anÁlise descritiva dos processos de produÇÃo de …siaibib01.univali.br/pdf/thayse caroline...
TRANSCRIPT

1
UNIVERSIDADE DO VALE DO ITAJAÍ
THAYSE CAROLINE FAGUNDES
YARA CRISTINA SOARES
Trabalho de Conclusão de Estágio
ANÁLISE DESCRITIVA DOS PROCESSOS
DE PRODUÇÃO DE EMBALAGENS DA
EMPRESA CARTONAGEM BATISTENSE
LTDA.
Tijucas
2011
2
UNIVERSIDADE DO VALE DO ITAJAÍ
THAYSE CAROLINE FAGUNDES
YARA CRISTINA SOARES
Trabalho de Conclusão de Estágio
ANÁLISE DESCRITIVA DOS PROCESSOS
DE PRODUÇÃO DE EMBALAGENS DA
EMPRESA CARTONAGEM BATISTENSE
LTDA.
Trabalho de conclusão de estágio
desenvolvido para o Estágio
Supervisionado do Curso de
Administração do Centro de Ciências
Sociais Aplicadas da Universidade
do Vale do Itajaí – Campus: Tijucas.
Orientador: Prof. M.Sc. Sérgio Luiz
Curti
Tijucas
2011

3
Palavras não seriam suficientes para agradecer o
carinho e a colaboração de todos os que estiveram
conosco na realização deste trabalho.
Primeiramente a Deus, que nos deu saúde para
chegar até o fim e amizade para que nenhuma
adversidade pudesse nos separar.
À família, aos amigos e aos amores, que souberam
nos esperar quando precisamos dedicar horas da
sua companhia para que hoje este trabalho
estivesse pronto e nossa jornada concluída.
Agradecemos também a Cartonagem Batistense
Ltda que nos forneceu todo o suporte para que a
pesquisa pudesse ser realizada e a todo o corpo
docente da UNIVALI, que contribuíram para nossa
formação, em especial ao nosso professor
orientador, Sérgio Luiz Curti, que nos ajudou com
presteza e paciência durante todo o período de
estágio.

4
“Não é merecedor do favo de mel aquele que evita a
colméia porque as abelhas têm ferrões.”
(William Shakespeare)

5
EQUIPE TÉCNICA
a) Nome do estagiário:
Thayse Caroline Fagundes
Yara Cristina Soares
b) Área de estágio:
Produção
c) Supervisor de campo:
Heverson Tarcízio Gessele
d) Orientador de estágio:
Prof. M.Sc. Sérgio Luiz Curti
e) Responsável pelo Estágio Supervisionado em Administração:
Prof. M.Sc. Luciano Dalla Giacomassa
6
DADOS DE IDENTIFICAÇÃO DA EMPRESA
Razão Social:
Cartonagem Batistense Ltda
Endereço:
Rua José Gessele, 100 – Cardoso – São João Batista – SC
Setor de desenvolvimento de estágio:
Produção
Duração do estágio:
300 horas
Nome e cargo do orientador de campo:
Heverson Tarcízio Gessele – Gerente Comercial
Carimbo e visto da empresa:

7
AUTORIZAÇÃO DA EMPRESA
Tijucas, Outubro de 2011.
A empresa Cartonagem Batistense Ltda, pelo presente instrumento, autoriza
a Universidade do Vale do Itajaí – UNIVALI, a publicar, em sua biblioteca, o Trabalho
de Conclusão de Estágio executado durante o Estágio Supervisionado, pelas
acadêmicas Thayse Caroline Fagundes e Yara Cristina Soares.

8
RESUMO O mercado gráfico mundial, acostumado a trabalhar com perdas durante o seu processo produtivo, busca, constantemente, soluções para sanar estas perdas e garantir maior lucratividade. Como se trata, geralmente, da produção em lotes personalizados, as indústrias gráficas tendem a perder nos tempos ociosos de seus colaboradores, nos tempos de trocas de ferramentas das máquinas operatrizes e no material desperdiçado durante as trocas. Por isso o presente trabalho teve como objetivo analisar descritivamente a gestão da produção de embalagens da empresa Cartonagem Batistense Ltda, e levantar os pontos que indicam perdas dentro da empresa. Desta maneira, para alcançar os objetivos propostos, foram utilizados alguns procedimentos metodológicos. O método indutivo foi utilizado para explorar o tema do trabalho; a pesquisa foi caracterizada como exploratória e descritiva, que busca descobrir as relações existentes dentro de cada situação e conhecer e interpretar a realidade, respectivamente. A coleta de dados ocorreu por meio de observação participante e também de entrevistas estruturadas. A abordagem foi quantitativa e qualitativa, uma vez que os dados obtidos foram tabulados, descritos e analisados. Com isso, foi possível identificar espaços para melhorias. Na gestão de materiais identificou-se uma das causas importantes das perdas. Trata-se do nível de qualidade da matéria-prima que é aplicada no processo produtivo da empresa Cartonagem Batistense Ltda. Palavras-chave: Perdas. Qualidade. Gestão de Materiais.

9
LISTA DE FIGURAS
Figura 1 – Fachada da empresa em 1980.....................................................................49
Figura 2 – Frota em 1985...............................................................................................50
Figura 3 – Máquina offset Catu-600..............................................................................50
Figura 4 – Foto aérea em 2001....................................................................................51
Figura 5 – Foto aérea em 2009...................................................................................52
Figura 6 – Organograma............................................................................................54
Figura 7 – Produtos.....................................................................................................56
Figura 8 – Idade dos entrevistados................................................................................59
Figura 9 – Sexo dos entrevistados.................................................................................60
Figura 10 – Grau de escolaridade dos entrevistados.....................................................60
Figura 11 – Turno de desempenho dos entrevistados...................................................61
Figura 12 – Tempo de empresa dos entrevistados........................................................61
Figura 13 – Tempo de atuação na área.........................................................................62
Figura 14 – Entrevistados que procuram atualizar seus conhecimentos...................63
Figura 15 – Frequência dos cursos de atualização que realiza................................63
Figura 16 – Grau de satisfação quanto às informações mencionadas na OF...........64
Figura 17 – Quanto à existência de treinamento fornecido pela empresa..................65
Figura 18 – Quanto ao reflexo do funcionamento correto do equipamento............ 65
Figura 19 – Tempo de setup do equipamento................................................................66
Figura 20 – Desperdício de material durante o setup..................................................67
Figura 21 – Desperdício de material durante o processo de produção..........................67
Figura 22 – Implicações da qualidade do material no processo....................................68
Figura 23 – Velocidade de operação do equipamento...................................................69
Figura 24 – Motivo pelo desempenho abaixo do estipulado pelo fabricante do e-
quipamento ....................................................................................................................
69

10
LISTA DE TABELAS
Tabela 1 – Relação de Não Conformidades ................................................................71

11
SUMÁRIO
1 INTRODUÇÃO .........................................................................................................14
1.1 Tema e problema de pesquisa ........................................................................15
1.2 Objetivo geral e objetivos específicos ...........................................................15
1.3 Justificativa ...................................................................................................... 16
2 FUNDAMENTAÇÃO TEÓRICA ...........................................................................
17
2.1 Organização .........................................................................................................
2.1.1 Empresas ...........................................................................................................
2.1.1.1 Classificação das empresas ..........................................................................
2.1.2 Responsabilidade Ambiental ............................................................................
2.1.2.1 Desenvolvimento Sustentável .....................................................................
2.1.2.2 Reciclagem ......................................................................................................
2.1.3 Produção ........................................................................................................
2.1.3.1 Produto ........................................................................................................
2.1.3.2 Projeto .........................................................................................................
2.2 Gestão da produção e operações .................................................................
2.2.1 Tipos de sistema de produção .......................................................................
2.2.1.1 Produção contínua .......................................................................................
2.2.1.2 Produção em posição fixa ............................................................................
2.2.1.3 Produção em lotes ............................................................................................
2.2.2 Layout ................................................................................................................
2.2.3 Perdas ..............................................................................................................
2.2.4 Manutenção .........................................................................................................
2.2.4.1 Manutenção corretiva .................................................................................
2.2.4.2 Manutenção preventiva ...................................................................................
2.2.4.3 Manutenção preditiva ....................................................................................
2.2.5 Just in time ......................................................................................................
2.2.6 Qualidade .........................................................................................................
2.2.6.1 Conceito ............................................................................................................
2.2.6.2 Custos de qualidade ...................................................................................
17
17
18
19
19
20
21
22
22
23
23
23
24
24
24
25
26
26
26
27
27
28
28
29

12
2.2.6.3 Inspeção .......................................................................................................
2.2.6.4 Controle da qualidade ...................................................................................
2.2.6.5 Controle estatístico do processo – CEP .......................................................
2.2.6.6 Ferramentas da qualidade ..............................................................................
2.2.6.7 ISO 9000 .......................................................................................................
2.2.6.7.1 Gestão pela qualidade total – TQM .........................................................
2.2.6.7.2 Zero defeitos ............................................................................................
2.2.7 Administração de materiais ............................................................................
2.2.7.1 Estoques .....................................................................................................
2.2.7.1.1 Estoques de produtos acabados ...............................................................
2.2.7.1.2 Custos de estoques .................................................................................
2.3 Sistemas e tecnologia da informação ...........................................................
2.3.1 Dados .............................................................................................................
2.3.2 Informações ....................................................................................................
2.3.3 Sistema ..........................................................................................................
2.3.4 Sistemas de informação .................................................................................
2.3.5 Classificação dos sistemas de informação ....................................................
2.3.5.1 Sistemas de informação operacionais – SIO ..............................................
2.3.5.2 Sistemas de informação gerenciais – SIG ..................................................
2.3.5.3 Sistemas de informação estratégicos – SIE ..............................................
2.3.5.4 Sistemas de informação aplicados a negócios ...........................................
2.3.6 Tecnologia da informação ..............................................................................
2.3.7 Hardware .......................................................................................................
2.3.8 Software .........................................................................................................
2.3.9 Redes ............................................................................................................
2.3.9.1 Internet ........................................................................................................
2.3.9.2 Intranet .......................................................................................................
2.3.10 Banco de dados ...........................................................................................
2.3.11 Gestão do conhecimento .............................................................................
3 MÉTODO ...................................................................................................................
3.1 Delineamento do projeto ..................................................................................
3.2 População ........................................................................................................
3.3 Coleta de dados ..............................................................................................
30
30
31
32
32
33
33
34
34
35
36
37
37
37
38
38
39
39
40
40
40
41
41
42
42
43
43
44
45
46
46
47
47

13
3.4 Análise de dados ..............................................................................................
4 DESCRIÇÃO E ANÁLISE DOS DADOS....................................................................
4.1 Caracterização da empresa ..................................................................................
4.1.1 Missão, visão e valores .................................................................................
4.1.1.1 Missão ...............................................................................................................
4.1.1.2 Visão ...............................................................................................................
4.1.1.3 Valores ..............................................................................................................
4.1.2 Organograma .....................................................................................................
4.1.3 Processos de produção.........................................................................................
4.1.4 Produtos ...............................................................................................................
4.1.5 Principais fornecedores ........................................................................................
4.1.6 Principais clientes ................................................................................................
4.1.7 Principais concorrentes .......................................................................................
4.1.8 Produção ...........................................................................................................
4.2 Análise de dados................................................................................................
4.3 Sugestões e propostas para melhorias.........................................................
5 CONSIDERAÇÕES FINAIS.................................................................................
REFERÊNCIAS BIBLIOGRÁFICAS .......................................................................
APÊNDICE.................................................................................................................
Apêndice A – Questionário aplicado entre os colaboradores da empresa Carto-
nagem Batistense Ltda..........................................................................................
48
49
49
52
52
52
53
53
54
55
56
57
58
58
59
78
82
84
89
89

14
1 INTRODUÇÃO
Competitividade é a palavra que caracteriza as relações de concorrência
entre empresas de um mesmo segmento de mercado. Consumidores mais exigentes
e com maior poder de compra, acoplado ao crescente número de pessoas que
investem no negócio próprio, abrem espaço para a expansão da concorrência. Tal
fato desperta entre as empresas uma busca constante de qualidade versus preços
baixos.
Neste cenário, onde os preços dos produtos e serviços são ditados pelo
mercado, a procura por reduzir custos mantendo a qualidade do produto é um
desafio a ser superado pelas empresas.
Assim, até mesmo pelo aspecto da preservação e do uso adequado de
todos os recursos utilizados nos sistemas produtivos, programas de planejamento e
controle de aplicação de insumos, partes, peças e componentes fazem parte das
ferramentas da administração dos custos de fabricação.
As empresas, dentre outras, têm usado como solução programas de
redução de perdas no processo de produção, uma vez que, ao diminuir
desperdícios, aumentam a lucratividade, garantindo o baixo custo final. Sabe-se que
para obter êxito neste programa é necessário criar uma política comportamental
dentro da organização, onde o comprometimento das pessoas será a peça chave
para o sucesso.
As indústrias especializadas na produção de embalagens, devem, além da
conscientização sobre a necessidade de evitar o desperdício, capacitar seus
recursos humanos envolvidos no sentido de que executem todas as etapas do
processo, desde o projeto até a disposição pós uso, em conformidade com as
normas técnicas definidas. O retrabalho é oneroso, especialmente pelo fato de que
uma embalagem é projetada para atender determinadas características físicas de
um produto, sendo difícil o reaproveitamento para outros tipos de produtos. As
aparas e sobras devem atender aos requisitos do planejamento da produção e as
ferramentas de corte e de vinco ajustadas para os formatos das matérias primas das
embalagens.

15
Nesse contexto o presente trabalho visa apresentar aspectos relacionados
aos cuidados da produção de embalagem da empresa Cartonagem Batistense Ltda.,
no que se refere à prevenção de perdas de materiais no processo produtivo.
1.1 Tema e problema de pesquisa
O mercado gráfico brasileiro está acostumado às perdas decorrentes do
processo de produção de embalagens diversas. Muito embora parte seja planejada,
os esforços no sentido da diminuição dessas perdas promoverão redução de custos
e, por consequência, aumento da margem de lucro da empresa.
Como se trata, geralmente, de materiais personalizados e ainda pelo fato de
que a dificuldade de regulagem das máquinas é grande, o material gasto até o
ajuste final do processo, é um dos componentes que mais causam as perdas. Na
prática, entretanto, é possível elencar outros tipos e situações de perdas.
O grande desafio das empresas é criar em seu ambiente de trabalho uma
cultura capaz de transformar estas perdas em lucros.
A gestão da produção se torna um dos meios possíveis para viabilizar a
execução dos processos adequados, utilizar, de forma eficaz, os recursos, bem
como atender os níveis de qualidade definidos pelos clientes, aos custos projetados.
Diante dos fatos este trabalho busca responder a seguinte questão: como a
melhoria nos processos de produção de embalagens da empresa Cartonagem
Batistense Ltda., pode contribuir com a redução de perdas nos produtos?
1.2 Objetivo geral e objetivos específicos
1.2.1 O objetivo geral deste trabalho consiste em analisar descritivamente os
processos de produção de embalagens da empresa Cartonagem Batistense Ltda.
1.2.2 Os objetivos específicos são:
- Revisar a literatura pertinente ao tema;
- Conhecer os processos de produção das embalagens;
- Levantar registros existentes;
- Identificar pontos de conflito;

16
- Propor soluções para redução de perdas.
1.3 Justificativa
O mercado consumidor em constante mutação, a disputa acirrada de preços,
o crescente número da concorrência, são fatores que induzem as empresas
atuantes no mercado a aceitar negociações não tão lucrativas afim de fidelizar
clientes.
Pelo fato da Cartonagem Batistense, por muitas vezes, se encaixar neste
quadro, a busca pela redução de perdas será uma alternativa para ganhar o
mercado e maximizar seus lucros. Assim, justifica-se então a importância deste
projeto; a empresa poderá atingir seus objetivos de redução e a academia de inserir
de forma prática sua teoria defendida em sala de aula.
O trabalho garantirá sua originalidade porque, a partir dos dados coletados,
será possível realizar um mapeamento da situação da empresa – e uma provável
indicação de melhoria – com informações nunca antes obtidas, gerando assim
redução de custos e agilidade na produção, que será percebido pelo cliente.
Assim também se garantirá a viabilidade do projeto, uma vez que o acesso
às informações ocorrerá de maneira direta e não serão necessários investimentos
financeiros.

