anÁlise toxicolÓgica de nano partÍculas geradas nos ... · anÁlise toxicolÓgica de nano...
TRANSCRIPT
ANÁLISE TOXICOLÓGICA DE NANO PARTÍCULAS GERADAS NOS PROCESSOS
DE SOLDADURA João Gomes Professor Coordenador c/Agregação, ISEL/IPL Investigador IBB – IST/UL
Workshop sobre Técnicas Avançadas nos Processos de Ligação e Consolidação Ordem dos Engenheiros, Lisboa, 1/10/2013
ISEL

INVESTIGADORES
Prof. João Bordado – CEBQ/IBB
Prof. João Gomes – CEBQ/IBB e ISEL
Profª Patrícia Carvalho – ICEMS
Profª Rosa Miranda – UNIDEMI
Prof. Telmo Santos – UNIDEMI
Profª Teresa Vieira – CEMUC
Profª Paula Albuquerque Profª Ana Bettencourt
Profª Lídia Gonçalves
APOIOS
Projecto 035/APJ/09 Beca Larramendi 2012

3
Conteúdo da apresentação
1. Importância e interesse do tema
2. Monitorização da exposição: equipamentos e
metodologia
3. Casos de estudo
- soldadura com eléctrodos revestidos (SER)
- soldadura “Metal Active Gas” (MAG)
- soldadura por fricção linear (FSW)
- outros estudos em curso
4. Conclusões
Workshop sobre Técnicas Avançadas nos Processos de Ligação e Consolidação Ordem dos Engenheiros, Lisboa, 1/10/2013

A utilização de processos de soldadura
gera fumos (constituídos por partículas
e gases),…
… por vezes de toxicidade muito
elevada, que tem sido objecto de
particular atenção e de diversos estudos
( Bland, J., 1973 ; Jenkins e Moreton, 1974 ;
Pires et al., 2006 ; Pires et al., 2007 ),
assim como de medidas
de regulação específica,
com o objectivo de
proteger os trabalhadores
expostos.

5
Partículas em fumos de soldadura
Para partículas > 2.5 µm, a toxicidade depende da
composição química. Nestes casos a toxicidade é
bem conhecida e estão definidos valores limite de
exposição (ACGIH, NIOSH, NP, … ) em termos de:
- TWA (time weighted average: 8h de exposição)
- concentração instantânea (exposição: 15 min)
Exemplo:
“ACGIH has assigned welding fumes (not otherwise
classified) a threshold limit value (TLV) of 5 milligrams
per cubic meter (mg/m3) as a TWA for a normal 8-hour
workday and a 40-hour workweek” [ACGIH 1994, p. 36]

6
A principal característica distintiva entre as
nanopartículas e as macropartículas é o
elevado valor de área superficial das NPs.
As nanopartículas podem
ser tóxicas dependendo
da sua forma e potencial
de penetração no interior
do sistema respiratório
Nanopartículas (NPs)

