anÁlise comparativa entre tratamentos tÉrmicos ...bdtd.uftm.edu.br/bitstream/tede/366/5/dissert...
TRANSCRIPT

Universidade Federal do Triângulo Mineiro
Cássia Cristina Silva
ANÁLISE COMPARATIVA ENTRE TRATAMENTOS TÉRMICOS
INDUSTRIAIS E POR IRRADIAÇÃO MICRO-ONDAS EM CALDO DE CANA-DE-
AÇÚCAR DESTINADO A PRODUÇÃO DE ETANOL
UBERABA
2016
Cássia Cristina Silva
ANÁLISE COMPARATIVA ENTRE TRATAMENTOS TÉRMICOS
INDUSTRIAIS E POR IRRADIAÇÃO MICRO-ONDAS EM CALDO DE CANA-DE-
AÇÚCAR DESTINADO A PRODUÇÃO DE ETANOL
Dissertação apresentada ao Programa de
Mestrado Profissional em Inovação
Tecnológica da Universidade Federal do
Triângulo Mineiro, como requisito para a
obtenção do título de Mestre.
Orientador: Prof.ª Dr.ª Ariana de Campos
Co-orientador: Prof.ª Dr.ª Mônica Hitomi
Okura
UBERABA
2016

Dedico esse trabalho a minha amada mãe, Deuza,
ao meu companheiro de todas as horas, Fellipe, e
a toda minha família.
AGRADECIMENTO
Agradeço primeiramente a Deus pela dádiva da vida.
Imensamente grata à minha mãe, Deuza, pelo amor incondicional e por não poupar
esforços para me auxiliar em cada fase de minha existência.
Àqueles que compartilharam esse período no Programa de Mestrado de Inovação
Tecnológica, da Universidade Federal do Triângulo Mineiro; juntamente agradeço aos
professores que fizeram essa conquista ainda mais grandiosa. Aos queridos Enio, Janaína,
Karen e Mateus, pelos diversos serviços e auxílios prestados.
Agradeço à minha orientadora Prof.ª Dr.ª Ariana de Campos com quem iniciei minha
pesquisa e que me permitiu explorar esse tema, por ainda ter aceitado participar de mais esse
desafio.
Agradeço ao Prof. Dr. Deusmaque Carneiro Ferreira pela contribuição primorosa ao
trabalho e ao Prof. Dr. Alexandre de Faria Lima pelo auxílio no laboratório.
Agradeço em especial à minha co-orientadora, Prof.ª Dr.ª Mônica Hitomi Okura,
professora e pesquisadora exemplar que não poupou esforços para me auxiliar nesse projeto.
Muito obrigado, Professora, pela dedicação e pela salutar contribuição que destes ao
trabalho.
Agradeço de profundo coração a generosidade e companheirismo do Professor Me.
José Waldir de Sousa Filho, que me acompanha desde a graduação, sem seu apoio e
contribuição não conseguiria ter realizado este projeto.
Agradeço a contribuição, auxílio e generosidade do Engenheiro de Produção Cidmar
Alves Costa, a sua equipe e a Usina Coruripe, por me proporcionarem a realização de testes e
a cessão de caldos de cana para o trabalho.
Agradeço a todos com os quais compartilho a existência, entendendo que fazemos
parte de um bem maior e estamos caminhando juntos ao progresso moral e intelectual.
Por fim, ao meu amável companheiro, Fellipe, sempre me aconselhando, por seu
carinho, compreensão, boa vontade, e parceria. Por compartilhar todos os desafios e alegrias
junto comigo. Amigo de anos, te amo.

“Os que se encantam com a prática sem a ciência
são como os timoneiros que entram no navio sem timão
nem bússola, nunca tendo certeza do seu destino”.
Leonardo da Vinci
RESUMO
O etanol é avaliado como um combustível alternativo na diminuição de problemas ambientais
e energéticos no mundo, se mostrando um processo que adota mecanismos mais limpos de
produção e ainda se destacando frente ao aumento dos preços dos combustíveis fósseis. As
novas tecnologias dirigidas ao setor sucroalcooleiro vêm se sobressaindo nos últimos anos,
pois com este recurso, as indústrias conseguem reduzir o custo energético e o tempo de
produção. É possível simplificar o processo de tratamento térmico do caldo de cana-de-açúcar
a partir da tecnologia de irradiação micro-ondas, já que esta reduz a utilização de insumos
utilizados nos métodos de tratamento térmico convencional, mostrando-se eficiente no
combate a microrganismos contaminantes existentes nas etapas de produção do etanol,
melhorando o desempenho fermentativo das leveduras no processo. Dessa forma, o objetivo
deste trabalho foi comparar as influências do tratamento térmico por irradiação micro-ondas
no caldo de cana-de-açúcar ao tratamento convencional realizado na indústria visando à
produção de etanol, empregando três condições operacionais para o tratamento do caldo por
irradiação micro-ondas. No experimento laboratorial foram realizadas comparações das
análises físico-químicas do caldo in natura com os caldos obtidos por tratamentos com
irradiações e de maneira industrial. No que se refere aos caldos purificados e tratados de
maneira industrial, foram analisados: turbidez, cor, sólidos solúveis (ºBrix), pH, análises
microbiológicas e análises de açúcares, além do teor alcoólico. Com relação à contagem de
microrganismos utilizou-se o método pour-plate para bactérias. Para avaliação dos resultados
utilizou-se da análise de variância – ANOVA – seguida do teste de Tukey, e/ou o teste não
paramétrico de Kruskall-Wallis seguido de comparações múltiplas por ordens, todos com
nível de significância 0,05. O método de micro-ondas com potência 840 W e tempo de
exposição 3 minutos foi o mais indicado reduzindo significativamente os índices de cor,
turbidez e ºBrix, o pH não sofrendo redução significativa, não houve contaminação por
bactérias aeróbias e o teor alcoólico alcançado foi de 7,680 °GL. Mostrando-se um tratamento
térmico eficaz, capaz de eliminar microrganismos, inativar enzimas que podem causar a
deterioração do caldo, controlando fatores negativos à fermentação para obtenção do etanol.
Palavras chave: Fermentação. Tratamento térmico. Irradiação micro-ondas.
ABSTRACT
The ethanol is evaluated as an alternative fuel in the decrease of environmental problems and
energy in the world, showing a process that adopts mechanisms for cleaner production and
still standing out front of the rising prices of fossil fuels. The new technologies directed to
the sugar-alcohol sector have been standing out in recent years, because with this feature, the
industries can reduce the energy cost and production time. It is possible to simplify the
process of treatment and clarification of the broth of sugarcane from the microwave
irradiation technology. Since this reduces the use of inputs, being efficient against existing
contaminating microorganisms in the production stages ethanol; therefore, it improves the
fermentation performance of the process. In this way, the objective of this study was to
compare the influences of thermal treatment, by microwave irradiation in the broth of
sugarcane, contrasting to conventional treatment used in industry to produce ethanol. It was
used three operating conditions for the treatment of broth by a microwave irradiation. In the
laboratory experiments, were realized comparisons of the physicochemical analysis of the
broth ‘in natura’, with broths obtained by treatments with irradiation and industrial With
regard to the broths, purified and treated industrial manner, were analyzed: turbidity, color,
soluble solids (ºBrix), pH, microbiological analyses and analyses of sugars, in addition to the
alcohol content. With respect to the count of micro-organisms, we used the method pour-
plate for bacteria. To evaluate the results we used the analysis of variance – ANOVA –
followed by the test of Tukey, and/or the non-parametric test of Kruskall-Wallis followed by
multiple comparison by orders, all with significance level 0.05. The method of microwave
power 840 W and exposure time of 3 minutes was further indicated by significantly reducing
the rates of color, turbidity, and ºBrix, pH not suffering any significant reduction, there was
no contamination by aerobic bacteria and the alcohol content reached 7,680 °GL. Showing a
heat treatment effective, able to eliminate microorganisms, inactivate enzymes that can cause
deterioration of the juice, controlling negative factors to the fermentation for obtaining the
ethanol.
Key words: Fermentation. Heat treatment. Microwave Irradiation.
LISTA DE FIGURAS
Figura 1 – Evolução histórica do destino de cana-de-açúcar processada da região Centro-
Sul.............................................................................................................................................22
Figura 2– Diferentes rotas tecnológicas para produção do etanol..........................................26
Figura 3 – Esquematização da produção de etanol (álcool). ................................................... 27
Figura 4 – Estrutura molecular da sacarose. A: Fórmula molecular estrutural. B: Fórmula
espacial tridimensional ............................................................................................................. 31
Figura 5 – Estrutura química das moléculas de frutose e glicose que representamos açúcares
redutores do caldo.....................................................................................................................32
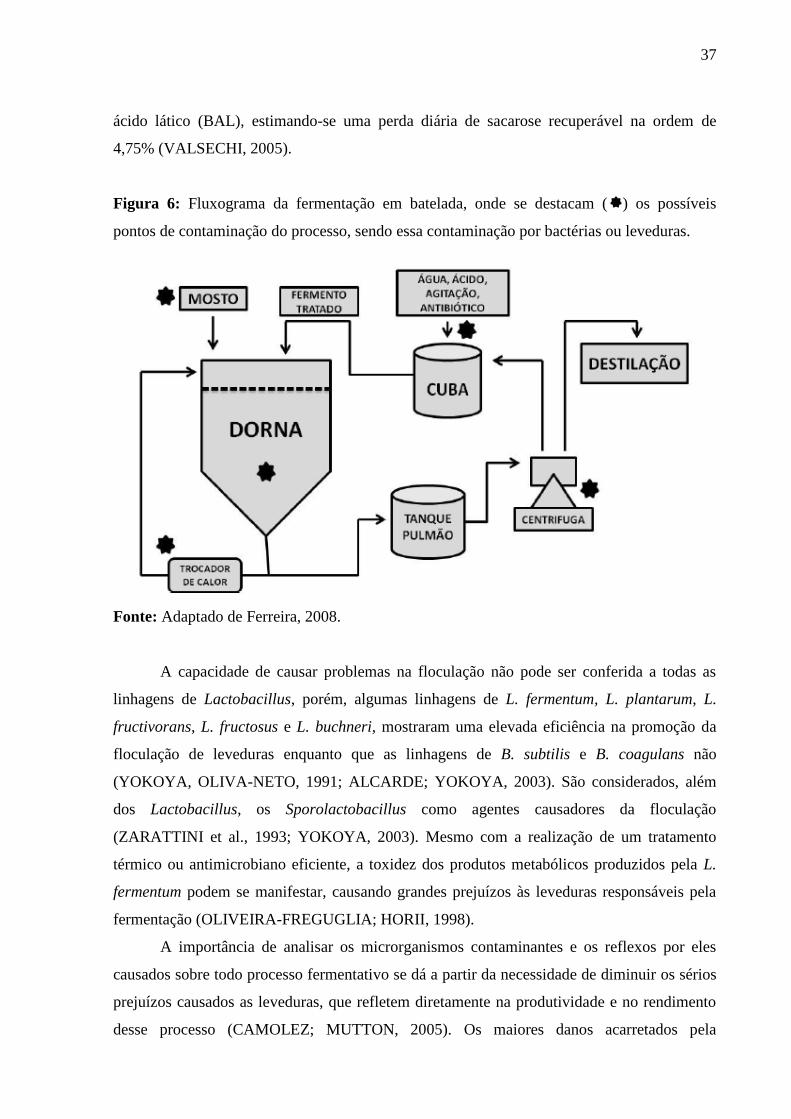
Figura 6 – Fluxograma da fermentação em batelada, onde se destacam ( ) os possíveis
pontos de contaminação do processo, sendo essa contaminação por bactérias ou
leveduras...................................................................................................................................36
Figura 7 – Radiação micro-ondas em uma fração do espectro eletromagnético. ................. ...42
Figura 8 – Comprimento de onda. ........................................................................................ ...43
Figura 9 – Forno micro-ondas. ............................................................................................. ...46
Figura 10 – Proccesso fermentativo em batelada. ................................................................ ...47
Figura 11 – Gráfico comparativo das variações do Log de Bactérias das amostras após o
tratamento com micro-ondas.. ................................................................................................. ...57
Figura 12 – Gráfico comparativo das variações do ºBrix das amostras após o tratamento com
micro-ondas.. .......................................................................................................................... ...59
Figura 13 – Gráfico comparativo das variações do pH das amostras após o tratamento com
micro-ondas.. .......................................................................................................................... ...60
Figura 14 – Gráfico comparativo das variações de cor das amostras após o tratamento com
micro-ondas.. .......................................................................................................................... ...61
Figura 15 – Gráfico comparativo das variações de turbidez das amostras após o tratamento com
micro-ondas.. .......................................................................................................................... ...62
Figura 16 – Gráfico comparativo das variações de POL das amostras após o tratamento com
micro-ondas.. .......................................................................................................................... ...63
Figura 17 – Gráfico comparativo das variações de açúcares invertidos das amostras após o
tratamento com micro-ondas.. ................................................................................................. ...64

Figura 18 – Gráfico comparativo das variações de açúcares redutores das amostras após o
tratamento com micro-ondas.. ................................................................................................. ...65
Figura 19 – Gráfico comparativo das variações de açúcares redutores totais das amostras após o
tratamento com micro-ondas.. ................................................................................................. ...66
Figura 20 – Gráfico comparativo das variações dos teores alcoólicos das amostras após o
tratamento com micro-ondas.. ................................................................................................. ...67
Figura 21 – Gráfico comparativo da demanda energética dos tratamentos com micro-ondas e
com banho-maria... ................................................................................................................ ...68
Figura 22 – Tabela de correção sacarímetro de °Brix calibrado a 20°C... ........................... ...86
LISTA DE TABELAS
Tabela 1 – Composição química da cana sem queima. ........................................................... 21
Tabela 2 – Área plantada de cana-de-açúcar 2015. ................................................................. 23
Tabela 3 – Produção de etanol total no Brasil nos anos de 2014 e 2015. ................................ 25
Tabela 4 – Fatores e níveis de delineamento experimental - Micro-ondas. ............................ 45
Tabela 5 – Matriz do planejamento fatorial completo. ............................................................ 45
Tabela 6 – Testes de normalidade e homoceedasticidade para análises físico-químicas. ....... 55
Tabela 7 – Eficiência na redução de bactérias após o tratamento com micro-ondas. ............ 56
Tabela 8 – Composição do caldo de cana-de-açúcar in natura. ................................................. 58
Tabela 9 – Variação de temperatura dos tratamentos com micro-ondas. ................................ 58
Tabela 10 – Comparativo microbiológico e físico-químico dos tratamentos com micro-ondas
e banho-maria.. ......................................................................................................................... 69
Tabela 11 – Determinação melhor tratamento – Micro-ondas.. .............................................. 70
Tabela 12 – Composição caldo in natura, tratado em micro-ondas e tratado industrialmente..
.................................................................................................................................................. 71
LISTA DE ABREVIATURAS E SIGLAS
ANOVA Análise de Variâncias
A Absorbância
AR Açúcares Redutores
ART Açúcares Redutores Totais
ºBrix Quantidade de compostos solúveis numa solução de sacarose
g Gramas
GHz Giga Hertz
h Horas
ICMSA Comissão Internacional pela Uniformização dos Métodos de Análises de açúcar
KW Quilowatt
m Metros
MHz Mega Hertz
min Minutos
m3 Metros cúbicos
mL Mililitros
mm Milímetros
nm Nanômetros
NTU Unidades Nefolométricas de Turbidez
pH Potencial Hidrogeniônico
PIB Produto Interno Bruto
POL Teor de sacarose aparente
U.I. Unidades ICMSA
W Watts
SUMÁRIO
1. INTRODUÇÃO ....................................................................................................... 17
2. OBJETIVOS ........................................................................................................... 19
2.1 OBJETIVO ESPECÍFICO ...................................................................................... 19
3. REVISÃO BIBIOGRÁFICA ................................................................................. 20
3.1 CANA-DE-AÇÚCAR ............................................................................................ 20
3.1.1 Histórico e aspectos econômicos ....................................................................... 20
3.1.2 Cultura ................................................................................................................ 21
3.2 ETANOL ................................................................................................................ 24
3.3 TRATAMENTO DO CALDO ............................................................................... 29
3.4 FERMENTAÇÃO ALCOÓLICA .......................................................................... 31
3.4.1 Processo Fermentativo ...................................................................................... 34
3.4.2 Fatores que influenciam o processo fermentativo .......................................... 35
3.4.3 Contaminação dos processos fermentativos .................................................... 36
3.4.4 Métodos de combate à contaminação .............................................................. 38
3.5 TRATAMENTO TÉRMICO .................................................................................. 40
3.6 ENERGIA DE MICRO-ONDAS ........................................................................... 41
4. MATERIAIS E MÉTODOS .................................................................................. 45
4.1 MATÉRIA-PRIMA ................................................................................................ 45
4.2 DELINEAMENTO EXPERIMENTAL ................................................................. 45
4.3 UNIDADE EXPERIMENTAL .............................................................................. 47
4.4 PROCEDIMENTOS EXPERIMENTAIS .............................................................. 47
4.4.1 Microrganismos ................................................................................................. 47
4.4.2 Condução do Processo fermentativo ................................................................ 48
4.5 METODOLOGIAS E ANÁLISES FÍSICO-QUÍMICAS ...................................... 49
4.5.1 Contagem do número de microrganismos – Técnica Pour Plate .................. 49
4.5.2 Análise de Sólidos solúveis totais (ºBrix) ......................................................... 50
4.5.3 Determinação de pH .......................................................................................... 50
4.5.4 Determinação do índice de Cor ICUMSA ....................................................... 50
4.5.5 Determinação de Turbidez ................................................................................ 51
4.5.6 Determinação do teor de sacarose aparente na cana (POL) .......................... 51
4.5.7 Determinação dos Açúcares Redutores (AR) .................................................. 52
4.5.8 Determinação dos Açúcares Redutores Totais (ART) ................................... 53
4.5.9 Teor Alcoólico (°GL) ......................................................................................... 54
4.6 DETERMINAÇÃO DA DEMANDA ENERGÉTICA .......................................... 54
5. RESULTADOS E DISCUSSÕES .......................................................................... 56
5.1 RESULTADOS DAS ANÁLISES MICROBIOLÓGICAS - BACTÉRIAS ......... 56
5.2 RESULTADOS DAS ANÁLISES FÍSICO-QUÍMICAS ...................................... 58
5.2.1 Análise de Sólidos solúveis totais (ºBrix) ......................................................... 59
5.2.2 Determinação de pH .......................................................................................... 60
5.2.3 Determinação do índice de Cor ICMSA .......................................................... 62
5.2.4 Determinação de Turbidez ................................................................................ 63
5.2.5 Determinação do teor de sacarose aparente na cana (POL) .......................... 64
5.2.6 Determinação dos Açúcares Redutores (AR) .................................................. 66
5.2.7 Determinação dos Açúcares Redutores Totais (ART) ................................... 67
5.2.8 Teor Alcoólico (°GL) ......................................................................................... 68
5.3 ANÁLISES DE DEMANDA ENERGÉTICA ....................................................... 69
5.4 ESCOLHA DO MELHOR MÉTODO DE TRATAMENTO TÉRMICO POR
IRRADIAÇÃO MICRO-ONDAS NO CALDO DE CANA-DE-AÇÚCAR ............... 71
6. CONCLUSÃO ......................................................................................................... 73
REFERÊNCIAS .......................................................................................................... 74
ANEXO A .................................................................................................................... 85
ANEXO B .................................................................................................................... 87
17
1. INTRODUÇÃO
A cana-de-açúcar (Sacharum ssp) é considerada a espécie de gramínea mais cultivada
nas regiões tropicais e subtropicais, em razão à sua grande capacidade de armazenamento de
sacarose, esse potencial atribui a esta cultura uma ampla contribuição socioeconômica no
cenário brasileiro (STUPIELLO, 1993). O Brasil é potencialmente preparado para elaborar
produtos oriundos da cana-de-açúcar, pois detém adequadas condições para o seu cultivo,
apresentando duas estações distintas anuais, uma quente e úmida, que favorece a germinação,
perfilhamento e desenvolvimento vegetativo, acompanhada por outra fria e seca, que auxilia
na maturação e consequente acúmulo de sacarose nos colmos da cana-de-açúcar (MORAES,
2013). O país possui ainda um sistema sucroalcooleiro baseado, predominantemente, no
emprego da cana-de-açúcar como matéria-prima para produção de açúcar e álcool, sendo
considerado o maior produtor mundial de etanol a partir da cana. Contudo, pode se afirmar,
analisando as perspectivas de expansão, que a produção de aproximadamente 634 mil
toneladas de cana na safra 2014/2015, que equivale em 28,48 milhões de litros de etanol,
poderá ser ampliada para 1.038 mil toneladas na safra 2020/2021. Correspondendo a uma
produção de 65,3 milhões de litros de etanol, o que irá representar 15% da matriz energética
brasileira (UNICA, 2016).
