aplicaÇÃo de tÉcnicas estatÍsticas na...
TRANSCRIPT

UNIVERSIDADE FEDERAL DO RIO DE JANEIRO ESCOLA DE QUÍMICA
RODRIGO FONSECA DA SILVA RAMOS
APLICAÇÃO DE TÉCNICAS ESTATÍSTICAS NA QUALIFICAÇÃO DA ETAPA DE COMPRESSÃO NA INDÚSTRIA FARMACÊUTICA
RIO DE JANEIRO 2012

RODRIGO FONSECA DA SILVA RAMOS
APLICAÇÃO DE TÉCNICAS ESTATÍSTICAS NA QUALIFICAÇÃO DA ETAPA DE COMPRESSÃO NA INDÚSTRIA FARMACÊUTICA
Dissertação de Mestrado apresentada ao Programa de Pós-graduação em Tecnologia de Processos Químicos e Bioquímicos, da Escola de Química da Universidade Federal do Rio de Janeiro, como requisito parcial à obtenção do título de Mestre em Tecnologia de Processos Químicos e Bioquímicos.
Orientadora: Verônica Maria de Araújo Calado, D.Sc.
RIO DE JANEIRO 2012

R175a Ramos, Rodrigo Fonseca da Silva.
Aplicação de técnicas estatísticas na qualificação da etapa de compressão na indústria farmacêutica / Rodrigo Fonseca da Silva Ramos - 2012.
RJ, 158 f. Dissertação (Mestrado em Tecnologia de Processos Químicos e
Bioquímicos) - Universidade Federal do Rio de Janeiro, Escola de Química, Rio
de Janeiro, 2012.
Orientadora: Verônica Maria de Araújo Calado. 1. Controle Estatístico de Processo. 2. Planejamento de Experimentos. 3.
Compressão. 4. Medicamento. 5. Validação. – Dissertações. I. Calado, Verônica Maria de Araújo. (Orient.). II. Universidade Federal do Rio de Janeiro, Programa em Tecnologia de Processos Químicos e Bioquímicos, Escola de Química. III. Título.

RODRIGO FONSECA DA SILVA RAMOS
APLICAÇÃO DE TÉCNICAS ESTATÍSTICAS NA QUALIFICAÇÃO DA ETAPA DE COMPRESSÃO NA INDÚSTRIA FARMACÊUTICA
Dissertação de Mestrado apresentada ao Programa de Pós-graduação em Tecnologia de Processos Químicos e Bioquímicos, da Escola de Química da Universidade Federal do Rio de Janeiro, como requisito parcial à obtenção do título de Mestre em Tecnologia de Processos Químicos e Bioquímicos.
Aprovado em, 25 de setembro de 2012.
_________________________________________________________
(Orientadora) Verônica Maria de Araújo Calado, D.Sc. - Universidade Federal do Rio de Janeiro
_________________________________________________________
Francisca Pessoa de França, D.Sc. - Universidade Federal do Rio de Janeiro
_________________________________________________________
Alessandra Lifsitch Viçosa, D.Sc. - Instituto de Tecnologia em Fármacos - Farmanguinhos
_________________________________________________________
Fábio Moyses Lins Dantas, D.Sc. - Instituto Nacional de Tecnologia

AGRADECIMENTOS
À minha orientadora, Profa. Dra. Verônica Calado, pela oportunidade, apoio, incentivo e
orientação durante todas as etapas desse trabalho.
À minha esposa, Cristiane Pôrto Matos Ramos, pelo apoio e pela compreensão por alguns
finais de semana e feriados dedicados a elaboração desse trabalho.
À minha família, pelo incentivo e apoio dado durante toda a trajetória de minha vida até hoje.
Ao Instituto de Tecnologia em Fármacos – Farmanguinhos / Fiocruz, empresa no qual
trabalho, que propiciou a execução desse trabalho.
Aos amigos de Farmanguinhos Fábio Rezende Lagreca, Beatriz Maria Simões Ramos e Elda
Falqueto pela oportunidade e apoio.
E finalmente, a Deus, que me proporcionou e continuará proporcionando grandes vitórias.

RESUMO
RAMOS, Rodrigo Fonseca da Silva. Aplicação de técnicas estatísticas na qualificação da etapa de
compressão na indústria farmacêutica. Rio de Janeiro, 2012. Dissertação (Mestrado em Tecnologia
de Processos Químicos e Bioquímicos) – Escola de Química, Universidade Federal do Rio de Janeiro,
2012.
As indústrias farmacêuticas devem atender os requisitos de Boas Práticas de Fabricação (BPF)
estabelecidos pela resolução RDC nº17 de 16/04/2010 da Agência Nacional de Vigilância Sanitária.
Um dos tópicos abordados nessa resolução é a validação, na qual está determinado que cada etapa
crítica do processo de fabricação deve ser validada e outras etapas do processo devem estar sob
controle para que os produtos sejam consistentemente produzidos e que atendam a todas
especificações definidas e a todos requisitos de qualidade. A resolução RDC nº17/2010 não determina
de que maneira deve ser realizada a validação, mas descreve todas as necessidades que devem ser
cumpridas para termos um processo validado. Dessa forma, cada indústria farmacêutica adota um
procedimento para avaliar e validar seus processos. Entretanto, esses procedimentos podem não ser os
mais adequados, ocasionando custos altos e processos vulneráveis a oscilações, gerando assim desvios
de produção. Este trabalho propõe o uso da ferramenta estatística planejamento de experimentos,
como técnica a ser utilizada na simulação e desafio das condições do processo. Isso auxilia o aumento
do conhecimento do processo, garantindo a robustez e melhorando o processo para obter os melhores
desempenhos produtivos. Para justificar o uso dessa técnica, foi apresentado um estudo de caso,
aplicando o planejamento fatorial 25 no processo de compressão de um medicamento antirretroviral,
no qual se pretende avaliar o impacto do aumento da velocidade de produção na qualidade do produto.
Neste estudo, foram utilizados cinco variáveis de entrada da máquina compressora (velocidade de
produção, velocidade do Fill-o-matic, profundidade de enchimento, altura do cilindro de pré-
compressão e altura do cilindro de compressão principal) e seis variáveis de resposta dos comprimidos
(peso, espessura, dureza, diâmetro, friabilidade e desintegração). Adicionalmente, foi utilizado o
controle estatístico de processo (CEP), para avaliação da estabilidade e da capacidade do processo
estudado. Os resultados mostraram que o planejamento de experimentos foi uma ferramenta útil na
compreensão do processo, demonstrando que o aumento da velocidade de produção pode ser aplicado
no processo de compressão, obtendo comprimidos dentro da especificação, servindo assim como base
para a validação de processos. No entanto, no monitoramento de lotes industriais por meio do CEP foi
verificado que o processo não é estável e nem capaz, estando sob a influência de causas especiais que
foram identificadas e devem ser eliminadas na busca da melhoria contínua do processo.
ABSTRACT
RAMOS, Rodrigo Fonseca da Silva. Aplicação de técnicas estatísticas na qualificação da
etapa de compressão na indústria farmacêutica. Rio de Janeiro, 2012. Dissertação
(Mestrado em Tecnologia de Processos Químicos e Bioquímicos) – Escola de Química,
Universidade Federal do Rio de Janeiro, 2012.
The pharmaceutical industry must meet the requirements of Good Manufacturing Practices
(GMP) established by Resolution RDC No 17 of 16/04/2010 of the National Agency for
Sanitary Vigilance. One of the topics covered in this resolution is validation. In which it is
determined that each critical step of the manufacturing process must be validated and other
steps in the process must be controlled so that products are consistently produced and that
meet all the specifications and all quality requirements. The Resolution RDC No 17/2010 does
not determine how the validation should be performed, but describes all the needs that must
be met to have a validated process. Thus, each pharmaceutical industry adopts a procedure to
evaluate and validate their processes. However, these procedures may not be the most
appropriate, causing high costs and vulnerable processes to fluctuations, thereby generating
output gaps. This work proposes the use of statistical experimental design tool, as a technique
to be used in the simulation and the process conditions challenge. This will help increasing
knowledge of the process, ensuring the robustness and improving the process to obtain the
best productive performances. To justify the use of this technique, it was presented a study
case, applying the 25 factorial design in the compression process of an antiretroviral drug.
which is intended to evaluate the impact of increased production speed in product quality. In
this study, we used five input variables of the squeeze machine (production speed, Fill-o-
Matic speed, filling height of the pre-compression cylinder and height of the main
compression cylinder) and six response variables the tablets (weight, thickness, hardness,
diameter, friability and disintegration). Additionally, we used the statistical process control
(SPC) to evaluate the stability and the process capability. The results show that the
experimental design was a useful tool in understanding the process, showing that increasing
the production speed can be applied in the compression process, obtaining tablets according to
the specifications, serving as a base for the validation process. However, in monitoring
industrial batches using the SPC it was found, that the process is not stable and neither
capable, being influenced by special causes that have been identified and should be eliminated
in the pursuit of a continuous process improvement.

SUMÁRIO
1 INTRODUÇÃO...................................................................................... 14
1.1 Objetivos.................................................................................................. 16
1.1.1 Objetivos Específicos............................................................................... 16
2 PLANEJAMENTO DE EXPERIMENTOS....................................... 17
2.1 Planejamento Fatorial.............................................................................. 19
2.1.1 Planejamento Fatorial com 2 Fatores...................................................... 19
2.1.2 Planejamento Fatorial 2k......................................................................... 22
3 CONTROLE ESTATÍTICO DE PROCESSO.................................... 25
3.1 Análise dos Gráficos de Controle............................................................ 29
3.2 Análise da Capacidade do Processo........................................................ 29
4 FABRICAÇÃO DE MEDICAMENTOS............................................ 32
4.1 Mistura.................................................................................................... 33
4.2 Processo de Granulação........................................................................... 34
4.2.1 Granulação Via Úmida............................................................................ 35
4.2.2 Granulação Via Seca................................................................................ 35
4.3 Processo de Compressão.......................................................................... 36
4.3.1 Compressora Excêntrica.......................................................................... 36
4.3.2 Compressora Rotativa.............................................................................. 37
4.4 Controle de Qualidade de Comprimidos.................................................. 38
4.4.1 Determinação da Uniformidade de Conteúdo......................................... 39
4.4.2 Determinação da Dissolução.................................................................... 39
4.4.3 Determinação do Peso.............................................................................. 40
4.4.4 Determinação da Dureza.......................................................................... 40

4.4.5 Determinação da Friabilidade.................................................................. 40
4.4.6 Determinação da Desintegração............................................................... 41
5 HISTÓRICO DA REGULAMENTAÇÃO DO PROCESSO DE VALIDAÇÃO NO BRASIL.................................................................. 42
5.1 Validação de Processo............................................................................. 44
6 METODOLOGIA.................................................................................. 45
6.1 Processo de Fabricação do Medicamento Antirretroviral........................ 45
6.2 Método de Análise para os Testes Realizados......................................... 46
6.2.1 Determinação do Peso............................................................................. 46
6.2.2 Detrminação da Espessura....................................................................... 46
6.2.3 Determinação da Dureza......................................................................... 47
6.2.4 Determinação do Diâmetro...................................................................... 47
6.2.5 Determinação da Friabilidade................................................................. 47
6.2.6 Determinação da Desintegração.............................................................. 47
6.3 Aplicação do Planejamento de Experimentos na Fase de Compressão.............................................................................................. 48
6.4 Aplicação do Controle Estatístico de Processo na Fase de Compressão.............................................................................................. 51
7 RESULTADOS....................................................................................... 54
7.1 Aplicação do Planejamento de Experimentos na Fase de Compressão.............................................................................................. 54
7.1.1 Discussão................................................................................................. 66
7.2 Aplicação do Controle Estatístico de Processo na Fase de Compressão.............................................................................................. 67
7.2.1 Medicamento Antirretroviral – Lote: L002............................................. 75
7.2.1.1 Avaliação do Peso................................................................................... 75
7.2.1.2 Avaliação da Espessura........................................................................... 76
7.2.1.3 Avaliação da Dureza............................................................................... 78
7.2.1.4 Avaliação do Diâmetro........................................................................... 80
7.2.2 Medicamento Antirretroviral – Lote: L003............................................. 82
7.2.2.1 Avaliação do Peso.................................................................................... 82
7.2.2.2 Avaliação da Espessura............................................................................ 84
7.2.2.3 Avaliação da Dureza................................................................................ 86
7.2.2.4 Avaliação do Diâmetro............................................................................ 88
7.2.3 Medicamento Antirretroviral – Lote: L004............................................. 90
7.2.3.1 Avaliação do Peso.................................................................................... 90
7.2.3.2 Avaliação da Espessura............................................................................ 92
7.2.3.3 Avaliação da Dureza................................................................................ 94
7.2.3.4 Avaliação do Diâmetro............................................................................ 96
7.2.4 Discussão................................................................................................. 98
8 CONCLUSÃO........................................................................................ 104
REFERÊNCIAS BIBLIOGRÁFICAS............................................................... 106
ANEXOS
1 Resultados da Aplicação do Planejamento de Experimentos na Fase de Compressão.............................................................................................. 109
2 Resultados da Aplicação do Controle Estatístico de Processo na Fase de Compressão......................................................................................... 144

LISTA DE ABREVIATURAS
ANVISA - Agência Nacional de Vigilância Sanitária
BPF - Boas Práticas de Fabricação
CEP - Controle Estatístico de Processo
Fiocruz - Fundação Oswaldo Cruz
F-O-M - Fill-o-matic
LIE - Limite Inferior Especificado
LSE - Limite Superior Especificado
LIC - Limite Inferior de Controle
LSC - Limite Superior de Controle
LM - Linha Média
RDC - Resolução da Diretoria Colegiada
SUS - Sistema Único de Saúde
VM - Valor Médio

LISTA DE TABELAS
Tabela 1 - Matriz de Planejamento Fatorial 22................................................... 20
Tabela 2 - Tabela de Análise de Variância para um Fatorial com Dois Fatores................................................................................................ 21
Tabela 3 - Matriz de Planejamento Fatorial 23................................................... 23
Tabela 4 - Valores de índice de Capacidade de um Processo (Cp) e Falhas Associadas (em ppm defeituosa) para um Processo.......................... 31
Tabela 5 - Critério de Aceitação do Teste de Dissolução................................... 39
Tabela 6 - Critério de Avaliação da Determinação do Peso de Comprimidos...................................................................................... 40
Tabela 7 - Especificação dos Comprimidos do Medicamento Antirretroviral..................................................................................... 46
Tabela 8 - Matriz do Planejamento de Experimentos......................................... 50
Tabela 9 - Lista de Parâmetros da Compressora Rotativa................................... 52
Tabela 10 - Limites de Controles para o Lote L002.............................................. 73
Tabela 11 - Limites de Controles para o Lote L003.............................................. 74
Tabela 12 - Limites de Controles para o Lote L004.............................................. 74
Tabela 13 - Resumo dos Índices de Capacidade Obtidos para o Processo........... 98
Tabela 14 - Valores de Densidade Batida e Análise Granulométrica para o Princípio Ativo 1................................................................................ 99
Tabela 15 - Valores de Densidade Batida e Análise Granulométrica para o Princípio Ativo 2................................................................................ 99
Tabela 16 - Distribuição dos Princípios Ativos nos Lotes Industriais.................. 100
Tabela 17 - Valores de Densidade Batida e Análise Granulométrica para croscarmelo sódica............................................................................. 101
Tabela 18 - Valores de Densidade Batida e Análise Granulométrica para o celulose microcristalina...................................................................... 101
Tabela 19 - Valores de Densidade Batida e Análise Granulométrica para o dióxido de silício coloidal.................................................................. 102
Tabela 20 - Valores de Densidade Batida e Análise Granulométrica para o estearato de magnésio......................................................................... 102

LISTA DE FIGURAS
Figura 1 - Gráfico de Pareto em Função dos Valores da Estatística de teste t..........................................................................................................
22
Figura 2 - Gráfico do Processo.......................................................................... 26
Figura 3 - Distribuição de Partículas na Mistura............................................... 33
Figura 4 - Estados Diferentes da Mistura de Pó................................................ 34
Figura 5 - Compressora Excêntrica.................................................................... 36
Figura 6 - Processo de Compressão de uma Compressora Rotativa............................................................................................. 38
Figura 7 - Fluxograma de Fabricação do Medicamento Antirretroviral............ 45
Figura 8 - Compressora Rotativa marca: Fette – Modelo P1200....................... 49
Figura 9 - Gráfico de Pareto dos Efeitos Padronizados para a Variável Peso.................................................................................................... 54
Figura 10 - Gráfico de Pareto dos Efeitos Padronizados para a Variável Espessura.......................................................................................... 56
Figura 11 - Gráfico de Pareto dos Efeitos Padronizados para a Variável Dureza............................................................................................... 57
Figura 12 - Gráfico de Pareto dos Efeitos Padronizados para a Variável Diâmetro........................................................................................... 58
Figura 13 - Gráfico de Pareto dos Efeitos Padronizados para a Variável Friabilidade....................................................................................... 59
Figura 14 - Gráfico de Pareto dos Efeitos Padronizados para a Variável Desintegração.................................................................................... 60
Figura 15 - Gráfico das Médias Marginais – Variável Peso ............................... 61
Figura 16 - Gráfico das Médias Marginais – Variável Dureza – Avaliação 1..... 62
Figura 17 - Gráfico das Médias Marginais – Variável Dureza – Avaliação 2..... 62
Figura 18 - Gráfico das Médias Marginais – Variável Dureza – Avaliação 3..... 63
Figura 19 - Gráfico das Médias Marginais – Variável Espessura........................ 64
Figura 20 - Gráfico das Médias Marginais – Variável Diâmetro......................... 64
Figura 21 - Gráfico das Médias Marginais – Variável Friabilidade.................... 65
Figura 22 - Gráfico das Médias Marginais – Variável Desintegração................. 65
Figura 23 - Gráfico de limite de controle tentativo para a variável peso – Lote: L002................................................................................................... 67
Figura 24 - Gráfico de limite de controle tentativo para a variável espessura – Lote: L002.......................................................................................... 68

Figura 25 - Gráfico de limite de controle tentativo para a variável dureza – Lote: L002..........................................................................................
68
Figura 26 - Gráfico de limite de controle tentativo para a variável diâmetro – Lote: L002.......................................................................................... 69
Figura 27 - Gráfico de limite de controle tentativo para a variável peso – Lote: L003................................................................................................... 69
Figura 28 - Gráfico de limite de controle tentativo para a variável espessura – Lote: L003.......................................................................................... 70
Figura 29 - Gráfico de limite de controle tentativo para a variável dureza – Lote: L003.......................................................................................... 70
Figura 30 - Gráfico de limite de controle tentativo para a variável diâmetro – Lote: L003.......................................................................................... 71
Figura 31 - Gráfico de limite de controle tentativo para a variável peso – Lote: L004................................................................................................... 71
Figura 32 - Gráfico de limite de controle tentativo para a variável espessura – Lote: L004.......................................................................................... 72
Figura 33 - Gráfico de limite de controle tentativo para a variável dureza – Lote: L004.......................................................................................... 72
Figura 34 - Gráfico de limite de controle tentativo para a variável diâmetro – Lote: L004.......................................................................................... 73
Figura 35 - Gráfico de x e Amplitude Móvel R – Variável Peso – Lote: L002................................................................................................... 75
Figura 36 - Histograma de Capacidade – Variável Peso – Lote: L002................ 76
Figura 37 - Gráfico de x e Amplitude Móvel R – Variável Espessura – Lote: L002................................................................................................... 77
Figura 38 - Histograma de Capacidade – Variável Espessura – Lote: L002................................................................................................... 78
Figura 39 - Gráfico de x e Amplitude Móvel R – Variável Dureza – Lote: L002................................................................................................... 79
Figura 40 - Histograma de Capacidade – Variável Dureza – Lote: L002............ 80
Figura 41 - Gráfico de x e Amplitude Móvel R – Variável Diâmetro – Lote: L002................................................................................................... 81
Figura 42 - Histograma de Capacidade – Variável Diâmetro – Lote: L002................................................................................................... 82
Figura 43 - Gráfico de x e Amplitude Móvel R – Variável Peso – Lote: L003................................................................................................... 83
Figura 44 - Histograma de Capacidade – Variável Peso – Lote: L003................ 84
Figura 45 - Gráfico de x e Amplitude Móvel R – Variável Espessura – Lote: L003................................................................................................... 85
Figura 46 - Histograma de Capacidade – Variável Espessura – Lote: L003................................................................................................... 86
Figura 47 - Gráfico de x e Amplitude Móvel R – Variável Dureza – Lote: L003................................................................................................... 87
Figura 48 - Histograma de Capacidade – Variável Dureza – Lote: L003............ 88
Figura 49 - Gráfico de x e Amplitude Móvel R – Variável Diâmetro – Lote: L003................................................................................................... 89

Figura 50 - Histograma de Capacidade – Variável Diâmetro – Lote: L003................................................................................................... 90
Figura 51 - Gráfico de x e Amplitude Móvel R – Variável Peso – Lote: L004................................................................................................... 91
Figura 52 - Histograma de Capacidade – Variável Peso – Lote: L004................ 92
Figura 53 - Gráfico de x e Amplitude Móvel R – Variável Espessura – Lote: L004................................................................................................... 93
Figura 54 - Histograma de Capacidade – Variável Espessura – Lote: L004................................................................................................... 94
Figura 55 - Gráfico de x e Amplitude Móvel R – Variável Dureza – Lote: L004................................................................................................... 95
Figura 56 - Histograma de Capacidade – Variável Dureza – Lote: L004............ 96
Figura 57 - Gráfico de x e Amplitude Móvel R – Variável Diâmetro – Lote: L004................................................................................................... 97
Figura 58 - Histograma de Capacidade – Variável Diâmetro – Lote: L004................................................................................................... 98

14
1 INTRODUÇÃO E OBJETIVOS
Em 1999 foi criada, pelo Ministério da Saúde, a Agência Nacional de Vigilância
Sanitária (ANVISA), com finalidade de promover a proteção da saúde da população por meio
do controle sanitário da produção e da comercialização de produtos e serviços submetidos à
vigilância sanitária. Os medicamentos e as indústrias farmacêuticas estão incluídos nesse
controle e assim devem atender a inúmeras regulamentações publicadas pela ANVISA para se
adequar e propiciar produtos de qualidade e que não representem risco ao consumidor
(BRASIL, 1999).
Em 16/04/2010, a ANVISA publicou a resolução RDC nº17, que dispõe sobre as boas
práticas de fabricação (BPF) de medicamentos. Nessa resolução estão estabelecidos os
requisitos mínimos que todos os fabricantes de medicamentos devem cumprir para atender as
BPF. Um dos tópicos abordados na resolução RDC nº17/2010 é a validação, na qual está
determinado que cada etapa crítica do processo de fabricação deve ser validada e outras
etapas do processo devem estar sob controle para que os produtos sejam consistentemente
produzidos e que atendam a todas especificações definidas e a todos requisitos de qualidade.
A resolução RDC nº17/2010 não determina de que maneira deve ser realizada a
validação, mas descreve todas as necessidades que devem ser cumpridas para termos um
processo validado.
Dessa forma, cada indústria farmacêutica adota um procedimento para avaliar e
validar seus processos. Entretanto, esses procedimentos podem não ser o mais adequado,
ocasionando custos altos e processos vulneráveis a oscilações, gerando assim desvios de
produção.
Este trabalho propõe o uso da ferramenta estatística planejamento de experimentos,
como técnica a ser utilizada na simulação das condições do processo. Isso auxilia o aumento
do conhecimento do processo, garantindo a robustez e melhorando o processo para obter os
melhores desempenhos produtivos.
A resolução RDC nº17/2010 determina ainda que devem ser realizadas verificações
durante a produção, a fim de monitorar e, quando aplicável, ajustar o processo de forma a
garantir que o produto permaneça dentro das especificações.
Dessa forma, além do planejamento de experimentos, este trabalho também propõe o
uso da ferramenta controle estatístico de processo (CEP), como técnica a ser utilizada na

15
avaliação da estabilidade e da capacidade do processo. Isso auxilia na avaliação do
comportamento do processo, identificando sua variabilidade e possibilitando seu controle ao
longo do tempo, melhorando assim o processo para obter os melhores desempenhos
produtivos.
Este trabalho foi desenvolvido em indústria farmacêutica estatal de grande porte
localizada no estado do Rio de Janeiro. Esta indústria é atualmente o maior laboratório
farmacêutico oficial vinculado ao Ministério da Saúde, produzindo medicamentos para os
programas estratégicos do Governo Federal, que são distribuídos à população pelo Sistema
Único de Saúde (SUS), além de atender demandas emergenciais no Brasil e no exterior.
Entre o portfólio de medicamentos produzidos por esta indústria estão os antibióticos,
anti-inflamatórios, anti-infecciosos, antiulcerantes, analgésicos, medicamentos para doenças
endêmicas, como malária e tuberculose, antirretrovirais contra a síndrome da imudeficiência
adquirida (AIDS), medicamentos para o sistema cardiovascular e o sistema nervoso central e
para os programas de diabetes e hipertensão. Atualmente, esta indústria farmacêutica pode
produzir mais de 20 tipos de medicamentos diferentes para atender a demanda do SUS
(FUNDAÇÃO OSWALDO CRUZ, 2012).
Os medicamentos antirretrovirais são destaque na produção desta indústria
farmacêutica, produzindo 5 tipos diferentes desses medicamentos; são eles: lamivudina
150mg comprimidos, zidovudina 300mg + lamivudina 150mg comprimidos, zidovudina
100mg cápsulas, nevirapina 200mg comprimidos e efavirenz 600mg comprimido.
Os medicamentos antirretrovirais surgiram na década de 1980, para evitar a
multiplicação do vírus da imunodeficiência humana (HIV) no organismo. Seu uso é
fundamental para aumentar o tempo e a qualidade de vida de pacientes com AIDS.
Em 13/11/1996, foi publicada no Brasil a Lei nº 9.313, que garante a distribuição
gratuita de medicamentos para o tratamento dos portadores do HIV e doentes de AIDS, pelo
SUS, sendo atualmente uma política prioritária do governo federal.
No Brasil, aproximadamente 200 mil pacientes fazem uso dos medicamentos
antirretrovirais distribuídos pelo SUS, segundo dados do Ministério da Saúde. Atualmente, 19
medicamentos antirretrovirais são distribuídos gratuitamente pelo SUS, sendo que 9 são
produzidos pelos laboratórios oficiais no Brasil (DEPARTAMENTO DE DST, AIDS E
HEPATITE VIRAL, 2012).
Dessa forma, a indústria farmacêutica onde foi desenvolvido este trabalho, assume
destaque na política de distribuição de medicamentos antirretrovirais pelo SUS, por fabricar
uma grande variedade desses medicamentos, conforme mencionado anteriormente. Sendo

16
assim, devido a importância da produção de medicamentos antirretrovirais para o Brasil, foi
escolhido o medicamento antirretroviral mais produzido por esta indústria nos últimos 3 anos
para o desenvolvimento deste trabalho.
1.1 Objetivos
- Aplicar o Planejamento de Experimentos no processo de fabricação de medicamentos, na
etapa de compressão de um medicamento antirretroviral, como ferramenta de melhoria e de
validação de processo.
- Aplicar o Controle Estatístico de Processo (CEP) no processo de fabricação de
medicamentos, na etapa de compressão de um medicamento antirretroviral, como ferramenta
de melhoria e de validação de processo.
1.1.1 Objetivos Específicos
- Avaliar o impacto do aumento da velocidade de produção na etapa de compressão e na
qualidade do produto.
- Identificar as variáveis de compressão que são estatisticamente significativas.
- Definir os melhores níveis de trabalho para as variáveis em estudo que produzam
comprimidos dentro da especificação considerando o aumento de velocidade de produção.
- Utilizar a ferramenta controle estatístico de processo (CEP) para analisar a estabilidade e
capacidade do processo de compressão de um medicamento antirretroviral em atender as
especificações.

17
2 PLANEJAMENTO DE EXPERIMENTOS
Segundo Ferreira (2008), um experimento é um método científico que testa uma
hipótese ou demonstra um fato conhecido. Os experimentos podem ser aplicados em diversas
áreas de atuação, como engenharia, alimentícia, química, farmacêutica entre outras e os dados
obtidos devem ser tratados estatisticamente com a finalidade de se obter respostas conclusivas
sobre o experimento estudado.
A técnica de planejamento de experimentos (em inglês Design of Experiments, DOE)
é uma das ferramentas estatísticas utilizadas para se planejar experimentos, que vem sendo
aplicada na análise de processos, com objetivo de determinar quais variáveis possuem maior
impacto no desempenho dos sistemas ou processos e como os níveis dessas variáveis também
interferem nos processos (CALADO, MONTGOMERY, 2003).
Diversos são os autores que recentemente estão aplicando o planejamento de experimentos
na área farmacêutica como ferramenta de otimização e melhoria de processos. Podemos destacar
alguns como exemplo:
- Uso do planejamento experimental para otimizar os fatores do processo de
granulação em leito fluidizado em escala semi-industrial (RAMBALI, 2001).
- Identificação das variáveis críticas do processo de revestimento de agentes ativos em
comprimidos por meio de planejamento de experimentos (REGE, 2002).
- Avaliação e otimização simultânea das características de peletes, utilizando um
planejamento fatorial 33 (PATERAKIS, 2002).
- Planejamento fatorial, caracterização físico-química e atividade de nanopartículas de
ciprofloxacina-PLGA (DILLEN, 2004).
- Aplicação da metodologia de planejamento de experimentos no
desenvolvimento e otimização de método de liberação de fármacos (KINCL, 2005).
- Aplicação do planejamento experimental estatístico para estudar as
variáveis que influenciam o processo de revestimento na formulação de lipossomas de
lidocaína (GONZALEZ-RODRIGUES, 2007).
- Planejamento de processo aplicado na otimização da produção de pós por
compressão direta por meio de um processo de fabricação contínua (GONNISSEN, 2008).
- Entender o efeito do tamanho de partícula da lactose sobre as propriedades de
formulações PSI utilizando o planejamento experimental (GUENETTE, 2009).

18
O planejamento de experimentos é aplicado no desenvolvimento de novos processos
ou produtos e no aprimoramento de processos ou produtos já existentes. Um planejamento
adequado permite a redução da variabilidade de resultados, a redução dos custos e tempo de
processos e melhoria no rendimento dos processos (MONTGOMERY, RUNGER, 2012).
Quando o planejamento de experimento é utilizado no estudo de projetos referentes a
produtos, ele permite avaliar e comparar as configurações do projeto, avaliar o uso de
materiais diversos, selecionar os parâmetros do projeto com a finalidade de otimizar seu
desempenho (CALADO, MONTGOMERY, 2003).
Segundo Mattos (2005), para realizar um experimento é necessário definir:
“a unidade experimental (elemento a ser medido ou observado no experimento); a variável analisada ou resposta (o que é medido na unidade experimental); como será mensurada e a região experimental investigada, o que pode ser feito pela definição dos fatores a serem manipulados e seus diferentes níveis adotados.”
Os experimentos devem ser planejados e realizados de forma sequencial. A primeira
etapa é denominada de experimento exploratório (screening experiment), onde são verificadas
quais variáveis são críticas para o processo através de técnicas estatísticas. Em seguida devem
ser realizados experimentos para determinar quais níveis das variáveis críticas serão utilizados
para melhorar o desempenho do processo (MONTGOMERY, RUNGER, 2012).
No planejamento de experimentos, deve ser considerada a utilização de alguns critérios
básicos, como aleatoriedade, replicações e de blocos (BUTTON, 2012).
O conceito de aleatoriedade deve ser aplicado na determinação da ordem de realização dos
ensaios de forma a garantir a obtenção de respostas que sejam variáveis aleatórias com
distribuições independentes. Como exemplo, podemos destacar um estudo para determinar o
tempo ideal de mistura de um medicamento para termos uma homogeneidade do teor da
substância ativa, considerando três níveis do tempo de mistura: 10, 15 e 20 minutos. São
fabricados 2 lotes (réplicas) para cada tempo de mistura, totalizando 6 lotes. Os 6 lotes devem ser
analisados em uma ordem aleatória no laboratório de modo que os fatores não considerados
tenham a mesma probabilidade de interferir nos resultados das diferentes condições
experimentais.
A replicação consiste na repetição do ensaio, por no mínimo mais uma vez, para cada
condição experimental estudada. As replicações permitem estimar o erro experimental, como
também realizar estimativas mais precisas do efeito de um fator quando a média de um resultado
for utilizada.

19
A aplicação de blocos consiste em grupos de testes a serem realizados sob condições
mais homogêneas que os demais de forma a eliminar fontes de variabilidade. O objetivo dos
blocos é aumentar a precisão da análise dos resultados do experimento. Como exemplo,
podemos destacar a realização de testes de um experimento por dois analistas, devendo assim
considerar cada analista como um bloco, de modo a evitar a não homogeneidade nos
resultados, eliminando uma das causas de variabilidade nos resultados.
2.1 Planejamento Fatorial
O planejamento fatorial é utilizado quando desejamos estudar duas ou mais variáveis
independentes e seus efeitos de interação nos produtos e processos.
Essa técnica permite combinar todas as variáveis em todos os níveis possíveis em cada
tentativa ou réplica do experimento, além de prever interações entre os fatores. Normalmente,
quando desejamos otimizar e melhorar o processo, será feito um experimento para comparar o
nível atual de trabalho de determinado fator com um novo nível desse fator, a fim de verificar
se o novo nível irá proporcionar melhores resultados quando comparado com nível atual
(MONTGOMERY, RUNGER, 2012).
2.1.1 Planejamento Fatorial com 2 fatores
Este planejamento estuda dois fatores A e B, A com a níveis e B com b níveis,
utilizando-se n réplicas.
Como exemplo, podemos estudar o efeito no teor de um medicamento no processo de
mistura com a variação da rotação do misturador e do tempo de mistura, podendo assim
definir as seguintes informações:
- Variável de resposta: teor do medicamento,
- Fatores: A - Rotação do misturador (R) e B - Tempo de mistura (T),
- Níveis dos fatores: R-1 = 15 rpm e R+1 = 18 rpm e T-1 = 15 minutos e T+1 = 20
minutos, em que -1 e +1 correspondem a níveis inferior e superior, respectivamente, para cada
fator.
A matriz de planejamento para esse experimento será dada conforme a tabela 1, neste
caso, como temos 2 fatores e 2 níveis, o planejamento será 22 = 4 tratamentos, ou seja, 4
ensaios a serem realizados.