17
2 FUNDAMENTAÇÃO TEÓRICA
Neste espaço serão apresentadas as fontes teóricas relacionadas com a
gestão da produção.
2.1 Organização
Tanto no círculo de vida pessoal quanto no profissional, elas estão presentes
de diversas maneiras; seja no time de futebol dos finais de semana ou no local de
trabalho, as organizações se manifestam para atingir os objetivos comuns dos
participantes.
Durante toda a vida passamos dentro de organizações, seja trabalhando ou
como membro. Assim diz Stoner (1985), quando define organização como um grupo
focado em um objetivo. Em todos os tipos de organização, seja ela formal ou não,
deverá contar com um administrador ou um líder, que tem como função ajudar suas
organizações a estabelecer e atingir seus objetivos.
Para Lacombe e Heilborn (2003) organização é um grupo de pessoas que se
constitui de forma organizada para atingir objetivos em comum. Segundo os autores,
incluem-se nessa definição vários tipos de empresas ou grupos, assim concluindo,
portanto, que quase tudo é feito por meio das organizações.
De forma mais pontuada, Faria (1997) diz que organização é o
estabelecimento de uma estrutura formal de autoridade, onde se definem, dispõem e
coordenam as fases de um trabalho para se atingir um objetivo. Assim o autor
coloca que esta organização formal constitui um sistema estrutural, que está
fundamentada nos princípios da divisão do trabalho, da hierarquia, da
especialização, da autoridade e da responsabilidade.
É possível observar que, tanto em ambientes mais formais, quanto em locais
informais, a presença das organizações é indispensável para que o cumprimento da
meta da equipe seja alcançado. Assim surgem os conceitos de empresa, tema que
será abordado no próximo item.

18
2.1.1 Empresas
As organizações formais mais conhecidas em nosso cotidiano são as
empresas. Sua função é alocar recursos e pessoas para desenvolver determinado
bem e/ou serviço, mantendo o foco na lucratividade.
Por serem unidades que empregam e combinam insumos para a geração de
bens e serviços que atenderão às necessidades de consumo e de acumulação da
população, Rossetti (2000) diz que as empresas são os agentes econômicos para os
quais convergem os recursos de produção disponíveis.
De encontro com a ideia de Rossetti, Chiavenato (2000) explica as
empresas como organizações sociais onde ocorre o fenômeno da produção de bens
ou serviços.
Para Laudon e Laudon (2007) uma empresa é uma organização formal cujo
objetivo é produzir produtos ou prestar serviços a fim de gerar lucro, ou seja, vender
produtos a um preço superior aos custos de produção.
Dentre as atividades desenvolvidas na economia, as empresas são
classificadas pela sua importância, natureza de operação e vários outros
parâmetros, que serão apresentados na sequência.
2.1.1.1 Classificação das empresas
Classificadas por tamanho, por estatutos jurídicos, por origens e controle,
formas de gestão ou ainda por acumulação da sociedade, as empresas podem ser
estudas sob diversas óticas.
Segundo Rossetti (2000) sob a ótica jurídica, no que se refere à atividade
econômica, as empresas são classificadas em três atividades, são elas: atividade
primária, que compreende as unidades de produção, atividade secundária, que
abrange as indústrias e atividade terciária, que prevalecem os serviços.
Troster e Mocchón (1999) também agrupam as empresas em três setores.
No setor primário estão as empresas ligas às atividades produtivas, podendo citar
exemplos como a agricultura e pecuária. No setor secundário as atividades
industriais prevalecem, destacando o trabalho das indústrias. E por fim, no setor
terciário estão os serviços, como, por exemplo, o comércio de bens e serviços.
19
Independente do tipo de organização ou do setor em que a empresa está
inserida é fundamental que ela seja comprometida com o espaço que ocupa. Por
isso, na atual conjuntura, as empresas estão desenvolvendo programas ligados à
responsabilidade social, a fim de preservar o habitat e vincular seu nome à
conscientização ambiental.
2.1.2 Responsabilidade ambiental
A crescente conscientização dos consumidores e a disseminação da
educação ambiental nas escolas permitem prever como será a preocupação do
cliente com as questões ambientais daqui a alguns anos.
“As organizações deverão, de maneira acentuada, incorporar a variável
ambiental na prospecção de seus cenários e na tomada de decisão, além de manter
uma postura responsável de respeito à questão ambiental.” (DONAIRE, 1999)
Barbieri (2004) acredita que é importante que o programa de gestão
ambiental esteja integrado aos demais planos da organização, independente do
nível que opera.
A responsabilidade ambiental é vista também como forma de marketing para
as organizações. Como comenta Gonçalves (2003) as organizações passam a
perceber que o marketing ambiental tem ligação com a sobrevivência ambiental da
empresa, com a sustentabilidade na extração dos recursos necessários para a
fabricação de seus produtos ou serviços.
Alguns recursos são essenciais para que a implementação de um plano de
gestão ambiental funcione corretamente. Estes recursos estão diretamente ligados à
tecnologia, qualificações específicas, recursos humanos e recursos financeiros, que
permitem a formação de sustentabilidade, assunto que será abordado no próximo
subitem.
2.1.2.1 Desenvolvimento sustentável
As organizações buscam alternativas sustentáveis para agregar valor ao seu
produto e contribuir para o meio em que estão inseridas.

20
O conceito de desenvolvimento sustentável para Scotto et al (2007) surgiu
por se ter assumido, de forma ampla e disseminada, o fato de que uma crise
ambiental instalou-se na sociedade.
Montibeller-Filho (2001) destaca que o conceito de desenvolvimento
sustentável que foi divulgado pela UICN – União Internacional pela Conservação da
Natureza, na conferência mundial sobre o tema conservação e desenvolvimento no
Canadá, em 1986, tem os seguintes princípios: integrar a conservação da natureza e
desenvolvimento e satisfazer as necessidades humanas fundamentais.
Como define Holthausen (2002) o desenvolvimento sustentável surgiu da
necessidade de conciliar o crescimento da população de bens e serviço, destinados
ao bem estar das pessoas, com a preservação ambiental do planeta. Entretanto, o
autor ratifica que se trata de uma nova construção do pensamento humano,
introduzida pela necessidade de preservar a vida na Terra.
Assim é possível observar que a definição de desenvolvimento sustentável
ainda é algo que requer discussão e entendimento, entretanto, sabe-se que uma das
premissas para a sustentabilidade está na reciclagem, assunto que será
apresentado no próximo item.
2.1.2.2 Reciclagem
Com o intuito de poupar os recursos naturais e reutilizar aquilo que seria
descartado, a reciclagem é encarada atualmente como primordial para a
continuidade das espécies.
Para Nathanson (1986 apud GONÇALVES, 2003) reciclagem é recuperação,
reprocessamento ou reutilização de materiais descartados como alternativa à sua
disposição final em forma de resíduo.
Para Bianchini (2001 apud HISATUGO; MARÇAL JÚNIOR, 2007) existem
várias maneira de diminuir o volume de lixo destinado a aterros, e a reciclagem de
materiais usados é uma das principais soluções.
Reciclar é algo que já faz parte da vida da maioria das pessoas. Quando as
empresas que utilizam, na produção, materiais reciclados, promoverem a
disseminação para os clientes dessa ação, pode-se obter retornos financeiros, além
de melhorar a própria imagem da organização.

21
2.1.3 Produção
Não é possível imaginar como seria a vida se não existisse a variedade de
produtos que hoje estão disponíveis no mercado. Tudo o que se comercializa, se
veste, se come ou se usa vem de um processo de produção que é planejado,
coordenado e controlado por pessoas que transformam recursos em bens e os
disponibilizam ao consumidor final.
Erdmann (2000) explica que “O ato de produzir implica em transformar. O
conceito de transformar tem conotação ampla, de mudança de alguma coisa em
outra. O estado inicial daquilo que será transformado se constitui nos insumos, que
associados aos demais recursos geram o resultado, o produto”.
Corrêa e Gianesi (1996) comentam que a produção foi durante anos
considerada um mal necessário à organização, sendo suportada pelos demais
departamentos. No entanto esta visão tem sido alterada nos últimos anos, onde
existe um processo de revalorização dos sistemas produtivos, já que foi percebido
que eles são indispensáveis para a concretização das metas da instituição.
Depreende-se que a Administração da Produção trata a maneira pela qual a
organização articula os recursos que detém e o tipo de processo criativo que
emprega para que seu produto atenda a necessidade do público-alvo. Assim, na
visão de Slack et al (1999) a administração da produção é, acima de tudo, um
assunto prático que trata de problemas reais.
Segundo Corrêa, Gianesi e Caon (2000):
“Chamamos genericamente Sistemas de Administração da Produção os sistemas de informação para apoio à tomada de decisões, táticas e operacionais, referentes às seguintes questões logísticas básicas: o que produzir e comprar, quanto produzir e comprar, quando produzir e comprar, com que recursos produzir, para que sejam atingidos os objetivos estratégicos da organização.”
A ideia do que é a Administração da Produção tem sido desfocada nos
últimos tempos. Como ressaltou Moreira (1998), após escutar a expressão
produção, rapidamente reporta-se diretamente às atividades fabris; as pessoas logo
imaginam um local cheio de máquinas, pessoas andando de um lado para o outro,
produtos sendo fabricados e assim por diante.
A produção é parte integrante do todo da empresa e está interligada
estreitamente com as demais áreas a organização. Os outros setores nada podem
fazer sem que a produção esteja atendendo suas necessidades. Para a perfeita

22
harmonia entre estes setores e a satisfação do cliente, é necessário conhecer o
produto que está sendo oferecido, tema que será abordado no próximo subitem.
2.1.3.1 Produto
Para que todo o trabalho que organização desenvolveu, desde a venda até a
entrega do produto, seja realizado com sucesso, é necessário que o produto atenda
as necessidades do cliente.
Para Oishi (1995) produto é qualquer procedimento que tem por objetivo
transformar um conjunto de entradas em um conjunto específico de saídas.
Esta é a mesma opinião de Erdmann (2000) que diz que produto é o que
deve resultar de um sistema de produção para ser oferecido aos consumidores e
assim satisfazer suas necessidades e expectativas.
Como complementa Gurgel (2001) nos produtos que a empresa
comercializa, poderá estar incluído um produto, fabricado por terceiros, ao qual a
empresa apenas empresta a marca e usa seus próprios departamentos de vendas.
Longe da comercialização de produtos genéricos, em empresas onde o foco
são os produtos personalizados, é necessário que a produção opere de maneira
ainda mais rígida sobre especificações técnicas. No que diz respeito a isto Oishi
(1995) explica que quando os produtos são produzidos sob encomenda, as
exigências sobre eles são estabelecidas pelo cliente ou combinadas antes do início
da produção, entre cliente e fornecedor.
Independente de a produção operar com produtos genéricos ou
personalizados, as empresas precisam estar, constantemente, desenvolvendo novos
projetos para conseguir participação no mercado.
2.1.3.2 Projeto
Projeto trata da concepção de um produto ou serviço, baseado nas
informações dos clientes, de forma antecipada à consecução.
Para Moreira (1998) os projetos são constituídos de conjuntos únicos de
operações projetadas para atingir certos objetivos, dentro de um dado limite de
tempo, que, para muitos, pode ser longo e ter altos custos.
Em muitas organizações o desenvolvimento contínuo e a criação de novos
projetos, segundo Slack et al (1996), ajudam a definir a posição competitiva da

23
organização perante o mercado, uma vez que o objetivo de projetar produtos e
serviços é satisfazer os consumidores.
Erdmann (2000) diz que a área do projeto especifica o produto em detalhes
para que a produção possa produzi-lo. Isto implica em criar e disponibilizar os
desenhos, instruções técnicas, lista de materiais e peças.
No processo de viabilização, os projetos tornar-se-ão realidade a partir da
gestão da produção e operações, tema que será abordado no item a seguir.
2.2 Gestão da produção e operações
Para Moreira (1998) a administração da produção e operações diz respeito
àquelas atividades orientadas para a produção de um bem físico ou à prestação de
um serviço.
Neste item serão apresentadas as referências teóricas pertinentes ao tema.
2.2.1 Tipos de sistema de produção
Um sistema de produção transforma insumos em bens ou serviços.
Os principais tipos de sistemas de produção são:
� produção contínua;
� produção em posição fixa, e
� produção em lotes.
2.2.1.1 Produção contínua
Este tipo de produção, também chamada de fluxo em linha, apresenta
sequência linear. Para Moreira (1998) os produtos são bastante padronizados e
fluem de um posto de trabalho a outro numa sequência prevista.
Mayer (1992) coloca que na fabricação contínua, o Departamento de
Controle de Produção deve ser informado do que deverá ser produzido, em que
quantidades e em que época.

24
2.2.1.2 Produção em posição fixa
Encontrado com facilidade na execução de grandes projetos, a produção em
posição fixa é aquela no qual os equipamentos e os indivíduos se deslocam até o
produto. “Na verdade, cada projeto é um produto único, não havendo, rigorosamente
falando, um fluxo do produto.” (MOREIRA, 1998)
Exemplos de projetos deste porte, que exigem a posição fixa como escolha,
são a construção de um navio ou um avião.
2.2.1.3 Produção em lotes
Tipicamente a produção em lotes está associada às características do
produto. Seja pela escala, seja pela padronização, a indústria atende a demanda de
forma não contínua.
“Ao término da fabricação do lote de um produto, outros produtos tomam o
seu lugar nas máquinas. O produto original só voltará a ser feito depois de algum
tempo, caracterizando-se assim uma produção intermitente de cada um dos
produtos.” (MOREIRA, 1998)
Para Tubino (2000), o sistema de produção em lote segue uma série de
operações que necessita ser programada para que as próximas operações sejam
concluídas no tempo determinado pelo cliente. Este tipo de produção é flexível e
necessita de uma mão-de-obra qualificada para atender os mais variados pedidos
dos clientes.
Considerando que as etapas de produção se desenvolvem por meio de um
fluxo lógico, é importante que o ambiente físico da indústria esteja adequado para a
transformação da matéria prima em produto final. Assim, no próximo subitem será
abordado o conceito e a importância do layout.
2.2.2 Layout
Deslocamentos desnecessários e rotas ilógicas dentro de um processo
produtivo são praticas que devem ser evitadas dentro de uma organização.