7
Regiões do aparelho respiratório
humano
Avaliação da exposição a Nanopartículas
Partículas > 2,5 µm
ficam retidas na laringe.
As nanopartículas
podem ir até às regiões
traqueobronquiais ou
alveolares.
Quanto menores as partículas, mais potencialmente perigosas se tornam,
uma vez que podem progredir mais no interior do sistema respiratório
8
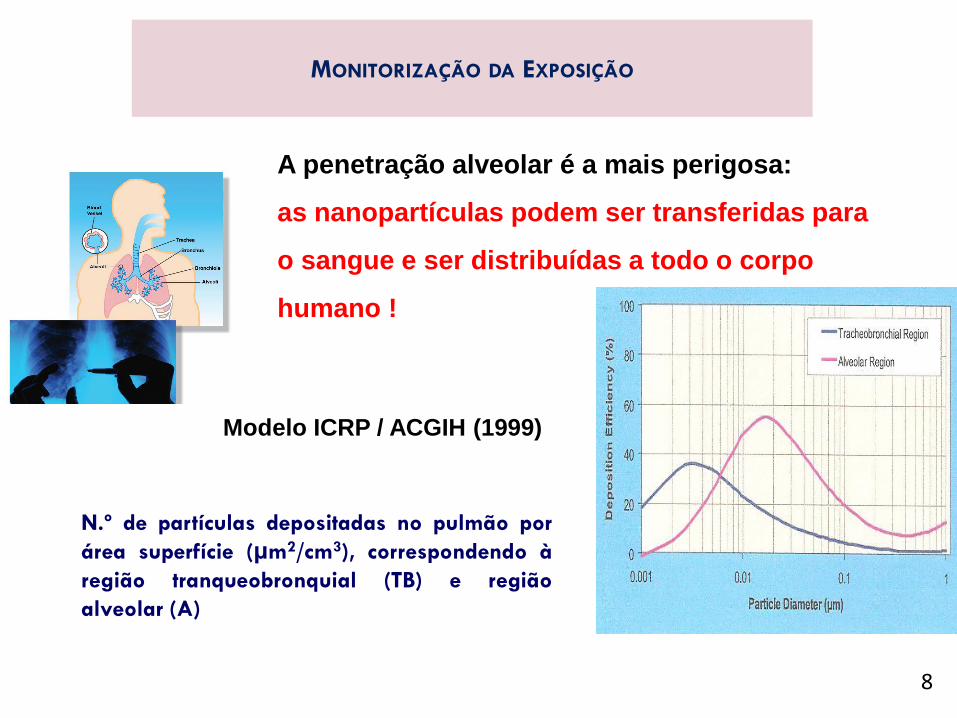
MONITORIZAÇÃO DA EXPOSIÇÃO
N.º de partículas depositadas no pulmão por
área superfície (µm2/cm3), correspondendo à
região tranqueobronquial (TB) e região
alveolar (A)
A penetração alveolar é a mais perigosa:
as nanopartículas podem ser transferidas para
o sangue e ser distribuídas a todo o corpo
humano !
Modelo ICRP / ACGIH (1999)

9
MONITORIZAÇÃO - EQUIPAMENTOS
TSI Model 3034 - Scanning Mobility
Particle Sizer Spectrometer (SMPS)**
TSI Model 3550 – Nanoparticle
Surface Area Monitor (NSAM)*
(*) Co-financiado: Autoridade para as Condições de Trabalho (ACT) – Projecto n.º 035
APJ/09 - “Nanopartículas em Ambientes Interiores e Efeitos na Saúde Humana”.
(**) CEMUC – FCT/UC
TSI Model 3089 – Nanometer
Aerosol Sampler (NAS)*

MONITORIZAÇÃO - EQUIPAMENTOS
Princípio base de
funcionamento:
- electrização das
nanopartículas
- captação em campo
electrostático
- comparação da
diferença de carga
eléctrica
- utilização de modelo
de deposição no
pulmão 10

Software de aquisição de dados Software de aquisição de dados
11

Metodologia descrita em:
- Gomes, J., Albuquerque, P., Esteves, H., Carvalho, P., “Notice on a methodology for
characterizing emissions of ultrafine particles/nanoparticles in microenvironments”,
Energy and Emission Control Technology (2013)
- Gomes, J., Guerreiro, C., Lavrador, D., Carvalho, P., Miranda, R., “TEM analysis: a tool on
toxicology assessment of occupational exposure to airborne nanoparticles from welding”,
Microscopy and Microanalysis, 19(S4), 153-154 (2013)
TEM: Hitachi H-8100 II
Microlab IST
12
CARACTERIZAÇÃO - EQUIPAMENTOS
Recolha com NAS
Análise por TEM: morfologia, hábito,
cristalinidade, dimensões
Análise por EDS: composição elementar

• Processo de soldadura por arco eléctrico
• Protecção do banho de soldadura por
decomposição química do revestimento
Processo de soldadura por eléctrodos
revestidos (SER)
Principais parâmetros operatórios do Processo SER
Revestimento
Diâmetro
Intensidade da corrente de soldadura
Tensão
Velocidade de Soldadura