20
Tabela 1 – Matriz de Planejamento Fatorial 22
Tratamento Rotação do misturador
Tempo de mistura
1 R-1 = 15 rpm T-1 = 15 minutos 2 R+1 = 18 rpm T-1 = 15 minutos 3 R-1 = 15 rpm T+1 = 20 minutos 4 R+1 = 18 rpm T+1 = 20 minutos
O modelo estatístico para o planejamento com dois fatores e dois níveis é dado por:
Yijkl = µ + τi + βj + (τβ)ij + εijk
Em que: i = 1,.., a representa os níveis de A j = 1,.., b representa os níveis de B k = 1,.., n representa as réplicas µ é o efeito médio global τi é o efeito do fator A βj é o efeito do fator B (τb)ij é o efeito da interação de A e B εijk é o erro aleatório com uma distribuição normal
O teste de hipóteses para o planejamento em estudo irá definir se as variáveis e suas
interações têm ou não influência sobre a variável de resposta, conforme descrito a seguir:
H0: τi = 0 (para pelo menos um i) H0: βj = 0 (para pelo menos um j) ou H0: (τβ)ij = 0 (para pelo menos um par i,j)
A análise de variância testará as hipóteses acima, medida pela soma quadrática
descrita conforme equação a seguir (BUTTON, 2012):
Sendo as fórmulas para cálculo das somas quadráticas dadas conforme a seguir:
21
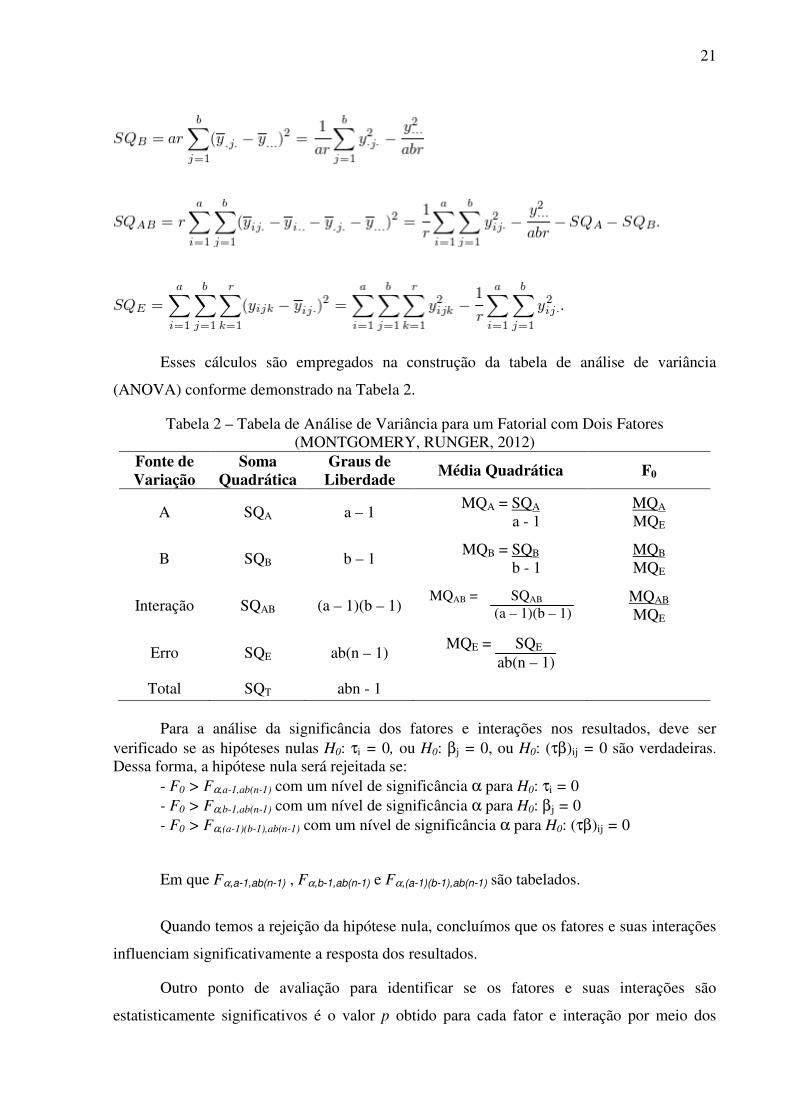
Esses cálculos são empregados na construção da tabela de análise de variância
(ANOVA) conforme demonstrado na Tabela 2.
Tabela 2 – Tabela de Análise de Variância para um Fatorial com Dois Fatores (MONTGOMERY, RUNGER, 2012)
Fonte de Variação
Soma Quadrática
Graus de Liberdade
Média Quadrática F0
A SQA a – 1 MQA = SQA a - 1
MQA
MQE
B SQB b – 1 MQB = SQB b - 1
MQB
MQE
Interação SQAB (a – 1)(b – 1)
MQAB
MQE
Erro SQE ab(n – 1)
Total SQT abn - 1
Para a análise da significância dos fatores e interações nos resultados, deve ser verificado se as hipóteses nulas H0: τi = 0, ou H0: βj = 0, ou H0: (τβ)ij = 0 são verdadeiras. Dessa forma, a hipótese nula será rejeitada se:
- F0 > Fα,a-1,ab(n-1) com um nível de significância α para H0: τi = 0 - F0 > Fα,b-1,ab(n-1) com um nível de significância α para H0: βj = 0 - F0 > Fα,(a-1)(b-1),ab(n-1) com um nível de significância α para H0: (τβ)ij = 0
Em que Fα,a-1,ab(n-1) , Fα,b-1,ab(n-1) e Fα,(a-1)(b-1),ab(n-1) são tabelados.
Quando temos a rejeição da hipótese nula, concluímos que os fatores e suas interações
influenciam significativamente a resposta dos resultados.
Outro ponto de avaliação para identificar se os fatores e suas interações são
estatisticamente significativos é o valor p obtido para cada fator e interação por meio dos
MQE = SQE ab(n – 1)
MQAB = SQAB (a – 1)(b – 1)

22
dados da tabela de Anova, no qual consiste no menor nível de significância que levaria à
rejeição da hipótese nula H0 para os dados fornecidos; ou seja, o valor p é o menor valor de α
em que os dados são significantes, em função dos valores da estatística de teste t. Dessa
forma, quando utilizamos α = 0,05, dizemos que o fator foi significativo para o processo se o
valor de p for inferior a 0,05 e dizemos que ele foi marginalmente significativo se o valor de p
estiver compreendido entre 0,05 e 0,1.
Uma forma de visualização rápida e clara dos efeitos que são estatisticamente
importantes é obtida pelo gráfico de Pareto, em que as barras que estiverem à direita da linha
vertical divisória (p = 0,05) indicam que os respectivos fatores são estatisticamente
significativos.
Pareto Chart of Standardized Effects; Variable: FLUIDEZ
2**(2-0) design; MS Pure Error=61,74
FLUIDEZ
Effect Estimate (Absolute Value)
,1799831
,5399492
,935912
p=,05
1by2
(1)CONC
(2)TEMP
-0,5 0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5
Figura 1 – Gráfico de Pareto em função dos valores da estatística de teste t (CALADO, MONTGOMERY, 2003).
2.1.2 Planejamento Fatorial 2k
Este planejamento estuda mais de dois fatores, com dois níveis para cada fator,
utilizando-se n réplicas. Ele é aplicado em experimentos que possuem muitas variáveis que
podem afetar a resposta do processo, sendo empregado normalmente nos estágios iniciais da
pesquisa (BUTTON, 2012).
Usando o mesmo exemplo do item 2.1.1, com a inclusão de um terceiro fator,
podemos estudar o efeito no teor de um medicamento no processo de mistura com a variação
da rotação do misturador, do tempo de mistura e da taxa de ocupação do misturador, podendo
assim definir as seguintes informações:
Gráfico de Pareto dos Efeitos Padronizados; Variável: Fluidez
Estimativa do efeito (valor absoluto)

23
- Variável de resposta: teor do medicamento,
- Fatores: A - Rotação do misturador (R), B - Tempo de mistura (T) e C - Taxa de
ocupação do misturador (O)
- Níveis dos fatores: R-1 = 15 rpm e R+1 = 18 rpm, T-1 = 15 minutos e T+1 = 20 minutos
e : O-1 = 50% e O+1 = 75% em que -1 e +1 correspondem aos níveis inferior e superior,
respectivamente, para cada fator.
A matriz de planejamento para esse experimento será dada conforme a Tabela 3, neste
caso, como temos 3 fatores e 2 níveis, o planejamento será 23 = 8 tratamentos, ou seja, 8
ensaios a serem realizados.
Tabela 3 – Matriz de Planejamento Fatorial 23
Tratamento Rotação do misturador
Tempo de mistura Taxa de ocupação
1 R-1 = 15 rpm T-1 = 15 minutos O-1 = 50 % 2 R+1 = 18 rpm T-1 = 15 minutos O-1 = 50 % 3 R-1 = 15 rpm T+1 = 20 minutos O-1 = 50 % 4 R-1 = 15 rpm T-1 = 15 minutos O+1 = 75 % 5 R+1 = 18 rpm T+1 = 20 minutos O-1 = 50 % 6 R+1 = 18 rpm T-1 = 15 minutos O+1 = 75 % 7 R-1 = 15 rpm T+1 = 20 minutos O+1 = 75 % 8 R+1 = 18 rpm T+1 = 20 minutos O+1 = 75 %
O modelo estatístico para o planejamento com três fatores e dois níveis é dado por
(CALADO, MONTGOMERY, 2003):
Yijkl = µ + τi + βj + γk + (τβ)ij + (τγ)ik + (βγ)jk + (τβγ)ijk + εijkl
Em que: i = 1,.., a representa os níveis de A j = 1,.., b representa os níveis de B k = 1,.., c representa os níveis de C l = 1,.., n representa as réplicas µ é o efeito médio global τi é o efeito do fator A βj é o efeito do fator B γk é o efeito do fator B (τb)ij é o efeito da interação de A e B (τγ)ik é o efeito da interação de A e C (βγ)jk é o efeito da interação de B e C (τβγ)ijk é o efeito da interação de A, B e C εijkl é o erro aleatório com uma distribuição normal

24
Quando temos muitos fatores em estudo, muitos cálculos devem ser realizados para
obtermos as somas quadráticas e montarmos a Tabela de análise de variância, levando
bastante tempo para a conclusão. Dessa forma os dados obtidos nos estudos são analisados
utilizando pacotes computacionais (Minitab, Statistica, por exemplo), que têm a capacidade
de realizar todos os cálculos e de fornecer as respostas de forma rápida e correta, utilizando
toda a base teórica aqui apresentada. Sendo assim, não serão apresentadas as equações da
obtenção das somas quadráticas para o planejamento fatorial 23 e nem a tabela da análise de
variância (MONTGOMERY, RUNGER, 2012).

25
3 CONTROLE ESTATÍSTICO DE PROCESSO
O controle estatístico de processo (CEP) foi iniciado formalmente em torno de 1924,
em que a técnica de gráfico de controle foi desenvolvida e aplicada nos Bell Telephone
Laboratories por Walter A. Shewhart. Esta técnica na época foi muito utilizada, pelo fato de
ser de fácil elaboração e utilização. Por muitas vezes, seu uso foi feito de modo errado,
servindo apenas como ilustrações em paredes, não sendo utilizada para avaliação e
monitoramento dos processos (COSTA et al, 2005).
O CEP é um conjunto de ferramentas utilizadas na avaliação e melhoria contínua dos
processos, pela redução da variabilidade e obtenção da estabilidade. Em todos os processos de
produção, sempre existirá uma variabilidade natural inerente ao processo. No entanto,
processos bem planejados e controlados estarão suscetíveis à menor variabilidade, não
comprometendo assim os resultados. Processos não controlados apresentarão um alto nível de
variabilidade, aumentando assim a possibilidade de desvios de produção. (MONTGOMERY,
2009). Essa variabilidade natural é um conjunto de pequenas pertubações no processo que não
são possíveis de serem eliminadas, denominada de causas aleatórias. Dessa forma, quando um
processo apresenta apenas variabilidade natural, oriunda de causa aleatória, denomina-se que
o processo está sob controle estatístico.
Além da variabilidade natural, o processo também está sujeito a outros tipos de
variabilidade, ocasionando maiores pertubações, chamadas de causas especiais. Essas causas
especiais geram um nível alto de desvios no processo, podendo-se dizer assim que o processo
está fora de controle. Segundo Montgomery (2009), as fontes das causas especiais são
geralmente provenientes de três fatores: máquinas ajustadas ou controladas de maneira
inadequada, erros do operador ou matéria-prima defeituosa.
Na indústria farmacêutica, devido a característica dos medicamentos fabricados,
outros fatores podem ser fontes da causas especiais, podemos destacar: qualificação de
fornecedores não realizada ou concluída, condições ambientais (exemplo: temperatura e
umidade) fora da especificação e validação de processo de etapas anteriores a do estudo não
realizada ou concluída.
Na Figura 2a, é ilustrado um processo que está sob controle estatístico, ou seja,
apresenta apenas causas aleatórias atuando no processo. Como resultado, temos que a média
está alinhada ao valor-alvo esperado e com um desvio-padrão sob controle. Já na Figura 2b, é
ilustrado um processo que está fora de controle; ou seja, apresenta causas especiais atuando

26
no processo, gerando um deslocamento da média, afastando assim do valor-alvo e
aumentando o desvio padrão (COSTA et al, 2005).
Figura 2 – Gráfico do processo - a: isento de causas especiais e b: causa especial altera a
média do processo (COSTA et al 2005).
A aplicação do CEP nos processos busca a detecção, de forma rápida, da ocorrência de
causas especiais, tornando possível a investigação e tomada de decisão antes que muitas
unidades sejam produzidas com desvios de produção. Dessa forma, o gráfico de controle é
uma das ferramentas utilizadas para esse monitoramento de forma rápida, sendo aplicado on-
line nos processos, garantindo um monitoramente constante.
Alguns autores nos últimos anos têm aplicado o controle estatístico de processo como
ferramenta de monitoramento e validação de processos nas indústrias farmacêuticas. Podemos
a
b

27
destacar o estudo realizado por ALENCAR et al. (2004 e 2007), que aplicaram o controle
estatístico de processo para a validação do processo de compressão de glibenclamida e no
monitoramento do processo de compressão de captopril. Já NUNES NETO et al. (2010) e
Lima et al. (2011) utilizaram o controle estatístico de processo para o monitoramento do
envase de tintura de iodo e da produção de comprimidos de dipirona, respectivamente.
Os gráficos de controle são representações gráficas que apresentam os valores de
medição de uma variável de qualidade de um processo no eixo vertical versus o número da
amostra ou o tempo no eixo horizontal. Os pontos plotados nesses gráficos são então ligados
por linhas retas sequencialmente. Os gráficos apresentam também uma linha média (LM) que
representa o valor médio da variável de qualidade, e outras duas linhas denominadas limite
superior de controle (LSC) e limite inferior de controle (LIC). Na avaliação do gráfico de
controle, dizemos que um processo está sob controle se todos os pontos estiverem
compreendidos entre o LSC e o LIC. Caso algum ponto que esteja fora destes limites de
controle dizemos que o processo está fora de controle, sendo necessária assim a investigação
da possível causa ou causas especiais e ação corretiva para eliminar essa variabilidade.
De acordo com COSTA et al. (2005), usualmente são utilizados dois tipos de gráfico
de controle para monitorar o processo: um denominado gráfico da média para monitorar a
centralidade, ou seja, quanto a média do processo está próxima da média de controle, e o
gráfico de amplitude R para monitorar a dispersão (variabilidade).
Para construção do gráfico de média são estabelecidas como modelo as seguintes
equações (MONTGOMERY, 2009):
Para construção do gráfico da amplitude R são estabelecidas como modelo as
seguintes equações:
xx
xx
LSC = D4R
LM = R
LIC = D3R
LSC = D4R
LM = R
LIC = D3R
LSC = x + A2R
LM = x
LIC = x - A2R
LSC = x + A2R
LM = x
LIC = x - A2R

28
Em que é a média das médias do processo; é a amplitude média; A2 D3 e D4 são
constantes tabuladas para vários tamanhos de amostra.
Existem muitas situações em que o gráfico de médias e de amplitudes é substituído
pelos gráficos de controle para unidades individuais e gráfico de amplitude móvel,
respectivamente. Dessa forma, nas equações descritas anteriormente, o desvio-padrão é
substituído pela amplitude móvel.
Montgomery (2009) descreve alguns exemplos dessa aplicação:
- Toda unidade produzida é inspecionada por tecnologia de inspeção e medição automática,
não sendo necessário a formação de subgrupos.
- Taxa de produção muito lenta, não sendo interessante acumular tamanhos de amostra n > 1
para análise.
- Medidas repetidas do processo são diferentes apenas por erro de laboratório ou análise.
- Várias medidas são realizadas em uma mesma unidade do produto.
Dessa forma, para construção do gráfico de controle para unidades individuais, são
estabelecidas como modelo as seguintes equações (MONTGOMERY, 2009):
Para construção do gráfico de amplitude móvel são estabelecidas como modelo as
seguintes equações:
Em que é a média do processo; é a média das amplitudes móveis; d2 D3 e D4
constantes tabuladas para tamanhos de amostra n = 1.
RRxx
LSC = x + 3MRd2
LM = x
LIC = x - 3MRd2
LSC = x + 3MRd2
LM = x
LIC = x - 3MRd2
xx MRMR
LSC = D3MR
LM = MR
LIC = D4MR
LSC = D3MR
LM = MR
LIC = D4MR

29
3.1 Análise dos Gráficos de Controle
Walter A. Shewhart quando criou os gráficos de controle propôs uma regra de decisão
para avaliação desses gráficos, em que um ponto amostral fora dos limites de 3 sigma
significa que o operador deve intervir no processo em buscas de causas especiais, significando
que o processo está fora de controle.
A indicação de uma condição fora de controle pode ser confirmada quando um ou
mais pontos se localizarem além dos limites de controle ou quando os pontos registrados nos
gráficos exiberem algum padrão não aleatório. Dessa forma, para considerarmos que um
processo está sob controle, os pontos nos gráficos devem apresentar uma distribuição aleatória
em torno da linha média, não existindo padrões não aleatórios como pontos em fila (sequência
crescente ou descrescente), comportamento cíclico ou pontos fora dos limites de controle
(ALENCAR, 2007).
Um conjunto de regras de decisão são utilizadas para a detecção de padrões não
aleatórios em gráficos de controle. O Western Eletric Handbook determina quatro regras para
se concluir que o processo está fora de controle, são elas (MONTGOMERY, 2009):
1 – Um ponto se localiza fora dos limites de controle três sigma;
2 – Dois, em três pontos consecutivos, localizam-se além dos limites de alerta dois
sigma;
3 – Quatro, em cinco pontos consecutivos, localizam-se a uma distância de um sigma
ou mais em relação à linha média; ou
4 – Oito pontos consecutivos se localizam de um mesmo lado de linha média.
Essas regras de decisão são geralmente utilizadas para aumentar a sensibilidade dos
gráficos de controle, em que pequenas mudanças no processo podem ser observadas mais
rapidamente. No entanto, essas regras sensibilizantes devem ser utilizadas com cautela, pois
um número excessivo de alarmes falsos pode surgir e prejudicar a eficiência dos programas de
controle estatístico de processo.
3.2 Análise da Capacidade do Processo
A análise da capacidade do processo é dada pela análise e quantificação da
variabilidade do processo em relação as especificações do produto. Usualmente a medida da
capacidade do processo é avaliada na dispersão seis sigma na distribuição dos atributos de
qualidade do produto (MONTGOMERY, 2009).

30
Os índices de capacidades são adimensionais e os mais utilizados são:
- Cp = LSE – LIE 6σ
denominado índice da capacidade de um processo bilateral, que mede a dispersão das
especificações em relação a dispersão seis sigma.
- Cpk = mín(Cps, Cpi)
Cps = LSE - µ
3σ
Cpi = µ − LIE 3σ
denominado índice da capacidade de um processo unilateral, que avalia a centralização do
processo.
Nas equações acima, σ é o desvio-padrão; LSE é o limite superior especificado; LIE é
o limite inferior especificado e µ é o valor médio do processo.
Após o cálculo das razões de capacidade de um processo, o valor encontrado deve ser
comparado a Tabela 4, no qual são apresentados diversos valores de índices de capacidade do
processo e número de falhas associadas em parte por milhão para um processo normalmente
distribuído que está sob controle estatístico, verificando assim a capacidade do processo em
produzir unidades que atendam a especificação.
Costa et al (2005), classifica o processo de acordo com o valor de Cpk (que no caso de
processos com especificação bilateral centrado, coincide com o valor de Cp):
- Cpk > 1,33 corresponde a um processo capaz;
- 1 < Cpk < 1,33 corresponde a um processo razoavelmente capaz,
- Cpk < 1 corresponde a um processo incapaz.
Nos últimos anos, muitas empresas tem adotado critérios mais rígidos para avaliar
seus processos. Como exemplo, podemos destacar o programa seis sigma da Motorola, que
exige que a razão da capacidade do processo seja no mínimo 2,0 (MONTGOMERY, 2009).

31
Tabela 4 – Valores de índice da capacidade de um processo e falhas associadas (em ppm defeituosas) para um processo (MONTGOMERY, 2009)
Índice de Capacidade do Processo
Falhas do Processo (em ppm defeituosas) Especificação Unilaterais Especificações Bilaterais
0,25 226.628 453.255 0,50 66.807 133.614 0,60 35.931 71.861 0,70 17.865 35.729 0,80 8.198 16.395 0,90 3.467 6.934 1,00 1.350 2.700 1,10 484 967 1,20 159 318 1,30 48 96 1,40 14 27 1,50 4 7 1,60 1 2 1,70 0,17 0,34 1,80 0,03 0,06 2,00 0,0009 0,0018

32
4 FABRICAÇÃO DE MEDICAMENTOS
Os medicamentos são preparações farmacêuticas destinadas a diagnosticar, prevenir,
curar doenças ou aliviar seus sintomas, sendo produzidos com rigoroso controle técnico para
atender às especificações determinadas pela ANVISA (BRASIL, 2010c).
Os medicamentos podem ser obtidos desde soluções simples até sistemas complexos
de liberação de fármacos. Para um tratamento eficaz de uma doença, os medicamentos devem
ser desenvolvidos considerando vários fatores, que podem ser divididos em três categorias
(AULTON, 2005):
- considerações biofarmacêuticas, incluindo os fatores que afetam a absorção de um
fármaco a partir de diferentes vias de administração;
- fatores vinculados ao fármaco, como a propriedades físicas e químicas;
- considerações terapêuticas, incluindo aquelas relativas a sintomatologia clínica a ser
tratada e aos fatores vinculados ao paciente.
A via de administração de medicamentos mais utilizada é a via oral, e entre as forma
farmacêuticas mais empregadas os comprimidos são os mais aplicados. Em 1843 foi
construída a primeira máquina de compressão de pós para obtenção de comprimidos, desde
então, a indústria farmacêutica vem desenvolvendo e investindo nesta forma farmacêutica
(AULTON, 2005).
Comprimidos por definição é uma preparação sólida, contendo uma dose única de um
ou mais componentes ativos e por um conjunto de outras substâncias (excipientes), obtidas
por compressão de volumes homogêneos de partículas (AULTON, 2005).
A obtenção de comprimidos pode ser realizada por compressão direta de uma mistura
do(s) fármaco(s) com os excipientes ou por compressão de material previamente granulado.
O emprego do processo de granulação tem a finalidade de modificar as características
do complexo farmacêutico, transformando partículas de pós em agregados sólidos mais ou
menos resistentes e porosos, denominados granulados.
33
4.1 Mistura
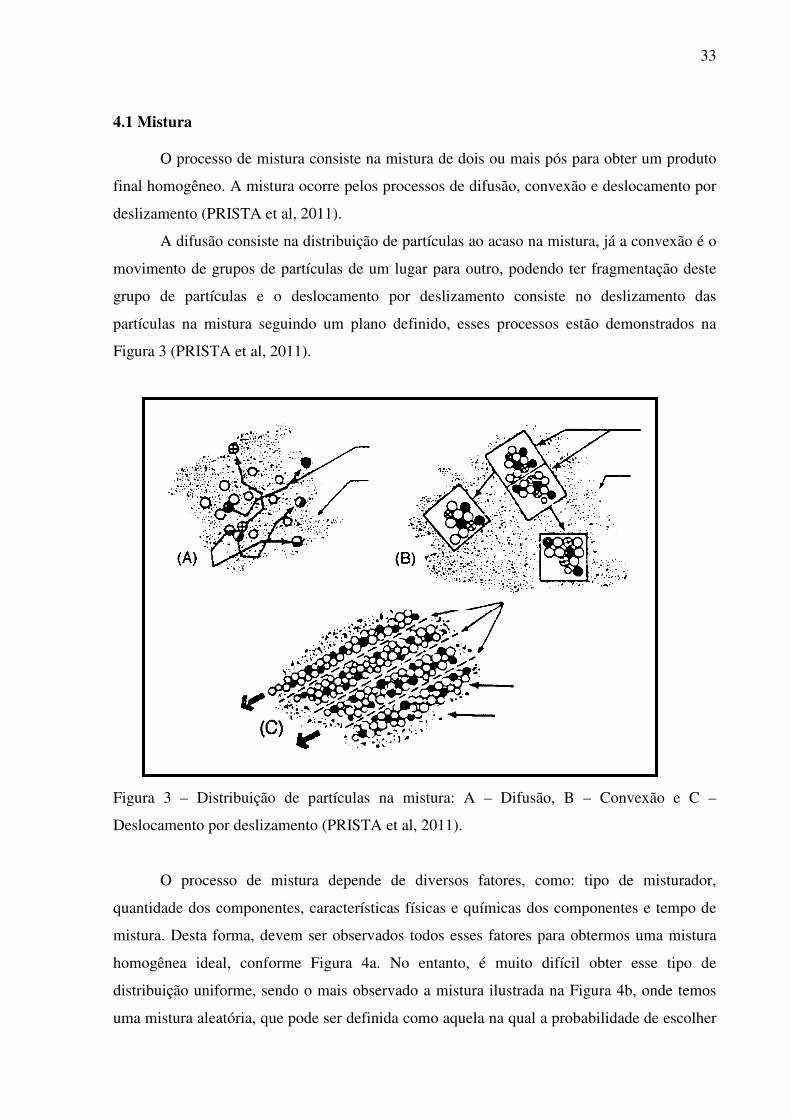
O processo de mistura consiste na mistura de dois ou mais pós para obter um produto
final homogêneo. A mistura ocorre pelos processos de difusão, convexão e deslocamento por
deslizamento (PRISTA et al, 2011).
A difusão consiste na distribuição de partículas ao acaso na mistura, já a convexão é o
movimento de grupos de partículas de um lugar para outro, podendo ter fragmentação deste
grupo de partículas e o deslocamento por deslizamento consiste no deslizamento das
partículas na mistura seguindo um plano definido, esses processos estão demonstrados na
Figura 3 (PRISTA et al, 2011).
Figura 3 – Distribuição de partículas na mistura: A – Difusão, B – Convexão e C –
Deslocamento por deslizamento (PRISTA et al, 2011).
O processo de mistura depende de diversos fatores, como: tipo de misturador,
quantidade dos componentes, características físicas e químicas dos componentes e tempo de
mistura. Desta forma, devem ser observados todos esses fatores para obtermos uma mistura
homogênea ideal, conforme Figura 4a. No entanto, é muito difícil obter esse tipo de
distribuição uniforme, sendo o mais observado a mistura ilustrada na Figura 4b, onde temos
uma mistura aleatória, que pode ser definida como aquela na qual a probabilidade de escolher

34
um tipo de partícula específico é a mesma em todos os pontos da mistura e é igual à
proporção das partículas na mistura total (AULTON, 2005).
Figura 4 - Estados diferentes da mistura de pó: (a) mistura homogênea ideal e (b) mistura aleatória (AULTON, 2005).
Para avaliação da mistura é necessária uma medida quantitativa do grau da mistura,
que é obtida pela análise do teor do princípio ativo em diversos pontos da mistura, onde esses
resultados são avaliados estatisticamente com a obtenção do desvio padrão das amostras a
partir da composição média. Nessa avaliação é necessário definir o tamanho da amostra, no
qual deve ser o mais representativo possível da região onde foi coletada e os locais de
retiradas dessas amostras, que podem ser obtidas durante a descarga do produto em tempo
distintos ou retiradas diretamente do misturador com auxílio de um coletor de amostras
apropriado (LACHMAN et al, 2001).
4.2 Processo de Granulação
A granulação é aplicada com a finalidade de prevenir a segregação dos constituintes de
uma mistura, melhorar as propriedades de fluxo da mistura e melhorar as características de
compactação da mistura (AULTON, 2005).
Os métodos de granulação são divididos em via úmida e por via seca. Na granulação
por via úmida, um líquido é adicionado ao pó ou a mistura de pós e na granulação por via
seca, não são utilizados líquidos (AULTON, 2005).
(a) (b)(a) (b)

35
4.2.1 Granulação Via Úmida
O processo de granulação por via úmida envolve quatro fases (PRISTA et al, 2011):
- Umedecimento dos pós;
- Granulação da massa úmida;
- Secagem dos grânulos úmidos;
- Calibração do granulado.
O(s) fármaco(s) e os excipientes são tamisados e misturados em equipamentos
específicos para granulação por via úmida, em seguida é adicionado o líquido de granulação
para umedecimento dos pós e formação de uma massa úmida. O líquido de granulação,
geralmente pode ser a água ou álcool etílico, que pode ser adicionado com um agente
aglutinante (PRISTA et al, 2011).
Após a etapa de umedecimento dos pós a massa úmida deve ser granulada através de
tamises, moinhos ou granuladores, a fim de se obter granulados úmidos de tamanho menor
que facilitará a secagem.
A etapa de secagem é realizada em leito fluidizado ou estufas, com circulação de ar e
temperatura entre 30 e 50 oC, a fim de se obter umidade residual do granulado entre 1 e 3%. A
temperatura utilizada não deve ser alta, pois alguns compostos podem sofrer alteração pelo
calor.
A calibração do granulado após a secagem é realizada em tamises, moinhos ou
granuladores, a fim de fragmentar grânulos que se aglomeraram durante a secagem e também
para padronizar o tamanho final deste granulado (PRISTA et al, 2011).
4.2.2 Granulação Via Seca
A granulação por via seca é empregada quando o fármaco é sensível a umidade dos
líquidos de granulação ou ao calor da operação de secagem ou são extremamente solúveis no
líquido de granulação, não sendo passível de granulação por via úmida (SOARES, 1999).
O processo de granulação por via seca pode ser realizado por dois métodos:
- Compressão;
- Compactação em rolos.

36
O(s) fármaco(s) e os excipientes são tamisados e misturados em equipamentos
específicos e são submetidos a máquinas compressoras resistentes com a formação de
comprimidos grandes ou são submetidos a um compactador em rolos onde o pó é pressionado
entre dois rolos, formando uma lâmina de material. Após o emprego de um dos processos
descritos acima o material obtido é submetido a trituração e o granulado é selecionado por
tamisação (AULTON, 2005).
4.3 Processo de Compressão
Os comprimidos são obtidos por máquinas de comprimir, denominadas compressoras,
que são classificadas como excêntricas ou rotativas.
4.3.1 Compressora Excêntrica
As compressoras excêntricas possuem uma única matriz e um par de punções, sua
produtividade é baixa, em torno de 200 comprimidos por minuto e sua aplicação é realizada
apenas na fase de desenvolvimento do produto ou em produção de lotes de pequena escala
(AULTON, 2005).
Figura 5 - Compressora excêntrica (AULTON, 2005).

37
O processo de compressão em uma compressora excêntrica se resume a seis fases
principais, conforme Figura 5 (SOARES, 1999 e AULTON, 2005):
- alimentação (a matriz é preenchida mediante simples fluxo pelo complexo
farmacêutico a ser comprimido);
- compactação (o punção superior inicia o movimento de decida compactando o
complexo);
- compressão propriamente dita (o punção inferior permanece imóvel enquanto o
punção superior desce e comprime o material com força);
- ejeção (o punção superior retorna a sua posição inicial, o punção inferior sobe
conduzindo o comprimido ao nível superior da matriz);
- expulsão (já completamente fora da matriz, o comprimido é expulso com o retorno
do alimentador a posição inicial);
- pré-alimentação (retorno do punção inferior e início da alimentação com o retorno
parcial do alimentador).
4.3.2 Compressora Rotativa
As compressoras rotativas possuem várias matrizes e vários pares de punções,
podendo variar de 3 conjuntos até 60 ou mais. Esses conjuntos estão dispostos circularmente
na mesa rotativa e giram com o funcionamento da máquina. As compressoras rotativas são
empregados na produção de lotes grandes em que a alta produtividade é necessária, obtendo
produção superior a 10.000 comprimidos por minuto.
O processo de compressão em uma compressora rotativa se resume em algumas fases
principais (Figura 6), são elas:
- alimentação: os punções superiores estão elevados e os punções inferiores estão na
posição mais baixa sobre a guia de enchimento, deixando assim o espaço na matriz para ser
preenchida com granulado em excesso, mediante fluxo por gravidade e com auxílio de um
distribuidor forçado. Após esta etapa os punções inferiores serão empurrados para cima de
modo a remover o excesso de granulado da matriz, deixando o volume correto para ser
comprimido.
- pré-compressão: o punção superior inicia o movimento de decida e o punção inferior
inicia o movimento de subida, com auxílio das rodas superior e inferior de pré-compressão

38
respectivamente, realizando assim a pré-compressão do granulado e eliminando o ar retido
entre os granulados;
- compressão principal: o punção superior inicia o movimento de decida e o punção
inferior inicia o movimento de subida, com auxílio das rodas superior e inferior de
compressão principal respectivamente, realizando assim a compressão do granulado,
formando o comprimido;
- ejeção: o punção superior retorna a sua posição inicial, o punção inferior sobe com
auxílio da rampa de extração conduzindo o comprimido ao nível superior da matriz;
- expulsão: já completamente fora da matriz, o comprimido é expulso com auxílio do
extrator e assim o ciclo é reiniciado.
Figura 6 – Processo de compressão de uma compressora rotativa (GUERGOLETT, 2004).
4.4 Controle de Qualidade de Comprimidos
Os comprimidos, assim como todas as formas farmacêuticas, devem ser testados para
verificar sua qualidade, de modo que se consiga obter a ação esperada do medicamento
quando administrado ao paciente. Os testes a serem realizados nos comprimidos estão
contidos nas farmacopéias e podem também ser desenvolvidos alguns testes adicionais pelo
fabricante do medicamento. Os testes mais importantes são os químicos e os físicos, como
dosagem do componente ativo, a avaliação da uniformidade de conteúdo, dissolução, peso,
dureza, espessura, diâmetro, friabilidade e desintegração. Abaixo está descrito alguns desses
testes.

39
4.4.1 Determinação da Uniformidade de Conteúdo (BRASIL, 2010b)
A determinação da uniformidade de conteúdo é utilizada para assegurar a
administração de doses corretas ao paciente. Cada unidade do lote de um medicamento deve
conter quantidade do componente ativo próxima da quantidade declarada. O teste de
uniformidade de conteúdo permite avaliar a quantidade de componente ativo em unidades
individuais do lote e verificar se esta quantidade é uniforme nas unidades testadas.
Esse tipo de teste é aplicado em formas farmacêuticas com um único fármaco ou com
mais de um componente ativo. Sendo aplicado a avaliação individualmente, para cada
componente ativo do produto.
4.4.2 Determinação da Dissolução (BRASIL, 2010b)
O teste de dissolução é utilizado para determinar a porcentagem de substância ativa
dissolvida no meio de dissolução quando o produto é submetido à ação de aparelhagem
específica (dissolutor), dentro de um período de tempo determinado e sob condições
experimentais especificadas, utilizando 6 comprimidos. O resultado é expresso em
porcentagem de substância ativa da quantidade declarada no rótulo. A Tabela 5 descreve os
critérios de aceitação.
Tabela 5 – Critério de Aceitação do teste de dissolução (BRASIL, 2010b)
Estágio Número de amostras testadas
Critério de aceitação
E1 6 Cada unidade apresenta resultado maior ou igual a Q + 5%
E2 6 Média de 12 unidades (E1 + E2) é igual ou maior que Q e nenhuma unidade apresenta resultado inferior a Q – 15%.
E3 12
Média de 24 unidades (E1 + E2 + E3) é igual ou maior do que Q, não mais que duas unidades apresentam resultados
inferiores a Q – 15% e nenhuma unidade apresenta resultado inferior a Q – 25%.
O termo Q corresponde à quantidade dissolvida de fármaco, especificada na monografia individual, expressa como porcentagem da quantidade declarada.

