anÁlise da conversÃo de um vaso separador trifÁsico...
TRANSCRIPT

0
CURSO DE BACHARELADO EM ENGENHARIA DE CONTROLE E
AUTOMAÇÃO
LUCAS FREITAS DA SILVA ALVARENGA
MÁRCIO FERREIRA RANGEL JÚNIOR
ANÁLISE DA CONVERSÃO DE UM VASO SEPARADOR
TRIFÁSICO EM UM SEPARADOR BIFÁSICO
Campos dos Goytacazes, RJ
2019

1
LUCAS FREITAS DA SILVA ALVARENGA
MÁRCIO FERREIRA RANGEL JÚNIOR
ANÁLISE DA CONVERSÃO DE UM VASO SEPARADOR
TRIFÁSICO EM UM SEPARADOR BIFÁSICO
Orientador: Prof. Esp. Marcos Moulin Valencia
Campos dos Goytacazes, RJ
2019
Trabalho de conclusão de curso
apresentado ao Instituto Federal de
Educação, Ciência e Tecnologia
Fluminense como requisito para conclusão
do curso de Bacharelado em Engenharia
de Controle e Automação.

Biblioteca Anton DakitschCIP - Catalogação na Publicação
Elaborada pelo Sistema de Geração Automática de Ficha Catalográfica da Biblioteca Anton Dakitsch do IFF com os dados fornecidos pelo(a) autor(a).
A473aAlvarenga, Lucas Freitas da ANÁLISE DA CONVERSÃO DE UM VASO SEPARADORTRIFÁSICO EM UM SEPARADOR BIFÁSICO / Lucas Freitas daAlvarenga, Márcio Ferreira Rangel Júnior - 2019. 54 f.: il. color.
Orientador: Marcos Moulin Valencia
Trabalho de conclusão de curso (graduação) -- Instituto Federal deEducação, Ciência e Tecnologia Fluminense, Campus Campos Centro,Curso de Bacharelado em Engenharia de Controle e Automação, Campos dosGoytacazes, RJ, 2019. Referências: f. 50 a 51.
1. vaso separador. 2. bifásico. 3. trifásico. 4. equipamento. 5.processo. I. Júnior, Márcio Ferreira Rangel. II. Valencia, Marcos Moulin,orient. III. Título.
2
LUCAS FREITAS DA SILVA ALVARENGA
MÁRCIO FERREIRA RANGEL JÚNIOR
ANÁLISE DA CONVERSÃO DE UM VASO SEPARADOR
TRIFÁSICO EM UM SEPARADOR BIFÁSICO
Aprovado em 13, de Março de 2019.
Banca avaliadora:
Prof. Esp. Marcos Moulin Valencia
Especialista em Controle de Processo – CEFET/MG
Instituto Federal de Educação, Ciência e Tecnologia Fluminense
Prof. Msc. Elvio Caetano
Mestre em Engenharia Ambiental – IFF
Instituto Federal de Educação, Ciência e Tecnologia Fluminense
Prof. Msc. Fábio Junio dos Santos Coelho
Mestre em Engenharia de Produção – UENF
Instituto Federal de Educação, Ciência e Tecnologia Fluminense
Campos dos Goytacazes/RJ
2019
Trabalho de conclusão de curso
apresentado ao Instituto Federal de
Educação, Ciência e Tecnologia
Fluminense como requisito para conclusão
do curso de Bacharelado em Engenharia
de Controle e Automação.

3
Dedico este trabalho em memória de minha
mãe Maria Teresinha Freitas da Silva, que
tinha como um sonho me ver formado neste
curso.
Lucas Freitas da Silva Alvarenga
Dedico este trabalho a minha esposa
Sabrina Wigneron que sempre me apoiou.
Márcio Ferreira Rangel Júnior

4
AGRADECIMENTOS
Agradecemos primeiramente a Deus, que nos deu força para superar todas as
dificuldades e barreiras que se ergueram no nosso caminho, que não foram poucas e nem
foram pequenas.
Ao nosso orientador Professor Marcos Moulin Valencia, que demonstrou uma
enorme paciência e confiança na nossa capacidade, agradecemos a sua disponibilidade,
atenção e palavras de incentivo.
Agradecemos também as nossas famílias, em especial aos nossos pais, que sempre
estiveram torcendo por nós, incentivando, ajudando e também compreendendo nossos
desabafos em alguns momentos que ficávamos sobrecarregados.
Aos nossos colegas de estudo, que fizeram deste curso muito mais que uma
formação acadêmica, transformando-o em um período de vivências inesquecíveis que nos
marcaram e transformaram como pessoas. A eles o nosso muito obrigado.

5
"Me contaram e eu esqueci, Vi e entendi,
Fiz e aprendi."
Confúcio

6
RESUMO
ANÁLISE DA CONVERSÃO DE UM VASO SEPARADOR TRIFÁSICO EM UM
SEPARADOR BIFÁSICO
As unidades marítimas de produção de óleo e gás possuem diversos equipamentos e
várias configurações diferentes para realização do tratamento primário do petróleo
produzido. Os vasos separadores são equipamentos fundamentais neste processo e
presentes em todas as unidades de produção. No decorrer de sua vida útil, muitas unidades
enfrentam situações que não foram previstas em projeto e precisam se adaptar para
continuar produzindo. As mudanças para adaptação a uma nova realidade de processo são
comuns em muitas unidades de processamento primário, porém é necessário realizar uma
avaliação criteriosa antes de qualquer mudança para verificar sua viabilidade. A conversão
de vasos separadores de produção trifásicos em separadores bifásicos é uma solução que
vem sido adotada em várias unidades para uma nova realidade de processo. Esta conversão
muitas vezes é pautada em experiências prévias, sem muito conhecimento técnico de todas
as consequências da mudança. Este trabalho visa uma análise da conversão de um
separador de produção trifásico em bifásico, procurando definir todos os impactos desta
alteração no equipamento e no processo.
Palavras Chaves: vaso separador, bifásico, trifásico, equipamento, processo.

7
ABSTRACT
ANALYSIS OF A THREE-PHASE SEPARATING VESSEL TRANSFORMED IN A
TWO-PHASE SEPARATOR
The maritimes units of oil and gas production have several equipments and many
diferent configurations for realize the first treatment of produced petroleum. The separating
vessels are fundamentals equipments in this process and they are presents in all production
units. Over the course of their useful life, many units face situations that were not predicted
in design and need to adapt to continue producing. Changes to adapt to a new process
reality are common in many primary processing units, but it is necessary to carry out a
careful evaluation before any changes to verify their viability. The conversion of three-
phase production separation vessels into biphasic separators is a solution that has been
adopted in several units for a new process reality. This conversion is often based on
previous experiences, without much technical knowledge of all the consequences of
change. This project is about an analysis of the conversion of a three phase production
separator into biphasic, trying to define all the impacts of this change in equipment and
process.
Keywords: separating vessel, bifhasic, three-phase, equipment, process.

8
LISTA DE FIGURAS
Figura 2.1 – Esquema de uma instalação de produção complexa ...................................... 19
Figura 2.2 – Sistema com separação trifásica e tratamento de óleo ................................... 19
Figura 2.3 – Principais formatos de vasos de pressão ........................................................ 22
Figura 2.4 – PSV em corte ................................................................................................. 23
Figura 2.5 – Seções de um vaso separador bifásico ........................................................... 25
Figura 2.6 – Vaso separador trifásico ................................................................................. 27
Figura 2.7 – Sistema de controle em malha fechada .......................................................... 29
Figura 3.1 – Desenho esquemático simplificado da planta de processo estudada ............. 32
Figura 3.2 – Placas coalescedoras ...................................................................................... 34
Figura 3.3 – Malhas de controle de um separador trifásico ............................................... 36
Figura 4.1 – Fotografia da alteração realizada ................................................................... 38
Figura 4.2 – Volume acumulado na câmara de separação ................................................. 40
Figura 4.3 – Distúrbio utilizado na simulação ................................................................... 45
Figura 4.4 – Variação de nível no separador trifásico ........................................................ 47
Figura 4.5 – Variação de nível no separador bifásico ........................................................ 47
Figura 4.6 – Variação do erro ............................................................................................. 48

9
LISTA DE ABREVIATURAS E SIGLAS
ABNT Associação Brasileira de Normas Técnicas.
AD Merblater Código de projeto de vasos de pressão da Associação Alemã dos
Construtores de Vasos de Pressão.
ASME American Society of Mechanical Engineers (Sociedade de engenheiros
mecânicos dos Estados Unidos).
BSW Basic Sediments and Water (sedimentos e água presente no óleo produzido).
CO Câmara de óleo.
CS Câmara de separação.
FSO Floating Storageand Offloading (navio de estocagem de petróleo).
LIC Controlador e indicador de nível
LT Transmissor de nível
LY Conversor de sinal de controle da malha de nível
MTE Minístério do Trabalho e Emprego.
NR-13 Norma Regulamentadora Número 13.
PD 5500 Código de projeto de vasos de pressão da Britsh Standard Institute.
PIC Controlador e indicador de pressão
PID Controlador Proporcional, Integral e Derivativo
PMTA Pressão Máxima de Trabalho Admissível.
PSV Pressure Safety Valve (válvula de segurança de sobrepressão).
PT Transmissor de pressão
PY Conversor de sinal de controle da malha de pressão
TOG Teor de óleos e graxas.