Procedimento experimental SER
Parâmetros
Tipo de eléctrodo Rutílico E6013 / Básico E 7018-1
Comprimento (mm) 350
Espessura do material base a soldar (mm) 5
Intensidade (A) 90/70
Ensaio1 Ensaio2 Ensaio3 Ensaio4
Tipo de eléctrodo Rutílico E 6013 Rutílico E 6013 Básico E 7018-1 Básico E 7018-1
Intensidade (A) 70 90 70 90
Ensaios experimentais
14

Ponto 3
150 c
m
50 cmPonto 4
150 c
m
Ponto 5
150 c
m
95 c
m
Ponto 6
120 c
m
25 cmPonto 1 e 2
140 c
m
100 cm
(...) 300 cm
Medições com monitor de área de superfície de nanopartículas
(NSAM)
15

Resultados obtidos nos ensaios experimentais SER com o Monitor NSAM
Ensaio 1: Eléctrodo rutílico a 70 A
0
200
400
600
800
1000
0 20 40 60 80 100 120
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
50 cm 100 cm 300 cm
0
10000
20000
30000
40000
50000
0 20 40 60 80 100 120
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
Ext. Máscara do operador Máscara do operador
Hotte
Ensaio 2: Eléctrodo rutílico a 90 A
0
500
1000
1500
2000
0 20 40 60 80 100 120
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
50 cm 100 cm 300 cm
0
20000
40000
60000
0 20 40 60 80 100 120
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
Ext. Máscara do operador Máscara do operador
Hotte 16

Ensaio 3: Eléctrodo básico a 70 A
Ensaio 4: Eléctrodo básico a 90 A
0
100
200
300
400
500
600
700
0 20 40 60 80 100 120
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
50 cm 100 cm 300 cm
0
50000
100000
150000
0 20 40 60 80 100 120
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
Ext. Máscara do operador Máscara do operador
Hotte
0
100
200
300
400
500
600
0 20 40 60 80 100 120
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
50 cm 100 cm 300 cm
-50000
0
50000
100000
150000
0 20 40 60 80 100 120
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
Ext. Máscara do operador Máscara do operador
Hotte
Resultados obtidos nos ensaios experimentais SER com o Monitor NSAM
17

Súmula dos ensaios experimentais SER com o monitor NSAM
0,00
2000,00
4000,00
6000,00
8000,00
10000,00
12000,00
0 20 40 60 80 100 120
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
Média de todos os pontos ensaio 1
0,00
5000,00
10000,00
15000,00
20000,00
0 20 40 60 80 100 120
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
Média de todos os pontos ensaio 2
0,00
5000,00
10000,00
15000,00
20000,00
25000,00
30000,00
0 20 40 60 80 100 120
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
Média de todos os pontos ensaio 3
0,00
5000,00
10000,00
15000,00
20000,00
25000,00
30000,00
0 20 40 60 80 100 120
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
Média de todos os pontos ensaio 4
10544 µm²/cm³ 14455 µm²/cm³
24719 µm²/cm³ 25938 µm²/cm³
( Rutílico, 70 A ) ( Rutílico, 90 A )
( Básico, 70 A ) ( Básico, 90 A )
18

Análise morfológica das partículas emitidas no processo SER
Eléctrodos rutilícos
Eléctrodos básicos
19

Análise química (EDS) das partículas emitidas
Ferro Potássio
Cálcio
Ferro
Potássio/Cálcio
Eléctrodos básicos Eléctrodos rutilícos
20

Conclusões relativas ao processo SER
• Os eléctrodos revestidos básicos com uma
intensidade de corrente de 90 A provocaram as
maiores áreas de superfície de partículas com
capacidade de deposição alveolar.
• Os eléctrodos revestidos rutilícos são os que
apresentaram uma maior diversidade de
elementos químicos libertados e pela análise
morfológica, apresentam uma maior eficiência de
deposição alveolar.
21

