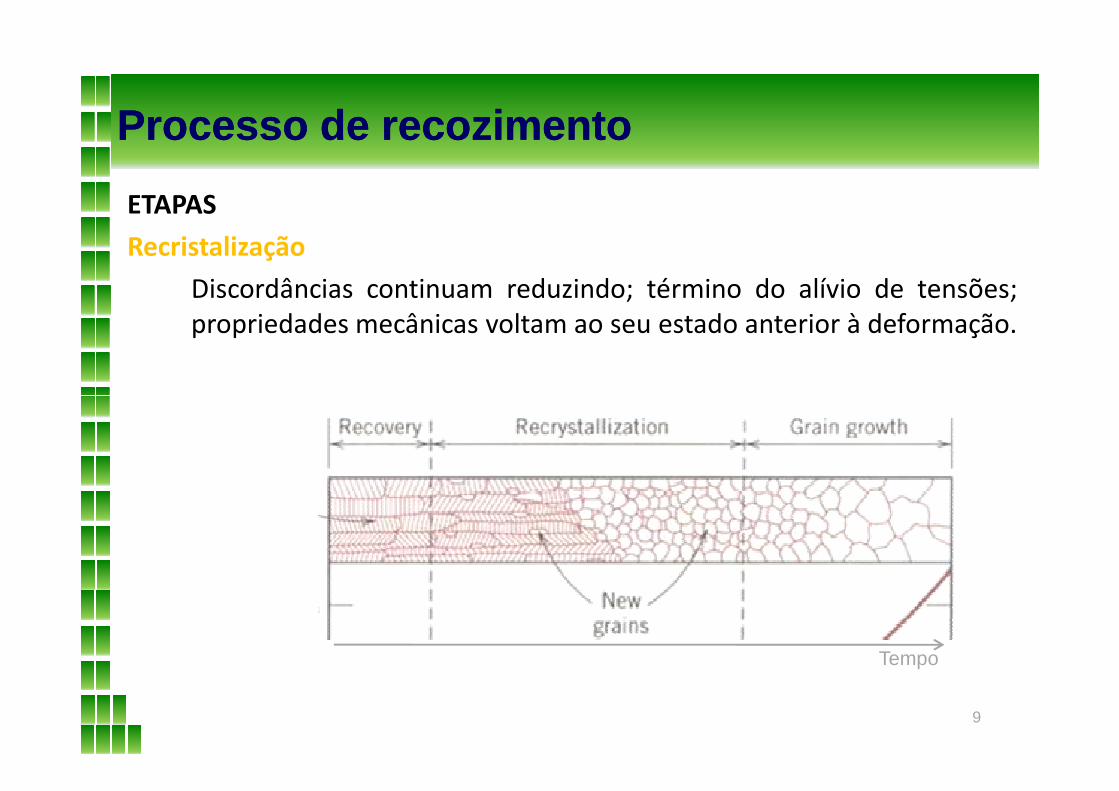
Recristalização
Discordâncias continuam reduzindo; término do alívio de tensões;propriedades mecânicas voltam ao seu estado anterior à deformação.
9
Tempo
Processo de recozimentoProcesso de recozimento
ETAPAS
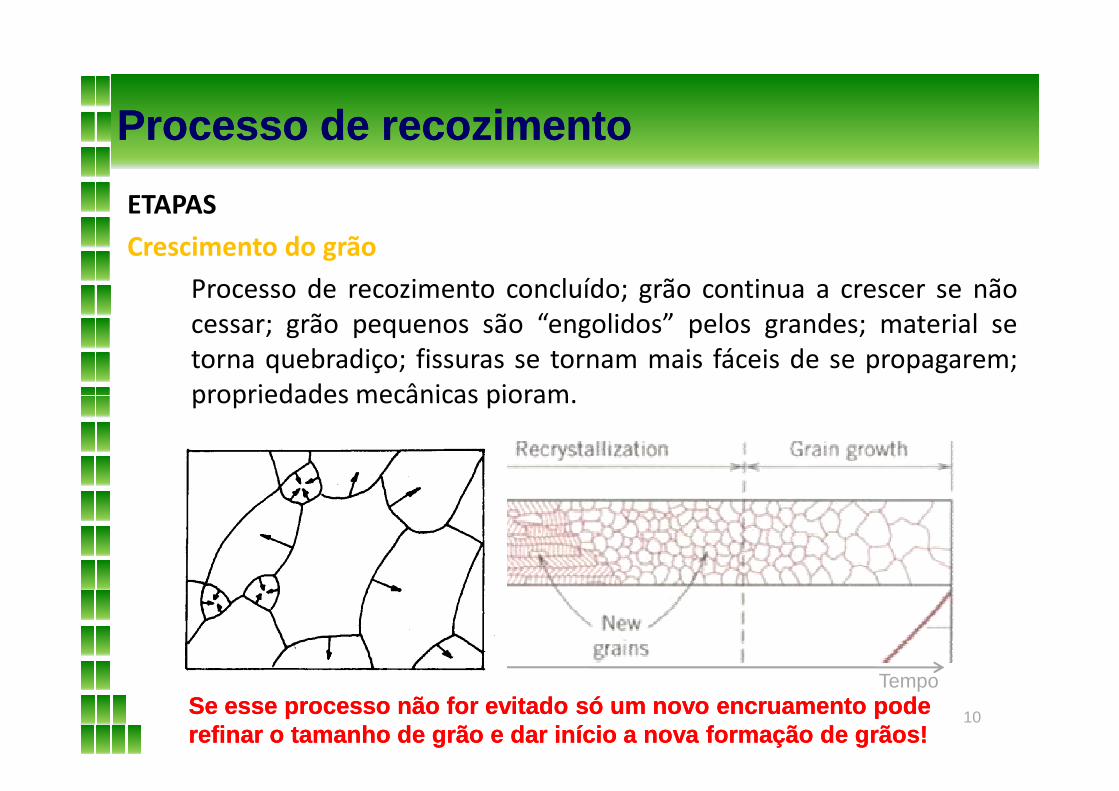
Crescimento do grão
Processo de recozimento concluído; grão continua a crescer se nãocessar; grão pequenos são “engolidos” pelos grandes; material setorna quebradiço; fissuras se tornam mais fáceis de se propagarem;propriedades mecânicas pioram.