25
Mayer (1992) explica que a atividade de elaboração do layout da fábrica é
aquela na qual são considerados dois pontos: o arranjo dos departamentos de
produção e de serviços na fábrica e o arranjo dos equipamentos de produção.
Determinar o caminho que o produto percorrerá dentro da produção pode
ser o meio mais eficiente de garantir a redução dos desperdícios, ainda como
destaca Mayer (1992); o objetivo é o desenvolvimento de um arranjo que permita o
mais eficiente fluxo de trabalho, do ponto de vista de distância e custo.
“À primeira vista, as decisões de localização parecem aplicar-se prioritariamente a novos empreendimentos, como é o caso de se desejar localizar uma fábrica que está sendo aberta agora e deve ser construída das raízes. Entretanto, sem negar a importância desses casos, empresas já existentes e operando normalmente também enfrentam problemas de localização.” (MOREIRA, 1998)
Quando o assunto é as configurações de instalação (layout) dentro de uma
organização, nada pode ser negligenciado – às vezes, detalhes que parecem
insignificantes podem trazer desvantagens. Uma das fontes de erros no produto está
relacionada ao layout e, por esse fato, o item a seguir trata, de forma conceitual, o
significado de perdas.
2.2.3 Perdas
Nas empresas competitivas a diminuição de perdas no processo de
produção pode gerar uma redução no custo do produto, criando, por exemplo,
vantagem competitiva.
De acordo Shingo (1996) “perda é qualquer atividade que não contribui para
as operações. Define o autor alguns exemplos de perda, tais como: espera,
acumulação de peças semiprocessadas, recarregamentos, passagem de materiais
de mão a mão, etc”.
Kardec (1998), na mesma visão, diz que perdas são definidas como todo e
qualquer produto ou serviço que deixa de ser produzido por inúmeros fatores que
interferem no processo de produção.
As perdas são inerentes ao processo produtivo; não há dúvidas quanto ao
fato de que havendo um sistema, nele haverá perdas. Uma maneira de reduzir
essas perdas pode ser a manutenção do imobilizado da empresa.
26
2.2.4 Manutenção
A atividade de manutenção visa manter o conjunto de recursos utilizados
para a produção, ou a prestação dos serviços, em condições de pronta utilização.
Segundo Tavares (1987), manutenção são todas as ações necessárias para
que um item seja conservado de modo a poder permanecer de acordo com uma
condição específica.
Kardec e Nascif (2003) ressaltam que a maneira pela qual é feita a
intervenção nos equipamentos, sistemas ou instalações caracteriza os vários tipos
de manutenção existentes.
Assim, pode-se concluir que para abranger os vários tipos de manutenção, a
organização deverá disponibilizar um plano de manutenção, conforme define Martins
e Laugeni (2000).
Na sequência serão apresentados os principais tipos de manutenção.
2.2.4.1 Manutenção corretiva
Manutenção corretiva é aquela que ocorre depois que o equipamento
apresentou algum tipo de defeito.
Para Kardec e Nascif (2003) manutenção corretiva é, necessariamente, uma
manutenção de emergência. É a atuação para a correção da falha ou do
desempenho menor que o esperado.
A manutenção corretiva visa corrigir, restaurar, recuperar a capacidade
produtiva de um equipamento ou instalação que tenha cessado ou diminuído sua
capacidade de exercer as funções para as quais foi projetado, pela visão de Martins
e Laugeni (2000).
2.2.4.2 Manutenção preventiva
A prevenção exige muita disciplina. Esta manutenção resume-se em
executar uma série de trabalhos programados com antecedência.
Manutenção preventiva segundo Kardec e Nascif (2003) é o programa
realizado de forma a reduzir ou evitar a falha ou queda no desempenho,
27
obedecendo a um plano previamente elaborado, baseado em intervalos definidos de
tempo.
De encontro com a ideia dos autores, Slack et al (1997) que este tipo de
manutenção visa eliminar ou reduzir as probabilidades de falhas por manutenção
das instalações em intervalos pré-planejados.
Da mesma forma a manutenção preventiva, segundo Martins e Laugeni
(2000), deve ser praticada com vistas a redução dos custos operacionais que podem
ocorrer em função de paradas não previstas de equipamentos.
2.2.4.3 Manutenção preditiva
A manutenção preditiva, por sua vez, acontece em função de uma
intervenção nas instalações, muitas vezes, objetivando aspectos corretivos ou
preventivos.
Kardec e Nascif (2003) dizem que manutenção preditiva é realizada com
base em modificações de parâmetros de condição ou desempenho, cujo
acompanhamento obedece a uma sistemática.
Para Tavares (1987) são serviços de acompanhamento de desgaste de uma
ou mais peças por meio de análise de sintomas, ou estimativa feita por avaliação
estatística, visando extrapolar o comportamento dessas peças ou componentes e
determinar o ponto exato de troca ou reparo.
2.2.5 Just in Time
A ideia de just in time está associada à prontidão.
Segundo Ballou (1993), “A ideia do Just-in-time é suprir produtos para linha
de produção, depósito ou cliente apenas quando eles são necessários.” O
pensamento do autor expressa o entendimento de que seja possível extinguir, ou
reduzir ao máximo, os níveis de estoques nas empresas.
Conforme comentam Corrêa e Gianesi (1996), “O sistema JIT tem como
objetivo fundamental a melhoria contínua do processo produtivo. A perseguição
destes objetivos dá-se, através de um mecanismo de redução dos estoques, os
quais tendem a camuflar os problemas”.
28
Contudo o just in time, segundo Hay (1992) não apenas irá proporcionar
uma melhoria na qualidade dos produtos, como também reduzirá o tempo de
resposta do mercado; os produtos poderão ser colocados no mercado na metade do
tempo considerado normal, os equipamentos necessários reduzidos e os estoques
quase eliminados.
Ressalva Martins (2007) que caso os tempos para a reposição não sejam
absolutamente conhecidos, a organização deverá trabalhar com uma margem de
estoque de segurança ou períodos maiores para confecção de um novo produto.
Observa-se que a produção JIT é a eliminação de todo desperdício e
melhoria contínua da produtividade, que são componentes importantes para a
determinação da qualidade do produto.
2.2.6 Qualidade
Neste subitem serão apresentados aspectos conceituais e aplicativos
referentes à qualidade de produtos e serviços.
2.2.6.1 Conceito
Há tempos que as empresas vinham praticando qualidade como um
diferencial ao produto ou serviço.
Hoje, entretanto, trata-se de um requisito que deve estar sempre associado
à produção de um bem ou serviço, por estar na percepção de cada indivíduo ao
adquirir um produto ou serviço.
Ressalta Slack et al (1996) a qualidade é definida como absoluta – o melhor
possível, em termos de especificação do produto ou serviço. Assim, a qualidade do
produto ou serviço está associada à percepção do consumidor.
Para Paladini (1995) a gestão da qualidade no processo segue um
referencial básico que busca atingir o que antes estava proposto. No entanto,
eliminar quaisquer defeitos no produto não quer dizer que atenderá os requisitos do
cliente e, até mesmo, satisfazê-lo em termos de necessidades e gostos.
Ainda completa Slack et al (1996) que a qualidade reduz custos de
retrabalho, refugo e devoluções, tornando os consumidores satisfeitos.

29
A qualidade adequada traz benefícios tanto para a empresa quanto para o
consumidor. A gestão da qualidade trará vantagens econômicas e competitivas e
deve ser associada à análise dos custos da qualidade, assunto a ser abordado no
próximo item.
2.2.6.2 Custos da qualidade
Os custos da qualidade estão associados aos custos que a organização
alimenta para poder atingir a qualidade e requisitos/padrões estabelecidos para o
bem ou serviço que será produzido.
Moreira (1999) trata os custos como às atividades necessárias para prevenir
inicialmente e controlar posteriormente os defeitos que a produção possa
apresentar.
Os custos da qualidade para Martins e Laugeni (2000) ainda podem ser
classificados em:
� Custos de prevenção: que estão relacionados às atividades para medir
o grau de qualidade e mantê-la.
� Custos de avaliação: que envolvem atividades para avaliar a qualidade,
quanto à medição, avaliação e auditoria, e garantir os requisitos
especificados.
� Custos das falhas internas: que estão ligados aos defeitos, a falta de
conformidade e falhas antes da entrega do bem ou serviço.
� Custos das falhas externas: que estão associados às mesmas falhas
do item anterior, ressaltando que se trata de falhas após a entrega.
Os custos da qualidade além de beneficiar a organização com a qualidade
aliado ao bem ou serviço, também, reduzem os custos totais de produção, pois tem
o objetivo de atingir as especificações do produto e a necessidade do cliente.
Controlar a qualidade é algo imprescindível para a organização, verificar o
que está dentro das especificações do bem/serviço é básico e importante para a
mesma, a inspeção trata exatamente disto, no próximo item.

30
2.2.6.3 Inspeção
A atividade de inspeção pressupõe um custo de avaliação, que deve ser
minimizado, mas que deve ser praticada com eficiência e eficácia, de modo a evitar
que produtos ou serviços que não atendam as especificações dos clientes, sejam
fornecidos.
Para Harding (1981) inspeção tem a tarefa de garantir que os materiais,
partes e componentes que são comprados de outras firmas se adaptem aos padrões
de qualidade que foram estipulados na especificação do novo produto e, também,
verificar a qualidade da conformidade do produto durante a fabricação.
Harding (1981) ainda completa que a atividade de inspeção pode ser
dividida em:
� Inspeção centralizada: onde todas as partes do sistema de controle de
qualidade trabalhando para o mesmo superior.
� Inspeção descentralizada: a inspeção é mais ligada, tanto em harmonia
como em velocidade de ação, à unidade de produção ou seção específica.
Para Fitzsimmons e Fitzsimmons (2005) na atividade de inspeção a
qualidade é verificada após o serviço prestado ou bem produzido.
Esta atividade de inspeção trata, principalmente, de verificar o bem ou
serviço somente após sua produção, é preciso também que este controle de
qualidade seja verificado durante a produção, assunto a ser comentado no próximo
item.
2.2.6.4 Controle da qualidade
O controle da qualidade está envolvido com o processo de gerenciar e
controlar o desenvolvimento e produção do bem ou serviço a qual a organização
dispõe. Este controle deve estar diretamente ligado com os requisitos pré-
estabelecidos para o produto/serviço e, também, com a necessidade que o mesmo
irá preencher.
Ressalta Moreira (1999) que o controle de qualidade industrial pode ser
entendido como um processo que permite medir o nível atual de qualidade de um
produto, compará-lo com um padrão desejado e, eventualmente, agir para corrigir os
desvios.

31
Segundo Slack et al (1996) o planejamento e controle da qualidade
preocupa-se com os sistemas e procedimentos que governam a qualidade dos
produtos e serviços fornecidos pela operação produtiva.
Para Mayer (1992) a ênfase na atividade de controle de qualidade está na
qualidade da Produção futura.
É preciso que a organização gerencie este controle de forma eficaz que
atinja seus objetivos e requisitos do produto/serviço, para isso pode-se fazer uso da
ferramenta da estatística, o Controle Estatístico do Processo, assunto a ser
abordado no próximo item.
2.2.6.5 Controle estatístico do processo – CEP
O controle estatístico do processo pode ser dito como a atividade que cuida
de forma eficaz, durante o processo de produção, para que se garanta a
conformidade com as especificações.
Segundo Slack et al (1996) o controle estatístico de processo preocupa-se
em checar um produto ou serviço durante seu desenvolvimento e criação.
Os gráficos de controle, segundo Slack et al (1996), constituem-se numa
ferramenta que auxilia para identificar se o processo está com desempenho
esperado, ou alternativamente, se está saindo de controle.
Ressalta Moreira (1999) que o controle do processo é efetuado sobre
amostras de produtos extraídos durante o processo de fabricação, de tempos em
tempos. Assim, a análise das amostras revelará se o processo está permitindo a
produção conforme as especificações.
Para os autores Fitzsimmons e Fitzsimmons (2005) o controle estatístico do
processo garante qualidade durante a prestação do serviço.
O controle estatístico do processo permite que seja controlada a produção
do bem ou serviço para que atenda as especificações previstas do mesmo. Na
gestão pela qualidade, as organizações, além do controle estatístico da qualidade,
poderão contar também com outras ferramentas da qualidade, explicadas no
próximo item.

32
2.2.6.6 Ferramentas da qualidade
As ferramentas da qualidade auxiliam na análise dos dados e processos
para, consequentemente, fundamentar as decisões que precisam ser tomadas na
organização.
Para Rangel (1995) algumas ferramentas da qualidade são mais apropriadas
para identificação de problemas, outras servem para a análise de problemas e
existem aquelas que podem ser utilizadas tanto na fase de identificação de
problemas como na da análise de problemas.
Complementa Fitzsimmons e Fitzsimmons (2005) que as ferramentas de
qualidade ajudam na análise de dados e proporcionam uma fundamentação para a
tomada de decisões.
Segundos os autores citados acima, algumas ferramentas de qualidade
auxiliam na tomada de decisões e outras podem, também, identificar problemas
existentes na organização, a ISO 9000, assunto a ser explicado no próximo item
auxilia nos processos sendo um sistema que visa a qualidade.
2.2.6.7 ISO 9000
Conhecida como um sistema que visa adequar os processos produtivos das
empresas à qualidade, a ISO 9000 designa às organizações requisitos normativos
que estão ligados, diretamente, à gestão de qualidade, independentemente do ramo
de atuação da empresa.
Para Paladini (2000) o sistema ISO 9000 é um exemplo de ações
desenvolvidas com ênfase na abordagem de qualidade, muito embora hoje seja
mais usada como um instrumento de marketing, do que como um elemento técnico
de operação.
A ISO 9000 está ligada com as formas para adequar o processo produtivo
da organização, ou seja, estipula a melhor forma de gerenciar os recursos a fim de
satisfazer o consumidor final e atender as necessidades a que ele compete.
Segundo Arnold (1994) a ISO 9000 nada mais é do que um conjunto de
diretrizes para realizar negócios em um nível classe mundial.
Ainda ressalta o autor Arnoldo (1994) que a ISO 9000 é uma norma, que
tendo em vista as áreas consideradas de boa prática empresarial, em todos os

33
setores de uma organização. A norma, tal como está escrita, não é específica da
indústria; ela é um guia geral para uma operação empresarial eficiente e adequada.
A adoção das normas ISO 9000 em sistemas produtivos implica que a
organização implemente um programa da qualidade, assunto a ser desenvolvido a
seguir.
2.2.6.7.1 Gestão pela qualidade total – TQM
A gestão pela qualidade total (TQM) é referência para diversas empresas
que estão buscando satisfazer os clientes, de forma que atribua o conceito de
qualidade a seu bem ou serviço.
Segundo Paladini (2000) se as atividades da empresa envolver todos os
requisitos que produtos e serviços devem ter para realizar o que deseja o cliente, em
termos de gostos, necessidades ou conveniências a gestão de qualidade passam a
ser “Gestão da Qualidade Total”.
Dessa forma, é preciso aliar todos os processos e atividades da organização
com os objetivos para, então, gerar bens e serviços qualificados que estejam a
altura dos níveis de exigência e satisfação dos clientes.
Para o autor Brocka (1994) o Gerenciamento da Qualidade Total é uma
filosofia que tem por finalidade melhorar continuamente a produtividade em cada
nível de operação e em cada área funcional de uma organização, utilizando todos os
recursos financeiros e humanos disponíveis.
Esta gestão pela qualidade trata de alinhar os recursos que estão
disponíveis na organização de forma a atingir os requisitos propostos para o bem ou
o serviço com vistas a atender aos desejos dos clientes.
2.2.6.7.2 Zero defeitos
A atividade de zero defeitos é um padrão que motiva os colaboradores da
organização a fazer o que é certo sempre e evitar, continuamente, os erros e
defeitos na produção do bem ou serviço.
Para Crosby (1999) zero defeitos é um padrão de gerência, um padrão que
esta gerência pode transmitir aos colaboradores para ajudá-los a “acertar desde a
primeira vez”.