10
SUMÁRIO
1 Introdução ........................................................................................................................ 12
1.1 Objetivos ...................................................................................................................... 14
1.1.1 Objetivo Geral ........................................................................................................... 14
1.1.2 Objetivos Específicos ................................................................................................ 14
1.2 Justificativa ................................................................................................................... 15
1.3 Estrutura do Trabalho ................................................................................................... 15
1.4 Metodologia .................................................................................................................. 16
2 Fundamentação Teórica .................................................................................................. 17
2.1 Processamento de Petróleo e Gás ................................................................................. 17
2.1.1 Exploração de Petróleo .............................................................................................. 17
2.1.2 Processamento Primário ............................................................................................ 18
2.2 Vasos Separadores ........................................................................................................ 20
2.2.1 Vasos de Pressão ....................................................................................................... 20
2.2.2 Vaso Separador de Produção ..................................................................................... 24
2.2.3 Vaso Separador Trifásico .......................................................................................... 26
2.3 Modelagem e Controle ................................................................................................. 27
2.3.1 Modelagem ................................................................................................................ 27
2.3.2 Controle ..................................................................................................................... 28
3 Estudo do Equipamento ................................................................................................... 32
3.1 Separador de Produção de Segundo Estágio ................................................................ 32
3.1.1 Histórico .................................................................................................................... 33
3.1.2 Dados de Projeto ....................................................................................................... 33

11
3.1.3 Processo Interno do Equipamento ............................................................................. 34
3.1.3.1 Mecanismos Atuantes ............................................................................................. 34
3.1.3.2 Processo .................................................................................................................. 35
3.1.4 Controle do Equipamento .......................................................................................... 35
3.2 Problemática Proposta .................................................................................................. 37
4 Análises e Resultados ...................................................................................................... 38
4.1 Impactos da Mudança no Equipamento ....................................................................... 38
4.1.1 Impactos Estruturais .................................................................................................. 38
4.1.2 Impactos Funcionais .................................................................................................. 39
4.1.3 Impactos no Processo ................................................................................................ 39
4.2 Análise dos Modelos Matemáticos ............................................................................... 41
4.3 Simulação Computacional ............................................................................................ 44
4.4 Resultados .................................................................................................................... 46
5 Comentários Finais .......................................................................................................... 49
5.1 Conclusão ..................................................................................................................... 49
5.2 Sugestão Para Trabalhos Futuros ................................................................................. 49
6 Referências Bibliográficas .............................................................................................. 50
7 Apêndice A – Estrutura do Simulador ............................................................................ 52

12
1 INTRODUÇÃO
A primeira descoberta de reserva de petróleo no Brasil foi na localidade de Lobato,
no Recôncavo Baiano, afastando as incertezas sobre a existência do mesmo em terras
brasileiras. A maior parte das reservas de petróleo no Brasil está em campos marítimos,
sendo a primeira descoberta de campos de petróleo na Bacia de Campos, principal área
sedimentar explorada na costa brasileira (PETROBRAS, 2018), em 1974 com o campo de
Garoupa (MORAIS, 2013).
A cadeia produtiva do petróleo possui várias etapas, desde prospecção e estudos
dos reservatórios até a distribuição ao mercado. Uma destas etapas é o processamento
primário nas unidades de produção. Para a produção de petróleo é necessário
primeiramente a perfuração de um poço que chegue até o reservatório onde se encontra o
hidrocarboneto. Após a perfuração, este poço, já dotado de diversos equipamentos
necessários a uma operação segura, é conectado a uma unidade de produção, que será
responsável pelo processamento primário, ou seja, tratar o petróleo removido do
reservatório.
No reservatório de petróleo está presente, dentre outros componentes, a fase líquida
e gasosa do hidrocarboneto, sendo mais comumente chamadas de óleo e gás
respectivamente. Na unidade de produção, antes da exportação (envio para uma refinaria
ou, no caso de gás, para consumo), o óleo e o gás que são removidos do reservatório
passam por uma planta de tratamento primário, para processamento destes fluidos
(ALVARENGA, 2016).
O poço de petróleo produz uma corrente fluídica multifásica com óleo, gás e água e
o tratamento primário consiste na separação e tratamento individual destes fluidos. As
instalações que realizam este tipo de tratamento possuem diversos equipamentos,
tubulações e instrumentos, podendo ter diferentes configurações dependendo do estudo de
viabilidade técnico-econômica para a unidade (BRASIL et al., 2014).
Um dos principais equipamentos industriais em uma planta de processamento
primário é o vaso de pressão, que é utilizado em diversas etapas do processo e com
13
diferentes funções. Dentre as diversas funções que um vaso de pressão pode ter na unidade,
uma das mais representativas para o processo é de separador de produção.
No vaso separador, a fase gasosa é retirada pelo topo e as fases líquidas são
retiradas pelo fundo do equipamento. Um equipamento com separação bifásica promove a
separação da líquida e da fase gasosa. No separador trifásico, além da separação da fase
gasosa, também é realizada a separação das fases óleo e água da corrente líquida (NUNES
et al., 2010).
Com o passar dos anos a quantidade de óleo no reservatório diminui e ocorre um
aumento na porcentagem de água produzida durante o processo. Ao mesmo tempo os
equipamentos e tubulações da unidade de produção estão sujeitos a processos corrosivos
que reduzem a vida útil das instalações. Estes fatores têm potencial para influenciar em
variáveis importantes do processo, tais como nível de interface água-óleo nos vasos
separadores ou relação gás-óleo da corrente de produção.
Com o comprometimento do processo é necessário uma reavaliação das instalações
e identificação de pontos que podem ser melhorados visando atender melhor uma demanda
diferente da original de projeto. Neste contexto, é importante conhecer o processo e saber
onde podem ser feitas alterações que tragam melhorias à operação da unidade. A alteração
do processo interno de um vaso é um exemplo de alteração pontual que traz benefícios.
Em muitas unidades de produção mais antigas, alguns separadores trifásicos
operam sem remoção de água, ou seja, com a saída de água bloqueada. Este fato se deve ao
comprometimento estrutural do sistema de tratamento de água, que pode ficar parcialmente
inoperante, ou pela baixa eficiência de separação do equipamento devido ao alto teor de
água presente no óleo. Neste contexto a remoção desta água será feita pelos equipamentos
do processo, instalados à jusante do separador. Isto pode acarretar em problemas para o
controle do vaso, pois o mesmo fica com um espaço para variação de nível muito reduzido.
Os equipamentos industriais podem possuir acessórios internos que, devido as suas
características construtivas, propiciam determinado fenômeno no equipamento. A remoção
ou modificação da forma de um destes acessórios pode promover a alteração do processo
interno do equipamento. A chapa divisória de câmaras, também conhecida como
vertedouro, é um componente característico de separadores trifásicos.

14
A abertura de uma passagem na parte inferior do vertedouro, ou remoção deste
acessório, modifica o processo interno do vaso e transforma um separador trifásico em um
equipamento que consegue apenas separar fase líquida, composta por água e óleo, de fase
gasosa. Neste caso o vaso passa a funcionar como um separador bifásico. Esta solução vem
sido adotada em diversas unidades de produção maduras e muitas vezes é aplicada de
maneira leiga, sem o devido conhecimento de causa e efeito. Isto acarreta em incertezas da
equipe de operação do equipamento.
Este trabalho propõe uma análise desta alteração de projeto, utilizando modelos
matemáticos do equipamento, simulações computacionais e análises físicas de um vaso
separador real que passou por este processo.
1.1 OBJETIVOS
1.1.1 Objetivo Geral
O objetivo principal deste trabalho é o estudo de caso de uma alteração de projeto
de um vaso separador trifásico com remoção da chapa divisória transformando-o em um
separador bifásico. O foco desta análise consiste na avaliação da viabilidade técnica da
alteração do equipamento.
1.1.2 Objetivos Específicos
Para o desenvolvimento deste trabalho foram necessários diversos estudos sobre o
processo e o equipamento possibilitando as avaliações propostas. Os objetivos específicos
para viabilização deste trabalho são:
Estudo sobre o processo interno do equipamento;
Avaliação sobre os impactos da mudança no equipamento;
Análise dos modelos matemáticos disponíveis na literatura;
Simulação computacional do vaso antes e após a alteração;
Análise dos resultados.

15
1.2 JUSTIFICATIVA
O estudo da alteração de um separador trifásico por meio da remoção da chapa
divisória, convertendo-o em um separador bifásico é importante para comprovação técnica
da eficácia do método, tornando-o mais científico e diminuindo o carácter empírico na sua
aplicação.
1.3 ESTRUTURA DO TRABALHO
Este trabalho está estruturado em 7 partes conforme descrito a seguir:
1. Capítulo 1: Introdução, com uma breve contextualização do tema, os objetivos, a
justificativa e a estrutura deste trabalho, bem como a metodologia utilizada na sua
elaboração.
2. Capítulo 2: Fundamentação Teórica, com todos os principais conceitos necessários
ao entendimento e desenvolvimento deste trabalho.
3. Capítulo 3: Estudo do Equipamento, com o levantamento de dados para o trabalho
proposto e a problemática do mesmo.
4. Capítulo 4: Análises e Resultados, com todos os aspectos avaliados com o
atendimento da problemática proposta no capítulo 3 e os resultados expostos de
maneira clara.
5. Capítulo 5: Conclusão, com os comentários finais expostos de maneira conclusiva e
sugestão para trabalhos futuros.
6. Capítulo 6: Referências Bibliográficas, com toda a literatura consultada para a
elaboração deste trabalho.
7. Capítulo 7: Apêndice A – Estrutura do Simulador, com o simulador utilizado para
análise da alteração proposta neste trabalho para as duas situações distintas
abordadas.
16
1.4 METODOLOGIA
A problemática proposta neste trabalho foi estudada por meio de pesquisa de campo
em uma unidade marítima de produção de petróleo, com dados oriundos de um
equipamento real. Esta pesquisa de campo foi precedida de uma revisão de literatura
disponível sobre o assunto. Após a pesquisa de campo foi realizada uma análise teórica por
meio de modelos matemáticos disponíveis na literatura e simulações computacionais. Os
resultados obtidos foram analisados com base nas premissas adotadas para justificativa da
alteração física do equipamento estudado. Além de trabalhos relacionados, literatura
técnica específica e documentos de projeto do equipamento e da planta de processo a qual
o vaso encontra-se instalado, foi utilizado também recurso do software de simulação
Simulink®.
Não foi possível a comparação dos resultados com dados reais do processo na
unidade estudada, pois para tal seria necessário o acesso a dados de processo que possuem
nível de segurança da informação não acessível pelos autores. Neste contexto para a
validação da análise feita neste trabalho foram considerados os resultados da simulação
computacional.

