apostila reparos estruturais ver 2014
DESCRIPTION
Apostila disciplina de Reparos Estruturais em Aeronaves.TRANSCRIPT
FUMEC - FEA
2012
REPAROS REPAROS ESTRUTURAISESTRUTURAIS
Érico Antônio Teixeira


1. INTRODUÇÃO
A performance satisfatoria de uma aeronave requer a continua manutenção de sua integridade estrutural. Por isso é importante que reparos estruturais sejam executados segundo as melhores técnicas disponíveis, porque técnicas de reparo inapropriadas pode introduzir um perigo imediato ou potencial. A confiabilidade de uma aeronave depende da qualidade do seu projeto, bem como da capacitação e habilidade da mão-de-obra empregada na execução de reparos.
O projeto e a execução de reparos estruturais são complicados em decorrência da exigência de que aeronaves sejam o mais leve possível. Se o pêso não fosse um fator crítico e limitante, os reparos pode-riam ser feitos com uma larga margem de segurança. Na prática real da execução de reparos estruturais, eles devem ser fortes o bastante para suportar todas as cargas de serviço (esforços: tração, compressão, torção, etc.) a que a aeronave estará submetida, com o devido fator de segurança, mas sem introduzir uma sobre-resistência extra muito elevada. Por exemplo, uma emenda muito fraca não é tolerada, mas uma emenda que seja muito forte pode introduzir fatores/condições que elevem as tensões, provocando trincas em outros locais. O uso de ligas metálicas domina a construção aeronáutica moderna, das quais as ligas de alumínio predominam tanto na fabricação de partes da estrutura quanto para o revestimento da aeronave, sendo esses elementos estruturais ligados por meio de rebites ou outros tipos de fixadores.
Materiais metálicos ainda são extensivamente usadas em muitos tipos de aeronaves, desde aviões comerciais de grande porte a pequenos monomotores, e também podem estar presentes em partes aeronaves fabricadas em compósitos, como em painéis de instrumentos por exemplo. As placas metálicas são obtidas pela laminação do metal em bobinas de chapas planas de várias espessuras, desde as mais finas ‘folhas’ metálicas até placas (de espessura maior que 6mm ou 0,25 pol). A espessura da placa metálica, normalmente designada como calibre ou bitola, varia de 8 a 30, com os calibres maiores denotando as espessuras menores. As chapas metálicas podem ser cortadas e dobradas (conformadas) em uma grande variedade de formatos.
Danos e/ou avarias à estrutura de aeronaves metálicas são normalmente causados por corrosão, erosão, tensões de trabalho, ou acidentes e incidentes. Algumas modificações também podem requer um trabalho e alterações extensivas na estrutura da aeronave. Por exemplo, a instalação de winglets nas pontas das asas requer um reforço considerável da estrutura das pontas das asas para suportar cargas adicionais nessa região, muito superiores àquelas utilizadas pelo fabricante para projetar a ponta original da asa sem o winglet.
3

Os métodos de reparo de partes estruturais de uma aeronave são numerosos e variados, e não há um conjunto de padrões específicos de reparo que se aplique a todos os casos de danos ou avarias. Uma vez que os valores das cargas de projeto que atuam nas várias partes estruturais de uma aeronave nem sempre estão disponíveis, o problema de reparar uma seção danificada pode ser resolvido, geralmente, duplicando-se a resistência da parte original, quanto ao tipo de material e as dimensões.
Os membros estruturais das aeronaves são projetados para realizar uma função bem definida. O principal objetivo do reparo da estrutura de aeronaves é restaurar as partes danificadas à sua condição original, mas freqüentemente, a substituição total do(s) membro(s) danificado(s) é a única alternativa eficaz.
Quando for possível reparar uma peça danificada, primeiramente estudamos cuidadosamente seu propósito e função na estrutura, de forma que sejam completamente entendidos.
A resistência pode ser o principal requisito no reparo de certas estruturas, enquanto outros podem requerer qualidades completamente diferentes, como por exemplo: tanques de combustível que devem ser protegidos contra vazamentos; carenagens devem possuir uma boa aparência e formato aerodinâmico. Assim, a função de qualquer parte danificada deve ser cuidadosamente determinada para que o reparo restitua à parte essa funcionalidade perdida na íntegra. Ou seja, elementos estruturais devem ser reparados de forma a ter em sua resistência estrutural recuperada ou até melhorada; um contorno suave é especialmente desejável na confecção de reparos para o revestimento de aeronaves de alta velocidade, etc.
O projeto de reparos não é coisa simples, por causa do requisito de que toda aeronave deve ser o mais leve possível. Por isso não se deve esquecer de fatores importantes como a preocupação em não aumentarmos muito o peso da estrutura, fazendo reparos pequenos e sem usar mais rebites do que o necessário para não modificar o balanceamento original da estrutura. A adição de peso excessivo em reparos em áreas como compensadores ou o cone da hélice pode desbalancear essas partes e vão requerer ajustes como a aplicação de chumbo de equilibrio para que o balanceamento desses conjuntos continue perfeito.
Se o peso não fosse um fator crítico, os reparos poderiam ser feitos com uma larga margem (fator) de segurança. Na prática os reparos devem ser fortes o bastante para resistirem a todas as cargas atuantes (com a devida margem de segurança), mas não devem ter uma resistência extra muito maior que a da estrutura original. Por exemplo, uma junta muito fraca não é admissível, mas uma que seja muito rígida pode introduzir fatores que aumentam a tensão e com isso levar ao aparecimento de trincas e fissuras em outros locais.
Aeronaves feitas de materiais metálicos são a maioria na aviação atual. Geralmente, chapas metá licas feitas de ligas de alumínio são empregadas na construção dos diversos componentes estruturais, bem como no revestimento das aeronaves, sendo as diversas partes unidas, na maior parte das vezes, por rebi-tes ou outros tipos de fixadores. Chapas de ligas metálicas são utilizadas extensivamente em muitos tipos de aeronaves, de grandes aviões utilizados em linhas aéreas comerciais a pequenos monomotores e até em partes de aviões de material composto como o painel de instrumentos. Essas chapas são laminadas em bobinas enroladas de chapas planas de várias espessuras, das mais finas (folhas) até as placas que podem ter espessura maior que 6 mm, que serão cortadas e dobradas em uma grande variedade de formatos.
Existem algumas regras gerais quanto à escolha do material e a modelagem das partes, de uso e aceitação universal e que podem ser aplicadas pelo mecânico de estruturas no seu cotidiano profissional.
Serão discutidos alguns dos reparos mais típicos e comuns dentre os realizados na manutenção de aeronaves, para com isso abordarmos algumas das operações envolvidas na execução destes reparos. Para informações extras quanto a reparos específicos, devemos consultar os manuais de serviços ou de manutenção do fabricante da aeronave a ser reparada.
Uma das etapas mais importantes no reparo de danos e avarias em aeronaves é justamente a investigação de suas causas, que por vezes é negligenciada pelos responsáveis pela execução dos reparos.
4

5

2. INVESTIGAÇÃO DAS AVARIAS
2.1 CAUSAS DAS AVARIAS
2.1.1 Tensões Excessivas
Estruturas de aeronaves submetidas a cargas ou combinações de cargas excessivas, tais como: flexão, compressão, tração, cisalhamento ou torção, pode provocar o aparecimento de rebites frouxos ou cisalhados, enrugamento de revestimento e até mesmo a ruptura de membros estruturais.
Um componente estrutural quando submetido a altas cargas de tração poderá vir a se quebrar na sua seção mais fraca, assim como uma junta falhará ao longo de uma fileira de rebites.
Rebites sujeitos à tração sofrerão degola da cabeça ou quebra da espiga, sendo esta última falha mais difícil de ser percebida, pois a cabeça do rebite pode permanecer sobre o furo original.
O excesso de tração pode ocorrer, por exemplo, no intradorso de uma asa durante uma acrobacia ou curva com alto fator de carga de manobra. Nestes casos, além das falhas na rebitagem, poderão ocorrer quebras nas abas das longarinas, do lado tracionado e deformações permanentes sob a forma de enrugamento, no lado comprimido e na alma (vide fig. Abaixo).
O excesso de tensões de compressão causará o enrugamento de painéis, visível mesmo com a aeronave na condição estática, assim como elevadas cargas aerodinâmicas de torção (possíveis dependendo da condição de vôo, conjunção de condições atmosféricas de turbulência e determinadas manobras), também causarão enrugamento de painéis e falhas de juntas rebitadas.
Geralmente, porém, as cargas de tração, compressão e torção atuam combinadas, fazendo surgir painéis enrugados, vigas com abas quebradas ou com ondulações permanentes, rebites e parafusos cisalhados, rachaduras entre a borda da chapa e os
6

rebites mais próximos dela, furos ovalizados ou ruptura de membros da estrutura, como ilustrado na figura a seguir.
2.1.2 Colisão
A colisão ou impacto pode produzir desde pequenos arranhões, rachaduras ou furos, até grandes rasgos, esmagamentos e o desalinhamento da aeronave e seus reparos podem exigir um projeto de engenharia ou uma avaliação do próprio fabricante do produto para concluir se o reparo é possível e economicamente viável ou não, devendo a aeronave ser sucateada.
2.1.3 Fogo
Uma estrutura pode sofrer a ação do fogo após uma colisão, aterragem de emergência, incêndio no motor, ou incidente de manutenção.
O fogo pode causar alteração de qualidade do tratamento térmico do material e perda de sua resistência estrutural, mesmo que não tenha deformação ou mudança no aspecto da peça, bem como provocar o surgimento de ambiente corrosivo devido à queima de certos materiais não metálicos.
2.1.4 Fadiga
A Fadiga pode ser causada por vibrações ou cargas cíclicas e repetitivas. Sendo assim, a probabilidade de ocorrência de falhas por fadiga é maior em aeronaves com grande número de ciclos de utilização, sendo mais provável o seu aparecimento em ferragens ou fixações (fittings) com pequenos raios de curvatura ou que não receberam o tratamento térmico correto, ou em peças atacadas por corrosão, bem como em uniões soldadas a ponto, em vez de rebitadas, e em peças com irregularidades e fendas na superficie.
7

2.1.5 Corrosão
A corrosão pode causar a falha da estrutura devido à redução de área resistente, bem como devido ao surgimento de descontinuidades que, sob condições de carregamento, serão concentradoras de tensão. A corrosão nas ligas de alumínio, de maneira geral, pode ser percebida pela presença de pequenas manchas ou depósitos de pó branco, como também pela existência de pequenos pontos escuros (pittings), sendo que terá a coloração vermelha (ferrugem) em metais ferrosos.
2.2 PARTES A INSPECIONAR NA ESTRUTURA
Muitas vezes, torna-se necessário remover um ou mais painéis do revestimento par completar a verificação da extensão dos danos em uma aeronave acidentada. Entretanto, a estrutura deve ser primeiramente examinada no modo como se encontra, pois a remoção de painéis poderá aliviar partes tensionadas, eliminando indicios de falhas, enquanto outras partes continuarão enrugadas. Em aeronaves com revestimento trabalhante, a chapa deste revestimento é uma parte importante para a resistência total do conjunto, e qualquer ondulação anormal que ele apresente, com a aeronave no solo, será um sinal de que estrutura está sobrecarregada em alguma parte e se acrescentarmos as cargas aerodinâmicas normais de vôo, ela poderá vir a falhar completamente.
Nem sempre porém aparecerão enrugamentos na chapa quando a estrutura interna estiver com problemas.
Quando forem detectados outros tipos de avarias, como as abaixo relacionadas, deverá ser executada uma inspeção detalhada na estrutura da região afetada:
a) Rebites ou parafusos frouxos ou cisalhados:- Sempre que possível remova pelo menos dois rebites ou parafusos de uma junta sob suspeita e verifique se apresentam indícios de empenamento ou cisalhamento, bem como se os furos de passagem estão ovalizados. A estrutura pode apresentar, em suas bordas ou nas suas uniões, indícios de que foram deformadas ou que tiveram um deslocamento relativo. Essas características são: falhas na pintura em torno das bordas da(s) peça(s), folgas nas extremidades das superfícies de contato, na junção, além de rebites e parafusos cisalhados.
b) Indícios de retorcimento ou desalinhamento nas regiões abaixo representam indica-ções de falhas mais graves:
- pontos de fixação da asa na fuselagem;- pontos de fixação do estabilizador e da deriva;- pontos de fixação das massas de balanceamento;- pontos de fixação dos berçõs (mounts) dos motores;- pontos de articulação das superfícies de comando;- pontos de fixação de janelas e portas;- pontos de articulação de janelas de inspeção.
c) Condições das superfícies móveis:- Um ítem importante da inspeção preliminar é a verificação das superfícies de comando quanto ao alinhamento do bordo de fuga com a estrutura adjacente, estando a superfície na posição neutra, e quanto ao seu deslocamento livre, sem folgas, “emperramentos” ou “roçamentos” ao longo de toda faixa de deflexão prevista para a superfície em questão.
d) Encaixe correto:
8

- Sempre que uma peça de reposição não encaixar corretamente, verificar se há alguma avaria na estrutura suporte, que tenha passado desapercebida nas inspeções anteriores. Inspecionar as estruturas-suporte quanto a empenamento, distorção e outras deformações.
e) Elementos não-estruturais com falha:- Carenagens e outros elementos não estruturais quebrados, rachados, desalinhados ou enrugados podem ser indícios de avarias na estrutura. Remova as janelas de acesso e inspecione a estrutura, especialmente quanto a rachaduras e deformações na fixação de forjados, fundidos e outras peças usinadas.
- Enrugamentos, ondulações, mossas ou sulcos no revestimento em torno de fixações de componentes e de elementos estruturais são uma indicação de que pode haver falha ou deformação excessiva na estrutura.
f) Inspeção de avarias decorrentes de cargas “G” (n) excessivas ou de pouso “duro”:- Quando uma aeronave executou manobras além do envelope “V x n”, previsto no manual de vôo, ou sofreu aterragens bruscas ou pesadas (ex.: com velocidade vertical acima da permitida pelo manual de operações), uma inspeção completa quanto a avarias estruturais deverá ser executada. Os seguintes procedimentos devem ser observados:
ð inspecionar todo o revestimento quanto a ondulações e enrugamentos, antes de abrir as janelas de acesso;
ð remover os painéis de acesso e a forração interna o tanto que for necessário. Não precisa remover a pintura;
ð inspecionar a estrutura, principalmente quanto a existência de partes corrugadas ou soltas nas proximidades das ferragens de fixação das longarinas, trem de pouso, berço ou “mounts” (fixações) de motores (pílones), etc;
ð inspecionar a alma de longarinas e nervuras reforçadas quanto à existên-cia de ondulações;
ð inspecionar quanto a existência de rebites frouxos, cisalhados, furos vazios ou ovalizados;
ð inspecionar quanto à existência de rachaduras com algum tipo de teste não-destrutivo como por ex. líquido penetrante (serão vistos mais a frente) as contoneiras de suportes que fixam equipamentos pesados, as peças fundidas ou forjadas de fixação das asas, estabilizadores, trem de pouso, berço ou pilones de moto, bem como as uniões soldadas.
Se for encontrada qualquer evidência de falhas durante as inspeções acima, deve-se executar uma verificação de simetria e alinhamento na aeronave, quanto a dimensões e tole-râncias. Se a verificação de simetria e alinhamento indicar que as dimensões estão além das tolerâncias, a inspeção deve ser intensificada nas áreas que possam contribuir para os valores discrepantes.
2.3 AVARIAS PRIMÁRIAS E SECUNDÁRIAS
Os esforços que causam uma avaria localizada em parte da estrutura (avaria principal ou primária) podem ser transmitidos através da estrutura adjacente, provocando o apareci-mento de avarias secundárias em regiões distantes da área inicialmente afetada.
Se as avarias secundárias não forem percebidas, os esforços normais de vôo, que se difundem ao longo do elemento avariado, podem provocar a falha da estrutura.
9