34
Ainda completa Crosby (1999) que zero defeitos é um padrão de
desempenho. Isto significa concentrar-se em evitar os defeitos, ao contrário de
apenas encontrá-los e corrigi-los.
Martins e Laugeni (2000) relata que para o desenvolvimento do programa
zero defeitos são necessárias 14 etapas:
1. Envolvimento da alta direção da empresa.
2. Estabelecimento de um grupo para o programa zero defeito.
3. Identificação do “nível atual de qualidade” da empresa.
4. Estruturação e obtenção dos custos da qualidade.
5. Atuação na cultura da empresa visando o comprometimento de todos
para com a qualidade.
6. Estabelecimento de um sistema de ações corretivas para os principais
problemas de qualidade.
7. Desenvolvimento do programa zero defeito.
8. Treinamento dos envolvidos.
9. Estabelecimento de metas de qualidade.
10. Instituição oficial do programa dentro da empresa.
11. Identificação e remoção dentro da empresa.
12. Identificação e remoção das causas dos erros.
13. Estabelecimento de grupos de qualidade na alta direção da
empresa.
14. Recomeço do ciclo.
A seguir será abordada a administração de materiais.
2.2.7 Administração de materiais
O desafio das empresas modernas é saber administrar, de maneira eficaz e
com custos reduzidos, os insumos que possui.
Segundo Arnold (1999), o melhor modo de planejar e controlar a produção é
por meio de um fluxo de materiais, uma vez que ele controla o desempenho do
processo; se o material correto não estiver disponível no tempo preciso, a produção
não conseguirá cumprir seus compromissos.

35
A administração de materiais tem impacto direto na lucratividade da empresa
e na qualidade dos produtos conforme explicam Martins e Laugeni (2000). O objetivo
é reduzir estoques e manter o cliente satisfeito.
Como forma de garantir preços e condições, é comum identificar nas
empresas a formação de estoques, decisão que será estudada a seguir.
2.2.7.1 Estoques
A adoção de estoques numa organização pode ser vista como uma ação
estratégica, quando se objetiva reduzir custos e garantir agilidade na entrega para o
cliente.
Estoque é todo o tipo de acumulação armazenada que passou ou irá passar
por um processo de transformação. “Entende-se por estoque quaisquer quantidades
de bens físicos que sejam conservados, de forma improdutiva, por algum intervalo
de tempo.” (MOREIRA, 1998)
Na visão de Dias (1996) os entoques funcionam como amortecedor entre as
várias partes da produção e seria impossível uma empresa trabalhar sem eles, e por
isso é importante conciliar os objetivos de todos os setores da organização com a
administração de estoques da melhor maneira possível.
Fica evidenciado pelos autores citados que é importante o adequado
dimensionamento de estoques. Existem tipos de estoques dependendo da atividade
da organização. O subitem a seguir abordará estoque de produtos acabados.
2.2.7.1.1 Estoques de produtos acabados
A ideia de armazenar produtos acabados para garantir agilidade na entrega
para o cliente pode causar sérios riscos à organização. A má administração deste
imobilizado pode resultar em conflitos de informações, desperdícios e despesas
suficientes para abalar a estrutura de uma empresa.
Para Corrêa, Gianesi e Caon (2000) os estoques de produtos acabados
servem para regular a diferença entre as taxas de produção do processo produtivo e
a demanda do mercado.
“A armazenagem de mercadorias prevendo seu uso futuro exige investimento por parte da organização. O ideal seria a perfeita sincronização entre oferta e demanda, de maneira a tornar a manutenção de estoques desnecessária. Entretanto, como é impossível conhecer exatamente a demanda futura e como nem sempre os suprimentos estão

36
disponíveis a qualquer momento, deve-se acumular estoques para assegurar a disponibilidade de mercadorias e minimizar os custos totais de produção e distribuição.” (BALLOU,1993)
Na visão de Mayer (1992), enquanto o departamento de marketing deseja
garantir um alto nível de serviço – muitas vezes a custo de altos estoques – e o setor
produtivo almeja uma maior quantidade de matéria–prima disponível que garanta a
retaguarda em uma possível alteração na programação de produção, a saúde
financeira da empresa é que ficará prejudicada. O que a empresa deve fazer é
determinar qual é o nível mais econômico para cada artigo comprado ou fabricado, e
então, manter o estoque nesse nível.
É visto então que é necessário que a organização esteja preparada para
administrar os produtos que irá manter em estoque, porque assim garantirá a
satisfação do seu cliente e a redução de despesas para a empresa. Para isso é
preciso contar com a ajuda da tecnologia, que garantirá precisão no controle de
dados, a partir da correta alimentação do mesmo.
2.2.7.1.2 Custos de estoques
Quando o assunto é custos, a meta é reduzi-los. Entre os vários tipos de
custos que afetam a organização, os custos com armazenagem de material, sejam
brutos ou produtos acabados, são os que mais assustam os empresários.
A abordagem de Dias (1996), fala que a quantidade de produtos em estoque
e o tempo de permanência deles são fatores decisivos quando se fala de aumento
ou redução de custos com estoque. À medida que o volume de materiais estocados
aumenta, cresce proporcionalmente a quantidade de mão-de-obra empregada para
movimentar este imobilizado.
É fundamental que seja dimensionado de forma correta as necessidades de
estoque em relação a alguns fatores de mercado, como demanda e negociações
com fornecedores, conforme diz Pozo (2002). O autor afirma que ao minimizar seus
estoques, a empresa tem disponibilidade de usar o capital para investir em outras
áreas, tornando-se mais eficaz e competitiva.
Custo de manutenção de estoques afeta diretamente a saúde financeira de
empresa. Problemas como a falta de controle e a alimentação incorreta de dados
acarretam em aumento dos níveis de estoque e aumento de perdas. Para auxiliar

37
neste controle conta-se, atualmente, com ferramentas de tecnologia capazes de
transmitir dados precisos e em tempo hábil.
2.3 Sistemas e tecnologia da informação
Para Turban et al (2005) um sistema de informação coleta, processa,
armazena, analisa e dissemina informações para uma finalidade específica. Ele não
necessariamente é informatizado, embora a maioria deles seja.
Nos próximos subitens serão abordados assuntos referentes à tecnologia da
informação.
2.3.1 Dados
Dados, de um modo geral, podem ser definidos como registros simples.
Sordi (2008) define dados como uma coleção de evidências relevantes sobre
um fato observado.
Ratificando essa afirmativa Laudon e Laudon (1999) define que dados, de
forma isolada, não têm qualquer significado para a tomada da decisão.
Por outro lado, Rezende e Abreu (2003) afirma que quando os dados são
valorados e tratados, transformam-se em informações. O mesmo autor ainda
considera que a gestão de dados e informações compreende as atividades de
guarda e recuperação de dados, níveis e controle de acesso das informações.
Ainda, na visão de Côrtes (2008), dados são sucessões de fatos brutos, que
não foram organizados, processados ou interpretados, representando apenas uma
parte isolada de um evento.
Enquanto os dados são analisados de forma particular, seu valor é
insignificante. Um dado passa a ter valor no momento em que é interpretado,
gerando assim uma informação.
2.3.2 Informações
Ter as informações certas para atuar no mercado atualmente, e saber usá-
las adequadamente, pode ser visto como uma vantagem competitiva.

38
A informação, segundo Rezende e Abreu (2003), tem um grande valor nos
dias de hoje e pode representar um grande poder a quem a possui, seja pessoa,
seja instituição.
A partir do momento em que os dados passam por algum tipo tratamento,
Côrtes (2008) diz que as informações surgem, e que decisões podem ser tomadas.
De encontro com estas ideias, Sordi (2008) complementa dizendo que
informações são geradas após a manipulação dos dados, conhecida como
processamento de dados.
O fluxo de informações pode ser gerido por um sistema, cuja essência será
objeto do próximo subitem.
2.3.3 Sistema
Sistema é um todo que depende e somente opera com as suas respectivas
partes.
Um sistema, na visão de Rezende e Abreu (2003) é um conjunto de partes
que interagem entre si, integrando-se para atingir objetivos.
Para Cautela e Polloni (1991) sistema é definido como um conjunto de
elementos independentes em interação, com vistas a atingir um objetivo.
Stair e Reynolds (1999) completa que sistema é um conjunto de elementos
ou componentes que interagem para cumprir metas.
Quando os sistemas auxiliam a tomada de decisão na organização, tem-se
os sistemas de informação.
2.3.4 Sistemas de informação
Sistema de informação é denominado um conjunto de elementos que se
inter-relacionam criando as informações que, consequentemente, auxiliam na
tomada de decisão.
Sistema de informação é um conjunto de componentes inter-relacionados
que possibilitam a entrada ou coleta de dados, segundo Cortês (2008). O autor
ainda complementa dizendo que estas informações serão necessárias para a
39
tomada de decisão de planejamento, desenvolvimento e acompanhamento de
ações.
Segundo Cautela e Polloni (1991) sistema de informação é denominado um
conjunto de elementos interdependentes associados, para que de sua interação
sejam geradas informações necessárias à tomada de decisões.
Um sistema de informação para Stair e Reynolds (1999) é um conjunto de
componentes inter-relacionados que coletam, manipulam e disseminam dados e
informação, criando um mecanismo de feedback para atender a um objetivo.
A partir do conceito dos autores, é possível compreender o auxílio que um
sistema de informações pode trazer para as empresas. Nos próximos subitens serão
apresentadas as classificações dos sistemas de informação.
2.3.5 Classificação dos sistemas de informação
Como forma de melhor compreender a abrangência dos sistemas de
informação, muitos autores o dividem em tipos, onde cada um está relacionado com
um tipo de necessidade.
2.3.5.1 Sistemas de informação operacionais (SIO)
Os sistemas de informações operacionais atuam a curto prazo na base das
organizações.
Para Rezende e Abreu (2003) um sistema operacional controla os dados das
operações fundamentais ao funcionamento harmônico da empresa, auxiliando a
tomada de decisão do corpo técnico.
Ratificando esta ideia, Côrtes (2008) diz que neste nível trabalha-se com
dados brutos que darão origem a informações elementares e pontuais.
Um sistema operacional segundo Cautela e Polloni (1991) compõe-se de
uma série integrada de programas de controle, planejados a fim de aumentar a
eficácia total da operação.

40
2.3.5.2 Sistemas de informação gerenciais (SIG)
A gestão intermediária das organizações é a responsável pelas decisões de
médio prazo, que traduzem as definições estratégicas da organização.
Um sistema de informação gerencial para Stair e Reynolds (1999) abrange
uma coleção organizada de pessoas, procedimentos, softwares, banco de dados e
dispositivos que fornecem informação aos gerentes e aos tomadores de decisão.
Para Lacombe e Heilborn (2003) sistema de informação gerencial é um
sistema organizado e integrado de geração, armazenamento, processamento e
comunicação dos dados e informações aos diversos níveis da administração para a
função gerencial.
Rezende e Abreu (2003) explica que os sistemas de informação gerenciais
contemplam o processamento de dados das operações, transformando-os em
informações agrupadas para gestão.
2.3.5.3 Sistemas de informação estratégicos (SIE)
Estes tipos de informação são direcionados à alta administração. É a partir
delas que é possível tomar decisões e definir metas pra a organização. São
sistemas que suportam decisões de longo prazo.
Côrtes (2008) explica que neste nível as decisões são mais abrangentes e
de longo prazo, e, portanto, suas consequências causam um impacto maior para a
organização.
Os sistemas de informação estratégicos trabalham com dado no nível
macro, segundo Rezende e Abreu (2003). Estes dados são filtrados das operações
das funções empresariais da empresa, considerando, ainda, o meio ambiente
interno e externo, com o intuito de auxiliar o processo de decisão dos níveis
estratégicos.
2.3.5.4 Sistemas de informação aplicados a negócios
Conhecido também como sistema de gestão integrada evoluiu da área de
produção das organizações dos sistemas de gestão de materiais.

41
Martins e Laugeni (2000) diz que MRP é a sigla de material requirement
planning, que pode ser traduzido por planejamento das necessidades de materiais.
Segundo o autor, ele surgiu da necessidade de planejar o atendimento da demanda
dependente.
Com a evolução tecnológica e pela própria necessidade de gestão,
expandiu-se o conceito de MRP. Segundo Martins e Laugeni (2000) além dos
materiais que já eram tratados, passou-se a considerar também outros insumos e
então os softwares passaram a ser denominados sistemas de manufacturing
resources planning (gestão dos recursos de produção), convencionalmente
chamado MRP II.
Na visão de Corrêa e Gianesi (1996) o MRP II é um sistema hierárquico da
administração da produção, em que os planos de longo prazo da produção são
sucessivamente detalhados até se chegar ao nível do planejamento de
componentes e máquinas específicas.
O sistema MRP II apresentou resultados tão satisfatórios para as áreas de
produção que acabou migrando para as demais funções da organização, surgindo a
tecnologia Enterprise Resource Planning (ERP), que, segundo Rezende e Abreu
(2003), são pacotes de gestão empresarial, visam contribuir com o gerenciamento
dos negócios empresariais.
Todos estes sistemas que auxiliam os processos da produção precisam de
um suporte tecnológico para operar. Por isso é necessário que a tecnologia da
informação esteja acessível à organização para que a implantação de um sistema
de gestão integrada funcione com sucesso.
2.3.6 Tecnologia da informação
Para que os dados sejam tratados e tornem-se uma informação de valor
para a organização, é necessário que haja uma estrutura preparada para processar
estes dados.
De um modo geral, Turban et al (2005), define a tecnologia da informação
como uma coleção de recursos de informação de uma organização, seus usuários e
a gerência que os supervisiona; inclui a infra-estrutura de TI e todos os outros
sistemas de informação em uma organização.

42
Rezende e Abreu (2003) conceitua a Tecnologia da Informação como
recursos tecnológicos e computacionais para a geração e uso da informação.
A tecnologia da informação está ligada diretamente a aparelhos capazes de
facilitar a vida das organizações. Para que estes aparelhos funcionem de forma
eficaz é indispensável o uso de componentes básicos como os hardwares.
2.3.7 Hardware
Na sua forma mais simples, hardware corresponde a toda parte que envolve
os equipamentos responsáveis pelo transito das informações.
Nessa direção Turban et al (2005) define hardware como sendo um conjunto
de dispositivos como processador, monitor, teclado e impressora. Juntos eles
aceitam dados e informações, os processam e os apresentam.
Para Cautela e Polloni (1991) hardware pode ser dito como a parte física do
computador, ou seja, tudo que é palpável no computador é chamado de hardware.
Segundo Stair e Reynolds (1999) hardware consiste no equipamento de
computador usado para executar as atividades de entrada, de processamento e de
saída.
Em resumo, hardware é toda a parte dos equipamentos que envolvem as
informações. Para compreender melhor o contexto de sistemas de informações, será
abordado a seguir software.
2.3.8 Software
O software compreende tudo que intangível na tecnologia, mas é projetado
por meio da inteligência, transformada em programas para computador, por
exemplo.
Cautela e Polloni (1991) denominam o software como a parte lógica do
processamento de dados, isto é, são os programas que irão ser introduzidos na
máquina para que possa haver o processamento da informação.
Para Stair e Reynolds (1999) software é um programa para computador que
possibilita a operação do equipamento.
43
Turban et al (2005) é um conjunto dos programas que permitem que o
hardware processe dados.
Portanto, software é denominado, conforme as citações, um programa que
processa as informações obtidas. Para que estas informações estejam ao alcance
de todos, as empresas trabalham com redes, onde os dados podem ser acessados
por vários terminais.
2.3.9 Redes
Uma rede se resume em uma conexão que permite que sejam
compartilhados dados.
É, segundo Turban et al (2005), um sistema de conexão – com ou sem fio –
que permite o compartilhamento de recursos por diferentes computadores.
Stair e Reynolds (1999) completam que redes são usadas para conectar os
computadores e seus equipamentos ao mundo todo e, assim, possibilitar as
comunicações eletrônicas.
Existem diferentes tipos de redes, segundo Côrtes (2008). Cada tipo
apresenta características peculiares, que precisam ser compreendidas, em busca da
melhor administração de recursos existentes.
Compartilhar informações, portanto, traz o conhecimento para a
organização. Em muitas situações as redes físicas dedicadas são onerosas. Surge
então o compartilhamento de dados por meio da internet, conceituada a seguir.
2.3.9.1 Internet
Com a incrível capacidade de conectar terminais no mundo inteiro, a Internet
é hoje um dos meios de comunicação mais usado pelas organizações, e isso se
deve a sua ampla variedade de recursos e serviços.
A Internet é uma rede que, segundo Rezende e Abreu (2003), é capaz de
interligar todos os computadores do mundo, e o que a torna tão poderosa, é a
linguagem utilizada em sua configuração.