10
propriedades mecânicas pioram.
TempoSe esse processo não for evitado só um novo Se esse processo não for evitado só um novo encruam entoencruamento pode pode refinar o tamanho de grão e dar início a nova forma ção de grãos!refinar o tamanho de grão e dar início a nova forma ção de grãos!
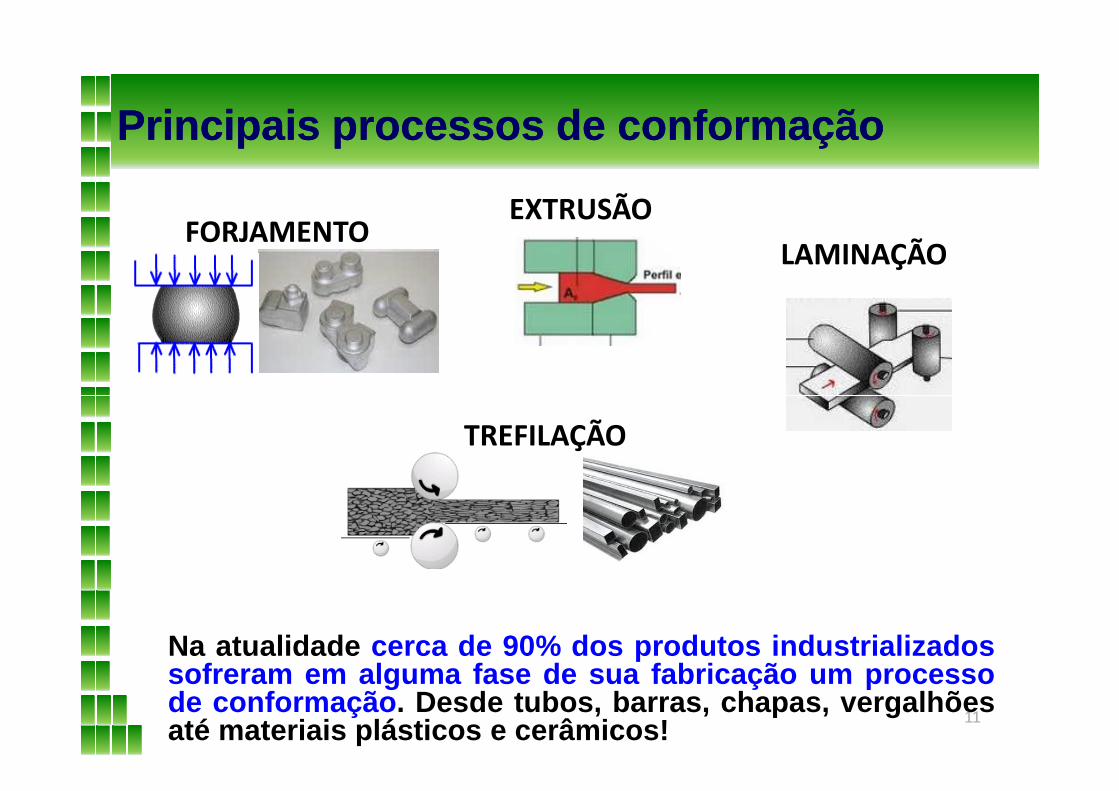
Principais processos de conformaçãoPrincipais processos de conformação
FORJAMENTOLAMINAÇÃO
EXTRUSÃO
11
TREFILAÇÃO
Na atualidade cerca de 90% dos produtos industrializadossofreram em alguma fase de sua fabricação um processode conformação . Desde tubos, barras, chapas, vergalhõesaté materiais plásticos e cerâmicos!

Atrito nos processos de conformaçãoAtrito nos processos de conformação
RugosidadeCaracteriza-se por pequenas saliências ereentrâncias existentes na superfície de uma peça,geralmente apenas perceptíveis com equipamentosespeciais (ex: Rugosímetro).