40
Caso seja obtido resultado diferente do estabelecido para os estágio E1, novos
comprimidos devem ser testados e novos critérios de aceitação são estabelecidos de acordo
com os estágios E2 e E3.
4.4.3 Determinação do Peso (BRASIL, 2010b)
A determinação do peso consiste em verificar se os comprimidos de um mesmo lote
apresentam uniformidade de peso. Na realização deste teste deve ser utilizada balanças de
sensibilidade adequada para a realização das pesagens.
Para a realização do teste, são pesados individualmente 20 comprimidos e determinado
o peso médio. Os valores encontrados devem está dentro dos limites especificados na Tabela
6, podendo ser tolerado no máximo duas unidades fora destes limites, em relação ao peso
médio, porém, nenhuma poderá estar acima ou abaixo do dobro das porcentagens indicadas.
Tabela 6 - Critérios de avaliação da determinação do peso de comprimidos (BRASIL, 2010b)
Peso Médio Limite de Variação 80 mg ou menos ± 10,0%
mais que 80 mg e menos que 250 ± 7,5% 250 mg ou mais ± 5,0%
4.4.4 Determinação da Dureza (BRASIL, 2010b)
O teste de dureza determina a resistência dos comprimidos ao esmagamento ou à
ruptura sob pressão radial. A dureza de um comprimido é proporcional à força de compressão
e inversamente proporcional à sua porosidade.
O teste consiste em testar 10 comprimidos individualmente à ação de um aparelho que
meça a força, aplicada diametralmente, necessária para esmagá-lo. A força é medida em
newtons (N). O resultado deve ser expresso como a média dos valores obtidos nas
determinações.
4.4.5 Determinação da Friabilidade (BRASIL, 2010b)
O teste de friabilidade determina a resistência dos comprimidos à abrasão, quando
submetidos à ação mecânica de aparelhagem específica (friabilômetro). Este teste deve ser
aplicado somente em comprimidos não revestidos.

41
O teste consiste em pesar com exatidão 20 comprimidos com peso médio igual ou
inferior a 0,65g, ou 10 comprimidos com peso médio superior a 0,65 g e submeter ao
friabilômetro por 100 rotações.
Após conclusão, remover qualquer resíduo de pó dos comprimidos, e realizar nova
pesagem. A diferença entre o peso inicial e o final representa a friabilidade, medida em
função da porcentagem de pó perdido.
4.4.6 Determinação da Desintegração (BRASIL, 2010b)
O teste de desintegração é utilizado para verificar se os comprimidos se desintegram
dentro do limite de tempo especificado.
O teste consiste em submeter seis comprimidos à ação de aparelhagem específica
(desintegrador) sob condições experimentais padronizadas.
Cada comprimido deve ser colocado em cada um dos seis tubos da cesta do
desintegrador, adicionar um disco a cada tubo e acionar o aparelho, utilizando água mantida a
37 ± 1 ºC como líquido de imersão, ou outro líquido, de acordo com o especificado na
monografia do medicamento por um determinado tempo, de acordo com a especificação,
geralmente 30 minutos. Ao final do tempo especificado todos os comprimidos devem estar
completamente desintegrados.

42
5 HISTÓRICO DE REGUMENTAÇÃO DO PROCESSO DE VALIDAÇÃO NO
BRASIL
Em 1976 foi publicada a Lei no 6.360, estabelecendo que as empresas produtoras de
medicamentos, drogas, insumos farmacêuticos, correlatos, cosméticos, perfumes, saneantes
domissanitários, produtos destinados à correção estética passavam a ser submetidas às normas
de vigilância sanitária e para funcionar deveriam ser autorizadas pelo Ministério da Saúde e
licenciadas pelo órgão sanitário dos estados em que se localizavam. Nesta lei também foi
estabelecido que todos os produtos enquadrados nas classificações acima deveriam ser
registrados junto ao Ministério da Saúde e as empresas produtoras deveriam ter um
responsável técnico.
Então, a partir de 1976 o Brasil passou a controlar os produtos sujeitos a vigilância
sanitária, no entanto, somente em março de 1995, foi publicada a portaria nº 16, primeira
legislação brasileira que determinava que as indústrias farmacêuticas deveriam cumprir as
diretrizes estabelecidas no Guia de Boas Práticas de Fabricação - BPF aprovado pela
Assembléia Mundial de Saúde em maio de 1975 e revisada em Genebra em 1992. Nesta
portaria, também foi publicado o primeiro roteiro de inspeção para a indústria farmacêutica.
No entanto, pouco se desenvolveu até 1999, quando foi publicada a Lei no 9.782,
criando a Agência Nacional de Vigilância Sanitária (ANVISA), com a finalidade institucional
de “promover a proteção da saúde da população por intermédio do controle sanitário da
produção e da comercialização de produtos e serviços submetidos à vigilância sanitária,
inclusive dos ambientes, dos processos, dos insumos e das tecnologias a eles relacionados”.
Com essa criação, o Brasil retomou efetivamente o controle sobre os produtos sujeitos a
vigilância sanitária, e novos conceitos foram adotados e muitas leis e resoluções foram e
continuam sendo criadas visando a busca contínua da proteção a saúde.
A ANVISA passou a regular diversos segmentos industriais, como o de cosméticos,
saneantes e farmacêutico. Em 16/07/2001 foi publicada a resolução RDC nº 134, a segunda
legislação relacionada as Boas Práticas de Fabricação (BPF) na indústria farmacêutica, no
qual determinava que todos os estabelecimentos fabricantes de medicamentos o cumprimento
das diretrizes estabelecidas no regulamento técnico das boas práticas para a fabricação de
medicamentos. Desta forma, foi iniciado efetivamente no Brasil o controle sobre as indústrias
farmacêuticas no que se refere as Boas Práticas de Fabricação.

43
As Boas Práticas de Fabricação é um conjunto de diretrizes que visa assegurar que os
produtos são consistentemente produzidos e controlados, com padrões de qualidade
apropriados para o uso pretendido e requerido pelo registro do produto. O cumprimento das
BPF visa diminuir os riscos inerentes a qualquer produção farmacêutica, os quais não podem
ser detectados pela realização de ensaios nos produtos terminados. Os riscos são classificados
por: contaminação-cruzada, contaminação por partículas e troca ou mistura de produto.
A resolução RDC nº 134/2001 foi dividida em três partes, são elas: Gerenciamento da
Qualidade na Fabricação de Medicamentos: filosofia e elementos essenciais, Boas Práticas na
Produção e Controle de Qualidade e diretrizes suplementares. Na parte referente a diretrizes
suplementares foi introduzido o termo validação, que por definição é um ato documentado
que atesta que qualquer procedimento, processo, equipamento, material, operação, ou sistema
realmente conduza aos resultados esperados.
A resolução RDC nº 134/2001 passou por modificações e foi revogada pela resolução
RDC nº 210 de 4/08/2003 e posteriormente também foi revogada pela resolução RDC nº17 de
16/04/2010, no qual está vigente atualmente.
A resolução RDC nº17 de 16/04/2010 foi dividida em 9 títulos, nos quais abrangem os
tópicos principais relacionados a BPF. O tema validação passou a ser destaque nesta
resolução, passando de apenas um item da 3o parte – Diretrizes suplementares nas resoluções
RDC nº 134/2001 e nº 210/2003 para ser um título, com isso, o nível de detalhamento do
assunto validação foi ampliado e assumiu uma grande importância na BPF.
A resolução RDC nº17/2010 determina que os princípios básicos da garantia da
qualidade para a produção de produtos adequados ao uso pretendido, são:
I - a qualidade, a segurança e a eficácia devem ser projetadas e definidas para o produto;
II - a qualidade não pode ser inspecionada ou testada no produto; e
III - cada etapa crítica do processo de fabricação deve ser validada. Outras etapas do processo
devem estar sob controle para que os produtos sejam consistentemente produzidos e que
atendam a todas as especificações definidas e requisitos de qualidade.
Desta forma, fica evidente que com a validação de processo realizada, um fabricante
de medicamento pode estabelecer com confiança que os produtos fabricados por ele irão
consistentemente atender as suas especificações.

44
5.1 Validação de Processo
A validação de processo é essencial para demonstrar que um processo de fabricação
operando sob condições definidas é capaz de produzir de forma consistente
um produto que atenda os requisitos de qualidade especificados (NASH, 2003).
De acordo com a resolução RDC nº17 de 16/04/2010 a validação de processos pode
ser realizada seguindo duas abordagens básicas, são elas:
- baseada em evidências obtidas por meio de testes (validação concorrente e prospectiva)
- baseada na análise de dados históricos (validação retrospectiva).
A utilização da validação retrospectiva não está sendo mais recomendada, devido não
se avaliar e/ou testar todas as possibilidades de um processo, tornando o suscetível a desvios.
A resolução RDC nº17/2010 descreve que a validação concorrente deve ser realizada
durante a rotina de produção de produtos destinados à venda, já a validação prospectiva deve
ser realizada durante o estágio de desenvolvimento do produto e a validação retrospectiva
deve ser realizada fazendo a avaliação de dados de produção passadas.
Algumas metodologias são empregadas na validação concorrente e na validação
prospectiva conforme descrito abaixo:
I - testes exaustivos do produto, o qual pode envolver amostragem abrangente (com a
estimativa dos limites de confiança para os resultados individuais) e a demonstração da
homogeneidade intra e entre lotes;
II - simulação das condições do processo;
III - testes de desafio/pior caso, os quais determinam a robustez do processo; e
IV - controle dos parâmetros do processo monitorados durante as corridas normais de
produção para se obter informações adicionais sobre a confiabilidade do processo.
Antes de iniciar a validação de processo os equipamentos e utilidades (ar comprimido,
ar, água, vapor entre outros) devem estar qualificados e os instrumentos de medição
calibrados.
Após validação os processos devem ser submetidos à revalidação periódicas para
garantir que se mantenham capazes de atingir os resultados esperados. Deve ser realizado
também revalidação após mudanças que podem afetar o processo, procedimento, qualidade do
produto e/ou as características do produto.

45
6 METODOLOGIA
6.1 Processo de Fabricação do Medicamento Antirretroviral
O processo de fabricação do medicamento antirretroviral escolhido é por compressão
direta; ou seja, as matérias-primas são pesadas e conferidas, sendo transferidas com o auxílio
de um equipamento para transferência de pós a vácuo (Vac-u-Max), da peneira vibratória para
o Misturador em “V”, onde é realizada a etapa de mistura. Após esse processo, a mistura é
comprimida em compressora rotativa marca Fette e modelo P1200 e em seguida os
comprimidos são revestidos em Drageador, conforme fluxograma da Figura 7.
Figura 7 – Fluxograma de fabricação do medicamento antirretroviral.
Os parâmetros de qualidade escolhidos para quantificar as respostas do experimento
no processo de compressão foram o peso, espessura, diâmetro, dureza, friabilidade e
desintegração dos comprimidos. A Tabela 7 descreve as especificações do medicamento
antirretroviral em estudo, com os valores que cada parâmetro de qualidade deve alcançar.
Matérias - Primas
Peneira Vibratória
Misturador em “V”
Compressora FETTE P1200
REVESTIMENTO
Drageador
Vac-u-Max
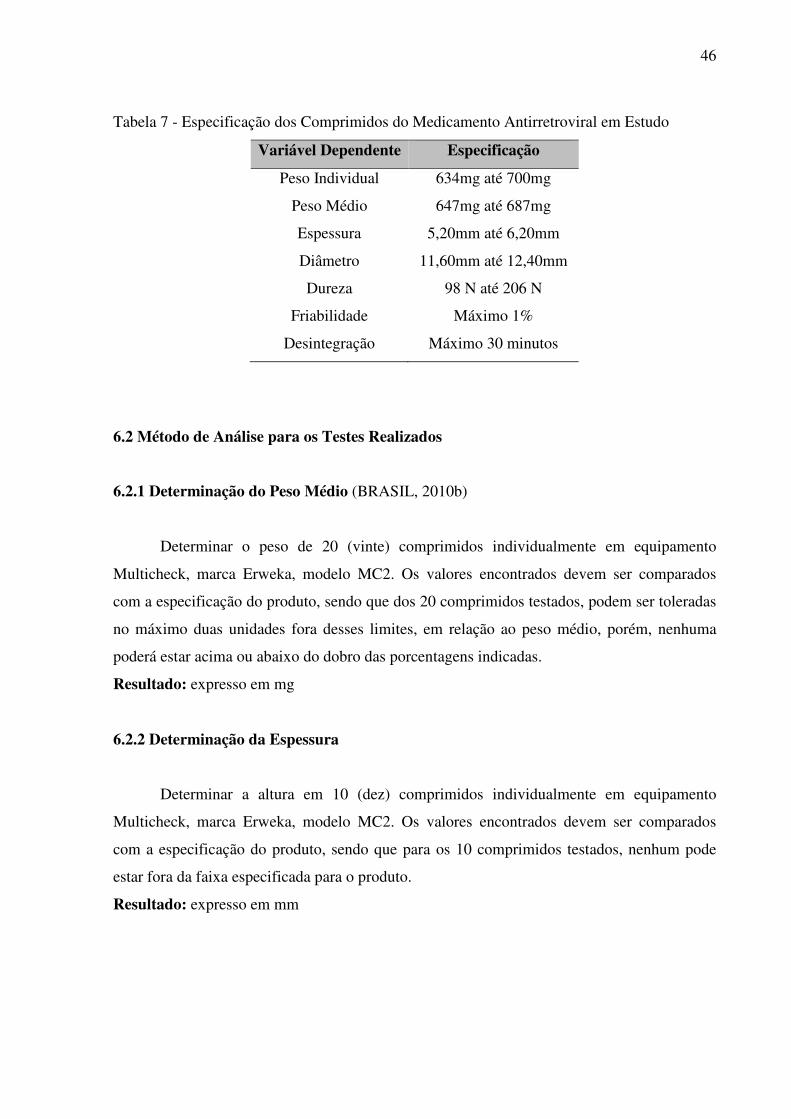
46
Tabela 7 - Especificação dos Comprimidos do Medicamento Antirretroviral em Estudo
Variável Dependente Especificação
Peso Individual 634mg até 700mg
Peso Médio 647mg até 687mg
Espessura 5,20mm até 6,20mm
Diâmetro 11,60mm até 12,40mm
Dureza 98 N até 206 N
Friabilidade Máximo 1%
Desintegração Máximo 30 minutos
6.2 Método de Análise para os Testes Realizados
6.2.1 Determinação do Peso Médio (BRASIL, 2010b)
Determinar o peso de 20 (vinte) comprimidos individualmente em equipamento
Multicheck, marca Erweka, modelo MC2. Os valores encontrados devem ser comparados
com a especificação do produto, sendo que dos 20 comprimidos testados, podem ser toleradas
no máximo duas unidades fora desses limites, em relação ao peso médio, porém, nenhuma
poderá estar acima ou abaixo do dobro das porcentagens indicadas.
Resultado: expresso em mg
6.2.2 Determinação da Espessura
Determinar a altura em 10 (dez) comprimidos individualmente em equipamento
Multicheck, marca Erweka, modelo MC2. Os valores encontrados devem ser comparados
com a especificação do produto, sendo que para os 10 comprimidos testados, nenhum pode
estar fora da faixa especificada para o produto.
Resultado: expresso em mm

47
6.2.3 Determinação da Dureza (BRASIL, 2010b)
Determinar a dureza em 10 (dez) comprimidos individualmente em equipamento
Multicheck, marca Erweka, modelo MC2. Os valores encontrados devem ser comparados
com a especificação do produto, sendo que para os 10 comprimidos testados, nenhum pode
estar fora da faixa especificada para o produto.
Resultado: expresso em N
6.2.4 Determinação do Diâmetro
Determinar o diâmetro em 10 (dez) comprimidos individualmente em equipamento
Multicheck, marca Erweka, modelo MC2. Os valores encontrados devem ser comparados
com a especificação do produto, sendo que para os 10 comprimidos testados, nenhum pode
estar fora da faixa especificada para o produto
Resultado: expresso em mm
6.2.5 Determinação da Friabilidade (BRASIL, 2010b)
Determinar a friabilidade em 20 (vinte) comprimidos em friabilômetro, marca Erweka,
modelo TAR-200 com rotação de 25 rpm num período de 4 minutos. Os comprimidos devem
ser pesados antes de serem colocados no aparelho (P1) e após o teste (P2).
O resultado da análise é dado em percentual pelo cálculo (P1 - P2) x 100/P1 e deve ser
comparado com a especificação do produto, sendo que o percentual obtido deve estar abaixo
do limite especificado.
Resultado: expresso em %
6.2.6 Determinação da Desintegração (BRASIL, 2010b)
Determinar o tempo de desintegração em 06 (seis) comprimidos em Desintegrador,
marca Erweka, modelo ZT 304. Colocar cada comprimido dentro de um tubo da cesta e em
seguida colocar um disco em cada tubo da cesta. Utilizar água na temperatura de 37ºC + 2ºC
como meio de imersão e acionar o equipamentos em movimentos alternados constantes de
subida e descida.

48
O resultado da análise é dado pelo primeiro e último comprimido desintegrado, ou
seja, ponto no qual todos os fragmentos visíveis do comprimido não estejam presentes, e deve
ser comparado com a especificação do produto, sendo que o tempo do primeiro e último
comprimidos a desintegrarem devem estar abaixo do limite especificado.
Resultado: expresso em minutos e segundos
6.3 Aplicação do Planejamento de Experimento na Fase de Compressão
Foi escolhido o medicamento antirretroviral mais produzido nos últimos três anos na
indústria farmacêutica estatal objeto desse estudo, para ser estudado pela aplicação da técnica
de planejamento de experimentos.
A compressão desse medicamento antirretroviral é realizada em compressora rotativa
da marca Fette, modelo P1200, conforme Figura 8. A compressora possui diversos parâmetros
de controle, os quais são importantes na fabricação do medicamento.
Dentre todos os parâmetros da compressora, foram determinados cinco parâmetros
essenciais que podem afetar a qualidade e a produtividade do medicamento, sendo os demais
parâmetros padronizados, pois apenas controlam as funções do equipamento que não trazem
impacto no estudo a ser realizado.
Com cinco parâmetros estabelecidos, foi escolhido o planejamento fatorial 2k para ser
aplicado no estudo. Dessa forma, teremos dois níveis (mínimo e máximo) para cada um dos 5
fatores, totalizando 25 = 32 experimentos a serem realizados. Além dos 32 experimentos, foi
escolhida a realização de 3 experimentos utilizando os pontos centrais dos 5 fatores.
Como um dos objetivos é aumentar a produtividade, o aumento da velocidade de
produção é essencial para se alcançar esse objetivo. Dessa forma, está sendo proposto o
aumento da velocidade de produção de 60.000 comprimidos por hora para 80.000
comprimidos por hora, sendo esse fator considerado como um dos escolhidos.
Os cinco fatores considerados no experimento foram: 1 - velocidade de produção, 2 -
velocidade do alimentador forçado (fill-o-matic), 3 - profundidade de enchimento, 4 - altura
do cilindro de compressão principal e 5 - altura do cilindro de pré-compressão. A Tabela 8
descreve a matriz do planejamento experimental a ser estudado.

49
Figura 8 – Compressora rotativa, marca Fette – modelo P1200.
As variáveis de resposta escolhidas foram peso, espessura, dureza, diâmetro,
friabilidade e desintegração, utilizando as especificações e metodologias descritas no item 6.1
e 6.2 respectivamente.
Para realização do estudo, foi utilizado um lote industrial no L001 de tamanho de
166.750g que corresponde a 250.000 comprimidos. Os experimentos foram escolhidos
aleatoriamente, sendo que após ajuste dos parâmetros de acordo com a matriz de
planejamento, a compressora era ligada, esperavam-se aproximadamente 15 segundos para
estabilização do funcionamento da máquina, sendo realizada em seguida a coleta de 25 g da
amostra de comprimidos na calha de saída, sendo identificadas imediatamente com o número
do experimento.

50
Tabela 8 - Matriz do Planejamento de Experimentos
Teste
Velocidade de produção
(Comprimido / hora x 1000)
Velocidade do
alimentador forçado (F-O-M)
(rpm)
Profundidade de
Enchimento (mm)
Altura Cilindro
Compressão Principal
(mm)
Altura Cilindro
Pré Compressão
(mm)
1 60 25 9 1,8 3,6 2 60 25 9 1,8 5,6 3 60 25 9 2,6 3,6 4 60 25 9 2,6 5,6 5 60 25 10 1,8 3,6 6 60 25 10 1,8 5,6 7 60 25 10 2,6 3,6 8 60 25 10 2,6 5,6 9 60 35 9 1,8 3,6
10 60 35 9 1,8 5,6 11 60 35 9 2,6 3,6 12 60 35 9 2,6 5,6 13 60 35 10 1,8 3,6 14 60 35 10 1,8 5,6 15 60 35 10 2,6 3,6 16 60 35 10 2,6 5,6 17 70 30 9,5 2,2 4,6 18 70 30 9,5 2,2 4,6 19 70 30 9,5 2,2 4,6 20 80 25 9 1,8 3,6 21 80 25 9 1,8 5,6 22 80 25 9 2,6 3,6 23 80 25 9 2,6 5,6 24 80 25 10 1,8 3,6 25 80 25 10 1,8 5,6 26 80 25 10 2,6 3,6 27 80 25 10 2,6 5,6 28 80 35 9 1,8 3,6 29 80 35 9 1,8 5,6 30 80 35 9 2,6 3,6 31 80 35 9 2,6 5,6 32 80 35 10 1,8 3,6 33 80 35 10 1,8 5,6 34 80 35 10 2,6 3,6 35 80 35 10 2,6 5,6
Após a conclusão dos 35 experimentos, as amostras foram enviadas para o laboratório
de controle em processo para serem analisadas por dois analistas diferentes a fim de evitar a
variabilidade do experimento.

51
Com todos os resultados obtidos, utilizou-se o software Statistica versão 8.0 da
Statsoft no módulo ANOVA – Analisys of Variance (Análise da Variância) para interpretação
dos resultados.
Os resultados obtidos com a aplicação da análise da variância foi analisado para
verificar quais dos cincos fatores estudados e suas interações são estatisticamente
significativos para o processo de compressão do medicamento antirretroviral. Os níveis desses
fatores que indicaram melhores resultados para os comprimidos foram então escolhidos, de
acordo com a especificação do item 6.1, considerando o aumento da velocidade de produção.
A determinação desses níveis serviu como base para a segunda parte deste trabalho, que é a
aplicação do controle estatístico do processo na fase de compressão do medicamento
antirretroviral.
6.4 Aplicação do Controle Estatístico de Processo na Fase de Compressão
Após padronizados os fatores e níveis que trazem melhor desempenho para o processo
de compressão do medicamento antirretroviral na compressora, marca Fette, modelo P1200,
foi aplicado o controle estatístico do processo para avaliação da estabilidade e da capacidade
dessa etapa.
Foram utilizados três lotes industriais no L002, L003, L004 do medicamento
antirretroviral, conforme determina a Resolução RDC no 17/2010, na validação de processo
concorrente.
Os sistemas de utilidades, equipamentos, métodos de análises que dão suporte ao
processo de compressão estão previamente validados, evidenciando que estão
consistentemente instalados, operando e apresentando desempenho apropriado às operações
e/ou serviços a que se propõem.
Durante a etapa de compressão, as condições de temperatura, umidade relativa e
pressão diferencial da sala foram monitoradas por de instrumentos multitarefas, marca Testo,
modelo 435, com a temperatura compreendia entre 18ºC a 25ºC, umidade relativa entre 25 a
65% e diferencial de pressão entre 5 e 20PA.
Foram inseridos na compressora marca Fette, modelo P1200 todos os valores dos
fatores estabelecidos no estudo de planejamento de experimento referentes a primeira parte
deste trabalho e os demais parâmetros padronizados, conforme descrito na Tabela 9.

52
Tabela 9 – Lista de Fatores da Compressora Rotativa
Fator Especificação Fator Especificação
Comprimido/hora x 1000 80 Diâmetro (mm) 12
Velocidade do F-O-M (rpm) 35 Formato do Comprimido 9
Força máxima no punção (kN)
58 Guia de enchimento (mm) 14
Força compressão principal VM (kN)
20 Punção superior preso (N) 270
Profundidade de enchimento (mm)
10 Punção inferior preso (N) 120
Força compressão principal VM máximo (%)
30 Intervalo de lubrificação inferior (s)
300
Desvio-padrão relativo força de compressão principal (%)
25 Intervalo de lubrificação superior (s)
330
Desvio-padrão relativo máximo força de compressão principal (%)
20 Corrente máxima do motor principal (A)
9,0
Valor individual limite superior (%)
40 Corrente máxima do F-O-M (A)
1,5
Valor individual limite inferior (%)
40 No máximo comprimidos rejeitados
15
Valor individual limite máximo (%)
50 No de falhas no mesmo punção
5
Força pré compressão VM (kN)
1,1 Por no de comprimidos 300
Produção aceita x 1000 280 No para estatística 90
Altura do cilindro de compressão principal (mm)
1,8 Média móvel estatística 45
Altura do cilindro de pré-compressão (mm)
5,6 Freqüência reg. estação de dosagem
90
Penetração compressão principal (mm)
2,0 Força pré VM máximo (%) 50
Penetração pré-compressão (mm)
2,0 No de estações do rotor 30
Peso médio (mg) 667 Ciclo de memória x 1000 10
Após parametrização da compressora, foi realizada a compressão do medicamento
antirretroviral, recolhendo amostras conforme cada fração produzida, representando 0%,
2,5%, 5%, 10%, 20%, 30%, 40%, 50%, 60%, 70%, 80%, 90%, 95%, 97,5% e 100% para
realização das análises do processo: peso, espessura, dureza e diâmetro.
A especificação e metodologia aplicada para análise do processo para os testes peso,
espessura, dureza, diâmetro foram os mesmos descritos no item 5.1 e 5.2, respectivamente.

53
Com todos os resultados obtidos, utilizou-se o software Statistica versão 8.0 da
Statsoft no módulo Quality Control Charts para elaboração dos gráficos de controle para
unidades individuais e de amplitude móvel para avaliação da estabilidade do processo e na
elaboração do histograma de capacidade para a avaliação dos índices Cp e Cpk.

54
7 RESULTADOS
7.1 Aplicação do Planejamento de Experimento na Fase de Compressão
A base de dados obtida pela realização dos 35 testes da matriz de planejamento do
processo de compressão do medicamento antirretroviral lote: L001, são apresentadas no
Anexo 1.
Os dados apresentados no anexo 1, foram avaliados utilizando ANOVA – Analisys of
Variance (Análise da Variância) e os gráficos de Pareto para os efeitos estimados são
mostrados nas Figuras de 9 a 14.
Pela análise do gráfico de Pareto (Figura 9), foi verificado, para a variável peso, que os
fatores principais, profundidade de enchimento e velocidade de produção, são estatisticamente
significativos. O fator profundidade de enchimento da compressora rotativa é o responsável
pela determinação do volume de pó que será colocado dentro da matriz, no qual,
corresponderá ao peso do comprimido. Sendo assim, a alteração dos níveis desse fator irá
ocasionar mudanças no valor do peso dos comprimidos. Já o fator velocidade de produção
pode afetar os pesos dos comprimidos devido o tempo de enchimento das matrizes ser
modificado com a alteração da velocidade de produção, ocasionando o não enchimento por
completo da matriz e extravasamento de pó, alterando assim os pesos dos comprimidos.
Gráfico de Pareto dos Efe i tos Padronizados; Variável : Peso
2**(5-0) design; M S Pure Error=87,04333
DV: Peso
-,009474-,036001-,04358,1285131-,157266-,187583,2785317-,331585,3922181,5059045-,551379,6082222,6158013-,62717,79391,8052786-,9265441,169075-1,22592-1,244871,460871,574557
2,4158362,942583
-6,1030614,00806
p=,05
Estim ativa do Efei to (Valor Absoluto)
(4)Al tura do Ci l indro de Com pressão Principal2*4*51by2
Curvatr.1*3*51*3*4
(5)Al tura do ci l indro de pré-com pressão3*4*52by31by53by43by5
1*2*41by3
2*3*41*2*51by42by42by5
2*3*51*4*54by5
1*2*3(2)Velocidade do F-O-M
(1)Velocidade de Produção(3)Profundidade de Enchim ento
Figura 9 - Gráfico de Pareto dos efeitos padronizados para a variável peso.

55
Pela análise do gráfico de Pareto (Figura 10), foi verificado, para a variável espessura,
que os fatores principais, altura do cilindro de compressão principal, profundidade de
enchimento, altura do cilindro de pré-compressão e velocidade de produção, são
estatisticamente significativos.
As interações de segunda ordem, descritas a seguir, também são estatisticamente
significativas:
- entre velocidade do F-O-M e altura do cilindro de pré-compressão;
- entre velocidade do F-O-M e altura do cilindro de compressão principal;
- e entre velocidade de produção e altura do cilindro de pré-compressão.
As interações de terceira ordem, descritas a seguir, também são estatisticamente
significativas:
- entre velocidade de produção, profundidade de enchimento e altura do cilindro de
compressão principal;
- entre velocidade de produção, velocidade do F-O-M e altura do cilindro de
compressão principal;
- entre velocidade de produção, profundidade de enchimento e altura do cilindro de
pré- compressão;
- entre velocidade de produção, velocidade do F-O-M e altura do cilindro de pré-
compressão;
- entre velocidade do F-O-M, profundidade de enchimento e altura do cilindro de pré-
compressão;
- entre velocidade do F-O-M, profundidade de enchimento e altura do cilindro de
compressão principal.
Os fatores altura do cilindro de compressão principal e pré-compressão são os
responsáveis pela aplicação de força sobre os punções superiores e inferiores para a realização
da compressão da mistura de pós, assim a alteração dos níveis desses fatores irá ocasionar
mudanças no valor da espessura dos comprimidos. Para um enchimento das matrizes
constante, a espessura diminui com a aplicação de força de compressão e a espessura aumenta
com diminuição da força de compressão.
Já os fatores profundidade de enchimento e velocidade de produção afetam os pesos
dos comprimidos conforme mencionado anteriormente, e assim a alteração do peso afeta
diretamente o valor da espessura dos comprimidos. Considerando uma força de compressão
constante, a espessura dos comprimidos aumenta com o aumento do peso dos comprimidos e

56
a espessura diminui com a diminuição do peso. Além disso, a velocidade de produção
influencia o tempo de contato dos punções superiores e inferiores com a mistura de pós,
ocasionando assim diferença de força aplicada e consequentemente alteração da espessura dos
comprimidos.
Gráfico de Pareto dos Efei tos Padronizados; Variável : Espessura
2**(5-0) design ; M S Pure Error=,0012333
DV: Espessura
,1006734-,60404,6040404-,805387-1,409431,610775-2,11414-2,41616-2,416162,6175092,818855-3,32222-3,644974,530303-4,731654,932997-5 ,134345,235017-5,43636-5,537045,537037
-6,44316,443098
7,75185213,79226
29,79933
p=,05
Estim ativa do Efe i to (Valor Abso luto)
2*4*51by22by34by53by4
1*4*51by31by4
3*4*51*2*3
(2)Ve locidade do F-O-M3by5
Curvatr.1by5
(1)Velocidade de Produção2by4
2*3*42*3*51*2*51*3*51*2*42by5
1*3*4(5)Al tu ra do ci l indro de pré-com pressão
(3)Pro fundidade de Ench im ento(4)A ltura do Ci l indro de Com pressão Principa l
Figura 10 – Gráfico de Pareto dos efeitos padronizados para a variável espessura.
Pela da análise do gráfico de Pareto (Figura 11) foi verificado para a variável dureza
que os fatores principais, altura do cilindro de compressão principal, profundidade de
enchimento, altura do cilindro de pré-compressão e velocidade de produção, são
estatisticamente significativos.
A interação de segunda ordem entre altura do cilindro de compressão principal e altura
do cilindro de pré-compressão é estatisticamente significativa.
As interações de terceira ordem, descritas a seguir, também são estatisticamente
significativas:
- entre velocidade de produção, profundidade de enchimento e altura do cilindro de
compressão principal;
- entre velocidade do F-O-M, profundidade de enchimento e altura do cilindro de pré-
compressão;
- entre velocidade do F-O-M, profundidade de enchimento e altura do cilindro de
compressão principal.