17
2 FUNDAMENTAÇÃO TEÓRICA
Para o desenvolvimento deste trabalho é fundamental o entendimento de conceitos
relacionados à exploração e produção de petróleo, processamento primário, equipamentos
industriais, modelagem e controle. Estes temas foram divididos em três áreas sendo elas: o
macroprocesso que o objeto de estudo está inserido, que é o processamento de petróleo e
gás; o tipo de equipamento estudado, que são os vasos separadores; e a modelagem e
controle necessários para o trabalho. Este capítulo é dedicado à explanação destes
conceitos essenciais ao trabalho.
2.1 PROCESSAMENTO DE PETRÓLEO E GÁS
2.1.1 Exploração de Petróleo
O petróleo é encontrado em um reservatório natural, que é uma rocha com vazios
interconectados no seu interior (porosidade), conferindo-lhe permeabilidade, onde se
acumula o hidrocarboneto. A permeabilidade da rocha reservatório é essencial na formação
do petróleo (SANTANA, 2012).
Para a extração do petróleo é necessária à perfuração da rocha e instalação de uma
coluna de produção, que são tubos concêntricos que ligam o reservatório à árvore de natal,
que pode estar submersa (arvore de natal molhada) ou na unidade de produção (árvore
convencional. Além de tubos e da árvore de natal, o arranjo dispõe ainda de válvulas e
instrumentos de segurança e controle. Chama-se de poço todo o arranjo físico instalado do
reservatório até a árvore de natal (THOMAS, 2004).
Um poço de petróleo produz não somente petróleo na fase líquida, mas também
fase gasosa e água (inicialmente no reservatório ou injetada para facilitar a produção).
Estas três fases (óleo, gás e água) coexistem durante a elevação e serão separadas por uma
planta de processamento primário, instalada na unidade de produção (BRASIL et al.,
2014).

18
2.1.2 Processamento Primário
O processamento primário é a primeira etapa que o petróleo passa, ainda na unidade
de produção, depois que sai do reservatório. Utiliza-se o termo “primário” para diferenciar
este tratamento inicial do complexo processo ao qual o petróleo sofre no refino (BRASIL
et al., 2014).
Os fluidos, provenientes dos poços, que chegam à unidade de produção, ainda não
se encontram adequados à utilização ou exportação. Como interesse econômico é somente
na produção de hidrocarbonetos (óleo e gás), há a necessidade de se efetuar o tratamento
primário dos fluidos, ou seja, separar gás, óleo e água (SILVA et al., 2007).
O termo “exportação” é utilizado quando o óleo e o gás, após término do
tratamento primário, saem da unidade. O óleo pode ser exportado por meio de dutos ou
navios aliviadores, chamados de FSO (do inglês Floating Storageand Offloading- navio de
estocagem de petróleo), e será encaminhado para refino em alguma refinaria. O gás
produzido é exportado por meio de dutos submarinos e/ou subterrâneos.
A instalação de uma planta de tratamento primário de uma unidade de produção
pode variar em complexidade, dependendo de estudos de viabilidade econômica. As
plantas mais simples efetuam apenas a separação das fases líquidas e gasosa, já as plantas
mais completas capacidade tratamento de cada fase individualmente (SILVA et al., 2007).
O tratamento do gás visa a remoção de contaminantes indesejáveis (dióxido de
carbono e gás sulfídrico) e secagem de toda gotícula em suspensão que porventura venha a
ser carreada pelo fluido. O tratamento do óleo visa diminuir o teor de BSW (Basic
Sediments and Water), ou seja, sedimentos e principalmente água presente no mesmo.
Toda a água separada do óleo, conhecida como água produzida, é tratada para
remoção de resíduo oleoso a valores mínimos aceitáveis pelo órgão ambiental para
descarte no mar. O controle do TOG (teor de óleos e graxas) na água que retorna ao mar
deve ser bem rigoroso. O resíduo oleoso retirado da água retorna ao processo para ser
tratado e exportado junto com o óleo.
A água e o gás, depois de tratados, ainda podem ser utilizados para reinjeção no
reservatório, aumentando a pressão interna do mesmo e facilitando o escoamento e
extração do óleo que ainda se encontra na rocha.

19
A Figura 2.1 representa uma planta genérica com uma instalação complexa, capaz
de realizar a separação e o tratamento de fluidos.
Figura 2.1 – Esquema de uma instalação de produção complexa. Fonte: Brasil et al, 2014 (adaptado).
A separação utilizada no processamento primário é feita por meio de um conjunto
de vasos de pressão em série. Este sistema de separação pode ter várias configurações que
diferem pelo número de estágios utilizados. É muito comum a utilização de produtos
químicos antiespumantes para facilitar a separação gás-óleo e desemulsificantes para
separação óleo-água (BRASIL et al, 2014).
A Figura 2.2 representa o sistema mais complexo (semelhante ao sistema estudado
para elaboração deste trabalho) com 4 (quatro) vasos de pressão alinhados em série
formando o que se chama de trem de separação. Como a parada de qualquer um destes
vasos impacta na parada total de produção é muito comum a redundância de equipamentos,
sendo fácil de encontrar unidades que possuem o trem “A” e o trem “B” de separação.
Figura 2.2 – Sistema com separação trifásica e tratamento de óleo. Fonte: Brasil et al, 2014 (adaptado).

20
O petróleo percorre um longo caminho do reservatório até ser exportado, passando
por vários equipamentos e sistemas. Para que isso ocorra é necessário um complexo
sistema de tubulação que conduza os fluidos neste caminho entre os equipamentos e
diversas técnicas de automação para manter o controle e, consequentemente, a segurança
operacional.
Após a saída do poço, um dos primeiros equipamentos que o fluido proveniente dos
poços passa é o vaso separador de produção de primeiro estágio. Normalmente existem
trocadores de calor que funcionam como pré-aquecedores e aquecedores de produção por
onde a corrente passa e é aquecida antes de entrar no separador.
2.2 VASOS SEPARADORES
2.2.1 Vasos de Pressão
Donato e Boas (2014), definem vasos de pressão como equipamentos não sujeitos a
chama e destinados ao armazenamento e processamento de fluidos sob pressão positiva ou
negativa (vácuo). São equipamentos utilizados em praticamente todos os ramos industriais,
especialmente em indústrias de processo, onde são os mais importantes da unidade
(TELLES, 1996). Neste trabalho, serão considerados vasos de pressão todos os
equipamentos enquadráveis nas alíneas “b”, “c” ou “d” do subitem 13.2.1 da NR-13,
conforme trecho a seguir retirado da referida norma.
13.2.1.Esta NR deve ser aplicada aos seguintes equipamentos:
a) todos os equipamentos enquadrados como caldeiras conforme subitens
13.4.1.1 e 13.4.1.2;
b) vasos de pressão cujo produto P.V seja superior a 8 (oito), onde P é a
pressão máxima de operação em kPa, em módulo, e V o seu volume
interno em m³;
c) vasos de pressão que contenham fluido da classe A, especificados na
alínea "a" do subitem 13.5.1.2, independente das dimensões e do produto
P.V;
d) recipientes móveis com P.V superior a 8 (oito) ou com fluido da classe
A, especificado na alínea "a" do subitem 13.5.1.2.
e) tubulações ou sistemas de tubulação ligados a caldeiras ou vasos de
pressão, categorizados, conforme subitens 13.4.1.2 e 13.5.1.2, que
contenham fluidos de classe A ou B, conforme a alínea "a" do subitem
13.5.1.2 desta NR;

21
f) tanques metálicos de superfície para armazenamento e estocagem de
produtos finais ou de matérias primas, não enterrados e com fundo
apoiado sobre o solo, com diâmetro externo maior do que 3 m (três
metros), capacidade nominal maior do que 20.000 L (vinte mil litros), e
que contenham fluidos de classe A ou B, conforme a alínea "a" do
subitem 13.5.1.2 desta NR. (MTE, 2018)
A norma regulamentadora número 13 (NR-13 – Caldeiras, Vasos de Pressão,
Tubulações e Tanques Metálicos de Armazenamento) do MTE, estabelece os requisitos
mínimos para gestão da integridade dos equipamentos enquadráveis na norma (conforme
subitem 13.2.1, já apresentado anteriormente) nos aspectos relacionados a instalação,
inspeção, operação e manutenção (MTE, 2018). Por ser uma NR do MTE, esta norma
possui poder de legislação e é obrigatória a sua aplicação em todo o território brasileiro por
qualquer empresa, seja nacional ou não.
Os principais códigos de projeto vasos de pressão são o PD 5500, da Britsh
Standard Institute, o AD Merblater, da Associação (Alemã) dos Construtores de Vasos de
Pressão, e o ASME Seção VIII, da ASME. Apesar da ABNT possuir a norma NBR 16035
- Caldeiras e vasos de pressão – Requisitos mínimos para a construção, o código ASME é
tradicionalmente usado no Brasil (DONATO; BOAS, 2014).
O corpo de um vaso de pressão compõe-se basicamente do casco (ou cascos,
dependendo das características construtivas) e dos tampos de fechamento. O casco do vaso
é sempre em formato de uma superfície de revolução. Praticamente todos os vasos
possuem o casco em formato cilíndrico, esférico ou cônico, podendo ainda ter
combinações destas formas básicas, conforme podemos observar na Figura 2.3 (TELLES,
1996).
Os vasos de pressão podem ser classificados pelo aspecto construtivo do casco e
tampos ou pela sua posição de instalação, podendo ser instalado na posição vertical,
horizontal ou inclinado (TELLES, 1996). As dimensões do vaso podem variar muito, pois
são determinadas em função dos cálculos de separação de fases ou tempo de residência no
interior do equipamento (FERREIRA FILHO; RODRIGUES, 2003).
Os tampos dos vasos de pressão podem ter formato elíptico, semiesférico, cônico,
plano ou torisférico. Os tampos torisféricos são obtidos pela união de duas geometrias:
calota esférica central e região tórica (cilíndrica). Os tampos cônicos podem ter ainda uma

22
transição tórica para o costado cilíndrico, o que permite uma melhor acomodação das
tensões na mudança de geometria (DONATO; BOAS, 2014).
Podemos observar na Figura 2.3 a utilização de tampos cônicos e torisféricos, além
dos vasos esféricos e de esferas múltiplas.
Figura 2.3 – Principais formatos de vasos de pressão. Fonte:Telles, 1996.
Todo vaso de pressão possui uma pressão máxima de trabalho admissível (PMTA).
A PMTA é a pressão que causa uma tensão igual à tensão admissível do material. Como o
vaso possui bocais, casco e tampos, cada parte dele possui uma pressão máxima de
trabalho admissível diferente, pois as espessuras e esforços nestes componentes não são
iguais. A PMTA do equipamento é igual a menor PMTA encontrada em todo o vaso.
Quando se diz respeito a vasos, qualquer pressão é sempre referente ao topo do
equipamento (TELLES, 1996). Quando falamos que a PMTA do vaso foi definida pelo
tampo inferior, significa que quando a pressão no topo do equipamento chegar a referida
PMTA, o tampo inferior atingirá uma tensão igual à tensão admissível do material.
Além da PMTA, temos ainda outros parâmetros característicos previstos em
projeto: temperatura de operação e de projeto, pressão de operação e de projeto. A