É necessário, portanto, executar uma inspeção cuidadosa e criteriosa em toda a estrutura, ao longo da qual os esforços são transmitidos (caminho das tensões), quanto à existência da falhas, inclusive desalinhamentos.
As avarias secundárias ocorrem, por exemplo, em uma treliça sob a forma de empenos nos membros estruturais, rachaduras em uniões soldadas, principalmente onde houver, por construção, uma alteração mais abrupta no percurso das cargas aplicadas. Nas uniões rebitadas ou aparafusadas, deve ser pesquisada a existência de parafusos ou rebites cisalha-dos e de furos alongados.
As abas de nervuras, anéis, reforçadores, etc, se estiverem distorcidas, empenadas ou rachadas, serão também indicadores de avarias secundárias e se houver qualquer dúvida quan to a resistência do elemento, este deverá ser reparado como se o dano estivesse evidente.
2.4 ASPECTO DA FRATURA
Ao responsável pelo projeto do reparo de uma aeronave ou que foi solicitado a emitir parecer técnico sobre as causas de um acidente, é interessante o conhecimento das diferentes características das peças fraturadas, a fim de que o projeto de reforço seja mais adequado ou que sejam introduzidas modificações nas demais aeronaves do mesmo modelo.
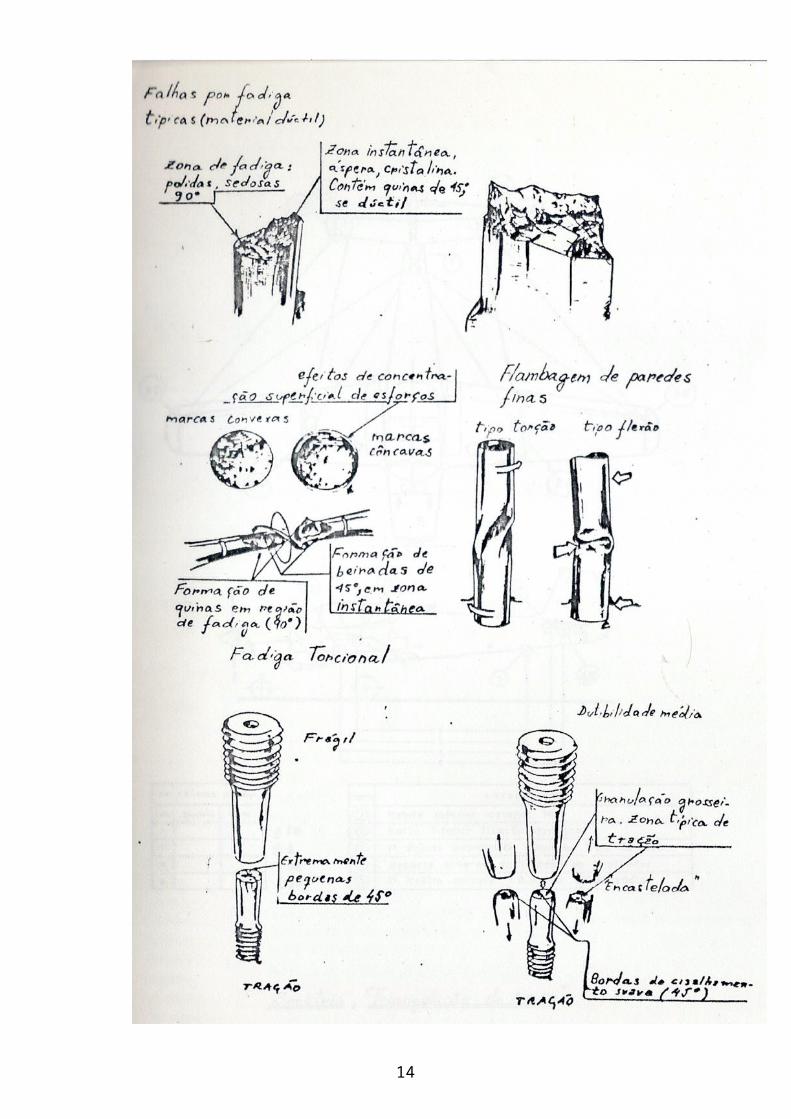
As ligas de alumínio de alta resistência usadas nas aeronaves civis e militares mais modernas são relativamente quebradiças e tendem a fragmentar-se em múltiplas fraturas. Estes materiais de alta resistência, geralmente apresentam uma fratura sem deformações apreciáveis, enquanto os materiais dúcteis costumam indicar a direção das cargas aplicadas no momento da falha. Se, por exemplo, o eixo da turbina de um avião acidentado indicar que foi entortado e torcido antes de fraturar, conclui-se que o motor estava em funcionamento na ocasião do impacto; se porém, apresentar apenas sinais de entortamento, é um indício de que o motor já estava parado antes do impacto.
O aspecto da peça fraturada por fadiga também pode ser caracterizado, conforme (visto no curso de Materiais Aeronáuticos) será visto adiante. No caso de fratura devido à corrosão sob tensão (stress corrosion), a rachadura também será progressiva como na fadiga, porém se propagará através dos contornos dos grãos da estrutura granular do material, apresentando
um aspécto áspero, diferente da zona de fadiga, que é normalmente lisa e brilhante.
Finalizando, além do aspecto geral do componente da estrutura que falhou, as superfí-cies das seções fraturadas devem ser examinadas com uma forte lente de aumento (que aumente de 10-12 vezes), para identificarmos pontos de corrosão, rachaduras por fadiga, áreas de corrosão sob tensão, a direção da propagação da rachadura e até os esforços aplicados no momento da fratura.
Nas figuras que se seguem temos diversos aspectos de falhas estruturais típicas, em materiais metálicos.
10

11

12

13
3. VERIFICAÇÃO DA SIMETRIA E ALINHAMENTO DA AERONAVE
Sempre que houver suspeitas ou indícios percebidos de falhas na estrutura da aerona-ve, assim como na fase final de um grande reparo estrutural, deverão ser feitas verificações da simetria e alinhamento da aeronave. Se as dimensões estiverem fora da faixa de tolerâncias máximas permitidas pelo fabricante (manuais), deve-se identificar a área danificada ou que tenha sido reparada indevidamente.
A verificação da simetria linear e do alinhamento da aeronave compreende a triangulação do avião (ou helicoptero) e do trem de pouso e a verificação da simetria angular, que consiste na medição dos ângulos de incidência, de torsão (twist) e diedro das asas e estabilizadores, e do ângulo das rodas do trem de pouso (verificação do paralelismo das rodas). O objetivo destas medições é detecção e localização de deformações estruturais.
Antes da verificação da simetria e alinhamento a aeronave deverá estar sem combustível e perfeitamente nivelada, de acordo com as instruções do fabricante no respecti-vo Manual de Reparos Estruturais. As medições deverão ser efetuadas com trenas metálicas, em ambientes protegidos de incidência de vento e rajadas, de preferência em recintos fechados.
A triangulação consiste em verificar a simetria linear do avião nivelado pela medição das distâncias entre as projeções num plano horizontal (com o auxílio de fios de prumo) de pontos de referência bem determinados e simétricos em relação ao plano vertical que contém a linha de centro da fuselagem (eixo longitudinal) e deve ser realizada com o avião perfeita-mente nivelado. Estas dimensões são comparadas entre si para verificar se as diferenças das medidas não excedem as tolerâncias estabelecidas pelo fabricante da aeronave. Essas tolerâncias variam de acordo com a localização na aeronave e com o tipo de aeronave, porém um valor típico é de 0,2% a 0,5% da distância medida.
As diferentes maneiras para nivelar serão abordadas mais a frente na seção sobre pesagem e determinação do centro de gravidade (centragem) da aeronave. A seguir apresen-ta-se figuras e tabelas ilustrativas do processo de triangulação de um avião.
14

Fig. 3-1 Simetria, Triangulação do avião
15
Fig. 3-2 Simetria, Incidência e Controle Dimensional
16

3.1 ESTAÇÕES DA AERONAVE
A fim de facilitar a localização das partes de um avião, permitindo o rápido entendi-mento das instruções técnicas sobre manutenção, reparos, suprimento, pesagem e centragem, inspeção, etc, os principais componentes da aeronave como as asas, fuselagem, estabilizadores horizontal e vertical e superfícies móveis, são divididos em estações paralelas entre si e perpendiculares ao eixo longitudinal do componente e medidos em milímetros (ou polegadas) de distância a partir de um determinado ponto convencionado pelo fabricante como “Estação 0 (zero)”. Da fuselagem pode ser, por exemplo, na parede corta fogo ou no ponto mais a frente do nariz do avião e das asas na linha de centro da fuselagem ou na junção ou ponto de fixação da asa com a fuselagem.
Fig. 3-2 Partes constituintes de uma fuselagem padrão.
Fig. 3-2 ~Seções ou Estações de projeto de uma fuselagem padrão.
17
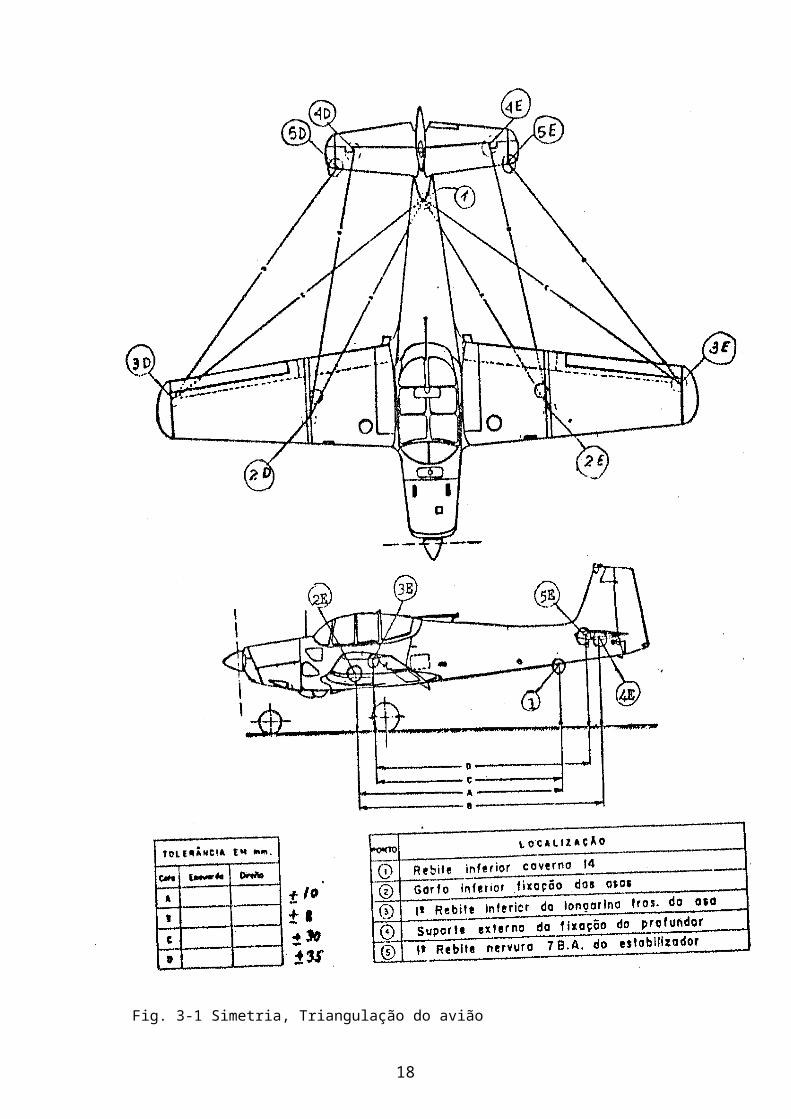
Fig. 3-2 ~Seções ou Estações de projeto de uma asa.
18
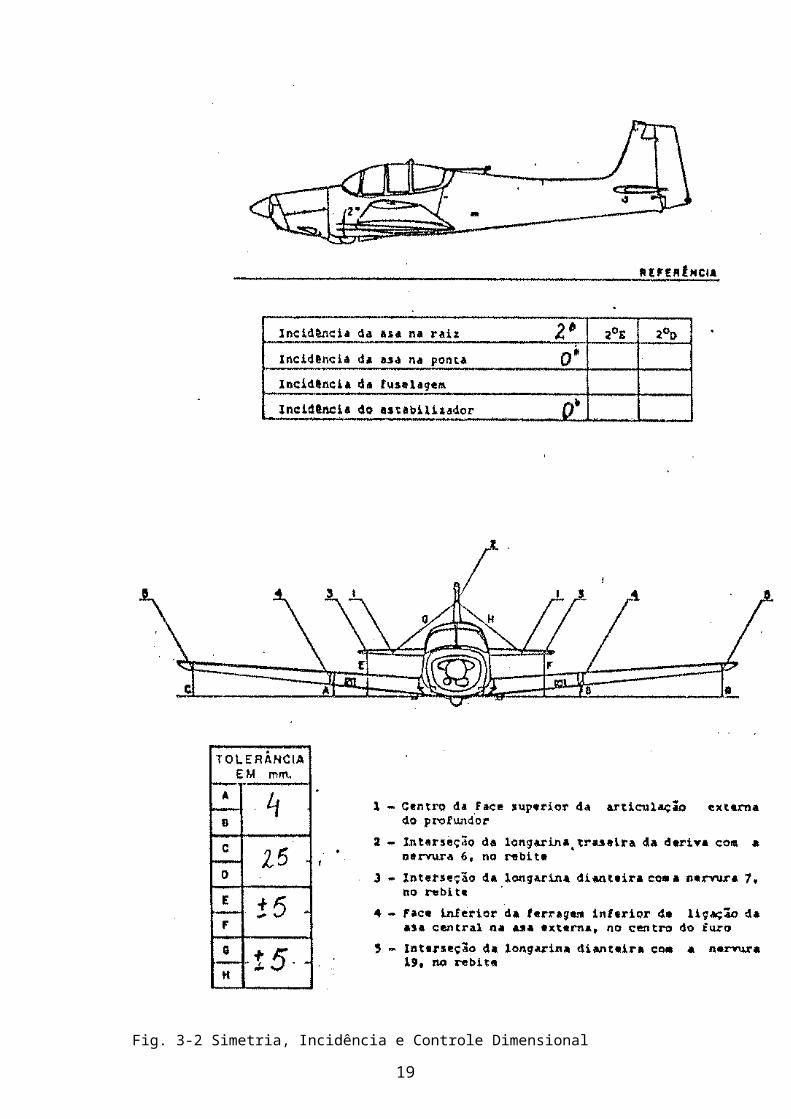
Fig. 3-2 ~Seções ou Estações de projeto de um Estabilizador Horizontal.
19