Todo esse cenário faz com que o setor sucroalcooleiro busque inovações tecnológicas
a fim de reduzir custos e aumentar consideravelmente sua produtividade no processo
industrial para que consiga suprir as futuras demandas por este biocombustível
(ALKASRAWI; JRAI; AL-MUHTASEB, 2013). Diante ainda de crescentes preocupações
causadas pelos impactos ambientais provenientes da produção de etanol e açúcar,
principalmente com relação às emissões de gases de efeito estufa, o Brasil vem intensificando
a busca por metodologias que visem à sustentabilidade no processo produtivo, com o intuito
de diminuir perdas ambientais, apresentando assim, combustíveis alternativos que possam
competir com os fósseis (MORAES, 2013).
Na busca por uma maior eficiência na produção do etanol, novas tecnologias estão em
desenvolvimento, podendo destacar as linhagens de leveduras selecionadas, dornas fechadas,
variedades de cana-de-açúcar, antibióticos e, alternativas nas etapas de clarificação. Nesse
processo produtivo, um dos parâmetros fundamentais é o controle da fermentação, que
necessita sempre de um ambiente livre de qualquer contaminação, estando presentes apenas
os microrganismos responsáveis pela eficiência fermentativa. Para isso, torna-se indispensável
evitar a contaminação microbiológica do caldo de cana a ser fermentado para que se consiga
18
um alto rendimento fermentativo. Para efetivar a obtenção de etanol é necessária a busca por
alternativas eficazes que possam diminuir ou eliminar a carga microbiana bem como melhorar
o rendimento de produção (GÔUVEIA, 2006).
O forno micro-ondas vem sendo largamente empregada para esterilização de
substratos e materiais, e seu comprimento de onda no espectro eletromagnético atinge uma
extensão entre 1 mm e 1 m (TEIXEIRA, 2010). Esta técnica pode ser classificada como
agente não térmico de transmissão de calor, se diferindo dos mecanismos usuais como a
condução, convecção e radiação. O aquecimento de uma determinada substância ou material
devido à irradiação por micro-ondas se deve à interação da onda eletromagnética com o
dipolo elétrico da molécula (BARBOZA, 2001). É um método consegue, dentre outras coisas,
realizar a manutenção de características como odor e sabor em sucos de maça, por exemplo
(CAVICCHIOLI; GUTZ, 2003). Tecnologias que venham a proporcionar inovações nos
métodos de processamento da cana-de-açúcar são importantes, por visarem de forma geral,
reduzir contaminações no processo, aumentar o rendimento fermentativo, reduzir custos
globais da indústria, além de fomentar a geração de produtos que não agridam ao meio
ambiente. Estes métodos de irradiação térmico por micro-ondas, que visa a purificação do
caldo de cana, não gera resíduos, possibilita um aumento na eficiência de redução do número
de microrganismos e oferecem elevado potencial para clarificar o caldo, podendo reduzir a
turbidez e a coloração sem alterar o teor de sacarose, que é o objetivo fundamental das etapas
de tratamento na indústria.
19
2. OBJETIVOS
Comparar através de análises físico-químicas e microbiológicas as influências do
tratamento térmico utilizando forno micro-ondas no caldo de cana-de-açúcar ao tratamento
convencional realizado na indústria visando à produção de etanol.
2.1 OBJETIVO ESPECÍFICO
Verificar os parâmetros físico-químicos e microbiológicos do caldo de cana-
de-açúcar utilizando forno micro-ondas;
Identificar as melhores condições de operação do método de irradiação pelo
monitoramento dos parâmetros potência e tempo de exposição e
Verificar o teor alcoólico no caldo esterilizado por irradiação micro-ondas
comparando-os com o tratamento industrial.
20
3. REVISÃO BIBIOGRÁFICA
Para melhor compreensão do estudo, neste item foram apresentadas considerações
gerais sobre a cana-de-açúcar, principal matéria-prima do etanol produzido no Brasil.
Também estão descritas as operações convencionais de tratamento e fermentação do caldo de
cana destinado à produção de etanol.
3.1 CANA-DE-AÇÚCAR
3.1.1 Histórico e aspectos econômicos
Com a alta demanda por energias renováveis, o agronegócio brasileiro ampliou sua
relevância no cenário mundial e fez com que a cadeia produtiva da cana-de-açúcar se
destacasse gerando um aumento de estudos voltados a apresentar um processamento cada vez
mais eficiente.
A cana-de-açúcar é cultivada em mais de cem países, tornando-se uma das principais
culturas mundiais, e muito embora cerca de três quartos desta produção estejam concentrados
em oito países, as nações em desenvolvimento vêm ganhando destaque neste setor (BASTOS,
2007). No Brasil, o plantio da cana-de-açúcar teve início em São Paulo em meados do ano de
1522 e atualmente, o país é o maior produtor mundial de cana-de-açúcar, seguido pela Índia,
Tailândia e Austrália. As regiões de concentração do cultivo são Centro-Oeste, Sudeste, Sul e
Nordeste, e isso, possibilita a colheita de duas safras anuais e uma maior produção de açúcar e
etanol (UNICA, 2016).
No agronegócio brasileiro, a indústria sucroalcooleira representa cerca de 2% das
exportações nacionais, além de acumular cerca de 6% dos empregos agroindustriais
brasileiros e auxiliar na contribuição de maneira efetiva para o crescimento do mercado
interno de bens de consumo (BOLGNA-CAMPBELL, 2007; UNICA, 2007).
No Brasil, a cana ainda pode ser colhida cinco ou seis vezes antes do replantio devido
ao seu elevado rendimento, isso fez com que sua produtividade crescesse significativamente
nos últimos 30 anos, podendo atribuir esse crescimento às novas variedades e novas formas
de manejo no plantio e colheita, acrescido ainda pelo fato do país possuir o menor custo
mundial de produção de etanol (ADECOAGRO, 2011). Dados da União da Indústria de cana-
de-açúcar (2016) mostram que na safra 2014/2015, o volume produzido de etanol atingiu 28
21
bilhões de litros, devendo-se muito disso ao clima, solo e topografia favoráveis, que lhe
proporciona vantagens competitivas em relação a outros países (UNICA, 2016).
É importante salientar a relevância ambiental proposta na produção do etanol, pois
além da utilização de matérias-primas renováveis, este setor consegue gerar empregos e novas
oportunidades de negócios. O processo produtivo ajuda reduzir a emissão de gases para a
atmosfera, que é hoje, uma das maiores preocupações que afligem o mundo (SEBRAE, 2013).
As usinas produtoras de etanol são ainda autossuficientes em energia elétrica, visto que o
bagaço gerado durante o processo, na etapa da moagem, é queimado em caldeiras para
geração de energia, até mesmo em quantidades maiores que a necessária no processo,
tornando possível sua comercialização (ASSEMBLEIA LEGISLATIVA DO ESTADO DE
GOIÁS, 2009). Sendo assim, torna-se indiscutível a relevância desta cultura no agronegócio
brasileiro e mesmo se destacando no cenário internacional por toda tecnologia empregada
atualmente nas diferentes etapas de produção, a pesquisa científica no Brasil ainda necessita
evoluir para conseguir maximizar e aperfeiçoar seu processo produtivo, desde a lavoura até a
indústria (COSTA, 2005).
3.1.2 Cultura
Conhecida cientificamente por Saccharum officinarum, a cana-de-açúcar pertence ao
gênero Saccharum da família das Poáceas, além de possuir uma habilidade única de estocar
sacarose nos colmos, é largamente encontrada na Nova Guiné, de onde atribuem sua origem
(CONSECANA, 2006; WHEALS, 1999). A versão cultivada mais moderna da cana se deve
aos cruzamentos realizados entre espécies diferentes, como a S. officinarum, S. spontaneum,
S. barberi, S. sinense, onde procuravam obter uma planta rica em açúcar e rústica (CHEN;
CHOU, 1993).
Atualmente, os cruzamentos realizados para obtenção de novas plantas, visam à
obtenção de clones que possam ser adaptados aos mais diferentes ambientes de produção e
suportem grandes variações climáticas, possibilitando o cultivo em regiões diversas
(CONSECANA, 2006). As variedades são híbridas alcançados por um criterioso
procedimento de seleção e melhoramento genético entre as espécies já conhecidas,
aperfeiçoando características desejáveis para regiões e situações específicas agrupados por
cruzamentos, fazendo com que a produção em regiões de climas variados seja possível
(MARTINS, 2004).
22
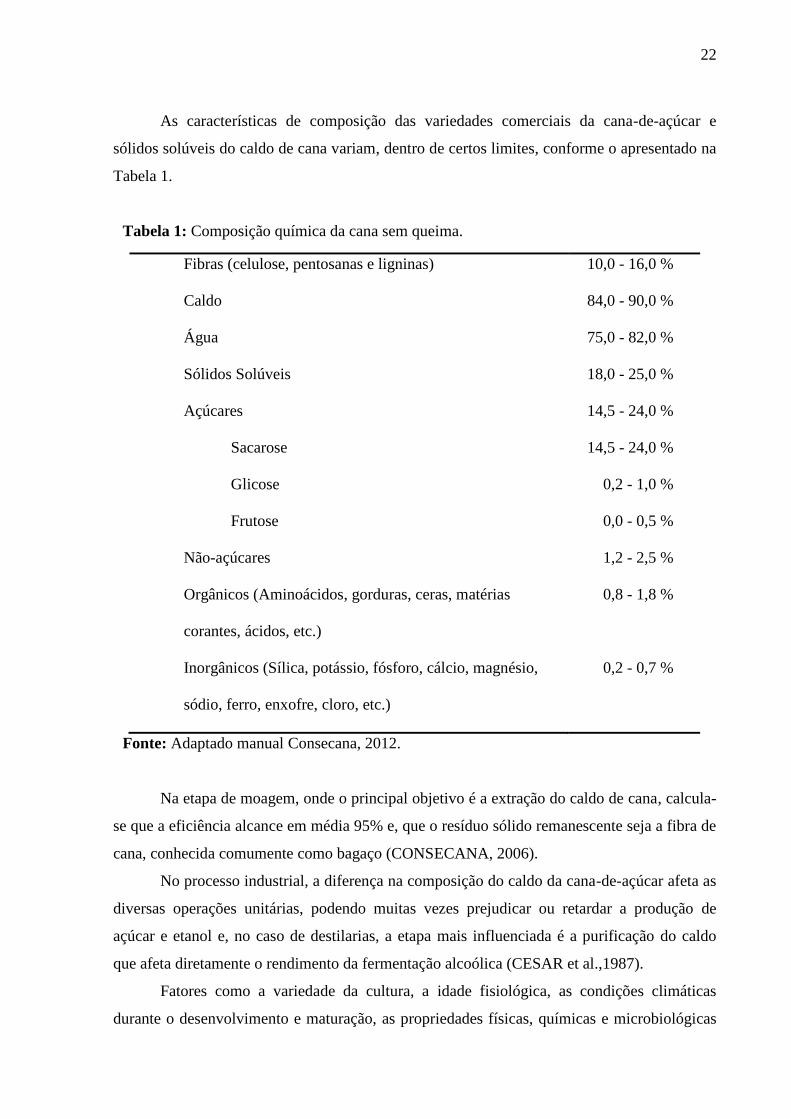
As características de composição das variedades comerciais da cana-de-açúcar e
sólidos solúveis do caldo de cana variam, dentro de certos limites, conforme o apresentado na
Tabela 1.
Tabela 1: Composição química da cana sem queima.
Fonte: Adaptado manual Consecana, 2012.
Na etapa de moagem, onde o principal objetivo é a extração do caldo de cana, calcula-
se que a eficiência alcance em média 95% e, que o resíduo sólido remanescente seja a fibra de
cana, conhecida comumente como bagaço (CONSECANA, 2006).
No processo industrial, a diferença na composição do caldo da cana-de-açúcar afeta as
diversas operações unitárias, podendo muitas vezes prejudicar ou retardar a produção de
açúcar e etanol e, no caso de destilarias, a etapa mais influenciada é a purificação do caldo
que afeta diretamente o rendimento da fermentação alcoólica (CESAR et al.,1987).
Fatores como a variedade da cultura, a idade fisiológica, as condições climáticas
durante o desenvolvimento e maturação, as propriedades físicas, químicas e microbiológicas
Fibras (celulose, pentosanas e ligninas) 10,0 - 16,0 %
Caldo 84,0 - 90,0 %
Água 75,0 - 82,0 %
Sólidos Solúveis 18,0 - 25,0 %
Açúcares 14,5 - 24,0 %
Sacarose 14,5 - 24,0 %
Glicose 0,2 - 1,0 %
Frutose 0,0 - 0,5 %
Não-açúcares 1,2 - 2,5 %
Orgânicos (Aminoácidos, gorduras, ceras, matérias
corantes, ácidos, etc.)
0,8 - 1,8 %
Inorgânicos (Sílica, potássio, fósforo, cálcio, magnésio,
sódio, ferro, enxofre, cloro, etc.)
0,2 - 0,7 %
23
do solo e o tipo de cultivo podem fazer com que haja variações significantes na composição
química dos colmos (PARANHOS, 1987; MARQUES; MARQUES; TASSO JÚNIOR,
2001).
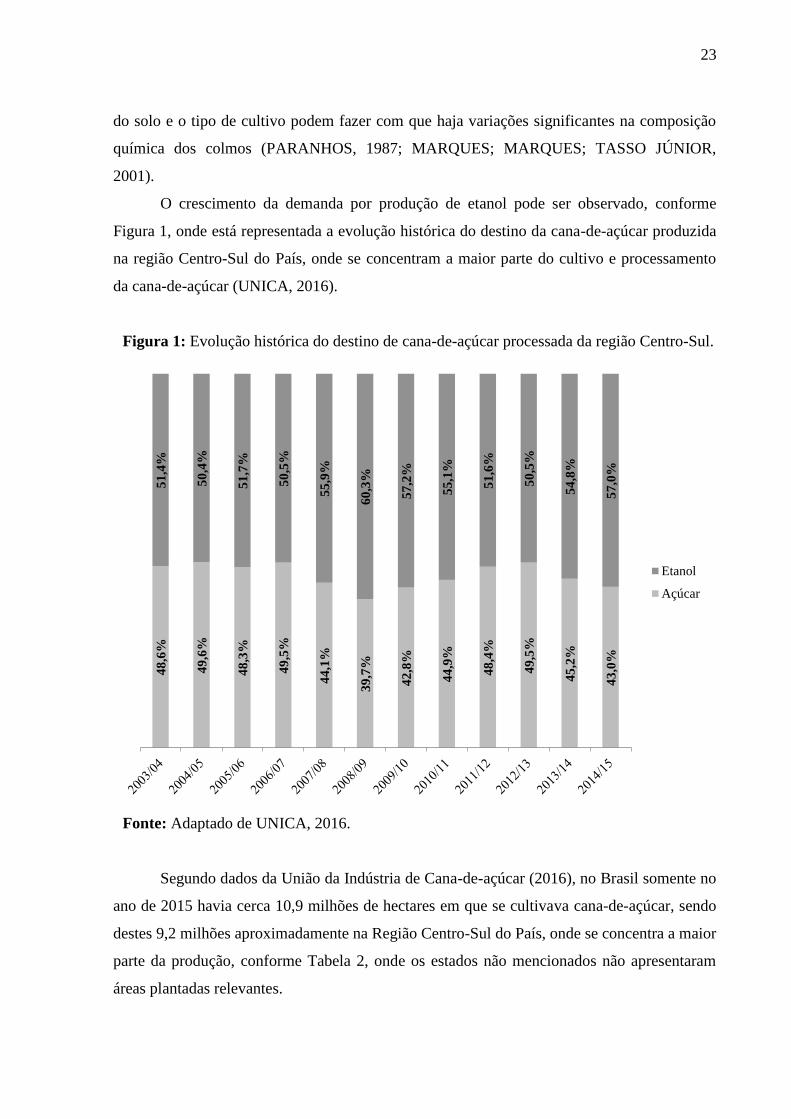
O crescimento da demanda por produção de etanol pode ser observado, conforme
Figura 1, onde está representada a evolução histórica do destino da cana-de-açúcar produzida
na região Centro-Sul do País, onde se concentram a maior parte do cultivo e processamento
da cana-de-açúcar (UNICA, 2016).
Figura 1: Evolução histórica do destino de cana-de-açúcar processada da região Centro-Sul.
Fonte: Adaptado de UNICA, 2016.
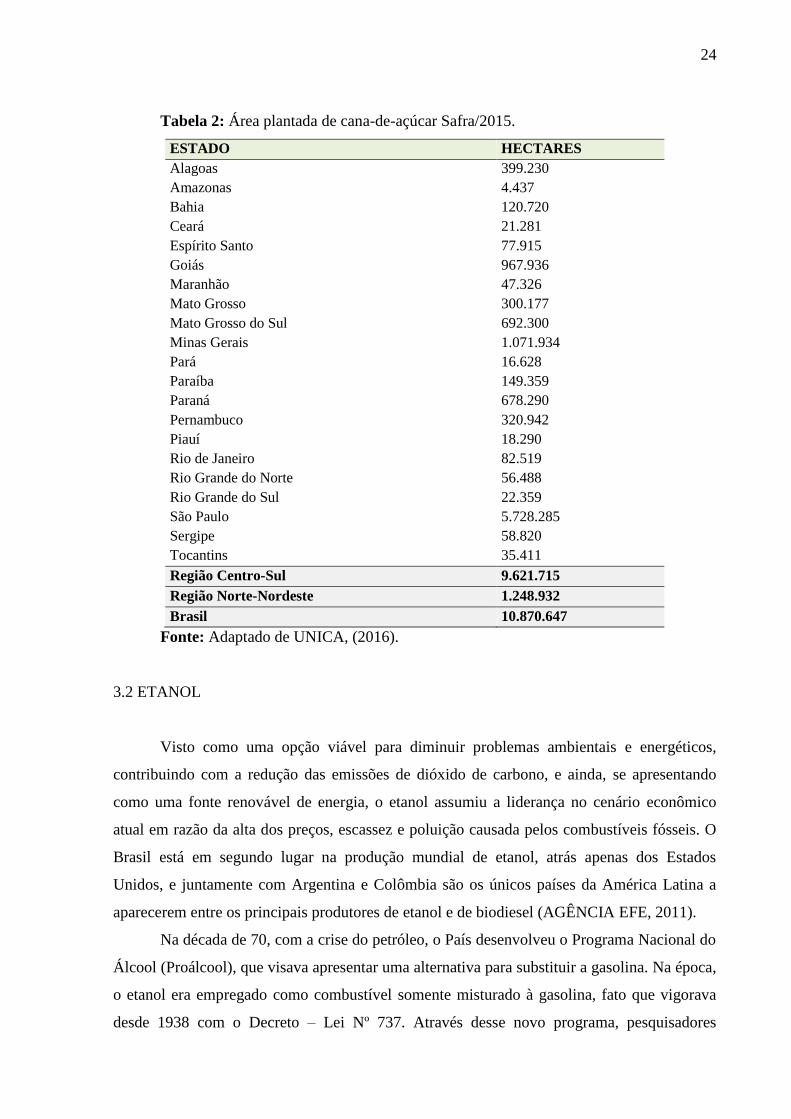
Segundo dados da União da Indústria de Cana-de-açúcar (2016), no Brasil somente no
ano de 2015 havia cerca 10,9 milhões de hectares em que se cultivava cana-de-açúcar, sendo
destes 9,2 milhões aproximadamente na Região Centro-Sul do País, onde se concentra a maior
parte da produção, conforme Tabela 2, onde os estados não mencionados não apresentaram
áreas plantadas relevantes.