23
temperatura e pressão de projeto são valores utilizados para efeito de cálculo de projeto do
equipamento. A temperatura e pressão de operação são os valores com os quais o vaso
deverá operar em condições normais (TELLES, 1996).
Conforme subitem 13.3.1 da NR-13, todo vaso de pressão deve dispor de um
dispositivo de segurança para prevenção contra sobre pressões (MTE, 2018). O recurso
mais utilizado é a válvula de segurança, mais conhecida pela sigla PSV (do inglês Pressure
Safety Valve).
A PSV possui uma mola interna que pressiona o disco de vedação da válvula contra
a sede e caso a pressão interna do vaso ultrapasse a pressão de abertura da PSV, o fluido
vence a resistência da mola, abre a válvula e escoa para o sistema de alívio, diminuindo
assim a pressão no interior do equipamento. A pressão de abertura da PSV deve ser
ajustada para um valor igual ou inferior a pressão máxima de trabalho admissível (PMTA).
A Figura 2.4 mostra uma PSV em corte onde é possível visualizar seus principais internos
(SHULTZ; MORAES, 2012).
Figura 2.4 – PSV em corte. Fonte: Arquivo pessoal dos autores.
Todos os vasos de pressão possuem bocais para diferentes finalidades, tais como
ligação com tubulações de processo, válvulas de segurança, instrumentos, drenos e
respiros. Para a instalação de um bocal é feita uma abertura no corpo do equipamento. Esta
abertura cria um ponto concentrador de tensão e deve ser analisada quanto à necessidade
de instalação de reforço estrutural junto à mesma (DONATO; BOAS, 2014).

24
Além dos componentes já comentados anteriormente, os vasos de pressão podem
possuir diversos acessórios internos ou externos, dependendo da sua aplicação. Existem
vários tipos de acessórios com diferentes finalidades, tais como a melhoria da eficiência do
equipamento, a suportação de periféricos ou reforços estruturais (anéis de vácuo para
melhorar a resistência à pressão interna negativa).
Os acessórios internos de um vaso podem possuir funções de suportação ou
relativas ao processo interno do equipamento. Cada acessório interno relativo ao processo
promove determinado fenômeno desejável ao processamento do fluido no interior do
equipamento.
2.2.2 Vaso Separador de Produção
Os vasos separadores podem ser classificados quanto a sua posição de instalação
em horizontais ou verticais. Os vasos horizontais são mais eficientes quando a razão
gás/óleo é alta e são os mais utilizados em unidades marítimas de produção. Os
separadores verticais possuem uma geometria que facilita a remoção de sedimentos
porventura depositados no fundo e exigem uma menor área transversal para instalação,
porém são muito altos e por isso são mais comuns em unidades terrestres (BRASIL et al.,
2014).
Conforme descrito no subitem 2.1.1, a corrente fluídica que alimenta os vasos
separadores é formada por três fases diferentes: gás, óleo e água. Existem separadores
bifásicos, que realizam apenas a separação líquido-gás, e separadores trifásicos, que
realizam a separação das três fases.
A separação nestes equipamentos baseia-se em quatro mecanismos:
Ação da gravidade e diferença de densidade;
Separação inercial;
Aglutinação de gotículas;
Força centrífuga.
Um vaso separador típico possui quatro seções distintas: seção de separação
primária, seção de acumulação de líquido, seção de separação secundária e seção
25
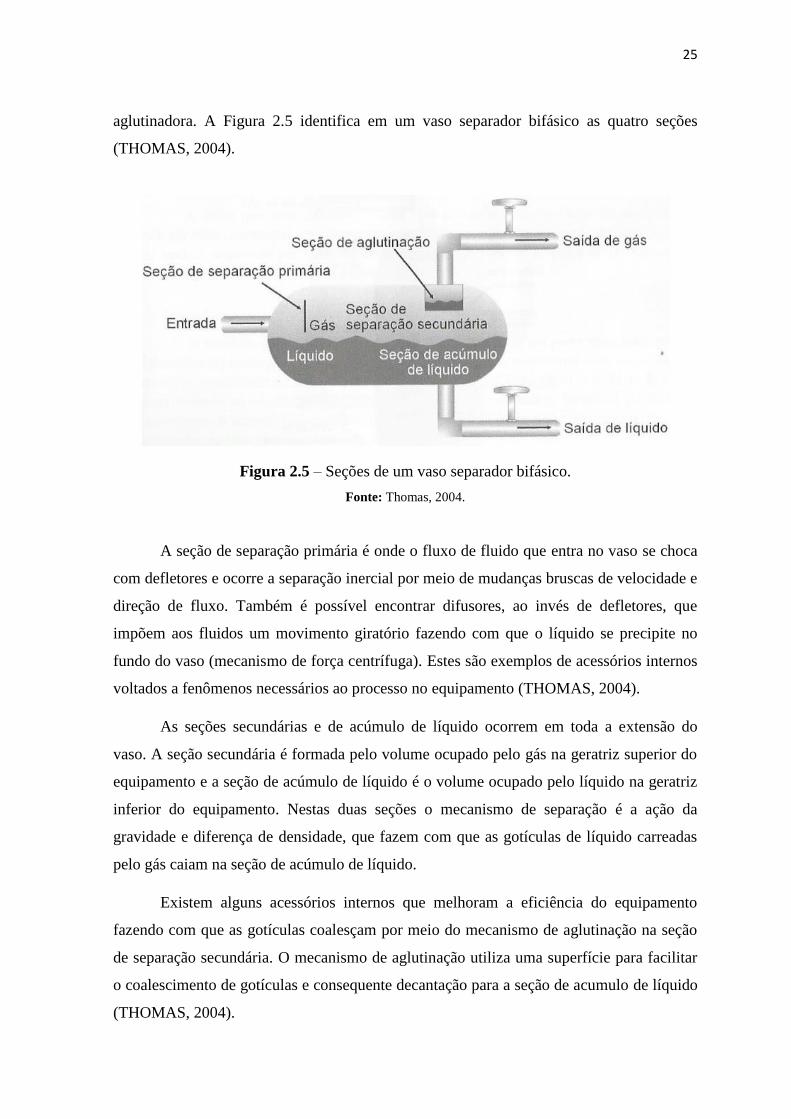
aglutinadora. A Figura 2.5 identifica em um vaso separador bifásico as quatro seções
(THOMAS, 2004).
Figura 2.5 – Seções de um vaso separador bifásico.
Fonte: Thomas, 2004.
A seção de separação primária é onde o fluxo de fluido que entra no vaso se choca
com defletores e ocorre a separação inercial por meio de mudanças bruscas de velocidade e
direção de fluxo. Também é possível encontrar difusores, ao invés de defletores, que
impõem aos fluidos um movimento giratório fazendo com que o líquido se precipite no
fundo do vaso (mecanismo de força centrífuga). Estes são exemplos de acessórios internos
voltados a fenômenos necessários ao processo no equipamento (THOMAS, 2004).
As seções secundárias e de acúmulo de líquido ocorrem em toda a extensão do
vaso. A seção secundária é formada pelo volume ocupado pelo gás na geratriz superior do
equipamento e a seção de acúmulo de líquido é o volume ocupado pelo líquido na geratriz
inferior do equipamento. Nestas duas seções o mecanismo de separação é a ação da
gravidade e diferença de densidade, que fazem com que as gotículas de líquido carreadas
pelo gás caiam na seção de acúmulo de líquido.
Existem alguns acessórios internos que melhoram a eficiência do equipamento
fazendo com que as gotículas coalesçam por meio do mecanismo de aglutinação na seção
de separação secundária. O mecanismo de aglutinação utiliza uma superfície para facilitar
o coalescimento de gotículas e consequente decantação para a seção de acumulo de líquido
(THOMAS, 2004).

26
A seção de aglutinação (mecanismo de separação utilizado nesta seção) se situa
próximo a saída de gás, que passa por um acessório interno chamado retentor de névoa.
Este acessório possui um meio poroso para retenção de pequenas gotículas carreadas pelo
gás. Os mecanismos de aglutinação, separação inercial e força centrífuga possuem algo em
comum: todos são gerados por meio de acessórios internos do vaso separador.
Considerando que as fases líquidas são incompressíveis, o controle da pressão
interna dos separadores é feita por meio do gás. Existe ainda a malha (ou malhas no caso
de vasos trifásicos) de controle de nível da fase líquida. Além das malhas de controle existe
um intertravamento de segurança acionado por meio de chaves físicas de nível e pressão.
Os separadores podem ser bifásicos ou trifásicos de acordo com sua capacidade de
separação. Os equipamentos que são bifásicos possuem capacidade de separar apenas a
fase gasosa da fase líquida, porém os separadores trifásicos conseguem separar ainda as
duas fases líquidas presentes no processamento primário.
2.2.3 Vaso Separador Trifásico
Os vasos separadores trifásicos possuem os mesmos princípios de funcionamento
dos bifásicos, diferenciando apenas na característica construtiva do equipamento que
possui uma chapa divisória (vertedouro) separando a geratriz inferior do vaso em duas
câmaras distintas. Neste contexto, a seção de acúmulo de líquido se divide em uma câmara
de separação (CS) e uma câmara de óleo (CO).
No separador trifásico a corrente líquida se acumula na CS, onde o óleo fica na
superfície (por possuir uma massa específica menor) e a água fica no fundo. Quando o
nível na CS ultrapassa a altura do vertedouro o óleo transborda para a CO. Portanto a
separação das fases líquidas no separador trifásico é pelo princípio físico de diferença de
densidade. Não há alteração quanto à separação da fase gasosa da líquida em relação ao
separador bifásico, a diferença consiste na separação das duas fases líquidas, conforme
pode ser observado na Figura 2.6 (NUNES et al., 2010).