20

3.2 DIAGNÓSTICO DA AVARIA
Ao ser feita a análise das áreas danificadas da estrutura de uma aeronave para se avaliar as condições existentes para realização (ou não) de reparos, devem ser considerados fatores como:
- localização da avaria na aeronave;- elementos afetados pela a avaria- extensão da avaria;- facilidade de acesso à área danificada;- necessidade de desmontagem de partes da aeronave- necessidade ou não de ferraementais ou gabaritos especiais que evitem a alteração
das características dimensionais da aeronave durante a desmontagem para o reparo
- disponibilidade dos materiais e ferramentas necessárias;- qualificação da mão-de-obra disponível.
As avarias podem ser classificadas segundo o tipo de reparo necessário e sua influência sobre a disponibilidade da aeronave, pondendo ser dos seguintes tipos:
- pequenas avarias (avarias “desprezíveis”);- avarias que permitem somente vôo de translado;- avarias que exigem reparo (definitivo ou provisório).
3.2.1 Pequenos Danos (ou Avarias Desprezíveis)
Considerar um dano ou avaria como pequena é uma concessão quase que subjetiva e que varia de acordo com o tipo de aeronave e mesmo com o estado geral de cada aeronave. Muitas vezes é difícil ao profissional reponsável pela manutenção assegurar que um determinado dano é “pequeno”, a menos que o fabricante da aeronave tenha definido clara- mente os parâmetros necessários a este julgamento. Se, portanto, existir qualquer dúvida a avaria NÃO deve ser considerada como desprezível, sendo preferível um reparo desnecessário que deixar de efetuá-lo e constatar posteriormente, através das manchetes dos jornais, que ele era realmente indispensável.
A decisão de classificar uma avaria como desprezível deve ser precedida de um exame atento e criterioso para se evitar a todo custo o erro de diagnóstico. Toda torção ou enrugamento de origem desconhecidos não devem ser classificados como avarias desprezíveis até que sua(s) causa(s) tenha(m) sido atentamente examinada e perfeitamente determinada.
Na maior parte dos casos, o reparo deve ser efetuado a fim de se evitar a extensão ou expansão do dano ou avaria.
De maneira geral, avaria pequena ou desprezível é aquela que pode permanecer como está sem restrições para o vôo ou que pode ser corrigida por um reparo simples (sem implicações para a disponibilidade do avião), tais como:
- suavização da rachadura ou cantos vivos;
- remoção de amassaduras;
- furo de retenção (ou de parada) para interromper a progressão de uma rachadura. (Deve-se abrir furos de 3/32 pol de diâmetro nas extremidades das rachaduras para evitar que elas progridam);
- lixamento de áreas arranhadas;
- adição de um trecho de reforçador sobre um enrugamento (estendendo-se até cerca de 2 mm do elemento estrutural mais próximo);
A seguir exemplificamos algumas avarias que, dependendo do tipo de aeronave, podem ser consideradas como pequenas:
(1) Arranhões, riscos e “amassões” (mossas) que não atravessaram a camada de alumí-nio puro protetora da liga em chapas “cladeadas” (ALCLAD). Procedimentos que permitem determinar se um
21

risco ou arranhão atravessaram a camada externa protetora de uma chapa “cladeada” serão vistos mais a frente. Esses arra-nhões/riscos/amassados, no entanto, só serão considerados desprezíveis após terem sido reparados através da suavização por polimento com lixa fina de papel (granulação nº. 400 ou mais fina) ou tecido (ou palha de alumínio - a utilização de palha de aço não é aconselhável porque pode acarretar um processo de corrosão), para eliminação de arestas vivas na área danificada e depois disso terem recebido pintura de proteção com camadas de “wash primer”, “primer” e tinta.
Mas este tipo de dano/avaria diminui a espessura do material que também é umas causas do aparecimento de zonas de concentração de tensões, que por sua vez podem originar trincas por excesso de tensões internas e estas levarem a um enfraquecimento da peça em questão.
Todo risco, corte ou arranhão superficial devem ser suavizados por polimento até o seu completo desaparecimento, mas a região polida deve ser a menor possível. O polimento de perfis e reforçadores pode ser feito da mesma forma.
Caso os arranhões não recebam o tratamento acima, eles poderão vir a ser fonte de concentração de tensões, de rachaduras e de corrosão.
(2) Avarias causadas por corrosão também podem ser consideradas como pequenas, se estiverem dentro dos mesmos limites estabelecidos para riscos e arranhões e se a área corroída for limpa, tratada e pintada;
(3) Dependendo do tamanho, distância de outras avarias e localização específica, algu-mas trincas podem ser consideradas pequenas ou desprezíveis; devendo porém ser aberto um furo de parada, de 2,4 mm de diâmetro, nas extremidades da trinca. Este tipo de dano (trinca) costuma ter início em bordas de furos, onde os esforços importantes são aplicados ou ainda nos pontos de mudança brusca de seção;
(4) Alguns furos e orifícios, após alargados e suavizados, dependendo do tamanho e localização na estrutura, especificados no(s) Manual(is) de Reparos repectivos, poderão ser considerados como danos desprezíveis;
(5) Mossas suasves, que não apresentem rachaduras, pontos de abrasão, dobras agudas e que não constituam pontos de concentração de tensões e que estejam em zonas de baixa intensidade de tensões;
(6) Pequenas irregularidades no revestimento, presentes em praticamente todos os aviões metálicos, podem ser considerados como avarias pequenas. No entanto, enrugamen-tos localizados que não combinem com a aparência do restante do revestimento, devem ser cuidadosamente investigados e reparados pela adição de um trecho de reforçador, em diagonal, atravessando o enrugamento, e estendendo-se até 2 mm de distância do elemento estrutural mais próximo.
Nas regiões mais propensas a fortes concentrações de tensões, após o polimento, é necessário realizar alguma forma de controle tipo ensaio não-destrutivo (ex.: líquido penetrante) afim de evidenciar todas as trincas ocultas. (Ensaios Não Destrutivos serão abordados mais a frente neste curso).
22

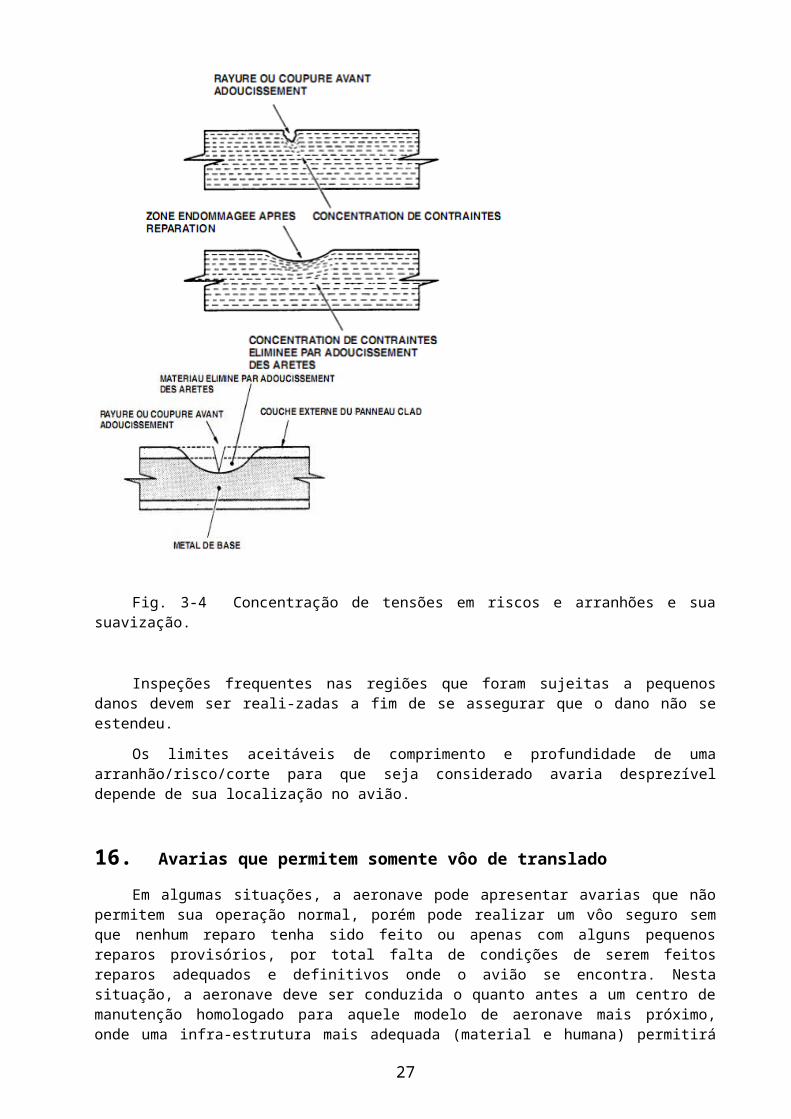
Fig. 3-4 Concentração de tensões em riscos e arranhões e sua suavização.
Inspeções frequentes nas regiões que foram sujeitas a pequenos danos devem ser reali-zadas a fim de se assegurar que o dano não se estendeu.
Os limites aceitáveis de comprimento e profundidade de uma arranhão/risco/corte para que seja considerado avaria desprezível depende de sua localização no avião.
3.2.2 Avarias que permitem somente vôo de translado
Em algumas situações, a aeronave pode apresentar avarias que não permitem sua operação normal, porém pode realizar um vôo seguro sem que nenhum reparo tenha sido feito ou apenas com alguns pequenos reparos provisórios, por total falta de condições de serem feitos reparos adequados e definitivos onde o avião se encontra. Nesta situação, a aeronave deve ser conduzida o quanto antes a um centro de manutenção homologado para aquele modelo de aeronave mais próximo, onde uma infra-estrutura mais adequada (material e humana) permitirá que um reparo adequado e definitivo possa ser realizado para corrigir o dano identificado.
Mas este vôo de translado acima citado deverá, no entanto, ser cercado de alguns cuidados especiais como por exemplo: a aeronave deve voar com um mínimo de peso necessário para a missão, deve evitar a todo custo enfrentar zonas de turbulência, voar a baixas velocidades de cruzeiro e não ser submetida a curvas de grande inclinação (baixos fatores de carga), etc.
23
3.2.3 Avarias que Exigem Reparo
Reparos definitivos ou permanentes são aqueles efetuados pela substituição em defini-tivo de uma peça ou elemento (ou partes destes) e que uma vez aplicados melhoram ou ao menos restituem a resistência estrutural original do avião.
De uma forma geral, os reparos estruturais podem ser dividos em duas categorias:- pequenos reparos: são aqueles que podem ser executados em qualquer centro de
serviços homologado de manutenção aeronáutica;- grandes reparos: que somente podem ser executados nas oficinas dos fabricantes da
aeronave ou em oficinas homologadas especificamente para este tipo de serviço.
Os pequenos e/ou grandes reparos podem ser classificados também segundo os métodos de correção conforme:
- reparo por superposição ou “remendo”;- reparo por inserção (ou por embutimento);- reparo por substituição.
3.2.4 Avaria Reparável por Remendo
Este tipo de reparo consiste em adicionar um reforço a uma peça ou elemento estrutural, em princípio do mesmo material e no mínimo da mesma espessura da original, em superposição (sobre) a área avariada de forma a restaurar a resistência original.
O reforço é fixado por meio de rebitagem (ou soldagem) na região intacta da estrutura no entorno da avaria para substituir a área danificada na sua tarefa de resistir aos esforços.
São avarias que excedem os limites de avaria desprezível e que estão localizadas em zonas onde, em termos aerodinâmicos, a superposição do reforço não prejudica a eficiência da estrutura.
3.2.5 Avaria Reparável por Inserção
Consiste numa avaria do mesmo nível da reparável por remendo, porém por razões aerodinâmicas ou de espaço disponível, torna-se inadequado o alto-relevo da superposição.
O reparo é feito recortando-se a parte afetada e substituindo-a por uma peça de substituição de mesmo material, formato e espessura da original que é inserida no espaço deixado pelo recorte e fixada, por meio de rebites, a um reforço interno que, por sua vez, é fixado na parte não afetada da peça original e deve garantir a transmissão adequada dos esforços entre a estrutura e o reparo. A superfície externa do reparo fica no mesmo plano da peça original (nivelada). Uma pequena folga entre a inserção e a peça original é permitida (~ 4 mm).
Quando a área danificada é relativamente importante, este tipo de reparo é geralmente escolhido para simplificar a tarefa, evitar a interferência com outros elementos da estrutura e garantir o perfil aerodinâmico original.
3.2.6 Avaria Reparável por Substituição
Quando for impossível ou econômicamente inviável reparar a avaria por algum dos dois métodos descritos anteriormente, o elemento danificado deve ser retirado e substituido por uma peça idêntica e sem defeitos. Ou seja, quando a avaria for relativamente grande em comparação ao próprio elemento estrutural danificado, este deverá ser substituido por completo por uma peça nova.
Neste caso estão incluídas as peças avariadas que só podem ser reparadas em oficina especializada ou cujo reparo seja antieconômico.
24