57
Os fatores altura do cilindro de compressão principal e pré-compressão são os
responsáveis pela aplicação de força sobre os punções superiores e inferiores para a realização
da compressão da mistura de pós, assim a alteração dos níveis desses fatores irá ocasionar
mudanças no valor da dureza dos comprimidos. Para um enchimento das matrizes constante, a
dureza aumenta com a aplicação de força de compressão e a dureza diminui com diminuição
da força de compressão.
Já os fatores profundidade de enchimento e velocidade de produção afetam os pesos
dos comprimidos conforme mencionado anteriormente, e assim a alteração do peso afeta
diretamente o valor da dureza dos comprimidos. Considerando uma força de compressão
constante, a dureza dos comprimidos aumenta com o aumento do peso dos comprimidos e a
dureza diminui com a diminuição do peso. Além disso, a velocidade de produção influencia o
tempo de contato dos punções superiores e inferiores com a mistura de pós, ocasionando
assim diferença de força aplicada e consequentemente alteração da dureza dos comprimidos.
Gráfico de Pareto dos efei tos Padronizados; Variável : Dureza
2**(5-0) design; M S Pure Error=1,24
DV: Dureza
,1905002-,22225,4127504,5080005-,6350011,0477511,0795011,189819-1,33351,746252-1,746251,841502-1 ,936751,936752-2 ,000252,222502
4,0005044,1592544,445004-4,54025-5,04826-5,651515,937256
-8,255019,65201
-24,7968
p=,05
Estim ativa do Efe i to (valor Absoluto)
1*4*52by31by3
2*4*51by22by53by5
Curvatr.2by4
(2)Ve locidade do F-O-M1by51by43by4
3*4*51*2*41*2*31*2*51*3*52*3*42*3*5
(1)Velocidade de Produção1*3*44by5
(5)Al tura do ci l indro de pré-com pressão(3)Pro fundidade de Enchim ento
(4)Al tura do Ci l indro de Com pressão Principa l
Figura 11 - Gráfico de Pareto dos efeitos padronizados para a variável dureza.
Através da análise do gráfico de Pareto (Figura 12), foi verificado para a variável
diâmetro que nenhum fator principal e nenhuma interação foram estatisticamente
significativos, pois o diâmetro é alcançado apenas pelo uso do ferramental correto (matrizes e
punções) da máquina compressora.
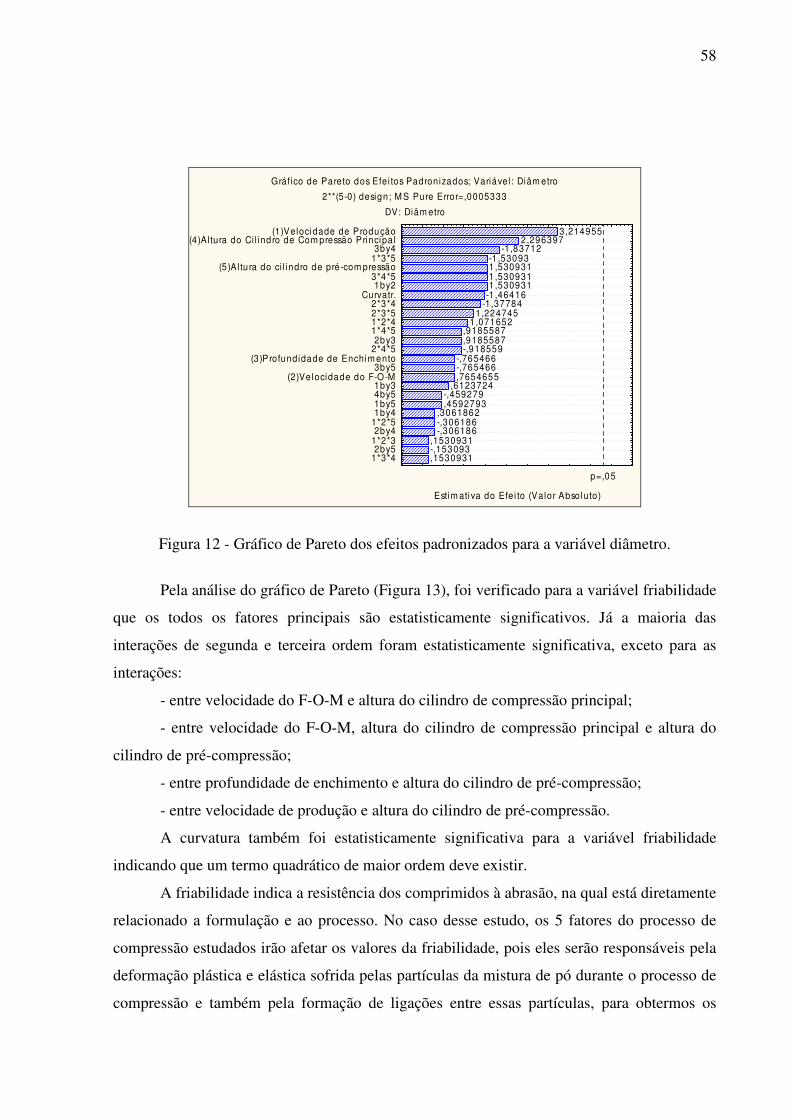
58
Gráfico de Pareto dos Efei tos Padronizados; Variável : Diâm etro
2**(5-0) design; M S Pure Error=,0005333
DV: Diâm etro
,1530931-,153093,1530931
-,306186-,306186,3061862
,4592793-,459279
,6123724,7654655-,765466-,765466
-,918559,9185587,9185587
1,0716521,224745
-1,37784-1 ,464161,5309311,5309311,530931-1 ,53093
-1,837122,296397
3,214955
p=,05
Estim ati va do Efei to (Valor Absoluto)
1*3*42by5
1*2*32by4
1*2*51by41by54by51by3
(2)Velocidade do F-O-M3by5
(3)Profundidade de Enchim ento2*4*52by3
1*4*51*2*42*3*52*3*4
Curvatr.1by2
3*4*5(5)Al tu ra do ci l indro de pré-com pressão
1*3*53by4
(4)Al tura do Ci l indro de Com pressão Principal(1)Velocidade de Produção
Figura 12 - Gráfico de Pareto dos efeitos padronizados para a variável diâmetro.
Pela análise do gráfico de Pareto (Figura 13), foi verificado para a variável friabilidade
que os todos os fatores principais são estatisticamente significativos. Já a maioria das
interações de segunda e terceira ordem foram estatisticamente significativa, exceto para as
interações:
- entre velocidade do F-O-M e altura do cilindro de compressão principal;
- entre velocidade do F-O-M, altura do cilindro de compressão principal e altura do
cilindro de pré-compressão;
- entre profundidade de enchimento e altura do cilindro de pré-compressão;
- entre velocidade de produção e altura do cilindro de pré-compressão.
A curvatura também foi estatisticamente significativa para a variável friabilidade
indicando que um termo quadrático de maior ordem deve existir.
A friabilidade indica a resistência dos comprimidos à abrasão, na qual está diretamente
relacionado a formulação e ao processo. No caso desse estudo, os 5 fatores do processo de
compressão estudados irão afetar os valores da friabilidade, pois eles serão responsáveis pela
deformação plástica e elástica sofrida pelas partículas da mistura de pó durante o processo de
compressão e também pela formação de ligações entre essas partículas, para obtermos os
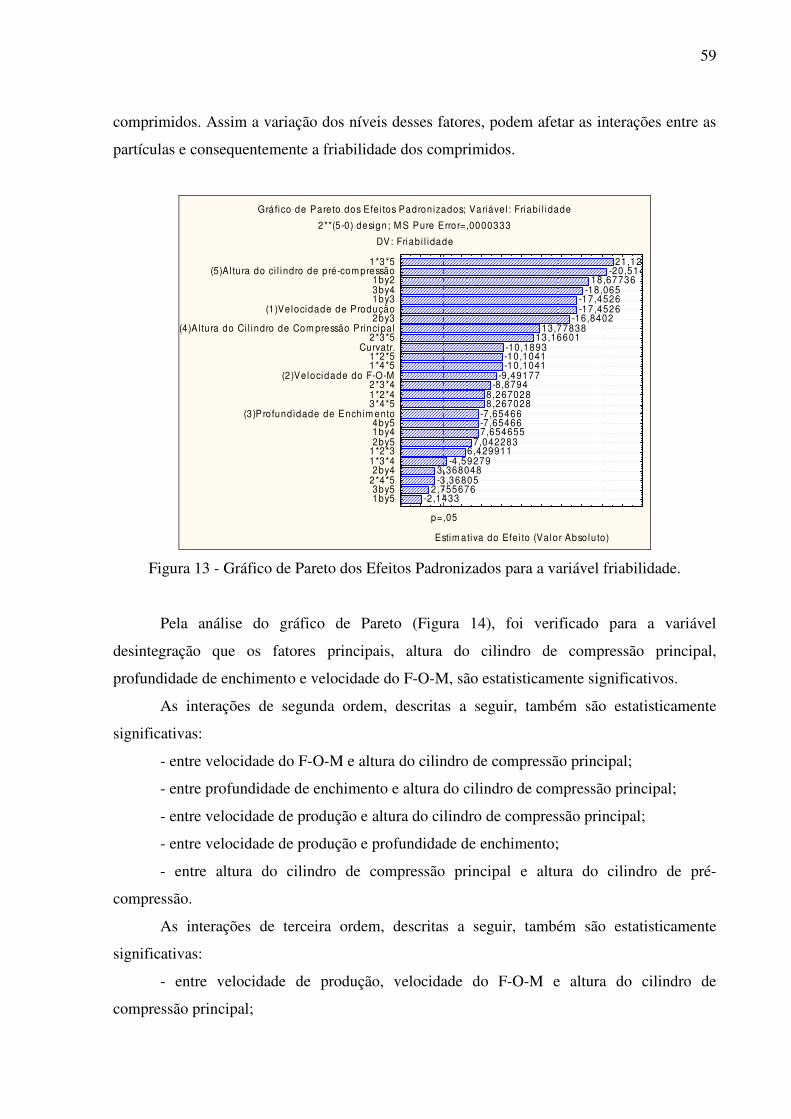
59
comprimidos. Assim a variação dos níveis desses fatores, podem afetar as interações entre as
partículas e consequentemente a friabilidade dos comprimidos.
Gráfico de Pareto dos Efe i tos Padronizados; Variável : Friab i l idade
2**(5-0) design; M S Pure Error=,0000333
DV: Friab i l idade
-2,14332,755676
-3,368053,368048
-4,592796,429911
7,0422837,654655-7,65466-7,65466
8,2670288,267028
-8,8794-9,49177
-10,1041-10,1041-10,1893
13,1660113,77838
-16,8402-17,4526-17,4526
-18,06518,67736
-20,514521,12685
p=,05
Estim ativa do Efe i to (Valor Absoluto)
1by53by5
2*4*52by4
1*3*41*2*32by51by44by5
(3)Profundidade de Enchim ento3*4*51*2*42*3*4
(2)Velocidade do F-O-M1*4*51*2*5
Curvatr.2*3*5
(4)Al tura do Ci l indro de Com pressão Principal2by3
(1)Velocidade de Produção1by33by41by2
(5)Al tura do ci l indro de pré-com pressão1*3*5
Figura 13 - Gráfico de Pareto dos Efeitos Padronizados para a variável friabilidade.
Pela análise do gráfico de Pareto (Figura 14), foi verificado para a variável
desintegração que os fatores principais, altura do cilindro de compressão principal,
profundidade de enchimento e velocidade do F-O-M, são estatisticamente significativos.
As interações de segunda ordem, descritas a seguir, também são estatisticamente
significativas:
- entre velocidade do F-O-M e altura do cilindro de compressão principal;
- entre profundidade de enchimento e altura do cilindro de compressão principal;
- entre velocidade de produção e altura do cilindro de compressão principal;
- entre velocidade de produção e profundidade de enchimento;
- entre altura do cilindro de compressão principal e altura do cilindro de pré-
compressão.
As interações de terceira ordem, descritas a seguir, também são estatisticamente
significativas:
- entre velocidade de produção, velocidade do F-O-M e altura do cilindro de
compressão principal;

60
- entre velocidade de produção, velocidade do F-O-M e profundidade de enchimento;
- entre velocidade do F-O-M, altura do cilindro de compressão principal e altura do
cilindro de pré-compressão.
A desintegração indica o tempo em que os comprimidos se desintegram quando
submetidos a um meio aquoso sob agitação e temperatura definida, sendo útil para verificar a
importância potencial das variáveis da formulação e do processo sobre as propriedades
biofarmacêuticas. Assim, os 3 fatores do processo: altura do cilindro de compressão principal,
profundidade de enchimento e velocidade do F-O-M, além de algumas interações irão
interferir na desintegração dos comprimidos. A desintegração está diretamente relacionada a
formulação e ao processo, onde alguns excipientes (desintegrantes) presentes na formulação
podem favorecer a desintegração. Já em relação ao processo, a deformação plástica e elástica
sofrida pelas partículas da mistura de pó durante o processo de compressão e também pela
formação de ligações entre essas partículas irá definir a característica do comprimido em se
desintegrar.
Gráfico de Pareto dos Efe i tos Padronizados; Variável : Desintegração
2**(5-0) design; M S Pure Error=,0000001
DV: Desintegração
,1584637,1998021
-,833657-,9990111,3297181,7293221,991131-2,156482,156485-2,37696-2,69822-2,969473,28643,699784-3,85136
-4,34742-6,34544
7,08953-7,323787,695826
10,1623510,25881
-10,9891-11,9675-12,3257
-17,5344
p=,05
Estim ativa do Efei to (Valor Absoluto)
(1)Velocidade de Produção2*3*41by2
3*4*5(5)Al tura do ci l indro de pré-com pressão
2*3*51*3*43by51by5
1*3*5Curvatr.
1*2*52by3
1*4*52by5
2*4*5(2)Velocidade do F-O-M
4by51by3
1*2*31by4
(3)Profundidade de Enchim ento3by4
1*2*42by4
(4)Al tura do Ci l indro de Com pressão Principal
Figura 14 - Gráfico de Pareto dos efeitos padronizados para a variável desintegração.
Avaliando o gráfico das médias marginais (Figura 15) para a variável de resposta peso,
verifica-se que na profundidade de enchimento em 9 mm, os valores de peso estão abaixo da

61
especificação e que na profundidade de enchimento em 10 mm os valores de peso estão
dentro da especificação. Sendo que na profundidade de enchimento em 10 mm, altura do
cilindro de compressão principal em 1,8mm e velocidade de produção em 80.000
comprimidos / hora, obtemos valores de peso mais próximo da média de 667 mg.
Avaliando o gráfico das médias marginais (Figura 16) para a variável de resposta
dureza, verifica-se que na profundidade de enchimento em 9 mm, os valores de dureza estão
abaixo de 10 kp para velocidade do F-O-M em 25 ou 35 rpm e na velocidade de produção de
80.000 comprimidos / hora. As demais combinações geram valores de dureza compreendidos
dentro da especificação de 10 a 21 kp, podendo ser usada qualquer uma dessas combinações.
Gráfico de Médias Marginais
DV: Peso
Design: 2**(5-0) design
Velocidade de Produção
60,
Velocidade de Produção
80,Altura do Cilindro de
Compressão Principal: 1,8
Pro
fundid
ade d
e E
nchim
ento
:
9,
10,
600
610
620
630
640
650
660
670
680
690
Peso
Altura do Cilindro de Compressão
Principal: 2,6
Pro
fundid
ade d
e E
nchim
ento
:
9,
10,
Figura 15 - Gráfico das médias marginais - Variável peso.
Avaliando o gráfico das médias marginais (Figura 17) para a variável de resposta
dureza, verifica-se que a altura do cilindro de compressão principal em 2,6mm os valores de
dureza estão abaixo da especificação de 10 kp para a velocidade de produção de 80.000
comprimidos / hora. Quando utilizado a altura do cilindro de compressão principal em 1,8
mm, os valores de dureza estão dentro da especificação de 10 kp e 21 kp, tanto para
velocidade de produção de 60.000 e 80.000 comprimidos / hora e tanto para a profundidade
de enchimento de 9 e 10 mm.

62
Gráfico das Médias Marginais
DV: Dureza
Design: 2**(5-0) design
Velocidade de Produção60, Velocidade de Produção80,
Velocidade do F-O-M: 25,
Pro
fun
did
ad
e d
e E
nch
ime
nto
:
9,
10
,8
9
10
11
12
13
14
15
16D
ure
za
Velocidade do F-O-M: 35,
Pro
fun
did
ad
e d
e E
nch
ime
nto
:
9,
10
,
Figura 16 - Gráfico das médias marginais - Variável dureza - Avaliação 1.
Gráfico das Médias Marginais
DV: Dureza
Design: 2**(5-0) design
Velocidade de Produção60, Velocidade de Produção80,Altura do Cilindro de Compressão
Principal: 1,8
Pro
fun
did
ad
e d
e E
nch
ime
nto
:
9,
10
,4
6
8
10
12
14
16
18
20
22
Du
reza
Altura do Cilindro deCompressão Principal: 2,6
Pro
fun
did
ad
e d
e E
nch
ime
nto
:
9,
10
,
Figura 17 - Gráfico das médias marginais - Variável dureza - Avaliação 2.

63
Avaliando o gráfico das médias marginais (Figura 18) para a variável de resposta
dureza, verifica-se que a altura do cilindro de pré-compressão em 5,6 mm os valores de
dureza estão abaixo da especificação de 10 kp para a profundidade de enchimento em 9 mm e
velocidade de produção de 80.000 comprimidos / hora. As demais combinações geram
valores de dureza compreendidos dentro da especificação de 10 a 21 kp, podendo ser usada
qualquer uma dessas combinações.
Gráfico das Médias Marginais
DV: Dureza
Design: 2**(5-0) design
Velocidade de Produção60, Velocidade de Produção80,Altura do cilindro de
pré-compressão: 3,6
Pro
fun
did
ad
e d
e E
nch
ime
nto
:
9,
10
,4
6
8
10
12
14
16
18
20
Du
reza
Altura do cilindro de pré-compressão: 5,6
Pro
fun
did
ad
e d
e E
nch
ime
nto
:
9,
10
,
Figura 18 - Gráfico das médias marginais - Variável dureza - Avaliação 3.
Avaliando o gráfico das médias marginais (Figura 19) para a variável de resposta
espessura, verifica-se que todos os fatores estudados geram resultados dentro da especificação
de 5,3 a 6,2 mm.
Avaliando o gráfico das médias marginais (Figura 20) para a variável de resposta
diâmetro, verifica-se que todos os fatores estudados geram resultados dentro da especificação
de 11,6 a 12,4mm.
Avaliando o gráfico das médias marginais (Figura 21) para a variável de resposta
friabilidade, verifica-se que todos os fatores estudados geram resultados dentro da
especificação de no máximo 1%.

64
Gráfico das Médias Marginais
DV: Espessura
Design: 2**(5-0) design
Velocidade de Produção60, Velocidade de Produção80,Altura do Cilindro de Compressão
Principal: 1,8
Pro
fun
did
ad
e d
e E
nch
ime
nto
:
9,
10
,5,3
5,4
5,5
5,6
5,7
5,8
5,9
6,0
6,1E
sp
essu
ra
Altura do Cilindro deCompressão Principal: 2,6
Pro
fun
did
ad
e d
e E
nch
ime
nto
:
9,
10
,
Figura 19 - Gráfico das médias marginais - Variável espessura.
Gráfico das Médias Marginais
DV: Diâmetro
Design: 2**(5-0) design
Velocidade de Produção60, Velocidade de Produção80,Altura do Cilindro de
Compressão Principal: 1,8
Pro
fundid
ade d
e E
nchim
ento
:
9,
10,12,08
12,09
12,10
12,11
12,12
12,13
12,14
12,15
12,16
Diâ
metr
o
Altura do Cilindro deCompressão Principal: 2,6
Pro
fundid
ade d
e E
nchim
ento
:
9,
10,
Figura 20 - Gráfico das médias marginais - Variável diâmetro.
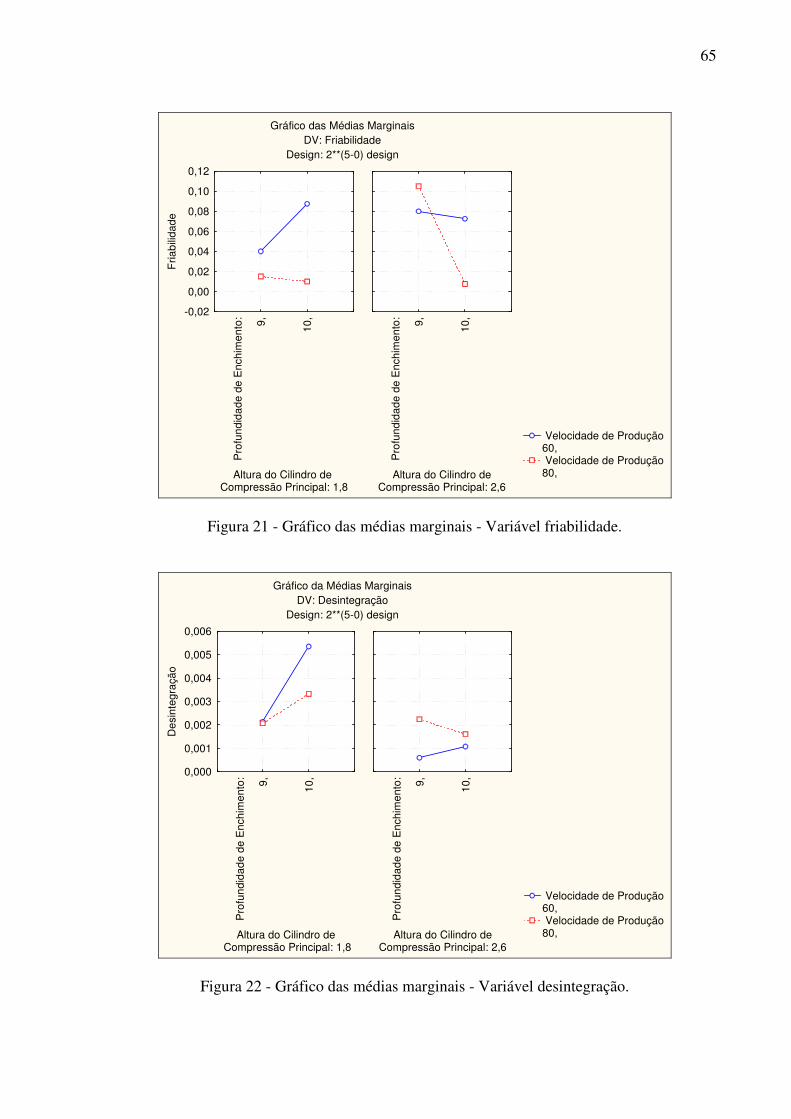
65
Gráfico das Médias Marginais
DV: Friabilidade
Design: 2**(5-0) design
Velocidade de Produção60, Velocidade de Produção80,Altura do Cilindro de
Compressão Principal: 1,8
Pro
fun
did
ad
e d
e E
nch
ime
nto
:
9,
10
,-0,02
0,00
0,02
0,04
0,06
0,08
0,10
0,12F
ria
bili
da
de
Altura do Cilindro deCompressão Principal: 2,6
Pro
fun
did
ad
e d
e E
nch
ime
nto
:
9,
10
,
Figura 21 - Gráfico das médias marginais - Variável friabilidade.
Gráfico da Médias Marginais
DV: Desintegração
Design: 2**(5-0) design
Velocidade de Produção60, Velocidade de Produção80,Altura do Cilindro de
Compressão Principal: 1,8
Pro
fun
did
ad
e d
e E
nch
ime
nto
:
9,
10
,0,000
0,001
0,002
0,003
0,004
0,005
0,006
De
sin
teg
raçã
o
Altura do Cilindro deCompressão Principal: 2,6
Pro
fun
did
ad
e d
e E
nch
ime
nto
:
9,
10
,
Figura 22 - Gráfico das médias marginais - Variável desintegração.

66
Avaliando o gráfico das médias marginais (Figura 22) para a variável de resposta
desintegração, verifica-se que todos os fatores estudados geram resultados dentro da
especificação de no máximo 30 minutos.
7.1.1 Discussão
Foi evidenciado pela aplicação do planejamento fatorial que o processo de compressão
do medicamento antirretroviral é muito complexo, pois todos os 5 fatores principais afetam
significamente o processo, bem como várias interações de segunda e terceira ordem. A única
exceção é para o teste de diâmetro, que nenhum fator afeta essa variável, pois o diâmetro é
alcançado apenas pelo uso do ferramental correto (matrizes e punções) da máquina
compressora. Assim, não é possível desconsiderar nenhum fator estudado quando na rotina de
trabalho, pois qualquer modificação desses fatores pode acarretar em desvios de produção.
Avaliando os resultados obtidos pela análise dos gráficos das médias marginais,
considerando o objetivo de aumentar a produtividade podemos concluir que trabalhando com
velocidade de produção de 80.000 comprimidos por hora, velocidade do alimentador forçado
(fill-o-matic) de 25 rpm ou 35 rpm, profundidade de enchimento de 10 mm, altura do cilindro
de compressão principal de 1,8 mm e altura do cilindro de pré-compressão de 3,6 mm ou 5,6
mm obteremos comprimidos dentro das especificações de peso, espessura, dureza, diâmetro,
friabilidade e desintegração, demonstrando assim, que as perspectivas de aumentar a
velocidade de produção é aplicável ao processo.
Esse estudo ajudou a ampliar o conhecimento sobre o processo de compressão e a
definir os melhores níveis dos fatores principais que permitem o melhor desempenho
produtivo e a redução da variabilidade de resultados quando temos o aumento de velocidade
de produção.
Dessa forma, os níveis dos fatores principais aqui estabelecidos serão utilizados na
próxima etapa deste trabalho, para a realização do controle estatístico de processo para
confirmar a estabilidade e capacidade do processo.

67
7.2 Aplicação do Controle Estatístico de Processo na Fase de Compressão
Os resultados da aplicação do controle estatístico do processo serão apresentados
individualmente para cada lote do medicamento antirretroviral em estudo, descrevendo a
análise da estabilidade e capacidade para cada parâmetro. A base de dados obtida para a
realização dos gráficos de controle e histograma de capacidade são apresentadas no Anexo 2.
Foram elaborados previamente, gráficos de controle de unidades individuais e de
amplitude móvel para determinação dos limites de controle tentativos para as 25 amostras
iniciais de cada lote. Sendo os resultados apresentados nas figuras de 23 a 34.
Gráfico de X e amplitude móvel R; variável: Peso
Histograma
das Observ ações
0
1
2
3
4
5
6
7
8
9
10
11
12
600
620
640
660
680
700
720
740
X: 666,36 (666,36); Sigma: 17,097 (17,097); n: 1,
5 10 15 20 25
615,07
666,36
717,65
Histograma
das Amplitudes Móv eis
0 1 2 3 4 5 6 7 8 9
-10
0
10
20
30
40
50
60
70
amplitude móv el R: 19,292 (19,292); Sigma: 14,575 (14,575); n: 1,
5 10 15 20 25
0,0000
19,292
63,017
Figura 23 – Gráfico de limite de controle tentativo para a variável peso – lote: L002.

68
Gráfico de X e amplitude móvel R; variável: Espessura
Histograma
das Observ ações
0
1
2
3
4
5
6
7
8
9
10
11
12
13
5,60
5,65
5,70
5,75
5,80
5,85
5,90
5,95
X: 5,7956 (5,7956); Sigma: ,04062 (,04062); n: 1,
5 10 15 20 25
5,6737
5,7956
5,9175
Histograma das
Amplitudes Móv eis
0 1 2 3 4 5 6 7 8
-0,020,000,020,040,060,080,100,120,140,160,18
amplitude móv el R: ,04583 (,04583); Sigma: ,03463 (,03463); n: 1,
5 10 15 20 25
0,0000
,04583
,14972
Figura 24 – Gráfico de limite de controle tentativo para a variável espessura – lote: L002.
Gráfico de X e amplitude móvel R; variável: Dureza
Histograma
das Observ ações
0 1 2 3 4 5 6 7 8 9 10
406080
100120140160180200220240260
X: 150,84 (150,84); Sigma: 29,282 (29,282); n: 1,
5 10 15 20 25
62,993
150,84
238,69
Histograma
das Amplitudes Móv eis
0 1 2 3 4 5 6 7 8 9 10
-20
0
20
40
60
80
100
120
amplitude móv el R: 33,042 (33,042); Sigma: 24,963 (24,963); n: 1,
5 10 15 20 25
0,0000
33,042
107,93
Figura 25 – Gráfico de limite de controle tentativo para a variável dureza – lote: L002.
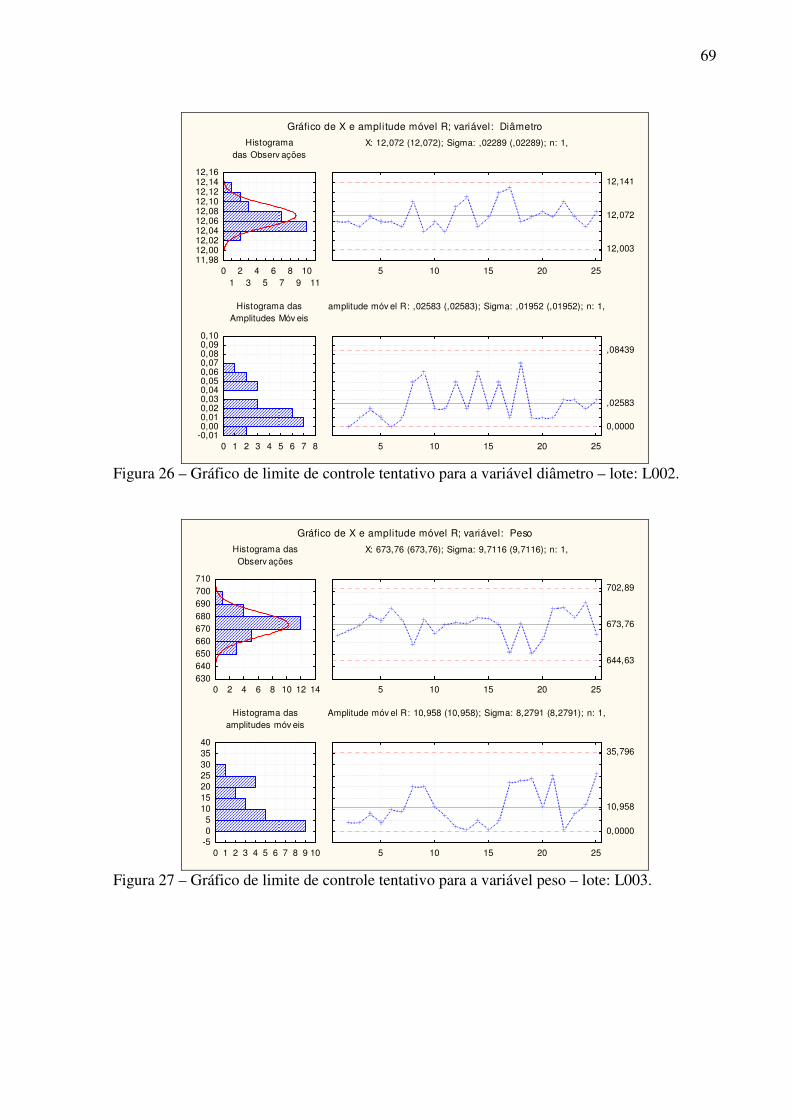
69
Gráfico de X e amplitude móvel R; variável: Diâmetro
Histograma
das Observ ações
0
1
2
3
4
5
6
7
8
9
10
11
11,9812,0012,0212,0412,0612,0812,1012,1212,1412,16
X: 12,072 (12,072); Sigma: ,02289 (,02289); n: 1,
5 10 15 20 25
12,003
12,072
12,141
Histograma das
Amplitudes Móv eis
0 1 2 3 4 5 6 7 8
-0,010,000,010,020,030,040,050,060,070,080,090,10
amplitude móv el R: ,02583 (,02583); Sigma: ,01952 (,01952); n: 1,
5 10 15 20 25
0,0000
,02583
,08439
Figura 26 – Gráfico de limite de controle tentativo para a variável diâmetro – lote: L002.
Gráfico de X e amplitude móvel R; variável: Peso
Histograma das
Observ ações
0 2 4 6 8 10 12 14
630
640
650
660
670
680
690
700
710
X: 673,76 (673,76); Sigma: 9,7116 (9,7116); n: 1,
5 10 15 20 25
644,63
673,76
702,89
Histograma das
amplitudes móv eis
0 1 2 3 4 5 6 7 8 9 10
-5
0
5
10
15
20
25
30
35
40
Amplitude móv el R: 10,958 (10,958); Sigma: 8,2791 (8,2791); n: 1,
5 10 15 20 25
0,0000
10,958
35,796
Figura 27 – Gráfico de limite de controle tentativo para a variável peso – lote: L003.

70
Gráfico de X amplitude móvel R; variável: Espessura
Histograma das
observ ações
0 1 2 3 4 5 6 7
5,645,665,685,705,725,745,765,785,805,825,845,865,885,90
X: 5,7676 (5,7676); Sigma: ,03249 (,03249); n: 1,
5 10 15 20 25
5,6701
5,7676
5,8651
Histograma das
amplitudes móv eis
0
1
2
3
4
5
6
7
8
9
10
-0,02
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
Amplitude móv el R: ,03667 (,03667); Sigma: ,02770 (,02770); n: 1,
5 10 15 20 25
0,0000
,03667
,11977
Figura 28 – Gráfico de limite de controle tentativo para a variável espessura – lote: L003.
Gráfico de X e amplitude móvel R; variável: Dureza
Histograma
das Observ ações
0 1 2 3 4 5 6 790
100110120130140150160170180190200
X: 143,60 (143,60); Sigma: 14,660 (14,660); n: 1,
5 10 15 20 25
99,621
143,60
187,58
Histograma das
Amplitudes Móv eis
0 1 2 3 4 5 6 7 8 9-10
0
10
20
30
40
50
60
amplitude móv el R: 16,542 (16,542); Sigma: 12,497 (12,497); n: 1,
5 10 15 20 25
0,0000
16,542
54,034
Figura 29 – Gráfico de limite de controle tentativo para a variável dureza – lote: L003.

71
Gráfico de X e amplitude móvel R; variável: Diâmetro
Histograma
das observ ações
0
2
4
6
8
10
12
14
11,90
11,95
12,00
12,05
12,10
12,15
12,20
12,25
12,30
X: 12,102 (12,102); Sigma: ,04542 (,04542); n: 1,
5 10 15 20 25
11,966
12,102
12,238
Histograma das
Amplitudes Móv eis
0 1 2 3 4 5 6 7 8-0,020,000,020,040,060,080,100,120,140,160,180,20
amplitude móv el R: ,05125 (,05125); Sigma: ,03872 (,03872); n: 1,
5 10 15 20 25
0,0000
,05125
,16741
Figura 30 – Gráfico de limite de controle tentativo para a variável diâmetro – lote: L003.
Gráfico de X e amplitude móvel R; variável: Peso
Histograma
das Observ ações
0 1 2 3 4 5 6 7 8 9 10620
630
640
650
660
670
680
690
700
710
X: 664,48 (664,48); Sigma: 11,299 (11,299); n: 1,
5 10 15 20 25
630,58
664,48
698,38
Histograma das
Amplitudes Móv eis
0 1 2 3 4 5 6 7 8-505
101520253035404550
amplitude móv el R: 12,750 (12,750); Sigma: 9,6328 (9,6328); n: 1,
5 10 15 20 25
0,0000
12,750
41,648
Figura 31 – Gráfico de limite de controle tentativo para a variável peso – lote: L004.

72
Gráfico de X e amplitude móvel R; variável: Espessura
Histograma
das Observ ações
0 1 2 3 4 5 6 75,625,645,665,685,705,725,745,765,785,805,825,845,86
X: 5,7340 (5,7340); Sigma: ,02954 (,02954); n: 1,
5 10 15 20 25
5,6454
5,7340
5,8226
Histograma das
Amplitudes Móv eis
0 2 4 6 8 10 12 14-0,02
0,00
0,02
0,04
0,06
0,08
0,10
0,12
amplitude móv el R: ,03333 (,03333); Sigma: ,02518 (,02518); n: 1,
5 10 15 20 25
0,0000
,03333
,10888
Figura 32 – Gráfico de limite de controle tentativo para a variável espessura – lote: L004.
Gráfico de X e amplitude móvel R; variável: Dureza
Histograma
das Observ ações
0 1 2 3 4 5 6 7 890
100110120130140150160170180190200210220
X: 157,84 (157,84); Sigma: 16,358 (16,358); n: 1,
5 10 15 20 25
108,77
157,84
206,91
Histograma das
Amplitudes Móv eis
0 1 2 3 4 5 6 7 8 9 10-10
0
10
20
30
40
50
60
70
amplitude móv el R: 18,458 (18,458); Sigma: 13,945 (13,945); n: 1,
5 10 15 20 25
0,0000
18,458
60,295
Figura 33 – Gráfico de limite de controle tentativo para a variável dureza – lote: L004.