27
Figura 2.6 – Vaso separador trifásico. Fonte: Elaborado pelos autores.
O nível da interface agua-óleo na CS (também conhecida como câmara de
interface) deve ser rigorosamente controlado, pois se a interface chegar ao nível do
vertedouro, a água pode chegar para a CO, fazendo com que o teor de BSW no óleo que sai
do separador aumente muito. Isto afetaria a eficiência de separação do vaso e
consequentemente a eficiência dos equipamentos à jusante deste separador.
2.3 MODELAGEM E CONTROLE
2.3.1 Modelagem
O estudo de sistemas físicos para controle é feito por meio da modelagem
matemática destes sistemas. O modelo matemático de um sistema é um conjunto de
equações que representa com precisão satisfatória a dinâmica do respectivo sistema.
Dependendo do tipo de análise a ser realizada um mesmo sistema pode ter mais do que 1
modelo matemático, dependendo da perspectiva a ser considerada (OGATA, 2003).
O modelo fenomenológico de um sistema utiliza as leis da física e correlações para
descrever matematicamente a dinâmica do sistema avaliado. As variáveis de estado que
descrevem a quantidade de massa, energia e momento do sistema caracterizam
determinado processo, sendo tipicamente as variáveis mais comuns: posição, velocidade,
28
diferença de potencial elétrico, corrente elétrica, nível, vazão, temperatura, pressão e
concentração de determinado produto. A relação entre os estados do sistema é realizada
utilizando os princípios físicos aplicáveis e aplicando-se correlações por meio de equações
constitutivas (CAMPOS; TEIXEIRA, 2010).
A modelagem matemática de processos físicos pode fornecer informações
pormenorizadas de um sistema, porém para processos complexos as construções de
modelos físico-químicos podem ser de difícil elaboração ou até serem tão complexos que
possuem pouco valor prático. Neste contexto os sistemas mais complexos são linearizados
(aplicando-se a série de Taylor) em torno de um ponto estacionário de operação, sendo este
ponto geralmente o ponto ideal de projeto. Desta maneira é possível a utilização de teorias
de controle de sistemas lineares (CAMPOS; TEIXEIRA, 2010).
A Equação 2.1 demonstra o processo de linearização em torno de um ponto
específico (x0, z0). Para equipamentos industriais o ponto de linearização é geralmente o
ponto ideal de operação conforme o projeto do mesmo.
𝑦 = 𝑓(𝑥, 𝑧) = 𝐹(𝑥0,𝑧0) +𝑑𝑓
𝑑𝑥(𝑥0,𝑧0)(𝑥 − 𝑥0) +
𝑑𝑓
𝑑𝑧(𝑥0,𝑧0)(𝑧 − 𝑧0) Eq. 2.1
Além da modelagem fenomenológica, baseada nas equações que representam os
princípios físicos envolvidos no sistema avaliado, existe também a modelagem empírica.
Este outro tipo de modelagem é baseado em dados experimentais obtidos no próprio
processo. Os dados obtidos no processo são geralmente correlacionados por meio de
técnicos de regressão. A limitação da modelagem empírica é a limitação do modelo apenas
às condições do processo sob as quais as variações dos parâmetros foram estudados, não
podendo assim extrapolar para outras situações (SILVA, 2013). Neste trabalho foi utilizada
modelagem fenomenológica para análise.
2.3.2 Controle
O controle de processos tem por objetivo estabelecer o comportamento estático e
dinâmico de sistemas físicos, atuando na diminuição da influência das perturbações
mantendo os parâmetros de processo dentro dos limites operacionais. Para a ação de

29
controle são utilizadas medidas de variáveis internas ou saídas do sistema e feita a
comparação com valores pré-estabelecidos (MORAES; CASTRUCCI, 2010).
O termo “controle de processos” é normalmente utilizado para sistemas produtivos
de plantas industriais, em especial da indústria de processo, objetivando a manutenção dos
parâmetros dentro dos limites operacionais aceitáveis. Os sistemas de controle podem ser
totalmente automatizados, realizando a ação de controle sem que seja necessário a
intervenção do operador, ou dependentes da ação humana (CAMPOS; TEIXEIRA, 2010).
Os equipamentos de processos industriais são monitorados por sensores que
informam o valor das variáveis relacionadas ao respectivo equipamento. A operação de um
único equipamento pode ser feita mediante o acompanhamento de diversas variáveis do
mesmo, como por exemplo, pressão, vazão, nível e temperatura. Neste contexto pode-se
promover a alteração de uma variável por meio da variação de outra variável. Um exemplo
claro é a manutenção do nível de um tanque por meio do controle da vazão de saída deste
mesmo tanque. Neste contexto surgem os conceitos de variável controlada e variável
manipulada.
A variável controlada é aquela a qual se deseja que permaneça em um determinado
valor pré-estabelecido, que é chamado de set-point. A variável manipulada é aquela que
sofre alteração para que a variável controlada permaneça no set-point. No caso do tanque
descrito anteriormente a variável controlada é o nível do tanque e a variável manipulada é
a saída de fluido do equipamento.
Conforme pudemos ver no exemplo anterior referente ao nível do tanque, existem
algumas ações necessárias ao controle de um processo, sendo a primeira ação a medição do
nível do tanque, que é feita por meio de um sensor de nível. Após a medição é feita uma
comparação do valor de nível no equipamento com o set-point. Esta comparação é feita por
um controlador. Ao detectar que o nível do tanque está diferente do set-point o controlador
emite um comando para que a vazão de saída de água se altere de modo que o nível do
tanque retorne ao valor desejado. Esta variação de vazão pode ser feita por meio de uma
válvula de controle ou uma bomba centrífuga. Nesta análise podemos observar três
elementos básicos em um sistema de controle: o elemento sensor, o controlador e o
elemento final de controle.

30
Um sistema de controle que possua uma comparação entre a saída do mesmo e a
entrada de referência (set-point) utilizando a diferença para a ação de controle, conforme
representado na Figura 2.7, é denominado “sistema de controle com retroalimentação”, ou
“sistemas de controle em malha fechada”. Um sistema onde a saída do sistema não exerce
ação de controle no mesmo é denominado “sistema de controle em malha aberta”. A
Figura 2.7 representa uma estrutura simplificada de um sistema de controle em malha
fechada (OGATA, 2003).
Figura 2.7 – Sistema de controle em malha fechada. Fonte: Elaborado pelos autores.
A indústria de processo utiliza tipicamente sistemas de controle com
retroalimentação e utilização do controlador PID (proporcional, integral e derivativo)
(MORAES; CASTRUCCI, 2010). O controlador PID utiliza um algoritmo para correção
do erro em três módulos distintos para produzir o saída com a ação de controle, sendo estes
módulos referentes a ação proporcional, integral e derivativa. Mesmo com um bloco lógico
PID um controlador não precisa necessariamente utilizar os três blocos lógicos, sendo
possível, por exemplo, utilizar apenas o termo proporcional ou apenas os termos
proporcional e integrativo (muito comum na indústria) (CAMPOS; TEIXEIRA, 2010).
Existem ainda diferentes estratégias de controle, como por exemplo, o controle
feedback, feedfoward, cascata e on-off. Para os vasos separadores em geral a estratégia de
controle mais comum é a feedback, que é o caso do separador estudado neste trabalho.
O controle feedback em um vaso separador é feito por meio de sensor de nível que
informa ao controlador o nível de fluido no equipamento, que por sua vez compara o
mesmo com o set-point e manda um sinal de controle para a válvula de controle de nível,
que fica na saída de fluido, atuar aumentando ou reduzindo a retirada de fluido, mantendo
assim o nível o mais próximo possível do set-point.

31
Em um vaso separador trifásico existem três fluidos diferentes para se controlar o
que gera a necessidade de três malhas diferentes de controle para atuação nestas três fases:
água, óleo e gás. Uma malha de controle é um conjunto de instrumentos físicos e/ou
virtuais que auxiliam no processo de controle de determinada variável.
Os separadores trifásicos possuem uma malha de controle de pressão, que é feita
por meio do controle de fluxo do fluido compressível (o gás natural), e duas malhas de
controle de nível, sendo uma para controle de nível de óleo na CO e outra para controle de
nível da interface água-óleo na CS.

32
3 ESTUDO DO EQUIPAMENTO
3.1 SEPARADOR DE PRODUÇÃO DE SEGUNDO ESTÁGIO
O objeto de estudo deste trabalho é um vaso separador de produção de segundo
estágio, conforme destacado de vermelho na Figura 3.1, em uma planta de tratamento
primário com três estágios de separação, instalada em uma unidade marítima de produção
de petróleo. O objeto de estudo deste trabalho foi o separador de segundo estágio (e não o
separador de primeiro estágio), pois este equipamento especificamente possui
comprometimento estrutural de todo o sistema de remoção de água, diferente dos demais
separadores da instalação.
Figura 3.1 – Desenho esquemático simplificado da planta de processo estudada.
Fonte: Elaborado pelos autores.

33
3.1.1 Histórico
O equipamento é um vaso separador de produção trifásico, porém, devido a
comprometimento estrutural das linhas de água produzida, o vaso operava com a saída de
água fechada, sendo toda a fase líquida retirada pela saída de óleo. A água passou a ser
removida do óleo no tratador eletrostático instalado após o separador no processo,
conforme pode ser observado na Figura 3.1.
Segundo relato de operadores de produção, este vaso apresentava dificuldades
operacionais devido ao alto índice de alarmes de nível alto e muito alto. Para redução do
nível no equipamento a equipe de operação precisava reduzir a entrada de fluido no
separador. Esta manobra acarretava em limitação operacional da planta de produção.
3.1.2 Dados de Projeto
Foi realizada análise do desenho do vaso e fluxograma de processo e registrados na
Tabela 3.1 os dados de projeto do equipamento.
Tabela 3.1 – Dados de projeto do equipamento.
DESCRIÇÃO VALOR UNIDADE
Comprimento 10,89 m
Diâmetro 1,83 m
Volume 27,47 m³
Altura do vertedouro 0,76 m
Comprimento da câmara de separação 8,75 m
Altura máxima de líquido 1,35 m
Vazão total 42.671,00 Kg/H
Vazão de líquido (mássica) 42.343,00 Kg/H
Vazão de líquido 1.185,00 m³/dia
Densidade do líquido à temperatura de op. 857,60 Kg/m³
Vazão de gás (mássica) 328,00 Kg/H
Densidade do gás à temperatura de op. 4,95 Kg/m³
Temperatura de operação 120,00 °C
Pressão de operação 5,00 Kgf/cm²
Fonte: Elaborado pelos autores.