44
Na visão de Turban et al (2005) internet é a rede que conecta redes de
computadores de organizações no mundo inteiro, de forma rápida, transparente e
pouco dispendiosa.
Stair e Reynolds (1999) internet é a maior rede de computadores que
consiste em milhares de redes interconectadas, todas trocando informações
livremente.
Como formas de auxiliar nos processos organizacionais foram criadas outras
redes, porém somente com o acesso interno privado. Elas são chamadas Intranet, e
serão apresentadas a seguir.
2.3.9.2 Intranet
A intranet é popularmente conhecida como uma versão privada da Internet.
São locais onde é permitido o compartilhamento de informações que terão acesso
apenas pessoas autorizadas.
Côrtes (2008) define intranet como um conjunto de serviços disponíveis em
uma rede local, tendo como interface uma página similar àquelas utilizadas em sites
na web.
Como ressalta Turban et al (2005), intranet é uma rede privada que utiliza o
software e os protocolos TCP/IP (transmission control protocol / internet protocol) da
internet. É, sobretudo, um meio eficaz de distribuição de aplicações.
Segundo Stair e Reynolds (1999) intranet é uma tecnologia onde as pessoas
dentro de uma organização troca informações e trabalham em projetos.
É possível concluir a partir da visão dos autores, que a intranet é parte da
grande rede. Contudo, tanto para sistemas que utilizem Internet ou intranet, é
necessário que exista um banco de dados para dar suporte a estas redes.
2.3.10 Banco de dados
Para dar suporte aos sistemas utilizados pelas empresas, é necessário que
seja alimentado um banco de dados, onde serão armazenadas as informações que
a empresa deter.

45
É uma coleção de dados organizada como num arquivo convencional. Isto é
o que diz Rezende e Abreu (2003), que completa dizendo que os bancos de dados
são usados para guardar e manipular dados, visando a sua transformação em
informações.
Um banco de dados, segundo Turban et al (2005), é uma coleção de
arquivos relacionados, tabelas, relações e assim por diante, que armazena dados e
as associações entre eles.
Para Stair e Reynolds (1999) um banco de dados é uma coleção organizada
de fatos e de informações.
No entanto, o banco de dados é o conjunto de registros que a organização
obtém suas informações. Na sequência será conceituada gestão de conhecimento,
que depende da existência de um banco de dados.
2.3.11 Gestão do conhecimento
Na medida em que as organizações promovem o uso da inteligência na sua
forma de operar, torna-se necessário um banco de conhecimento, onde estarão
registradas todas as informações relativas às decisões e solução de problemas.
A gestão do conhecimento, segundo Turban et al (2005), é mais uma
metodologia aplicada a práticas de negócios do que uma tecnologia. Entretanto, o
autor afirma que a tecnologia da informação é crucial para o sucesso de cada
sistema de gestão do conhecimento.
Sordi (2008) diz que o processo de gestão do conhecimento apresenta-se
como uma prática muito importante no aumento da competência das organizações;
para alguns segmentos de negócios ela se torna obrigatória, em especial, para
aqueles que têm a informação como insumo principal de seus produtos ou serviços.
Também pode ser entendida, segundo Rezende e Abreu (2003), como o
processo sistemático de identificação, criação, renovação e aplicação dos
conhecimentos que são estratégicos na vida da organização.
Portanto, a gestão do conhecimento é um processo que auxilia as
organizações nas estratégias de tomada de decisão, que opera de forma eficaz a
registrar as informações utilizadas nas soluções de problemas.

46
3 MÉTODO
A metodologia objetiva conduzir o pesquisador ao caminho correto para
alcançar os objetivos pré-determinados, facilitando o planejamento e a execução da
pesquisa.
Segundo Marconi e Lakatos (2000) o método deve permitir retraçar os
procedimentos daquele que alcança um resultado válido, permitindo a compreensão
do caminho seguido no processo de investigação.
Para Fachin (2003) método, em seu sentido mais genérico, em qualquer
área de formação, é a escolha de procedimentos sistemáticos para a descrição e
explicação do estudo.
Completa Cervo e Bervian (2002) que método é a ordem que se deve impor
aos diferentes processos necessários para atingir certo fim ou um resultado
desejado.
3.1 Delineamento do projeto
O método utilizado nesta pesquisa foi o indutivo, que, segundo Marconi e
Lakatos (2000) é um processo que parte de dados particulares, suficientemente
constatados, infere-se uma verdade geral, não contida nas partes examinadas.
Fachin (2003) diz que o método indutivo é um procedimento do raciocínio
que, a partir da análise de dados particulares, se encaminha para noções gerais.
A pesquisa deste projeto caracterizou-se como exploratória e descritiva.
Cervo e Bervian (2002) afirma que os estudos exploratórios realizam
descrições precisas da situação e quer descobrir as relações existentes entre os
elementos que compõem a mesma. Já para a pesquisa descritiva, o autor diz que se
desenvolve, nas ciências humanas e sociais, abordando dados e problemas que
merecem serem estudados e não há registros de documentos.
Rudio (2000), por sua vez, diz que, ao estudar um fenômeno, a pesquisa
descritiva deseja conhecer a sua natureza, sua composição, processos que o
constituem. Neste ponto o pesquisador deseja conhecer e interpretar a realidade,
sem nela interferir para modificá-la.

47
Os dados obtidos por meio da pesquisa foram analisados a partir de
abordagens qualitativas com aporte quantitativo.
Para Marconi e Lakatos (2000) a abordagem qualitativa formula relações
entre características observáveis, ou experimentalmente determináveis, de um
objeto de estudo ou classe de fenômenos.
Afirma Fachin (2003) que a abordagem qualitativa é caracterizada pelos
seus atributos e relaciona aspectos não somente mensuráveis, mas também
definidos descritivamente.
A abordagem quantitativa segundo Fachin (2003) é determinada em relação
aos dados ou à proporção numérica.
Roesch (1996) recomenda utilizar o enfoque da pesquisa quantitativa
quando a intenção do projeto demandar medir relações entre variáveis (associação
ou causa-efeito). E complementa dizendo que mesmo dentro de um enfoque
quantitativo de pesquisa, as técnicas de caráter qualitativo são utilizadas,
especialmente na fase exploratória da pesquisa.
3.2 População
A população envolvida neste projeto foram todos colaboradores da empresa
em estudo. Para Roesch (1996) a população é o grupo de pessoas que se interessa
entrevistar com um objetivo específico.
Como o objetivo do projeto era identificar as perdas no processo,foi
requisitada a participação dos operadores de máquinas para responder pelo setor,
assim, formou-se a amostra da pesquisa, que, segundo Cervo e Bervian (2002) é
uma parte da totalidade dos indivíduos que formam a população da pesquisa.
Estes colaboradores formaram uma amostra por blocos, que, segundo
Roesch (2009) não utiliza a escolha aleatória, mas que decide onde irá atuar dentro
da organização.
3.3 Coleta de dados
Como uma das acadêmicas é colaboradora da empresa, o trabalho utilizou
do método da observação participante, que segundo Cervo e Bervian (2002) é
48
quando o observador deixa-se envolver com o objeto da pesquisa, passando a fazer
parte do mesmo.
Os registros foram colhidos por meio de pesquisa documental, ou seja,
dados que a empresa já possui em forma de arquivos, afirma Roesch (2009) que se
podem utilizar os dados já existentes, seja para descrever os antecedentes da
problemática, ou para ilustrar o problema da pesquisa propriamente dito.
Ainda foram aplicados questionários aos colaboradores, que segundo Fachin
(2003) consistem em um elenco de questões que são apreciadas e submetidas a
certo número de pessoas com o objetivo de obter respostas para a coleta dos
dados.
3.4 Análise de dados
Após o levantamento teórico e a coleta de informações da empresa, foram
analisadas e interpretadas de modo a transformar os dados coletados em
informações consistentes.
A partir desta análise os dados obtidos foram diagramados em gráficos, que
permitem ilustrar as informações e facilitar o entendimento.
Também estes dados foram tratados de forma qualitativa com aporte
quantitativo. Afirma Roesch (2009) que na pesquisa de caráter quantitativo os dados
são submetidos à análise estatística. Na análise qualitativa da pesquisa, a autora
completa dizendo que os dados levantados devem-se usar o mesmo modelo da
análise quantitativa, ou seja, tem o propósito de contar a frequência de um
fenômeno e procurar identificar relações entre os mesmos.

49
4 DESCRIÇÃO E ANÁLISE DOS DADOS
4.1 Caracterização de empresa
Na cidade de São João Batista – SC, em Outubro de 1969, fundou-se a
Indústria de Embalagens Valdir Gessele Ltda, localizada na rua José Gessele, n°
100, no bairro Cardoso.
Fundada pelo Sr. José Francisco Gessele (in Memorian) tinha como única
atividade fabricar caixas para calçados de forma artesanal, já que na época
desenvolvia-se na cidade o ramo calçadista.
No princípio a empresa contava com apenas 02 máquinas: uma cortadeira
de folhas de papelão e uma grampeadeira. O quadro de colaboradores também era
reduzido, a empresa contava com 05 funcionários e a família do proprietário.
Em 20 de janeiro de 1974 a administração da empresa sofreu um alteração, e então surgiu uma nova razão social denominada Cartonagem Batistense Ltda, e passando a ser administrada pelos irmãos Valdir Gessele e Tarcizio Inácio Gessele. Com o desenvolvimento e o aumento da produção exigiu-se assim, novas instalações com uma área de 500 m².
Já em 1980 houve a integração na sociedade de mais um irmão, o Sr.
Afonso Gessele. Nesta oportunidade, a empresa já contava com 50 funcionários e
1.000 m² de área construída, um maquinário completo no ramo de cartonagem,
possuindo ainda alguns veículos para entrega de mercadorias.
A Figura 1 exibe a fachada da empresa no ano de 1980, já a Figura 02 de
1985 mostra a frota que possuia na época.
Figura 1 – Fachada da empresa em 1980.

50
Fonte: Site da empresa.
Figura 2 – Frota em 1985. Fonte: Site da empresa.
Com o intuíto de conquistar parcela de mercado atingindo outros segmentos,
no ano de 1986, a empresa adquirindo uma máquina flexográfica para a produção
de papéis de presentes. E, em 1990, a empresa começou a investir no ramo de
caixas pré-montadas, adquirindo uma máquina offset Catu-600, para a produção de
caixas personalizadas para calçados. Nesta época a produção da empresa oscilava
em 10.000 caixas diárias.
Abaixo a Figura 3 apresenta a primeira máquina de impressão offset
adquirida pela empresa.
Figura 3 – Máquina offset Catu-600. Fonte: Site da empresa.

51
No ano de 1991 houve o desligamento do sócio Valdir Gessele e na
oportunidade a empresa repassou para ele o ramo de flexografia, ficando somente
com o segmento de cartonagem. Com muito esforço e dedicação, a empresa no ano
seguinte voltou a adquirir novas e modernas máquinas de flexografia, para a
produção de papéis de presente.
Com o desenvolvimento do pólo calçadista na cidade, a empresa investiu no
ano de 1996 em novas máquinas com tecnologia avançada para a produção de
caixas para calçados, começando também a investir em outros segmentos, com
para alimentação, vestuário, tele-entrega, etc.
No início do ano de 1999, a empresa investiu em outro ramo de atividade, a
fabricação de caixas para reembalagens, e adquiriu também uma máquina para a
produção de sacolas de papel e sacos de carvão.
Na Figura 4 pode-se observar a foto aérea da empresa no ano de 2001,
onde possuia aproximadamente 4.500 m² de área construída.
Figura 4 – Foto aérea em 2001. Fonte: Site da empresa. Em 2002 outro desligamento marcou a história da Cartonagem Batistense
Ltda. Na época o Sr. Afonso Gessele se afastou da empresa e ficou com a parte de

52
flexografia, então existente. Com muito sacrifício a empresa conseguiu passar por
mais este obstáculo, se mantendo no mercado de caixas para calçados, alimentos,
tele-entrega, etc.
Atualmente a empresa possui 12 mil m² de área construída,
aproximadamente 200 funcionários diretos e 50 indiretos e frota própria de 10
veículos para entrega de suas mercadorias. Seu maquinário é de última geração,
com alta capacidade produtiva para atender seus clientes.
A Figura 5 demonstra a estrutura atual onde a Cartonagem Batistense
realiza suas atividades.
Figura 5 – Foto aérea em 2009. Fonte: Site da empresa.
Nessa estrutura a Cartonagem Batistense tem uma produção média de
150.000 caixas diárias, o que vem contribuindo para o desenvolvimento da cidade
de São João Batista, levando seu nome para todo estado de Santa Catarina e
algumas partes do Brasil.
4.1.1 Missão, visão e valores
4.1.1.1 Missão
Produzir embalagens de cartão e micro ondulado, através de inovações

53
tecnológicas e do comprometimento de seus colaboradores.
4.1.1.2 Visão
Ser reconhecida no mercado nacional como uma empresa que proporciona
soluções no seguimento de embalagens de cartão e micro ondulado.
4.1.1.3 Valores
A empresa Cartonagem Batistense valoriza a transparência nos
relacionamentos, a honra dos seus compromissos, o desenvolvimento sócio-
econômico da região e a satisfação absoluta de seus clientes.
4.1.2 Organograma
O organograma tem a finalidade de representar de forma gráfica e abreviada
a estrura organizacional. (Cury, 2005)
Com a Cartonagem Batistense é uma empresa familiar, no topo da
organização encontra-se a diretoria geral formada por membros da família. Compete
aos membros da diretoria geral definir as diretrizes, objetivos e metas relativas ao
desempenho da oraganização. A diretoria geral á subdividida em diretoria de
produção e diretoria administração.
A diretoria de produção cabe analisar o desempenho da área comercial,
compras e produção e efetuar a tomada de decisão relevantes a estes setores. O
setor de programação e controle de produção (PCP) encontra-se em posição de
staff, prestando acessória a esta diretoria.
Sobe a reponsabilidade da diretoria de administração estão os setores de
recursos rumanos (RH) e financeiro. Assim como na diretoria de produção, esta
diretoria realiza a análise do desempenho das áreas subordinadas e tomada de
decisão de sua competência.
A seguir a Figura 6 apresenta a estrutura organizacional linear da empresa.