48
,6%
49
,6%
48
,3%
49
,5%
44
,1%
39
,7%
42
,8%
44
,9%
48
,4%
49
,5%
45
,2%
43
,0%
51
,4%
50
,4%
51
,7%
50
,5%
55
,9%
60
,3%
57
,2%
55
,1%
51
,6%
50
,5%
54
,8%
57
,0%
Etanol
Açúcar
24
Tabela 2: Área plantada de cana-de-açúcar Safra/2015.
ESTADO HECTARES
Alagoas 399.230
Amazonas 4.437
Bahia 120.720
Ceará 21.281
Espírito Santo 77.915
Goiás 967.936
Maranhão 47.326
Mato Grosso 300.177
Mato Grosso do Sul 692.300
Minas Gerais 1.071.934
Pará 16.628
Paraíba 149.359
Paraná 678.290
Pernambuco 320.942
Piauí 18.290
Rio de Janeiro 82.519
Rio Grande do Norte 56.488
Rio Grande do Sul 22.359
São Paulo 5.728.285
Sergipe 58.820
Tocantins 35.411
Região Centro-Sul 9.621.715
Região Norte-Nordeste 1.248.932
Brasil 10.870.647
Fonte: Adaptado de UNICA, (2016).
3.2 ETANOL
Visto como uma opção viável para diminuir problemas ambientais e energéticos,
contribuindo com a redução das emissões de dióxido de carbono, e ainda, se apresentando
como uma fonte renovável de energia, o etanol assumiu a liderança no cenário econômico
atual em razão da alta dos preços, escassez e poluição causada pelos combustíveis fósseis. O
Brasil está em segundo lugar na produção mundial de etanol, atrás apenas dos Estados
Unidos, e juntamente com Argentina e Colômbia são os únicos países da América Latina a
aparecerem entre os principais produtores de etanol e de biodiesel (AGÊNCIA EFE, 2011).
Na década de 70, com a crise do petróleo, o País desenvolveu o Programa Nacional do
Álcool (Proálcool), que visava apresentar uma alternativa para substituir a gasolina. Na época,
o etanol era empregado como combustível somente misturado à gasolina, fato que vigorava
desde 1938 com o Decreto – Lei Nº 737. Através desse novo programa, pesquisadores
25
brasileiros receberam apoio para o desenvolvimento de processos de produção de
biocombustíveis com baixos custos, e em razão da baixa nos preços do açúcar na época, a
melhor alternativa era a produção de etanol a partir da cana-de-açúcar por via fermentativa.
Esta metodologia foi novamente retomada, no início do século XXI, quando a certeza de
escassez e da crescente elevação dos preços nos combustíveis fósseis se intensificou
(ALTINTAS et al., 2002).
Os principais fatores que garantiram a continuidade desse projeto bioenergético até os
dias atuais foram seu desempenho na diminuição das emissões de dióxido de carbono (CO2),
sua eficiência energética e seu potencial para o desenvolvimento da agricultura brasileira.
Com isso, o setor sucroalcooleiro vem crescendo e cada vez mais busca por alternativas que
aumentem a produção de etanol. Um dos motivos desse aumento produtivo pode ser oriundo
da procura por veículos “flex”, que possibilitam a escolha do combustível, o consumidor
tende, em sua grande maioria, optar pelo etanol (TRIANA, 2011).
Nos anos de 1975 a 1994, com o auxílio de tecnologias capazes de melhorar o
desempenho da produção do setor, a capacidade de moagem foi aumentada em 100%, e assim
o processo de extração conseguiu elevar sua eficiência de 93% para 97%, enquanto o processo
fermentativo aumentou sua eficiência de 80% para 91%. Sendo assim, como consequência a
recuperação geral na produção de álcool aumentou em 30% e o consumo de vapor na
destilação conseguiu ser reduzido em 44%. Este entre outros indicadores, apontavam o
avanço tecnológico do setor sucroalcooleiro brasileiro (ABARCA, 2005).
Uma das opções para exploração de fontes alternativas de energia é a conversão de
biomassa em biocombustível que representa forte tendência para a redução de gases
poluentes, tais como dióxido de carbono (CO2), óxidos de nitrogênio (NOx) e enxofre (SOx)
(GHORBANI, 2010). Atualmente, para a produção de etanol, a conversão de material
lignocelulósico ou biomassa em açúcares fermentados, se mostra promissora no intuito de
aumentar a produção, a fim de atender a demanda mundial, que é cada vez maior
(BUCKERIDGE; SANTOS; SOUZA, 2010).
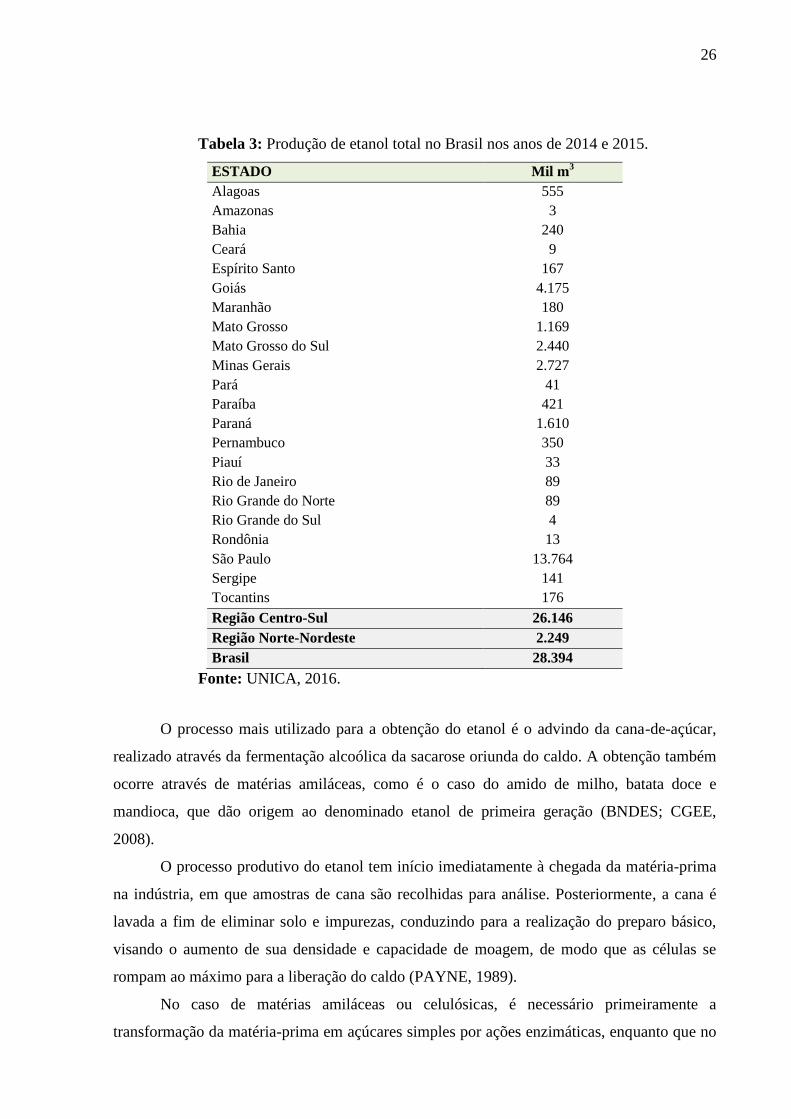
O Brasil possui um grande número de destilarias de etanol, estando distribuídas pelo
país da seguinte forma: 43% em São Paulo; 9% em Minas Gerais; 8% havendo tendências de
descentralização e reinstalação nos estados do Mato Grosso do Sul, parte do Triângulo
Mineiro e para Goiás (KOHLHEPP, 2010). Dados da União da Indústria de Cana-de-açúcar, o
etanol total produzido no Brasil nos anos de 2014 e 2015 foi de aproximadamente 28,4 mil
m3, ficando a região Centro-Sul com mais de 91% dessa produção, conforme aponta a Tabela
3.
26
Tabela 3: Produção de etanol total no Brasil nos anos de 2014 e 2015.
ESTADO Mil m3
Alagoas 555
Amazonas 3
Bahia 240
Ceará 9
Espírito Santo 167
Goiás 4.175
Maranhão 180
Mato Grosso 1.169
Mato Grosso do Sul 2.440
Minas Gerais 2.727
Pará 41
Paraíba 421
Paraná 1.610
Pernambuco 350
Piauí 33
Rio de Janeiro 89
Rio Grande do Norte 89
Rio Grande do Sul 4
Rondônia 13
São Paulo 13.764
Sergipe 141
Tocantins 176
Região Centro-Sul 26.146
Região Norte-Nordeste 2.249
Brasil 28.394
Fonte: UNICA, 2016.
O processo mais utilizado para a obtenção do etanol é o advindo da cana-de-açúcar,
realizado através da fermentação alcoólica da sacarose oriunda do caldo. A obtenção também
ocorre através de matérias amiláceas, como é o caso do amido de milho, batata doce e
mandioca, que dão origem ao denominado etanol de primeira geração (BNDES; CGEE,
2008).
O processo produtivo do etanol tem início imediatamente à chegada da matéria-prima
na indústria, em que amostras de cana são recolhidas para análise. Posteriormente, a cana é
lavada a fim de eliminar solo e impurezas, conduzindo para a realização do preparo básico,
visando o aumento de sua densidade e capacidade de moagem, de modo que as células se
rompam ao máximo para a liberação do caldo (PAYNE, 1989).
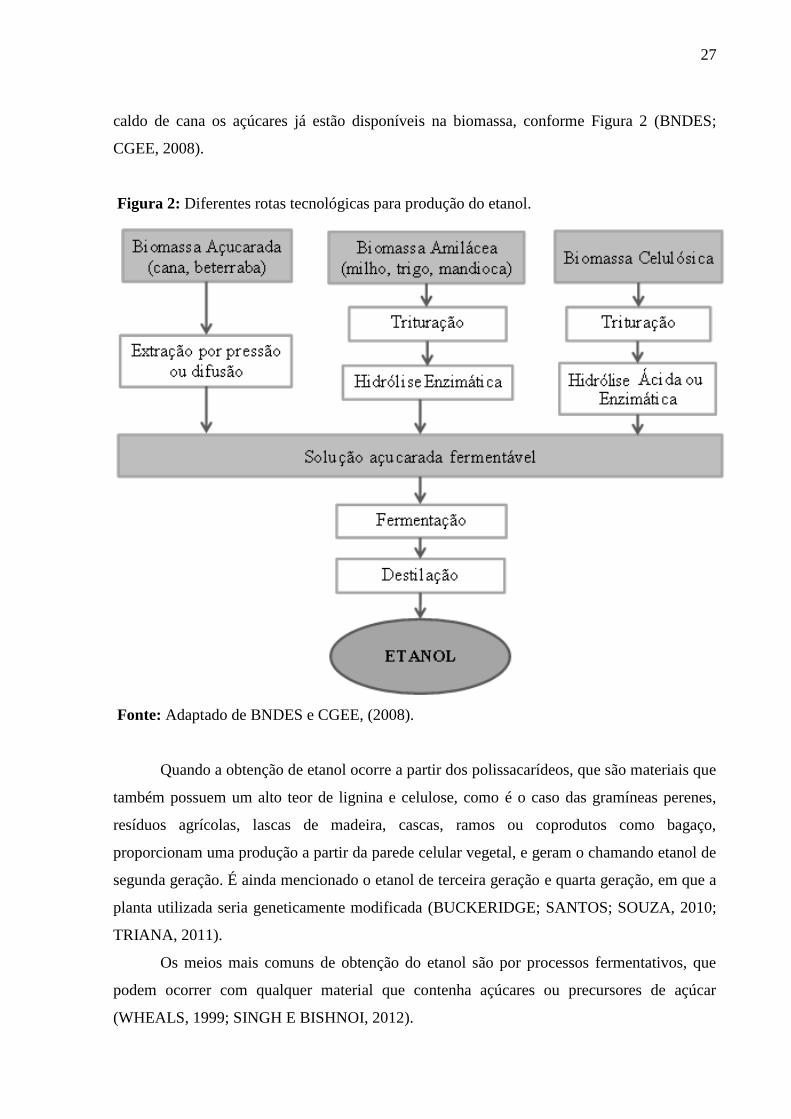
No caso de matérias amiláceas ou celulósicas, é necessário primeiramente a
transformação da matéria-prima em açúcares simples por ações enzimáticas, enquanto que no
27
caldo de cana os açúcares já estão disponíveis na biomassa, conforme Figura 2 (BNDES;
CGEE, 2008).
Figura 2: Diferentes rotas tecnológicas para produção do etanol.
Fonte: Adaptado de BNDES e CGEE, (2008).
Quando a obtenção de etanol ocorre a partir dos polissacarídeos, que são materiais que
também possuem um alto teor de lignina e celulose, como é o caso das gramíneas perenes,
resíduos agrícolas, lascas de madeira, cascas, ramos ou coprodutos como bagaço,
proporcionam uma produção a partir da parede celular vegetal, e geram o chamando etanol de
segunda geração. É ainda mencionado o etanol de terceira geração e quarta geração, em que a
planta utilizada seria geneticamente modificada (BUCKERIDGE; SANTOS; SOUZA, 2010;
TRIANA, 2011).
Os meios mais comuns de obtenção do etanol são por processos fermentativos, que
podem ocorrer com qualquer material que contenha açúcares ou precursores de açúcar
(WHEALS, 1999; SINGH E BISHNOI, 2012).
28
A levedura comumente utilizada para fermentação alcoólica Saccharomyces
cerevisiae, possuindo capacidade de fermentar grandes quantidades de açúcares, em
condições adequadas. São utilizados ainda outros microrganismos, como Leuconostocoenos e
Zymomonasmobilis, que tornam o processo de produção de etanol viável (GHORBANI,
2010).
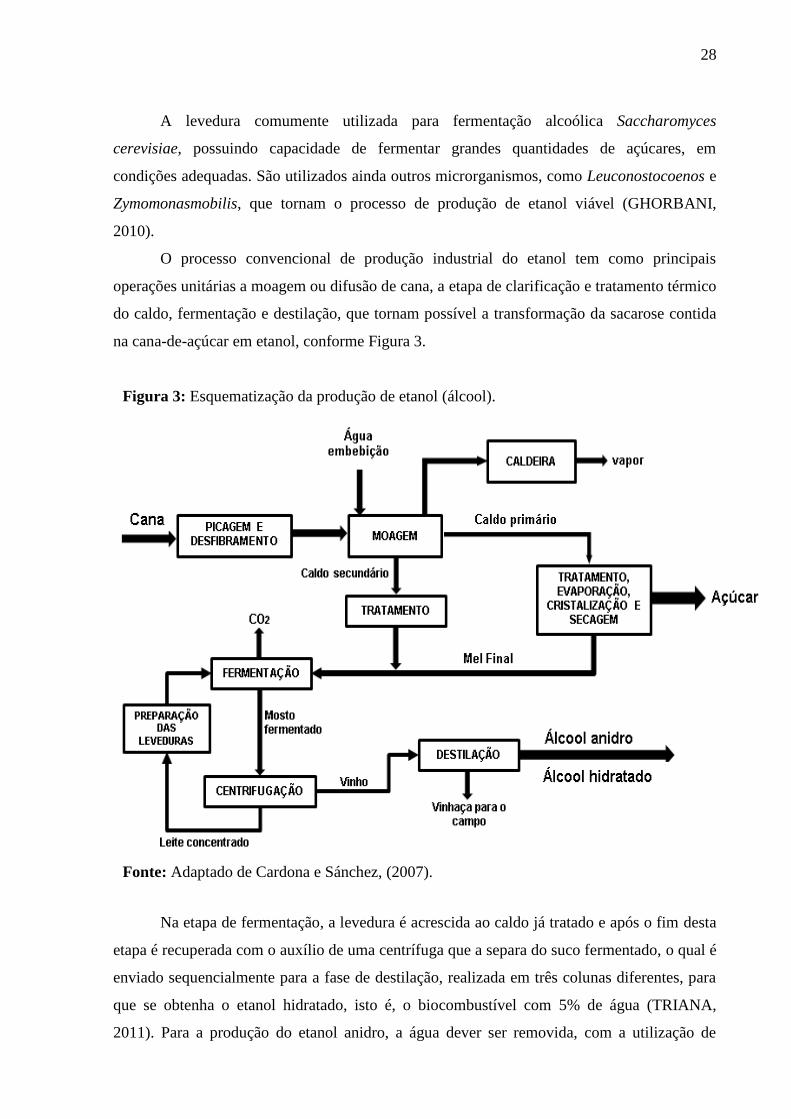
O processo convencional de produção industrial do etanol tem como principais
operações unitárias a moagem ou difusão de cana, a etapa de clarificação e tratamento térmico
do caldo, fermentação e destilação, que tornam possível a transformação da sacarose contida
na cana-de-açúcar em etanol, conforme Figura 3.
Figura 3: Esquematização da produção de etanol (álcool).
Fonte: Adaptado de Cardona e Sánchez, (2007).
Na etapa de fermentação, a levedura é acrescida ao caldo já tratado e após o fim desta
etapa é recuperada com o auxílio de uma centrífuga que a separa do suco fermentado, o qual é
enviado sequencialmente para a fase de destilação, realizada em três colunas diferentes, para
que se obtenha o etanol hidratado, isto é, o biocombustível com 5% de água (TRIANA,
2011). Para a produção do etanol anidro, a água dever ser removida, com a utilização de
29
peneiras moleculares que a adsorvem ou por meio da utilização de ciclohexano. Após o
processo de destilação, é gerado um resíduo aquoso conhecido no Brasil como vinhaça, que
representa de 10 a 15 partes do volume de etanol anidro produzido (WHEALS, 1999).
Na obtenção do etanol, um dos principais parâmetros que exigem maior controle é a
fermentação. Essa necessita de um ambiente controlado e meio de fermentação assépticos
com a presença apenas dos microrganismos desejáveis, responsáveis pela maior eficiência
fermentativa. Vários fatores podem afetar diretamente o rendimento do processo
fermentativo, dentre eles a qualidade da matéria-prima, pH, acidez volátil, presença de
microrganismos contaminantes, temperatura, concentração de açúcares do meio, etanol e
disponibilidade de nutrientes, fazendo com que essa etapa exija maior controle para garantir
sua eficiência (GARCIA, 2009). É preciso garantir a sanidade e qualidade da matéria-prima e
evitar que ocorra o desenvolvimento de outros microrganismos, principalmente bactérias, que
produzem fermentações indesejáveis. Assim, é necessário que as etapas antecessoras a
fermentação seja rigorosamente monitorada, principalmente a etapa do tratamento do caldo,
por seu maior gasto de tempo e insumos que pode apresentar riscos de prejuízo ao processo
(MUTTON, 2008).