34
3.1.3 Processo Interno do Equipamento
3.1.3.1 Mecanismos Atuantes
O vaso possui quatro tipos diferentes de acessórios internos para favorecimento da
separação das fases pelos mecanismos de separação inercial, aglutinação e separação
gravitacional.
Na seção primária de separação o equipamento dispõe de uma chapa defletora para
favorecimento do mecanismo de separação inercial. O fluxo de entrada de fluido choca-se
na chapa defletora que gera uma mudança brusca de velocidade e direção favorecendo a
separação de fases.
Foram observados dois conjuntos de placas coalescedoras instalados na seção
secundária de separação. Este acessório impele o gás por um caminho sinuoso onde há
bastante contato com as superfícies das placas o que favorece o coalescimento de gotículas
suspensas no gás e o escorrimento destas na CS, conforme pode ser observado na Figura
3.2.
Figura 3.2 – Placas coalescedoras.
Fonte: (a):<http://oilfieldpartsxpress.com>, acessado em 16/02/2019; (b) e (c): elaborado pelos autores.

35
Como se trata de um separador trifásico, o vaso possui um vertedouro que favorece
a separação por ação gravitacional. Devido ao menor peso específico do óleo, o mesmo
emerge e a água fica acumulada na geratriz inferior do equipamento. Com o nível de óleo
acima e o nível da interface água-óleo abaixo da altura do vertedouro, o óleo transborda
para a CO.
Na seção de aglutinação existe ainda um retentor de névoa. O gás que sai do
equipamento precisa passar por este acessório que funciona como uma colmeia de telas
sobrepostas, dificultando a passagem de gotículas em suspenção que coalescem e escorrem
para a geratriz inferior do vaso.
Além dos acessórios internos mencionados, em todo comprimento do vaso existe a
atuação do mecanismo de separação gravitacional, com fluxo de fase gasosa na geratriz
superior do equipamento e acúmulo da fase líquida na geratriz inferior. Não está presente
neste equipamento o mecanismo de separação por meio de força centrífuga.
Além dos acessórios já mencionados, o vaso ainda possui dispositivos anti-vórtice
nas saídas da CS e CO, para evitar a formação de vórtice e facilitar o escoamento de fluido.
3.1.3.2 Processo
A CO recebe o hidrocarboneto proveniente da CS, quando o nível do fluido
ultrapassa a altura do vertedouro. Portanto a vazão de entrada na CO é uma função da
altura de líquido sobre o vertedouro.
O processo em ambas as câmaras pode ser modelado separadamente com modelos
lineares, porém a entrada da CO recebe o fluxo proveniente da CS, sendo então dois
processos em série. Neste contexto pode-se considerar o sistema como multicapacitivo,
abordando-se apenas a fase oleosa.
3.1.4 Controle do Equipamento
As variáveis controladas no vaso separador trifásico são pressão, nível de interface
e nível de óleo. Existem no vaso três malhas de controle diferentes, sendo uma para cada

36
variável controlada, conforme pode ser observado na Figura 3.3. A estratégia de controle
aplicada nestas malhas é a feedback.
Figura 3.3 – Malhas de controle de um separador trifásico.
Fonte: NUNES, MEDEIROS e ARAÚJO, 2010.
Na Figura 3.3 os elementos LT são sensores e transmissores de nível, que informam
aos controladores de nível, especificados como LIC, o valor da respectiva variável (nível
na CS e nível na CO). Os controladores emitem um sinal elétrico para os conversores de
sinais chamados LY que convertem o sinal elétrico em sinal pneumático para a atuação da
respectiva válvula de controle. O elemento PT é um sensor e transmissor de pressão, que
informa ao controlador PIC o valor desta variável e emite um sinal elétrico ao conversor de
sinais PY. O conversor PY converte o sinal elétrico em pneumático para a atuação da
respectiva válvula de controle.
O controle de pressão do equipamento é feito por meio de instrumentos e atuadores
instalados na geratriz superior do vaso e na linha de saída de gás. O controle de nível das
câmaras de separação e de óleo é feito por meio de transmissores de nível instalados em
cada câmara, controlador e válvula de controle na linha de saída de água e óleo. O controle
de pressão do vaso tem uma ação rápida conseguindo corrigir as oscilações de processo em
um tempo muito curto, não influenciando assim no controle de nível.

37
Além destas malhas de controle existem chaves de nível e pressão, virtuais e
físicas, que desencadeiam uma lógica de intertravamento de segurança para o vaso. Por
exemplo, caso a chave de nível muito alto (física) seja acionada, o operador possui
quarenta e cinco segundos para atuar sobre o processo, caso contrário todo trem de
produção é paralisado.
3.2 PROBLEMÁTICA PROPOSTA
O equipamento operava há muitos anos sem remoção de água, sendo utilizado
como um separador bifásico, apesar de suas características construtivas de trifásico. Os
responsáveis pelo vaso decidiram remover o vertedouro distanciando cem milímetros do
casco. Esperava-se que esta alteração trouxesse maior estabilidade ao processo e maior
capacidade de operação.

38
4 ANÁLISES E RESULTADOS
4.1 IMPACTOS DA MUDANÇA NO EQUIPAMENTO
4.1.1 Impactos Estruturais
O vertedouro é um acessório sujeito à pressão interna do equipamento nos dois
lados do seu corpo. Como não há diferença de pressão, este acessório é considerado como
não sujeito à pressão. Uma vez que não é sujeito à pressão e nem é um acessório voltado a
funções estruturais, a remoção do mesmo não afeta a integridade do vaso.
A finalidade do vertedouro é puramente de promover um fenômeno no processo,
não possuindo nenhuma função estrutural ao corpo do vaso ou mesmo de suporte de outros
acessórios internos. Mesmo não tendo função estrutural o corpo do vertedouro é soldado
diretamente no casco do equipamento e a remoção desta solda pode afetar a integridade
estrutural do casco. Como o acessório foi removido distanciando 100,00 mm da solda com
o casco, não há riscos de comprometimento estrutural do vaso. Na Figura 4.1 pode-se ver a
alteração já realizada para facilitar o entendimento dos comentários deste capítulo.
Figura 4.1 – Fotografia da alteração realizada.
Fonte: Arquivo pessoal dos autores.

39
Outro aspecto importante para avaliação da integridade estrutural do equipamento é
a questão da corrosividade do fluido acumulado na CS. Na geratriz inferior do
equipamento fica a água produzida, que é o fluido mais corrosivo deste processo, o que
pode gerar, a médio e longo prazo, o comprometimento da chaparia do costado, devido à
corrosão interna proveniente deste fluido estagnado. Neste contexto a remoção do
vertedouro acaba gerando um fluxo deste fluido o que minimiza a corrosividade na geratriz
inferior do casco do equipamento.
4.1.2 Impactos Funcionais
Com a remoção do vertedouro as câmaras de separação e de óleo passam a
funcionar como uma única câmara por meio do princípio de vasos comunicantes,
inutilizando o vertedouro. Neste contexto o vaso forma uma única câmara na geratriz
inferior, se tornando funcionalmente um vaso separador bifásico e inviabilizando a
separação trifásica com este equipamento.
Considerando as dimensões do separador, o volume de fluido que fica acumulado
na CS abaixo do nível da aba residual do vertedouro (100,00 mm) é insignificante e não
tem representatividade no processo.
Existe ainda a possibilidade de recompor as condições originais de projeto deste
vaso como um separador trifásico, ou seja, esta alteração não é irreversível. Para recompor
as condições originais de projeto, basta a reinstalação de uma chapa de fechamento para
recomposição do vertedouro. Deste jeito o vertedouro volta a ter funcionalidade e o
equipamento volta a ser um vaso separador trifásico.
4.1.3 Impactos no Processo
Por mais rigoroso que seja o controle do processo ainda assim existem oscilações,
pois os poços operam muitas vezes em regimes de golfadas o que gera uma grande
variação de fluxo e mesmo sem golfadas a produção ainda apresenta oscilações de menor
magnitude. Um vaso separador precisa ter volume e capacidade de variar nível para
40
absorção destas oscilações de processo e consequentemente não passar estas variações para
os equipamentos à jusante do mesmo.
Antes da alteração, devido a bloqueio na saída de água e retenção de fluido
decorrente da barreira física imposta pelo vertedouro, o equipamento possuía um grande
volume de líquido que ficava acumulado na CS. Após a remoção do vertedouro,
praticamente todo este volume consegue fluir para a CO deixando de ser um volume morto
no processo. O ganho na capacidade volumétrica do vaso foi muito grande, possibilitando
assim uma maior variação de nível o que facilita o controle do processo.
Considerando que não existe mais separação entre as CS e CO, o nível de líquido
em todo vaso é o mesmo, portanto é necessária somente uma malha de controle para nível,
ao invés das duas malhas que o vaso possuía anteriormente. Neste contexto a malha de
nível de interface passa a ser inutilizada, uma vez que o controle de nível da saída da CO,
que passa a ser saída de fase líquida, é realizado pela malha de controle do óleo.
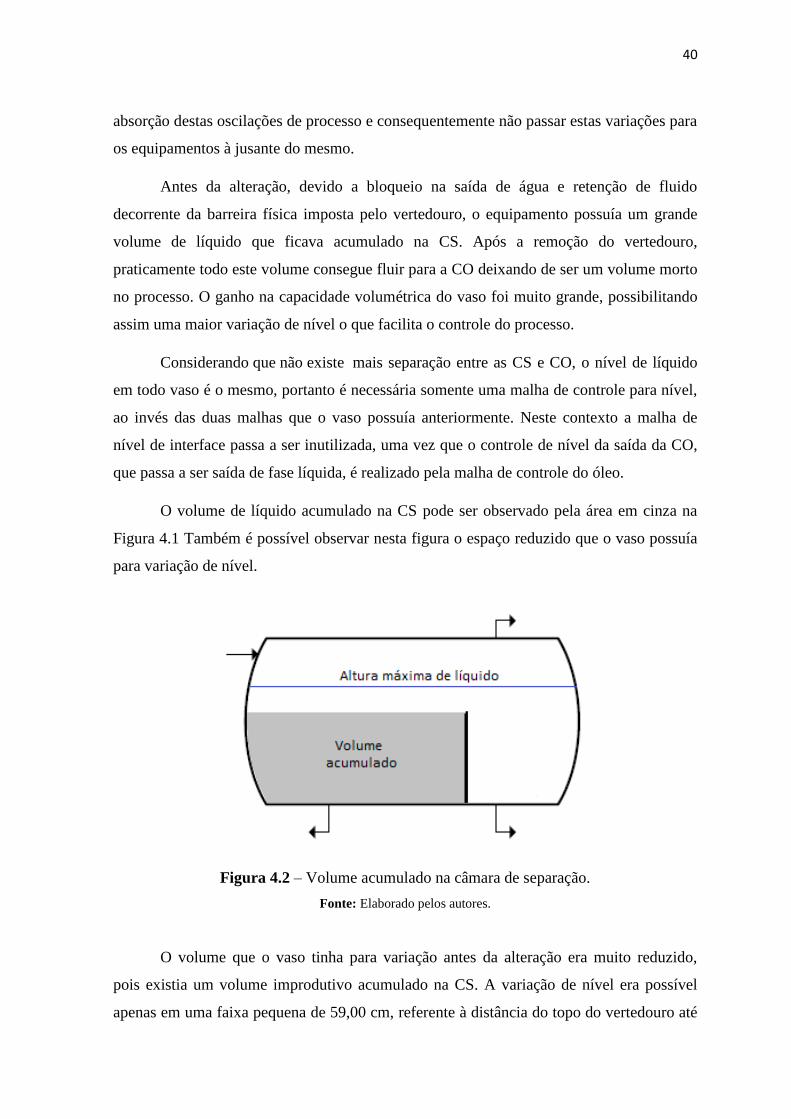
O volume de líquido acumulado na CS pode ser observado pela área em cinza na
Figura 4.1 Também é possível observar nesta figura o espaço reduzido que o vaso possuía
para variação de nível.
Figura 4.2 – Volume acumulado na câmara de separação.
Fonte: Elaborado pelos autores.
O volume que o vaso tinha para variação antes da alteração era muito reduzido,
pois existia um volume improdutivo acumulado na CS. A variação de nível era possível
apenas em uma faixa pequena de 59,00 cm, referente à distância do topo do vertedouro até