12TEXTURA: RUGOSIDADE + ONDULAÇÃO + ERRO DE FORMA
Atrito nos processos de conformaçãoAtrito nos processos de conformação
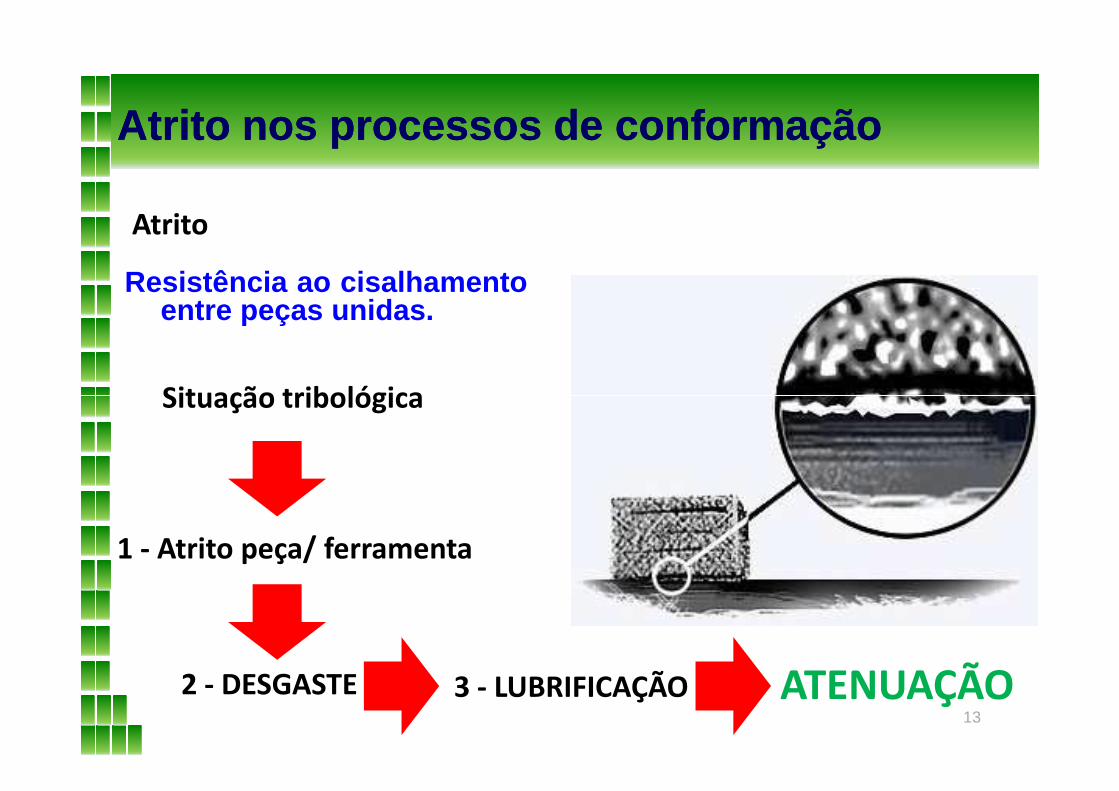
Atrito
Resistência ao cisalhamentoentre peças unidas.
Situação tribológica
13
Situação tribológica
1 - Atrito peça/ ferramenta
3 - LUBRIFICAÇÃO ATENUAÇÃO2 - DESGASTE
Atrito nos processos de conformaçãoAtrito nos processos de conformação
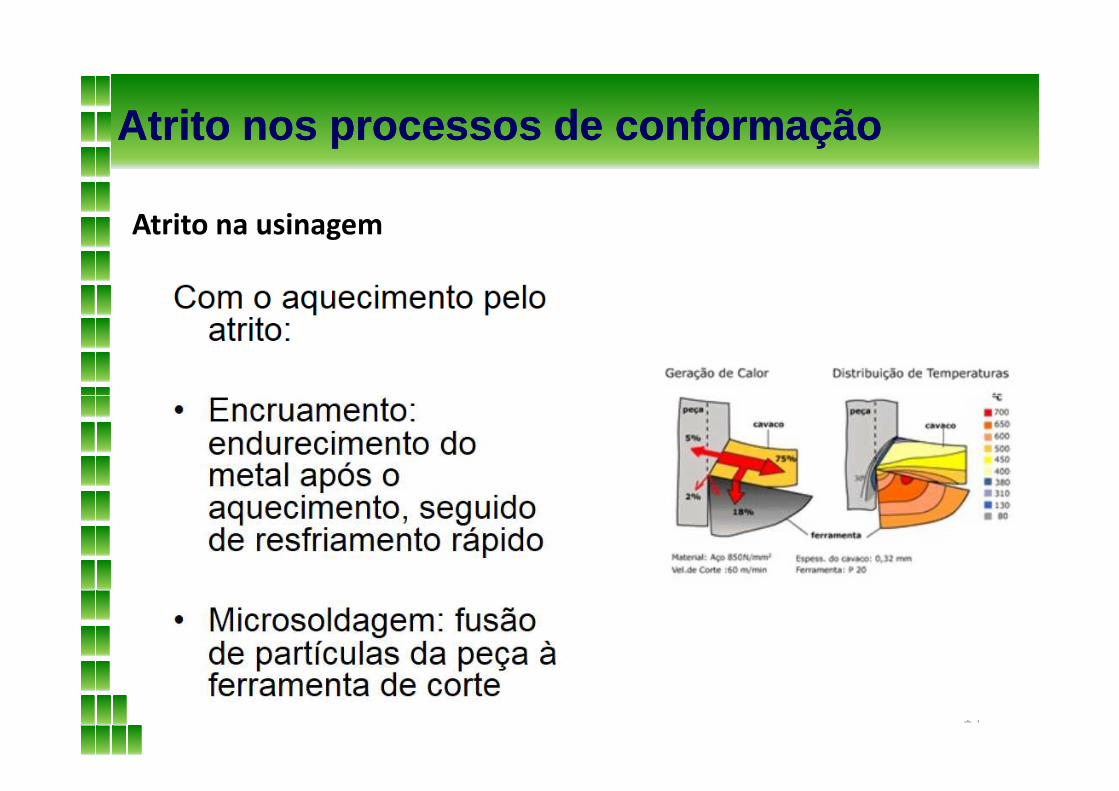
Atrito na usinagem
14
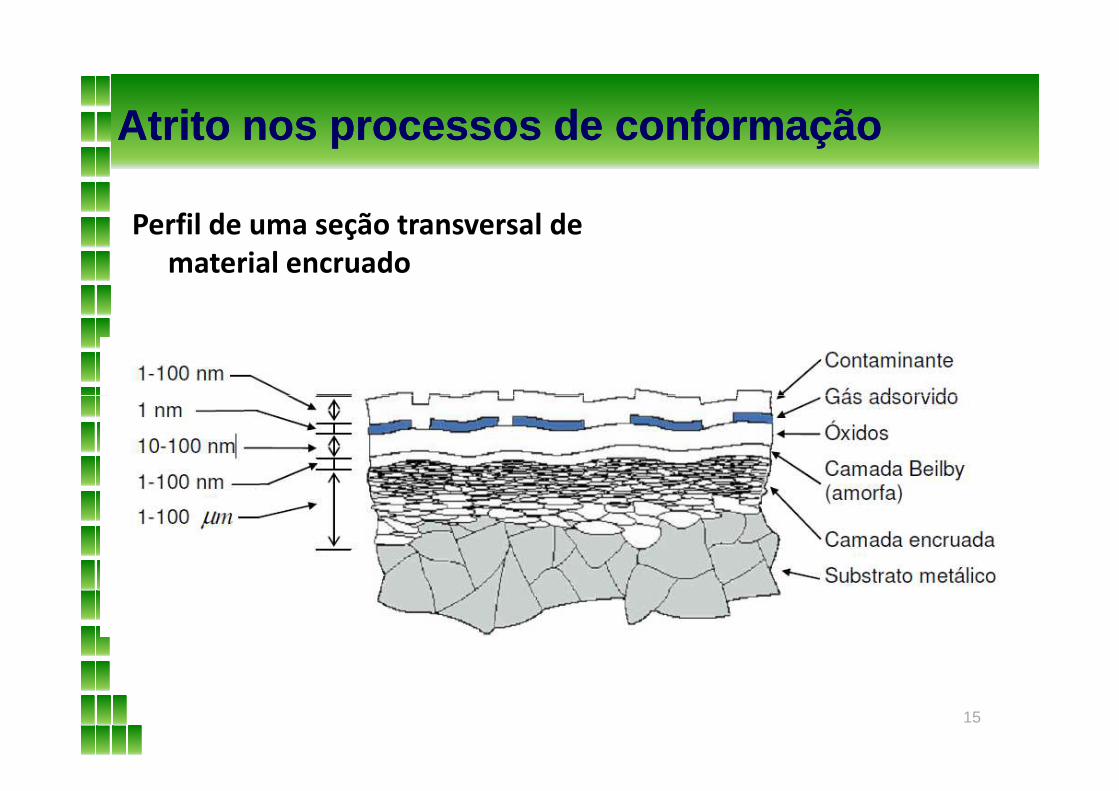