3.3 TRATAMENTO DO CALDO
A cana-de-açúcar é uma fonte de sacarose de baixo custo, e representa uma alta
viabilidade econômica para o processo de produção de etanol. No entanto, a eficiência de
algumas etapas de seu processamento vem sendo questionadas, o que remete na constante
busca por melhorias (GHORBANI, 2010). Notificações apontam ainda que sua qualidade vem
sendo prejudicada devido ao atraso na extração do caldo após a colheita da cana, que pode
provocar a oxidação de alguns componentes, causando efeitos negativos ao processo
(YUSOF; SHIAN; OSMAN, 1999; PRATI; MORETTI, 2009). Entre os efeitos indesejados
para o processo, a formação de melanoidinas, provenientes da reação de Maillard entre
açúcares redutores e aminoácidos presentes na cana, está relacionada com a formação de uma
coloração marrom (OLIVEIRA, 2007).
Devido às etapas que antecedem a fase de tratamento do caldo como, o corte de cana,
a colheita, o transporte e as operações de moagem, o caldo pode chegar à etapa de
fermentação como uma mistura complexa, contendo grande número de partículas em
suspensão, que muitas vezes são os componentes integrais da cana-de-açúcar acrescidos de
matérias estranhas advindas dessas outras etapas. O que determina a quantidade relativa dos
30
componentes solúveis do caldo como a sacarose, glicose, frutose, proteínas, oligossacarídeos,
polissacarídeos, ácidos orgânicos, aminoácido e sais, e ainda, componentes em suspensão
constituídos principalmente por bagacilhos (bioproduto lignocelulósico), terra, areia, argila,
amido, ceras, gorduras e gomas nas duas fases são o tipo de solo, a variedade, maturidade e
condição da cana-de-açúcar, além dos meios e condições da colheita (OLIVEIRA, 2007;
DOHERTY, 2011).
O tratamento do caldo serve para remover as impurezas grossas. Após o peneiramento
do caldo que em seguida tratado é com agentes químicos, que tem por objetivo coagular parte
da matéria coloidal como ceras, graxas, proteínas, gomas, pectinas, corantes, e ainda
precipitar certas impurezas como silicatos, sulfatos, ácidos orgânicos, Ca, Mg, K, Na. Esse
tratamento ainda permite a modificação e o controle do pH durante o processo. Para esse
propósito estão relacionadas às etapas de peneiramento, tratamento químico, aquecimento,
decantação e filtragem do caldo (OLIVEIRA, 2007; MENEGUETTI; MEZAROBA: GROFF,
2010).
Para a fabricação de etanol, a eficiência da fermentação está diretamente ligada ao
desempenho do tratamento térmico realizado nessa etapa e, portanto, quanto mais completo
for, maior a produção de etanol por tonelada de cana, desde que ocorra a minimização das
perdas de açúcar no lodo do decantador. O rendimento em etanol na fermentação foi
propiciado principalmente pela redução do teor de impurezas grosseiras presentes no caldo,
tanto de natureza vegetal como mineral, além da redução do número de microrganismos
provenientes do campo, que também podem se multiplicar durante as operações preliminares
do processo (CAMARGO et al.,1990). A coloração amarelada do caldo de cana deve ser
associada à degradação da clorofila, que acontece em meio ácido, pois essa interação provoca
a perda do magnésio das clorofilas, que é substituído por um próton fornecido pelos ácidos,
fazendo com que a tonalidade verde se torne amarelo (IADEROZA; DRAETTA, 1991).
Para o processo convencional de produção de etanol, inicialmente é adicionado
anidrido sulfuroso (SO2) ao caldo, com o objetivo de baixar o seu pH original para
aproximadamente 4,0. Este processo visa inibir reações que causam a formação de cor,
auxiliando na coagulação de colóides solúveis, e consequentemente na sedimentação das
partículas de impureza, diminuindo também a viscosidade do caldo e; consequentemente do
xarope, massas cozidas e méis, o que facilita as operações de evaporação e cozimento.
Posteriormente, o caldo passa pela etapa de calagem (CaO), com o objetivo de eliminar
corantes do caldo, neutralizando ácidos orgânicos e auxiliando na formação de sulfito e
31
fosfato de cálcio, que ao sedimentar, arrastam com eles impurezas presentes no líquido e
elevam o pH do caldo para valores da ordem de 6,8 a 7,2 (MAFRA, 2004).
Em seguida, o caldo vai para a etapa de aquecimento, onde se eleva a temperatura à
aproximadamente 105 ºC, sem adição de produtos químicos, para que a floculação dos
coloides ocorra com maior rapidez e facilidade (ALCARDE, 2000; MENEGUETTI,
MEZAROBA; GROFF, 2010). Esta temperatura proporciona a redução da viscosidade e
densidade do caldo, acelerando a velocidade das reações químicas e, auxiliando no
agrupamento das impurezas na forma de pequenos “flocos”, que são insolúveis a altas
temperaturas, possibilitando sua decantação (SILVA et al., 2008). A etapa de aquecimento
ocorre em aquecedores tubulares, horizontais e/ou verticais, nos quais o caldo circula em alta
velocidade. (CAMARGO et al., 1990; ROZA, 2008). Temperaturas acima do limite de 105 ºC
podem fazer com que as ceras presentes no caldo se emulsionem, dificultando sua separação
(CAMARGO et al., 1990). Fica evidente que temperaturas abaixo de 98 ºC podem diminuir a
eficiência da clarificação, porém, quanto maior a temperatura alcançada, maior o risco de que
as ceras se fundam, prejudicando a chegada ao tanque que precede o clarificador (HUGOT,
1969).
O caldo decantado fica na parte superior do decantador sendo posteriormente enviado
para a etapa de pré-evaporação e o lodo remanescente para novo tratamento. Na pré-
evaporação o caldo passa por um aquecimento a aproximadamente 115 ºC, evaporando água e
sendo concentrado a 20 ºBrix. Isso favorece a fermentação, pois proporciona uma
"esterilização" das bactérias e leveduras que poderiam concorrer com a levedura responsável
pela produção do etanol no processo de fermentação. Sendo assim, devidamente esterilizado e
estando livre de impurezas, o caldo poderá para ser enviado para a fermentação e ser
transformado em etanol (ROZA, 2008).
3.4 FERMENTAÇÃO ALCOÓLICA
A fermentação alcoólica é um processo bioquímico, no qual os microrganismos
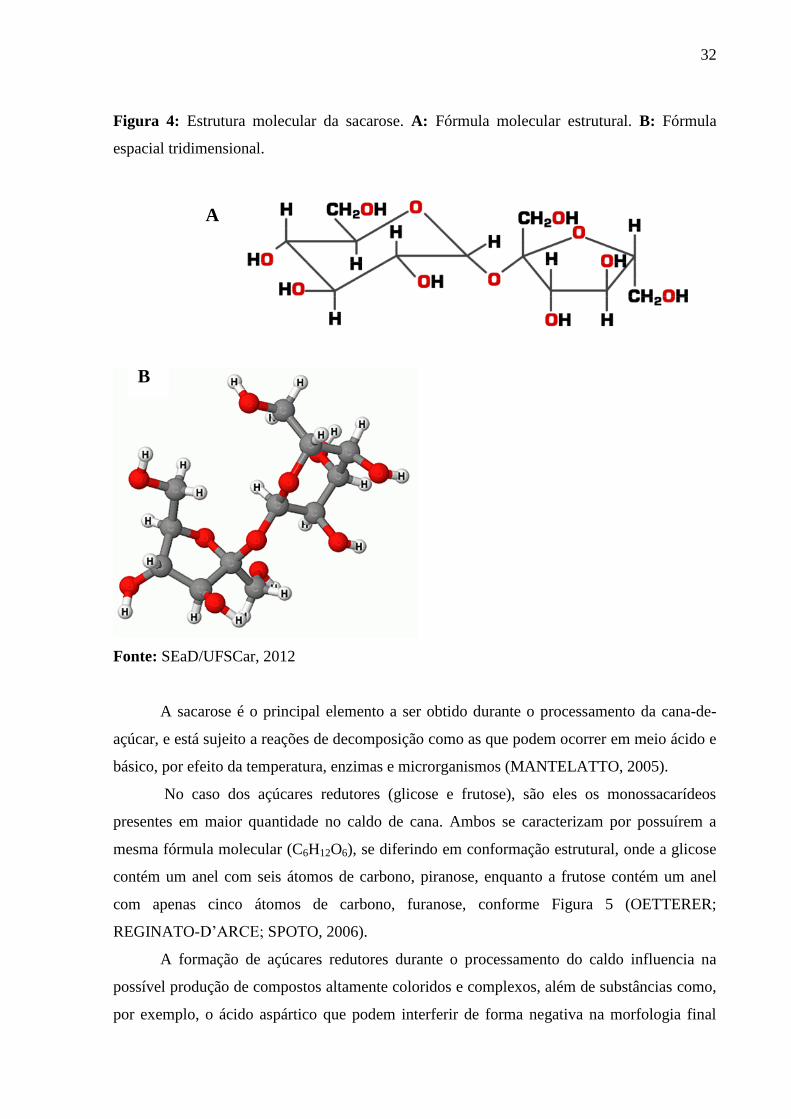
transformam os açúcares (sacarose) em etanol e CO2 (NELSON; COX, 2011). A sacarose é
um dissacarídeo considerado como um dos carboidratos cristalino mais abundante na
natureza, conforme Figura 4. E em meio ácido sofre hidrólise e produz uma mistura
equimolar de D-glicose (Aldose) e D-frutose (Cetose), comumente conhecidos como açúcar
invertido (KHAN, 1984; SNYDER, 1995).
32
Figura 4: Estrutura molecular da sacarose. A: Fórmula molecular estrutural. B: Fórmula
espacial tridimensional.
Fonte: SEaD/UFSCar, 2012
A sacarose é o principal elemento a ser obtido durante o processamento da cana-de-
açúcar, e está sujeito a reações de decomposição como as que podem ocorrer em meio ácido e
básico, por efeito da temperatura, enzimas e microrganismos (MANTELATTO, 2005).
No caso dos açúcares redutores (glicose e frutose), são eles os monossacarídeos
presentes em maior quantidade no caldo de cana. Ambos se caracterizam por possuírem a
mesma fórmula molecular (C6H12O6), se diferindo em conformação estrutural, onde a glicose
contém um anel com seis átomos de carbono, piranose, enquanto a frutose contém um anel
com apenas cinco átomos de carbono, furanose, conforme Figura 5 (OETTERER;
REGINATO-D’ARCE; SPOTO, 2006).
A formação de açúcares redutores durante o processamento do caldo influencia na
possível produção de compostos altamente coloridos e complexos, além de substâncias como,
por exemplo, o ácido aspártico que podem interferir de forma negativa na morfologia final
B
A
33
dos cristais de sacarose, não interferindo, porém, na produção do etanol, pois por serem
açúcares serão também consumidos pela levedura (HONIG, 1953; DELGADO; AZEVEDO
CESAR, 1977).
Figura 5: Estrutura química das moléculas de frutose e glicose que representam os açúcares
redutores do caldo.
Fonte: SEaD/UFSCar, 2012.
A fermentação alcoólica transforma açúcares presentes no mosto em etanol, gás
carbônico e energia, sobre a ação enzimática das leveduras, conforme Equações 1. A sacarose,
se hidrolisa na presença da enzima invertase, produzindo glicose e frutose. Na sequência, sob
ação da enzima zimase, os monossacarídeos são fermentados produzindo etanol e gás
carbônico (CAMARGO et al, 1990).
C12H22O11 + H2O 𝐈𝐧𝐯𝐞𝐫𝐭𝐚𝐬𝐞→ 2 c6H12O6
(1)
2 C6H12O6𝐙𝐢𝐦𝐚𝐬𝐞→ 4 CH3CH2OH + 4CO2 + 47,0 cal
𝐄𝐭𝐚𝐧𝐨𝐥
Os açúcares redutores presentes no mosto não passam pela invertase, acelerando assim
o processo fermentativo. No decorrer da reação, ocorre uma intensa liberação de gás
carbônico e esta pode ser facilmente observada pela formação de bolhas, o que causa uma
ligeira impressão de que uma ebulição está ocorrendo no processo (fervura fria). Dos
metabólitos secretados pelas leveduras, o etanol é produzido em maior quantidade
(CAMARGO et al, 1990; SILVA, 2003). Outros compostos orgânicos como o glicerol, o
34
ácido succínico, os álcoois amílico e isoamílico, são considerados produtos secundários,
porém se dão em quantidades menores neste tipo de fermentação (MUTTON, 2008).
O tempo de fermentação pode variar de 4 a 12 h e ao final deste período, praticamente
todo o açúcar já terá sido consumido, tendo-se uma consequente redução da liberação de
gases. Ao término da fermentação, o teor alcoólico nas dornas de fermentação foi de 7 a 10%,
recebendo essa mistura o nome de vinho fermentado (CAMARGO et al, 1990). Durante todo
o processo fermentativo, a temperatura deve ser mantida baixa (34 °C), pois há uma grande
quantidade de calor liberado. Aqui torna-se necessário que seja realizado um resfriamento do
mosto fermentado, através da circulação de água em serpentinas internas nas dornas, ou em
trocadores de calor, por onde o mosto é bombeado continuamente com água contracorrente.
Após esse processo, o mosto fermentado é enviado para as centrífugas, para que a levedura
usada no processo seja recuperada (RIBEIRO; LOPES; FERRARI, 1987).
3.4.1 Processo Fermentativo
Atualmente, a fermentação alcoólica industrial é um processo conduzido por
leveduras, sendo estas, microrganismos unicelulares, desprovidos de clorofila que possuem
estrutura interna complexa, denominados eucariontes, e são largamente encontrados no
ambiente (SCHWAN; CASTRO, 2001). A partir dessas características é possível realizar o
processo de seleção de cepas industriais mais adequadas ao processo, buscando, alta produção
de etanol e tolerância aos subprodutos produzidos. Com o melhoramento das características
da levedura e do processo de produção de etanol, tem-se um aumento de rendimento e
produtividade dos processos fermentativos, sendo testada também, a utilização de novos
microrganismos, melhores adequações na composição e quantidade de nutrientes do meio,
visando sempre à otimização do processo (AMORIM, 2005).
A habilidade de conversão de açúcares em etanol é característica de um pequeno
grupo de microrganismos, dentre eles a espécie Saccharomyces cereviseae que possui uma
alta eficiência fermentativa, via anaeróbia facultativa. Esta condição a possibilita crescer sob
ambos os meios: aerobiose ou anaerobiose usando, respectivamente, oxigênio molecular ou
outro composto como aceptor final de elétrons ou redutores equivalentes vindos do processo
anabólico (RODRIGUES; LUDOVICO; LEÃO, 2006).
Durante todo o processo de fermentação, as células de leveduras necessitam de um
ambiente com condições nutricionais favoráveis, pois ele influencia diretamente na
multiplicação e no crescimento celular, estando estes ligados à eficiência da transformação de
35
açúcar em álcool (RIBEIRO; LOPES; FERRARI, 1987). Para que a fermentação se dê de
forma vigorosa, as exigências nutricionais da levedura (fermento) devem ser necessariamente
supridas, para que assim, a produção e a viabilidade celular sejam garantidas (SCHWAN;
CASTRO, 2001).
Convencionalmente, a fermentação alcoólica tem sido um processo realizado em
batelada no qual a formação do etanol está ligada ao crescimento da levedura que conduz o
processo. Esta interdependência entre formação do etanol e o crescimento microbiano foi
classificada como fermentação “com crescimento associado”. Apesar de existirem sistemas
fermentativos em fluxo contínuo, a maior parte das unidades produtoras emprega o processo
em batelada, isso se deve a maior facilidade na realização da assepsia e ainda, a opção de não
manter o sistema trabalhando constantemente, o que torna acessível às situações de parada na
usina (GADEN, 1959).
3.4.2 Fatores que influenciam o processo fermentativo
Neste tipo de processo, vários são os fatores que podem influenciar seu rendimento,
dentre eles tem-se fatores químicos (Potencial Hidrogeniônico, tipo de oxigenação, nutrientes,
inibidores), físicos (temperatura, pressão), e microbiológicos (tipo de espécie, linhagem e
concentração da levedura, contaminação bacteriana), que interferem também na eficiência da
conversão de açúcar em etanol (GARCIA, 2009; LIMA et al., 2001). Em meio ao processo
fermentativo, a levedura fica suscetível a inúmeros fatores estressantes, e os mais comumente
citados são os teores alcoólicos elevados, a alta temperatura, a acidez do meio, a possível
presença de sulfito, a contaminação bacteriana (BASSO, 1991; BASSO, 2004).
De uma forma geral, recomendam-se faixas de temperatura entre 25 e 36°C para que a
fermentação aconteça de forma favorável. Temperaturas inferiores a este limite podem
retardar o processo e temperaturas superiores podem ocasionar a evaporação do álcool e
favorecer o aparecimento de contaminações. Esta faixa de temperatura pode ser mantida
através de dispositivos que auxiliam o resfriamento das dornas, e poderá chegar aos 35ºC se
conseguir manter a contaminação entre 5.106 a 1.107 bactérias/mL, pois nesta temperatura a
levedura se multiplicará menos e haverá um aumento no rendimento (AMORIM, 2005;
MENEZES, 1980).
À medida em que a temperatura é aumentada, a contaminação bacteriana pode ser
favorecida e a sensibilidade da levedura à toxidez do etanol fica mais evidente. As linhagens
industriais de S. cerevisiae normalmente apresentam maior resistência a altas temperaturas,
36
mas este fator pode interferir em sua viabilidade celular quando combinado com baixo pH do
meio ou ainda em presença de etanol (SILVA FILHO et al., 2005).
Nos processos industriais, os valores de pH do mosto geralmente ficam na faixa de 4,5
a 5,5. Para que ocorra a reutilização da levedura é necessária a realização de um tratamento
com ácido sulfúrico em pH de 2,0 a 3,2, o qual dura de uma a duas horas e visa reduzir a
carga microbiana. Sendo assim, a fermentação alcoólica é iniciada com valores de pH mais
baixos, finalizando-se com valores de 3,5 a 4,0 (LIMA et al., 2001).
3.4.3 Contaminação dos processos fermentativos
Os prejuízos ocasionados pela contaminação bacteriana durante o processo
fermentativo podem ser iniciados ainda na lavoura, com a matéria-prima. A cana-de-açúcar é
colhida com excesso de contaminantes e aliadas aos problemas existentes, durante as etapas
do tratamento do caldo, elevam consideravelmente o número de bactérias e produtos de seu
metabolismo na fermentação (AMORIM; OLIVEIRA, 1982).
Em avaliações realizadas na flora contaminante nas principais etapas do processo de
produção do etanol, pôde ser verificado que os principais microrganismos no setor de
extração do caldo são basicamente aqueles provenientes do solo e vegetais. Dentre esses,
podemos citar fungos, leveduras, bactérias lácticas e esporogênicas são responsáveis por
contaminação em um ou mais pontos da usina. No processo de extração mecânica, as
bactérias lácticas são extremamente importantes, assim como no setor de fermentação, pois
são consideradas as principais causadoras da fermentação indesejável e ainda podem ser
responsáveis pela floculação das leveduras (MUTTON, 2008).
O desenvolvimento da grande flora microbiana encontrada em todo processo
produtivo do etanol, conforme Figura 6, pode ser atribuído ao fato do caldo de cana-de-açúcar
possuir quantias instáveis de nutrientes orgânicos e inorgânicos, uma elevada atividade de
água (Aa), pH e temperatura favoráveis. As próprias condições de cada etapa do processo de
produção de álcool selecionam o desenvolvimento de microrganismos, sendo que todo o
processo está sujeito à contaminação, desde a cana-de-açúcar no campo até a fermentação do
seu caldo (GALLO, 1990).