41
a tomada superior da chave de nível muito ato. Com a remoção do vertedouro, esta faixa
para variação de nível passou para 1,25 m, o que representou uma grande capacidade de
absorção para o processo.
Apesar de todos os ganhos citados neste capítulo é importante frisar que o processo
de tratamento de óleo visa diminuir o BSW. Com a nova configuração do vaso, a eficiência
de separação das fases líquidas é nula, o que aumenta a responsabilidade dos demais
equipamentos do processo que precisam suprir esta necessidade, em especial o tratador
eletrostático.
4.2 ANÁLISE DOS MODELOS MATEMÁTICOS
Tendo em vista a seção circunferencial do equipamento, o vaso separador possui
uma relação não linear entre o volume e a altura, conforme já trabalhado no capítulo dois.
A relação entre o volume e a altura do vaso é dada pela Equação 4.1.
𝑉 =𝐶𝐷2
4[𝑎𝑟𝑐𝑜𝑠𝑠 (
𝐷−2ℎ
𝐷) − (2
√(𝐷−ℎ)ℎ
𝐷) (
𝐷−2ℎ
𝐷)] Eq.4.1
Onde:
V é o volume de fluido;
C é o comprimento do vaso;
D é o diâmetro interno do vaso;
h é o nível da coluna de líquido.
Utilizando-se da equação 4.1, foi realizado cálculo do volume acumulado na CS. O
comprimento utilizado foi o da CS, do início do equipamento até o vertedouro. A altura
utilizada foi a altura do vertedouro. Após estes cálculos obteve-se um resultado de 5,16 m³
de volume de líquido acumulado na CS.
O vaso possui um volume total de 27,47 m³, porém parte deste volume é projetado
especificamente para o fluxo da fase gasosa. Se o nível de líquido no vaso subir muito e

42
chegar até a saída de gás, o líquido é carreado para a planta de tratamento de gás e pode
causar danos em equipamentos do processo.
O limite máximo que as fases líquidas podem chegar é definido pela conexão
superior da chave de nível muito alto no casco do equipamento. Esta altura é de 1,35 m.
Portanto, aplicando esta altura na equação 4.1 com todo o comprimento do vaso, obtém-se
um resultado de 14,22 m³ de volume original de projeto para as fases líquidas. No entanto,
como existe um volume acumulado de 5,16 m³, o separador estava operando com um
volume útil de líquido de 9,06 m³. Isto representa uma redução de 36,28% da capacidade
volumétrica original do equipamento.
O limite máximo de nível de líquido foi considerado como a chave de nível muito
alto, que é um instrumento que atua em uma condição que o processo está extrapolando os
limites do vaso, ou seja, em uma variação não prevista nas condições normais de operação
contínua do equipamento. Em condições normais de operação o nível de líquido é mantido
em uma faixa de valores inferior ao limite máximo levado em consideração para cálculo
neste trabalho. Isto indica que o volume útil convencional à operação do equipamento é
ainda menor que o calculado e, consequentemente, a redução da capacidade volumétrica é
ainda maior que 36,28%, tornando-se mais expressiva ainda.
Um separador trifásico é tipicamente um equipamento que possui um processo
multicapacitivo, uma vez que há duas câmaras de fluido que geram diferentes
características de atraso no processo, sendo a CO em série com a CS e recebendo o
excedente de fluido da CS que passa por cima do vertedouro. Operando de maneira
bifásica, não é possível analisar o separador trifásico como um processo multicapacitivo,
uma vez que perde a característica de dois processos distintos em série e passa a ser um
único processo onde toda fase líquida que entra no vaso é destinada à mesma saída.
Como o vaso separador não possui uma relação linear entre a altura de fluido
(nível) e o volume faz-se necessária a linearização do modelo matemático derivado da
fórmula do volume. Para a linearização do modelo é considerado o regime estacionário de
operação, sendo este o ponto ideal de projeto do vaso. O modelo linearizado do separador
bifásico é representado pela Equação 4.2.
𝐶𝐷𝑑𝑦(𝑡)
𝑑𝑡= [𝑑(𝑡) − 𝐾𝑥𝑙𝑢(𝑡)] Eq. 4.2
43
Na Equação 4.2, podemos observar os seguintes termos com as respectivas
descrições:
CD: Produto do comprimento vezes o diâmetro do vaso.
𝑑𝑦(𝑡)
𝑑𝑡 : Derivada em função do tempo de y(t), que é a diferença entre o nível
do vaso e o nível no regime estacionário, o qual o sistema foi linearizado.
𝑑(𝑡): Diferença entre a vazão de entrada instantânea e a vazão no ponto
estacionário de operação, o qual o sistema foi linearizado.
Kxl: Parâmetro ligado à válvula de saída de fluido (relacionado à
características como coeficiente de vazão e porcentagem de abertura no
regime estacionário de operação)
u(t): Referente a saída de fluido do processo (o termo Kxl.u(t) representa a
vazão de saída de fluido).
O separador trifásico possui o cálculo de dois balanços de massa no líquido, um
para a fase aquosa e outro para a fase oleosa, resultando na Equação 4.3 (para a câmara de
óleo) e Equação 4.4 (para a câmara de separação).
𝐶𝐶𝑂𝐷𝑑𝑦1(𝑡)
𝑑𝑡= 𝑑 − 𝐾𝑥𝑤𝑢2 − 𝐾𝑥𝑜𝑢1 Eq. 4.3
𝐶𝐶𝑆𝐷𝑑𝑦2(𝑡)
𝑑𝑡= 𝑑𝐵𝑆𝑊𝜀 − 𝐾𝑥𝑤𝑢2 Eq. 4.4
Nas Equações 4.3 e 4.4, podemos observar o surgimento de alguns índices e termos
não presentes na Equação 4.2. Os índices CO e CS são referentes aos processos nas
câmaras de óleo e água respectivamente. Como no separador trifásico há dois processos de
remoção de fluido (água e óleo), surgem no modelo deste equipamento duas saídas de
fluido, sendo u1 a saída de óleo e u2 a saída de água. Os índices xw e xo, nos coeficientes K
relacionados às válvulas de controle são referentes respectivamente a válvula de saída de
água e a de saída de óleo. O parâmetro ε é a eficiência de separação água-óleo e o BSW,
conforme já trabalhado no capítulo 2, é a porcentagem de água no óleo.
Sem remoção de água na CS, a equação 4.4 se anula, uma vez que a eficiência ε e a
saída de água u2 são iguais a zero. Neste mesmo viés, o termo referente à vazão de água na
equação 4.3 também se anula. Como u1, referente à entrada de óleo no processo, passa a ser

44
igual a toda entrada de líquido, então o que sobrou da equação 4.3 são os mesmos termos
da equação 4.2, do separador bifásico, com exceção apenas do comprimento utilizado ser
da CO. Isto prova matematicamente a operação do separador trifásico como um
equipamento bifásico.
Considerando um momento anterior à alteração proposta, apesar de operar como
um separador bifásico, a equação 4.2 ainda não é válida para o vaso, uma vez que a mesma
não representa corretamente o volume do início do equipamento até o vertedouro. Nesta
região existe um volume que não contribui para o processo, portanto não deve ser
considerado no modelo matemático.
A equação 4.1, ponto de partida para desenvolvimento das equações 4.2, 4.3 e 4.4,
considera a área de toda a seção transversal do vaso até a altura especificada para cálculo,
inclusive a área do volume improdutivo. Após a remoção do vertedouro, a equação 4.1
passa a ser válida para o equipamento, uma vez que o mesmo utiliza todo o seu volume útil
original.
Como os modelos matemáticos disponíveis na literatura não representam com
fidelidade o processo no equipamento antes da remoção do vertedouro, devido a acúmulo
de líquido na CS, a análise do comportamento do vaso foi realizada por meio de simulação
computacional.
4.3 SIMULAÇÃO COMPUTACIONAL
Na simulação foram considerados dois equipamentos com as mesmas
características e dimensões, sendo utilizadas as dimensões do equipamento estudado. Um
equipamento é o separador trifásico sem remoção de água (caso do equipamento estudado
antes da alteração) e o outro é um separador bifásico (vaso estudado após a alteração).
A operação do equipamento em regime estacionário, sem grandes variações de
nível não traz dificuldades operacionais significativas, porém a operação em regime de
golfadas, muito comum na produção de petróleo, traz muitos problemas operacionais.
Neste contexto a simulação realizada neste trabalho considerou apenas a operação em
regime de golfadas.