Atrito nos processos de conformaçãoAtrito nos processos de conformação
Perfil de uma seção transversal de material encruado
15
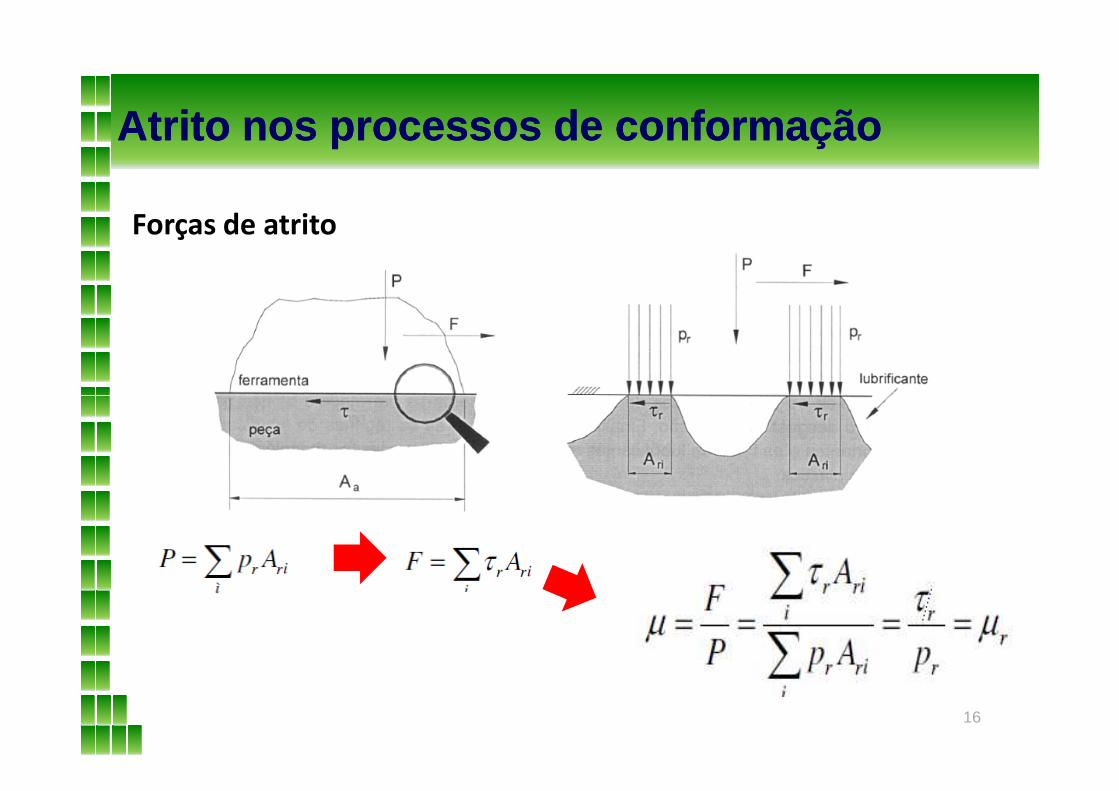
Forças de atrito
Atrito nos processos de conformaçãoAtrito nos processos de conformação
16
Atrito nos processos de conformaçãoAtrito nos processos de conformação
17
Lubrificação
Atrito nos processos de conformaçãoAtrito nos processos de conformação
Cria um filme isolando ferramenta/matriz e materialque:
• Facilita o escoamento
18
• Facilita o escoamento