• Processo de soldadura por arco eléctrico
• Utilização de gases de protecção à base de CO2
Processo de soldadura Metal Active Gas (MAG)
Principais parâmetros do Processo de soldadura MAG
Intensidade de corrente
Tensão do arco
Velocidade de soldadura
Extensão do eléctrodo
Tipo de gás de protecção
Diâmetro do eléctrodo
22

Ensaio1 Ensaio2 Ensaio3 Ensaio4
Composição da Protecção
Gasosa
Ar + 18 % CO2 Ar + 8 % CO2 Ar + 18 % CO2
Ar + 8 % CO2
Velocidade de alimentação
do fio (m/min)
8 8 5 5
Modo de transferência Globular Globular Spray Spray
Procedimento experimental MAG
Parâmetros fixos
Tipo de eléctrodo AWS 5.18 ER70S-6
Diâmetro (mm) 1
Espessura do material base a soldar (mm) 5
Fluxo de Gás (l/min) 15
Velocidade de soldadura (mm/min) 300
Comprimento do cordão de soldadura (mm) 450
Tempo de soldadura (s) 90
Ensaios experimentais
23

Equipamento experimental para determinação
das emissões em soldadura automática MAG
Ref: Guerreiro, C., “Avaliação das emissões de nanopartículas resultantes de processos de soldadura por fusão de aços”, Tese de Mestrado em Engª Mecânica, FCT-UNL, Caparica, 2012
24
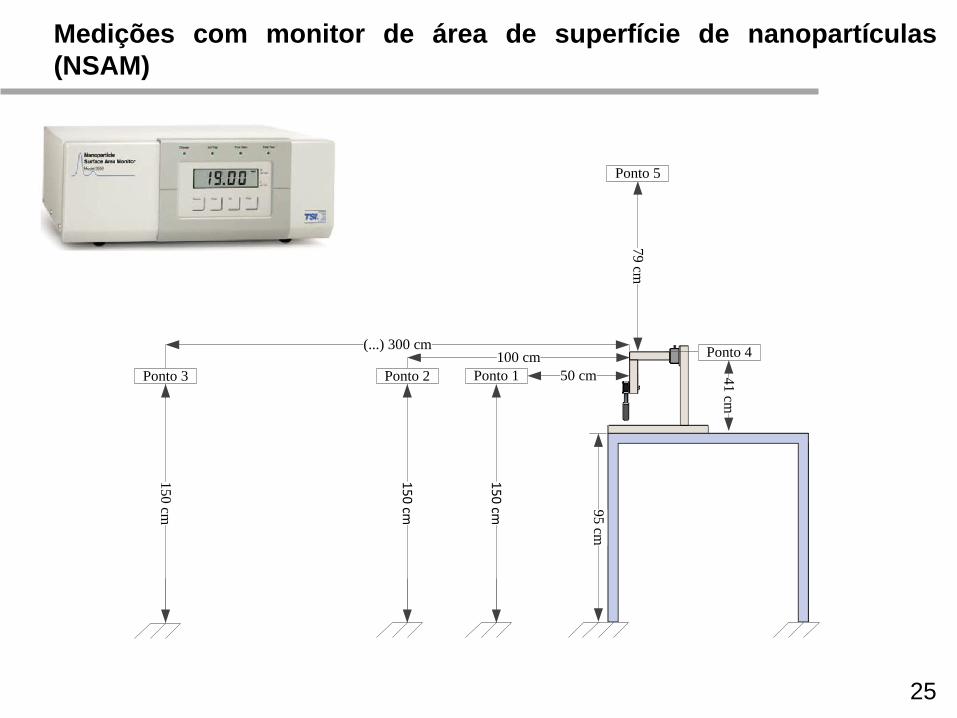
Medições com monitor de área de superfície de nanopartículas
(NSAM)
Ponto 1
15
0 cm
50 cmPonto 2
15
0 cm
100 cm
Ponto 3
150 cm
(...) 300 cm
41 cm
95 cm
Ponto 4
Ponto 5
79 cm
25