Este método normalmente também se aplica a componentes relativamente pequenos e que possam ser facilmente substituídos.
3.2.7 Avarias que Aceitam Reparos Provisórios
São aqueles destinados a reparar provisóriamente uma avaria ou dano e que, apesar de restituirem ou até melhorarem a resistência estrutural do componente, eles podem prejudicar a performance, a forma aerodinâmica, os acessos para serviços de manutenção, etc.
Exemplo: utilização de peças menos resistentes que as originais, aumento desnecessário de peso, utilização de parafusos ou rebites de cabeça não-escareada em peças de revestimento, etc.
Apesar dos efeitos indesejáveis, citados acima, que um reparo provisório introduz, ele pode, às vezes, ser necessário quando o avião precisar estar operacional, mas por um curto período de tempo e devem, assim que possível, serem substituídos por reparos definitivos.
Quando reparos provisórios forem feitos sobre asas, empenagens ou superfícies de controle, é necessário se realizar um vôo de teste a fim de se determinar se restrições de vôo deverão ser impostas às caracterísiticas operacionais da aeronave.
3.2.8 Forma Aerodinâmica
A qualidade da forma ou perfil aerodinâmico é determinante para a perfomance da aeronave. Asas em más condições superficiais podem fazer aumentar a velocidade de estol e com consequência faz aumentar a velocidade de decolagem e a distância de pouso. Ou seja, todo reparo que introduzir alguma superfície frontal ao escoamento do ar vai fazer aumentar o arrasto parasita e com isso diminuir a velocidade de cruzeiro.
Igualmente importante é controlar os suportes de fixação das superfícies de comando assim como modificações importantes nos seus bordos de ataque. O bordo de ataque das asas merece atenção particular uma vez que qualquer modificação neles pode originar fortes alterações na performance.
Qualquer modificação que perturbe o escoamento do ar sobre qualquer superfície aerodinâmica irá inevitavelmente alterar as cargas aerodinâmicas destas superfícies e aumentar o arrasto.
3.3 CONSIDERAÇÕES PRELIMINARES À EXECUÇÃO DOS REPAROS
3.3.1 Suportes e Cavaletes
Deve ser dada uma atenção especial aos suportes e cavaletes. A fuselagem sem o motor e o trem de pouso deve ficar apoiada em cavaletes acolchoados, colocados sob as cavernas da fusela-gem, para evitar a concentração de tensões em pequenas áreas do seu revestimento e para distri-buir os esforços em partes mais resistentes da sua estrutura.
As asas devem ficar apoiadas em cavaletes, também acolchoados, colocados sob as nervuras, evitando a maneira usual de colocar a asa na vertical, que causaria a concentração de tensões em pequena área do bordo de ataque.
3.3.2 Desalinhamentos Devido à Desmontagem
Como já vimos em capítulos anteriores, o revestimento é um membro importante da estrutura da asa ou fuselagem e mesmo com a aeronave parada no solo ele está sujeito a um determinado nível de tensões.
Durante os reparos, portanto, a diretriz é trabalhar em pequenas áreas da estrutura, a fim de manter os alinhamentos que poderiam ser modificados em caso de retirada de maiores partes do revestimento.
25

3.3.3 Furação Original como Gabarito
Como as oficinas de manutenção e reparos raramente possuem os gabaritos que permiti riam a reconstrução de partes da estrutura da aeronave, a furação da rebitagem original deve- rá ser utilizada, rigorosamente como gabarito para a confecção de partes novas (copiadas) e para a fixação das peças substitutas.
Ao separar partes rebitadas, descravar cuidadosamente os rebites, de modo a não alar-gar ou ovalizar a furação original.
3.3.4 Preparação da Área a Ser Reparada
As seguintes providencias devem ser tomadas sempre que for necessário uma substituição, reforço ou emenda:
- recortar o contorno da área avariada, evitando deixar cantos vivos onde possam ocorrer concentração de tensões;- limar as arestas, a fim de eliminar completamente as rebarbas;- proteger toda a superfície atingida pelo reparo com duas demãos de cromato de
zinco.
3.3.5 Espessura do Reparo
A espessura de uma peça a ser substituída pode ser facilmente obtida medindo-se a peça original com um micrômetro.
Nunca substituir por uma chapa mais fina ou com área de seção transversal menor do que a original, mesmo que a nova chapa seja de material mais resistente do que a avariada.
3.3.6 Desempeno de Membros Estruturais
Qualquer operação de desempeno de um membro estrutural flambado deve ser cercada do máximo cuidado, pois as ligas leves normalmente empregadas em aviação são quebradi-ças, a menos que recebam o tratamento térmico adequado, que permita a nova moldagem corretiva. Esses materiais, mesmo que se consiga fazê-los voltar à forma original sem a intro-dução de rachaduras, perdem parte de sua resistência mecânica, pois a deformação permanen te danifica a estrutura cristalina de metal e o trabalho a frio, utilizado no desempeno, reduz ainda mais a resistência da peça.
É necessário, portanto, que após terem sido endireitados, os membros estruturais recebam um material de reforço, mesmo que não haja rachaduras na área avariada.
Caso o desempeno seja considerado inadequado, existe a alternativa de cortar fora a região danificada e introduzir um reparo tipo inserção.
Se a superfície da peça empenada ou amassada apresentar danos, ela deve receber um tratamento anticorrosivo após o lixamento para suavização das irregularidades.
O uso de aquecimento com chama para desempenar uma peça de liga leve é muito peri-goso, pois enfraquecerá o material e destruirá seu tratamento térmico. No caso de ligas ALCLAD, a chama fundirá a cobertura protetora de alumínio puro, tornando o material indefeso contra a corrosão.
No caso de ligas de aço, a operação de desempeno pode ser auxiliada por uma chama, desde que o tipo de liga permita o aquecimento. As ligas de baixo teor de carbono, utilizadas em estruturas soldadas, praticamente perdem pouca resistência após a aplicação da chama, enquanto que as ligas de alta resistência enfraquecerão muito com esse tratamento.
26
Como a região central de um membro de uma estrutura soldada é a parte mais tensiona-da da peça, ela não poderá receber calor ou solda que enfraqueceriam o material. Nestes casos é mais adequado a peça ser reparada por corte e colocação de uma inserção.
3.3.7 Princípios Básicos p/ Reparos em Metálicos
Os membros estruturais das aeronaves são projetados para realizar uma determinada função, ou servir a um determinado propósito. O principal objetivo do reparo de aeronave é restau rar a condição original das partes danificadas, mas freqüentemente, a substituição de um membro é a única alternativa eficaz p/ se alcançar esse objetivo. Quando for possível reparar uma peça danificada, primeiramente a estudamos cuidadosamente, de forma que seu propósito ou função sejam completamente entendidos.
A restituição da resistência pode ser o principal requisito no reparo de certas estruturas, enquanto em outras partes podem ser requeridas outras qualidades completamente diferentes. Por exemplo, os tanques de combustível devem ser protegidos contra vazamentos; partes como carenagens/capôs devem possuir propriedades como: uma boa aparência e um formato aerodinâmico; e prover acessíbilidade.
Os principais passos no reparo de danos estruturais são: uma inspeção do(s) dano(s) e uma avaliação precisa e correta da técnica e tipo de reparo necessário para corrigir a avaria. A inspeção deve incluir uma estimativa do tipo e da forma mais adequados para o remendo; o tipo, tamanho e número de rebites necessários; e a espessura, resistência e tipo do material necessário para se confeccionar um reparo tão resistente quanto a parte original (peça, chapa, etc.), sem contudo ser muito mais pesado (ou apenas ligeiramente mais pesado).
3.4 PROJETO DO REPARO
3.4.1 Parâmetros Relacionados com o Projeto
Os parâmetros relacionados com o projeto de um reparo podem ser sintetizados na seguinte listagem:
- Escolher a liga adequada para a peça de reparo;
- Escolher o tamanho, espessura e forma adequados para a peça de reparo;
- Escolher o tipo de cabeça, material e tamanho dos rebites ou parafusos;
- Escolher o espaçamento entre os rebites ou parafusos;
- Escolher a distância da borda;
- Escolher o tipo de selante e o precedimento de aplicação, nas operações de selagem de cascos de hidroaviões ou de áreas que separam partes pressurizadas;
- Escolher o isolante a ser colocado entre metais dissimilares;
- Verificar se apareceram rachaduras, perdas (falhas) ou cravação incorreta de rebites;
- Verificar o alinhamento da estrutura reparada
Ao profissional responsável pela execução do projeto do reparo, o primeiro passo será tentar obter todas as informações acima do Manual de Reparos Estruturais, elaborado pelo fabricante e específico para o modelo da aeronave em questão. Esses manuais abrangem a maioria dos reparos necessários, e são feitos com o perfeito conhecimento das tensões reais de projeto e as quais a estrutura da aeronave pode vir a se sujeitar ao longo de sua vida de operação. Se a recuperação de membros altamente tensionados como: longarinas de asas, ferragens de junção asa-fuselagem, anéis (cavernas) da fuselagem que fazem a ligação desta com a longarina da seção central, etc, não estiverem contidos no referido Manual de Reparos Estruturais do fabricante para o modelo da aeronave danificada, é mais conveniente consultar o fabricante da aeronave sobre a maneira mais adequada de executar o reparo.
27

Existem, entretanto, princípios gerais presentes nos diversos tipos de reparos. Os méto-dos empregados dependem mais do tipo do membro estrutural do que da função ou da posição particular do componente na estrutura.
O profissional responsável pela recuperação da aeronave, após familiarizar-se com as caracterísiticas gerais dos reparos para cada tipo de componente estrutural, não terá dificulda de em adaptá-las ao projeto de reparo de qualquer parte de uma determinada estrutura.
Um reparo eficiente deve ser simples, porém deve restituir a resistência original ao componente afetado ou mesmo aumentá-la. Mas isto nem sempre é possível devido à necessi dade de se introduzir furações para rebites ou parafusos na área reparada.
Para que haja um mínimo de perda na resistência, o profissional responsável pelo proje to do reparo deve considerar as seguintes questões:
- A resistência em qualquer das seções transversais das partes integrantes do reparo é aproximadamente igual ou maior que a do membro avariado? Não considerar o reparo como um todo e sim cada seção transversal. Se a seção transversal em todos os pontos do reparo for pelo menos igual à do componente que falhou e se o reparo tem a forma e o modo de construção semelhantes aos do original, e se foi construido com o mesmo material, não haverá, praticamente, resistência perdida;
- O reparo introduz descontinuidades ou excentricidades que possam alterar o caminho natural das cargas aplicadas? O reparo deve permitir que as tensões decorrentes de cargas aplicadas sigam um caminho tão próximo quanto possível do original;
- O tamanho da área destinada à união do reparo com o componente original (overlap), bem como os meios de ligação dessas partes são suficientes para propiciar uma homogênea e gradual dispersão das cargas suportadas?
Se o reparo preencher os requisitos acima a estrutura poderá retornar com segurança às suas funções.
Algumas observações ainda podem ser feitas em relação ao reparo, como:
- O reparo mantém a forma aerodinâmica nas superfícies externas e lisas?
- O reparo mantém as propriedades de resistência à corrosão em suas condições origi-nais?
- O reparo adiciona um mínimo de peso em relação ao da estrutura original?
3.4.2 Sequência de Considerações Para o Projeto do Reparo
3.4.1.1 Tipo de Cargas Atuantes Sobre a Área Avariada
A consideração prévia sobre o tipo e amplitude do esforço suportado pela estrutura avariada facilitará o desenvolvimento do projeto do reparo.
A estrutura completa suporta esforços combinados como flexão e torção, porém as partes, isoladamente, suportam esforços simples como tração, compressão e cisalhamento.
As longarinas, por exemplo, suportam principalmente esforços de tração e compressão, os anéis verticais suportam, também, tração e compressão, enquanto que as cavernas suportam compressão, cisalhamento e torção.
Dependendo da posição na estrutura, podemos fazer algumas considerações: reforçadores, perfis ou membros longitudinais colocados na parte inferior da asa, suportam esforços de tração, enquanto que os da face superior, trabalham em compressão (a maior parte do tempo).
O revestimento da asa e da fuselagem suporta tração, compressão e cisalhamento.
28

Devemos lembrar, porém, que as condições do vôo podem produzir trocas de forças de sustentação e inércia na estrutura do avião, causando, muitas vezes, uma inversão completa dos esforços, de tal maneira que um reparo calculado para tração deve ser sempre verificado para esforços de compressão e vice-versa.
3.4.1.2 Valor das Cargas Atuantes
Se o Manual de Reparos Estruturais da aeronave em questão não fornece informações sobre os esforços calculados pelo fabricante, pode-se analisar a junção original mais próxima da área avariada e observar o seguinte procedimento:
1º) Desenhar a seção transversal da estrutura avariada e registrar suas dimensões e áreas. Se a peça for, por exemplo, um reforçador (membro perfil, perfilado) alguns fabricantes já fornecem tabelas com suas dimensões e áreas;
2º) Analisar a junção mais reforçada (mais “espessa”, maior nº de rebites) existente no membro avariado e mais próxima da seção avariada quanto:
- ao tipo, à medida, à liga e ao número de rebites usados;- à espessura e à liga do material da junção.
3º) Da tabela de resistência ao cisalhamento do rebites, obter a resistência crítica dos rebi-tes utilizados na junção e calcular, então, a carga total máxima suportada por todos os rebites da junta. Para obter a carga calculada pelo fabricante, lembrar que o número de rebites é cerca de 15% (fator de fixação) maior que o necessário, para compensar falhas na rebitagem, excentricidades, aumentos no peso da aeronave, etc. Dividir, portanto, a carga total obtida pelo fator 1,15 e obter a verdadeira carga calculada para o reforçador.
4º) Para encontrar o esforço calculado pelo fabricante, dividir a carga calculada pela área da seção transversal do membro avariado, e com esta tensão, dimensionar o reparo da estrutura.
3.4.3 Obtenção do Material do Reparo
Somente depois de conhecermos a carga que o membro suporta e o esforço calculado, será possível começar a seleção do material do reparo. À princípio, a seção avariada deve ser substituí da por outra de seção idêntica, de mesma área e do mesmo material.
A peça substituída pode ser obtida das seguintes fontes:
Cortada de uma peça nova do estoque. Esta solução é para uma situação normal. Algu-mas vezes, nos deparamos com situações de emergência que necessitam de outras soluções, como por exemplo:
- Retirada de outra aeronave em manutenção; é a famosa e temida “canibalização”;- “Depenagem” de outros aviões acidentados. Esta solução apresenta perigos, como o
da utilização de material queimado, que sofreu superaquecimento e perdeu suas propriedades físicas pelo recozimento das peças metálicas. Uma indicação para a descoberta de ocorrência anterior de superaquecimento de qualquer material por fogo é a verificação da pintura de cromato de zinco, que se torna marrom em temperaturas suficientes para recozer as ligas de alumínio. No caso do material ser anodizado em vez de pintado com o cromato, deve ser feito um teste de dureza. O material recozido fica mais “mole” ou “macio”.
A solução da “depenagem” ainda apresenta o perigo da utilização de materiais que sofreram excesso de tensão e estão enfraquecidos devido à deformação. O material sobretensionado pode ser identificado pela deformação e alongamento dos perfis,
29

rebites soltos ou cisalhados, furos de rebites ou parafusos alongados e revestimento enrugado.;
- Da sucata. Esta solução também é perigosa, pois além dos riscos já mensionados para a depenagem, existe o problema da corrosão, que consome rapidamente os restos dos aviões expostos ao tempo no monte de sucata. A corrosão diminui a área resistente do material bem como introduz descontinuidades que serão fontes de concentração de tensões.
3.4.4
3.4.5 Uso de Material de Reparo Diferente do Original
Se for necessário aplicar, em substituição, uma liga mais fraca que a original, o reparo deve rá ter uma espessura (calibre) maior, para produzir uma resistência equivalente. Entretanto, o in-verso não é uma solução segura, ou seja, “nunca se deve empregar uma espessura ou seção transversal menor que a original, mesmo que seja utilizado um metal mais resistente (diminuição da inércia da seção.
Se a liga A for substituida pela liga B, o componente da liga B deverá ter uma espessura maior. Se a liga B for substituida pela liga A, o componente da liga A deverá ter uma espessura maior.
Esta aparente incongruência pode ser explicada pelo seguinte exemplo:
LIGA
PROPRIEDADE
A B
Alumínio 24ST Alumínio 24ST80
Resistência à Tração 62.000 60.000
Resistência à Compressão 40.000 47.000
valores em lb/pol 2
Se a liga 24ST for substituida pela liga 24ST80, o componente de substuição deverá ser de maior espessura, a menos que a redução de resistência à tração seja considerada aceitável. Por outro lado, se a liga 24ST80 for substituída pela liga 24ST, o material de substituição deve ter maior “calibre”, a menos que a redução de resistência à compressão seja aceitável.
Por outro lado, temos o problema da redução do momento de inércia. As resistências à flambagem e à torção, principalmente de membros estruturais, dependem mais do momento de inércia da seção transversal que da resistência à compressão e cisalhamento da liga utilizada. A carga crítica de flambagem é diretamente proporcional ao momento de inércia, como por exem-plo, no caso do perfil (reforçador) sujeito à compressão, onde a carga crítica de flambagem é:
Pcrit = c.π 2 .E.I (EULER) – onde I é o momento de inércia da seção. L2
No caso de resistência à flexão, também temos que o momento fletor máximo que a peça pode resistir é:
Mcrit = σ.I – onde I é o momento de inércia da seção seção e c é a distância do c eixo neutro à fibra mais afastada.
Conclui-se que um material de substituição mais fino que o original, mesmo que seja de um material mais resistente à compressão e ao cisalhamento, reduzirá as resistências à flambagem e à torção da peça.
30