• Evita o desgaste do ferramental
• Evita a soldagem da peça na matriz
• Aumenta a necessidade de energia para conformação (F)
• Reduz defeitos no material conformado
• Reduz e dissipa o calor gerado
• Elimina partículas metálicas superficiais
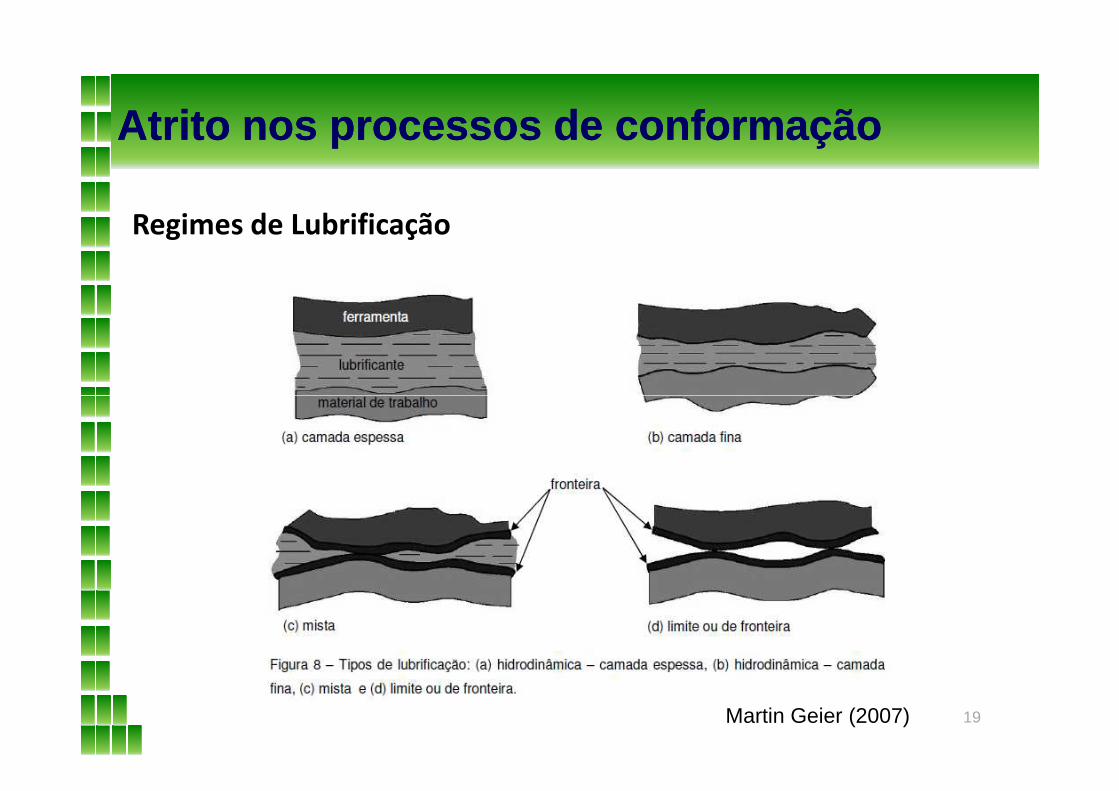
Regimes de Lubrificação
Atrito nos processos de conformaçãoAtrito nos processos de conformação
19Martin Geier (2007)
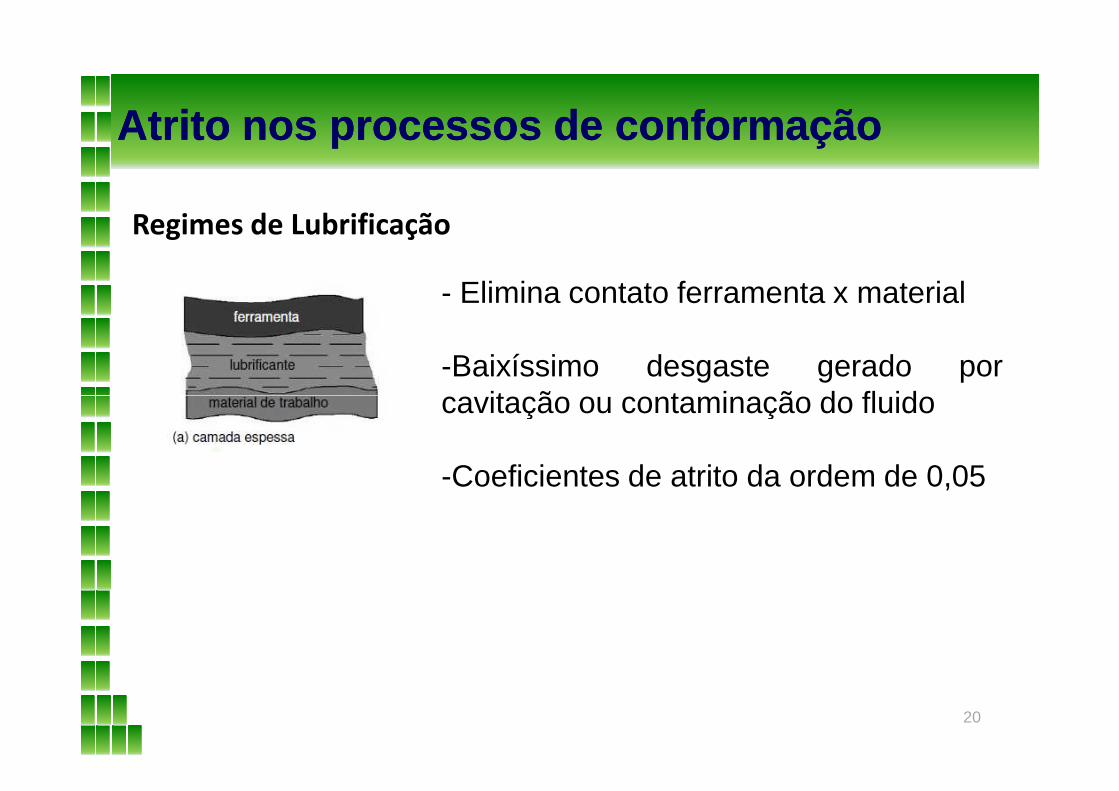
Regimes de Lubrificação
Atrito nos processos de conformaçãoAtrito nos processos de conformação