Resultados obtidos nos ensaios MAG com o Monitor NSAM
0100200300400500600700800
0 50 100 150
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
50 cm 100 cm 300 cm
-20000
0
20000
40000
60000
80000
100000
120000
0 50 100 150
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
Hotte Másc. operador
Ensaio 1: Modo de transferência globular com protecção
gasosa Ar + 18 % CO2
0
500
1000
1500
2000
0 50 100 150
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
50 cm 100 cm 300 cm
-20000
0
20000
40000
60000
80000
0 50 100 150
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
Hotte Mác. operador
Ensaio 2: Modo de transferência globular com protecção
gasosa Ar + 8 % CO2
26

Resultados obtidos nos ensaios MAG com o Monitor NSAM
Ensaio 3: Modo de transferência spray com protecção
gasosa Ar + 18 % CO2
0
500
1000
1500
0 50 100 150
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
50 cm 100 cm 300 cm
0
20000
40000
60000
80000
100000
0 50 100 150
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
Hotte Másc. operador
0
1000
2000
3000
4000
0 50 100 150
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
50 cm 100 cm 300 cm
0
10000
20000
30000
40000
50000
60000
70000
0 50 100 150
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
Hotte Másc. operador
Ensaio 4: Modo de transferência spray com protecção
gasosa Ar + 8 % CO2
27

0
5000
10000
15000
20000
25000
30000
0 50 100 150
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
Média de todos os pontos ensaio 1
0
5000
10000
15000
20000
25000
0 50 100 150
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
Média de todos os pontos ensaio 2
0
5000
10000
15000
20000
25000
30000
35000
0 50 100 150
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
Média de todos os pontos ensaio 3
0
5000
10000
15000
20000
0 50 100 150
Áre
a d
e su
per
fíci
e d
as
par
tícu
las
po
r vo
lum
e p
ulm
onar
(µm
²/cm
³)
Tempo (s)
Média de todos os pontos ensaio 4
25878 µm²/cm³ 20291 µm²/cm³
32946 µm²/cm³ 18314 µm²/cm³
( Globular, Ar + 18 % CO2 ) ( Globular, Ar + 8 % CO2 )
( Spray, Ar + 18 % CO2 ) ( Spray, Ar + 8 % CO2 )
Súmula dos ensaios experimentais MAG com o monitor NSAM
28