73
Gráfico de X e amplitude móvel R; variável: Diâmetro
Histograma
das Observ ações
0
1
2
3
4
5
6
7
8
9
1012,01
12,02
12,03
12,04
12,05
12,06
12,07
12,08
12,09
X: 12,052 (12,052); Sigma: ,01034 (,01034); n: 1,
5 10 15 20 25
12,021
12,052
12,083
Histograma
das Amplitudes Móv eis
0
2
4
6
8
10
12
14
16
18
-0,01
0,00
0,01
0,02
0,03
0,04
0,05
amplitude móv el R: ,01167 (,01167); Sigma: ,00881 (,00881); n: 1,
5 10 15 20 25
0,0000
,01167
,03811
Figura 34 – Gráfico de limite de controle tentativo para a variável diâmetro – lote: L004.
Foram observados que todos os pontos estão dentro dos limites de controle. Então,
podemos considerar que os limites de controles tentativos são apropriados para o
monitoramento do processo, sendo estabelecidos os valores descritos nas Tabelas de 10 a 12,
como base para elaboração de novos gráficos para análise da estabilidade e capacidade do
processo completo.
Tabela 10 – Limites de Controles para o Lote L002
Lote: L002
Peso Espessura Dureza Diâmetro
Gráfico de Unidades Individuais
Sigma 17,097 0,4062 29,283 0,02289
LSC 717,65 5,9175 238,69 12,141
LM 666,36 5,7956 150,84 12,072
LIC 615,07 5,6737 62,993 12,003
Gráfico de Amplitude Móvel
Sigma 14,575 0,03463 24,964 0,01951
LSC 63,017 0,14972 107,93 0,08439
LM 19,292 0,04583 33,042 0,02583
LIC 0 0 0 0

74
Tabela 11 – Limites de Controles para o Lote L003
Lote: L003
Peso Espessura Dureza Diâmetro
Gráfico de Unidades Individuais
Sigma 8,9730 0,03175 14,660 0,04542
LSC 700,68 5,8629 187,58 12,238
LM 673,76 5,7676 143,60 12,102
LIC 646,84 5,6723 99,621 11,966
Gráfico de Amplitude Móvel
Sigma 7,6495 0,02707 12,498 0,03872
LSC 33,074 0,11705 54,034 0,16741
LM 10,125 0,03583 16,542 0,05125
LIC 0 0 0 0
Tabela 12 – Limites de Controles para o Lote L004
Lote: L004
Peso Espessura Dureza Diâmetro
Gráfico de Unidades Individuais
Sigma 11,299 0,02954 16,358 0,01034
LSC 698,38 5,8226 206,91 12,083
LM 664,48 5,7340 157,84 12,052
LIC 630,58 5,6454 108,77 12,021
Gráfico de Amplitude Móvel
Sigma 9,6328 0,02518 13,945 0,00882
LSC 41,648 0,10888 60,295 0,03811
LM 12,750 0,03333 18,458 0,01167
LIC 0 0 0 0

75
7.2.1 – Medicamento Antirretroviral – Lote: L002
7.2.1.1 – Avaliação do Peso
Avaliando o gráfico de valores individuais (Figura 35) para a variável peso, foi
verificado que o peso médio encontrado de 665,25 mg está levemente abaixo do valor médio
especificado de 667 mg. Foi verificado também que todos os valores estão dentro dos limites
de controle, no entanto, foi observado 8 pontos consecutivos no mesmo lado da linha central
para os resultados 277 a 284.
Dessa forma podemos concluir que o processo apresenta padrões não-aleatórios
conforme estabelecido pela regra de decisão de Western Eletric, considerando assim que o
processo está fora de controle para a variável peso do lote L002.
Gráfico de X e Amplitude Móvel R; Variável: Peso (mg)
Histograma das Observ ações
0
20
40
60
80
100
120
140
600
620
640
660
680
700
720
740
X: 665,25 (666,36); Sigma: 13,729 (17,097); n: 1,
50 100 150 200 250 300
615,07
666,36
717,65
Histograma das Amplitudes
Móv eis
0
20
40
60
80
100
120
140
-10
0
10
20
30
40
50
60
70
Amplitude Móv el R: 15,492 (19,292); Sigma: 11,704 (14,575); n: 1,
50 100 150 200 250 300
0,0000
19,292
63,017
Figura 35 - Gráfico de x e amplitude móvel R - Variável peso - Lote: L002.
Avaliando o histograma de capacidade do processo (Figura 36) para a variável peso,
podemos verificar que o índice de capacidade do processo bilateral Cp foi de 0,8012 e o
índice de capacidade do processo unilateral Cpk foi de 0,7588, indicando uma leve

76
descentralização dos dados em relação ao valor nominal especificado de peso. Dessa forma,
um grande número de comprimidos pode apresentar peso não-conforme, ou seja, peso fora da
especificação. Nesse caso, com Cpk próximo de 0,8, podemos destacar que teremos
aproximadamente 8.198 comprimidos com peso fora da especificação em um total de 1
milhão de comprimidos.
Histograma de Capacidade: Peso
Sigma (Total):13.37781 Sigma (Within):13.72911
Within SD: 13,73; Cp: ,8012; Cpk: ,7588
Overall SD: 13,38; Pp: ,8223; Ppk: ,7787
LIE: 634,0; Nom.: 667,0; LSE: 700,0
-3, *S(T): 625,1199; +3, *S(T): 705,3867
Total
Within615
620
625
630
635
640
645
650
655
660
665
670
675
680
685
690
695
700
705
710
715
-3,*S(T)
LIE
Nominal
LSE
+3,*S(T)
0
10
20
30
40
50
Figura 36 - Histograma de capacidade - Variável peso - Lote: L002.
7.2.1.2 – Avaliação da Espessura
Avaliando o gráfico de valores individuais (Figura 37) para a variável espessura, foi
verificado que o espessura encontrado de 5,7768 mm está levemente acima do valor médio
especificado de 5,70 mm. Foi verificado também que todos os valores estão dentro dos limites
de controle.
Foram observados também padrões não-aleatórios de acordo com a regra de decisão
de Western Eletric; são elas:
- 8 pontos consecutivos no mesmo lado da linha central para os resultados 100 a 107 e
108 a 115;
- 2 em 3 pontos consecutivos localizados além dos limites de alerta de dois-sigma
(zona A) para os valores 49 a 51, 69 a 71, 91 a 93 e 101 a 103;

77
- 4 em 5 pontos consecutivos, localizados a uma distância de um sigma (zona B) ou
mais em relação a linha central, para os resultados70 a 74 e 108 a 112.
Dessa forma podemos concluir que o processo apresenta padrões não-aleatórios
conforme estabelecido pela regra de decisão de Western Eletric, considerando assim que o
processo está fora de controle para a variável espessura do lote L002.
Gráfico de X e Amplitude Móvel R; Variável: Espessura (mm)
Histograma das Observ ações
0
10
20
30
40
50
60
70
80
90
5,60
5,65
5,70
5,75
5,80
5,85
5,90
5,95
X: 5,7768 (5,7956); Sigma: ,03616 (,04062); n: 1,
20 40 60 80 100 120 140
5,6737
5,7956
5,9175
Histograma das Amplitudes
Móv eis
0
5
10
15
20
25
30
35
40
45
50
-0,020,000,020,040,060,080,100,120,140,160,18
Amplitude Móv el R: ,04081 (,04583); Sigma: ,03083 (,03463); n: 1,
20 40 60 80 100 120 140
0,0000
,04583
,14972
Figura 37 - Gráfico de x e amplitude móvel R - Variável espessura - Lote: L002.
Avaliando o histograma de capacidade do processo (Figura 38) para a variável
espessura, podemos verificar que o índice de capacidade do processo bilateral Cp foi de 4,609
e o índice de capacidade do processo unilateral Cpk foi de 3,901, indicando uma
descentralização dos dados em relação ao valor nominal especificado de espessura. Dessa
forma, um pequeno número de comprimidos pode apresentar espessura não-conforme, ou
seja, espessura fora da especificação. Nesse caso, com Cpk superior a 2, podemos destacar
que teremos menos de 0,0009 comprimidos com espessura fora da especificação em um total
de 1 milhão de comprimidos.

78
Histograma de Capacidade: Espessura
Sigma (Total):0.04060 Sigma (Within):0.03616
Within SD: ,0362; Cp: 4,609; Cpk: 3,901
Overall SD: ,0406; Pp: 4,105; Ppk: 3,474
LIE: 5,200; Nom.: 5,700; LSE: 6,200
-3, *S(T): 5,6549; +3, *S(T): 5,8986
Total
Within5,1 5,2 5,3 5,4 5,5 5,6 5,7 5,8 5,9 6,0 6,1 6,2 6,3
LIE
-3,*S(T)
Nominal
+3,*S(T)
LSE
0
20
40
60
80
100
120
140
160
180
Figura 38 - Histograma de capacidade - Variável espessura - Lote: L002
7.2.1.3 – Avaliação da Dureza
Avaliando o gráfico de valores individuais (Figura 39) para a variável dureza foi
verificado que a dureza encontrado de 151,81 N está levemente acima do valor médio
especificado de 150 N. Foi verificado também que todos os valores estão dentro dos limites
de controle. Foi observado também que 4 em 5 pontos consecutivos, se localizam a uma
distância de um sigma (zona B) ou mais em relação a linha central, para os resultados 145 a
149.
Dessa forma podemos concluir que o processo apresenta padrões não-aleatórios
conforme estabelecido pela regra de decisão de Western Eletric, considerando assim que o
processo está fora de controle para a variável dureza do lote L002.

79
Gráfico de X e Amplitude Móvel R; Variável: Dureza (N)
Histograma das Observ ações
0
5
10
15
20
25
30
35
40
45
50
55
406080
100120140160180200220240260
X: 151,81 (150,84); Sigma: 20,972 (29,283); n: 1,
20 40 60 80 100 120 140
62,993
150,84
238,69
Histograma das Amplitudes
Móv eis
0
10
20
30
40
50
60
70
80
90
-20
0
20
40
60
80
100
120
Amplitude Móv el R: 23,664 (33,042); Sigma: 17,879 (24,964); n: 1,
20 40 60 80 100 120 140
0,0000
33,042
107,93
Figura 39 - Gráfico de x e amplitude móvel R - Variável dureza - Lote: L002
Avaliando o histograma de capacidade do processo (Figura 40) para a variável dureza,
podemos verificar que o índice de capacidade do processo bilateral Cp foi de 0,8583 e o
índice de capacidade do processo unilateral Cpk foi de 0,8552, indicando que o processo está
centralizado em relação ao valor nominal especificado de dureza. Dessa forma um grande
número de comprimidos pode apresentar peso não-conforme, ou seja, peso fora da
especificação. Nesse caso, com Cp próximo de 0,9, podemos destacar que teremos
aproximadamente 6.934 comprimidos com dureza fora da especificação em um total de 1
milhão de comprimidos.

80
Histograma de Capacidade: Dureza
Sigma (Total):21.13894 Sigma (Within):20.97205
Within SD: 20,97; Cp: ,8583; Cpk: ,8552
Overall SD: 21,14; Pp: ,8515; Ppk: ,8485
LIE: 98,00; Nom.: 152,0; LSE: 206,0
-3, *S(T): 88,3898; +3, *S(T): 215,2235
Total
Within70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220 230
-3,*S(T)
LIE
Nominal
LSE
+3,*S(T)
0
5
10
15
20
25
30
35
40
Figura 40 - Histograma de capacidade – Variável Dureza - Lote: L002.
7.2.1.4 – Avaliação do Diâmetro
Avaliando o gráfico de valores individuais (Figura 41) para a variável
diâmetro, foi verificado que o diâmetro encontrado de 12,062 mm está levemente acima do
valor médio especificado de 12 mm. Foi verificado também para os gráficos de valores
individuais e de amplitude móvel (Figura 41) da variável diâmetro alguns valores fora dos
limites de controle.
Foram observados também padrões não-aleatórios de acordo com a regra de decisão
de Western Eletric; são elas:
- 8 pontos consecutivos no mesmo lado da linha central para os resultados 65 a 72, 78
a 85, 109 a 116, 120 a 127, 136 a 143;
- 2 em 3 pontos consecutivos localizados além dos limites de alerta de dois-sigma
(zona A) para os valores 15 a 17, 62 a 64, 120 a 122, 123 a 125, 126 a 128 e 129 a 131;
- 4 em 5 pontos consecutivos, se localizam a uma distância de um sigma (zona B) ou
mais em relação a linha central para os valores 107 a 111, 120 a 124 e 125 a 129;
- 12 pontos localizados fora dos limites de controle três sigma (Zona A).
Dessa forma podemos concluir que o processo apresenta padrões não-aleatórios
conforme estabelecido pela regra de decisão de Western Eletric, considerando assim que o
processo está fora de controle para a variável diâmetro do lote L002.

81
Gráfico de X e Amplitude Móvel R; Variável: Diâmetro (mm)
Histograma das Observ ações
01
02
03
04
05
06
07
08
09
01
00
11
01
20
13
01
40
11,90
11,95
12,00
12,05
12,10
12,15
12,20
12,25
12,30
X: 12,062 (12,072); Sigma: ,03027 (,02289); n: 1,
20 40 60 80 100 120 140
12,003
12,072
12,141
Histograma das Amplitudes
Móv eis
0
10
20
30
40
50
60
70
80
90
100
110
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
0,30
Amplitude Móv el R: ,03416 (,02583); Sigma: ,02581 (,01951); n: 1,
20 40 60 80 100 120 140
0,0000,02583
,08439
Figura 41 - Gráfico de x e amplitude móvel R - Variável diâmetro - Lote: L002.
Avaliando o histograma de capacidade do processo (Figura 42) para a variável
diâmetro, podemos verificar que o índice de capacidade do processo bilateral Cp foi de 4,404
e o índice de capacidade do processo unilateral Cpk foi de 3,716, indicando uma
descentralização dos dados em relação ao valor nominal especificado de diâmetro. Dessa
forma, um pequeno número de comprimidos pode apresentar diâmetro não-conforme, ou seja,
diâmetro fora da especificação. Nesse caso, com Cpk superior a 2, podemos destacar que
teremos menos de 0,0009 comprimidos com diâmetro fora da especificação em um total de 1
milhão de comprimidos.
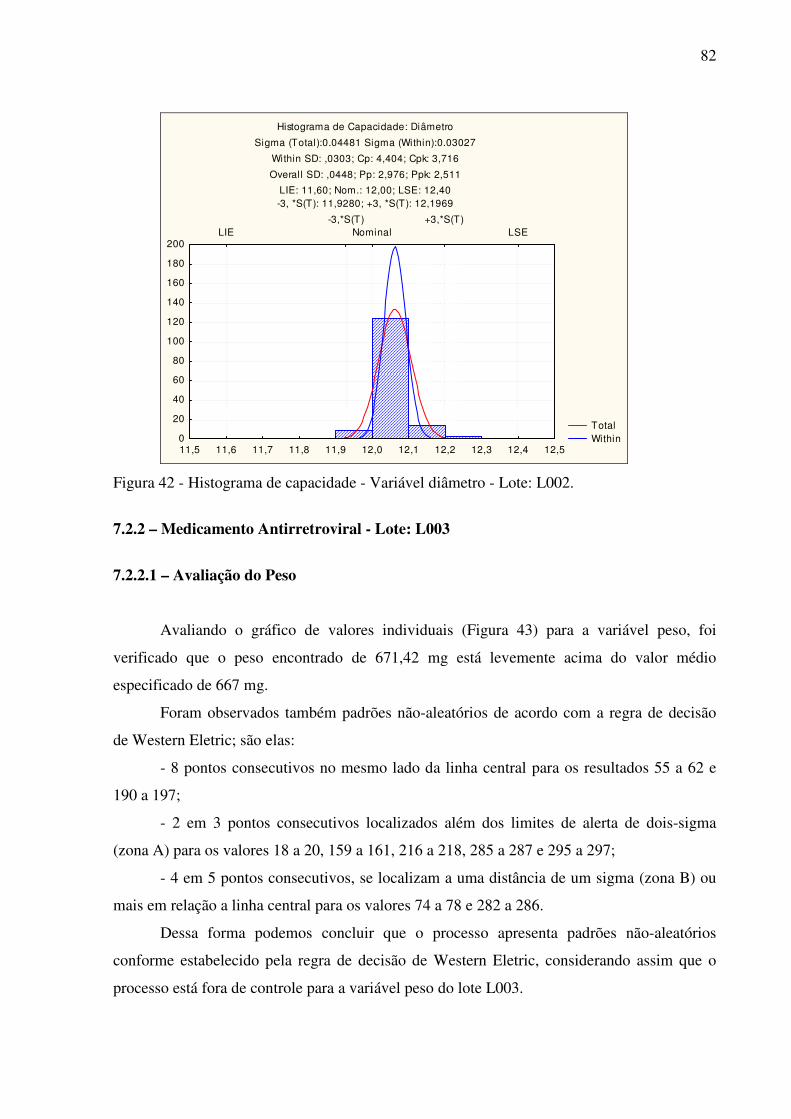
82
Histograma de Capacidade: Diâmetro
Sigma (Total):0.04481 Sigma (Within):0.03027
Within SD: ,0303; Cp: 4,404; Cpk: 3,716
Overall SD: ,0448; Pp: 2,976; Ppk: 2,511
LIE: 11,60; Nom.: 12,00; LSE: 12,40
-3, *S(T): 11,9280; +3, *S(T): 12,1969
Total
Within11,5 11,6 11,7 11,8 11,9 12,0 12,1 12,2 12,3 12,4 12,5
LIE
-3,*S(T)
Nominal
+3,*S(T)
LSE
0
20
40
60
80
100
120
140
160
180
200
Figura 42 - Histograma de capacidade - Variável diâmetro - Lote: L002.
7.2.2 – Medicamento Antirretroviral - Lote: L003
7.2.2.1 – Avaliação do Peso
Avaliando o gráfico de valores individuais (Figura 43) para a variável peso, foi
verificado que o peso encontrado de 671,42 mg está levemente acima do valor médio
especificado de 667 mg.
Foram observados também padrões não-aleatórios de acordo com a regra de decisão
de Western Eletric; são elas:
- 8 pontos consecutivos no mesmo lado da linha central para os resultados 55 a 62 e
190 a 197;
- 2 em 3 pontos consecutivos localizados além dos limites de alerta de dois-sigma
(zona A) para os valores 18 a 20, 159 a 161, 216 a 218, 285 a 287 e 295 a 297;
- 4 em 5 pontos consecutivos, se localizam a uma distância de um sigma (zona B) ou
mais em relação a linha central para os valores 74 a 78 e 282 a 286.
Dessa forma podemos concluir que o processo apresenta padrões não-aleatórios
conforme estabelecido pela regra de decisão de Western Eletric, considerando assim que o
processo está fora de controle para a variável peso do lote L003.

83
X and Moving R Chart; variable: Peso
Histogram of Observ ations
0
20
40
60
80
100
120
140
630
640
650
660
670
680
690
700
710
X: 671,42 (673,76); Sigma: 9,6566 (9,7116); n: 1,
50 100 150 200 250 300
644,63
673,76
702,89
Histogram of Mov ing Ranges
0
10
20
30
40
50
60
70
80
90
100
-505
101520253035404550
Mov ing R: 10,896 (10,958); Sigma: 8,2323 (8,2792); n: 1,
50 100 150 200 250 300
0,0000
10,958
35,796
Figura 43 - Gráfico de x e amplitude móvel R - Variável peso - Lote: L003.
Avaliando o histograma de capacidade do processo (Figura 44) para a variável peso,
podemos verificar que o índice de capacidade do processo bilateral Cp foi de 1,139 e o índice
de capacidade do processo unilateral Cpk foi de 0,9867, indicando uma leve descentralização
dos dados em relação ao valor nominal especificado de peso. Dessa forma, um pequeno
número de comprimidos pode apresentar peso não-conforme, ou seja, peso fora da
especificação. Nesse caso, com Cpk próximo a 1, podemos destacar que teremos
aproximadamente 1350 comprimidos com peso fora da especificação em um total de 1 milhão
de comprimidos.

84
Histograma de Capacidade: Peso
Sigma (Total):10.11488 Sigma (Within):9.65661
Within SD: 9,657; Cp: 1,139; Cpk: ,9867
Overall SD: 10,11; Pp: 1,088; Ppk: ,9420
LIE: 634,0; Nom.: 667,0; LSE: 700,0
-3,*S(T): 641,07; +3,*S(T): 701,76
Total
Within625
630
635
640
645
650
655
660
665
670
675
680
685
690
695
700
705
710
LIE
-3,*S(T)
Nominal
LSE
+3,*S(T)
0
10
20
30
40
50
60
70
80
Figura 44 - Histograma de capacidade - Variável peso - Lote: L003.
7.2.2.2 – Avaliação da Espessura
Avaliando o gráfico de valores individuais (Figura 45) para a variável espessura, foi
verificado que a espessura encontrada de 5,7818 mm está levemente acima do valor médio
especificado de 5,77 mm.
Foram observados também padrões não-aleatórios de acordo com a regra de decisão
de Western Eletric; são elas:
- 8 pontos consecutivos no mesmo lado da linha central para os resultados 1 a 8, 82 a
89, 104 a 111 e 112 a 119;
- 2 em 3 pontos consecutivos localizados além dos limites de alerta de dois-sigma
(zona A) para os valores 4 a 6, 14 a 16, 116 a 118;
- 4 em 5 pontos consecutivos, se localizam a uma distância de um sigma (zona B) ou
mais em relação a linha central para os valores 2 a 6, 14 a 18, 111 a 115 e 116 a 120;
- 2 pontos localizados fora dos limites de controle três sigma (Zona A).
Dessa forma podemos concluir que o processo apresenta padrões não-aleatórios
conforme estabelecido pela regra de decisão de Western Eletric, considerando assim que o
processo está fora de controle para a variável peso do lote L003.
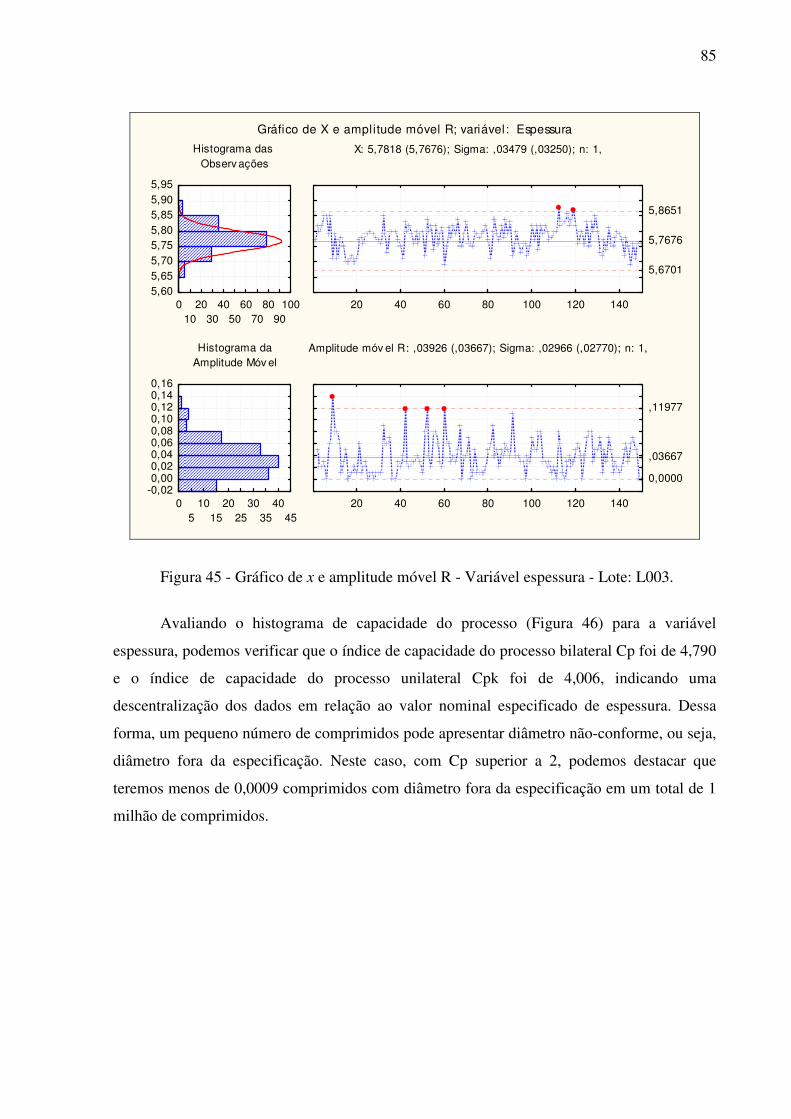
85
Gráfico de X e amplitude móvel R; variável: Espessura
Histograma das
Observ ações
0
10
20
30
40
50
60
70
80
90
100
5,60
5,65
5,70
5,75
5,80
5,85
5,90
5,95
X: 5,7818 (5,7676); Sigma: ,03479 (,03250); n: 1,
20 40 60 80 100 120 140
5,6701
5,7676
5,8651
Histograma da
Amplitude Móv el
0
5
10
15
20
25
30
35
40
45
-0,020,000,020,040,060,080,100,120,140,16
Amplitude móv el R: ,03926 (,03667); Sigma: ,02966 (,02770); n: 1,
20 40 60 80 100 120 140
0,0000
,03667
,11977
Figura 45 - Gráfico de x e amplitude móvel R - Variável espessura - Lote: L003.
Avaliando o histograma de capacidade do processo (Figura 46) para a variável
espessura, podemos verificar que o índice de capacidade do processo bilateral Cp foi de 4,790
e o índice de capacidade do processo unilateral Cpk foi de 4,006, indicando uma
descentralização dos dados em relação ao valor nominal especificado de espessura. Dessa
forma, um pequeno número de comprimidos pode apresentar diâmetro não-conforme, ou seja,
diâmetro fora da especificação. Neste caso, com Cp superior a 2, podemos destacar que
teremos menos de 0,0009 comprimidos com diâmetro fora da especificação em um total de 1
milhão de comprimidos.

86
Histograma de Capacidade: Espessura
Sigma (Total):0.04032 Sigma (Within):0.03479
Within SD: ,0348; Cp: 4,790; Cpk: 4,006
Overall SD: ,0403; Pp: 4,134; Ppk: 3,457
LIE: 5,200; Nom.: 5,700; LSE: 6,200
-3,*S(T): 5,660; +3,*S(T): 5,902
Total
Within5,1 5,2 5,3 5,4 5,5 5,6 5,7 5,8 5,9 6,0 6,1 6,2 6,3
LSL
-3,*S(T)
Nominal
+3,*S(T)
USL
0
20
40
60
80
100
120
140
160
180
Figura 46 - Histograma de capacidade - Variável espessura - Lote: L003.
7.2.2.3 – Avaliação do Dureza
Avaliando o gráfico de valores individuais (Figura 47) para a variável dureza, foi
verificado que a dureza encontrado de 143,57 N está levemente abaixo do valor médio
especificado de 152 N.
Foram observados também padrões não-aleatórios de acordo com a regra de decisão
de Western Eletric; são elas:
- 2 em 3 pontos consecutivos localizados além dos limites de alerta de dois-sigma
(zona A) para os valores 30 a 32;
- 1 ponto localizado fora dos limites de controle três sigma (Zona A).
Dessa forma podemos concluir que o processo apresenta padrões não-aleatórios
conforme estabelecido pela regra de decisão de Western Eletric, considerando assim que o
processo está fora de controle para a variável dureza do lote L003.

87
Gráfico de X e Amplitude Móvel R; Variável: Dureza (N)
Histograma das Observ ações
0
5
10
15
20
25
30
35
40
45
90100110120130140150160170180190200
X: 143,57 (143,60); Sigma: 15,185 (14,660); n: 1,
20 40 60 80 100 120 140
99,621
143,60
187,58
Histograma das Amplitudes
Móv eis
0 10 20 30 40 50 60
-10
0
10
20
30
40
50
60
70
Amplitude Móv el R: 17,134 (16,542); Sigma: 12,945 (12,498); n: 1,
20 40 60 80 100 120 140
0,0000
16,542
54,034
Figura 47 - Gráfico de x e amplitude móvel R - Variável dureza - Lote: L003.
Avaliando o histograma de capacidade do processo (Figura 48) para a variável dureza,
podemos verificar que o índice de capacidade do processo bilateral Cp foi de 1,185 e o índice
de capacidade do processo unilateral Cpk foi de 1,000, indicando uma leve descentralização
dos dados em relação ao valor nominal especificado de dureza. Dessa forma, um pequeno
número de comprimidos pode apresentar dureza não-conforme, ou seja, dureza fora da
especificação. Nesse caso, com Cpk aproximado a 1,0, podemos destacar que teremos em
torno de 1.350 comprimidos com dureza fora da especificação em um total de 1 milhão de
comprimidos.

88
Histograma de Capacidade: Dureza
Sigma (Total):15.76563 Sigma (Within):15.18481
Within SD: 15,18; Cp: 1,185; Cpk: 1,000
Overall SD: 15,77; Pp: 1,142; Ppk: ,9636
LIE: 98,00; Nom.: 152,0; LSE: 206,0
-3,*S(T): 96,2764; +3,*S(T): 190,8702
Total
Within80 90 100 110 120 130 140 150 160 170 180 190 200 210 220
-3,*S(T)
LIE
Nominal
+3,*S(T)
LSE
0
10
20
30
40
50
Figura 48 - Histograma de capacidade - Variável dureza - Lote: L003.
7.2.2.4 – Avaliação do Diâmetro
Avaliando o gráfico de valores individuais (Figura 49) para a variável diâmetro, foi
verificado que o diâmetro encontrado de 12,072 mm está levemente acima do valor médio
especificado de 12 mm.
Foram observados também padrões não-aleatórios de acordo com a regra de decisão
de Western Eletric; são elas:
- 8 pontos consecutivos no mesmo lado da linha central para os resultados 34 a 41, 78
a 85, 90 a 97, 108 a 115, 116 a 123, 124 a 131 e 132 a 139;
- 4 em 5 pontos consecutivos, se localizam a uma distância de um sigma (zona B) ou
mais em relação a linha central para os valores 91 a 95, 97 a 101, 102 a 106, 136 a 140 e 146
a 150.
Dessa forma podemos concluir que o processo apresenta padrões não-aleatórios
conforme estabelecido pela regra de decisão de Western Eletric, considerando assim que o
processo está fora de controle para a variável diâmetro do lote L003.

89
Gráfico de X e Amplitude Móvel R; Variável: Diâmetro (mm)
Histograma das Observ ações
0
10
20
30
40
50
60
70
80
11,90
11,95
12,00
12,05
12,10
12,15
12,20
12,25
12,30
X: 12,072 (12,102); Sigma: ,02724 (,04542); n: 1,
20 40 60 80 100 120 140
11,966
12,102
12,238
Histograma das Amplitudes
Móv eis
0
10
20
30
40
50
60
70
80
-0,020,000,020,040,060,080,100,120,140,160,180,20
Amplitude Móv el R: ,03074 (,05125); Sigma: ,02322 (,03872); n: 1,
20 40 60 80 100 120 140
0,0000
,05125
,16741
Figura 49 - Gráfico de x e amplitude móvel R - Variável diâmetro - Lote: L003.
Avaliando o histograma de capacidade do processo (Figura 50) para a variável
diâmetro, podemos verificar que o índice de capacidade do processo bilateral Cp foi de 4,895
e o índice de capacidade do processo unilateral Cpk foi de 4,015, indicando uma
descentralização dos dados em relação ao valor nominal especificado de diâmetro. Dessa
forma, um pequeno número de comprimidos pode apresentar diâmetro não-conforme, ou seja,
diâmetro fora da especificação. Neste caso, com Cpk superior a 2, podemos destacar que
teremos menos que 0,0009 comprimidos com diâmetro fora da especificação em um total de 1
milhão de comprimidos.

90
Histograma de Capacidade: Diâmetro
Sigma (Total):0.03333 Sigma (Within):0.02724
Within SD: ,0272; Cp: 4,895; Cpk: 4,015
Overall SD: ,0333; Pp: 4,001; Ppk: 3,282
LIE: 11,60; Nom.: 12,00; LSE: 12,40
-3,*S(T): 11,9718; +3,*S(T): 12,1718
Total
Within11,5 11,6 11,7 11,8 11,9 12,0 12,1 12,2 12,3 12,4 12,5
LIE
-3,*S(T)
Nominal
+3,*S(T)
LSE
0
20
40
60
80
100
120
140
160
180
200
220
Figura 50 - Histograma de capacidade - Variável diâmetro - Lote: L003.
7.2.3 – Medicamento Antirretroviral - Lote: L004
7.2.3.1 – Avaliação do Peso
Avaliando o gráfico de valores individuais (Figura 51) para a variável peso, foi
verificado que o peso encontrado de 664,17 mg está levemente abaixo do valor médio
especificado de 667 mg.
Foram observados também padrões não-aleatórios de acordo com a regra de decisão
de Western Eletric; são elas:
- 2 em 3 pontos consecutivos localizados além dos limites de alerta de dois-sigma
(zona A) para os valores 291 a 293;
- 4 em 5 pontos consecutivos, se localizam a uma distância de um sigma (zona B) ou
mais em relação a linha central para os valores 66 a 70 e 127 a 131.
Dessa forma podemos concluir que o processo apresenta padrões não-aleatórios
conforme estabelecido pela regra de decisão de Western Eletric, considerando assim que o
processo está fora de controle para a variável peso do lote L004.

91
Gráfico de X e Amplitude Móvel R; Variável: Peso (mg)
Histograma das Observ ações
01
02
03
04
05
06
07
08
09
01
00
11
01
20
620
630
640
650
660
670
680
690
700
710
X: 664,17 (664,48); Sigma: 12,389 (11,299); n: 1,
50 100 150 200 250 300
630,58
664,48
698,38
Histograma das Amplitudes
Móv eis
0
20
40
60
80
100
120
140
160
-10
0
10
20
30
40
50
60
Amplitude Móv el R: 13,980 (12,750); Sigma: 10,562 (9,6328); n: 1,
50 100 150 200 250 300
0,0000
12,750
41,648
Figura 51 - Gráfico de x e amplitude móvel R - Variável peso - Lote: L004.
Avaliando o histograma de capacidade do processo (Figura 52) para a variável peso,
podemos verificar que o índice de capacidade do processo bilateral Cp foi de 0,8879 e o
índice de capacidade do processo unilateral Cpk foi de 0,8118, indicando uma leve
descentralização dos dados em relação ao valor nominal especificado de peso. Dessa forma,
um grande número de comprimidos pode apresentar peso não-conforme, ou seja, peso fora da
especificação. Nesse caso, com Cpk próximo a 0,8, podemos destacar que teremos
aproximadamente 8.198 comprimidos com peso fora da especificação em um total de 1
milhão de comprimidos.
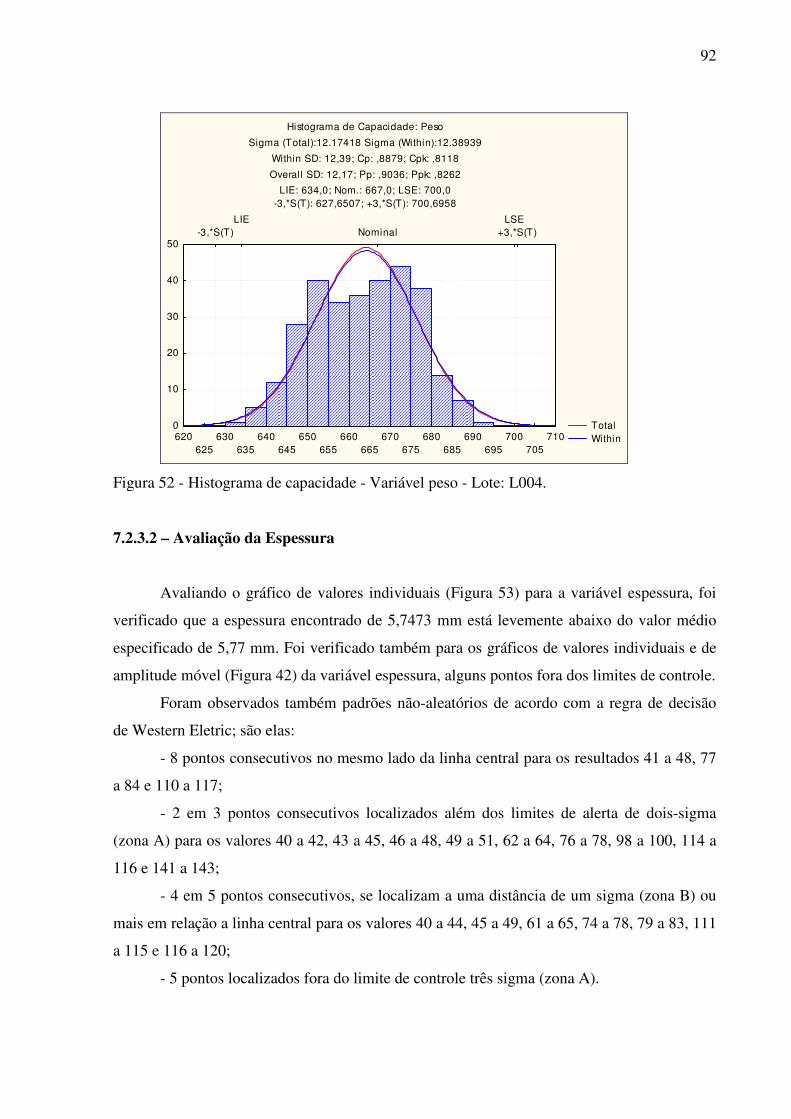
92
Histograma de Capacidade: Peso
Sigma (Total):12.17418 Sigma (Within):12.38939
Within SD: 12,39; Cp: ,8879; Cpk: ,8118
Overall SD: 12,17; Pp: ,9036; Ppk: ,8262
LIE: 634,0; Nom.: 667,0; LSE: 700,0
-3,*S(T): 627,6507; +3,*S(T): 700,6958
Total
Within620
625
630
635
640
645
650
655
660
665
670
675
680
685
690
695
700
705
710
-3,*S(T)
LIE
Nominal
LSE
+3,*S(T)
0
10
20
30
40
50
Figura 52 - Histograma de capacidade - Variável peso - Lote: L004.
7.2.3.2 – Avaliação da Espessura
Avaliando o gráfico de valores individuais (Figura 53) para a variável espessura, foi
verificado que a espessura encontrado de 5,7473 mm está levemente abaixo do valor médio
especificado de 5,77 mm. Foi verificado também para os gráficos de valores individuais e de
amplitude móvel (Figura 42) da variável espessura, alguns pontos fora dos limites de controle.
Foram observados também padrões não-aleatórios de acordo com a regra de decisão
de Western Eletric; são elas:
- 8 pontos consecutivos no mesmo lado da linha central para os resultados 41 a 48, 77
a 84 e 110 a 117;
- 2 em 3 pontos consecutivos localizados além dos limites de alerta de dois-sigma
(zona A) para os valores 40 a 42, 43 a 45, 46 a 48, 49 a 51, 62 a 64, 76 a 78, 98 a 100, 114 a
116 e 141 a 143;
- 4 em 5 pontos consecutivos, se localizam a uma distância de um sigma (zona B) ou
mais em relação a linha central para os valores 40 a 44, 45 a 49, 61 a 65, 74 a 78, 79 a 83, 111
a 115 e 116 a 120;
- 5 pontos localizados fora do limite de controle três sigma (zona A).