- Elimina contato ferramenta x material
-Baixíssimo desgaste gerado porcavitação ou contaminação do fluido
20
cavitação ou contaminação do fluido
-Coeficientes de atrito da ordem de 0,05
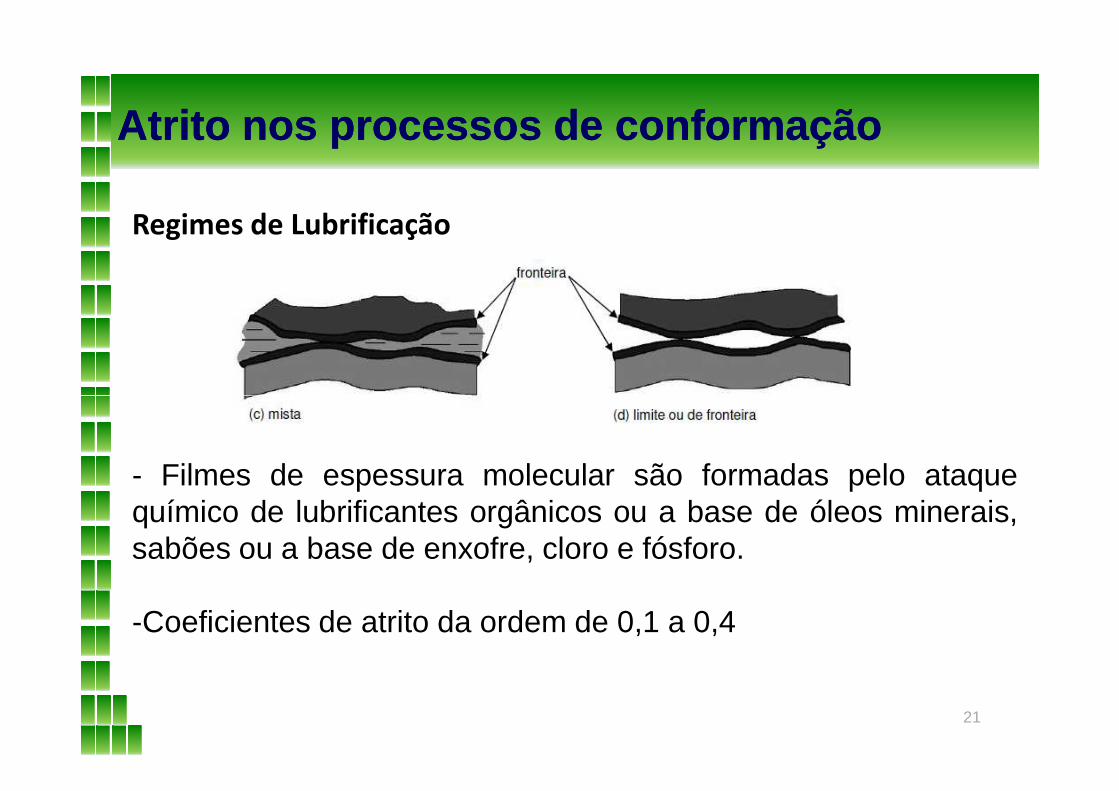
Regimes de Lubrificação
Atrito nos processos de conformaçãoAtrito nos processos de conformação
21
- Filmes de espessura molecular são formadas pelo ataquequímico de lubrificantes orgânicos ou a base de óleos minerais,sabões ou a base de enxofre, cloro e fósforo.