Na fermentação alcoólica industrial, frequentemente há contaminação por este tipo de
bactérias, sobretudo, do gênero Lactobacillus. Em meio aos microrganismos que podem
causar a biodeterioração da cana cortada, os que provocam maiores prejuízos são as bactérias
responsáveis pela produção de ácido lático, habitualmente, conhecidas como bactérias do
37
ácido lático (BAL), estimando-se uma perda diária de sacarose recuperável na ordem de
4,75% (VALSECHI, 2005).
Figura 6: Fluxograma da fermentação em batelada, onde se destacam ( ) os possíveis
pontos de contaminação do processo, sendo essa contaminação por bactérias ou leveduras.
Fonte: Adaptado de Ferreira, 2008.
A capacidade de causar problemas na floculação não pode ser conferida a todas as
linhagens de Lactobacillus, porém, algumas linhagens de L. fermentum, L. plantarum, L.
fructivorans, L. fructosus e L. buchneri, mostraram uma elevada eficiência na promoção da
floculação de leveduras enquanto que as linhagens de B. subtilis e B. coagulans não
(YOKOYA, OLIVA-NETO, 1991; ALCARDE; YOKOYA, 2003). São considerados, além
dos Lactobacillus, os Sporolactobacillus como agentes causadores da floculação
(ZARATTINI et al., 1993; YOKOYA, 2003). Mesmo com a realização de um tratamento
térmico ou antimicrobiano eficiente, a toxidez dos produtos metabólicos produzidos pela L.
fermentum podem se manifestar, causando grandes prejuízos às leveduras responsáveis pela
fermentação (OLIVEIRA-FREGUGLIA; HORII, 1998).
A importância de analisar os microrganismos contaminantes e os reflexos por eles
causados sobre todo processo fermentativo se dá a partir da necessidade de diminuir os sérios
prejuízos causados as leveduras, que refletem diretamente na produtividade e no rendimento
desse processo (CAMOLEZ; MUTTON, 2005). Os maiores danos acarretados pela
38
contaminação bacteriana são a deterioração da sacarose e o desenvolvimento de ácidos
orgânicos que resultam na perda de açúcar e consequente queda do desempenho fermentativo
ocasionado pela intoxicação das leveduras (OLIVA-NETO; YOKOYA, 1997).
O fenômeno denominado floculação ocorre na fermentação alcoólica sendo
caracterizado pelo agrupamento de células de leveduras que formam conglomerados de
diâmetros bem maiores ao da célula individualizada e, quando a fase tumultuosa da
fermentação é finalizada, ou ainda quando a agitação mecânica no fermentador é
descontinuada, ocorre uma rápida sedimentação desses flocos estimulada por bolhas de gases.
Ao formar flocos de leveduras, a conversão de açúcar em etanol e CO2 ficam comprometidas,
pois há uma redução da superfície de contato direto das células e o mosto. Ressaltando ainda,
que as indústrias que empregam o processo de reaproveitamento de leveduras encontram
muita dificuldade, pois as etapas de recuperação do produto são prejudicadas pela presença de
estruturas desse nível (LUDWIG; OLIVA NETO; ANGELIS, 2001).
Com o aparecimento de contaminantes na fermentação a floculação da levedura é
potencialmente prejudicado, podendo ocasionar o detrimento do fermento que fica
sedimentado no fundo das dornas ou nas centrífugas, aumentando o tempo necessário para
fermentação causado pela queda do teor de fermento nas dornas, podendo ainda causar uma
contaminação intensa acabando com uma fermentação (TROMBINI et al., 1988). O
transtorno se agrava ainda mais com a utilização do método de reciclagem de leveduras, a fim
de que haja um aumento na produtividade e uma redução no tempo e no custo da fermentação,
pois essa prática, caso seja mal executada, pode causar um acúmulo de contaminantes a cada
ciclo do processo (YOKOYA; OLIVA-NETO, 1991).
3.4.4 Métodos de combate à contaminação
Na indústria sucroalcooleira, uma das maiores dificuldades é a contaminação causada
por microrganismos no processo de produção de álcool, representados pelas bactérias e
leveduras selvagens que se instalam em várias etapas do processo. Estes contaminantes
podem causar inúmeros problemas, dentre eles: o consumo de açúcar fermentável, queda na
viabilidade de levedura, ocasionado por toxinas excretadas no meio, a floculação das células,
o que causa perda de fermento no fundo da dorna ou centrífuga e a consequente queda do
rendimento do processo (AMORIM et.al., 1989). Outra preocupação vem com a capacidade
que a contaminação por determinados microrganismos tem de formar gomas, principalmente
a dextrana (polímeros de glicose produzidos a partir de sacarose principalmente por bactérias
39
do gênero Leuconostoc), que é capaz de aumentar a viscosidade do caldo e causar problemas
de ordem operacional na indústria (TILBURY, 1975).
Os métodos tradicionalmente utilizados na indústria para o tratamento do mosto
visando à redução de sua carga microbiana contaminante priorizam o emprego de antibióticos
e o de ácido sulfúrico concentrado. Estudos estão sendo realizados a fim de verificar a ação de
novos agentes antimicrobianos frente à sensibilidade das bactérias contaminantes
(STUPIELLO, 1993; OLIVEIRA et al., 1996; ALCARDE, 2000; LIMA et al., 2001). Para
tratamento do fermento, o método mais comum na indústria sucroalcooleira é o da utilização
do ácido sulfúrico concentrado, que visa à redução da carga microbiana contaminante
(SOUZA; MUTTON, 2004). O ácido sulfúrico frequentemente utilizado é do tipo comercial
com 98% de concentração, embora não seja aplicado em grandes quantidades, este ácido tem
um alto poder corrosivo, oxidativo e de desidratação, constituindo assim um sério risco tanto
para a unidade industrial quanto para o pessoal envolvido em seu manuseio. Assim, sua
instalação, armazenamento e distribuição devem ser projetados seguindo medidas de
segurança (COPERSUCAR, 1983; NOBRE, 2005).
Estudos mostraram que o fermento tratado com ácido sulfúrico conseguiu reduzir em
média 44,5 % da flora bacteriana durante duas horas de tratamento com pH igual a 2,0. E
ainda que, com a aplicação dos antimicrobianos virginiamicina, penicilina e cloranfenicol em
mostos contaminados com uma mistura de microrganismos foram alcançadas uma alta
eficácia da fermentação, aumentando consideravelmente seu rendimento (GALLO, 1989;
ALVES, 1994). Porém, os altos custos dos antibióticos e seu baixo custo-benefício restringem
sua utilização por indústrias do segmento, agravados pelo fato de que este produto exigiria
uma aplicação constante (BEVAN; BOND, 1971). Levando em consideração o fato de que as
bactérias podem desenvolver resistência aos antibióticos, a tática de inocular uma taxa
elevada de leveduras é uma alternativa que visa minimizar os efeitos indesejáveis ocasionados
pela contaminação bacteriana (NARENDRANAT; POWER 2004).
A radiação ionizada se apresenta como uma opção para a descontaminação do mosto
de cana-de-açúcar, pois tem o poder de alterar o DNA celular e, assim, afetar as funções
celulares e levar a morte das células (URBAIN, 1986). Em estudos realizados nesta mesma
vertente, apontam que a irradiação por micro-ondas aplicada para inativação de linhagens do
tipo L. plantarum, mostrou-se mais eficiente que o método de tratamento por calor (50ºC por
30 minutos) mais convencional, não sendo observadas alterações consideráveis na capacidade
fermentativa das leveduras, que foram adicionadas após os tratamentos de inativação (SHIN;
PYUN, 1997). Em pesquisas que visavam à aplicação de uma metodologia que ocasionasse o
40
controle de contaminações microbianas, especialmente as bactérias produtoras de ácido lático
(BAL), submeteram-se as linhagens CCT4143; CCT4144; CCT4145; CCT4146 e FT038B de
Lactobacillus fermentum a um aquecimento provocado por radiações eletromagnéticas
(micro-ondas) e um aquecimento convencional, verificando-se que a eliminação total de L.
fermentum quando irradiadas com micro-ondas (2450 MHz), se deu em nove segundos
atingindo uma temperatura de 58,3 °C, enquanto o aquecimento convencional atingiu essa
mesma temperatura após 10 minutos, conseguindo uma diminuição de 80% (VALSECHI,
2005).
3.5 TRATAMENTO TÉRMICO
A aplicação do tratamento térmico para descontaminação na indústria sucroalcooleira
é largamente utilizada e visa uma inativação enzimática, redução da carga microbiana e ainda
destruir bactérias patogênicas, com a finalidade de conservar os nutrientes do meio. A sua
intensidade depende, sobretudo, do valor do pH, da composição e das características físicas
do mosto, sendo necessária uma combinação dos parâmetros tempo-temperatura
(BARUFFALDI; OLIVEIRA, 1998).
Como a temperatura influencia diretamente a fermentação, quanto mais elevada ela
for, melhor será o desempenho fermentativo, no entanto, quando abaixo dos 12º C, este
desempenho se torna pouco possível. Temperaturas muito elevadas retardam a ação das
leveduras responsáveis pela produção do etanol, favorecendo o aparecimento indesejável da
acidez volátil (aumento na concentração de ácido acético no mosto), exigindo assim que se
tenha um maior controle nessa etapa e podendo prolongar, consequentemente, o tempo de
fermentação de um mosto em várias horas. Na indústria são utilizados vários meios de
controlar a temperatura de fermentação, que podem variar desde sistemas elétricos de
refrigeração a simples adegas bem frescas (GOUVEIA, 2006).
O aquecimento do caldo pode ser obtido através do aumento da temperatura pelo
vapor proveniente do processo de concentração do caldo (conhecido como vapor de escape ou
vapor vegetal que vem dos evaporadores), em trocadores de calor do tipo tubular,
denominados aquecedores, chegando a temperaturas entre 90° a 105°C. Este aquecimento
visa à remoção de albuminas e impurezas coloidais, levando à sua separação por floculação e
precipitação nos decantadores, deixando o caldo apropriado à decantação e pasteurização,
estando assim, consideravelmente isento de bactérias contaminantes. Este processo visa ainda
41
degradar proteínas do caldo de cana, auxiliando em uma menor formação de espuma nas
dornas, durante a fase de fermentação (MARAFANTE, 1993).
Testes ainda constataram que determinadas bactérias dos gêneros Sporolactobacillus e
Bacillus demonstram uma resistência térmica relativamente baixa e que o procedimento de
decantação pode assegurar a total eliminação dos lactobacilos contaminantes da fermentação
alcoólica, de modo que eles só podem aparecer na fermentação por recontaminação. Para os
testes, utilizaram-se decantadores rápido sem bandeja, com tempo médio de residência de
1,15 horas e decantadores convencionais com bandeja (2,5 horas), chegando assim, a uma
temperatura ideal de exterminação de 93,61 °C (NOLASCO, 2005).
Na etapa da calagem, onde o pH do caldo normalmente se encontra acima de 6,0, o
crescimento microbiano nos difusores, encontra condições ideais para seu desenvolvimento.
Sendo assim, a temperatura nos difusores necessita ser maior que 75 ºC, visando evitar o
crescimento bacteriano. Temperaturas inferiores proporcionam o crescimento de bactérias
láticas que consomem os açúcares do caldo, ocasionando a diminuição do ºBrix e aumentando
a quantidade de ácido lático acarretando prejuízos à fermentação (CHEN, 1985).
Fica evidente a influência que a temperatura exerce sobre o desempenho da
fermentação sendo um fator que deve ser avaliado em todas as etapas de produção. O
tratamento térmico será diretamente responsável pela eficácia do processo, visando diminuir a
infestação microbiana e inativar enzimas que poderão causar a deterioração dos nutrientes
durante o armazenamento (AMORIM et al., 1989). Sendo assim, quaisquer novas tecnologias
empregadas a fim de melhorar essa etapa do processo de produção do etanol, deverão ser
consideradas para aperfeiçoá-los, buscando sempre a diminuição de tempo e custos que o
envolvem.
3.6 ENERGIA DE MICRO-ONDAS
Em 1864 foi proposta por James Clerk Maxwell a existência de ondas
eletromagnéticas, mas só em 1888, Heinrich Hertz ao construir um dispositivo capaz de
produzir ondas de rádio, pôde demonstrar a real existência de tais ondas (NUNES, 2009).
Então, a partir do grande desenvolvimento tecnológico em meio a segunda guerra mundial, se
deu o início da produção dos primeiros fornos micro-ondas, tornando possível sua utilização
em processos de aquecimento, já que possuíam potência suficiente para fornecer rápida
energia e aquecer certos materiais (JONES, 2001).
As micro-ondas geradas são radiações eletromagnéticas não ionizantes, contendo
42
bandas de frequência entre 0,3 e 300 GHz e que corresponde a comprimentos de onda
alterando de 0,001 a 1 m. Induzida pelo campo elétrico das radiações de materiais dielétricos,
os efeitos são originados da reorganização das cargas das moléculas polares (polarização) e
dos íons livres, designadamente, promovendo o alinhamento das cargas livres e dos dipolos
na direção do campo. Influenciado pela agitação térmica do sistema e pelas influencias
intermoleculares, denomina-se aquecimento dielétrico, a fricção entre as cargas em
movimento e as moléculas, resultando na liberação de energia na forma de calor e o
consequente aumento da temperatura do sistema. (FORTUNY, 2008).
Para ocorrer o aquecimento por micro-ondas é necessário que o material absorva a
energia procedente das micro-ondas, que por fim, será convertida em calor. É devido aos
mecanismos dipolar e iônico que esse aquecimento acontece. Devido à característica dipolar
da água presente, ele causa o efeito dielétrico que pode ser explicado pela variação do campo
elétrico nas moléculas que continuam polarizadas e tendem a se realinhar na direção do
campo elétrico. A alta frequência do campo elétrico faz com que o realinhamento ocorra
milhões de vezes por segundo causando, desta forma, o aquecimento volumétrico do material
(SOUZA; MIRANDA, 2011; CHANDRASEKARAN; RAMANATHAN; BASAK, 2013).
Por haver uma diminuição do tempo de reação e redução de produtos indesejáveis é
viável a utilização da irradiação de micro-ondas em lugar do aquecimento convencional nas
reações orgânicas, visto que a utilização de micro-ondas fornece o aquecimento que deixa a
distribuição de calor através do produto mais uniforme e rápido (SOUZA; MIRANDA, 2011).
No comércio, os equipamentos de micro-ondas são na maioria das vezes projetados para
operar sob frequência constante no valor de 2,45 GHz. Com isso, o exclusivo parâmetro capaz
de influenciar as propriedades dielétricas, é a temperatura do sistema, que aumenta durante o
aquecimento do material. (FORTUNY, 2008).
Este tipo de irradiação se sobressai no processamento de materiais por possuir a
capacidade de penetrar na matéria depositando energia e converter em calor que podem ser
transferidos por todo o volume do material. Isso acontece por interações moleculares com o
campo eletromagnético (CHANDRASEKARAN; RAMANATHAN; BASAK, 2013). As
micro-ondas são refletidas por superfícies metálicas e refratadas por materiais dielétricos, pois
a radiação pode sofrer fenômenos de reflexão, transmissão e absorção (ENGELDER;
BUFFLER, 1991). Por isso, a irradiação por micro-ondas se difere dos tratamentos térmicos
convencionais, pois o calor latente penetra nas amostras por meio de transferência de calor e
na energia eletromagnética das micro-ondas, com isso, é possível gerar calor penetrando
profundamente nas amostras. A faixa da irradiação micro-ondas no espectro eletromagnético,
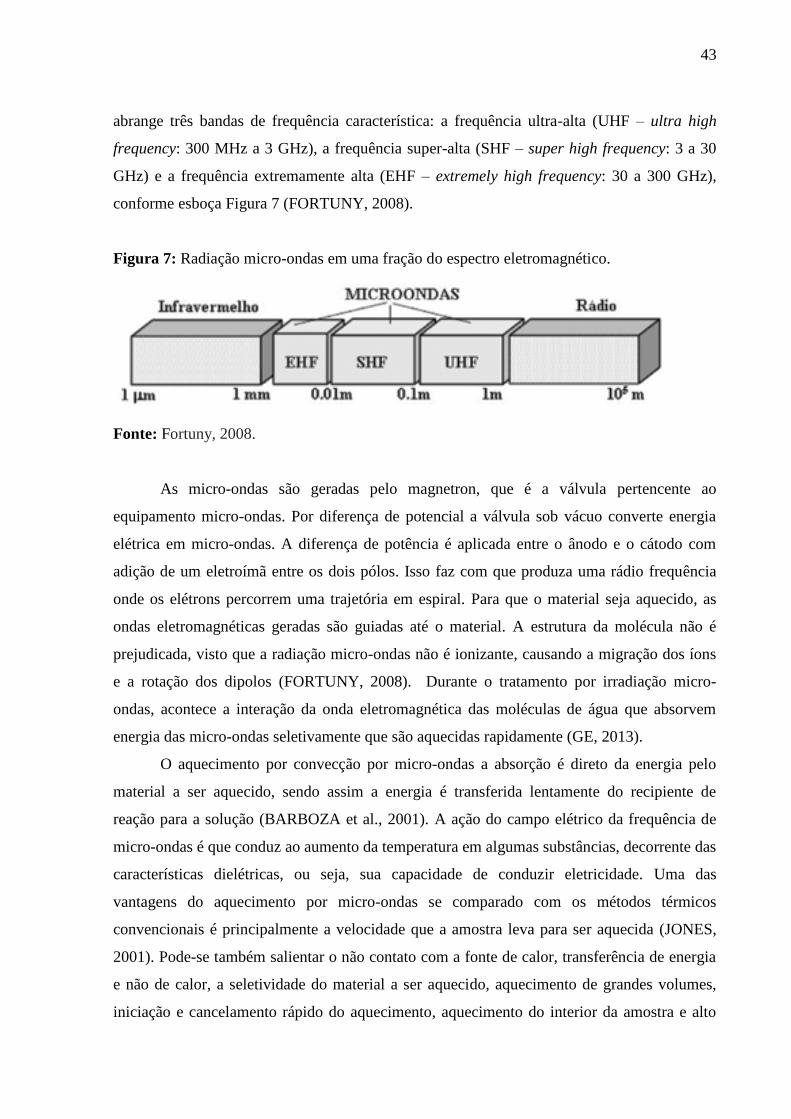
43
abrange três bandas de frequência característica: a frequência ultra-alta (UHF – ultra high
frequency: 300 MHz a 3 GHz), a frequência super-alta (SHF – super high frequency: 3 a 30
GHz) e a frequência extremamente alta (EHF – extremely high frequency: 30 a 300 GHz),
conforme esboça Figura 7 (FORTUNY, 2008).
Figura 7: Radiação micro-ondas em uma fração do espectro eletromagnético.
Fonte: Fortuny, 2008.
As micro-ondas são geradas pelo magnetron, que é a válvula pertencente ao
equipamento micro-ondas. Por diferença de potencial a válvula sob vácuo converte energia
elétrica em micro-ondas. A diferença de potência é aplicada entre o ânodo e o cátodo com
adição de um eletroímã entre os dois pólos. Isso faz com que produza uma rádio frequência
onde os elétrons percorrem uma trajetória em espiral. Para que o material seja aquecido, as
ondas eletromagnéticas geradas são guiadas até o material. A estrutura da molécula não é
prejudicada, visto que a radiação micro-ondas não é ionizante, causando a migração dos íons
e a rotação dos dipolos (FORTUNY, 2008). Durante o tratamento por irradiação micro-
ondas, acontece a interação da onda eletromagnética das moléculas de água que absorvem
energia das micro-ondas seletivamente que são aquecidas rapidamente (GE, 2013).