Voltando ao início desta seção, se o material usado para o reparo é mais frágil que o da es-trutura original, maior será a área necessária para resistir ao esforço (fórmula: Carga = resistência da liga X área da seção, daí tira-se a área para resistir à mesma carga).
Este aumentode área pode ser obtido pelo aumento da espessura e/ou de outras dimensões da seção transversal do reparo.
A relação para o aumento de área poderá ser obtida da tabela a seguir ou da comparação da carga de deformação (alongamento, limite de escoamento) e de ruptura dos dois materiais, usando-se a relação crítica (o maior valor). Por exemplo: para substituir uma liga de alumínio anodizado 24 SRT por ALCLAD 24 ST, as relações serão:
ð Resistência à ruptura: 24 SRT anodizado = 71.000 lb/pol 2 = 1,27 ALCLAD 24 ST 56.000 lb/pol2
Portanto, 1,27 é a razão de aumento de área, ou seja, o quanto a área da seção do reparo deve ser maior que a original (ex.: multiplicada por 1,27).
ð Resistência à deformação: 24 SRT anodizado = 55.000 lb/pol 2 = 1,49 ALCLAD 24 ST 37.000 lb/pol2
Portanto, a relação crítica é 1,49. Assim, uma área danificada de 24 SRT deverá ser substi-tuída por uma área 1,49 vezes maior de ALCLAD 24 ST.
A Tabela 3.4.3-1, a seguir, fornece os fatores pelos quais devemos multiplicar a espessura da chapa (área resistente) de alumínio a ser substituida, para obter a resistência equivalente com o material substituto, como no exemplo a seguir.
Exemplo: - Encontrar a espessura mínima para uma chapa de ALCLAD 24S-T6 que deve substituir uma de ALCLAD 75S-T6 de 0,81mm (0,032”) de espessura:
1) O fator do material Alclad 75S-T6 encontra-se na 2ª fileira horizontal de materiais.
2) O material de substituição Alclad 24S-T6 encontra-se na 8ª coluna vertical da tab.
3) Com isso encontramos o fator de 1,32 na intersecção da 2ª linha com a 8ª coluna, e a espessura mínima do material de substituição de Alclad 24S-T6 é então: 1,32 x 0,81 = 1,07mm (0,042”).
Vale recordar-nos que:
1º) Quando substituir folha de alumínio sem revestimento por folhas de liga ALCLAD (com revestimento de alumínio puro) as superfícies devem ser adequadamente protegi-das contra corrosão com uma aplicação de um revestimento superficial eficiente.
2º) Quando for necessário executar um reparo, devemos ter muito cuidado quanto a ligas com tratamento térmico e ligas trabalhadas a frio, pois elas têm pouca resistência à flexão, rachando facilmente mas podem ser trabalhadas em suas formas recozidas e com tratamento térmico, para aumentar sua resistência antes de montadas.
3º) Ligas macias, por outro lado, são facilmente trabalháveis, porém, não são suficien- temente resistentes para fazer parte de estruturas primárias.
4º) Em alguns casos, se o metal recozido não estiver disponível, aquecemos o metal, deixamos resfriar rapidamente, de acordo com as práticas normais de tratamento térmico, e o modelamos antes de seu endurecimento completo. A modelagem deve estar completa no máximo meia hora após o resfriamento rápido, ou o metal ficará muito duro para modelar.
5º) Não substituir ligas sem tratamento térmico por materiais tratados termicamente, exceto em emergência.
31

3.4.6 Substituição de Perfil Extrudado por Perfil de Chapa Dobrada
Os perfis de chapa dobrada, convencionais em forma de “C”, “U” e “Z” são mais fáceis de confeccionar, porém são mais frágeis do que os perfis reforçadores (extrudados) e falham geralmente por torção ou compressão na aba livre.
É conveniente que os momentos de inércia em torno dos dois eixos da seção transversal do perfil da chapa dobrada, sejam iguais ou maiores que os da seção original do extrudado.
Para evitar a falha do perfil de chapa, devem ser adotados os seguintes procedimentos práticos:
- utilizar espessura superior para o perfil de chapa em relação ao perfil extrudado;
- o perfil de chapa deve ter, sempre que possível, abas maiores que as do original (aumentar momento inércia);
- como os perfis estão normalmente submetidos a cargas de flexão, o comprimento do perfil de reforço deve ser maior que o dobro da sua altura e os rebites distribuidos de forma adequada sobre toda a sua superfície.
32

TAB. 3.4.3-1 Susbstituição de Chapas de Liga de Alumínio e Tabela de Conversão para Novas Designações de Têmperas Comerciais.
33
3.4.7 Substituição do Alumínio por Aço
A utilização de liga de Alumínio tem a vantagem do uso de rebites também de liga de alumínio.
Com na maioria dos casos de reparo é recomendado o uso de espessuras maiores para os perfis de reforço, em relação aos originais, haverá a necessidade de obter menores raios de curvatura (dobragem) da chapa, o que poderá tornar obrigatório o uso de liga de alumínio recozido e, por isso a necessidade de tratamento térmico.
A escolha do material para se executar um reparo depende, além da existência de material disponível, de outros fatores tais como disponibilidade de equipamento para tratamento térmico. Em muitos casos, pode ser necessário o emprego do aço para a execução do reparo.
O aço pode ser dobrado em raios de curvatura pequenos além do que pode ser facilmente tratado termicamente (a normalização geralmente é suficiente).
Pode ser também, que não se disponha de uma chapa de alumínio suficientemente espessa para a obtenção da resistência desejada. O aço, com sua alta resistência, poderia, então, ser utilizado em espessuras menores.
Esta substituição, porém, é complicada, porque o alumínio e o aço possuem Módulos de Elasticidade diferentes. Sempre que o alumínio e o aço trabalharem juntamente numa estrutura, haverá o perigo de falha, porque o alumínio, quando submetido à carga, oferece menor resistência ao escoamento do que o aço, e assim, para uma determinada deformação, o aço suportará uma parte maior dos esforços atuantes.
Para distribuir adequadamente a proporção de alumínio e aço, no reparo, é necessário que as resistências das partes de aço e de alumínio estejam proporcionais aos respectivos valores dos seus Módulos de Elasticidade.
Os aços inoxidáveis ou 4130 (N) só devem ser empregados em reparos, quando for impossível utilizar ligas de alumínio. O seu uso requer, além da utilização indispensável de rebites ou parafusos de aço, de um isolamento adequado entre o perfil de liga de alumínio origi-nal e o perfil de aço do reforço, a fim de se evitar o contato direto entre eles e a conseqüente corrosão galvânica.
3.4.8 Esforços em Uniões Rebitadas ou Parafusadas
Praticamente todas as juntas e conexões na estrutura são projetadas considerando-se a resistência ao cisalhamento dos elementos de união (rebites, parafusos, pinos, etc.) e ao “apoio” das chapas das juntas.
A resistência a cisalhamento representa a quantidade de força requerida para degolar um rebite que está prendendo duas ou mais chapas de material. Se o rebite estiver segurando duas partes, ele está sob cisalhamento simples; se ele estiver segurando três chapas ou partes, ele está sob cisalhamento duplo.
O esforço de “apoio” é uma forma de esforço de compressão sobre a superfície dos materiais, agindo na parede interna dos furos, definido como a resistência da superfície do material ao esmagamento e representa a quantidade de tensão requerida para puxar um rebite através da borda de duas chapas rebitadas juntas, ou para alongar o furo.
34

A transferência das cargas em uma junta rebitada se processa da seguinte forma: a força (carga) passa da chapa para o rebite como esforço de cisalhamento e do rebite para a chapa sob a forma de esforço de apoio na área de contato com a chapa.
Esta área é tomada como a multiplicação do diâmetro do rebite pela espessura da chapa (A = D x t), pois o esforço de “apoio” atua na direação da carga externa.
Se for utilizado um rebite duro em chapa de material macio, esta união falhará no apoio na chapa. Caso contrário, se for usado rebite mole em chapa dura, esta degolará o rebite.
35

Se for utilizado um rebite de grande diâmetro numa junta de chapa relativamente fina, a chapa falhará no apoio antes do rebite falhar por cisalhamento. Se, no entanto, for usado um rebite de pequeno diâmetro em chapas de gran de espessura, o rebite falhará em cisalhamento muito antes de ser atingida a resistência máxima ao apoio.
Em uma junta ideal, as resistências ao apoio e ao cisalhemanto devem ser iguais. Numa junta real, estas duas resistências devem ser mais próximas possível.
Quando são utilizados rebites ou parafusos em uma junta, a resistência da chapa em “tração” ou “compressão” é diminuida por causa da redução da “área líquida” de chapa, que é a área total menos o que foi retirado com a furação. Ou seja, tanto em tração como em compres-são, um membro estrutural sem furos é mais resistente do que este mesmo elemento com furos.
Os furos dos rebites/parafusos “aumentam” quando a chapa é carregada (tração, flexão, etc.), fazendo diminuir, portanto, a área líquida na vizinhança do furo. Como a carga é constante e a área líquida diminui, a tensão na área reduzida aumentará muito e a chapa pode falhar na área sobretensionada entre o furo e a borda.
Se, entretanto, forem colocados, firmemente, nos furos de um elemento estrutural em compressão, “pinos” (rebite, parafuso) de resistência igual ou superior à do componente, estes “pinos” transmitirão a carga de compressão através dos furos, e o membro estrutural suportará a carga como se não existissem os furos.
No entanto, a colocação de rebites, pinos ou parafusos não fará diferença no caso de cargas de tração, pois o material se estenderá e os rebites ou pinos não transmitirão a carga através dos furos.
Assim para se calcular a resistência de um membro da estrutura sob compressão, a área total deverá ser usada, desde que os furos estejam perfeitamente preenchidos por pinos, rebites ou parafusos de material equivalente ou mais resistente, enquanto que na verificação da resistência à tração deverá ser usada a área líquida.
Existem muitas partes e elementos na estrutura de uma aeronave que suportam grandes esforços e por isso suas juntas e uniões não devem reduzir mais que 10% a área da seção destes membros (por causa das furações para se realizar as junções).
36

3.4.9 Material, tamanho e quantidade de rebites necessários à junta
Todos os reparos realizados em partes estruturais de uma aeronave necessitam de um número definido de rebites de cada um dos lados do reparo, para restaurar a resistência original. Esse número varia de acordo com a espessura do material a ser reparado, e com o tamanho do dano sofrido. O número de rebites pode ser determinado verificando-se uma junta ou união semelhante realizado pelo fabricante.
O material e as dimensões do rebite ou parafuso a ser usado na junta dependerão do estoque disponível, mas sempre que possível, deverá ser selecionado um elemento de união cujas resistências ao cisalhamento (rebite) e ao “apoio” (esmagamento) da chapa sejam semelhantes.
Se, por exemplo, quisermos unir duas chapas de liga de alumínio 24 ST, de 0,102” de espessura cada, não devemos utilizar rebites de 1/8” de diâmetro e da liga A17 ST, pois resistirão 1100 lb/pol2 à deformação (apoio) e menos de 400 lb/pol2 ao cisalhamento. Geralmente, são utilizados rebites de liga 24ST com diâmetros 3/16”, ¼” ou 5/16”.
Portanto devemos escolher o rebite cuja resistência ao cisalhamento seja a mais próxima possível da resistência ao apoio da chapa.
Existe, porém, também, a restrição do tratamento térmico necessário ao rebite antes de sua cravação. Se houver possibilidade de tratamento térmico e refrigeração, podemos usar a liga mais adequada ao reparo, caso contrário, usar somente rebites que dispensem o referido tratamento.
A quantidade de rebites necessária à junta deve ser o suficiente para permitir a transferência completa das cargas do membro original, através do reparo, devolvendo-a novamente, à parte seguinte do membro original, como mostrado na figura abaixo.
37

Existem diversas maneiras teóricas e práticas para se calcular a quantidade de rebites necessária à junta. Muitas vezes o próprio Manual de Reparos Estruturais da aeronave contém algumas dessas regras.
Como por exemplo, podemos dizer que o número de rebites necessários para cada lado do reparo (dano) será igual à divisão do valor da “carga de projeto” (calculada, por exemplo, pelo método inverso, a seguir) pela carga admissível por rebite.
A “carga de projeto” pode ser obtida através da multiplicação do comprimento da rachadura pela tensão máxima permissível para a chapa avariada e pela espessura da chapa avariada: Srachadura x adm.
• A carga permissível por rebite será função do diâmetro do rebite (geralmente escolhido como o triplo da espessura da chapa mais grossa presente no remendo), da espessura da chapa avariada e da distância da borda.
• Exemplo numérico: - comprimento da rachadura = 2,5” - material da chapa avariada: ALCLAD 24 ST. - espessura da chapa avariada = 0,032”. - espessura da chapa mais grossa: 0,036”
Das tabelas obtem-se a tensão máxima permissível para a liga da chapa avariada = 60.000 lb/pol2. A ‘carga de projeto’ será: A = 2,5” x 60.000 lb/pol2 x 0,032” = 4800 lb.
O diâmetro par o rebite escolhido (de liga A17-ST (AD)) será (recomendação: 3 x espessura da chapa): D = 3 x ,036” = 0,108”.
Dentre os rebites existentes no estoque, o diâmetro que mais se aproxima de 0,108” é o de 1/8” (0,125”).
Existem tabelas, como as apresentadas a seguir (ex.: AN 01-90 CDB ou TO 1C-45G3), específicas para o tipo de liga do rebite e da chapa, onde, entrando-se com o dîâmetro do rebite (1/8” no nosso exemplo) juntamente com a espessura e a liga da chapa (mais fina no caso de cisalhamento simples, 0,032” no nosso exemplo, e a média das espessuras no caso de cisalhametno duplo), obtem-se a resistência do rebite ao cisalhamento (Tabs. 2 e 3) igual a 374 lb.
Assim como é possível se obter o valor da resistência à deformação da chapa (apoio), da Tab. 6, como sendo B = 364 lb.
Divide-se, então, a carga de projeto ‘A’ (4800 lb no nosso exemplo) pela menor das cargas admissíveis (segurança), do rebite ou da chapa, para se obter o número mínimo de rebites necessários de cada lado da junta. No nosso exemplo o menor destes dois valores é a resistência ao apoio da chapa ‘B’= 364 lb:
A/B = 4800 lb / 364 lb = 13,2 Utilizamos então, 14 rebites de cada lado.
Existem tabelas “genéricas” para a resistência ao esmagamento da chapa, independente do material, e função apenas do diâmetro dos rebites, como a tabela Existem tabelas como as apresentadas a seguir, transcritas da OT 1T25-3, nas quais, partindo-se da espessura da chapa avariada, já obtém-se a espessura recomendada para a chapa do reparo e a quantidade de rebites ou parafusos por polegada de largura deste reparo (o comprimento será função do espaçamento).
38