-Coeficientes de atrito da ordem de 0,1 a 0,4
Regimes de Lubrificação
(há ainda os de película sólida)
Atrito nos processos de conformaçãoAtrito nos processos de conformação
- Há separação total entre matriz e material devido a existênciade um material sólido com baixa resistência ao movimento aos
22
de um material sólido com baixa resistência ao movimento aosesforços de corte devido seu movimento relativo entre assuperfícies da matriz e do material
- Os materiais mais comuns são as massas de grafite, bissulfetode molibdênio (MoS2), teflon e nylon
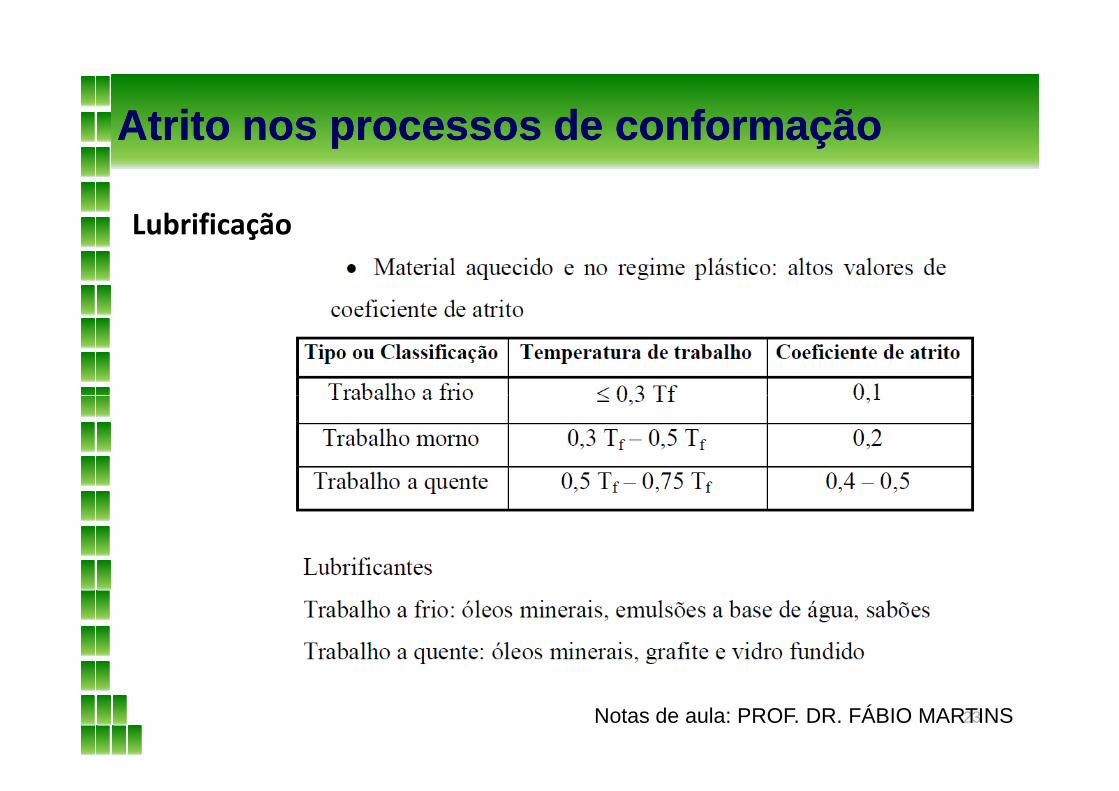
Lubrificação