Resultados de granulometria SMPS no processo MAG
Ensaio 1: Modo de transferência globular com
protecção gasosa Ar + 18 % CO2
Ensaio 2: Modo de transferência globular com
protecção gasosa Ar + 8 % CO2
Ensaio 3: Modo de transferência spray com
protecção gasosa Ar + 18 % CO2 Ensaio 4: Modo de transferência spray com
protecção gasosa Ar + 8 % CO2
29
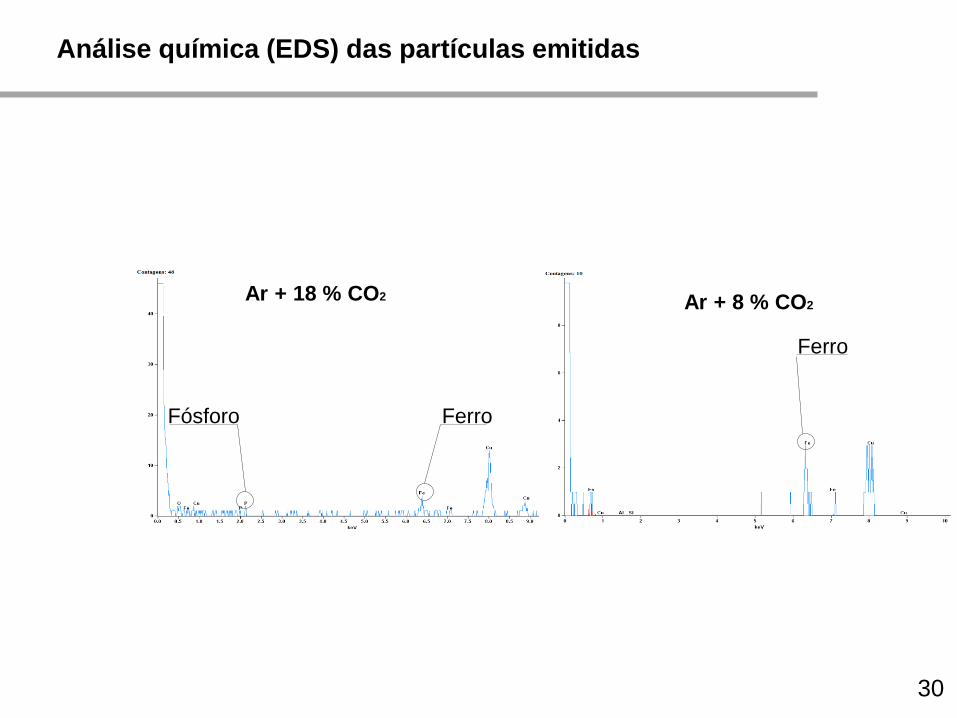
Fósforo Ferro
Ferro
Ar + 18 % CO2 Ar + 8 % CO2
Análise química (EDS) das partículas emitidas
30
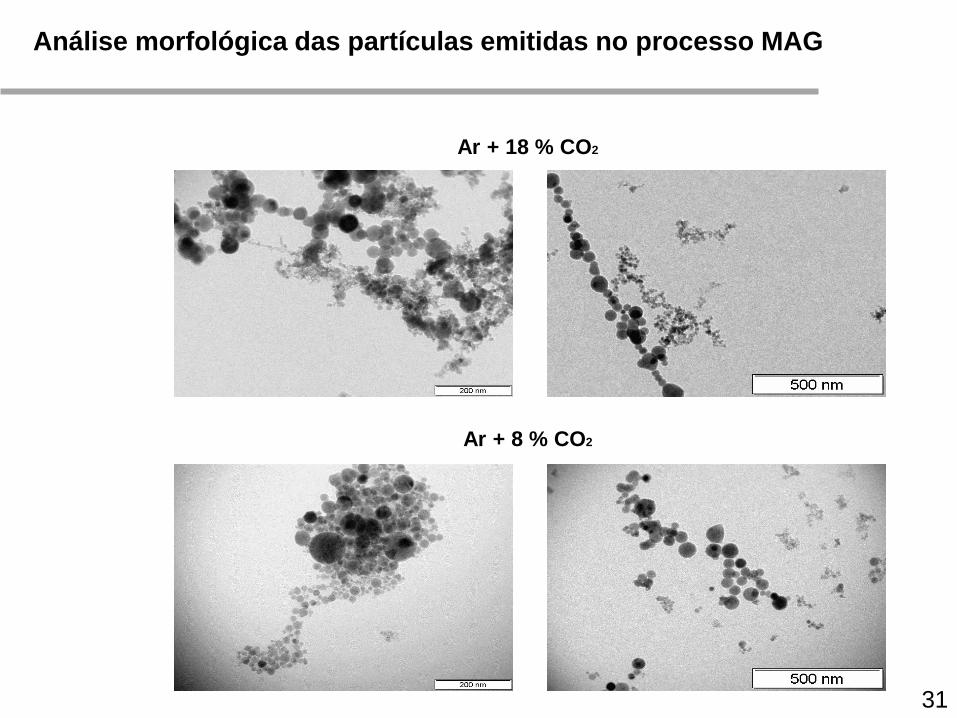
Ar + 18 % CO2
Ar + 8 % CO2
Análise morfológica das partículas emitidas no processo MAG
31

Conclusões relativas ao processo MAG
• A mistura gasosa Ar+18 % CO2 no modo de
transferência por spray provocou as maiores áreas
de superfície de partículas com capacidade de
deposição alveolar e também a maior concentração
total de partículas.
• A mistura gasosa Ar+18 % CO2 no modo de
transferência globular provocou elevados níveis de
concentração de partículas com alta eficiência de
deposição.
32
Referência:
Gomes, J., Albuquerque, P., Miranda, R., Vieira, M., “Determination of
airborne nanoparticles from welding operations”, Journal of Toxicology and
Environmental Health – Part A, 75, 747-755 (2012)