93
Dessa forma podemos concluir que o processo apresenta padrões não-aleatórios
conforme estabelecido pela regra de decisão de Western Eletric, considerando assim que o
processo está fora de controle para a variável peso do lote L004.
Gráfico de X e Amplitude Móvel R; Variável: Espessura (mm)
Histograma das Observ ações
0
10
20
30
40
50
60
70
80
90
100
110
5,55
5,60
5,65
5,70
5,75
5,80
5,85
5,90
X: 5,7473 (5,7340); Sigma: ,03361 (,02954); n: 1,
20 40 60 80 100 120 140
5,6454
5,7340
5,8226
Histograma das Amplitudes
Móv eis
0
5
10
15
20
25
30
35
40
45
50
55
-0,020,000,020,040,060,080,100,120,140,16
Amplitude Móv el R: ,03792 (,03333); Sigma: ,02865 (,02518); n: 1,
20 40 60 80 100 120 140
0,0000
,03333
,10888
Figura 53 - Gráfico de x e amplitude móvel R - Variável espessura - Lote: L004.
Avaliando o histograma de capacidade do processo (Figura 54) para a variável
espessura, podemos verificar que o índice de capacidade do processo bilateral Cp foi de 4,960
e o índice de capacidade do processo unilateral Cpk foi de 4,491, indicando uma leve
descentralização dos dados em relação ao valor nominal especificado de espessura. Dessa
forma, um pequeno número de comprimidos pode apresentar diâmetro não-conforme, ou seja,
diâmetro fora da especificação. Nesse caso, com Cpk superior a 2, podemos destacar que
teremos menos de 0,0009 comprimidos com espessura fora da especificação em um total de 1
milhão de comprimidos.

94
Histograma de Capacidade: Espessura
Sigma (Total):0.04244 Sigma (Within):0.03361
Within SD: ,0336; Cp: 4,960; Cpk: 4,491
Overall SD: ,0424; Pp: 3,927; Ppk: 3,556
LIE: 5,200; Nom.: 5,700; LSE: 6,200
-3,*S(T): 5,6199; +3,*S(T): 5,8745
Total
Within5,1 5,2 5,3 5,4 5,5 5,6 5,7 5,8 5,9 6,0 6,1 6,2 6,3
LIE
-3,*S(T)
Nominal
+3,*S(T)
LSE
0
20
40
60
80
100
120
140
160
180
Figura 54 - Histograma de capacidade - Variável espessura - Lote: L004.
7.2.3.3 – Avaliação da Dureza
Avaliando o gráfico de valores individuais (Figura 55) para a variável dureza, foi
verificado que a dureza encontrado de 161,89 N está um pouco acima do valor médio
especificado de 152 N.
Foram observados também padrões não-aleatórios de acordo com a regra de decisão
de Western Eletric; são elas:
- 2 em 3 pontos consecutivos localizados além dos limites de alerta de dois-sigma
(zona A) para os valores 140 a 142;
- 4 em 5 pontos consecutivos, se localizam a uma distância de um sigma (zona B) ou
mais em relação a linha central para os valores 112 a 116, 134 a 138, 141 a 145 e 146 a 150.
Dessa forma podemos concluir que o processo apresenta padrões não-aleatórios
conforme estabelecido pela regra de decisão de Western Eletric, considerando assim que o
processo está fora de controle para a variável dureza do lote L004.

95
Gráfico de X e Amplitude Móvel R; Variável: Dureza (N)
Histograma das Observ ações
0 5 10 15 20 25 30 35
90100110120130140150160170180190200210220
X: 161,89 (157,84); Sigma: 20,336 (16,358); n: 1,
20 40 60 80 100 120 140
108,77
157,84
206,91
Histograma das Amplitudes
Móv eis
0
5
10
15
20
25
30
35
40
45
50
-100
1020304050607080
Amplitude Móv el R: 22,946 (18,458); Sigma: 17,336 (13,945); n: 1,
20 40 60 80 100 120 140
0,0000
18,458
60,295
Figura 55 - Gráfico de x e amplitude móvel R - Variável dureza - Lote: L004.
Avaliando o histograma de capacidade do processo (Figura 36) para a variável dureza,
podemos verificar que o índice de capacidade do processo bilateral Cp foi de 0,8851 e o
índice de capacidade do processo unilateral Cpk foi de 0,7231, indicando uma leve
descentralização dos dados em relação ao valor nominal especificado de dureza. Dessa forma,
um grande número de comprimidos pode apresentar dureza não-conforme, ou seja, dureza
fora da especificação. Nesse caso, com Cpk aproximado a 0,7, podemos destacar que teremos
em torno de 17.865 comprimidos com dureza fora da especificação em um total de 1 milhão
de comprimidos.

96
Histograma de Capacidade: Dureza
Sigma (Total):19.90162 Sigma (Within):20.33564
Within SD: 20,34; Cp: ,8851; Cpk: ,7231
Overall SD: 19,90; Pp: ,9044; Ppk: ,7389
LIE: 98,00; Nom.: 152,0; LSE: 206,0
-3,*S(T): 102,1818; +3,*S(T): 221,5915
Total
Within80 90 100 110 120 130 140 150 160 170 180 190 200 210 220 230 240
LIE
-3,*S(T)
Nominal
LSE
+3,*S(T)
0
5
10
15
20
25
30
35
Figura 56 - Histograma de capacidade - Variável dureza - Lote: L004.
7.2.3.4 – Avaliação do Diâmetro
Avaliando o gráfico de valores individuais (Figura 57) para a variável diâmetro, foi
verificado que o diâmetro encontrado de 12,057 mm está levemente acima do valor médio
especificado de 12 mm.
Foram observados também padrões não-aleatórios de acordo com a regra de decisão
de Western Eletric; são elas:
- 8 pontos consecutivos no mesmo lado da linha central para os resultados 51 a 58;
- 2 em 3 pontos consecutivos localizados além dos limites de alerta de dois-sigma
(zona A) para os valores 83 a 85;
- 4 em 5 pontos consecutivos, se localizam a uma distância de um sigma (zona B) ou
mais em relação a linha central para os valores 71 a 75, 76 a 80, 100 a 104, 123 a 127 e 144 a
148;
- 7 pontos localizados fora dos limites de controle três sigma (zona A).
Dessa forma podemos concluir que o processo apresenta padrões não-aleatórios
conforme estabelecido pela regra de decisão de Western Eletric, considerando assim que o
processo está fora de controle para a variável diâmetro do lote L004.

97
Gráfico de X e Amplitude Móvel R; Variável: Diâmetro (mm)
Histograma das Observ ações0
20
40
60
80
100
120
140
160
180
200
220
240
260
280
300
11,95
12,00
12,05
12,10
12,15
12,20
12,25
12,30
X: 12,057 (12,052); Sigma: ,02165 (,01034); n: 1,
20 40 60 80 100 120 140
12,02112,05212,083
Histograma das Amplitudes
Móv eis
0
10
20
30
40
50
60
70
80
90
100
110
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
Amplitude Móv el R: ,02443 (,01167); Sigma: ,01846 (,00882); n: 1,
20 40 60 80 100 120 140
0,0000,01167
,03811
Figura 57 - Gráfico de x e amplitude móvel R - Variável diâmetro - Lote: L004.
Avaliando o histograma de capacidade do processo (Figura 58) para a variável
diâmetro, podemos verificar que o índice de capacidade do processo bilateral Cp foi de 6,159
e o índice de capacidade do processo unilateral Cpk foi de 5,274, indicando uma
descentralização dos dados em relação ao valor nominal especificado de diâmetro. Dessa
forma, um pequeno número de comprimidos pode apresentar diâmetro não-conforme, ou seja,
diâmetro fora da especificação. Nesse caso, com Cpk superior a 2, podemos destacar que
teremos menos que 0,0009 comprimidos com diâmetro fora da especificação em um total de 1
milhão de comprimidos.

98
Histograma de Capacidade: Diâmetro
Sigma (Total):0.03967 Sigma (Within):0.02165
Within SD: ,0217; Cp: 6,159; Cpk: 5,274
Overall SD: ,0397; Pp: 3,361; Ppk: 2,878
LIE: 11,60; Nom.: 12,00; LSE: 12,40
-3,*S(T): 11,9384; +3,*S(T): 12,1764
Total
Within11,5 11,6 11,7 11,8 11,9 12,0 12,1 12,2 12,3 12,4 12,5
LIE
-3,*S(T)
Nominal
+3,*S(T)
LSE
0
50
100
150
200
250
300
Figura 58 - Histograma de capacidade - Variável diâmetro - Lote: L004.
7.2.4 Discussão
Foi elaborada a Tabela 13, que resume os resultados obtidos com a aplicação do
controle estatístico de processo na fase de compressão do medicamento antirretroviral,
baseado no critério de avaliação de Costa et al (2005).
Tabela 13 - Resumo dos índices de capacidade obtidos para o processo.
Parâmetro Lotes
Avaliação Final L002 L003 L004
Peso Cp = 0,8012 Cpk = 0,7588
Cp = 1,1390 Cpk = 0,9867
Cp = 0,8879 Cpk = 0,8118
Incapaz
Espessura Cp = 4,6090 Cpk = 3,9010
Cp = 4,7900 Cpk = 4,0060
Cp = 4,9600 Cpk = 4,4910
Capaz
Dureza Cp = 0,8583 Cpk = 0,8582
Cp = 1,1850 Cpk = 1,0000
Cp = 0,8851 Cpk = 0,7231
Incapaz
Diâmetro Cp = 4,4040 Cpk = 3,7160
Cp = 4,8950 Cpk = 4,0150
Cp = 6,1590 Cpk = 5,2740
Capaz
Para todos os lotes e testes realizados foi verificado que o processo está fora de
controle, ou seja, está sob a influência de causas especiais. No entanto, podemos destacar os

99
testes de espessura e diâmetro para o três lotes que apresentam uma alta capacidade, conforme
observado pelos valores dos índices de capacidade. Nestes casos, as causas especiais não
foram capazes de influenciar drasticamente na capacidade do processo, pois para esses testes
o processo é bastante robusto, apresentando elevados índices de capacidade, servindo como
margem de segurança quando causas especiais atuarem sob o processo, evitando assim uma
baixa capacidade do processo (Costa et al, 2005).
Para os outros testes, peso e dureza, além de estarem fora de controle, apresentam
baixos índices de capacidade, ou seja, o processo possui uma alta probabilidade de produzir
comprimidos fora da especificação, devido a grande variabilidade.
Como avaliação do alto grau de variabilidade do processo, foi realizada uma
investigação para indicar possíveis causas especiais que atuaram sobre o processo. Dessa
forma, podemos destacar os valores de densidade batida e análise granulométrica dos
princípios ativos e excipientes utilizados nos três lotes industriais (L002, L003 e L004)
utilizados com a aplicação do controle estatístico de processo e do lote industrial (L001)
utilizado na aplicação do planejamento de experimentos, obtidos nos registros de análise do
laboratório de Controle de Qualidade.
As Tabelas 14 e 15 mostram os valores encontrados para a densidade batida e análise
granulométrica para os princípios ativos.
Tabela 14 - Valores de densidade batida e análise granulométrica para o princípio ativo 1.
Princípio Ativo 1 Densidade batida (g/mL)
Análise Granulométrica (% retida) Registro 42 mesh 100 mesh Passa
A 0,78 0,4 51,4 49 B 0,57 0,0 84,8 14,3 C 0,79 0,3 4,4 95,2
Tabela 15 - Valores de densidade batida e análise granulométrica para o princípio ativo 2.
Princípio Ativo 2 Densidade batida (g/mL)
Análise Granulométrica (% retida) Registro 100 mesh Passa
D 0,93 39,9 59,6 E 0,84 38 61 F 0,77 27 73
A especificação de densidade batida para o princípio ativo 1 e 2 são no mínimo 0,35
g/ml e 0,6 g/ml, respectivamente. Já a análise granulométrica não possui valores de referência
especificados, o teste é apenas informativo.

100
A Tabela 16 mostra a distribuição dos princípios ativos em relação ao fabricante e a
porcentagem de utilização nos lotes industriais em estudo.
Tabela 16 - Distribuição dos princípios ativos nos lotes industriais.
Princípio Ativo Fabricante
Lotes L001 L002 L003 L004
1 A1 Registro A
100% Registro B
100% Registro C
100%
Registro B 28,52% e
Registro C 71,48%
2 B1 Registro D
100% Registro E
100%
Registro E 2,54% e
Registro F 97,46%
Registro E 100%
Podemos verificar, que nenhum dos quatros lotes estudados apresentaram igualdade
em relação aos princípios ativos e porcentagem de utilização dos mesmos, propiciando a
possibilidade de variação entre os lotes.
Na avaliação da densidade batida no princípio ativo 1, os registros A, B e C
apresentam-se dentro da especificação, no entanto, o valor da densidade batida do registro B é
bem inferior ao dos registros A e C.
Na avaliação da análise granulométrica do princípio ativo 1, podemos observar que:
- O registro A apresenta 51,4% do tamanho das partículas compreendida entre 150 µm e 355
µm e 49% do tamanho das partículas menores que 150 µm;
- O registro B apresenta 84,8% do tamanho de partículas compreendida entre 150 µm e 355
µm e 14,3% do tamanho das partículas menores que 150 µm;
- O registro C apresenta 95,2% do tamanho de partículas menores que 150 µm.
Na avaliação da densidade batida no princípio ativo 2, os registros D, E e F
apresentam-se dentro da especificação, no entanto, foi observado um decréscimo do valor da
densidade batida do registro D em relação ao E e do registro E em relação ao F.
Na avaliação da análise granulométrica do princípio ativo 2, podemos observar que os
registros D e E apresentam tamanho de partícula bem parecida, conforme descrito abaixo:
- O registro D apresenta 39,9% do tamanho das partículas maiores que 150 µm e 59,6% do
tamanho de partículas menores que 150 µm;
- O registro E apresenta 38% do tamanho das partículas maiores que 150 µm e 61% do
tamanho de partículas menores que 150 µm.

101
No entanto, o registro F apresenta uma maior quantidade de partículas menores que
150 µm quando comparado aos registros D e E.
Essa grande variação da densidade batida e do tamanho de partículas para os
princípios ativos é crítica para o processo, afetando diretamente a homogeneidade da mistura
e consequentemente a compressão do medicamento. Aulton (2005) descreve que uma mistura
de pó pode sofrer o processo de segregação, ou seja, passar de uma condição aleatória para
uma não-aleatória, ou até mesmo nunca conseguirmos obter um mistura aleatória. A
segregação pode ocorrer quando as matérias-primas apresentam tamanho de partículas, forma
e densidade diferentes ou até mesmo pela ação de alimentadores forçados de máquinas
compressoras e de encapsulamento.
Como no processo de compressão o peso dos comprimidos são obtidos pelo volume de
pó presente nas matrizes, teremos assim variação do peso devido uma distribuição das
partículas irregular e consequentemente a dureza também sofrerá impacto, pois o peso do
comprimido afeta diretamente os valores de dureza (LACHMAN et al, 2001). Fato esse
observado pelos resultados encontrados pela aplicação dos gráficos de controle e índices de
capacidade.
As Tabelas 17 e 20 mostram os valores encontrados para a densidade batida e análise
granulométrica para os excipientes.
Tabela 17 - Valores de densidade batida e análise granulométrica para o excipiente croscarmelose sódica.
Croscarmelose Sódica Densidade
batida (g/mL) Análise Granulométrica (% retida)
Registro 42 mesh 100 mesh Passa G 0,67 0,3 3,9 96,8 H 0,65 0,1 1,0 99,1
Tabela 18 - Valores de densidade batida e análise granulométrica para o excipiente celulose microcristalina 102.
Celulose Microcristalina
102 Densidade
batida (g/mL) Análise Granulométrica (% retida)
Registro 42 mesh 100 mesh Passa I 0,44 0,5 39,4 61,6 J 0,46 0,4 29,5 70,4

102
Tabela 19 - Valores de densidade batida e análise granulométrica para o excipiente dióxido de silício coloidal.
Dióxido de Silício Coloidal
Densidade batida (g/mL)
Análise Granulométrica (% retida)
Registro 42 mesh 100 mesh Passa K 0,05 0,5 99 0,5 L 0,10 0,4 99,5 0
Tabela 20 - Valores de densidade batida e análise granulométrica para o excipiente estearato de magnésio
Estearato de Magnésio Densidade
batida (g/mL) Análise Granulométrica (% retida)
Registro 42 mesh 100 mesh Passa M 0,50 2 72 26 N 0,48 2 54 48
A especificação de densidade batida para a croscarmelose sódica e dióxido de silício
coloidal, não possui valores de referência especificados, o teste é apenas informativo.
A especificação de densidade batida para celulose microcristalina 102 é de no mínimo
0,3 g/ml e para o estearato de magnésio é de 0,2 a 0,5 g/ml. Já a análise granulométrica para
todos os 4 excipientes não possui valores de referência especificados, o teste é apenas
informativo.
Na avaliação da análise granulométrica da celulose microcristalina 102, podemos
observar uma pequena diferença entre os registros I e J, onde o registro J apresenta uma maior
quantidade (70,4%) de partículas menores que 150 µm quando comparado ao registro I, que
apresenta 61,6%.
Na avaliação da análise granulométrica do estearato de magnésio, podemos observar
uma diferença entre os registros M e N, onde o registro M apresenta uma maior quantidade
(72%) de partículas maiores que 150 µm quando comparado ao registro N, que apresenta
54%.
Na avaliação da análise granulométrica dos excipientes croscramelose sódica e
dióxido de silício coloidal não foi verificado variações que pudessem interferir no processo.
Na avaliação da densidade batida para os 4 excipientes não foi verificado variações
que pudessem comprometer o processo.
A falta de especificação para a análise granulométrica para os 4 excipientes, a falta de
especificação para a densidade batida da croscarmelose sódica e dióxido de sílico coloidal e a
ampla faixa de especificação da celulose microcristalina 102 podem ocasionar problemas

103
futuros, com o recebimento de matérias-primas com grande variabilidade que podem afetar o
processo. Outro ponto a ser mencionado é a não qualificação de fornecedores dos excipientes
avaliados, que também podem afetar o processo.
Em resumo, como avaliação do processo de compressão do medicamento
antirretroviral estudado, é necessário que o mesmo seja melhorado, de modo a atingir a
estabilidade estatística requerida para todos os parâmetros e aumentar seus índices de
capacidade. Concluindo assim, que o processo não reuniu condições adequadas para
validação, necessitando de intervenções para eliminar as causa especiais.
Como sugestão após avaliação realizada, para obtermos uma mistura homogênea com
distribuição aleatória e evitarmos segregação, temos que:
- Especificar o melhor tamanho de partícula a ser utilizado para os princípios ativos e
excipientes;
- Restringir a faixa de especificação para a densidade batida para os princípios ativos e
excipientes;
- Estabelecer e especificar o teste de análise granulométrica como requisito obrigatório de
aprovação dos princípios ativos e excipientes;
- Realizar qualificação de fornecedores.
Após a implementação das ações descritas acima, o processo de mistura, etapa esta
anterior a etapa de compressão, deve passar também por uma avaliação e submetida a nova
validação de processo. Só assim, novos estudos para avaliação da capacidade e estabilidade
estatística do processo devem ser realizados na etapa de compressão.

104
8 CONCLUSÃO
Este trabalho propôs a aplicação do planejamento de experimentos em uma indústria
farmacêutica, como técnica estatística na melhoria e na validação de processos. Essa
ferramenta vem orientar as indústrias farmacêuticas, como uma alternativa de metodologia
para avaliar e validar seus processos, auxiliando no aumento do conhecimento do processo,
garantindo a robustez e melhorando seus processos para obter os melhores desempenhos
produtivos.
O controle estatístico de processo também foi proposto como técnica estatística a ser
utilizada nas indústrias farmacêuticas, como alternativa para o monitoramento da estabilidade
e capacidade dos processos, auxiliando na avaliação do comportamento do processo,
identificando sua variabilidade e possibilitando seu controle ao longo do tempo.
A aplicação do planejamento de experimentos na fase de compressão de um
medicamento antirretroviral identificou através do planejamento fatorial 25 que todos os
parâmetros estudados (velocidade de produção, velocidade do alimentador forçado (fill-o-
matic), profundidade de enchimento, altura do cilindro de pré-compressão e altura do cilindro
de compressão principal) afetam significativamente o processo. A exceção foi para a variável
diâmetro, que nenhum parâmetro estudado afeta o resultado, pois o diâmetro é alcançado
apenas pelo uso do ferramental correto da máquina compressora.
Foi verificado também que a proposta de aumento da velocidade de produção é
totalmente viável frente aos resultados obtidos nos gráficos de médias marginais, para tanto,
foi definido os níveis dos parâmetros estudados que indicam o melhor desempenho produtivo,
são eles: velocidade de produção de 80.000 comprimidos por hora, velocidade do fill-o-matic
de 25 ou 35 rpm, profundidade de enchimento de 10 mm, altura do cilindro de compressão
principal de 1,8 mm e altura do cilindro de pré-compressão de 3,6 ou 5,6 mm.
Foi realizada a aplicação do controle estatístico de processo na fase de compressão do
medicamento antirretroviral, após definição dos níveis e parâmetros da compressora pelo
planejamento de experimentos, sendo utilizados três lotes industriais conforme determina a
resolução RDC no 17/2010 para a validação de processos concorrente.
Pela utilização de gráficos de controle foi verificado que o processo apresenta uma
grande variabilidade para os quatros parâmetros dos comprimidos estudados: peso, espessura,
dureza e diâmetro, evidenciando assim, a ação de causas especiais no processo.
Foi demonstrado através dos histogramas de capacidade que o processo de compressão
do medicamento antirretroviral não é capaz de atender as especificações de peso e dureza com

105
segurança adequada requerida na validação de processo, evidenciado pelos índices de
capacidade com valores inferior a 1. No entanto, para os parâmetros espessura e diâmetro o
processo é capaz de atender as especificações com segurança adequada requerida na validação
de processo, por apresentarem índices de capacidade superior a 2.
Na investigação realizada para identificar possíveis causas especiais agindo sobre o
processo, foi identificado que a densidade batida e granulometria dos princípios ativos e
excipiente podem trazer impacto significativo no processo, ocasionado o aumento da
variabilidade. Dessa forma, ações de melhorias devem ser realizadas para eliminar essas
fontes de variabilidade, como sugestão apontamos: especificar o melhor tamanho de partícula
a ser utilizado para os princípios ativos e excipientes, restringir a faixa de especificação para a
densidade batida dos princípios ativos e excipientes, estabelecer e especificar o teste de
análise granulométrica como requisito obrigatório de aprovação dos princípios ativos e
excipientes e realizar qualificação de fornecedores.
Com ações de melhorias implementadas, novos estudos devem ser realizados,
incluindo a etapa de mistura e compressão, para avaliar se as causas especiais foram
eliminadas e o processo se tornou estável e capaz.
Conclui-se que a aplicação do planejamento de experimentos constituiu uma
alternativa apropriada a ser utilizada como ferramenta estatística nas melhorias e nas
validações de processos em indústrias farmacêuticas, favorecendo o conhecimento mais
aprofundado e propiciando informações importantes do processo. A utilização do controle
estatístico de processo também constituiu uma alternativa a ser empregada nas melhorias e
nas validações de processos, possibilitando a verificação da estabilidade estatística e
capacidade do processo, ajudando a promover melhoria contínua dos processos.
O conhecimento adquirido neste trabalho pela aplicação das duas técnicas estatísticas,
planejamento de experimentos e controle estatístico de processo, propiciou duas novas
alternativas de metodologias a serem utilizadas na rotina da indústria farmacêutica estatal
onde foi desenvolvido esse trabalho, na realização dos estudos de validações e monitoramento
de processos.

106
REFERÊNCIAS BIBLIOGRÁFICAS
ALENCAR, J. R. B. et al. Uso do controle estatístico de processo (CEP) para validação de processo de glibenclamida comprimidos, Revista Bras. Farm., V. 85, n. 3, p. 115-119, 2004.
ALENCAR, J. R. B. Monitoramento do Processo Industrial de Fabricação de Formas Farmacêuticas Sólidas, Tese de Doutorado, Programa de Pós-Graduação em Tecnologia de Processos Químicos e Bioquímicos, Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2007.
ALENCAR, J. R. B. et al. Monitoramento do processo de compressão de comprimidos de captopril utilizando controle estatístico de processo, Revista Bras. Farm., V. 88, n. 2, p. 89-97, 2007.
AULTON, M. E. Delineamento de Formas Farmacêuticas, Editora Artmed, 2ª edição, Porto Alegre, 2005.
BRASIL, Ministério da Saúde, Lei no 6.360 de 23 de setembro de 1976, Dispõe sobre a vigilância sanitária a que ficam sujeitos os medicamentos, as drogas, os insumos farmacêuticos e correlatos, cosméticos, saneantes e outros produtos, e dá outras providências, DOU de 24/09/1976.
BRASIL, Ministério da Saúde, Lei no 9.313 de 13 de novembro de 1996, Dispõe Sobre a Distribuição Gratuita de Medicamentos aos Portadores do HIV e Doentes de Aids, DOU de 14/11/1996, 1996.
BRASIL, Ministério da Saúde, Lei no 9.782 de 26 de janeiro de 1999, Define o Sistema Nacional de Vigilância Sanitária, cria a Agência Nacional de Vigilância Sanitária, e dá outras providências, DOU de 27/01/1999.
BRASIL, Ministério da Saúde, Resolução RDC no 134 de 13 de julho de 2001, Regulamento Técnico de Boas Práticas para a Fabricação de Medicamentos, Agência Nacional de Vigilância Sanitária (ANVISA), DOU de 16/07/2001, 2001.
BRASIL, Ministério da Saúde, Resolução RDC no 210 de 04 de agosto de 2003, Regulamento Técnico de Boas Práticas para a Fabricação de Medicamentos, Agência Nacional de Vigilância Sanitária (ANVISA), DOU de 14/08/2003, 2003.
BRASIL, Ministério da Saúde, Resolução RDC no 17 de 16 de abril de 2010, Dispõe Sobre as Boas Práticas para a Fabricação de Medicamentos, Agência Nacional de Vigilância Sanitária (ANVISA), DOU de 19/04/2010, 2010a.
BRASIL, Farmacopéia Brasileira, Agência Nacional de Vigilância Sanitária (ANVISA), 5ª edição, Volume 1, Brasília, 2010b.
BRASIL, O que devemos saber sobre medicamentos, Agência Nacional de Vigilância Sanitária (ANVISA), Brasília, 2010c.

107
BUTTON, S. T. Metodologia para Planejamento Experimental e Análise de Resultados, Universidade Estadual de Campinas, Apostila de disciplina, Campinas, 2012. Disponível em: <http://www.fem.unicamp.br/~sergio1/pos-graduacao/IM317/apostila.pdf>. Acesso em 10 de julho de 2012.
CALADO, V.; MONTGOMERY, D. C. Planejamento de Experimentos Usando o Statistica, E-Papers Serviços Editoriais, Rio de Janeiro, 2003.
COSTA, A. F. B. et al. Controle Estatístico de Qualidade, Editora Atlas, 2ª edição, São Paulo, 2005.
DEPARTAMENTO DE DST, AIDS E HEPATITE VIRAL, Medicamentos Antirretrovirais. Disponível em: <http://www.aids.gov.br/pagina/medicamentos-antirretrovirais>. Acesso em 02 de julho de 2012.
DILLEN, K. et al, Factorial Design, Physicochemical Characterisation and Activity of Ciprofloxacin-PLGA Nanoparticles, International Journal of Pharmaceutics, V. 275, p. 171–187, 2004.
FERREIRA, A. B. de H. Mini Aurélio – O dicionário da língua portuguesa, Editora Positivo, 7ª edição, Curitiba , 2008.
FUNDAÇÃO OSWALDO CRUZ, Instituto de Tecnologia em Fármacos (Farmanguinhos). Disponível em: <http://portal.fiocruz.br/pt-br/content/instituto-de-tecnologia-em-farmacos-farmanguinhos>. Acesso em 02 de julho de 2012.
KINCL, M. et al, Application of Experimental Design Methodology in Development and Optimization of Drug Release Method, International Journal of Pharmaceutics, V. 291, p. 39–49, 2005.
GONZALEZ-RODRIGUES, M.L. et al, Application of Statistical Experimental Design to Study the Formulation Variables Influencing the Coating Process of Lidocaine Liposomes, International Journal of Pharmaceutics, V. 337, p. 336–345, 2007.
GONNISSEN, Y. et al, Process Design Applied to Optimise a Directly CompressiblePowder Produced Via a Continuous Manufacturing Process, European Journal of Pharmaceutics and Biopharmaceutics, V. 68, p. 760–770, 2008.
GUENETTE, E. et al, Understanding the Effect of Lactose Particle Size on the Properties of DPI Formulations Using Experimental Design, International Journal of Pharmaceutics, V. 380, p. 80–88, 2009.
GUERGOLETT, E., Treinamento da Empresa Fette - Processo de Compressão, Rio de Janeiro, 2004.
LACHMAN, L. et al. Teoria e Prática na Indústria Farmacêutica, Volume I e II, 2ª edição, Fundação Calouste Gulbenkian, Lisboa – Portugal, 2001.

108
LIMA, A. A. N. et al. Controle Estatístico de Processo Univariado: Monitoramento da Produção de Comprimidos de Dipirona, Revista de Ciências Farmacêuticas Básica e Aplicada, V. 32, n. 1, p. 55-62, 2011.
MATTOS, V. L. D. de, Identificação de efeitos de dispersão em experimentos com poucas replicações, Tese de Doutorado, Programa de Pós-Graduação em Engenharia de Produção, Universidade Federal de Santa Catarina, Florianópolis, 2004.
MONTGOMERY, D. C.; RUNGER, G. C. Estatística Aplicada e Probabilidade para Engenheiros. Editora LTC, 5ª edição, Rio de Janeiro, 2012.
MONTGOMERY, D. C., Introdução ao Controle Estatístico de Qualidade, Editora LTC, 4ª edição, Rio de Janeiro, 2009.
NASH, R. A., WACHTER, A. H. Pharmaceutical Process Validation, Marcel Dekker Inc, 3a
edição, New York, 2003.
NUNES NETO, P. A. et al. Controle Estadístico de Processo Aplicado ao Monitoramento de Envase da Tintura de Iodo, Revista de Ciências Farmacêuticas Básica e Aplicada, V. 31, n. 1, p. 75-81, 2010.
PATERAKIS, P. G. et al, Evaluation and Simultaneous Optimization of Some Pellets Characteristics Using a 33 factorial Design and the Desirability Function, International Journal of Pharmaceutics, V. 248, p. 51-/60, 2002.
PRISTA, L. V. N. et al. Tecnologia Farmacêutica, I volume, 8ª edição, Fundação Calouste Gulbenkian, Porto – Portugal, 2011.
RAMBALI, L. et al, Using Experimental Design to Optimize the Process Parameters in Fluidized Bed Granulation on a Semi-full Scale, International Journal of Pharmaceutics, V. 220, p.149–160, 2001.
REGE, B. D. et al, Identification of Critical Process Variables for Coating Actives Onto Tablets Via Statistically Designed Experiments, International Journal of Pharmaceutics, V. 237, p. 87–94, 2002.
SILVA, C. R. da. Utilização da Ferramenta Estatística DoE – design of experiments (desenho do experimento) na validação de processos críticos da Indústria Farmacêutica, Dissertação de Mestrado, Programa de Pós-Graduação em Engenharia de Produção, Universidade Federal Fluminense, Niterói, 2007.
SOARES, L.A.L., PETROVICK, P.R. Física da Compressão, Caderno de Farmácia, V. 15, n. 2, p. 65-79, 1999.