Atrito nos processos de conformaçãoAtrito nos processos de conformação
23Notas de aula: PROF. DR. FÁBIO MARTINS
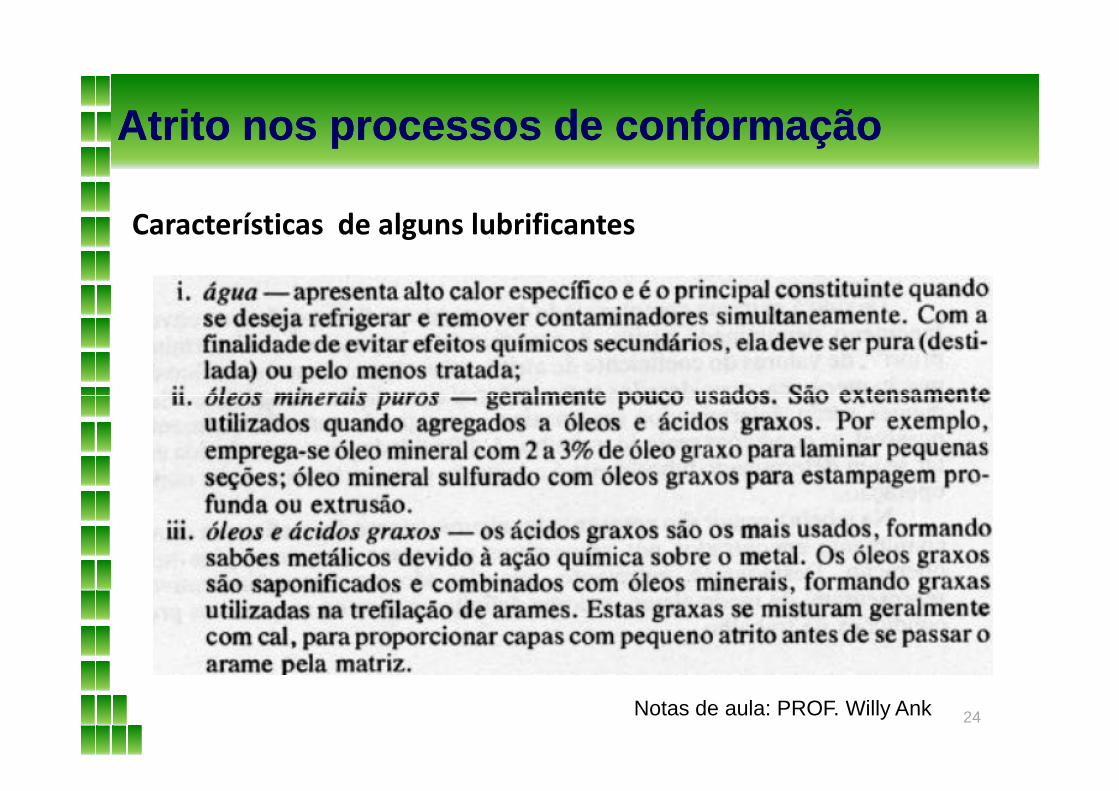
Características de alguns lubrificantes
Atrito nos processos de conformaçãoAtrito nos processos de conformação
24Notas de aula: PROF. Willy Ank

Características de alguns lubrificantes
Atrito nos processos de conformaçãoAtrito nos processos de conformação
25Notas de aula: PROF. Willy Ank
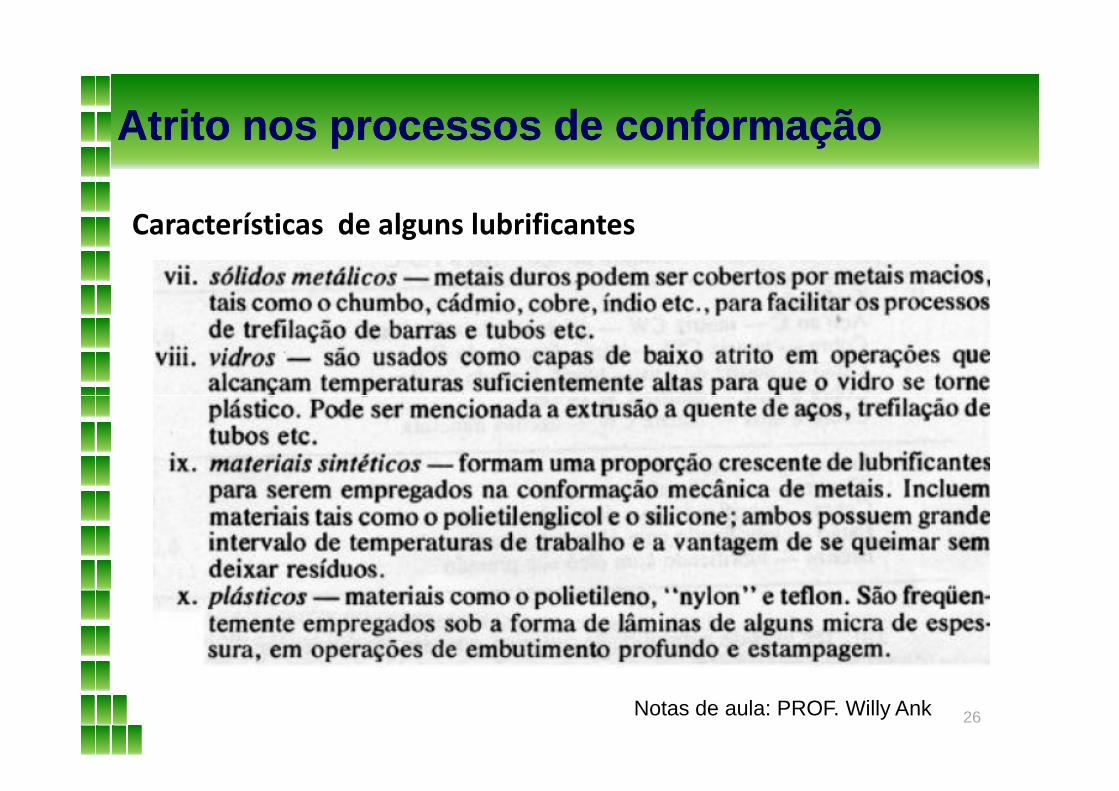
Características de alguns lubrificantes
Atrito nos processos de conformaçãoAtrito nos processos de conformação
26Notas de aula: PROF. Willy Ank