54
Figura 6 – Organograma.
Fonte: Site da empresa.
Segundo o conceito de Cury (2005) a empresa possui uma estrutura staff-
and-line. Esta segue as mesmas características básicas da estrutura linear, ou seja,
graficamente possui formato piramidal, demonstrando claramente a unidade de
comando e o princípio de escalonamento hierarquico. Diferencia-se por possuir a
posição do staff.
4.1.3 Processos de produção
A empresa Cartonagem Batistense Ltda, como trabalha com a produção em
lotes personalizados, possui vários processos que podem ou nao ser utilizados
dependendo do tipo de embalagem.
O processo produtivo se inicia quando a OF (Ordem de Fabricação) é
encaminhada a produção e o papel cartão, que é armazenado em bobinas, passa
pela rebobinadeira e é cortado no formato aberto da embalagem, assim o papel está
pronto para passar pela impressora.
Estando impresso o material, pode-se identificar duas possibilidades:
plastificação ou acoplamento. Plastificado é uma laminação colocada por cima do
cartão para dar brilho ou para deixar fosca a embalagem. Acoplamento é o processo

55
de junção do papel cartão ao micro ondulado. Além disso, as embalagens
plastificadas podem ser acopladas.
Após plastificada e/ou acoplada a embalagem segue para a Corte e Vinco,
máquina, cujo processo será responsável por dar o formato à embalagem. Neste
momento, dependendo do tipo da embalagem, o processo pode ser encerrado ou ter
sequência. Se encerrado, nos casos de embagens sem nenhuma colagem, o
produto é empacotado e encaminhado a expedição.
Havendo a sequencia, caso haja colagem na embalagem, o material poderá
seguir por três alternativas. Pode ser direcionado, na primeira opção para a Porco
Espinho, que se trata de uma máquina que aplica a cola de contato. Na segunda
opção pode ser encaminhado à Coladeira de Abas, que é uma máquina que permite
o fechamento automático. Na terceira condição, quando se trata de caixas grandes,
são encaminhadas aos colaboradores que realizam a colagem manual.
Após a colagem, no caso das caixas, há o empacotamento e o envio à
expedição. Na hipótese de produção das sacolas, ocorre o envio para as empresas
tercerizadas para que o fundo seja colado. Depois do fundo colado, as sacolas
retornam a empresa para a colocação dos ilhoses e são novamente encaminhadas
às empresas terceirizadas para a inserção das alças. Com este processo realizado,
as sacolas são devolvidas a empresa, para o empacotamento e envio a expedição.
Dessa forma, em resumo, apresentou-se o fluxo de produção das
embalagens do tipo caixa e sacolas.
4.1.4 Produtos
Por contar com diversos segmentos de embalagens, a Cartonagem
Batistense atinge os mais variados ramos, tanto na indústria como no comércio,
produzindo:
� Caixas para re-embalagem;
� Embalagens industriais;
� Embalagens para presentes e personalizados;
� Embalagens para alimentos;
� Fita gomada;
� Sacolas com impressão offset.

56
Na Figura 7 tem-se uma amostra dos produtos fabricados pela empresa.
Figura 7 – Produtos. Fonte: Site da empresa.
4.1.5 Principais fornecedores
As principais matérias-primas para a produção das embalagens da
Cartonagem Batistense utilizam de papel cartão e papelão ondulado, e, para
assegurar ao cliente qualidade e preço, a empresa possui fortes parcerias.
Como o processo para a fabricação do papel cartão demanda um tempo
maior e a empresa precisa antecipar seus pedidos para em média 30 dias, a
Cartonagem Batistense conta com um alto índice de estoque para assegurar o

57
melhor atendimento ao seu cliente. Entre os fornecedores de papel cartão a
empresa destaca:
� Bonet – SC.
� Ibema – PR.
� Papirus – SP.
Já para a compra de papelão ondulado a empresa possui parcerias ainda
mais estreitas. O fornecimento deste suprimento leva em média 05 dias, o que
permite a empresa a trabalhar com estoques reduzidos para esta matéria-prima.
Seus principais fornecedores de papelão ondulado são:
� Bragagnolo – SC.
� Granai – SC.
� Tanguá – SC.
4.1.6 Principais clientes
Com uma vasta carteira de cliente, a Cartonagem Batistense atende os mais
diversos segmentos do mercado. Entre os clientes com maior volume de
negociações no último período, destacam-se:
� Alcast do Brasil (PR) – Indústria de panelas de pressão.
� Brasilux Comércio Importador e Exportador Ltda (SC) – Indústria de
luminárias.
� Britânia Eletrodomésticos Ltda (SC) – Indústria de eletrodomésticos.
� Calesita Indústria de Brinquedos Ltda (SC) – Indústria de brinquedos.
� Dray Indústria e Comércio Ltda (SC) – Indústria de artigos esportivos.
� Indústria e Comércio de Calçados Tânia (SC) – Indústria de calçados.
� Indústria e Comércio de Calçados Viascarpa (SC) – Indústria de
calçados.
� Morena Rosa Indústria de Confecções Ltda (PR) – Indústria de
confecções.
� Makita do Brasil Ferramentas Elétricas (PR) – Indústria de ferramentas.
� Poliplac Indústria de Plásticos Ltda (SC) – Indústria de brinquedos.
� SoaresCim Indústria e Comércio de Calçados Ltda (SC) – Indústria de

58
calçados.
4.1.7 Principais concorrentes
Devido ao crescente número de empresas no ramo gráfico, a Cartonagem
Batistense possui atualmente diversos concorrentes, no estado e no país.
Em cada segmento possui seus concorrentes mais específicos, entretanto,
no geral, os principais são:
� BoxPrint Grupograf Ltda – RS.
� Cartonagem Puel Ltda – SC.
� Giassi Pack Ltda – SC.
� MKM Kartoon – SC.
� Printbag Embalagens – SC.
� W3 Embalagens – SC.
4.1.8 Produção
A Cartonagem Batistense possui um amplo portifólio de produtos, destinado
aos mais variados segmentos, e, para atender o mercado, a produção trabalha com
matérias-primas de primeira qualidade para garantir a satisfação completa de seus
clientes.
Atualmente a empresa conta com um maquinário de última geração, capaz
de realizar trabalhos de grande porte, atividade que poucas gráficas no Brasil
conseguem. Dentre as principais máquinas, destacam-se as seguintes:
� Impressora 4 cores + verniz formato 72x102 Heildeberg – ano 2006
� Impressora 5 cores + verniz formato 72x102 Heildeberg – ano 2010
� Impressora 6 cores + verniz formato 100x140 marca Rolland
� CTP Screen Plote Rite 8300E
� Acopladeira Automática YL1416 – Furnax
� Acopladeira Automática CS 1416 - Furnax
� Corte e Vinco formato 75x102 marca Bobst
� Corte e Vinco Coml formato 106x105 marca Bobst
� Corte e Vinco Speria formato 106x105 marca Bobst
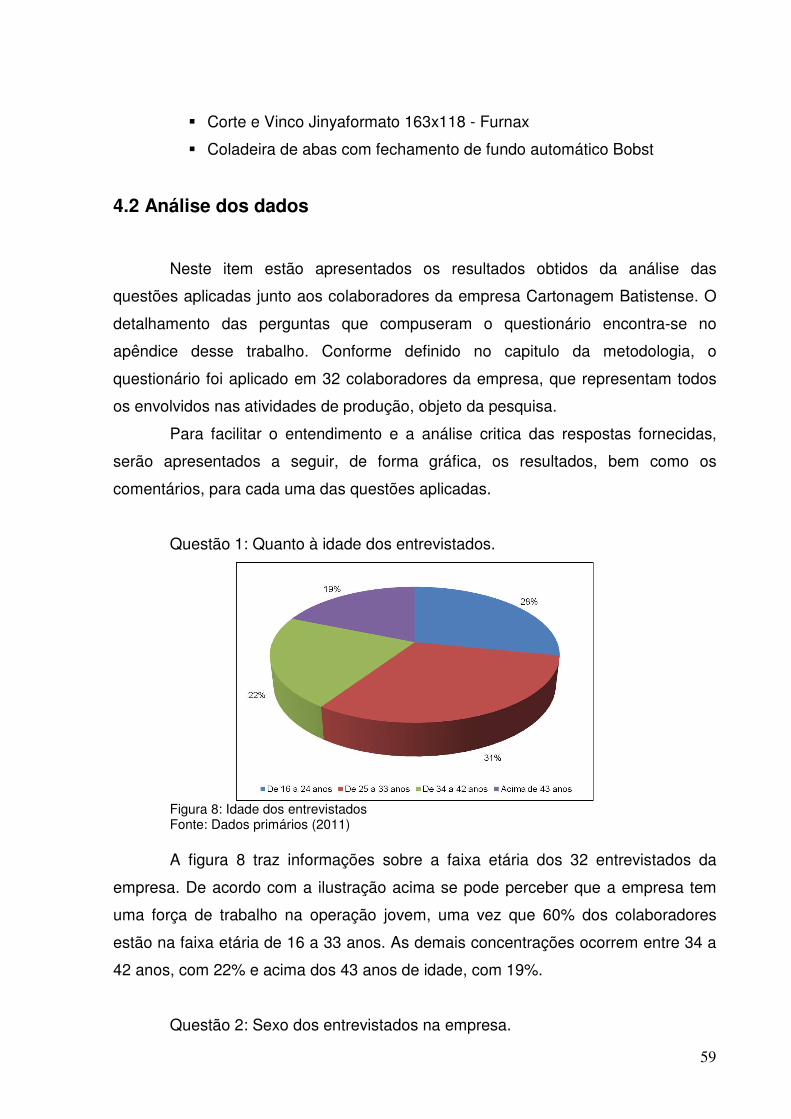
59
� Corte e Vinco Jinyaformato 163x118 - Furnax
� Coladeira de abas com fechamento de fundo automático Bobst
4.2 Análise dos dados
Neste item estão apresentados os resultados obtidos da análise das
questões aplicadas junto aos colaboradores da empresa Cartonagem Batistense. O
detalhamento das perguntas que compuseram o questionário encontra-se no
apêndice desse trabalho. Conforme definido no capitulo da metodologia, o
questionário foi aplicado em 32 colaboradores da empresa, que representam todos
os envolvidos nas atividades de produção, objeto da pesquisa.
Para facilitar o entendimento e a análise critica das respostas fornecidas,
serão apresentados a seguir, de forma gráfica, os resultados, bem como os
comentários, para cada uma das questões aplicadas.
Questão 1: Quanto à idade dos entrevistados.
Figura 8: Idade dos entrevistados Fonte: Dados primários (2011) A figura 8 traz informações sobre a faixa etária dos 32 entrevistados da
empresa. De acordo com a ilustração acima se pode perceber que a empresa tem
uma força de trabalho na operação jovem, uma vez que 60% dos colaboradores
estão na faixa etária de 16 a 33 anos. As demais concentrações ocorrem entre 34 a
42 anos, com 22% e acima dos 43 anos de idade, com 19%.
Questão 2: Sexo dos entrevistados na empresa.

60
Figura 9: Sexo dos entrevistados Fonte: Dados primários (2011) A figura 9, referente ao sexo dos colaboradores, destacou que 27 dos 32
entrevistados correspondem ao sexo masculino, o que significa 84% dos
entrevistados; apenas 16% são do sexo feminino, o que ratifica que a presença
masculina em setores maquinários ainda é consideravelmente superior a feminina.
Questão 3: Identificação do grau de escolaridade dos entrevistados.
Figura 10: Grau de escolaridade dos entrevistados Fonte: Dados primários (2011) Pode-se perceber, com a ilustração acima, que existe uma lacuna
considerável entre os entrevistados e a educação. Apenas 3% dos 32 entrevistados
na empresa concluíram o terceiro grau, e no momento não existe nenhum cursando
o ensino superior. Mais da metade, com 57%, ficaram entre o 2º grau concluído e
não concluído, e os demais, com uma fatia de 40%, estão com os estudos apenas
na etapa do 1º grau de escolaridade.
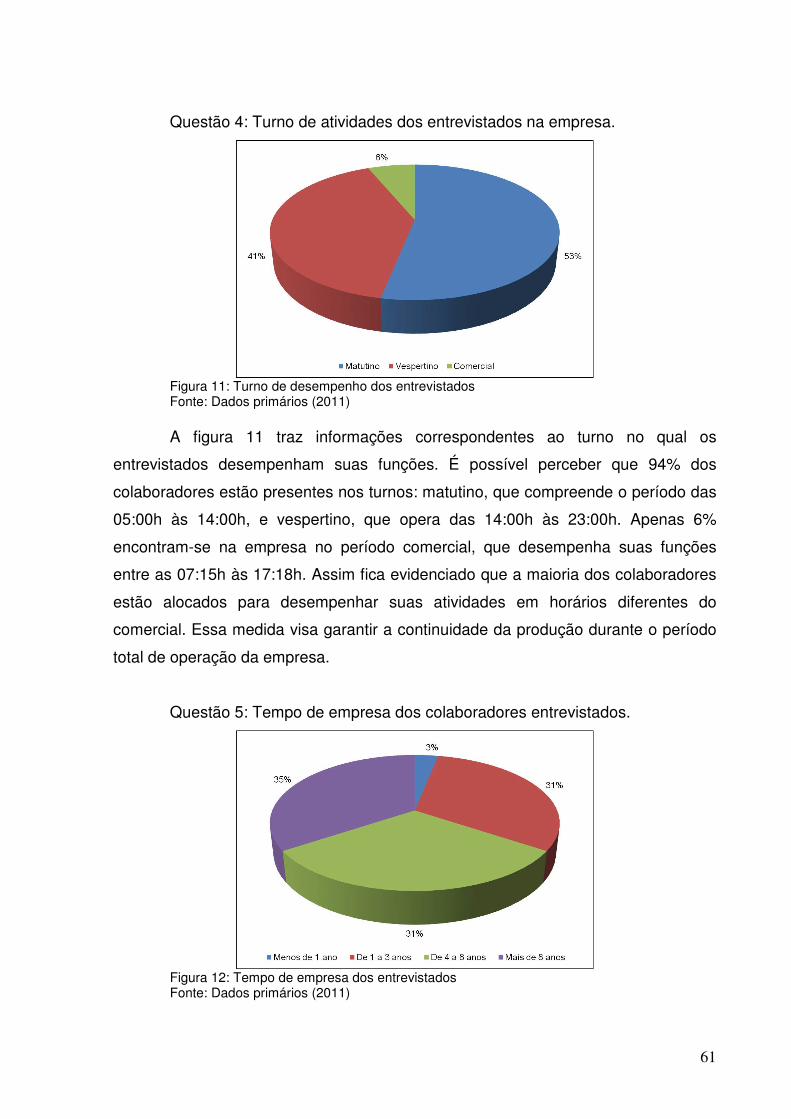
61
Questão 4: Turno de atividades dos entrevistados na empresa.
Figura 11: Turno de desempenho dos entrevistados Fonte: Dados primários (2011) A figura 11 traz informações correspondentes ao turno no qual os
entrevistados desempenham suas funções. É possível perceber que 94% dos
colaboradores estão presentes nos turnos: matutino, que compreende o período das
05:00h às 14:00h, e vespertino, que opera das 14:00h às 23:00h. Apenas 6%
encontram-se na empresa no período comercial, que desempenha suas funções
entre as 07:15h às 17:18h. Assim fica evidenciado que a maioria dos colaboradores
estão alocados para desempenhar suas atividades em horários diferentes do
comercial. Essa medida visa garantir a continuidade da produção durante o período
total de operação da empresa.
Questão 5: Tempo de empresa dos colaboradores entrevistados.
Figura 12: Tempo de empresa dos entrevistados Fonte: Dados primários (2011)

62
Mediante a figura 12 é possível analisar o tempo de empresa dos 32
colaboradores entrevistados no questionário. Destaca-se que mais de 65% estão na
empresa entre 4 a 8 anos ou mais. Outra parte significativa, ou seja, 31% estão
entre 1 a 3 anos na empresa. Apenas 3% estão a menos de 1 ano. É possível
perceber que há um baixo nível de rotatividade de funcionários na empresa, uma
vez que mais da metade dos entrevistados está há mais de 4 anos na casa.
Questão 6: Tempo de atuação na área desempenhada.
Figura 13: Tempo de atuação na área Fonte: Dados primários (2011) Ao encontro do tempo de empresa que os entrevistados apresentaram,
observa-se que 69% deles têm experiência no ramo de atuação e contam com mais
de 4 anos na mesma atividade. Os demais, 28%, estão entre 1 a 3 anos.
Caminhando para 1 ano na atividade foram identificados 3% dos entrevistados. Pelo
tempo de experiência observado e, considerando a natureza das atividades
desenvolvidas, é possível afirmar que se trata de uma equipe adequada para a
realização das operações.
Questão 7: Refere-se aos entrevistados que procuram atualizar seus
conhecimentos na área em que atua.