109
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão.
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
1 60 25 9 1,8 3,6
610,5 5,31 15,9 12,09 0,04 03:10
626,2 5,37 18,5 12,08 ----- 05:14
630,0 5,35 18,2 12,07 ----- -----
621,3 5,35 15,5 12,09 ----- -----
630,3 5,36 18,0 12,07 ----- -----
624,1 5,36 17,6 12,08 ----- -----
633,4 5,41 18,2 12,08 ----- -----
629,9 5,39 18,0 12,07 ----- -----
636,3 5,42 19,2 12,10 ----- -----
630,5 5,37 17,7 12,08 ----- -----
632,5 ----- ----- ----- ----- -----
627,7 ----- ----- ----- ----- -----
622,8 ----- ----- ----- ----- -----
626,4 ----- ----- ----- ----- -----
622,4 ----- ----- ----- ----- -----
634,9 ----- ----- ----- ----- -----
636,3 ----- ----- ----- ----- -----
635,5 ----- ----- ----- ----- -----
639,9 ----- ----- ----- ----- -----
631,0 ----- ----- ----- ----- -----

110
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
2 60 25 9 1,8 5,6
623,0 5,37 16,3 12,10 0,05 02:19
624,7 5,40 13,8 12,09 ----- 04:36
639,5 5,48 16,1 12,09 ----- -----
622,4 5,37 14,8 12,09 ----- -----
624,9 5,38 16,0 12,10 ----- -----
622,0 5,39 14,0 12,09 ----- -----
640,8 5,52 15,6 12,08 ----- -----
636,8 5,48 14,7 12,10 ----- -----
630,6 5,42 16,9 12,09 ----- -----
615,0 5,35 14,9 12,11 ----- -----
616,1 ----- ----- ----- ----- -----
626,5 ----- ----- ----- ----- -----
621,8 ----- ----- ----- ----- -----
630,1 ----- ----- ----- ----- -----
625,6 ----- ----- ----- ----- -----
633,7 ----- ----- ----- ----- -----
632,8 ----- ----- ----- ----- -----
614,2 ----- ----- ----- ----- -----
614,7 ----- ----- ----- ----- -----
627,7 ----- ----- ----- ----- -----

111
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
3 60 25 9 2,6 3,6
636,1 5,90 5,6 12,13 0,08 01:13
624,3 5,91 5,1 12,10 ----- 05:08
628,7 5,90 5,7 12,09 ----- -----
618,0 5,88 4,7 12,09 ----- -----
626,3 5,90 5,1 12,09 ----- -----
616,7 5,90 4,3 12,10 ----- -----
628,1 5,88 5,4 12,11 ----- -----
632,7 5,92 5,8 12,08 ----- -----
638,4 5,89 6,4 12,08 ----- -----
615,7 5,90 4,5 12,09 ----- -----
616,5 ----- ----- ----- ----- -----
629,5 ----- ----- ----- ----- -----
609,4 ----- ----- ----- ----- -----
618,0 ----- ----- ----- ----- -----
622,1 ----- ----- ----- ----- -----
632,4 ----- ----- ----- ----- -----
628,6 ----- ----- ----- ----- -----
625,1 ----- ----- ----- ----- -----
619,3 ----- ----- ----- ----- -----
627,7 ----- ----- ----- ----- -----

112
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
4 60 25 9 2,6 5,6
625,9 5,89 5,1 12,13 0,09 01:30
630,4 5,90 5,6 12,11 ----- 02:09
632,7 5,91 5,7 12,11 ----- -----
621,0 5,91 4,8 12,11 ----- -----
614,7 5,92 4,2 12,11 ----- -----
631,9 5,92 5,8 12,11 ----- -----
646,9 5,90 7,2 12,13 ----- -----
618,8 5,89 4,7 12,13 ----- -----
635,8 5,93 6,0 12,11 ----- -----
632,3 5,92 5,8 12,11 ----- -----
615,1 ----- ----- ----- ----- -----
627,2 ----- ----- ----- ----- -----
641,8 ----- ----- ----- ----- -----
628,7 ----- ----- ----- ----- -----
623,5 ----- ----- ----- ----- -----
615,8 ----- ----- ----- ----- -----
624,7 ----- ----- ----- ----- -----
633,6 ----- ----- ----- ----- -----
624,5 ----- ----- ----- ----- -----
626,0 ----- ----- ----- ----- -----

113
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
5 60 25 10 1,8 3,6
683,9 5,65 24,4 12,08 0,22 09:07
691,7 5,70 25,8 12,07 ----- 10:32
681,9 5,64 23,6 12,06 ----- -----
682,9 5,66 23,0 12,07 ----- -----
679,4 5,64 23,3 12,07 ----- -----
688,7 5,69 25,5 12,09 ----- -----
672,5 5,60 22,5 12,07 ----- -----
686,3 5,69 25,0 12,06 ----- -----
686,2 5,70 24,4 12,07 ----- -----
669,9 5,61 20,9 12,07 ----- -----
700,6 ----- ----- ----- ----- -----
684,7 ----- ----- ----- ----- -----
691,5 ----- ----- ----- ----- -----
675,1 ----- ----- ----- ----- -----
676,2 ----- ----- ----- ----- -----
688,4 ----- ----- ----- ----- -----
687,3 ----- ----- ----- ----- -----
695,8 ----- ----- ----- ----- -----
685,3 ----- ----- ----- ----- -----
695,8 ----- ----- ----- ----- -----

114
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
6 60 25 10 1,8 5,6
685,6 5,77 17,0 12,09 0,04 08:31
667,5 5,69 15,2 12,08 ----- 09:10
683,9 5,72 20,3 12,09 ----- -----
694,7 5,79 18,2 12,09 ----- -----
688,9 5,76 17,9 12,10 ----- -----
689,8 5,78 19,7 12,09 ----- -----
676,1 5,69 18,8 12,08 ----- -----
663,5 5,61 17,6 12,16 ----- -----
671,6 5,65 20,1 12,10 ----- -----
689,4 5,77 16,8 12,10 ----- -----
670,2 ----- ----- ----- ----- -----
694,9 ----- ----- ----- ----- -----
668,2 ----- ----- ----- ----- -----
683,8 ----- ----- ----- ----- -----
678,6 ----- ----- ----- ----- -----
692,6 ----- ----- ----- ----- -----
691,7 ----- ----- ----- ----- -----
689,5 ----- ----- ----- ----- -----
701,2 ----- ----- ----- ----- -----
677,1 ----- ----- ----- ----- -----

115
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
7 60 25 10 2,6 3,6
663,0 5,95 9,0 12,10 0,20 01:20
685,9 5,99 12,1 12,08 ----- 02:05
685,9 5,98 11,8 12,08 ----- -----
672,5 5,94 10,0 12,08 ----- -----
677,2 5,95 11,0 12,08 ----- -----
685,0 5,98 11,7 12,07 ----- -----
685,6 5,95 11,8 12,07 ----- -----
677,6 5,95 11,0 12,10 ----- -----
668,2 5,92 9,8 12,08 ----- -----
687,1 5,99 11,8 12,09 ----- -----
692,6 ----- ----- ----- ----- -----
688,0 ----- ----- ----- ----- -----
682,7 ----- ----- ----- ----- -----
691,7 ----- ----- ----- ----- -----
669,2 ----- ----- ----- ----- -----
687,3 ----- ----- ----- ----- -----
687,8 ----- ----- ----- ----- -----
685,8 ----- ----- ----- ----- -----
694,2 ----- ----- ----- ----- -----
681,1 ----- ----- ----- ----- -----

116
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
8 60 25 10 2,6 5,6
682,8 5,99 10,9 12,11 0,07 02:32
682,1 5,95 11,8 12,11 ----- 05:16
697,2 6,02 12,8 12,10 ----- -----
692,6 6,03 11,9 12,12 ----- -----
695,4 6,00 12,5 12,12 ----- -----
691,0 5,98 10,9 12,10 ----- -----
703,9 6,04 13,7 12,09 ----- -----
688,3 5,98 11,0 12,09 ----- -----
675,5 5,97 9,8 12,10 ----- -----
692,9 6,00 12,3 12,10 ----- -----
700,3 ----- ----- ----- ----- -----
687,6 ----- ----- ----- ----- -----
682,2 ----- ----- ----- ----- -----
670,9 ----- ----- ----- ----- -----
687,6 ----- ----- ----- ----- -----
672,9 ----- ----- ----- ----- -----
689,6 ----- ----- ----- ----- -----
693,3 ----- ----- ----- ----- -----
671,7 ----- ----- ----- ----- -----
695,6 ----- ----- ----- ----- -----

117
ANEXO 1
Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
Nº
Teste
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
9 60 35 9 1,8 3,6
650,7 5,47 21,7 12,07 0,04 03:35
640,8 5,43 19,9 12,07 ----- 04:21
626,9 5,38 17,8 12,06 ----- -----
630,9 5,39 19,1 12,11 ----- -----
628,5 5,36 19,7 12,03 ----- -----
621,8 5,35 15,5 12,12 ----- -----
620,2 5,35 16,7 12,05 ----- -----
628,1 5,39 19,0 12,09 ----- -----
629,5 5,39 17,7 12,08 ----- -----
678,0 5,64 24,1 12,07 ----- -----
609,9 ----- ----- ----- ----- -----
615,5 ----- ----- ----- ----- -----
655,4 ----- ----- ----- ----- -----
615,3 ----- ----- ----- ----- -----
621,3 ----- ----- ----- ----- -----
626,0 ----- ----- ----- ----- -----
628,5 ----- ----- ----- ----- -----
641,1 ----- ----- ----- ----- -----
619,0 ----- ----- ----- ----- -----
635,8 ----- ----- ----- ----- -----

118
ANEXO 1
Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
Nº
Teste
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
10 60 35 9 1,8 5,6
635,9 5,46 16,7 12,10 0,03 03:15
635,8 5,43 16,2 12,11 ----- 04:02
633,6 5,46 13,3 12,10 ----- -----
643,2 5,49 15,8 12,08 ----- -----
631,1 5,45 14,1 12,12 ----- -----
638,1 5,48 17,1 12,11 ----- -----
641,6 5,50 15,7 12,10 ----- -----
638,0 5,48 16,6 12,10 ----- -----
616,0 5,38 13,9 12,09 ----- -----
636,4 5,47 15,4 12,12 ----- -----
631,0 ----- ----- ----- ----- -----
619,0 ----- ----- ----- ----- -----
642,2 ----- ----- ----- ----- -----
631,9 ----- ----- ----- ----- -----
623,2 ----- ----- ----- ----- -----
617,5 ----- ----- ----- ----- -----
632,3 ----- ----- ----- ----- -----
640,1 ----- ----- ----- ----- -----
628,1 ----- ----- ----- ----- -----
632,3 ----- ----- ----- ----- -----

119
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
11 60 35 9 2,6 3,6
637,8 5,90 6,2 12,13 0,08 00:13
637,5 5,90 7,2 12,09 ----- 00:21
637,9 5,95 6,1 12,10 ----- -----
615,4 5,89 4,3 12,13 ----- -----
631,0 5,91 5,9 12,14 ----- -----
633,2 5,92 5,7 12,12 ----- -----
631,7 5,92 5,6 12,13 ----- -----
622,3 5,89 4,9 12,12 ----- -----
633,3 5,89 5,7 12,12 ----- -----
608,2 5,91 3,8 12,14 ----- -----
633,4 ----- ----- ----- ----- -----
629,2 ----- ----- ----- ----- -----
619,3 ----- ----- ----- ----- -----
638,1 ----- ----- ----- ----- -----
637,7 ----- ----- ----- ----- -----
626,3 ----- ----- ----- ----- -----
651,5 ----- ----- ----- ----- -----
619,4 ----- ----- ----- ----- -----
631,9 ----- ----- ----- ----- -----
631,1 ----- ----- ----- ----- -----

120
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
12 60 35 9 2,6 5,6
637,2 5,91 5,9 12,10 0,07 00:29
633,7 5,91 5,8 12,10 ----- 00:40
634,3 5,90 6,1 12,10 ----- -----
622,0 5,91 5,0 12,10 ----- -----
635,3 5,92 6,3 12,11 ----- -----
620,1 5,90 5,1 12,12 ----- -----
633,7 5,91 5,6 12,08 ----- -----
636,4 5,91 6,4 12,09 ----- -----
629,2 5,90 5,3 12,11 ----- -----
632,7 5,90 6,3 12,09 ----- -----
623,6 ----- ----- ----- ----- -----
632,6 ----- ----- ----- ----- -----
636,5 ----- ----- ----- ----- -----
624,6 ----- ----- ----- ----- -----
634,8 ----- ----- ----- ----- -----
635,1 ----- ----- ----- ----- -----
636,9 ----- ----- ----- ----- -----
650,8 ----- ----- ----- ----- -----
635,3 ----- ----- ----- ----- -----
630,1 ----- ----- ----- ----- -----

121
ANEXO 1
Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
Nº
Teste
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
13 60 35 10 1,8 3,6
676,2 5,63 22,6 12,09 0,04 06:58
687,5 5,69 25,5 12,09 ----- 08:53
701,4 5,75 25,6 12,09 ----- -----
676,5 5,64 22,8 12,07 ----- -----
685,1 5,69 24,7 12,07 ----- -----
697,1 5,71 24,8 12,06 ----- -----
692,5 5,71 24,9 12,06 ----- -----
672,3 5,59 23,5 12,06 ----- -----
706,1 5,77 25,6 12,07 ----- -----
689,8 5,69 23,9 12,08 ----- -----
705,0 ----- ----- ----- ----- -----
694,0 ----- ----- ----- ----- -----
675,7 ----- ----- ----- ----- -----
686,7 ----- ----- ----- ----- -----
697,2 ----- ----- ----- ----- -----
706,9 ----- ----- ----- ----- -----
699,0 ----- ----- ----- ----- -----
690,1 ----- ----- ----- ----- -----
695,7 ----- ----- ----- ----- -----
679,9 ----- ----- ----- ----- -----

122
ANEXO 1
Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
Nº
Teste
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
14 60 35 10 1,8 5,6
672,3 5,74 15,3 12,12 0,05 06:12
677,3 5,74 16,5 12,08 ----- 07:36
677,7 5,68 19,2 12,11 ----- -----
691,3 5,79 19,1 12,10 ----- -----
689,0 5,77 17,5 12,10 ----- -----
690,6 5,74 19,7 12,09 ----- -----
671,0 5,66 18,2 12,08 ----- -----
700,6 5,82 20,9 12,09 ----- -----
702,6 5,85 19,1 12,08 ----- -----
709,5 5,88 21,3 12,10 ----- -----
703,3 ----- ----- ----- ----- -----
692,7 ----- ----- ----- ----- -----
691,2 ----- ----- ----- ----- -----
669,0 ----- ----- ----- ----- -----
694,3 ----- ----- ----- ----- -----
684,0 ----- ----- ----- ----- -----
694,7 ----- ----- ----- ----- -----
694,2 ----- ----- ----- ----- -----
677,3 ----- ----- ----- ----- -----
682,4 ----- ----- ----- ----- -----

123
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
15 60 35 10 2,6 3,6
695,0 6,03 12,8 12,08 0,01 01:16
690,1 6,00 11,4 12,08 ----- 02:17
700,2 6,03 14,0 12,07 ----- -----
680,6 5,97 10,6 12,09 ----- -----
695,9 5,99 13,3 12,08 ----- -----
692,8 6,00 12,9 12,10 ----- -----
687,0 5,99 12,1 12,07 ----- -----
675,9 5,96 10,5 12,07 ----- -----
681,1 6,00 11,2 12,07 ----- -----
668,4 5,98 9,0 12,10 ----- -----
685,0 ----- ----- ----- ----- -----
679,7 ----- ----- ----- ----- -----
681,7 ----- ----- ----- ----- -----
697,7 ----- ----- ----- ----- -----
695,3 ----- ----- ----- ----- -----
687,6 ----- ----- ----- ----- -----
692,8 ----- ----- ----- ----- -----
694,1 ----- ----- ----- ----- -----
687,5 ----- ----- ----- ----- -----
698,2 ----- ----- ----- ----- -----

124
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
16 60 35 10 2,6 5,6
684,5 6,03 10,5 12,09 0,01 01:04
677,8 5,99 10,5 12,09 ----- 01:37
663,2 5,98 8,8 12,10 ----- -----
681,5 6,01 10,8 12,09 ----- -----
691,7 6,02 11,8 12,09 ----- -----
685,1 5,97 10,7 12,11 ----- -----
675,9 5,99 10,7 12,09 ----- -----
692,8 6,03 11,7 12,09 ----- -----
680,2 5,98 10,8 12,12 ----- -----
689,3 6,02 11,1 12,09 ----- -----
702,1 ----- ----- ----- ----- -----
718,1 ----- ----- ----- ----- -----
686,6 ----- ----- ----- ----- -----
689,7 ----- ----- ----- ----- -----
698,8 ----- ----- ----- ----- -----
668,0 ----- ----- ----- ----- -----
700,0 ----- ----- ----- ----- -----
676,3 ----- ----- ----- ----- -----
668,7 ----- ----- ----- ----- -----
683,4 ----- ----- ----- ----- -----

125
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
17 70 30 9,5 2,2 4,6
636,2 5,61 12,1 12,08 0,01 03:05
651,5 5,64 13,5 12,08 ----- 02:15
653,1 5,68 14,3 12,12 ----- -----
651,0 5,66 13,5 12,10 ----- -----
639,2 5,62 12,6 12,07 ----- -----
668,2 5,70 16,7 12,10 ----- -----
641,0 5,62 11,8 12,10 ----- -----
664,1 5,68 15,7 12,09 ----- -----
637,9 5,62 11,6 12,12 ----- -----
653,4 5,68 13,5 12,07 ----- -----
663,3 ----- ----- ----- ----- -----
659,5 ----- ----- ----- ----- -----
643,3 ----- ----- ----- ----- -----
646,7 ----- ----- ----- ----- -----
644,4 ----- ----- ----- ----- -----
646,4 ----- ----- ----- ----- -----
663,8 ----- ----- ----- ----- -----
653,9 ----- ----- ----- ----- -----
649,0 ----- ----- ----- ----- -----
648,6 ----- ----- ----- ----- -----

126
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
18 70 30 9,5 2,2 4,6
670,9 5,66 15,2 12,09 0,02 02:30
634,3 5,69 15,3 12,12 ----- 03:52
653,5 5,62 11,6 12,10 ----- -----
661,4 5,63 13,7 12,07 ----- -----
637,6 5,63 12,3 12,13 ----- -----
657,7 5,63 13,3 12,08 ----- -----
655,1 5,67 14,8 12,07 ----- -----
634,2 5,68 13,3 12,10 ----- -----
643,7 5,65 13,7 12,08 ----- -----
657,2 5,65 13,3 12,08 ----- -----
634,8 ----- ----- ----- ----- -----
648,4 ----- ----- ----- ----- -----
665,2 ----- ----- ----- ----- -----
648,0 ----- ----- ----- ----- -----
642,2 ----- ----- ----- ----- -----
656,1 ----- ----- ----- ----- -----
654,9 ----- ----- ----- ----- -----
660,7 ----- ----- ----- ----- -----
643,6 ----- ----- ----- ----- -----
667,0 ----- ----- ----- ----- -----

127
ANEXO 1
Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
Nº
Teste
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
19 70 30 9,5 2,2 4,6
644,0 5,74 15,7 12,12 0,02 04:18
666,2 5,61 11,2 12,08 ----- 04:31
643,1 5,67 13,9 12,08 ----- -----
659,2 5,70 14,5 12,09 ----- -----
651,8 5,59 12,0 12,08 ----- -----
638,4 5,66 15,3 12,09 ----- -----
647,9 5,70 14,5 12,08 ----- -----
660,5 5,62 11,0 12,07 ----- -----
657,8 5,64 12,5 12,10 ----- -----
671,7 5,68 14,8 12,10 ----- -----
669,4 ----- ----- ----- ----- -----
661,7 ----- ----- ----- ----- -----
658,3 ----- ----- ----- ----- -----
656,0 ----- ----- ----- ----- -----
661,3 ----- ----- ----- ----- -----
648,5 ----- ----- ----- ----- -----
640,7 ----- ----- ----- ----- -----
652,2 ----- ----- ----- ----- -----
663,7 ----- ----- ----- ----- -----
638,9 ----- ----- ----- ----- -----

128
ANEXO 1
Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
Nº
Teste
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
20 80 25 9 1,8 3,6
629,3 5,40 18,2 12,08 0,04 03:10
605,1 5,29 14,8 12,09 ----- 04:54
604,2 5,30 17,0 12,12 ----- -----
607,5 5,30 15,2 12,10 ----- -----
608,0 5,30 15,4 12,12 ----- -----
635,1 5,41 18,6 12,09 ----- -----
601,8 5,29 13,9 12,12 ----- -----
600,1 5,28 13,9 12,09 ----- -----
598,9 5,27 14,2 12,10 ----- -----
607,5 5,31 14,4 12,12 ----- -----
608,6 ----- ----- ----- ----- -----
609,3 ----- ----- ----- ----- -----
607,5 ----- ----- ----- ----- -----
590,1 ----- ----- ----- ----- -----
601,9 ----- ----- ----- ----- -----
598,7 ----- ----- ----- ----- -----
596,8 ----- ----- ----- ----- -----
601,5 ----- ----- ----- ----- -----
590,1 ----- ----- ----- ----- -----
631,8 ----- ----- ----- ----- -----

129
ANEXO 1
Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
Nº
Teste
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
21 80 25 9 1,8 5,6
611,7 5,88 3,9 12,15 0,00 02:35
606,3 5,88 3,5 12,13 ----- 04:02
606,5 5,91 3,5 12,12 ----- -----
593,6 5,89 2,7 12,13 ----- -----
604,8 5,91 3,3 12,12 ----- -----
599,7 5,90 3,0 12,13 ----- -----
602,4 5,90 3,3 12,13 ----- -----
590,7 5,88 2,5 12,12 ----- -----
599,3 5,86 3,0 12,14 ----- -----
612,4 5,88 3,8 12,13 ----- -----
604,5 ----- ----- ----- ----- -----
599,4 ----- ----- ----- ----- -----
596,3 ----- ----- ----- ----- -----
593,9 ----- ----- ----- ----- -----
591,1 ----- ----- ----- ----- -----
586,2 ----- ----- ----- ----- -----
591,9 ----- ----- ----- ----- -----
606,9 ----- ----- ----- ----- -----
600,0 ----- ----- ----- ----- -----
602,2 ----- ----- ----- ----- -----

130
ANEXO 1
Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
Nº
Teste
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
22 80 25 9 2,6 3,6
602,0 5,31 12,9 12,11 0,12 02:45
605,6 5,33 13,4 12,09 ----- 08:59
617,5 5,38 14,3 12,10 ----- -----
598,3 5,31 11,8 12,11 ----- -----
606,7 5,35 13,3 12,10 ----- -----
603,7 5,32 13,6 12,12 ----- -----
609,0 5,32 14,6 12,10 ----- -----
601,9 5,32 12,5 12,09 ----- -----
593,9 5,30 12,5 12,10 ----- -----
598,9 5,31 11,8 12,11 ----- -----
600,7 ----- ----- ----- ----- -----
599,2 ----- ----- ----- ----- -----
603,6 ----- ----- ----- ----- -----
604,4 ----- ----- ----- ----- -----
608,3 ----- ----- ----- ----- -----
598,9 ----- ----- ----- ----- -----
602,3 ----- ----- ----- ----- -----
600,6 ----- ----- ----- ----- -----
601,2 ----- ----- ----- ----- -----
606,2 ----- ----- ----- ----- -----

131
ANEXO 1
Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
Nº
Teste
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
23 80 25 9 2,6 5,6
612,7 5,91 3,8 12,15 0,00 09:23
603,3 5,88 3,4 12,16 ----- 11:10
620,0 5,88 4,4 12,13 ----- -----
600,4 5,91 3,2 12,16 ----- -----
627,5 5,91 5,2 12,13 ----- -----
615,9 5,89 4,1 12,15 ----- -----
606,3 5,89 3,5 12,15 ----- -----
614,4 5,91 4,2 12,14 ----- -----
606,1 5,87 3,5 12,15 ----- -----
607,1 5,92 3,5 12,14 ----- -----
605,6 ----- ----- ----- ----- -----
605,0 ----- ----- ----- ----- -----
615,8 ----- ----- ----- ----- -----
601,5 ----- ----- ----- ----- -----
606,1 ----- ----- ----- ----- -----
613,2 ----- ----- ----- ----- -----
614,5 ----- ----- ----- ----- -----
605,5 ----- ----- ----- ----- -----
603,3 ----- ----- ----- ----- -----
613,1 ----- ----- ----- ----- -----

132
ANEXO 1
Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
Nº
Teste
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
24 80 25 10 1,8 3,6
650,2 5,46 20,2 12,13 0,00 03:10
648,6 5,50 18,2 12,08 ----- 05:16
655,8 5,50 20,7 12,09 ----- -----
647,3 5,46 18,2 12,11 ----- -----
647,8 5,49 19,9 12,09 ----- -----
664,3 5,55 21,6 12,09 ----- -----
645,7 5,45 19,7 12,10 ----- -----
642,5 5,46 20,2 12,11 ----- -----
641,1 5,45 18,1 12,08 ----- -----
652,1 5,50 20,9 12,09 ----- -----
653,6 ----- ----- ----- ----- -----
655,3 ----- ----- ----- ----- -----
647,3 ----- ----- ----- ----- -----
654,8 ----- ----- ----- ----- -----
644,8 ----- ----- ----- ----- -----
656,7 ----- ----- ----- ----- -----
663,8 ----- ----- ----- ----- -----
665,3 ----- ----- ----- ----- -----
660,3 ----- ----- ----- ----- -----
648,2 ----- ----- ----- ----- -----

133
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
25 80 25 10 1,8 5,6
652,2 5,55 18,3 12,08 0,02 01:25
662,6 5,62 17,5 12,07 ----- 02:50
648,8 5,52 16,9 12,09 ----- -----
665,9 5,66 19,1 12,08 ----- -----
648,9 5,54 16,9 12,09 ----- -----
664,4 5,63 16,8 12,08 ----- -----
652,4 5,54 17,3 12,11 ----- -----
650,3 5,58 14,2 12,08 ----- -----
650,2 5,54 16,3 12,09 ----- -----
645,4 5,54 17,9 12,08 ----- -----
650,6 ----- ----- ----- ----- -----
662,6 ----- ----- ----- ----- -----
646,4 ----- ----- ----- ----- -----
647,3 ----- ----- ----- ----- -----
661,3 ----- ----- ----- ----- -----
650,0 ----- ----- ----- ----- -----
653,2 ----- ----- ----- ----- -----
658,9 ----- ----- ----- ----- -----
655,9 ----- ----- ----- ----- -----
647,3 ----- ----- ----- ----- -----

134
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
26 80 25 10 2,6 3,6
636,0 5,94 5,7 12,11 0,02 03:15
657,5 5,94 8,3 12,08 ----- 05:02
662,9 5,94 8,5 12,08 ----- -----
632,6 5,93 5,4 12,10 ----- -----
654,6 5,96 7,2 12,13 ----- -----
626,9 5,88 5,0 12,11 ----- -----
640,1 5,92 6,3 12,09 ----- -----
654,3 5,94 7,4 12,10 ----- -----
635,0 5,90 5,8 12,10 ----- -----
653,8 5,95 7,5 12,07 ----- -----
644,1 ----- ----- ----- ----- -----
647,8 ----- ----- ----- ----- -----
649,4 ----- ----- ----- ----- -----
661,9 ----- ----- ----- ----- -----
647,9 ----- ----- ----- ----- -----
641,2 ----- ----- ----- ----- -----
635,6 ----- ----- ----- ----- -----
638,0 ----- ----- ----- ----- -----
633,7 ----- ----- ----- ----- -----
639,4 ----- ----- ----- ----- -----

135
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
27 80 25 10 2,6 5,6
656,8 5,97 7,3 12,13 0,00 05:11
652,7 6,00 6,9 12,12 ----- 06:04
659,7 5,95 8,0 12,11 ----- -----
664,9 5,98 8,6 12,13 ----- -----
655,7 5,96 7,2 12,14 ----- -----
650,0 5,94 6,6 12,16 ----- -----
660,5 5,94 7,5 12,12 ----- -----
640,4 5,95 6,0 12,13 ----- -----
645,4 5,95 7,1 12,10 ----- -----
653,4 5,98 6,5 12,13 ----- -----
653,7 ----- ----- ----- ----- -----
647,4 ----- ----- ----- ----- -----
668,6 ----- ----- ----- ----- -----
673,0 ----- ----- ----- ----- -----
668,7 ----- ----- ----- ----- -----
663,6 ----- ----- ----- ----- -----
655,0 ----- ----- ----- ----- -----
646,3 ----- ----- ----- ----- -----
665,6 ----- ----- ----- ----- -----
682,0 ----- ----- ----- ----- -----

136
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
28 80 35 9 1,8 3,6
613,1 5,35 15,1 12,09 0,02 03:35
636,6 5,46 18,9 12,09 ----- 05:15
613,3 5,33 16,0 12,08 ----- -----
641,7 5,46 20,0 12,09 ----- -----
632,0 5,42 17,0 12,12 ----- -----
625,8 5,41 17,3 12,11 ----- -----
616,6 5,37 16,7 12,10 ----- -----
614,7 5,36 16,1 12,11 ----- -----
614,2 5,33 16,4 12,10 ----- -----
627,1 5,40 15,9 12,10 ----- -----
640,9 ----- ----- ----- ----- -----
630,0 ----- ----- ----- ----- -----
632,8 ----- ----- ----- ----- -----
634,0 ----- ----- ----- ----- -----
630,7 ----- ----- ----- ----- -----
630,7 ----- ----- ----- ----- -----
627,4 ----- ----- ----- ----- -----
616,4 ----- ----- ----- ----- -----
614,5 ----- ----- ----- ----- -----
624,7 ----- ----- ----- ----- -----

137
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
29 80 35 9 1,8 5,6
603,5 5,29 13,0 12,12 0,00 02:34
609,7 5,34 11,9 12,14 ----- 05:28
625,6 5,41 14,6 12,14 ----- -----
610,5 5,34 12,6 12,11 ----- -----
602,3 5,28 12,2 12,15 ----- -----
627,1 5,42 16,3 12,11 ----- -----
622,3 5,37 15,1 12,13 ----- -----
628,9 5,41 15,2 12,12 ----- -----
627,8 5,44 13,4 12,13 ----- -----
628,9 5,42 15,8 12,13 ----- -----
619,5 ----- ----- ----- ----- -----
603,0 ----- ----- ----- ----- -----
604,1 ----- ----- ----- ----- -----
611,7 ----- ----- ----- ----- -----
609,5 ----- ----- ----- ----- -----
627,2 ----- ----- ----- ----- -----
622,1 ----- ----- ----- ----- -----
616,7 ----- ----- ----- ----- -----
616,1 ----- ----- ----- ----- -----
635,2 ----- ----- ----- ----- -----

138
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
30 80 35 9 2,6 3,6
609,7 5,89 3,9 12,16 0,25 00:28
615,1 5,87 4,2 12,18 ----- 00:37
613,8 5,88 4,1 12,15 ----- -----
616,7 5,90 4,6 12,17 ----- -----
610,7 5,91 4,0 12,17 ----- -----
624,2 5,89 5,1 12,16 ----- -----
603,5 5,88 3,4 12,16 ----- -----
611,7 5,89 4,2 12,16 ----- -----
623,9 5,89 4,8 12,16 ----- -----
618,7 5,88 4,3 12,17 ----- -----
623,0 ----- ----- ----- ----- -----
618,8 ----- ----- ----- ----- -----
605,1 ----- ----- ----- ----- -----
624,3 ----- ----- ----- ----- -----
618,1 ----- ----- ----- ----- -----
618,7 ----- ----- ----- ----- -----
599,7 ----- ----- ----- ----- -----
604,6 ----- ----- ----- ----- -----
623,2 ----- ----- ----- ----- -----
632,8 ----- ----- ----- ----- -----

139
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
31 80 35 9 2,6 5,6
630,6 5,92 5,4 12,16 0,05 00:17
629,5 5,91 5,5 12,15 ----- 00:35
633,2 5,93 5,4 12,20 ----- -----
631,9 5,94 5,3 12,16 ----- -----
635,1 5,92 6,0 12,17 ----- -----
616,6 5,94 4,1 12,17 ----- -----
627,9 5,89 5,1 12,16 ----- -----
628,2 5,90 5,3 12,13 ----- -----
627,8 5,89 5,1 12,17 ----- -----
629,9 5,91 5,2 12,17 ----- -----
630,8 ----- ----- ----- ----- -----
612,2 ----- ----- ----- ----- -----
629,7 ----- ----- ----- ----- -----
647,6 ----- ----- ----- ----- -----
641,2 ----- ----- ----- ----- -----
622,4 ----- ----- ----- ----- -----
637,4 ----- ----- ----- ----- -----
617,8 ----- ----- ----- ----- -----
640,5 ----- ----- ----- ----- -----
636,4 ----- ----- ----- ----- -----

140
ANEXO 1
Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
Nº
Teste
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
32 80 35 10 1,8 3,6
673,0 5,59 23,3 12,14 0,01 07:48
652,1 5,52 21,1 12,11 ----- 09:35
671,3 5,56 22,7 12,15 ----- -----
672,7 5,61 22,7 12,13 ----- -----
676,3 5,64 23,1 12,14 ----- -----
663,4 5,54 22,2 12,13 ----- -----
679,8 5,61 21,2 12,13 ----- -----
650,3 5,49 20,7 12,12 ----- -----
659,7 5,51 21,4 12,13 ----- -----
682,1 5,64 21,5 12,12 ----- -----
679,7 ----- ----- ----- ----- -----
660,4 ----- ----- ----- ----- -----
649,1 ----- ----- ----- ----- -----
672,7 ----- ----- ----- ----- -----
650,0 ----- ----- ----- ----- -----
657,1 ----- ----- ----- ----- -----
673,2 ----- ----- ----- ----- -----
676,9 ----- ----- ----- ----- -----
654,5 ----- ----- ----- ----- -----
663,3 ----- ----- ----- ----- -----

141
ANEXO 1
Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
Nº
Teste
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
33 80 35 10 1,8 5,6
668,5 5,65 16,2 12,14 0,01 06:44
686,0 5,70 18,9 12,12 ----- 08:04
679,2 5,71 17,1 12,13 ----- -----
664,8 5,62 16,8 12,12 ----- -----
660,0 5,60 16,7 12,13 ----- -----
662,0 5,62 17,3 12,16 ----- -----
694,9 5,80 17,2 12,14 ----- -----
675,3 5,67 16,9 12,15 ----- -----
665,3 5,61 16,0 12,14 ----- -----
681,1 5,71 17,2 12,14 ----- -----
664,1 ----- ----- ----- ----- -----
673,5 ----- ----- ----- ----- -----
685,2 ----- ----- ----- ----- -----
684,0 ----- ----- ----- ----- -----
681,2 ----- ----- ----- ----- -----
665,5 ----- ----- ----- ----- -----
684,2 ----- ----- ----- ----- -----
692,1 ----- ----- ----- ----- -----
670,1 ----- ----- ----- ----- -----
688,4 ----- ----- ----- ----- -----

142
ANEXO 1
Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
Nº
Teste
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
34 80 35 10 2,6 3,6
665,5 5,98 8,5 12,13 0,00 00:16
664,5 5,97 8,9 12,14 ----- 01:02
673,9 5,98 9,2 12,12 ----- -----
677,1 5,98 10,3 12,12 ----- -----
683,7 5,99 10,5 12,12 ----- -----
657,7 5,95 7,8 12,13 ----- -----
666,8 5,97 8,8 12,13 ----- -----
649,9 5,96 6,7 12,12 ----- -----
685,8 5,99 11,4 12,14 ----- -----
648,9 5,94 6,7 12,13 ----- -----
667,0 ----- ----- ----- ----- -----
668,6 ----- ----- ----- ----- -----
661,1 ----- ----- ----- ----- -----
684,1 ----- ----- ----- ----- -----
658,7 ----- ----- ----- ----- -----
689,6 ----- ----- ----- ----- -----
668,1 ----- ----- ----- ----- -----
672,9 ----- ----- ----- ----- -----
689,6 ----- ----- ----- ----- -----
661,1 ----- ----- ----- ----- -----

143
ANEXO 1 Resultados da aplicação do planejamento fatorial na fase de compressão. (continuação)
N
º T
este
Velo
cid
ad
e d
e
pro
du
ção
(C
om
pri
mid
o /
ho
ra x
100
0)
Velo
cid
ad
e d
o
F-O
-M (
rpm
)
Pro
fun
did
ad
e d
e
En
ch
imen
to (
mm
)
Alt
ura
Cil
ind
ro
Co
mp
res
são
P
rin
cip
al (m
m)
Alt
ura
Cil
ind
ro
Pré
Co
mp
ressão
(m
m)
Peso
(m
g)
Esp
essu
ra (
mm
)
Du
reza (
Kp
)
Esp
essu
ra (
mm
)
Fri
ab
ilid
ad
e (
%)
Desin
teg
ração
(m
inu
tos)
35 80 35 10 2,6 5,6
663,5 5,97 8,4 12,15 0,01 00:31
675,4 5,97 9,6 12,16 ----- 00:59
670,0 5,98 8,7 12,13 ----- -----
672,5 5,94 9,1 12,13 ----- -----
655,1 5,95 7,0 12,15 ----- -----
687,3 6,01 10,9 12,15 ----- -----
648,7 5,96 6,8 12,15 ----- -----
668,2 6,00 8,2 12,13 ----- -----
669,0 5,99 8,6 12,15 ----- -----
658,4 5,94 7,7 12,15 ----- -----
671,6 ----- ----- ----- ----- -----
695,7 ----- ----- ----- ----- -----
683,1 ----- ----- ----- ----- -----
657,8 ----- ----- ----- ----- -----
691,8 ----- ----- ----- ----- -----
650,7 ----- ----- ----- ----- -----
682,8 ----- ----- ----- ----- -----
690,1 ----- ----- ----- ----- -----
668,3 ----- ----- ----- ----- -----
668,6 ----- ----- ----- ----- -----