Tabela - 1 Quantidade de rebites necessários à juntas de elementos de 2024-T3 e 2024-T4
Número de
parafusos3/32 1/8 5/32 3/16 1/4 AN-3
0,020 0,025 6,9 4,9 3,9 - - -0,025 0,032 8,6 4,9 3,9 - - -0,032 0,040 11,1 6,2 3,9 3,3 - -0,040 0,051 13,8 7,7 5,0 3,5 2,4 3,30,051 0,064 - 9,8 6,4 4,5 2,5 3,30,064 0,081 - 12,3 8,1 5,6 3,1 3,30,081 0,091 - - 10,2 7,1 3,9 3,30,091 0,128 - - 11,2 7,9 4,4 3,30,128 2 x 0,081 - - - 11,2 6,2 3,2
Número de rebites de cabeça boleada tipo 2117- necessários (por polegada de
largaura "w" do reparo)
Espessura da chapa a ser
reparada em polegadas
Espessura da chapa de reparo (em polegadas)
Tabela -2 Resistência ao cisalhamento simples Rebites de 2117-T, 2017-T e 2024-T
39

Tabela -3 Tabela de resistência ao cisalhamento simples Rebites da liga A17-ST
Tabela -4 Resistência ao Cisalhamento Duplo Rebites da liga A17-ST
40
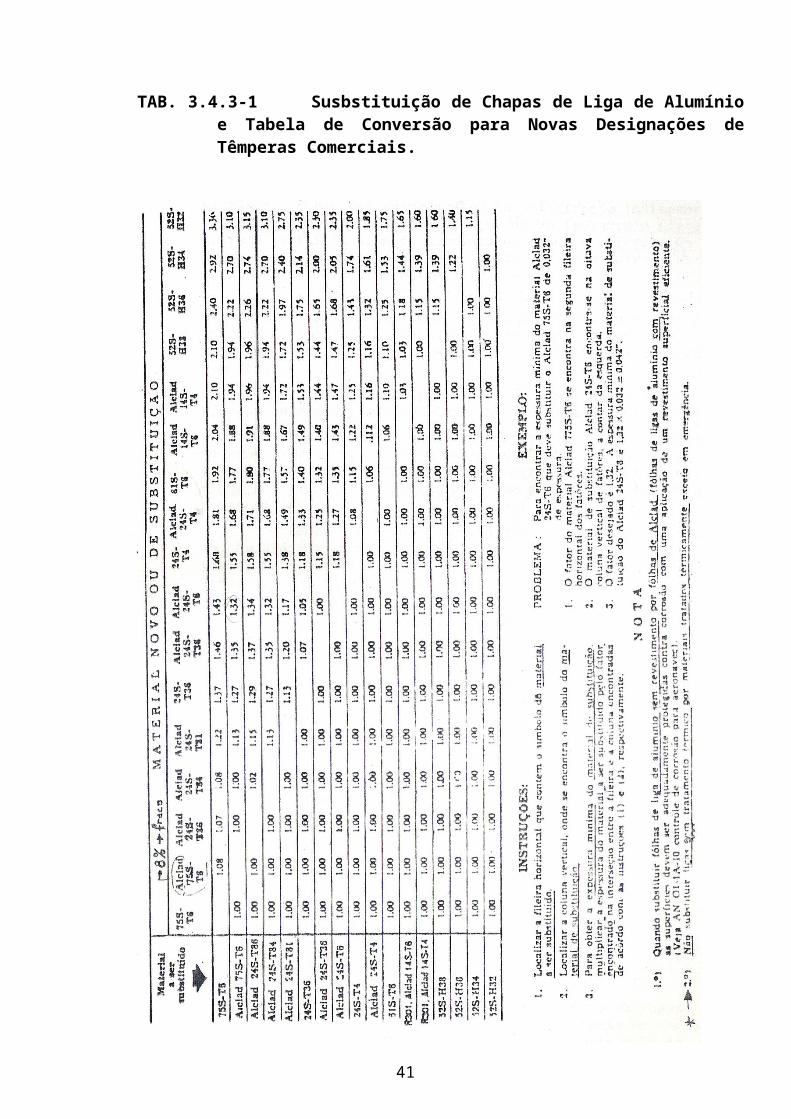
Tabela -5 Resistência ao Apoio (esmagamento) de Chapas da liga ALCLAD 24-ST (E/D = 1,5)
Tabela -6 Resistência ao Apoio (esmagamento) de Chapas da liga ALCLAD 24-ST (E/D = 2,0)
41

Tabela - 7 Resistência ao Apoio (esmagamento) de chapas, em lbs (genérica)
A espessura da chapa refere-se ao material a ser reparado e o diâmetro do rebite deve ser o mesmo que o utilizado na determinação da resistência ao cisalhamento.
Tabela -8 Resistência Final de Várias Chapas
3.4.10 Cálculo da Rebitagem
Os rebites e parafusos devem ser espaçados de tal modo que a resistência do reparo seja reduzida o mínimo possível. Na prática, geralmente, o espaçamento utilizado deveria ser o que o fabricante empregou na própria estrutura.
42

Uma consideração que deve ser feita antes da localização dos rebites é quanto ao acesso para a rebitagem. Não se deve projetar um reparo com as furações dos rebites muito juntas a flanges ou outras partes que dificulte a correta cravação dos rebites. Um rebite mal batido nunca suportará a carga de projeto a qual deve suportar.
Os rebites também não devem ser colocados numa única fileira (tanto transversal quanto longitudinalmente) para não enfraquecer o material pela redução de área ao longo de um determinado eixo; eles devem ficar alternadamente distribuidos ao longo do comprimento e da largura do material do reparo.
Por exemplo, o comprimento da chapa do reparo em um reforçador longitudinal, será função do número de rebites necessário e do espaçamento utilizado na estrutura original.
O cálculo da rebitagem consiste na determinação de: (1) do número de rebites necessários; (2) do tamanho e tipo do rebite usado; (3) seu material, têmpera e resistência; (4) o tamanho dos furos; (5) a distância entre os furos e as bordas de um reparo; e (6) o espaçamento entre os rebites sobre o reparo.
Uma vez que as distâncias são medidas em termos do diâmetro do rebite, a aplicação das medidas torna-se simples, pois o diâmetro correto do rebite é determinado.
O tipo de cabeça, o tamanho e a resistência requerida em um rebite são determinados, levando-se em conta fatores como o tipo de forças presentes no ponto rebitado, o tipo e espessura do material a ser rebitado, e a localização da parte rebitada na aeronave.
O tipo de cabeça é determinado pela localização na aeronave. Onde se requer uma superfície aerodinâmica lisa, devemos usar rebite de cabeça escareada. Os rebites de cabeça universal podem ser usados na maioria dos lugares.
Caso seja necessário um reforço extra, e o espaço permitir, podem ser usados rebites de cabeça redonda; se não houver espaço, pode-se usar rebites de cabeça chata.
O tamanho (ou diâmetro) do corpo do rebite selecionado, corresponde, em geral, à espessura do material a ser rebitado. Se for usado um rebite muito grande (ou grosso) em um material muito fino, a força necessária para prender o rebite provocará um abalamento indesejável na cabeça do rebite. Por outro lado, se for escolhido um rebite muito fino para uma chapa grossa, a resistência ao cisalhamento do rebite não será suficiente para suportar os esforços na junta ou será necessário um número muito grande de rebites para isso.
Como regra geral, o diâmetro do rebite não deve ser maior que três vezes a espessura da chapa mais grossa. Os rebites mais utilizados no reparo de aeronaves variam de 3/32 da polegada a 3/8 da polegada de diâmetro. Normalmente, rebites menores que 3/32 da polegada nunca são usados em partes estruturais que suportam esforços.
Quando os rebites devem transpassar completamente membros tubulares, selecionamos um diâmetro equivalente a pelo menos 1/8 do diâmetro externo do tubo. Se um tubo está encaixado dentro do outro, tomamos a medida externa do tubo e usamos 1/8 dessa medida como o diâmetro mínimo do rebite. É recomendável sempre calcular o diâmetro mínimo de um rebite e usar o tamanho imediatamente superior.
Na determinação do comprimento total de um rebite, deve-se conhecer as espessuras dos metais a serem unidos. Essa medida é conhecida como o comprimento de pega(letra B da figura 3.4.8-1). O comprimento total do rebite (letra A da figura 3.4.8-1) deverá ser igual ao comprimento da pega, mais a quantidade de corpo necessária para formar a cabeça de fixação. O tamanho do rebite necessário para formar a cabeça de fixação é 1,5 vezes o diâmetro do corpo do rebite (C da figura 3.4.8-1).
43

Assim, da figura 3.4.8-1, e com as informações acima, chega-se ao comprimento total do rebite através da formula: A=B+C, onde A é comprimento total; B o comprimento da pega e C o material necessário para formar uma cabeça de fixação.
Figura 3.4.8-1 - Determinação do comprimento total de um rebite.
A letra D da figura acima apresenta um rebite corretamente instalado. Vejamos cuidadosamente o método usado para medir o comprimento total do rebite para rebites de cabeça escareada, e com outros tipos de cabeças.
Sempre que possível, os rebites são escolhidos com a mesma liga do material a ser rebitado. Por exemplo, usamos rebites 1100 e 3003 em peças fabricadas com ligas 1100 e 3003, e usamos rebites 2117-T e 2017-T em peças fabricadas com ligas 2017 e 2024.
O rebite 2117-T é geralmente usado em serviços gerais de reparo, uma vez que não requer tratamento térmico, é macio, forte e resistente à corrosão, principalmente quando usado com a maioria dos tipos de ligas.
O rebite 2024-T é o rebite mais forte das ligas de alumínio, e é utilizado em peças sujeitas a grandes estresses. Contudo, ele deve ser macio na aplicação. Nunca substituimos rebites 2024-T por rebites 2117-T.
O tipo de cabeça de rebite a ser selecionado para um serviço em particular, pode ser determinado, observando-se os rebites usados em locais adjacentes, pelo fabricante.
44

Tabela - 7 Tipos de Rebites
Uma regra geral a ser seguida em uma aeronave que utiliza rebites escareados, é aplicar rebites escareados na superfície superior de asas e estabilizadores, na parte inferior do bordo de ataque antes da longarina, e na fuselagem até o ponto mais alto da asa. Usamos rebites com cabeça universal em todas as outras áreas.
Em geral, tentamos fazer o espaçamento dos rebites em um reparo, de acordo com o utili-zado pelo fabricante, na área adjacente ao reparo. Além dessa regra fundamental, não há uma regra que governe o espaçamento de rebites em todos os casos. Contudo, há certos requisitos mínimos que devem ser observados.
A distância até a borda, ou a distância do centro do primeiro rebite até a borda da chapa, não deve ser menor que duas vezes o diâmetro do rebite, nem maior que quatro vezes. A distância recomendada é aproximadamente 2,5 vezes o diâmetro do rebite.
Se os rebites forem colocados muito próximos da borda da chapa, a chapa poderá rachar ou soltar-se dos rebites; e se eles forem colocados muito afastados da borda, a chapa poderá virar suas bordas para cima.
O passo dos rebites é a distância entre os centros dos rebites adjacentes em uma mesma fileira. O menor passo de rebites permissível é igual a três vezes o diâmetro do rebite. A média de passo usada varia de quatro a dez vezes do diâmetro. O passo transversal é a distância perpen-dicular entre fileiras de rebites; é geralmente igual a 75% do passo do rebite. O menor passo transversal permitido é 2,5 vezes o diâmetro.
Durante o reparo de um tubo danificado em que os rebites o transpassam completamente, distanciamos os rebites de quatro a sete vezes o diâmetro, caso os rebites adjacentes estejam em ângulo reto, e distanciamos de 5 a 7 vezes o diâmetro, caso eles estejam em linha (paralelos).
O primeiro rebite de cada lado da junta não deve estar a menos de 2,5 vezes o diâmetro a partir da ponta da luva.
As regras gerais de espaçamento de rebites, como aplicadas a fileiras, são bem simples. Em uma fila única, primeiro determinamos a distância da borda em cada ponta da fila, depois
45

calculamos o passo dos rebites como mostrado na figura 5-42. No cálculo de duas filas, calcula-mos a primeira fila como já descrito, posicionamos a segunda fila a uma distância igual ao passo transversal a partir da primeira fila, e depois calculamos os pontos dos rebites da segunda fila, de forma que eles fiquem exatamente na metade da distância entre os rebites da primeira fila. No cálculo de três fileiras, calculamos a primeira e a terceira filas, depois determinamos os pontos da segunda fila traçando uma linha reta. (ver figura a seguir).
Figura 3.4.8 - Espaçamento de rebites.
3.4.11 Confecção de Juntas Rebitadas
Seguir os seguintes passos para a confecção de juntas rebitadas:
• Fazer um esboço da disposição os rebites no material, marcando com lápis (não utilizar riscados metálicos, pois arranhará a chapa);
• Puncionar o centro dos furos;
• Prender firmemente com grampos ou outros meios disponíveis;
• Com uma broca de diâmetro menor que o do rebite escolhido, fazer as furações na chapa;
• Limpar as rebarbas com uma broca do tamanho projetado para o furo;
• Separar as peças e pintar com cromato de zinco (proteção contra corrosão);
• Prender as partes novamente com ajuda de grampos (glecos);
• Colocar os rebites e cravá-los.
46