63
Figura 14: Entrevistados que procuram atualizar seus conhecimentos Fonte: Dados primários (2011) É possível depreender, com a ilustração acima, que 81% dos colaboradores
mostraram um comportamento satisfatório afirmando que procuram atualizar-se na
área em que atuam. Por outro lado, apenas 19% apontaram que não procuram
manter seus conhecimentos atualizados, sugerindo um desinteresse na área que
atuam e, consequentemente, na empresa.
Questão 8: Quanto à frequência de cursos frequentados pelos
colaboradores.
Figura 15: Frequência dos cursos de atualização que realiza Fonte: Dados primários (2011) A figura acima relata que os colaboradores estão divididos entre aqueles que
procuram realizar os cursos de atualização e aqueles que não estão interessados
em atualizar-se na área. Entre eles, 59% realizam cursos quando a empresa
oferece, quando informado ou anualmente, e 41% apontaram que não realizam
cursos. Dois aspectos chamam a atenção para esses resultados:

64
a) os 41% dos colaboradores, que não realizam atividades de capacitação,
representam uma parcela significativa, que pode evidenciar haver desinteresse, não
somente no crescimento profissional, como também no credo em relação à
organização;
b) comparando-se os resultados dessa questão com a anterior, que trata da
mesma necessidade, observou-se que há divergência de opiniões, haja vista que
81% dos colaboradores afirmam que realizam cursos de atualização.
Questão 9: Quanto às informações contidas na Ordem de Fabricação (OF).
Figura 16: Grau de satisfação quanto às informações mencionadas na OF (ordem de
fabricação) Fonte: Dados primários (2011) A figura 16 ilustra a questão quanto à ordem de fabricação (OF) que chega
até o colaborador. Entre os 32 entrevistados 91% destes responderam que recebem
as informações adequadas pela OF para realizar o trabalho. Apenas 9% destacaram
que a ordem de fabricação (OF) não possui as informações necessárias para
realizar o trabalho de forma adequada. Em uma analise mais detalhada, é possível
identificar que estes 9% correspondem àqueles colaboradores que possuem apenas
o primeiro grau completo e não realizam cursos de atualização em sua área, fatores
que podem influenciar no entendimento da OF, uma vez que a grande maioria não
tem dificuldades em entendê-la.
Questão 10: Referente ao processo de treinamento oferecido pela empresa
para o manuseio correto do equipamento.

65
Figura 17: Quanto à existência de treinamento fornecido pela empresa Fonte: Dados primários (2011) Conforme o gráfico da figura 17, mais da metade dos colaboradores
entrevistados mostraram um comportamento de insatisfação por parte do
treinamento oferecido pela empresa. A outra fatia, de 47%, confirmaram que são
oferecidos treinamentos para o manuseio correto do equipamento. Pode-se perceber
que a empresa está tendo um comportamento errôneo quanto ao treinamento
oferecido, visto que a falta de treinamento pode acarretar em problemas dentro do
processo de produção.
Questão 11: Quanto uso adequado do equipamento e aonde irá refletir.
Figura 18: Quanto ao reflexo do funcionamento correto do equipamento Fonte: Dados primários (2011) A figura 18 traz informações quanto ao funcionamento do equipamento. Para
63% dos colaboradores o funcionamento adequado do equipamento reflete
diretamente no tempo do setup (tempo decorrido para a troca de ferramenta ou
equipamento de um processo em execução até a inicialização do próximo processo)
e na qualidade do material; 25% responderam que reflete somente na qualidade do

66
material e apenas 3% responderam que reflete somente no tempo de setup do
equipamento. Ratificando o que o fornecedor do equipamento apresenta, o
funcionamento adequado da máquina refletirá no produto final: tanto setup quanto
qualidade.
Entre os que responderam não saber onde reflete o funcionamento
adequado do equipamento, observa-se também que estes não costumam atualizar
seus conhecimentos.
Questão 12: Referente ao tempo de setup do equipamento.
Figura 19: Tempo de setup do equipamento Fonte: Dados primários (2011) A figura 19 ilustra informações quanto às questões ligadas ao tempo de
setup do equipamento dos colaboradores entrevistados. Entre os 32 colaboradores
65% responderam que demoram até 30 minutos para regular o equipamento; 22%
demora em média de 30 minutos a 1 hora; e apenas 13% apontaram que seu
equipamento demora mais de 1 hora o tempo de setup. Esta diferença realmente
acontece na prática, onde cada equipamento e cada material determinam um tempo
de setup diferente.
Questão 13: Quanto ao desperdício de material utilizado para o setup.

67
Figura 20: Desperdício de material durante o setup Fonte: Dados primários (2011) Observa-se na figura 20 o quanto de material é desperdiçado durante o
setup de cada equipamento do colaborador entrevistado. Pelo menos 15 dos 32
entrevistados responderam que desperdiçam até 50 folhas para o setup, o que é
considerado normal dentro dos processos de cartonagem. Outros 13 responderam
que o desperdício no setup do equipamento depende do tipo de material. Na
sequência, 3 colaboradores responderam que desperdiçam em média de 50 a 200
folhas, que compreende as máquinas que exigem maior precisão no material.
Apenas 1 desperdiça mais de 200 folhas para fazer o setup do equipamento do qual
opera, divergindo do outro operador, que trabalha no mesmo setor, e afirmou utilizar
de 50 a 200 folhas.
Questão 14: Desperdício de matéria prima durante o processo de fabricação.
Figura 21: Desperdício de material durante o processo de produção Fonte: Dados primários (2011) A figura 14 ilustra a questão das perdas no processo após o setup. Entre os
32 colaboradores questionados 75% deles apontaram que existem perdas de folhas,

68
mas ressaltam depender do tipo de material usado no processo, o que ratifica a
informação passada pelo fabricante; 19% dos entrevistados relataram que não
existem perdas no processo depois que o equipamento foi ajustado; 3%
responderam que existem perdas e são até 100 folhas e 3% relataram que sua
perda ultrapassa a 100 folhas no processo após o setup.
Questão 15: Interferência da qualidade do material utilizado no processo.
Figura 22: Implicações da qualidade do material no processo Fonte: Dados primários (2011) Pode-se observar no gráfico acima que 97% dos entrevistados estão cientes
de que o material utilizado na produção, mesmo tendo pouca influência, reflete no
tempo do setup e é o responsável pelas perdas ocorridas no processo de fabricação
da empresa. O único operador que diz não influenciar, opera o equipamento de
colocação de ilhoses em sacolas, setor que realmente não recebe muita influência
do material utilizado, entretanto, o outro operador do mesmo equipamento revela
que o material influencia sim.
Questão 16: Quanto à velocidade de operação folhas/hora do equipamento.

69
Figura 23: Velocidade de operação do equipamento Fonte: Dados primários (2011) A figura 23 traz informações quanto à velocidade do qual o colaborador
trabalha, considerando a capacidade do equipamento operado. Entre os
colaboradores 75% responderam que trabalham na velocidade de 2.001 a 10.000
folhas/hora; 22% responderam que trabalham na velocidade de até 2.000
folhas/hora; apenas 3% trabalham acima de 10.001 folhas/hora. Dados obtidos a
partir dos registros do setor da cartonagem demonstram que a produção deveria ser
de 6500 folhas/hora, o que significa que mais de 22% dos equipamentos estão
trabalhando abaixo da média.
Questão 17: Causas que interferem no desempenho da capacidade do
equipamento manuseado.
Figura 24: Motivo pelo desempenho abaixo do estipulado pelo fabricante do equipamento Fonte: Dados primários (2011) A figura 24 relatou informações de questionamento ao funcionário sobre o
que o leva a trabalhar abaixo da capacidade máxima do seu equipamento. A maioria
entre os entrevistados, ou seja 91%, relatou que o material tem influencia direta na

70
capacidade do equipamento. Apenas 9% dos entrevistados relataram que o
equipamento sem manutenção e a falta de treinamento, são fatores que
proporcionam baixa capacidade. É possível perceber que o uso de material indevido
é o causador, segundo os entrevistados, da baixa capacidade do equipamento
estipulado pelo fabricante.
Além do questionário aplicado junto aos colaboradores da produção, foi
realizado um levantamento, do período de 01/2011 a 06/2011, de todas as não
conformidades observadas no processo produtivo ou percebidas pelos clientes.
Quando o relato do problema partiu dos clientes, os dados foram obtidos por meio
dos respectivos relatórios de rejeição e devolução. A tabela “Relação de Não
Conformidades” demonstra os resultados obtidos. Destaca-se, nesse caso, que foi
realizado, por conta do referido trabalho, o levantamento das causas dos defeitos
para cada não conformidade identificada. Essa tabela permite calcular que, durante
o referido período, por conta das perdas observadas, a empresa arcou com um
prejuízo da ordem de R$ 40.000,00. Posteriormente foram confrontados os dados
relativos às causas dos defeitos com as informações prestadas pelos colaboradores
operadores, constantes nas respostas dos questionários.
Dessa análise verificaram-se pontos conflitantes entre as justificativas dos
colaboradores versus as causas dos defeitos. Na tabela “Relação de Não
Conformidades” a coluna “Identificação das causas” ilustra essa afirmativa.

71

72

73

74

75

76

77

78
Em resumo, a pesquisa proporcionou identificar que, na visão dos
colaboradores, os principais problemas enfrentados na produção, dão conta de
falhas nas máquinas, material e treinamento insuficiente. No diagnóstico das causas
das não conformidades observadas em lotes de produção, os resultados, entretanto,
foram divergentes, apontando para falta de atenção ou pratica inadequada na
execução dos processos.
4.3 Sugestões e propostas para melhorias
Após o levantamento e a análise dos dados sobre a produção na empresa
Cartonagem Batistense, com o apoio da revisão da literatura, foram identificadas
oportunidades para melhorias, que serão apresentadas neste capítulo.
Identificou-se que o grau de escolaridade de alguns colaboradores
entrevistados pode interferir, diretamente, na capacidade da produção e de alguns
desperdícios ocorridos durante o processo de fabricação. Foi detectado que
aqueles, cujo grau de escolaridade é 1º grau completo, relataram que a OF (Ordem
de Fabricação) não vem com as informações necessárias para o cumprimento da
tarefa. É importante destacar, entretanto, que o departamento de programação da
produção tem total cuidado com esta questão e coloca todas as informações
necessárias na ordem, inclusive faz grifos quando necessário. Notou-se, então, que
o não entendimento, pela falta de adequado nível de formação, acarreta perdas no
processo produtivo. Para Kardec (1998) a perda implica em se deixar de produzir
algo, por inúmeros fatores. Diante desta situação, considerando o fator
conhecimento, como proposta, a empresa deve buscar parcerias com entidades de
ensino, qualificação e formação, para que os colaboradores possam estar nivelados
com as informações requeridas na interpretação das necessidades dos clientes.
Outro aspecto que merece tratamento e permite melhorias, foi identificado
por meio das respostas do questionário aplicado, e reside na frequência que os
colaboradores procuram atualizar seus conhecimentos, por meio de treinamento.
Alguns responderam que somente procuram realizar cursos quando a empresa
oferece, ou quando são informados. Identificar necessidades de treinamento e
capacitação técnica são práticas que a empresa pode aderir, beneficiando o
desempenho no processo de fabricação das embalagens e redução das perdas

79
ocorridas. Dessa forma, a proposta apresentada é no sentido de que a empresa
venha estabelecer, periodicamente, um plano de capacitação e treinamento dos
colaboradores, em particular os operadores de produção, com vistas a atualizar os
processos inerentes à produção das embalagens. Para tanto os gerentes
operacionais deverão observar e levantar as necessidades de capacitação de seus
colaboradores, para a consecução do referido plano proposto. A periodicidade, em
princípio poderá ser anual, sendo ajustada na medida da necessidade ou da
evolução da tecnologia do parque industrial.
Ainda dentro do mesmo assunto, observou-se, pelas respostas, que há
dificuldades relatadas pelos colaboradores recém contratados, no sentido do
conteúdo das informações necessárias para que o mesmo possa desempenhar
adequadamente suas funções. Evidencio-se não haver estratégia para treinamento e
capacitação, nem tão pouco, sensibilização, no caso de contratações novas. As
habilidades e competências que o colaborador adquire no treinamento interferem na
operação da máquina, no setup, nos desperdícios de materiais e na capacidade
ociosa que pode vir a gerar. Como proposta, então, deverá ser elaborado, pela
empresa, um manual de orientação, contendo todas as informações técnicas e
administrativas necessárias, a ser entregue aos novos colaboradores, quando da
consumação do processo de admissão.
No que se refere à manutenção, observou-se, por meio das respostas ao
questionário aplicado, que não há estratégia para a realização dos procedimentos de
manutenção. A visão dos colaboradores permite concluir que a falta de manutenção,
ou a não realização frequente, podem influenciar diretamente na baixa capacidade
da máquina, nos desperdícios de matéria-prima e no tempo de setup.
Manter os equipamentos em bom estado, realizando periodicamente sua
manutenção é função da empresa para que o colaborador possa trabalhar de forma
correta, não ter problemas decorrentes da falta de manutenção e também garantir
que não haja riscos de acidentes de trabalho.
Segundo a revisão da literatura do capítulo 2, identificou-se que, para
Tavares (1987), manutenção são todas as ações necessárias para que um item seja
conservado de modo a poder permanecer de acordo com uma condição específica.
Por isso a empresa deve elaborar um plano destinado à manutenção dos
equipamentos. Dessa forma, o plano proposto definirá a estratégia de manutenção
para as atividades e recursos da produção. Todos os equipamentos, dispositivos,

80
instrumentos, ferramentas e instalações serão tratadas no referido plano que
contemplará a manutenção preventiva, preditiva e corretiva. A manutenção
preventiva reduz e evita falhas que interferem no desempenho insatisfatório da
produção. Ratificando a proposta, concluem Kardec e Nascif (2003) que a
manutenção preventiva é o programa realizado de forma a reduzir ou evitar a falha
ou queda no desempenho no processo produtivo da empresa. Por outro lado, para
os casos previstos onde as falhas ocorridas não causam prejuízo ao fluxo do
processo de produção é indicada a manutenção corretiva, que deverá, igualmente,
ser definida no plano de manutenção. Neste caso, segundo Martins e Laugeni
(2000) a manutenção corretiva procura corrigir, restaurar, recuperar a capacidade de
produção de um equipamento ou instalação que tenha cessado ou diminuído sua
capacidade de desempenho. Pela experiência dos operadores dos equipamentos de
produção e instalações, por meio dos sintomas e características de funcionalidades
alteradas, o plano deverá prever atividades relativas à manutenção preditiva,
apoiado no que relata Tavares (1987), que define tratar-se de serviços de
acompanhamento de desgaste de uma ou mais peças por meio de análise de
sintomas.
A pesquisa permitiu notar, ainda, que a matéria-prima e materiais utilizados
na fabricação das embalagens também influenciam nas perdas ocorridas no
processo de produção, bem como no tempo de setup e na capacidade das
máquinas operatrizes. Sugere-se, então, para a empresa rever as especificações
técnicas e descrições de materiais, adequando a qualidade da matéria prima e
componentes, aos níveis requeridos no produto, atendendo aos clientes. Nesse
sentido, ressalta Slack et al (1996) que a qualidade reduz custos de retrabalho,
refugo e devoluções, tornando os consumidores satisfeitos.
Adotando-se a definição preconizada por Harding (1981), onde a atividade
de inspeção tem a tarefa de garantir que os materiais, partes e componentes que
são comprados de outras firmas se adaptem aos padrões de qualidade exigidos
para o novo produto, a próxima proposta trata dos meios para a realização da
inspeção de entrada. Durante a fase de recepção da matéria-prima e materiais,
devem ser desenvolvidas listas de testes para serem aplicados na inspeção de
recebimento. Com isso evita-se a disponibilização de materiais em não
conformidade com as especificações, para o processo produtivo..