45
Para simulação das golfadas foi utilizado como distúrbio um sinal senoidal com
variação de frequência, uma vez que as golfadas não são uniformes, variando frequência e
intensidade. Foi utilizado apenas a parte positiva da onda senoidal uma vez que não há
sentido físico de distúrbio com sinal negativo, pois não existe retrocesso do fluido de
processo. A Figura 4.3 representa o sinal utilizado como distúrbio no processo.
Figura 4.3 – Distúrbio utilizado na simulação.
Fonte: Elaborado pelos autores.
Primeiramente é necessário analisar o que deve ser simulado, uma vez que como
praticamente toda a CS é ocupada por um volume acumulado não atuante no processo.
Neste contexto todo o controle do vaso estudado é baseado somente no que ocorre na
câmara de óleo, que possui um volume muito menor. Sendo assim, para simular a operação
de um vaso trifásico com bloqueio na saída de água, faz-se necessário a simulação do
processo levando em consideração somente a câmara de óleo.
A função de transferência do separador é dada pela Equação 4.5, onde “K” é o
ganho e “τ” a constante de tempo do processo. A constante de tempo é dada pela Equação
4.6, onde kxl é uma constante referente a abertura da válvula de saída de fluido na condição
estacionária e CD é o produto do comprimento vezes o diâmetro do vaso. A capacitância
do vaso para amortecimento das oscilações de processo é dada fisicamente pelo volume do
vaso, que é inserida na simulação por meio do termo CD.
𝐺𝑝 =𝐾
𝜏𝑠+1 Eq.4.5
𝜏 =𝐶𝐷
𝑘𝑥𝑙 Eq.4.6

46
Como para a simulação do separador bifásico se considera todo o comprimento do
vaso, espera-se um atraso muito maior que para o separador trifásico com saída de água
fechada, uma vez que se considera somente o comprimento da câmara de óleo.
A operação com golfadas é uma condição que exige capacitância do equipamento
para absorção das variações de nível e amortecimento destas para o processo seguinte.
Sendo assim espera-se que o separador bifásico possua uma capacidade de absorção maior
das oscilações, uma vez que possui maior volume útil que o separador trifásico com saída
de água bloqueada.
Na simulação foram consideradas as conversões de sinais de sensores. Para
definição dos parâmetros do controlador utilizado no simulador, foi utilizado o primeiro
método de Ziegler e Nichols, considerando o controle PI da fórmula de PID conforme
Equação 4.7.
𝐺𝑝 = 𝐾𝑝 (1 +1
𝑇𝑖𝑠+ 0) Eq.4.7
Conforme já foi dito anteriormente, a diferença na simulação do separador bifásico
e do separador trifásico (sem remoção de água) é a constante de tempo na função de
transferência da planta. Para o separador bifásico foi calculado um coeficiente de
725,9207, enquanto para o segundo caso foi obtido um coeficiente de 49,9945.
4.4 RESULTADOS
A alteração do equipamento não oferece risco estrutural ao vaso, uma vez que o
acessório a ser removido não possui função estrutural. Para o separador o impacto
funcional é a conversão do mesmo em separador bifásico, o que não tem grandes
implicações ao processo uma vez que o vaso já opera com remoção somente de fase
líquida (sem separação de água) há muitos anos. Quanto à análise do modelo matemático,
conforme descrito no item 4.2 deste trabalho, a operação de um vaso separador trifásico
sem remoção de água anula os termos de eficiência de separação e saída de água, o que
transforma o modelo matemático do separador trifásico em um separador bifásico.

47
Foram realizadas as simulações, conforme item 4.3 deste trabalho, e obtidos os
resultados de variação de nível conforme a Figura 4.4 para o separador trifásico com saída
de água bloqueada e Figura 4.5 para o separador bifásico.
Figura 4.4 – Variação de nível no separador trifásico.
Fonte: Elaborado pelos autores.
Na Figura 4.4 pode-se observar que há uma grande oscilação do nível no
equipamento quando submetido a um distúrbio senoidal. Esta variação brusca de nível do
equipamento justifica a instabilidade operacional relatada pelos profissionais que atuam
diretamente com esta planta.
Figura 4.5 – Variação de nível no separador bifásico.
Fonte: Elaborado pelos autores.

48
Na Figura 4.5 pode-se observar que o nível sobe com uma velocidade muito menor
que na Figura 4.4, o que já era esperado uma vez que o atraso é muito maior (devido a
constante de tempo ser maior), porém a oscilação brusca devido ao distúrbio senoidal é
amortecida o que favorece o controle do equipamento.
Para fins de análise comparativa foi considerado o máximo de sobressinal gerado
nas simulações, uma vez que poderia chegar a chave de nível alto ou muito alto, sendo
adotado o critério de aceitabilidade de um erro máximo de 10%, conforme pode ser
observado na Figura 4.6. Nesta figura fica claro que o separador bifásico possui um
máximo sobressinal muito menor que o vaso trifásico, que ultrapassa o limite estabelecido,
o que confirma o benefício da alteração foco de análise deste trabalho.
Figura 4.6 – Variação do erro.
Fonte: Elaborado pelos autores.

49
5 COMENTÁRIOS FINAIS
5.1 CONCLUSÃO
A simulação deixou bem clara a instabilidade operacional do equipamento ao
operar em regime de golfadas o que justifica uma alteração do processo para adaptar o
mesmo de forma a gerar maior estabilidade operacional. A operação do equipamento com
a remoção do vertedouro e utilização de todo o seu volume útil, transformando-o assim
num vaso separador bifásico, se mostrou benéfica em todos os aspectos abordados, desde
integridade do equipamento até a estabilidade operacional, que é o foco deste trabalho.
Levando em consideração a desmobilização definitiva do sistema de remoção de
água no equipamento estudado, a alteração física do equipamento com remoção do
vertedouro é uma mudança que traz melhoria no processo de separação de fluidos uma vez
que traz maior estabilidade operacional.
Este trabalho traz um respaldo acadêmico, com avaliações aprofundadas da
alteração proposta (remoção de vertedouro) em vasos separadores trifásicos, o que até o
presente momento não era comum em situações reais, onde o empirismo era mandatório
sobrepujando assim o aspecto técnico-científico envolvido neste tipo de intervenção e
abordado neste trabalho.
5.2 SUGESTÃO PARA TRABALHOS FUTUROS
Uma vez que o equipamento tem maior capacidade de operação, operando com
todo o volume do vaso, sugere-se a avaliação da utilização de controle por bandas para
maior absorção das oscilações de processo.

50
6 REFERÊNCIAS BIBLIOGRÁFICAS
ALVARENGA, Lucas F. S. Projeto de uma Planta Didática de Separação Bifásica. TCC
(Graduação) – Engenharia Mecânica, Universidade Cândido Mendes, Campos dos
Goytacazes, 2016. 64p.
BRASIL, Nilo Indio do; ARAUJO, Maria Adelina Santos; SOUZA, Elisabeth Cristina
Molina de. Processamento de Petróleo e Gás. 2. ed. Rio de Janeiro: Ltc, 2014. 279p.
CAMPOS, Mario Cesar M. Massa de; TEIXEIRA, Herbert C.G. CONTROLES TÍPICOS
de equipamentos e processos industriais. 2ª ed. São Paulo: Blucher, 2010. 396p.
DONATO, Guilherme Victor P.; BOAS, Fernando Augusto Mourão Villas (Org.). Vasos
de Pressão. Rio de Janeiro: Petrobras, 2014. 330p.
FERREIRA FILHO, Jair; RODRIGUES, Renato Cosenza (Org.). Monitoramento e
Controle de Processos: Tomo 1. Brasília: Petrobras; Senai, 2003. 249p.
MINISTÉRIO DO TRABALHO E EMPREGO. NR-13: Caldeiras, Vasos de Pressão,
Tubulações e Tanques Metálicos de Armazenamento. Brasília, 2018.
MORAES, Cícero Couto de; CASTRUCCI, Plínio de Lauro. ENGENHARIA DE
AUTOMAÇÃO INDUSTRIAL. 2ª ed. Rio de Janeiro: LTC, 2010. 346p.
MORAIS, José Mauro de. Petróleo em Águas Profundas: Uma história tecnológica da
PETROBRAS na exploração e produção offshore. Brasília: Petrobras; Ipea, 2013. 424p.
NUNES, Giovani Cavalcanti; MEDEIROS, José Luiz de; ARAÚJO, Ofélia de Quiroz
Fernandes. Modelagem e Controle na Produção de Petróleo - Aplicações em MATLAB.
1.ed. São Paulo: Blucher, 2010, 495p.
OGATA, Katsuhiko. Engenharia de Controle Moderno. 4ed. Brasil: Pearson, 2003. 788p.
PETROBRAS, 2018. Disponível em <http://www.petrobras.com.br/pt/nossas-
atividades/principais-operacoes/bacias/bacia-de-campos.htm>. Acesso em 17 de março de
2018.

51
SANTANA, Roberta Gomes de Souza. Otimização da Produção em Campo de Petróleo
Pelo Estudo do Problema de Localização dos Poços e Unidades de Produção. 2012. 121f.
TCC (Graduação) - Curso de Engenharia de Petróleo, Universidade Federal do Rio de
Janeiro, Rio de Janeiro, 2012.
SHULTZ, Marcelo; MORAES, Milton (Org.). Válvulas de Segurança. Rio de Janeiro:
Petrobras, 2012. 35p.
SILVA, André Carlos. Modelamento e simulação de processos. Apostila - Curso de
Engenharia de Minas, Universidade Federal Goiás, Catalão, 2013. 20p.
SILVA, André Luis Figueira da et al. Processamento Primário de Petróleo. Rio de Janeiro:
Petrobras, 2007. 53p.
TELLES, Pedro Carlos da Silva. Vasos de Pressão. 2. ed. Rio de Janeiro: Ltc, 1996. 302p.
THOMAS, José Eduardo. Fundamentos de Engenharia de Petróleo. 2. ed. São Paulo:
Interciência, 2004. 270p.

52
7 APÊNDICE A – ESTRUTURA DO SIMULADOR

53
Figura A1 – Simulador do separador bifásico.
Fonte: Elaborado pelos autores.

54
Figura A2 – Simulador do separador trifásico.
Fonte: Elaborado pelos autores.