Soldadura por fricção linear
Parâmetros do processo: - Geometria da ferramenta (shoulder e pino) - Velocidade de avanço (v) - Velocidade de rotação (Ω) - Força Vertical
Origem possível de nanopartículas: - Fricção entre o material e a ferramenta
Factores mais relevantes: - Velocidade de rotação - Geometria da ferramenta - Características do material
Friction Stir Welding (FSW): a “clean” welding process (TWI, 1991)
(processo sem fusão de metal)
33

Equipamento experimental para determinação
das emissões em soldadura por fricção linear (FSW)
Máquina
FSW
Ref: Lavrador, D., “Estudo de avaliação de emissões de nanopartículas na soldadura por fricção linear de ligas de alumínio”, Tese de Mestrado em Engª Mecânica, FCT/UNL, Caparica, 2012 34

35
Welding
conditions
Sampling
location
Average
deposited area
(µm2/cm3)
Minimum and
maximum values
(µm2/cm3)
TWA for 8h
(µm2/cm3)
Total deposited
area
(µm2)
Dose per lung
area
(µm2/m2)
no welding
Baseline
- 64.0 61.5 – 68.0 2.11 1.01 x 106 1,27 x 104
355 mm/min
Cold
Welding tool 2500 56.0 - 13900 6.95 3.34 x 106 4.17 x 104
180 mm/min
Hot
Welding tool 16500 59.4 - 100000 160.3 7.70 x 107 9.62 x 105
355 mm/min
Cold
Welding tool 15700 38.6 - 100000 114.5 5.49 x 107 6.87 x 105
180 mm/min
Cold
Welding tool 10600 11.0 - 42500 40.6 1.95 x 107 2.44 x 105
x 225
x 166
Medições em soldadura FSW de ligas de alumínio (AA7178-T6)
Medições preliminares em fresadora adaptada a
FSW: operação a quente versus operação a frio

Test 1 Test 2 Test 3 Test 4
Material AA 5083 AA 6082
Ω[rpm] 1120 450 1120 800
Ω/V 7,46 3 7,46 5,33
Parâmetros de soldadura: Velocidade de avanço (v): 150 mm/min Tempo de soldadura: 105 s
Equipamento: LEGIO™ FSW 3U Ligas de alumínio: AA5083 ( const. naval ) AA6082 ( aeroespacial )
CONDIÇÕES EXPERIMENTAIS
5 mm
15 mm
2,5
mm
Shoulder
diâmetro: 15 mm 2 estrias helicoidais
Pino cilíndrico estriado diâmetro: 5 mm
altura: 3,5 mm
36
Ferramenta

8,5 cm
11
,5 c
m
Ponto de recolha
Movimento da ferramenta
Ferramenta de SFL
Pontos de medição e recolha
37

0
5000
10000
15000
20000
25000
30000
35000
40000
45000
10 20 30 40 50 60 70 80 90 100 110 120 130 140
AD
SA
(µ
m²/
cm³)
Time (s)
AA 5083 450 rpm AA 5083 1120 rpm
0
5000
10000
15000
20000
25000
10 20 30 40 50 60 70 80 90 100 110 120 130 140 150
AD
SA
(µ
m²/
cm³)
Time (s)
AA 6082 800 rpm AA 6082 1120 rpm
38
Área superficial depositada (ADSA) versus composição do material e
velocidade de rotação
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
10 20 30 40 50 60 70 80 90 100 110 120 130 140 150
AD
SA
(µ
m²/
cm³)
Time (s)
AA 5083 1120 rpm AA 6082 1120 rpm
Ω 450 rpm 800 rpm 1120 rpm
Material AA 5083 AA 6082 AA 5083 AA 6082
Average
ADSA
(µm²/cm³)
3536,22 4917,66 20958,43 10725,70