O aquecimento por convecção por micro-ondas a absorção é direto da energia pelo
material a ser aquecido, sendo assim a energia é transferida lentamente do recipiente de
reação para a solução (BARBOZA et al., 2001). A ação do campo elétrico da frequência de
micro-ondas é que conduz ao aumento da temperatura em algumas substâncias, decorrente das
características dielétricas, ou seja, sua capacidade de conduzir eletricidade. Uma das
vantagens do aquecimento por micro-ondas se comparado com os métodos térmicos
convencionais é principalmente a velocidade que a amostra leva para ser aquecida (JONES,
2001). Pode-se também salientar o não contato com a fonte de calor, transferência de energia
e não de calor, a seletividade do material a ser aquecido, aquecimento de grandes volumes,
iniciação e cancelamento rápido do aquecimento, aquecimento do interior da amostra e alto
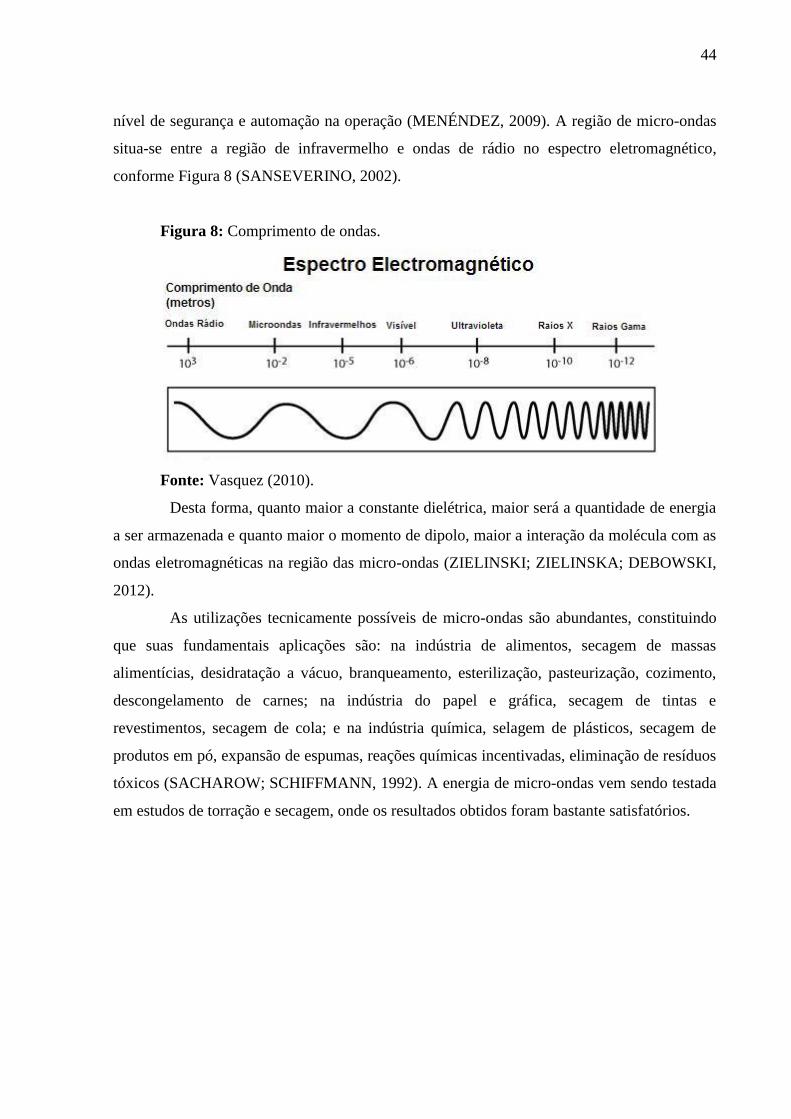
44
nível de segurança e automação na operação (MENÉNDEZ, 2009). A região de micro-ondas
situa-se entre a região de infravermelho e ondas de rádio no espectro eletromagnético,
conforme Figura 8 (SANSEVERINO, 2002).
Figura 8: Comprimento de ondas.
Fonte: Vasquez (2010).
Desta forma, quanto maior a constante dielétrica, maior será a quantidade de energia
a ser armazenada e quanto maior o momento de dipolo, maior a interação da molécula com as
ondas eletromagnéticas na região das micro-ondas (ZIELINSKI; ZIELINSKA; DEBOWSKI,
2012).
As utilizações tecnicamente possíveis de micro-ondas são abundantes, constituindo
que suas fundamentais aplicações são: na indústria de alimentos, secagem de massas
alimentícias, desidratação a vácuo, branqueamento, esterilização, pasteurização, cozimento,
descongelamento de carnes; na indústria do papel e gráfica, secagem de tintas e
revestimentos, secagem de cola; e na indústria química, selagem de plásticos, secagem de
produtos em pó, expansão de espumas, reações químicas incentivadas, eliminação de resíduos
tóxicos (SACHAROW; SCHIFFMANN, 1992). A energia de micro-ondas vem sendo testada
em estudos de torração e secagem, onde os resultados obtidos foram bastante satisfatórios.
45
4. MATERIAIS E MÉTODOS
Os materiais e métodos que foram aplicados para a realização dos testes experimentais
estão descritos nessa seção.
4.1 MATÉRIA-PRIMA
Os caldos de cana-de-açúcar in natura e tratado convencionalmente de maneira
industrial foram obtidos na Usina Coruripe, da cidade de Campo Florido, MG. O caldo in
natura foi filtrado e colocado em recipientes de vidro previamente esterilizados, identificados
e levados à refrigeração a uma temperatura de - 15 ºC para posterior realização dos testes. O
caldo tratado convencionalmente de maneira industrial foi utilizado em todos os testes como
um controle, fornecendo valores padrão, que foram avaliados posteriormente de maneira
comparativa com os valores que encontrados no caldo tratado com energia micro-ondas.
4.2 DELINEAMENTO EXPERIMENTAL
Para a realização dos procedimentos experimentais foi determinado inicialmente o
planejamento dos testes. Para tanto, foram utilizados testes com 4 repetições, conforme Anexo
A, no esquema fatorial 3x3. O planejamento fatorial possibilita a combinação de todas as
variáveis independentes em todos os níveis, permitindo que a análise de uma variável, esteja
combinada com todas as demais (CALADO; MONTGOMERY, 2003). Pois, como
determinado em experimentos realizados por Sousa Filho (2014), onde para o tratamento de
clarificação do caldo em micro-ondas a potência de 600 W em um tempo de exposição de 2
minutos foram as melhores condições encontradas, foram escolhidos três valores de potência
ao redor da potência ótima encontrada para a realização dos testes, a fim de se obter uma
maior abrangência. Partindo da premissa que o forno micro-ondas utilizado possui uma
potência máxima de 1,4 KW, as potências foram obtidas em porcentagem, sendo elas 30%,
50% e 60%.
Foram analisados dois fatores para o método de purificação do caldo com irradiação
micro-ondas (potência, tempo de exposição). Variando-os em três níveis, foi ainda atribuído (-
1) para ao menor nível e (+1) para o maior e (0) para o intermediário, conforme Tabela 4.
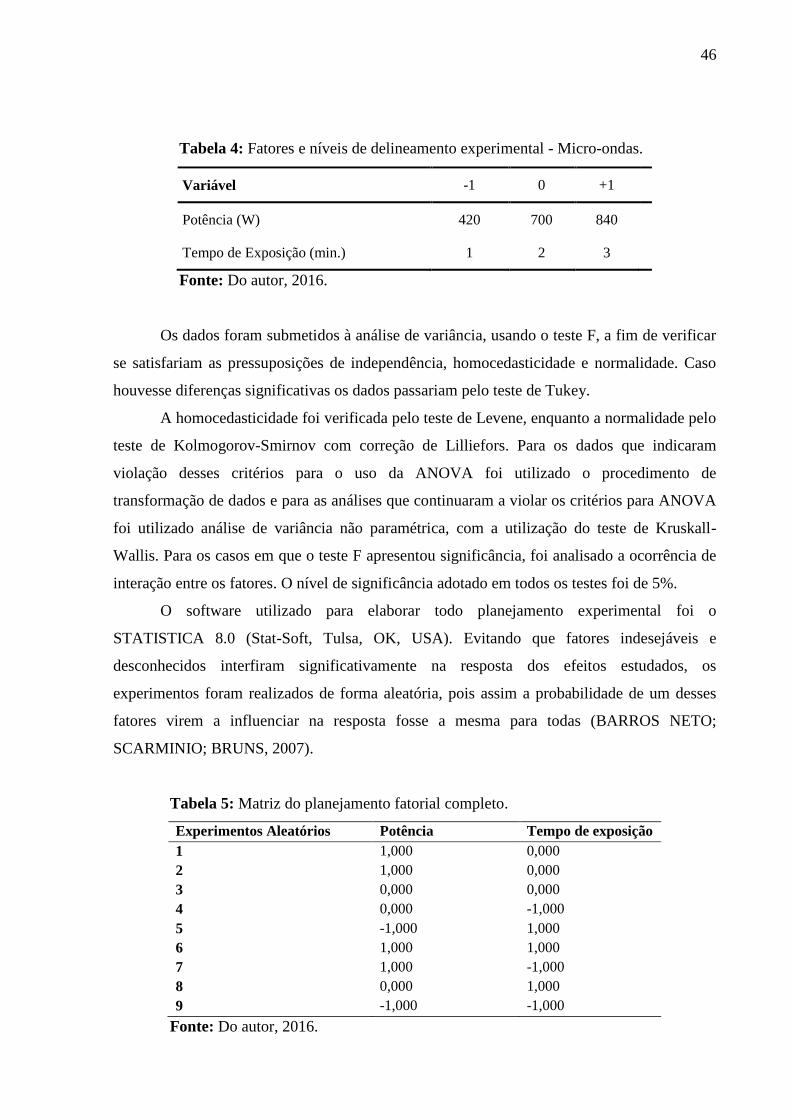
46
Tabela 4: Fatores e níveis de delineamento experimental - Micro-ondas.
Variável -1 0 +1
Potência (W) 420 700 840
Tempo de Exposição (min.) 1 2 3
Fonte: Do autor, 2016.
Os dados foram submetidos à análise de variância, usando o teste F, a fim de verificar
se satisfariam as pressuposições de independência, homocedasticidade e normalidade. Caso
houvesse diferenças significativas os dados passariam pelo teste de Tukey.
A homocedasticidade foi verificada pelo teste de Levene, enquanto a normalidade pelo
teste de Kolmogorov-Smirnov com correção de Lilliefors. Para os dados que indicaram
violação desses critérios para o uso da ANOVA foi utilizado o procedimento de
transformação de dados e para as análises que continuaram a violar os critérios para ANOVA
foi utilizado análise de variância não paramétrica, com a utilização do teste de Kruskall-
Wallis. Para os casos em que o teste F apresentou significância, foi analisado a ocorrência de
interação entre os fatores. O nível de significância adotado em todos os testes foi de 5%.
O software utilizado para elaborar todo planejamento experimental foi o
STATISTICA 8.0 (Stat-Soft, Tulsa, OK, USA). Evitando que fatores indesejáveis e
desconhecidos interfiram significativamente na resposta dos efeitos estudados, os
experimentos foram realizados de forma aleatória, pois assim a probabilidade de um desses
fatores virem a influenciar na resposta fosse a mesma para todas (BARROS NETO;
SCARMINIO; BRUNS, 2007).
Tabela 5: Matriz do planejamento fatorial completo.
Experimentos Aleatórios Potência Tempo de exposição
1 1,000 0,000
2 1,000 0,000
3 0,000 0,000
4 0,000 -1,000
5 -1,000 1,000
6 1,000 1,000
7 1,000 -1,000
8 0,000 1,000
9 -1,000 -1,000
Fonte: Do autor, 2016.

47
4.3 UNIDADE EXPERIMENTAL
O equipamento utilizado na realização dos testes foi um forno micro-ondas caseiro
convencional, marca BRASTEMP Maxi, modelo BMS35ABHNA, com capacidade de 30 L,
com 11 níveis de potência que variam em porcentagem, atingindo de 0 a 1400 W. Suas
dimensões externas de altura, largura e profundidade de 300 x 539 x 420 mm,
respectivamente, conforme Figura 9. O equipamento foi cedido pelo laboratório de
Bioprocessos (G2) do PMPIT (Programa de Mestrado Profissional em Inovação
Tecnológica).
Figura 9: Forno micro-ondas.
Fonte: Do autor, 2016.
4.4 PROCEDIMENTOS EXPERIMENTAIS
4.4.1 Microrganismos
Foram utilizadas culturas das leveduras Saccharomyces cerevisiae, por serem
largamente utilizadas em processos fermentativos industriais, adquiridas comercialmente da
48
marca FLEISCHMANN, com lote 04.07:57 que custam em média R$ 2,00 a cada 10 g,
podendo ser facilmente encontradas em supermercados.
4.4.2 Condução do Processo fermentativo
O caldo clarificado por irradiação micro-ondas foi padronizado para 16 ºBrix, o pH
corrigido com Ácido Sulfúrico até 4,5 (± 0,3) e levado a banho-maria até atingir uma
temperatura de aproximadamente a 40ºC, resultando no mosto. Alíquotas de 1000 mL de
mosto foram inoculadas com as leveduras fermentadoras, em concentração de 7,5 g/L, que
foram inicialmente dissolvidas em água morna (40 ºC) e depositadas nos frascos
fermentadores, sendo o mosto depositado por cima deste ‘leite de leveduras’ e agitados. Os
frascos foram mantidos em temperatura ambiente durante toda a fermentação, por 36 horas,
sem agitação.
A condução da fermentação foi realizada com processos em bateladas, em recipientes
de material plástico, conforme Figura 10. O processo fermentativo foi monitorado pela
redução do ºBrix, com auxílio de refratômetro de bancada. No início da fermentação (1 hora
após inoculação) e ao final do processo, quando o ºBrix apresentava valores inferiores a 1 ou
próximos de zero. Ao término de cada fermentação, os vinhos foram filtrados para separação
do fermento e do vinho. No vinho delevurado, assim como no caldo antes da fermentação,
foram realizados testes físico-químicos descritos na sequência, além do teor alcoólico e pH
(leitura direta em medidor digital com correção de temperatura).
Figura 10: Processo fermentativo em batelada.
Fonte: Do autor, 2016.
49
4.5 METODOLOGIAS E ANÁLISES FÍSICO-QUÍMICAS
As metodologias empregadas para analisar a turbidez, sólidos solúveis (ºBrix), pH, e
cor ICUMSA, no caldo de cana-de-açúcar in natura e tratado, que estão descritas em
Consecana (2012), foram baseadas nos métodos recomendados pela ICUMSA – International
Commission for Uniform Methods of Sugar Analysis - Comissão Internacional para Métodos
Uniformes de Análise de Açúcar, principal órgão responsável por delimitar padrões para esses
tipos de testes.
Nos experimentos laboratoriais foram realizadas comparações das análises físico-
químicas do caldo in natura com os caldos obtidos pelos tratamentos térmicos com irradiação
micro-ondas e industrial, o qual foi considerado como parâmetro para todos os testes.
Para tanto, o caldo in natura foi previamente filtrado, em algodão hidrófilo, para evitar
a interferência de sólidos suspensos nas análises.
4.5.1 Contagem do número de microrganismos – Técnica Pour Plate
Para medir a população bacteriana, o método de contagem de placas é o mais
utilizado, pois possui a grande vantagem de fazer a medição do número de células viáveis;
apresentando como desvantagem o tempo do experimento, que pode chegar a 24 horas ou
mais para a formação de colônias visíveis. A contagem em placas assume que cada bactéria
viva cresça, se divida e produza colônias (TORTORA; FUNKE; CASE, 2010).
Na determinação do número de microrganismos, pipetou-se 1 mL do caldo de cana e
transferiu para um tudo contendo 9 mL de água peptonada denominando de diluição 10-1
.
Agitou-se esse tubo e transferiu 1 mL para outro tubo contendo 9 mL de água peptonada
denominando de diluição 10-2
. Seguiu-se a diluição seriada até a diluição 10-4
. Após a
diluição, retirou-se 1 mL de cada diluição, transferindo-os para placas de Petri estéreis. Em
seguida colocou-se 15 a 20 mL de Nutriente Agar fundido em cada uma delas. Submeteu as
placas a suaves movimentos rotatórios (em forma de oito), visando à perfeita mistura da
cultura com o ágar e após a solidificação do meio as placas foram incubadas invertidas a 37º
C por 48 horas (OKURA, RENDE, 2008).
50
4.5.2 Análise de Sólidos solúveis totais (ºBrix)
De acordo com a Consecana (2012), o índice de refração encontrado em uma solução
de sacarose corresponde à medida do teor de sacarose, podendo ser estendido para
contabilizar os sólidos solúveis totais ou ºBrix em soluções impuras, esse processo é
denominado ºBrix refratométrico.
O efeito dielétrico causado pela irradiação micro-ondas em moléculas polares, como a
água, provoca o aquecimento dos materiais e a evaporação quando se excede a temperatura de
ebulição da substância. O ºBrix é considerado a razão entre a quantidade de açúcar e a massa
da solução e, consequentemente poderá sofrer uma elevação em seu valor causada pela
evaporação da água durante o tratamento, ocasionando a concentração do caldo (Consecana,
2012).
Os resultados obtidos pela análise do ºBrix refratométrico são mais próximos da
determinação dos sólidos reais dissolvidos. Para a determinação do ºBrix foi utilizado o
refratômetro de bancada INSTRUTHERM, modelo RTA – 100, e as análises foram realizados
no caldo in natura, no caldo tratado com micro-ondas e no caldo tratado industrialmente, que
foi o parâmetro utilizado, todos em temperatura padrão de 20°C. Para isso o equipamento foi
calibrado com água destilada, sendo a leitura ajustada, quando necessário de acordo com
valores da Tabela no Anexo B
4.5.3 Determinação de pH
A leitura do pH foi realizada em pHmetro digital HANNA Instruments Brasil modelo
pH 21, sendo o equipamento calibrado com soluções de calibração de pH 4,01 e 10,01.
4.5.4 Determinação do índice de Cor ICUMSA
O caldo é um sistema coloidal complexo, no qual o meio de dispersão é a água.
Alguns constituintes estão dispersos em proporções moleculares na solução, onde os
diâmetros das partículas são inferiores a 1 µm, tais como: sacarose, glicose, frutose e sais
minerais (matérias solúveis). Os outros se encontram em estado de dispersão coloidal ou em
suspensão e seu diâmetro varia de 1µm a 10µm, tais como: proteínas, gomas, pectinas, ceras,
bagaço e outras impurezas (HAMERSKI, 2009).
51
A medida de cor ICUMSA é a expressão do índice de absorbância de uma solução
açucarada multiplicada por 100. O caldo de cana foi primeiramente diluído a 1 ºBrix. A
leitura da absorbância foi realizada em espectrofotômetro laboratorial BIOSPECTRO modelo
SP-220 Luz UV e Visível faixa 200 a 1000 nm, com cubeta de quartzo de 1 cm a 420 nm,
tendo água como branco. O cálculo da cor foi realizado de acordo com a Equação 2.
𝐼𝐶𝑈𝑀𝑆𝐴 (𝐼𝑈) = 𝐴
𝑏.𝑐× 100 (2)
Onde:
A = absorbância do caldo a 420 nm;
b = comprimento da cubeta (cm);
c = concentração de sacarose (ºBrix da solução).
As principais substâncias que garantem a opacidade e cor do caldo são as proteínas
(albuminas), colóides (polissacarídeos, como dextranas), sais (cinzas), pigmentos naturais
(clorofila), pectina e compostos resultantes de reações químicas no caldo (ARMAS et al,
1999).