81
Diante dos problemas verificados no questionário aplicado aos
colaboradores, é possível ressaltar que a maioria entre eles opera na empresa no
período matutino e vespertino que visa acelerar a produção. Estes períodos podem
prejudicar o colaborador, visto que desempenham suas tarefas em horas não
próprias.
Muito embora a empresa precise operar em turnos diferentes, para poder
manter a continuidade da produção, muitos colaboradores acabam se prejudicando.
Por isso, para a empresa, sugere-se um programa de motivação e incentivos para
estes que operam em horário matutino e vespertino, já que quando o colaborador
está operando em horários fora do turno comercial, tende a deixar suas famílias em
um tempo que seria destinado ao lazer e ao descanso.
Por fim, utilizou-se na pesquisa uma a tabela das não conformidades do
primeiro semestre de 2011, onde foram apontadas falhas relacionadas à falta de
atenção. Pela natureza das falhas, pode-se inferir que a causa provável reside no
descontentamento do colaborador, o que pode levar a erros por falta de
concentração na atividade desempenhada. Assim, o presente trabalho tem como
sugestão a criação de um programa de melhoria para a qualidade de vida dos
funcionários dentro da organização. Proporcionar flexibilidade de horários, criar uma
política de premiações para os colaboradores mais bem avaliados, por critérios
justos, são componentes de uma estratégia de incentivos para a melhoria do
desempenho dos recursos humanos.
Conclui-se, dessa forma, as propostas de melhorias para o processo de
produção da empresa, que visam reduzir as perdas, melhorar a qualidade de vida e
aproveitar a capacidade produtiva da Cartonagem Batistense Ltda.
Na sequência foram elaboradas as considerações finais.

82
5 CONSIDERAÇÕES FINAIS
Na atividade industrial, objetivando-se melhorias contínuas nos processos,
há sempre espaços para eliminação de desperdícios e, portanto, redução de perdas.
No segmento gráfico, produzindo embalagens de papel cartão e micro
ondulado, a constatação de perdas, durante o processo de produção, tem sido
inevitável. Por esse fato, realizar um levantamento no processo de produção da
empresa Cartonagem Batistense Ltda, se fez tão importante.
Os objetivos foram alcançados. A análise descritiva da gestão de produção
de embalagens da empresa Cartonagem Batistense foi concluída e propostas para
melhorias foram identificadas e relatadas.
Para o desenvolvimento do trabalho, no que diz respeito à metodologia
cientifica, o método foi o indutivo, a pesquisa exploratória descritiva, a abordagem foi
quantitativa e qualitativa. Utilizou-se ainda a pesquisa documental, bibliográfica e a
observação participante. O instrumento de coleta de dados foi questionário com
questões fechadas e a análise foi feita de forma quantitativa.
No tocante à empresa, todas as informações necessárias foram repassadas
e, tanto a administração quanto os colaboradores, contribuíram de prontidão para a
realização deste trabalho, concluindo-se, assim, que não houveram dificuldades
enfrentadas pelas acadêmicas. Aspectos facilitadores residem no fato de que as
acadêmicas tiveram acesso ilimitado a todas as informações e registros da
organização.
A presente pesquisa identificou oportunidades de melhorias nos processos
de produção da indústria Cartonagem Batistense. Aspectos relacionados à mão de
obra, materiais e matéria prima, máquinas e equipamentos, e processos foram
abordados. Pelos resultados obtidos, conclui-se que é possível a proposição de
mudanças, com vistas a adequar baixos índices de perdas aos níveis de
produtividade.
Considerando-se que a pesquisa apontou alguns problemas relacionados
diretamente com os aspectos motivacionais dos colaboradores, como proposta de
trabalhos futuros, identificou-se a importância e a oportunidade de ser desenvolvida
uma pesquisa, a partir desta, para buscar conhecer o ambiente de trabalho e
perceber a qualidade de vida dentro da organização, fatores que podem influenciar

83
diretamente no desempenho e na capacidade produtiva do colaborador.
Encerra-se, dessa forma, o presente trabalho de conclusão de estágio.

84
REFERÊNCIAS BIBLIOGRÁFICAS
ARNOLD, J. R. Tony. Administração de materiais: uma introdução. São Paulo:
Atlas, 1999.
BARBIERI, José Carlos. Gestão ambiental empresarial: conceitos, modelos e
instrumentos. 1ª. ed. São Paulo: Saraiva, 2004.
BROCKA, Bruce; BROCKA, Suzanne. Gerenciamento da qualidade. São Paulo:
Makron Books, 1994.
CAUTELA, Alciney Lourenço; POLLONI, Enrico Giulio Franco. Sistemas de
informação na administração de empresas. 4ª. ed. São Paulo: Atlas, 1991.
CERVO, Amado L; BERVIAN, Pedro A. Metodologia científica. 5ª. ed. São Paulo:
Pearson Prentice Hall, 2002.
CORRÊA, Henrique L; GIANESI, Irineu S. N.; CAON, Mauro. Planejamento,
programação e controle da produção: MRP II / ERP – Conceitos, uso e
implantação. 3ª. ed. São Paulo: Atlas, 2000.
CÔRTES, Pedro L. Administração de sistemas de informação. São Paulo:
Saraiva, 2008.
CROSBY, Philip B. Qualidade é investimento. 7ª. ed. Rio de Janeiro: José
Olympio, 1999.
CROSBY, Philip B. Qualidade sem lágrimas: a arte da gerência descomplicada. 3ª.
ed. Rio de Janeiro: José Olympio, 1994.
CURY, Antônio. Organização e métodos: uma visão holística. 8ª. ed. São Paulo:
Atlas, 2005.
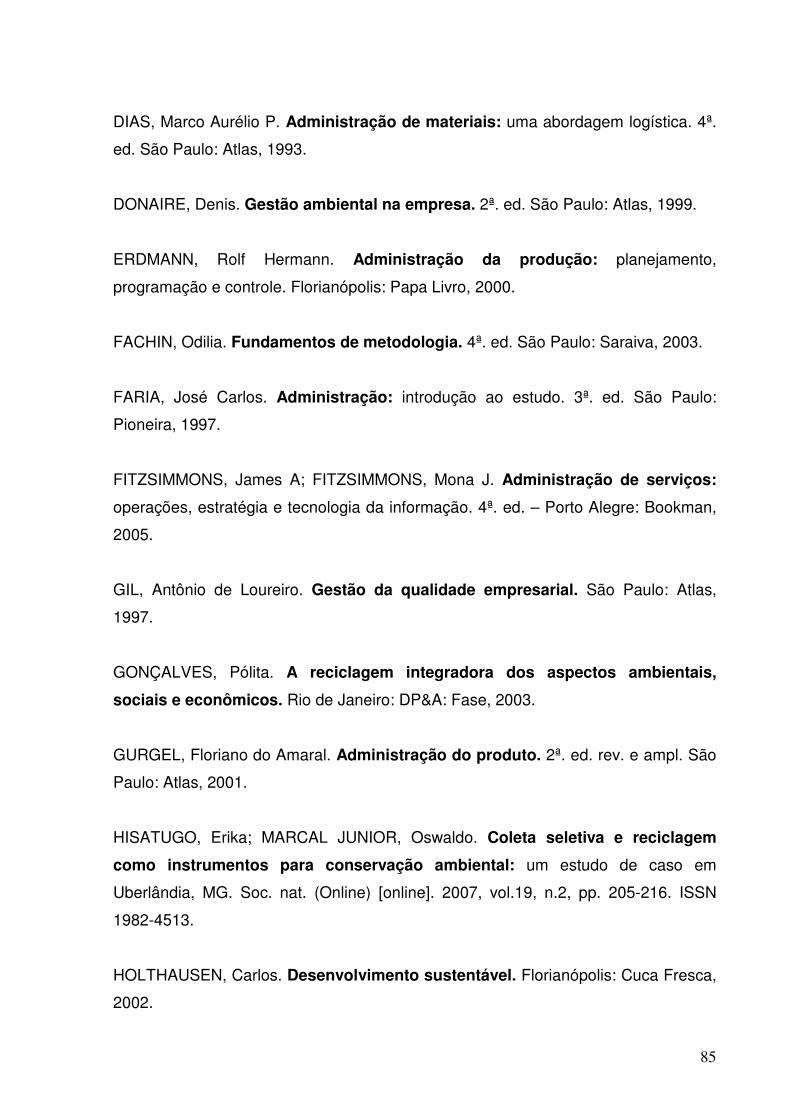
85
DIAS, Marco Aurélio P. Administração de materiais: uma abordagem logística. 4ª.
ed. São Paulo: Atlas, 1993.
DONAIRE, Denis. Gestão ambiental na empresa. 2ª. ed. São Paulo: Atlas, 1999.
ERDMANN, Rolf Hermann. Administração da produção: planejamento,
programação e controle. Florianópolis: Papa Livro, 2000.
FACHIN, Odilia. Fundamentos de metodologia. 4ª. ed. São Paulo: Saraiva, 2003.
FARIA, José Carlos. Administração: introdução ao estudo. 3ª. ed. São Paulo:
Pioneira, 1997.
FITZSIMMONS, James A; FITZSIMMONS, Mona J. Administração de serviços:
operações, estratégia e tecnologia da informação. 4ª. ed. – Porto Alegre: Bookman,
2005.
GIL, Antônio de Loureiro. Gestão da qualidade empresarial. São Paulo: Atlas,
1997.
GONÇALVES, Pólita. A reciclagem integradora dos aspectos ambientais,
sociais e econômicos. Rio de Janeiro: DP&A: Fase, 2003.
GURGEL, Floriano do Amaral. Administração do produto. 2ª. ed. rev. e ampl. São
Paulo: Atlas, 2001.
HISATUGO, Erika; MARCAL JUNIOR, Oswaldo. Coleta seletiva e reciclagem
como instrumentos para conservação ambiental: um estudo de caso em
Uberlândia, MG. Soc. nat. (Online) [online]. 2007, vol.19, n.2, pp. 205-216. ISSN
1982-4513.
HOLTHAUSEN, Carlos. Desenvolvimento sustentável. Florianópolis: Cuca Fresca,
2002.

86
KARDEC, Alan; NASCIF, Júlio. Manutenção: função estratégica. 2ª. ed. Rio de
Janeiro: Qualitymark, 2003.
LACOMBE, Francisco José Masset; HEILBORN, Gilberto Luiz José. Administração:
princípios e tendências. São Paulo: Saraiva, 2003.
MARCONI, Marina de Andrade; LAKATOS, Eva Maria. Metodologia científica. 3ª.
ed. São Paulo: Atlas, 2000.
MARTINS, Patrônio G; LAUGENI, Fernando P. Administração da produção. São
Paulo: Saraiva, 2000.
MAYER, Raymond R. Administração da produção. São Paulo: Atlas, 1992.
MONTIBELLER-FILHO, G. O mito do desenvolvimento sustentável. Florianópolis:
UFSC, 2001.
MOREIRA, Daniel Augusto. Introdução à administração da produção e operações. São Paulo: Pioneira, 1998.
OISHI, Michitoshi.Técnicas integradas na produção e serviços: como planejar,
treinar, integrar e produzir para ser competitivo. São Paulo: Pioneira, 1995.
PALADINI, Edson Pacheco. Gestão da qualidade no processo: a qualidade na
produção de bens e serviços. São Paulo: Atlas, 1995.
PALADINI, Edson Pacheco. Gestão da qualidade: teoria e prática. São Paulo: Atlas,
2000.
POZO, Hamilton. Administração de recursos materiais e patrimoniais: uma
abordagem logística. 2ª. ed. São Paulo. Atlas: 2002.
RANGEL, Alexandre. Momento da qualidade. São Paulo: Atlas, 1995.

87
REZENDE, Denis A.; ABREU, Aline F. Tecnologia da informação: aplicada a
sistemas de informação empresariais. 3ª. ed. São Paulo: Atlas, 2003.
ROECSH, Sylvia Maria Azevedo. Projetos de estágio e de pesquisa em
administração: Guia para Estágios, Trabalhos de Conclusão, Dissertações e
Estudo de Caso. 1ª. ed. São Paulo: Atlas, 1996.
ROECSH, Sylvia Maria Azevedo. Projetos de estágio e de pesquisa em
administração: Guia para Estágios, Trabalhos de Conclusão, Dissertações e
Estudo de Caso. 3ª. ed. São Paulo: Atlas, 2009.
SCOTTO, Gabriela; CARVALHO, Isabel C. M.; GUIMARÃES, Leandro B.
Desenvolvimento sustentável. Petrópolis: Vozes, 2007.
SHINGO, Shigeo. O Sistema Toyota de Produção do Ponto de Vista Da
Engenharia. 2ª. ed. Porto Alegre: Artes Médicas, 1996.
SLACK, Nigel et al. Administração da produção. São Paulo: Atlas, 1999.
SORDI, José O. Administração da informação: fundamentos e práticas para uma
nova gestão do conhecimento. São Paulo: Saraiva, 2008.
STAIR, Ralph M; REYNOLD, George W. Princípios de sistemas de informação:
uma abordagem gerencial. 4ª. ed. Rio de Janeiro: LTC, 2002.
STONER, James A. F. Administração. 2ª. ed. Rio de Janeiro: Guanabara, 1985.
RUDIO, Franz Victor. Introdução do projeto de pesquisa científica. 28ª. ed.
Petrópolis: Vozes, 2000.
TAVARES, Lourival Augusto. Controle de manutenção por computador. Rio de
Janeiro: Jr Editora Técnica, 1987.

88
TURBAN, Efraim; RAINER JR., R. K.; POTTER, Richard E. Administração de
tecnologia da informação: teoria e prática. Rio de Janeiro: Elsevier, 2005.

89
APÊNDICE A – Questionário aplicado entre os colaboradores da
empresa Cartonagem Batistense Ltda