3.4.12 Aplicação de Rebites e Pontos de Solda ou Parafufos na mesma junta
Rebites e parafusos não devem ser usados juntos. Os rebites, teoricamente, preenchem total mente os respectivos furos, enquanto que os parafusos são colocados com folga. Por essa razão, os rebites suportarão toda a carga aplicada na estrutura até que tenha ocorrido suficiente deflexão
que permita que parte da carga seja transmitida aos parafusos. Fato que pode levar à falha prematura da junta.
Por outro lado, também não devem ser empregados rebites e solda a ponto na mesma junta. O ponto soldado é muito “rígido” sob cargas de cisalhamento e as deflexões, sob carregamento, são menores do que nas uniões rebitadas ou aparafusadas, tornando os rebites e parafusos inúteis na complementação da resistência ao cisalhamento.
Algumas vezes, são utilizados rebites em juntas soldadas a ponto, para evitar a separação das partes, pois os pontos de solda não resistem à esforços de tração ou de separação da junta.
3.4.13 Dobragem de chapas
A confecção de dobras em folhas, placas ou chapas, é chamada de dobragem. As dobras geralmente possuem arestas em ângulo; geralmente são realizadas em máquinas de dobragem.
Embora as ligas de alumínio sejam maleáveis, elas racharão se forem dobradas com um raio de curvatura (raio interno da curva) abaixo de certos valores mínimos, que vão depender do tipo de material que se quer dobrar (ligas de alumínio, tipos de aço) e da espessura da chapa. Fatores estes que vão determinar o raio mínimo de curvatura ou dobragem.
Na tabela a seguir tem-se os raios mínimos de dobragem para diversas ligas de alumínio utilizadas na construção aeronáutica (na 1ª tab. “S” é a espssura da chapa em polegadas ou milímetros).
Tabelas - 8 Raios Mínimos de Dobra por Deformação a frio
47
De forma geral, quanto mais fino o material, mais aguda poderá ser a sua dobra (menor o raio da dobra), e quanto mais macio o material, também mais aguda poderá ser a dobra.
Outros fatores que devem ser considerados na confecção de dobras em linha reta são: a tolerância à dobragem, o recuo e a linha de visada.
O raio de dobragem de uma chapa é o raio medido no interior da curva. O raio mínimo de dobragem de uma chapa é a curva ou dobra mais aguda à qual a chapa pode ser submetida sem provocar um enfraquecimento crítico do metal na dobra. Caso o raio da dobra seja muito pequeno, o estresse e a fadiga enfraquecerão o metal, e poderão provocar o aparecimento de fissuras, trincas, etc.
Um raio mínimo de dobragem é especificado para cada tipo de chapa metálica do avião. Como já dito, o tipo do material, sua espessura e têmpera são fatores importantes. Uma chapa destemperada pode ser dobrada em um raio proximo da sua espessura. Já o aço inoxidável e a liga de alumínio 2024-T requerem um raios de dobragem bem maiores (Tabs. - 8).
Figura 3.4.11-1 - Espaçamento de rebites.
Tolerância de dobragem
Durante a realização de uma dobragem em chapa de metal, sua tolerância deve ser calculada. A tolerância da dobra é o comprimento do material requerido para a dobragem. Essa quantidade de metal deve ser adicionada ao comprimento total do esboço para assegurar material suficiente para a dobra.
48
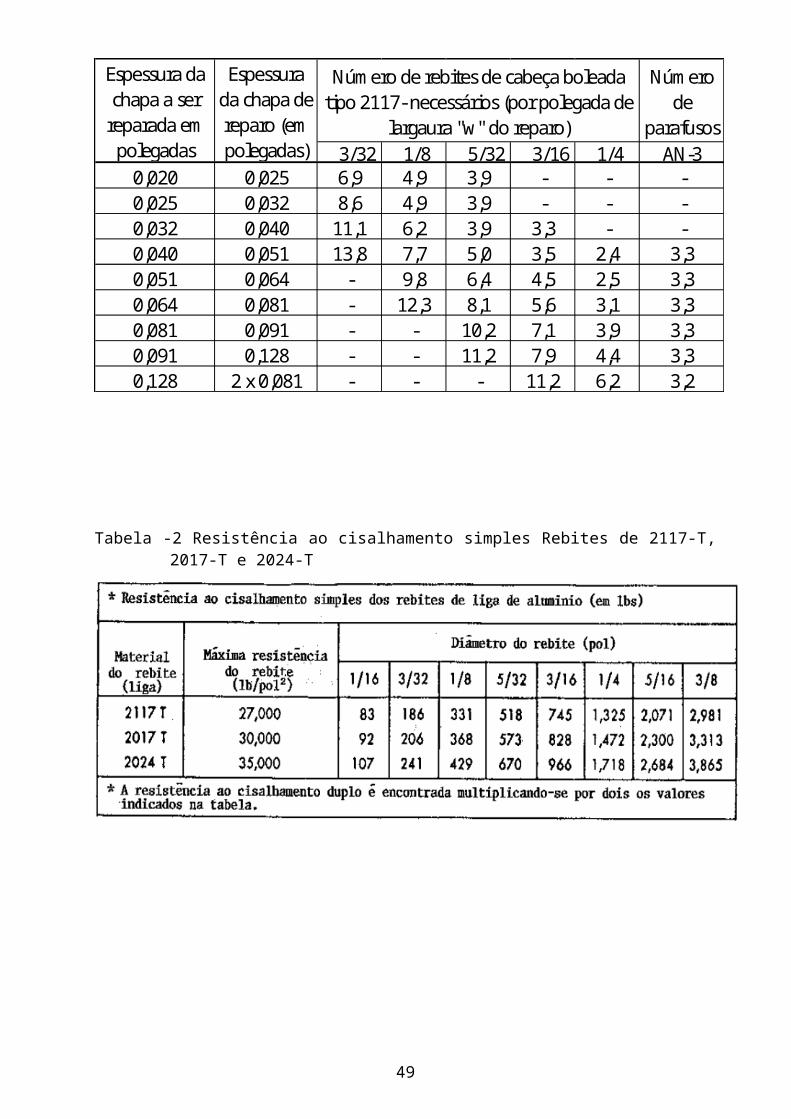
A tolerância da dobra depende de quatro fatores: (1) O grau de dobragem, (2) O raio de dobragem, (3) A espessura do metal, e (4) O tipo de metal usado.
O raio da dobragem é geralmente proporcional à espessura do material. Além disso, quanto mais agudo o raio da dobragem, menor a quantidade de material necessário para a dobra.
O tipo de material também é importante. Se o material for macio, ele pode ser dobrado em um ângulo agudo; mas se for duro, o raio de dobra será maior, e com ele o tamanho da dobra.
O grau da dobragem afeta o comprimento total do metal, enquanto a espessura influi no raio da dobra.
A dobragem de uma lâmina, chapa ou tira de metal comprime o material no lado interno da curva, e estira o material no lado externo da curva. Contudo, numa distância entre esses dois extremos há uma camada que não é afetada por nenhuma das duas forças. Ela é conhecida como a linha neutra ou eixo neutro, e ocorre a uma distância aproximadamente 0.445 vezes a espessura (T) do metal (0.445 x T) a partir da face interna da dobra (figura 3.4.11-1, acima ).
Durante a dobragem de metais nas dimensões exatas, o comprimento da linha neutra deve ser determinado, de forma que haja material suficiente para a dobra.
Para economizarmos tempo com cálculos de tolerância de dobragem, estabeleceram-se fórmulas e tabelas para os vários ângulos, raios de dobragem, espessuras de material e outros fatores. A fórmula da tolerância da dobra para uma curva de 90º é discutida nos próximos pará-grafos.
Método # 1, fórmula # 1
Ao raio da curvatura (R) adicionamos metade da espessura do metal (1/2 E). Isso dá, R + 1/2 E, ou aproximadamente o raio do eixo neutro.
Figura 3.4.11-2 - Tolerância de uma dobra a 90º.
Compute a circunferência deste círculo, multiplicando o raio da curvatura da linha neutra (R + 1/2 E na figura 5-22) por 2 π :
2 π (R + 1/2 E) NOTA:
π = 3,1416
Uma vez que uma curva de 90º é um quarto de um círculo, divida a circunferência por 4. Isso dá:
2 π (R + 1/2 E) .4
49

Que é a tolerância da dobra de 90º .
Usando a fórmula acima para encontrar a tolerância da dobra de 90º, com um raio de ¼ de polegada para uma chapa de 0.051” de espessura, teremos:
Tolerância = 2 x 3,1416 x (0,250 + 1/2 x 0,051)
4 = 6,2832 (0,250 + 0,02555)
4= 6,2832 x (0,2755)
4
= 0,4323.
Sendo assim, a tolerância ou o comprimento a mais, necessário para a dobra, é igual a 0,4323 ou 7/16 de polegada.
A fórmula está ligeiramente imprecisa, uma vez que a linha neutra verdadeira não está exatamente no centro da chapa a ser dobrada. (veja a figura 3.4.11-1).
Contudo, o erro é tão insignificante que, para a maioria dos trabalhos a fórmula é satisfatória, desde que o material seja fino.
Método # 2, fórmula # 2
Esta fórmula utiliza duas constantes, tiradas da relação entre o grau da dobragem e a espessura do metal para uma aplicação em particular.
Através de experiências com dobras reais em metal, os engenheiros aeronáuticos descobriram que poderiam obter resultados precisos usando a fórmula a seguir para qualquer grau de dobragem de 1º a 180º.
Tolerância TD = (0,01743 x R + 0,0078 x T) x N
onde:
R = Raio da dobra T = Espessura do material N = ângulo da dobra, em graus
TD = Tolerância da dobra
Figura 3.4.11-3 - Método 2 p/ o cálculo da tolerância de uma dobra.
50
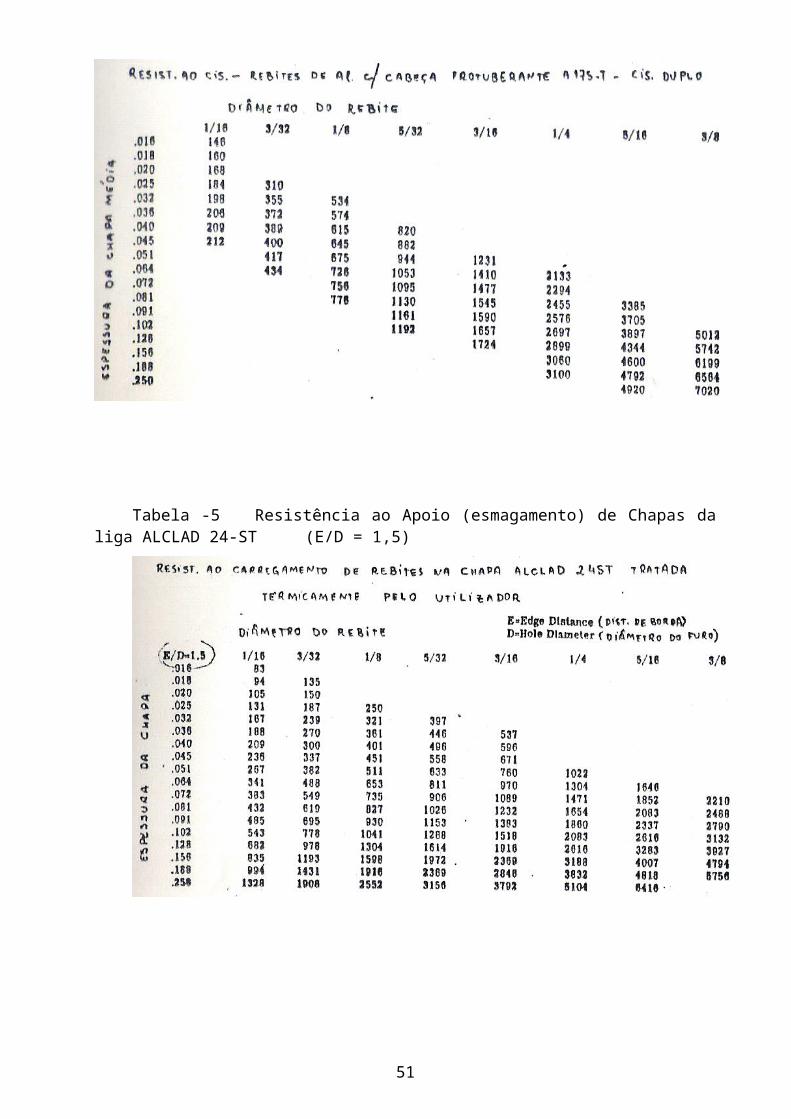
Outros métodos de cálculos da tolerância são encontrados na bibliografia recomendada, pag. 5-21.
4. REPAROS TÍPICOS
Geralmente, o Manual de Reparos Estruturais da aeronave que está sendo reparada contém os reparos típi-cos, aplicáveis em componentes que admitem estes tipos de reparos, destinados a restaurar as característi-cas originais de resistência estrutural da peça avariada.
Normalmente, no projeto dos reparos típicos, considera-se que todos os extrudados sejam solicitados longitudinalmente (tração e compressão) e que os painéis de revestimento sejam soli- citados em cisalhamento. Para eliminar a necessidade de se determinar as direções das tensões, em cada caso de reparo, o número de rebites necessário por unidade de comprimento é o mesmo, independentemente da direção do carregamento.
Antes de discutirmos qualquer tipo específico de reparo que possa ser feito em uma aeronave, devemos lembrar que os métodos, procedimentos e materiais mencionados nos próximos parágrafos são apenas típicos e não devem ser utilizados com um gabarito para o reparo.
Normalmente haverá ilustrações de reparos semelhantes, na seção aplicável do MRE, dos tipos de materiais, de rebites e o espaçamento entre eles, e também, os métodos e procedimentos a serem utilizados.
Se a informação necessária não for encontrada no Manual de Reparo Estrutural, tentaremos encontrar uma solução semelhante instalada na aeronave, pelo fabricante.
4.1 Reparos Típicos em Paineis de Revestimento e de Superfícies Lisas
Pequenos reparos, no revestimento externo de uma aeronave, podem ser feitos aplicando-se um remendo pelo lado interno da chapa afetada. Um tampão de enchimento deve ser instalado no buraco feito pela remoção da área danificada na chapa. Ele irá tampar os furos e prover a superfície aerodinâmica necessária às aeronaves modernas.
O tamanho e o formato do remendo é, em geral, determinado pelo número de rebites requerido no reparo. Se não for especificado de outra forma, calcularemos o número de rebites usando a formula já apresentada.
Confeccionamos o remendo, de preferência, com o mesmo tipo de material do revesti-mento original, da mesma espessura ou ligeiramente maior.
A área avariada deve ser cortada em formato o mais ‘arredondado’ possível (círculo, oval, retângulo com cantos arredondados, etc), removida, as bordas do buraco feito devem ser limpas, suavizadas e os cantos devem ser arredondados conforme os raios de curvatura indicados nas ins truções do fabricante.
Os tipos mais comuns de reparos em revestimentos são:
- os executados em pequenos furos ou rachaduras, que não envolvam avarias em elementos reforçadores adjacentes;
- os reparos tipo “inserção”, recomendáveis sempre que for necessário para não se interfe-rir no acabamento aerodinâmico de superfícies de sustentação (asas, empenagens, etc). A peça de inserção deve ser de mesma espessura da chapa avariada, mantendo-se uma folga de aprox. 0,4 mm entre esta e as bordas do furo.
A inserção deve ser cravada sobre uma chapa de reforço de espessura imediatamente superior à do revestimento avariado.
51
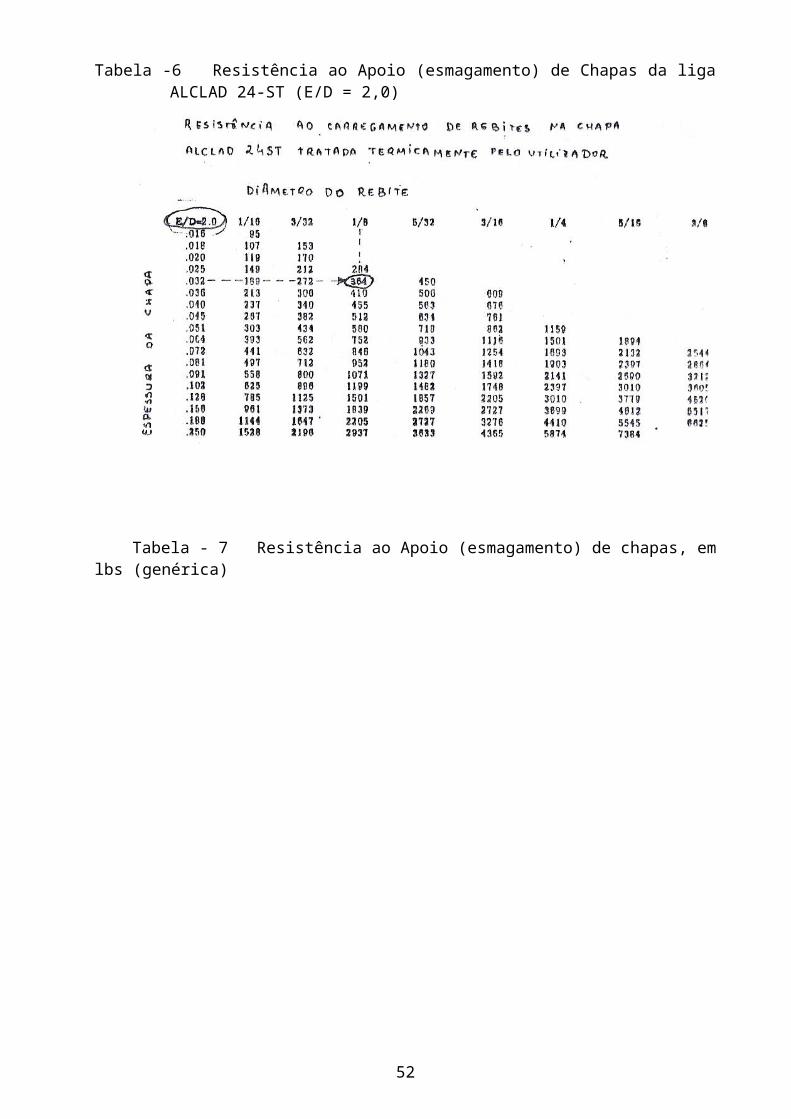
Lembrando que sempre que um painel de revestimento for largamente danificado, este painel deve trocado por completo (reparo por substituição) e o novo painel deve ter espessura, material e furação idênticos ao original, permitindo uma cravação coincidente com a furação da estrutura suporte, observando-se o mesmo diâmetro de rebites, espaçamento, etc.
Figura 4.1-1 Reparo Típico de Painel de Revestimento
4.1.1 Remendo circular
Utilizamos o remendo circular em reparos de pequenos furos em superfícies aerodinâmicas. A distribuição uniforme dos rebites, ao redor de sua circunferência, faz deste reparo o ideal para lugares onde a direção do estresse é desconhecida, ou onde se sabe que ela muda freqüentemente.
52