4.5.5 Determinação de Turbidez
A turbidez de uma solução se define geralmente pela capacidade de redução da sua
transparência devido à presença de material em suspensão (CALDAS, 2005). A medida da
turbidez demonstra a eficácia na separação do material insolúvel e coloidal presente no caldo
de cana-de-açúcar. A leitura da turbidez dos caldos de cana-de-açúcar foi realizada em
turbidímetro de bancada HANNA Instruments Brasil modelo HI – 93703.
4.5.6 Determinação do teor de sacarose aparente na cana (POL)
A POL e o brix são utilizados para medir a pureza do caldo extraído na moagem da
cana-de-açúcar e ambos medem o teor de sacarose da cana. A POL do caldo (teor de sacarose
aparente no caldo) foi determinada no Laboratório da Usina Coruripe – Campo Florido/MG,
em sacarímetro automático digital, provido de tubo polarimétrico de fluxo contínuo e com
52
saída para impressora e/ou registro magnético de dados, após clarificação do caldo com
mistura clarificante à base de alumínio.
O cálculo da POL no caldo é dado pela equação 3:
𝑃𝑂𝐿 = 𝐿𝑒𝑖𝑡𝑢𝑟𝑎 𝑠𝑎𝑐𝑎𝑟𝑖𝑚é𝑡𝑟𝑖𝑐𝑎 × (0,260666 − 0,000995 × °𝐵𝑟𝑖𝑥) (3)
O caldo de cana contém em sua composição predominantemente três açucares:
Sacarose
Glicose
Frutose
Os dois primeiros são dextrógiros, ou seja, desviam o plano da luz polarizada para a
direita. A frutose é levógira e desvia este plano para a esquerda. Assim, quando o caldo de
cana é submetido a uma análise, obtém-se a leitura polarimétrica que representa a soma
algébrica dos desvios dos três açucares. Para o caldo da cana maturada, o teor de glicose e
frutose é, de uma maneira geral, muito baixo (menor que 1%). Isso aproxima o valor da
sacarose aparente do teor real da sacarose (RIPOLI; RIPOLI, 2009).
De uma maneira geral, considera-se que 95 g de sacarose se converte em 100 g de
açucares invertidos. Conforme equação 5, uma vez que a pol % do caldo pode ser arbitrada
como igual à sacarose % caldo, obtém-se:
𝐴ç𝑢𝑐𝑎𝑟𝑒𝑠 𝑖𝑛𝑣𝑒𝑟𝑡𝑖𝑑𝑜𝑠 % 𝑐𝑎𝑙𝑑𝑜 =(𝑝𝑜𝑙 % 𝑐𝑎𝑙𝑑𝑜)
0,95⁄ (5)
4.5.7 Determinação dos Açúcares Redutores (AR)
Para a determinação de açúcares redutores nos caldos de cana in natura, tratados com
micro-ondas e de maneira industrial, foi utilizada a metodologia de Eynon-Lane, onde os
açúcares redutores reagem com os íons cúpricos (Cu2+
) da solução de Fehling, reduzindo-se a
íons cuprosos (Cu+), sob a ação do calor em meio alcalino. Ao reagir com os íons cúpricos, os
açúcares sofrem oxidação, enquanto que o cobre é reduzido, formando-se um precipitado
vermelho de óxido cuproso (CuO). Os açúcares não redutores devem sofrer uma prévia
53
hidrólise com ácido clorídrico dissociando o dissacarídeo em seus monossacarídeos com
capacidade redutora (RIPOLI; RIPOLI, 2009).
Os açúcares redutores foram quantificados a partir da metodologia e equipamentos do
Laboratório da Usina Coruripe – Campo Florido/MG. A quantidade de açúcares redutores
presentes nos caldos podem ser calculados de acordo com a equação 6:
𝐴𝑅 % 𝑐𝑎𝑙𝑑𝑜 = 5 𝑉𝑔⁄ × 𝐹 (6)
Onde:
AR = Açúcares redutores % caldo
Vg = Volume gasto na Titulação
F = Fator de correção da concentração do licor de Fehling
4.5.8 Determinação dos Açúcares Redutores Totais (ART)
Os açucares redutores totais, são representados pela soma dos açucares redutores e da
sacarose invertida por hidrólise ácida ou enzimática pela invertase, e podem ser quantificados
na solução açucarada por uma reação de oxirredução na relação massa/massa (RIPOLI;
RIPOLI, 2009).
A quantidade de açúcares redutores totais presentes nos caldos foi determinada a partir
da equação 7:
𝐴𝑅𝑇 = (𝑃𝑂𝐿 0,95⁄ ) + 𝐴𝑅 (7)
Onde:
ART = Açúcares redutores totais % caldo.
POL = Teor de sacarose aparente na cana.
AR = Açúcares redutores % caldo
A quantificação do teor de açucares redutores totais é importante para a avaliação da
qualidade da matéria-prima destinada à produção de álcool etílico.
54
4.5.9 Teor Alcoólico (°GL)
Para a determinação do teor alcoólico das amostras fermentadas e filtradas, realizou-se
a destilação de 25 mL de cada amostra em um destilador do tipo Kjeldahl, marca MARCONI,
sendo todos os equipamentos e análises realizadas pelo Laboratório da Usina Coruripe –
Campo Florido/MG. Após destiladas, as amostras foram submetidas à análise em um
densímetro eletrônico, posteriormente, as leituras das densidades alcoólicas foram convertidas
em teor alcoólico (%).
4.6 DETERMINAÇÃO DA DEMANDA ENERGÉTICA
Na indústria, o consumo de energia elétrica representa um dos custos mais elevados
para o processo de produção e, diante deste cenário, buscou-se determinar o gasto de energia
que cada tratamento com micro-ondas representou e compará-lo a um método de aquecimento
convencional, neste caso o banho-maria.
Foram expostas ao tratamento micro-ondas e por banho-maria, alíquotas de 150 mL de
amostra. Para o tratamento com micro-ondas, foi escolhido o tratamento que conseguiu
eliminar o maior número de microrganismos, verificando em qual temperatura, potência e
tempo de exposição esse tratamento chegou, neste caso, o tratamento escolhido foi com
potência de 840 W e tempo de exposição de 3 minutos. Logo foi submetida uma amostra de
mesmo volume ao tratamento com banho-maria, que durou até que o caldo atingisse a mesma
temperatura do tratamento em micro-ondas (aproximadamente 13 minutos). A energia gasta
nos dois métodos foi calculada conforme equação 8:
𝐸 = 𝑃 × ∆𝑡 (8)
Onde:
E = energia consumida (KW/h)
P = potência do aparelho (KW)
Δt = intervalo de tempo (h)
A energia gasta em cada tratamento foi multiplicada pela tarifa cobrada na geradora
regional de energia, equivalente ao mês de setembro de 2016, no valor de R$ 0,80695731 por
KW/h. Além disso, e a fim de comprovar que a esterilização realizada no micro-ondas deve

55
ser atribuída à temperatura que as amostras atingem quando exposta ao tratamento, foram
realizadas análises microbiológicas nas amostras tratadas em micro-ondas e em banho-maria.
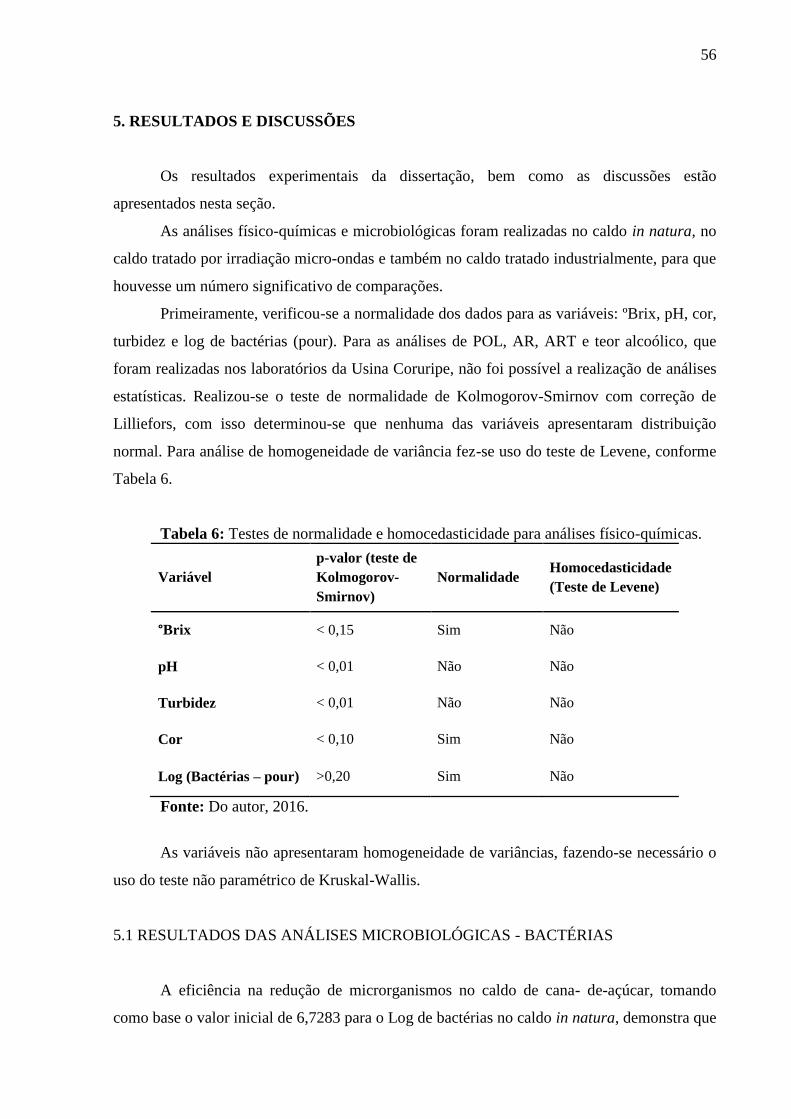
56
5. RESULTADOS E DISCUSSÕES
Os resultados experimentais da dissertação, bem como as discussões estão
apresentados nesta seção.
As análises físico-químicas e microbiológicas foram realizadas no caldo in natura, no
caldo tratado por irradiação micro-ondas e também no caldo tratado industrialmente, para que
houvesse um número significativo de comparações.
Primeiramente, verificou-se a normalidade dos dados para as variáveis: ºBrix, pH, cor,
turbidez e log de bactérias (pour). Para as análises de POL, AR, ART e teor alcoólico, que
foram realizadas nos laboratórios da Usina Coruripe, não foi possível a realização de análises
estatísticas. Realizou-se o teste de normalidade de Kolmogorov-Smirnov com correção de
Lilliefors, com isso determinou-se que nenhuma das variáveis apresentaram distribuição
normal. Para análise de homogeneidade de variância fez-se uso do teste de Levene, conforme
Tabela 6.
Tabela 6: Testes de normalidade e homocedasticidade para análises físico-químicas.
Variável
p-valor (teste de
Kolmogorov-
Smirnov)
Normalidade Homocedasticidade
(Teste de Levene)
°Brix < 0,15 Sim Não
pH < 0,01 Não Não
Turbidez < 0,01 Não Não
Cor < 0,10 Sim Não
Log (Bactérias – pour) >0,20 Sim Não
Fonte: Do autor, 2016.
As variáveis não apresentaram homogeneidade de variâncias, fazendo-se necessário o
uso do teste não paramétrico de Kruskal-Wallis.
5.1 RESULTADOS DAS ANÁLISES MICROBIOLÓGICAS - BACTÉRIAS
A eficiência na redução de microrganismos no caldo de cana- de-açúcar, tomando
como base o valor inicial de 6,7283 para o Log de bactérias no caldo in natura, demonstra que
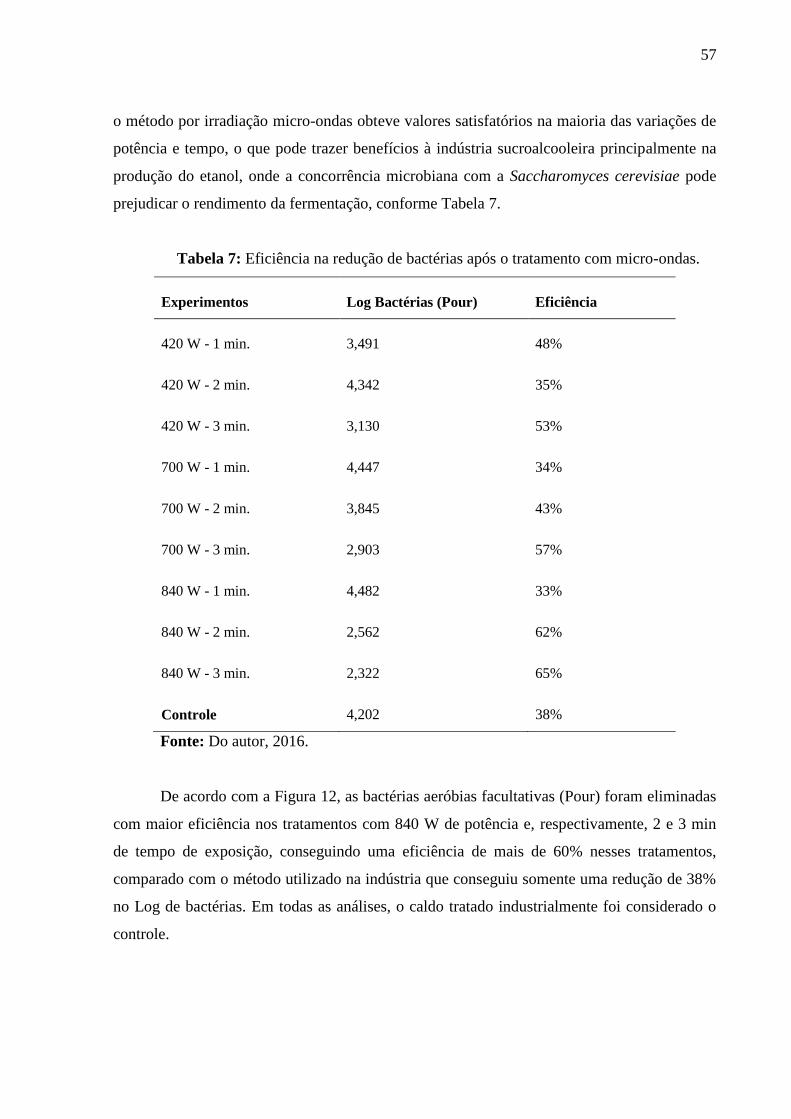
57
o método por irradiação micro-ondas obteve valores satisfatórios na maioria das variações de
potência e tempo, o que pode trazer benefícios à indústria sucroalcooleira principalmente na
produção do etanol, onde a concorrência microbiana com a Saccharomyces cerevisiae pode
prejudicar o rendimento da fermentação, conforme Tabela 7.
Tabela 7: Eficiência na redução de bactérias após o tratamento com micro-ondas.
Experimentos Log Bactérias (Pour) Eficiência
420 W - 1 min. 3,491 48%
420 W - 2 min. 4,342 35%
420 W - 3 min. 3,130 53%
700 W - 1 min. 4,447 34%
700 W - 2 min. 3,845 43%
700 W - 3 min. 2,903 57%
840 W - 1 min. 4,482 33%
840 W - 2 min. 2,562 62%
840 W - 3 min. 2,322 65%
Controle 4,202 38%
Fonte: Do autor, 2016.
De acordo com a Figura 12, as bactérias aeróbias facultativas (Pour) foram eliminadas
com maior eficiência nos tratamentos com 840 W de potência e, respectivamente, 2 e 3 min
de tempo de exposição, conseguindo uma eficiência de mais de 60% nesses tratamentos,
comparado com o método utilizado na indústria que conseguiu somente uma redução de 38%
no Log de bactérias. Em todas as análises, o caldo tratado industrialmente foi considerado o
controle.
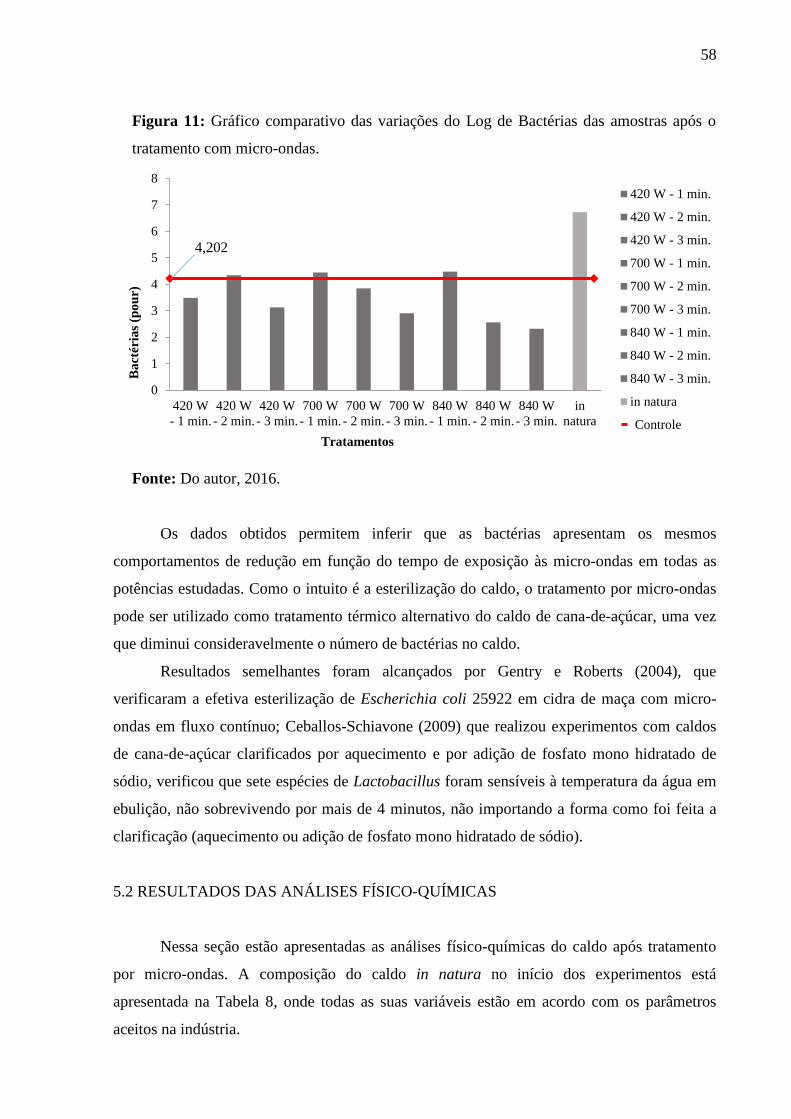
58
Figura 11: Gráfico comparativo das variações do Log de Bactérias das amostras após o
tratamento com micro-ondas.
Fonte: Do autor, 2016.
Os dados obtidos permitem inferir que as bactérias apresentam os mesmos
comportamentos de redução em função do tempo de exposição às micro-ondas em todas as
potências estudadas. Como o intuito é a esterilização do caldo, o tratamento por micro-ondas
pode ser utilizado como tratamento térmico alternativo do caldo de cana-de-açúcar, uma vez
que diminui consideravelmente o número de bactérias no caldo.
Resultados semelhantes foram alcançados por Gentry e Roberts (2004), que
verificaram a efetiva esterilização de Escherichia coli 25922 em cidra de maça com micro-
ondas em fluxo contínuo; Ceballos-Schiavone (2009) que realizou experimentos com caldos
de cana-de-açúcar clarificados por aquecimento e por adição de fosfato mono hidratado de
sódio, verificou que sete espécies de Lactobacillus foram sensíveis à temperatura da água em
ebulição, não sobrevivendo por mais de 4 minutos, não importando a forma como foi feita a
clarificação (aquecimento ou adição de fosfato mono hidratado de sódio).