0,00,20,40,60,81,01,21,41,61,82,0
10
,4
12
,9 16
19
,8
24
,6
30
,5
37
,9 47
58
,3
72
,3
89
,8
11
1,4
13
8,2
17
1,5
21
2,9
26
4,2
32
7,8
40
6,8
dN
/dlo
gD
p (
#/c
m³)
[e6
]
Diameter (nm)
AA 5083 450 rpm
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
10
,4
12
,9 16
19
,8
24
,6
30
,5
37
,9 47
58
,3
72
,3
89
,8
11
1,4
13
8,2
17
1,5
21
2,9
26
4,2
32
7,8
40
6,8
dN
/dlo
gD
p (
#/c
m³)
[e6
]
Diameter (nm)
AA 5083 1120 rpm
Distribuição de tamanhos de partículas versus composição do material
e velocidade de rotação
Max size dist: 58-67 nm + 89/138 nm Max size dist: 54-72 nm + 111-171 nm
39
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
10
,4
12
,9 16
19
,8
24
,6
30
,5
37
,9 47
58
,3
72
,3
89
,8
11
1,4
13
8,2
17
1,5
21
2,9
26
4,2
32
7,8
40
6,8
dN
/dlo
gD
p (
#/c
m³)
[e6
]
Diameter (nm)
AA 6082 800 rpm
Max size dist: 48-72 nm
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
10
,4
12
,9 16
19
,8
24
,6
30
,5
37
,9 47
58
,3
72
,3
89
,8
11
1,4
13
8,2
17
1,5
21
2,9
26
4,2
32
7,8
40
6,8
dN
/dlo
gD
p (
#/c
m³)
[e6
]
Diameter (nm)
Max size dist: 16-24nm + 30-47nm + 89-138 nm

40
Morfologia e composição química das NPs emitidas
para a liga AA 5083 (TEM + EDS)
Liga de Al
Aço
a) Resultantes de FSW
com liga de Al
b) Resultantes do desgaste
da ferramenta

• Existem emissões de nanopartículas na soldadura por fricção linear;
• Velocidades superiores de rotação, para a mesma velocidade de avanço, originam valores superiores de área de superfície das partículas por volume pulmonar;
• A liga AA 5083 apresenta valores médios duas vezes superiores aos medidos na liga AA 6082;
• As dimensões mais comuns de partículas libertadas encontram-se entre 40 e 70 nm, com excepção para a soldadura a 1120 rpm da liga AA 6082;
• As partículas libertadas têm na sua composição química, os elementos químicos do material base e da ferramenta.
41
Conclusões relativas ao processo FSW

• Soldadura “Tungsten Inert Gas” (TIG) • Soldadura LASER • Estudos de toxicidade in vitro • Quantificação de risco e identificação de medidas de prevenção
42
Outros estudos em curso
Matriz de relação entre
severidade e probabilidade
para determinar níveis
de risco
(Control Banding Nanotool)
- Ficou demonstrada a emissão de NPs para as atmosferas de trabalho em
processos de soldadura.
- Para os processos SER as maiores emissões ocorrem com eléctrodos rutílicos
- Para os processos MAG e TIG os valores mais elevados de áreas
depositadas obtêm-se para as maiores intensidades de corrente
aplicadas, verificando-se a tendência que ocorre com macropartículas:
quanto maior a energia aplicada maior a emissão de partículas.
- O processo TIG é mais “limpo” do que o processo MAG.
- O processo FSW, apesar de mais “limpo”, não é isento da emissão de NPs
- Estes dados são fundamentais para o dimensionamento de sistemas de
extracção e protecção da saúde dos trabalhadores por forma a limitar a
exposição.
CONCLUSÕES GERAIS
43
Ref: Gomes, J., Albuquerque, P., Miranda, R., Santos, T., Vieira, M., “Comparison of deposited surface
area of airborne ultrafine particles generated from two welding processes”, Inhalation Toxicology,
24(11), 774-781 (2012)

João Gomes Email: [email protected] Workshop sobre Técnicas Avançadas nos Processos de Ligação e Consolidação
Ordem dos Engenheiros, Lisboa, 1/10/2013
ISEL
Obrigado pela atenção !!!
Questões ???