144
ANEXO 2 Resultados da aplicação do controle estatístico de processo na fase de compressão.
Amostragem (%)
Lote: L002 Lote: L003 Lote: L004
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
0
694,80 5,81 195 12,1 664,60 5,77 139 12,1 664,70 5,69 161 12,0
644,10 5,75 113 12,1 669,00 5,82 135 12,1 659,60 5,71 153 12,1
679,30 5,81 175 12,1 672,70 5,80 138 12,1 662,70 5,71 150 12,1
673,50 5,82 159 12,1 680,90 5,82 151 12,2 675,10 5,75 169 12,1
679,40 5,85 175 12,1 677,30 5,85 157 12,1 673,60 5,79 175 12,0
653,90 5,75 136 12,1 686,90 5,85 167 12,1 681,40 5,77 190 12,0
656,70 5,79 136 12,1 657,90 5,79 123 12,1 657,50 5,70 149 12,1
665,90 5,78 132 12,1 678,20 5,85 143 12,1 681,30 5,80 176 12,1
653,50 5,82 135 12,0 678,40 5,71 115 12,1 665,80 5,74 162 12,1
650,90 5,78 130 12,1 666,80 5,79 126 12,1 660,70 5,71 152 12,1
689,40 ---- ---- ---- 674,40 ---- ---- ---- 642,60 ---- ---- ----
678,30 ---- ---- ---- 675,60 ---- ---- ---- 651,40 ---- ---- ----
677,70 ---- ---- ---- 674,60 ---- ---- ---- 659,30 ---- ---- ----
638,30 ---- ---- ---- 680,20 ---- ---- ---- 685,50 ---- ---- ----
670,40 ---- ---- ---- 679,10 ---- ---- ---- 668,20 ---- ---- ----
653,50 ---- ---- ---- 673,90 ---- ---- ---- 660,60 ---- ---- ----
667,60 ---- ---- ---- 661,70 ---- ---- ---- 658,10 ---- ---- ----
652,40 ---- ---- ---- 674,80 ---- ---- ---- 677,60 ---- ---- ----
682,40 ---- ---- ---- 651,30 ---- ---- ---- 660,60 ---- ---- ----
671,60 ---- ---- ---- 652,00 ---- ---- ---- 662,30 ---- ---- ----

145
ANEXO 2 Resultados da aplicação do controle estatístico de processo na fase de compressão. (continuação)
Amostragem (%)
Lote: L002 Lote: L003 Lote: L004
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
2,5
678,60 5,77 169 12,0 686,80 5,71 155 12,1 687,40 5,77 183 12,1
648,40 5,75 119 12,1 687,90 5,77 163 12,1 668,40 5,74 162 12,1
657,70 5,80 134 12,1 680,00 5,78 144 12,1 642,60 5,70 132 12,1
686,30 5,84 188 12,1 692,00 5,75 170 12,2 644,10 5,69 125 12,1
653,90 5,76 137 12,1 666,20 5,70 134 12,1 658,60 5,73 154 12,1
649,90 5,78 122 12,1 663,10 5,70 134 12,1 640,10 5,71 126 12,1
687,30 5,86 184 12,1 673,10 5,71 145 12,1 674,50 5,75 176 12,0
657,40 5,82 128 12,1 668,70 5,72 139 12,2 665,30 5,72 160 12,1
676,20 5,79 162 12,1 681,00 5,70 157 12,1 667,40 5,74 159 12,1
678,30 5,80 177 12,1 673,30 5,71 144 12,1 668,50 5,73 168 12,1
677,40 ---- ---- ---- 678,60 ---- ---- ---- 659,70 ---- ---- ----
676,30 ---- ---- ---- 678,80 ---- ---- ---- 649,90 ---- ---- ----
654,50 ---- ---- ---- 691,60 ---- ---- ---- 676,20 ---- ---- ----
654,50 ---- ---- ---- 665,60 ---- ---- ---- 673,40 ---- ---- ----
663,20 ---- ---- ---- 659,80 ---- ---- ---- 674,00 ---- ---- ----
675,60 ---- ---- ---- 694,20 ---- ---- ---- 668,70 ---- ---- ----
654,50 ---- ---- ---- 684,00 ---- ---- ---- 665,70 ---- ---- ----
657,70 ---- ---- ---- 667,70 ---- ---- ---- 666,50 ---- ---- ----
673,80 ---- ---- ---- 691,90 ---- ---- ---- 639,50 ---- ---- ----
684,40 ---- ---- ---- 677,40 ---- ---- ---- 647,40 ---- ---- ----

146
ANEXO 2 Resultados da aplicação do controle estatístico de processo na fase de compressão. (continuação)
Amostragem (%)
Lote: L002 Lote: L003 Lote: L004
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
5
662,60 5,72 141 12,1 676,30 5,77 153 12,2 673,00 5,70 167 12,0
685,20 5,83 173 12,1 674,80 5,78 146 12,1 657,40 5,72 151 12,1
649,50 5,77 119 12,1 667,90 5,76 126 12,1 648,70 5,73 130 12,1
680,90 5,83 168 12,1 674,50 5,79 156 12,1 659,70 5,76 162 12,0
672,40 5,81 164 12,1 666,50 5,79 130 12,1 665,90 5,79 154 12,1
663,60 5,78 154 12,1 675,30 5,80 139 12,1 654,60 5,75 143 12,1
656,80 5,80 136 12,1 680,90 5,79 157 12,1 657,60 5,77 143 12,1
645,80 5,76 119 12,1 677,10 5,79 135 12,1 666,20 5,75 164 12,1
684,20 5,85 182 12,1 671,80 5,78 137 12,1 654,80 5,75 147 12,1
666,70 5,80 205 12,1 682,60 5,77 142 12,1 656,50 5,73 148 12,1
659,10 ---- ---- ---- 679,10 ---- ---- ---- 652,80 ---- ---- ----
647,30 ---- ---- ---- 684,40 ---- ---- ---- 683,50 ---- ---- ----
681,90 ---- ---- ---- 674,70 ---- ---- ---- 674,00 ---- ---- ----
665,40 ---- ---- ---- 667,90 ---- ---- ---- 687,60 ---- ---- ----
647,90 ---- ---- ---- 679,40 ---- ---- ---- 681,30 ---- ---- ----
681,60 ---- ---- ---- 676,10 ---- ---- ---- 651,40 ---- ---- ----
657,20 ---- ---- ---- 680,60 ---- ---- ---- 670,40 ---- ---- ----
644,40 ---- ---- ---- 674,30 ---- ---- ---- 669,40 ---- ---- ----
688,80 ---- ---- ---- 687,60 ---- ---- ---- 664,80 ---- ---- ----
681,40 ---- ---- ---- 679,00 ---- ---- ---- 681,00 ---- ---- ----

147
ANEXO 2 Resultados da aplicação do controle estatístico de processo na fase de compressão. (continuação)
Amostragem (%)
Lote: L002 Lote: L003 Lote: L004
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
10
677,90 5,79 170 12,1 684,50 5,76 180 12,1 658,20 5,71 145 12,1
659,20 5,83 138 12,1 692,70 5,85 189 12,1 678,00 5,80 178 12,0
684,20 5,87 168 12,0 675,20 5,79 147 12,1 666,40 5,79 159 12,1
657,30 5,78 136 12,1 659,10 5,73 137 12,0 647,10 5,75 138 12,0
655,60 5,75 142 12,1 675,30 5,80 153 12,0 657,50 5,73 149 12,0
653,40 5,81 129 12,1 682,10 5,80 156 12,1 651,70 5,75 134 12,1
673,10 5,83 160 12,1 663,10 5,80 141 12,0 647,30 5,73 130 12,1
653,30 5,76 138 12,1 676,40 5,80 167 12,1 673,90 5,80 159 12,3
660,50 5,79 147 12,1 659,00 5,77 131 12,0 646,60 5,75 162 12,1
649,80 5,76 126 12,2 655,90 5,75 120 12,1 650,10 5,76 153 12,1
678,20 ---- ---- ---- 667,70 ---- ---- ---- 662,60 ---- ---- ----
683,10 ---- ---- ---- 686,20 ---- ---- ---- 652,30 ---- ---- ----
669,50 ---- ---- ---- 667,20 ---- ---- ---- 677,60 ---- ---- ----
646,80 ---- ---- ---- 673,80 ---- ---- ---- 649,90 ---- ---- ----
689,10 ---- ---- ---- 660,50 ---- ---- ---- 668,00 ---- ---- ----
681,80 ---- ---- ---- 663,10 ---- ---- ---- 659,00 ---- ---- ----
648,70 ---- ---- ---- 662,70 ---- ---- ---- 659,80 ---- ---- ----
675,00 ---- ---- ---- 663,60 ---- ---- ---- 671,50 ---- ---- ----
669,50 ---- ---- ---- 674,10 ---- ---- ---- 664,50 ---- ---- ----
680,70 ---- ---- ---- 672,30 ---- ---- ---- 662,90 ---- ---- ----

148
ANEXO 2 Resultados da aplicação do controle estatístico de processo na fase de compressão. (continuação)
Amostragem (%)
Lote: L002 Lote: L003 Lote: L004
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
20
649,20 5,69 133 12,1 658,50 5,71 133 12,1 678,20 5,67 166 12,1
672,00 5,77 155 12,1 679,50 5,83 155 12,1 652,40 5,62 122 12,1
650,20 5,74 132 12,1 671,00 5,80 156 12,1 674,20 5,70 166 12,0
655,70 5,75 137 12,0 674,70 5,82 159 12,0 654,20 5,63 138 12,1
671,30 5,83 160 12,1 667,30 5,79 138 12,1 674,20 5,65 164 12,3
678,30 5,82 181 12,1 659,60 5,76 130 12,1 676,40 5,69 175 12,1
646,70 5,76 131 12,1 676,30 5,80 152 12,2 674,80 5,65 179 12,0
664,20 5,76 145 12,1 668,70 5,76 140 12,1 647,40 5,62 127 12,1
671,70 5,80 164 12,1 665,60 5,79 136 12,1 668,30 5,67 162 12,1
653,60 5,70 140 12,1 677,80 5,80 150 12,1 668,70 5,67 158 12,1
679,10 ---- ---- ---- 667,50 ---- ---- ---- 654,30 ---- ---- ----
641,20 ---- ---- ---- 664,00 ---- ---- ---- 679,50 ---- ---- ----
683,60 ---- ---- ---- 674,70 ---- ---- ---- 684,90 ---- ---- ----
677,50 ---- ---- ---- 681,10 ---- ---- ---- 640,20 ---- ---- ----
674,90 ---- ---- ---- 656,30 ---- ---- ---- 667,80 ---- ---- ----
641,80 ---- ---- ---- 665,90 ---- ---- ---- 650,30 ---- ---- ----
681,40 ---- ---- ---- 671,10 ---- ---- ---- 673,50 ---- ---- ----
660,60 ---- ---- ---- 674,20 ---- ---- ---- 649,00 ---- ---- ----
673,40 ---- ---- ---- 674,00 ---- ---- ---- 667,30 ---- ---- ----
654,50 ---- ---- ---- 667,50 ---- ---- ---- 656,80 ---- ---- ----

149
ANEXO 2 Resultados da aplicação do controle estatístico de processo na fase de compressão. (continuação)
Amostragem (%)
Lote: L002 Lote: L003 Lote: L004
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
30
647,90 5,71 136 12,1 657,00 5,72 133 12,1 689,20 5,75 195 12,1
645,10 5,73 126 12,1 685,00 5,84 169 12,1 663,20 5,75 157 12,0
649,50 5,78 136 12,1 668,40 5,80 156 12,1 674,20 5,77 190 12,0
682,30 5,85 190 12,0 680,40 5,82 171 12,1 655,70 5,72 144 12,1
645,90 5,76 124 12,1 648,60 5,74 117 12,1 654,20 5,72 143 12,0
663,30 5,79 158 12,0 667,60 5,82 143 12,1 668,00 5,75 166 12,1
646,80 5,79 129 12,1 676,40 5,76 164 12,1 679,50 5,78 203 12,1
667,20 5,83 163 12,1 667,80 5,79 141 12,1 676,40 5,72 170 12,0
674,20 5,84 172 12,1 674,00 5,81 140 12,1 660,60 5,75 147 12,0
660,20 5,79 156 12,1 672,10 5,69 127 12,1 649,50 5,64 122 12,1
671,40 ---- ---- ---- 664,00 ---- ---- ---- 665,70 ---- ---- ----
644,80 ---- ---- ---- 688,20 ---- ---- ---- 667,20 ---- ---- ----
672,80 ---- ---- ---- 672,70 ---- ---- ---- 673,70 ---- ---- ----
680,80 ---- ---- ---- 679,40 ---- ---- ---- 666,50 ---- ---- ----
670,00 ---- ---- ---- 663,10 ---- ---- ---- 657,70 ---- ---- ----
657,10 ---- ---- ---- 673,40 ---- ---- ---- 656,90 ---- ---- ----
678,00 ---- ---- ---- 664,30 ---- ---- ---- 684,20 ---- ---- ----
674,00 ---- ---- ---- 660,60 ---- ---- ---- 672,70 ---- ---- ----
652,70 ---- ---- ---- 669,00 ---- ---- ---- 652,60 ---- ---- ----
637,90 ---- ---- ---- 653,90 ---- ---- ---- 643,20 ---- ---- ----

150
ANEXO 2 Resultados da aplicação do controle estatístico de processo na fase de compressão. (continuação)
Amostragem (%)
Lote: L002 Lote: L003 Lote: L004
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
40
651,30 5,73 126 12,1 671,00 5,75 136 12,0 652,50 5,7 137 12,1
672,80 5,78 178 12,1 678,50 5,81 143 12,1 674,60 5,81 179 12,1
648,30 5,76 130 12,2 673,50 5,78 143 12,1 665,30 5,77 156 12,0
683,80 5,85 182 12,1 678,90 5,82 157 12,0 677,60 5,82 187 12,1
650,30 5,76 135 12,0 683,30 5,79 153 12,1 674,70 5,80 169 12,1
674,30 5,78 170 12,0 682,30 5,84 162 12,1 666,70 5,79 164 12,1
660,60 5,78 152 12,1 663,90 5,75 139 12,1 675,30 5,79 177 12,1
667,00 5,80 161 12,1 664,70 5,75 130 12,1 652,00 5,73 145 12,1
667,20 5,78 161 12,1 679,20 5,79 146 12,0 645,20 5,73 130 12,1
670,20 5,69 131 12,1 679,60 5,83 147 12,1 651,20 5,78 138 12,1
674,00 ---- ---- ---- 674,80 ---- ---- ---- 645,60 ---- ---- ----
646,10 ---- ---- ---- 667,70 ---- ---- ---- 659,20 ---- ---- ----
654,50 ---- ---- ---- 673,60 ---- ---- ---- 655,90 ---- ---- ----
648,80 ---- ---- ---- 659,80 ---- ---- ---- 651,40 ---- ---- ----
681,20 ---- ---- ---- 674,40 ---- ---- ---- 679,90 ---- ---- ----
650,60 ---- ---- ---- 662,60 ---- ---- ---- 666,70 ---- ---- ----
661,10 ---- ---- ---- 673,40 ---- ---- ---- 659,40 ---- ---- ----
682,80 ---- ---- ---- 664,20 ---- ---- ---- 662,60 ---- ---- ----
673,30 ---- ---- ---- 662,40 ---- ---- ---- 689,00 ---- ---- ----
649,60 ---- ---- ---- 681,80 ---- ---- ---- 674,90 ---- ---- ----
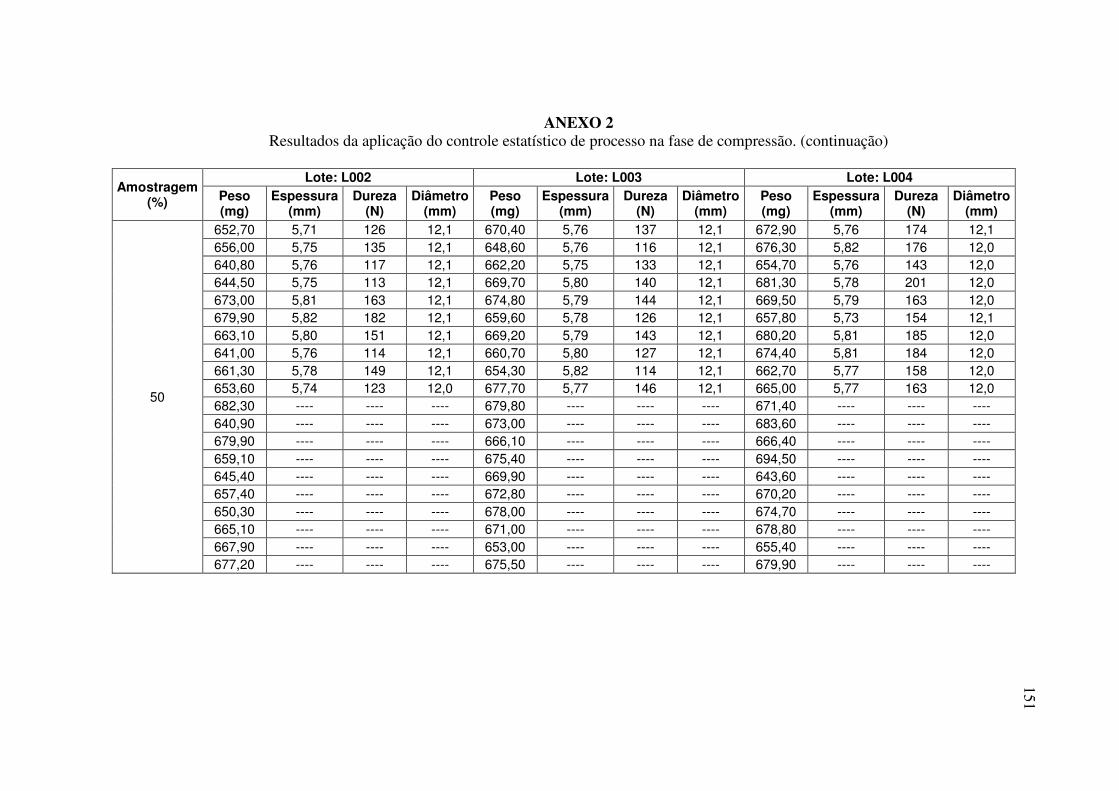
151
ANEXO 2 Resultados da aplicação do controle estatístico de processo na fase de compressão. (continuação)
Amostragem (%)
Lote: L002 Lote: L003 Lote: L004
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
50
652,70 5,71 126 12,1 670,40 5,76 137 12,1 672,90 5,76 174 12,1
656,00 5,75 135 12,1 648,60 5,76 116 12,1 676,30 5,82 176 12,0
640,80 5,76 117 12,1 662,20 5,75 133 12,1 654,70 5,76 143 12,0
644,50 5,75 113 12,1 669,70 5,80 140 12,1 681,30 5,78 201 12,0
673,00 5,81 163 12,1 674,80 5,79 144 12,1 669,50 5,79 163 12,0
679,90 5,82 182 12,1 659,60 5,78 126 12,1 657,80 5,73 154 12,1
663,10 5,80 151 12,1 669,20 5,79 143 12,1 680,20 5,81 185 12,0
641,00 5,76 114 12,1 660,70 5,80 127 12,1 674,40 5,81 184 12,0
661,30 5,78 149 12,1 654,30 5,82 114 12,1 662,70 5,77 158 12,0
653,60 5,74 123 12,0 677,70 5,77 146 12,1 665,00 5,77 163 12,0
682,30 ---- ---- ---- 679,80 ---- ---- ---- 671,40 ---- ---- ----
640,90 ---- ---- ---- 673,00 ---- ---- ---- 683,60 ---- ---- ----
679,90 ---- ---- ---- 666,10 ---- ---- ---- 666,40 ---- ---- ----
659,10 ---- ---- ---- 675,40 ---- ---- ---- 694,50 ---- ---- ----
645,40 ---- ---- ---- 669,90 ---- ---- ---- 643,60 ---- ---- ----
657,40 ---- ---- ---- 672,80 ---- ---- ---- 670,20 ---- ---- ----
650,30 ---- ---- ---- 678,00 ---- ---- ---- 674,70 ---- ---- ----
665,10 ---- ---- ---- 671,00 ---- ---- ---- 678,80 ---- ---- ----
667,90 ---- ---- ---- 653,00 ---- ---- ---- 655,40 ---- ---- ----
677,20 ---- ---- ---- 675,50 ---- ---- ---- 679,90 ---- ---- ----

152
ANEXO 2 Resultados da aplicação do controle estatístico de processo na fase de compressão. (continuação)
Amostragem (%)
Lote: L002 Lote: L003 Lote: L004
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
60
674,80 5,72 154 12,1 653,40 5,71 122 12,1 679,60 5,77 188 12,1
664,30 5,76 146 12,1 663,10 5,80 135 12,1 655,00 5,76 142 12,1
677,90 5,75 157 12,1 690,20 5,84 159 12,0 649,30 5,78 138 12,1
681,70 5,76 170 12,1 672,80 5,79 144 12,1 652,60 5,76 143 12,1
677,60 5,80 172 12,1 658,60 5,77 129 12,1 679,20 5,85 200 12,3
669,50 5,73 161 12,1 666,30 5,82 136 12,1 662,30 5,76 157 12,1
654,00 5,77 133 12,3 669,00 5,78 134 12,1 654,90 5,76 146 12,1
651,60 5,73 128 12,1 682,30 5,84 153 12,1 652,50 5,78 137 12,1
683,00 5,80 183 12,0 667,80 5,79 136 12,1 658,20 5,76 154 12,1
674,70 5,77 163 12,1 682,60 5,83 163 12,1 661,80 5,8 197 12,1
648,40 ---- ---- ---- 677,90 ---- ---- ---- 667,20 ---- ---- ----
675,30 ---- ---- ---- 675,00 ---- ---- ---- 660,10 ---- ---- ----
672,30 ---- ---- ---- 671,20 ---- ---- ---- 660,70 ---- ---- ----
649,50 ---- ---- ---- 659,20 ---- ---- ---- 643,50 ---- ---- ----
653,80 ---- ---- ---- 671,90 ---- ---- ---- 650,40 ---- ---- ----
680,40 ---- ---- ---- 662,40 ---- ---- ---- 676,10 ---- ---- ----
680,60 ---- ---- ---- 664,40 ---- ---- ---- 681,20 ---- ---- ----
665,20 ---- ---- ---- 690,30 ---- ---- ---- 655,80 ---- ---- ----
649,40 ---- ---- ---- 667,70 ---- ---- ---- 650,80 ---- ---- ----
684,30 ---- ---- ---- 676,40 ---- ---- ---- 681,90 ---- ---- ----

153
ANEXO 2
Resultados da aplicação do controle estatístico de processo na fase de compressão. (continuação)
Amostragem (%)
Lote: L002 Lote: L003 Lote: L004
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
70
659,20 5,68 147 12,0 676,50 5,72 146 12,1 664,20 5,72 160 12,0
648,30 5,72 123 12,1 654,80 5,76 105 12,1 650,30 5,74 142 12,0
649,10 5,71 129 12,1 679,10 5,80 152 12,0 648,30 5,78 138 12,1
665,30 5,80 148 12,0 678,30 5,76 155 12,0 680,90 5,76 203 12,3
680,90 5,80 175 12,3 672,90 5,73 146 12,0 647,80 5,71 134 12,1
659,60 5,72 144 12,0 669,00 5,76 133 12,1 672,00 5,79 174 12,1
674,40 5,77 165 12,0 657,00 5,76 130 12,0 655,30 5,73 143 12,1
666,90 5,75 154 12,1 662,20 5,72 132 12,0 675,20 5,80 184 12,1
689,20 5,84 190 12,0 658,60 5,75 118 12,1 654,20 5,74 139 12,1
676,40 5,78 164 12,1 680,40 5,82 151 12,2 683,40 5,80 197 12,0
652,20 ---- ---- ---- 681,30 ---- ---- ---- 650,50 ---- ---- ----
651,60 ---- ---- ---- 683,40 ---- ---- ---- 669,30 ---- ---- ----
673,70 ---- ---- ---- 677,60 ---- ---- ---- 661,90 ---- ---- ----
655,20 ---- ---- ---- 674,90 ---- ---- ---- 653,00 ---- ---- ----
684,60 ---- ---- ---- 679,30 ---- ---- ---- 647,50 ---- ---- ----
684,90 ---- ---- ---- 674,60 ---- ---- ---- 674,40 ---- ---- ----
673,50 ---- ---- ---- 679,00 ---- ---- ---- 663,10 ---- ---- ----
680,80 ---- ---- ---- 678,60 ---- ---- ---- 670,80 ---- ---- ----
654,30 ---- ---- ---- 676,50 ---- ---- ---- 660,10 ---- ---- ----
656,30 ---- ---- ---- 669,80 ---- ---- ---- 652,30 ---- ---- ----

154
ANEXO 2 Resultados da aplicação do controle estatístico de processo na fase de compressão. (continuação)
Amostragem (%)
Lote: L002 Lote: L003 Lote: L004
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
80
674,60 5,71 167 12,1 678,70 5,77 154 12,0 648,10 5,66 132 12,0
680,30 5,77 193 12,0 683,40 5,82 162 12,1 679,10 5,79 175 12,0
651,20 5,71 127 12,1 663,60 5,74 128 12,0 655,20 5,77 150 12,1
659,60 5,79 144 12,0 675,50 5,82 146 12,0 663,10 5,76 153 12,0
679,20 5,78 160 12,1 675,60 5,79 152 12,1 675,00 5,79 177 12,1
657,40 5,72 141 12,1 684,20 5,82 166 12,1 662,10 5,75 169 12,1
665,20 5,76 158 12,0 656,20 5,80 125 12,1 664,90 5,73 163 12,0
662,00 5,74 154 12,1 658,00 5,77 126 12,1 658,20 5,74 148 12,1
687,80 5,79 200 12,0 655,90 5,78 127 12,1 666,00 5,73 168 12,1
670,10 5,75 168 12,0 671,70 5,80 143 12,1 664,60 5,76 187 12,1
681,30 ---- ---- ---- 671,10 ---- ---- ---- 671,00 ---- ---- ----
666,10 ---- ---- ---- 676,40 ---- ---- ---- 647,80 ---- ---- ----
674,10 ---- ---- ---- 681,40 ---- ---- ---- 670,80 ---- ---- ----
665,10 ---- ---- ---- 653,60 ---- ---- ---- 674,80 ---- ---- ----
659,50 ---- ---- ---- 688,80 ---- ---- ---- 646,50 ---- ---- ----
686,90 ---- ---- ---- 678,00 ---- ---- ---- 655,20 ---- ---- ----
676,70 ---- ---- ---- 650,00 ---- ---- ---- 654,90 ---- ---- ----
668,70 ---- ---- ---- 649,70 ---- ---- ---- 669,20 ---- ---- ----
674,30 ---- ---- ---- 659,50 ---- ---- ---- 643,40 ---- ---- ----
679,80 ---- ---- ---- 665,50 ---- ---- ---- 672,20 ---- ---- ----

155
ANEXO 2 Resultados da aplicação do controle estatístico de processo na fase de compressão. (continuação)
Amostragem (%)
Lote: L002 Lote: L003 Lote: L004
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
90
674,60 5,71 178 12,0 673,20 5,80 131 12,1 677,10 5,77 168 12,1
656,40 5,74 133 12,0 687,80 5,88 156 12,1 675,20 5,78 186 12,1
655,20 5,72 134 12,0 678,50 5,82 146 12,1 656,20 5,75 153 12,0
650,80 5,74 136 12,0 683,10 5,83 158 12,0 669,90 5,78 180 12,1
688,60 5,79 194 12,1 668,70 5,83 122 12,1 677,90 5,80 189 12,1
687,30 5,85 170 12,1 675,00 5,86 135 12,1 686,40 5,81 189 12,0
665,10 5,77 159 12,0 674,70 5,82 138 12,1 667,30 5,78 166 12,0
652,80 5,73 140 12,0 679,90 5,84 145 12,0 677,30 5,80 161 12,1
646,70 5,72 156 12,1 687,70 5,87 146 12,1 660,20 5,77 150 12,1
651,80 5,73 143 12,1 655,90 5,82 112 12,1 670,30 5,74 167 12,1
668,90 ---- ---- ---- 649,00 ---- ---- ---- 680,00 ---- ---- ----
648,50 ---- ---- ---- 672,00 ---- ---- ---- 668,90 ---- ---- ----
655,50 ---- ---- ---- 686,60 ---- ---- ---- 660,90 ---- ---- ----
662,20 ---- ---- ---- 685,70 ---- ---- ---- 648,20 ---- ---- ----
648,30 ---- ---- ---- 668,60 ---- ---- ---- 648,80 ---- ---- ----
656,00 ---- ---- ---- 662,30 ---- ---- ---- 655,50 ---- ---- ----
670,70 ---- ---- ---- 655,30 ---- ---- ---- 688,00 ---- ---- ----
651,20 ---- ---- ---- 675,40 ---- ---- ---- 663,40 ---- ---- ----
662,00 ---- ---- ---- 656,00 ---- ---- ---- 657,40 ---- ---- ----
648,40 ---- ---- ---- 666,80 ---- ---- ---- 674,90 ---- ---- ----

156
ANEXO 2 Resultados da aplicação do controle estatístico de processo na fase de compressão. (continuação)
Amostragem (%)
Lote: L002 Lote: L003 Lote: L004
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
95
669,10 5,77 156 12,0 660,80 5,76 133 12,1 670,70 5,75 169 12,1
655,80 5,80 135 12,0 665,40 5,80 140 12,1 676,90 5,76 178 12,3
678,70 5,80 175 12,0 658,30 5,80 129 12,0 656,70 5,72 151 12,0
655,70 5,76 138 12,0 659,80 5,76 128 12,1 670,90 5,71 166 12,0
660,80 5,74 142 12,0 688,70 5,83 184 12,1 671,50 5,79 168 12,1
677,40 5,78 141 12,0 651,70 5,75 122 12,1 651,80 5,71 146 12,0
668,40 5,76 150 12,0 683,70 5,83 169 12,1 677,00 5,75 171 12,0
666,70 5,83 178 12,0 667,70 5,80 140 12,1 647,80 5,72 138 12,1
667,40 5,76 155 12,0 675,70 5,85 152 12,1 662,90 5,76 185 12,1
668,90 5,71 149 12,0 676,20 5,80 156 12,1 663,80 5,77 170 12,1
679,90 ---- ---- ---- 660,70 ---- ---- ---- 661,50 ---- ---- ----
687,20 ---- ---- ---- 665,70 ---- ---- ---- 650,60 ---- ---- ----
653,00 ---- ---- ---- 677,70 ---- ---- ---- 652,30 ---- ---- ----
677,20 ---- ---- ---- 673,90 ---- ---- ---- 664,80 ---- ---- ----
686,60 ---- ---- ---- 688,00 ---- ---- ---- 674,90 ---- ---- ----
654,30 ---- ---- ---- 672,50 ---- ---- ---- 645,20 ---- ---- ----
648,70 ---- ---- ---- 667,30 ---- ---- ---- 679,80 ---- ---- ----
660,50 ---- ---- ---- 655,10 ---- ---- ---- 679,50 ---- ---- ----
656,30 ---- ---- ---- 680,30 ---- ---- ---- 680,30 ---- ---- ----
660,40 ---- ---- ---- 666,00 ---- ---- ---- 646,40 ---- ---- ----

157
ANEXO 2 Resultados da aplicação do controle estatístico de processo na fase de compressão. (continuação)
Amostragem (%)
Lote: L002 Lote: L003 Lote: L004
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
97,5
678,20 5,80 157 12,1 690,30 5,73 179 12,1 663,80 5,72 167 12,1
670,80 5,78 165 12,0 663,80 5,72 138 12,1 652,10 5,72 157 12,0
660,60 5,78 148 12,1 664,50 5,77 131 12,1 642,80 5,70 138 12,1
640,40 5,76 122 12,1 669,40 5,74 147 12,1 666,90 5,75 178 12,0
669,70 5,82 164 12,3 674,60 5,81 158 12,1 642,50 5,72 132 12,1
659,10 5,79 146 12,0 674,90 5,76 154 12,0 680,00 5,79 201 12,0
667,90 5,80 151 12,0 661,50 5,75 132 12,1 664,70 5,72 177 12,1
680,50 5,83 169 12,1 679,70 5,78 166 12,1 669,10 5,78 183 12,0
657,10 5,80 145 12,1 692,30 5,80 179 12,0 638,00 5,70 129 12,1
651,90 5,72 139 12,1 677,90 5,79 156 12,1 652,90 5,71 153 12,0
683,10 ---- ---- ---- 678,80 ---- ---- ---- 679,00 ---- ---- ----
649,90 ---- ---- ---- 658,90 ---- ---- ---- 660,00 ---- ---- ----
665,70 ---- ---- ---- 674,60 ---- ---- ---- 674,70 ---- ---- ----
654,60 ---- ---- ---- 655,30 ---- ---- ---- 677,30 ---- ---- ----
650,50 ---- ---- ---- 675,20 ---- ---- ---- 677,90 ---- ---- ----
684,80 ---- ---- ---- 672,40 ---- ---- ---- 651,00 ---- ---- ----
659,20 ---- ---- ---- 677,20 ---- ---- ---- 646,30 ---- ---- ----
654,50 ---- ---- ---- 675,70 ---- ---- ---- 653,10 ---- ---- ----
661,00 ---- ---- ---- 652,90 ---- ---- ---- 668,90 ---- ---- ----
652,50 ---- ---- ---- 695,70 ---- ---- ---- 668,60 ---- ---- ----

158
ANEXO 2 Resultados da aplicação do controle estatístico de processo na fase de compressão. (continuação)
Amostragem (%)
Lote: L002 Lote: L003 Lote: L004
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
Peso (mg)
Espessura (mm)
Dureza (N)
Diâmetro (mm)
100
650,40 5,72 137 12,1 677,60 5,77 158 12,1 675,80 5,76 193 12,0
652,00 5,81 132 12,1 655,30 5,72 127 12,1 675,30 5,81 194 12,1
652,20 5,77 135 12,1 672,80 5,78 162 12,1 671,30 5,80 188 12,1
651,60 5,77 132 12,0 661,60 5,75 138 12,1 651,70 5,73 147 12,1
679,10 5,83 186 12,1 645,80 5,69 110 12,2 682,10 5,81 196 12,0
681,50 5,84 170 12,0 657,90 5,76 134 12,1 665,00 5,73 178 12,0
680,50 5,83 186 12,0 652,30 5,71 125 12,1 654,10 5,72 150 12,0
682,20 5,83 188 12,1 680,10 5,76 170 12,1 676,20 5,78 180 12,0
677,70 5,83 184 12,0 670,40 5,76 151 12,0 677,10 5,76 192 12,0
652,90 5,79 147 12,1 674,10 5,76 158 12,1 680,30 5,72 186 12,0
668,10 ---- ---- ---- 675,10 ---- ---- ---- 665,70 ---- ---- ----
665,60 ---- ---- ---- 660,30 ---- ---- ---- 634,40 ---- ---- ----
664,00 ---- ---- ---- 674,90 ---- ---- ---- 638,50 ---- ---- ----
646,50 ---- ---- ---- 656,20 ---- ---- ---- 675,90 ---- ---- ----
660,20 ---- ---- ---- 650,60 ---- ---- ---- 641,50 ---- ---- ----
675,50 ---- ---- ---- 680,60 ---- ---- ---- 673,60 ---- ---- ----
676,30 ---- ---- ---- 650,00 ---- ---- ---- 647,40 ---- ---- ----
692,90 ---- ---- ---- 677,80 ---- ---- ---- 676,10 ---- ---- ----
687,00 ---- ---- ---- 667,00 ---- ---- ---- 656,90 ---- ---- ----
648,70 ---- ---- ---- 673,00 ---- ---- ---- 674,90 ---- ---- ----