Corte o anel de reforço se for REVESTIMENTO necessário inserí-lo pela abertura
Chapa de inserção de Anel de reforço de espes-mesma espessura do re- sura imediatamente supe-vestimento rior ao revestimento
53

4.1.2 Remendo octogonal alongado
Pode-se usar também um reparo octogonal alongado para reparar o revestimento. Este tipo de reparo proporciona uma boa concentração de rebites dentro da área crítica de estresse, eliminando concentrações perigosas e sendo muito simples de desenhar e planejar e pode variar em comprimento de acordo com a necessidade.
Sigamos os passos do planejamento mostrados na Figura 4.1-2. Primeiramente, desenha- mos as bordas da parte a ser removida. Depois, usando o espaçamento de 3 ou 4 vezes o diâ-
metro dos rebites a serem usados, desenhamos linhas paralelas à linha do estresse.
Posicionamos as linhas perpendiculares duas vezes e meia o diâmetro dos rebites, a partir das laterais do reparo e distanciamos as outras linhas com espaçamento de 3/4 do intervalo entre rebites.
Marcamos os pontos para rebites em linhas alternadas perpendiculares às linhas de estresse para gerar um avanço entre as fileiras e estabelecer a distância entre os rebites (na mesma fileira) de aproximadamente 6 a 8 vezes o diâmetro.
Depois de localizar o número correto de rebites em cada face do reparo, adicionaremos mais alguns, se necessário, de forma que a distribuição seja uniforme.
54

4.2 Reparos em Painéis
Na construção de aeronaves, um painel é uma única chapa de metal do revestimento. Uma seção de painel é uma parte do painel entre os elementos estruturais, ex.: entre as cavernas e os reforçadores , entre as nervuras (longarinas) e reforçadores, etc.
Onde uma seção de revestimento estiver muito danificada, que seja impossível instalar um reparo padrão, deveremos instalar um reparo especial. O tipo de reparo requerido dependerá do reparo ser externo, interno ou nas bordas do painel.
55
Quando não for possível seguir os procedimentos de confecção de reparos em painel descritos anteriormente, pode-se proceder conforme o seguinte:
- Removemos a parte danificada dentro das limitações estabelecidas e para aliviar o estresse, arredondamos os cantos do orifício (raio sujerido = ½ pol).
- Adiciona-se uma nova fileira de rebites avançada em rela-ção àqueles assentados pelo fabricante (fileira original).
- Colocamos o reparo em sua posição e prendemos no local, provisoriamente, fazendo o primeiro furo. Localizamos a posição do segundo furo, preparando-o e inserindo o segun do prendedor.
- Depois, pela face interna e através dos furos originais, fa-zemos os furos restantes, removemos as rebarbas dos furos e aplicamos um protetor contra corrosão, nas superfícies que ficarão em contato, antes de rebitar o reparo no lugar.
4.3 Reparos em Reforçadores (stringers) e Anéis
As vigas de reforço da fuselagem estendem-se do nariz do avião até a cauda, e as das asas estendem-se da raiz para as pontas das asas.
O revestimento da fuselagem, asa ou superfície de controle é rebitado a estas vigas de reforço (stringers).
As vigas de reforço podem ser danificadas por vibrações, corrosão ou colisão.
Os danos são classificados como negli-genciáveis, reparável por remendo e os que necessitam de substituição do membro.
56

Geralmente o dano envolve, além do reforçador, o revestimento e, em alguns casos, as cavernas e outros membros. Tais danos requerem uma combinação de reparos, envolvendo cada um dos membros danificados.
Por serem contruídas em diversas formas, os reforçadores possuem procedimentos de reparo diferentes.
O reparo pode requerer o uso de perfis extrudados, ou dobrados. Alguns reparos podem necessitar ambos.
Durante o reparo de uma viga de reforço, primeiramente determinamos a extensão dos danos e, então removemos os rebites da área adjacente.
Depois, a área danificada é removida com ferramentas adequadas (serras, broca, lima, etc.).
Para reparos em perfis curvos, deve-se construir o reparo de forma curva para que acompanhe o contorno original.
Como regra geral, devem ser observados os seguintes princípios na execução de reparos em perfis:
- Para evitar cargas excêntricas e possível falha por com-pressão local, os perfis ou chapas de reparo devem ser aplicados o mais simetricamente possível em relação ao dano (trinca, fissura, etc);
- A distância entre rebites deverá ser a mesma que a usada pelo fabricante para fixar o revestimento à viga. No caso dessa distância exceder o valor máximo de 10 vezes o diâmetro dos rebites, colocaremos alguns rebites adicionais entre os originais. Esse passo não pode ser menos que 4 vezes o valor do diâmetro dos rebites.
57

- Para não prejudicar a resistência à tração do perfil origi-nal, deve ser evitado aumentar o diâmetro dos furos já existentes, e os rebites adicionais para fixação do reparo devem ser alternados em relação aos já existentes;
- Se o dano da viga ocorrer próximo a uma caverna, cor-taremos o reforçador danificado de forma que apenas a inserção vá ultrapassar a abertura na caverna. A caverna será enfraquecida se a abertura for aumentada para aco-modar tanto o reforçador quanto um reparo superposto. Um reparo em duas partes deve ser usado nestes casos.
- Em elementos críticos, sujeitos a solicitação elevada, os perfis de reforço devem ser afilados nas extremidades (chanfrados), para evitar uma concentração de carga nos rebites extremos e a conseqüente tendência de falha;
58

59

4.4 Reparos em Nervuras
O reparo de nervuras e anéis danificados é tão impor-tante quanto o do revestimento e reforçadores. Em nervuras treliçadas, onde a alma é composta de peque nos reforçadores, não se deve desprezar o reparo de pequenas partes aparentemente secundárias, pois elas servem de apoio e reforço aos membros principais e se falharem, a estrutura principal pode vir a falhar também.
Se for necessário remover qualquer anel ou nervura, na sua remontagem, estes elementos deverão ser fixados exatamente na mesma posição, usando a mesma furação.
Qualquer chapa de reforço deve ter um tamanho que permita a colocação da quantidade de rebites necessária à segurança do reparo (calculada ou especificada).
60
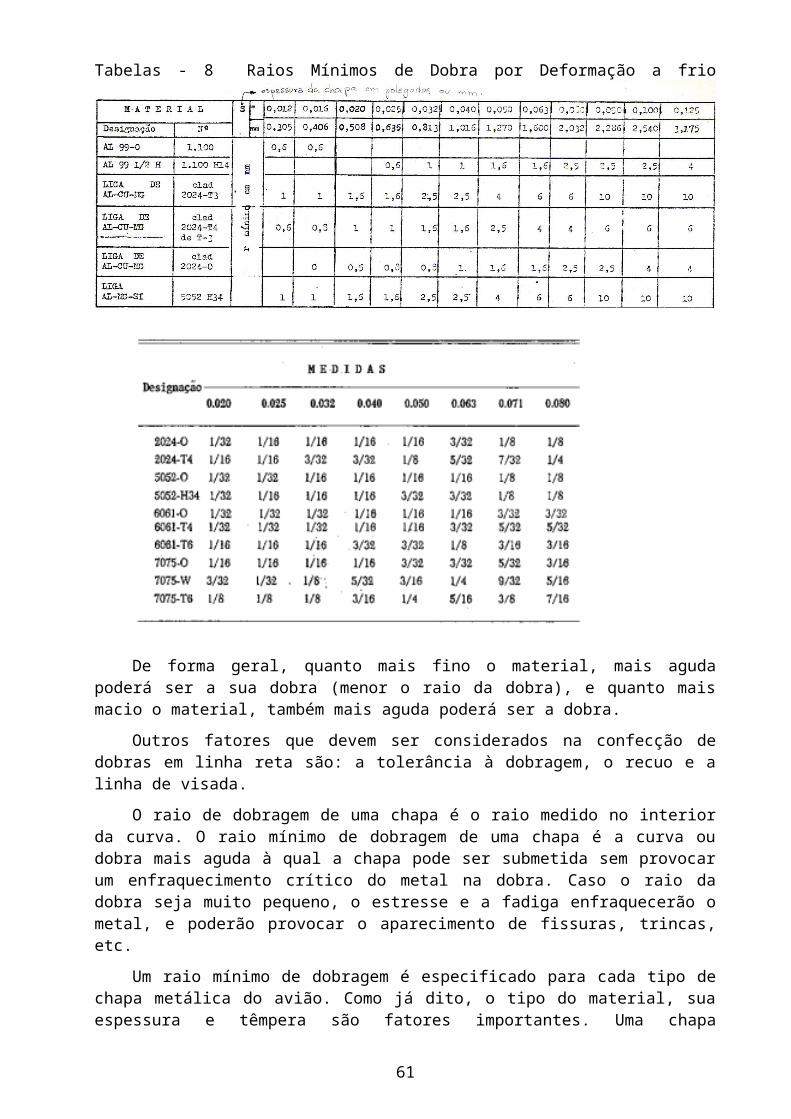
Por mais complexa que a avaria possa aparentar, na maioria dos casos, existem soluções de reparos que dispensam a abertura de furos de acesso para a cravação das chapas de reforço.
No reparo de anéis de seção em forma de “C”, “U” ou “Z” devemos ficar atentos ao problema dos pequenos raios de dobragem que possam ser necessários.
O anel da figura abaixo, com seção transversal em forma de “C”, foi necessário aplicar um reforço interno “A” e um externo “B”.
Ambas as peças de reforço são feitas de chapas dobradas, porém cada uma delas possui características particulares a saber:
- se a dobragem da peça “A” for efetuada em liga de alumínio já tratado termicamente, não haverá a necessidade de novo tratamento após a dobragem e antes da montagem;
- utilize para a chapa “A”, liga de alumínio recozida (ou tratada termicamente que permita executar a dobragem). Depois da dobragem e antes da montagem, a referida peça deste reparo deve ser submetida ao tratamento térmico final desejado. Apesar desta solução ser preferível exite outra opção, seguinte;
- a utilização do aço cromo-molib-dênio ou equivalente. Neste caso a peça “A” deverá ser normalizada após a do bragem e antes da montagem. Mas para a utilização do aço para reparar uma peça de alumínio, requer que os dois elementos sejam isolados entre si, antes da monta-gem, para evitar a corrosão galvânica. Este isolamento pode ser obtido por meio da aplicação de proteção contra a corrosão (cromato de zinco), de fi-tas isolantes especiais ou proteção galvanoplástica (cadmiagem, fosfatização, etc.).
A junção de metais diferentes (no caso alumínio e aço), requer ainda a utilização de rebites (ou parafusos) de aço no lugar dos rebites de alumínio originais. A dimensão “C” da peça de reparo “A”, deve ser igual ou ligeiramente superior à espessura da peça avariada.
O chapa externa do reparo, “B”, pode ser confeccionada em chapa de liga de alumínio já tratada termicamente, pois o raio de dobragem provavelmente não será crítico.
61

4.5 Reparos de Longarinas
4.6 Outros Reparos Típicos
62

63

64

65

66