5.2 RESULTADOS DAS ANÁLISES FÍSICO-QUÍMICAS
Nessa seção estão apresentadas as análises físico-químicas do caldo após tratamento
por micro-ondas. A composição do caldo in natura no início dos experimentos está
apresentada na Tabela 8, onde todas as suas variáveis estão em acordo com os parâmetros
aceitos na indústria.
0
1
2
3
4
5
6
7
8
420 W
- 1 min.
420 W
- 2 min.
420 W
- 3 min.
700 W
- 1 min.
700 W
- 2 min.
700 W
- 3 min.
840 W
- 1 min.
840 W
- 2 min.
840 W
- 3 min.
in
natura
Ba
ctér
ias
(po
ur)
Tratamentos
420 W - 1 min.
420 W - 2 min.
420 W - 3 min.
700 W - 1 min.
700 W - 2 min.
700 W - 3 min.
840 W - 1 min.
840 W - 2 min.
840 W - 3 min.
in natura
Controle
4,202
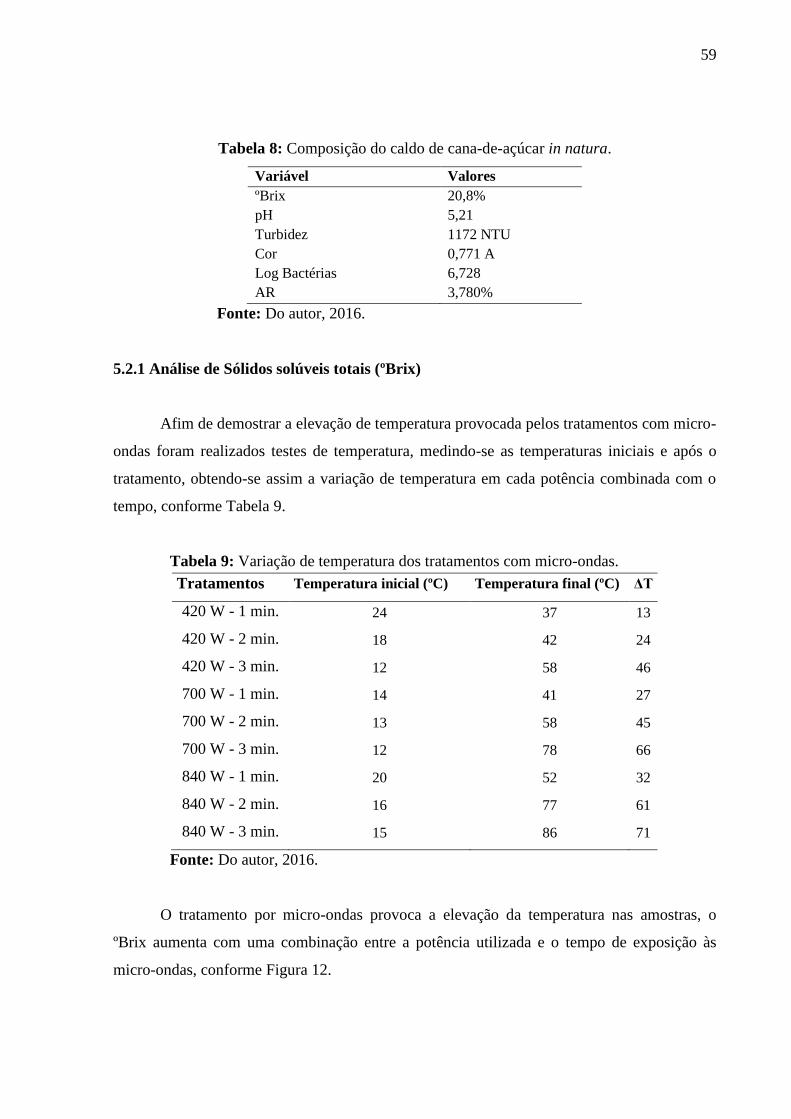
59
Tabela 8: Composição do caldo de cana-de-açúcar in natura.
Variável Valores
ºBrix 20,8%
pH 5,21
Turbidez 1172 NTU
Cor 0,771 A
Log Bactérias 6,728
AR 3,780%
Fonte: Do autor, 2016.
5.2.1 Análise de Sólidos solúveis totais (ºBrix)
Afim de demostrar a elevação de temperatura provocada pelos tratamentos com micro-
ondas foram realizados testes de temperatura, medindo-se as temperaturas iniciais e após o
tratamento, obtendo-se assim a variação de temperatura em cada potência combinada com o
tempo, conforme Tabela 9.
Tabela 9: Variação de temperatura dos tratamentos com micro-ondas.
Tratamentos Temperatura inicial (ºC) Temperatura final (ºC) ΔT
420 W - 1 min. 24 37 13
420 W - 2 min. 18 42 24
420 W - 3 min. 12 58 46
700 W - 1 min. 14 41 27
700 W - 2 min. 13 58 45
700 W - 3 min. 12 78 66
840 W - 1 min. 20 52 32
840 W - 2 min. 16 77 61
840 W - 3 min. 15 86 71
Fonte: Do autor, 2016.
O tratamento por micro-ondas provoca a elevação da temperatura nas amostras, o
ºBrix aumenta com uma combinação entre a potência utilizada e o tempo de exposição às
micro-ondas, conforme Figura 12.
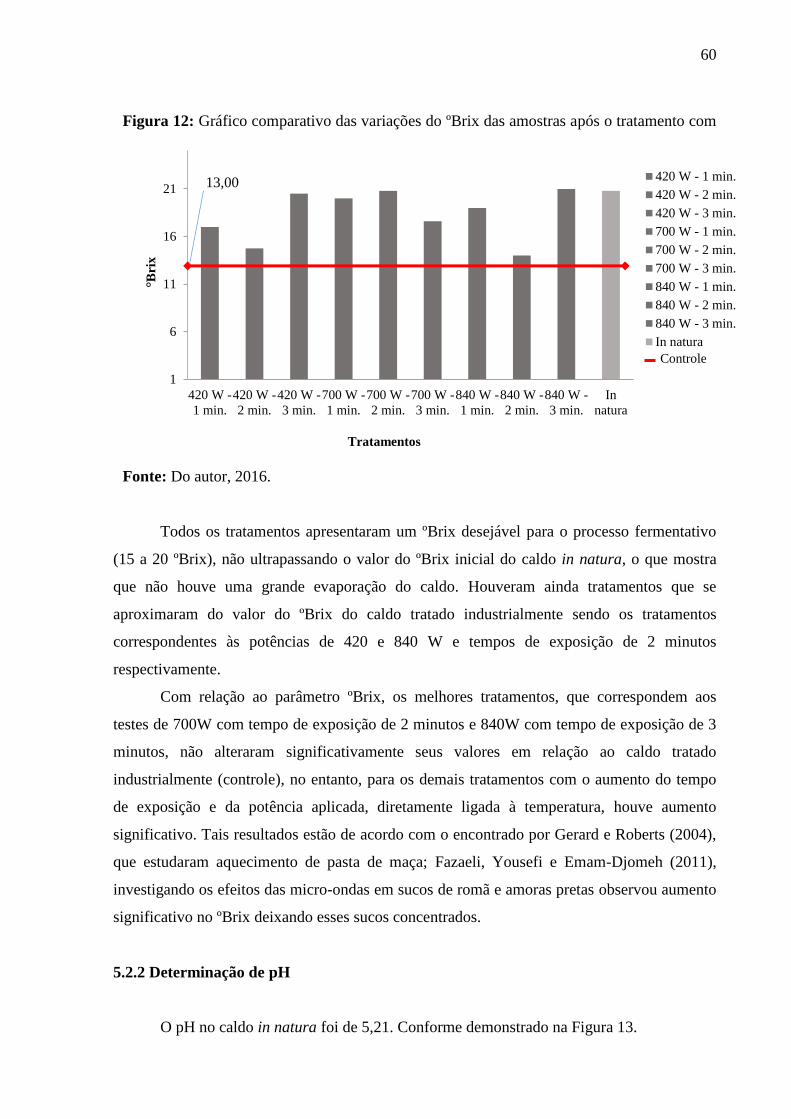
60
Figura 12: Gráfico comparativo das variações do ºBrix das amostras após o tratamento com
Fonte: Do autor, 2016.
Todos os tratamentos apresentaram um ºBrix desejável para o processo fermentativo
(15 a 20 ºBrix), não ultrapassando o valor do ºBrix inicial do caldo in natura, o que mostra
que não houve uma grande evaporação do caldo. Houveram ainda tratamentos que se
aproximaram do valor do ºBrix do caldo tratado industrialmente sendo os tratamentos
correspondentes às potências de 420 e 840 W e tempos de exposição de 2 minutos
respectivamente.
Com relação ao parâmetro ºBrix, os melhores tratamentos, que correspondem aos
testes de 700W com tempo de exposição de 2 minutos e 840W com tempo de exposição de 3
minutos, não alteraram significativamente seus valores em relação ao caldo tratado
industrialmente (controle), no entanto, para os demais tratamentos com o aumento do tempo
de exposição e da potência aplicada, diretamente ligada à temperatura, houve aumento
significativo. Tais resultados estão de acordo com o encontrado por Gerard e Roberts (2004),
que estudaram aquecimento de pasta de maça; Fazaeli, Yousefi e Emam-Djomeh (2011),
investigando os efeitos das micro-ondas em sucos de romã e amoras pretas observou aumento
significativo no ºBrix deixando esses sucos concentrados.
5.2.2 Determinação de pH
O pH no caldo in natura foi de 5,21. Conforme demonstrado na Figura 13.
1
6
11
16
21
420 W -
1 min.
420 W -
2 min.
420 W -
3 min.
700 W -
1 min.
700 W -
2 min.
700 W -
3 min.
840 W -
1 min.
840 W -
2 min.
840 W -
3 min.
In
natura
°Bri
x
Tratamentos
420 W - 1 min.
420 W - 2 min.
420 W - 3 min.
700 W - 1 min.
700 W - 2 min.
700 W - 3 min.
840 W - 1 min.
840 W - 2 min.
840 W - 3 min.
In natura
Controle
13,00
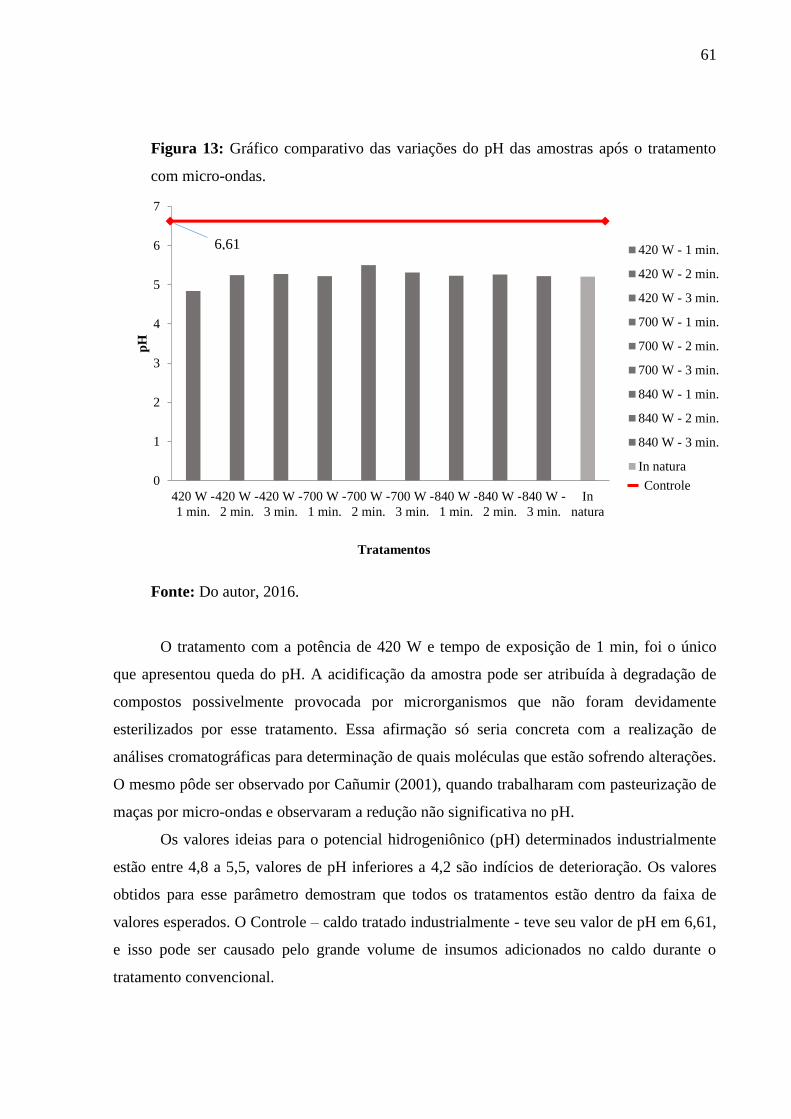
61
Figura 13: Gráfico comparativo das variações do pH das amostras após o tratamento
com micro-ondas.
Fonte: Do autor, 2016.
O tratamento com a potência de 420 W e tempo de exposição de 1 min, foi o único
que apresentou queda do pH. A acidificação da amostra pode ser atribuída à degradação de
compostos possivelmente provocada por microrganismos que não foram devidamente
esterilizados por esse tratamento. Essa afirmação só seria concreta com a realização de
análises cromatográficas para determinação de quais moléculas que estão sofrendo alterações.
O mesmo pôde ser observado por Cañumir (2001), quando trabalharam com pasteurização de
maças por micro-ondas e observaram a redução não significativa no pH.
Os valores ideias para o potencial hidrogeniônico (pH) determinados industrialmente
estão entre 4,8 a 5,5, valores de pH inferiores a 4,2 são indícios de deterioração. Os valores
obtidos para esse parâmetro demostram que todos os tratamentos estão dentro da faixa de
valores esperados. O Controle – caldo tratado industrialmente - teve seu valor de pH em 6,61,
e isso pode ser causado pelo grande volume de insumos adicionados no caldo durante o
tratamento convencional.
0
1
2
3
4
5
6
7
420 W -
1 min.
420 W -
2 min.
420 W -
3 min.
700 W -
1 min.
700 W -
2 min.
700 W -
3 min.
840 W -
1 min.
840 W -
2 min.
840 W -
3 min.
In
natura
pH
Tratamentos
420 W - 1 min.
420 W - 2 min.
420 W - 3 min.
700 W - 1 min.
700 W - 2 min.
700 W - 3 min.
840 W - 1 min.
840 W - 2 min.
840 W - 3 min.
In natura
Controle
6,61
62
5.2.3 Determinação do índice de Cor ICMSA
O índice de cor do caldo in natura foi de 0,771. Como nos tratamentos convencionais
da indústria se determina esse índice, o objetivo foi verificar o potencial que os tratamentos
por irradiação micro-ondas possuíam de provocar a decantação de substâncias que elevam
esse índice, proporcionando uma clarificação do caldo, sem nenhuma adição de reagentes.
Conforme demonstrado na Figura 14,
Figura 14: Gráfico comparativo das variações de cor das amostras após o tratamento com
micro-ondas.
Fonte: Do autor, 2016.
Todos os tratamentos conseguiram provocar um clareamento no caldo, e os que
conseguiram apresentar um menor índice de cor, foram respectivamente o de 420 W e 2 min,
o tratamento de 840 W e 2 min e o tratamento de 840 W e 3 min. A redução no índice de cor
ICUMSA também foi percebido por Hervé et al. (1995) que pesquisaram uma possível
substituição do processo de clarificação convencional (sulfitagem) pela utilização de
membranas minerais de ultrafiltração. O mesmo não foi percebido em estudos realizados por
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
420 W
- 1 min.
420 W
- 2 min.
420 W
- 3 min.
700 W
- 1 min.
700 W
- 2 min.
700 W
- 3 min.
840 W
- 1 min.
840 W
- 2 min.
840 W
- 3 min.
In
natura
U.I
.
Tratamentos
420 W - 1 min.
420 W - 2 min.
420 W - 3 min.
700 W - 1 min.
700 W - 2 min.
700 W - 3 min.
840 W - 1 min.
840 W - 2 min.
840 W - 3 min.
In natura
Controle
0,198
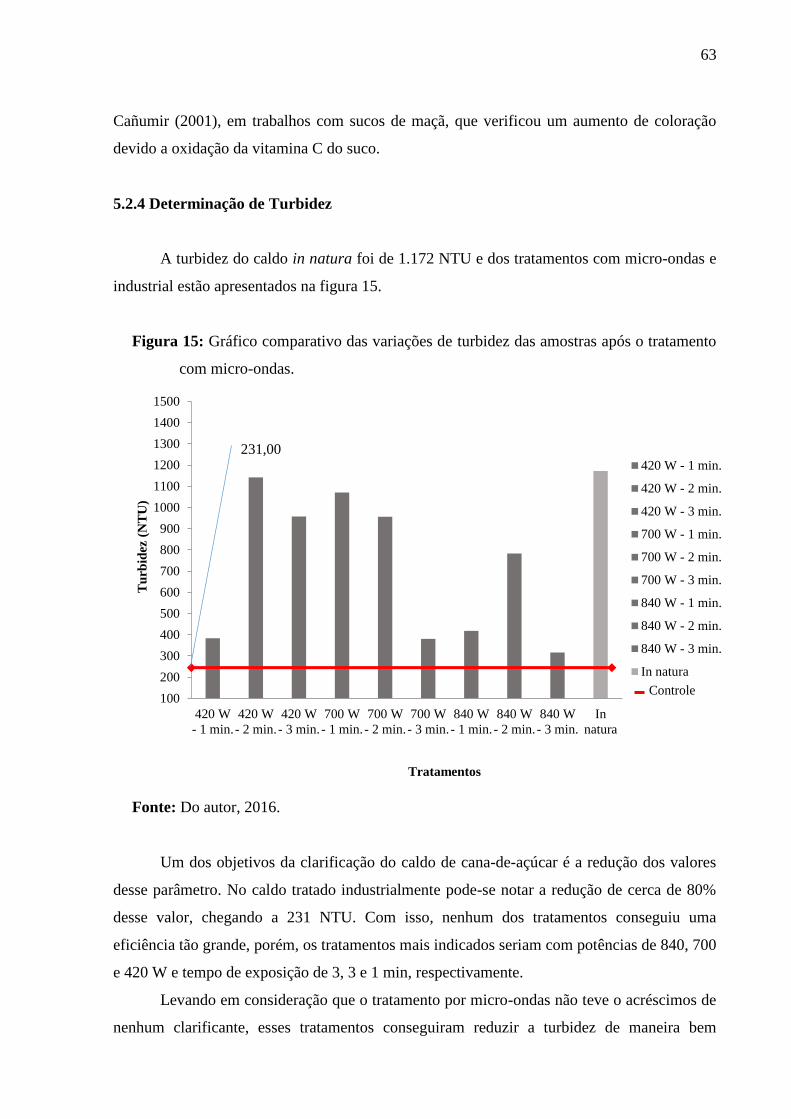
63
Cañumir (2001), em trabalhos com sucos de maçã, que verificou um aumento de coloração
devido a oxidação da vitamina C do suco.
5.2.4 Determinação de Turbidez
A turbidez do caldo in natura foi de 1.172 NTU e dos tratamentos com micro-ondas e
industrial estão apresentados na figura 15.
Figura 15: Gráfico comparativo das variações de turbidez das amostras após o tratamento
com micro-ondas.
Fonte: Do autor, 2016.
Um dos objetivos da clarificação do caldo de cana-de-açúcar é a redução dos valores
desse parâmetro. No caldo tratado industrialmente pode-se notar a redução de cerca de 80%
desse valor, chegando a 231 NTU. Com isso, nenhum dos tratamentos conseguiu uma
eficiência tão grande, porém, os tratamentos mais indicados seriam com potências de 840, 700
e 420 W e tempo de exposição de 3, 3 e 1 min, respectivamente.
Levando em consideração que o tratamento por micro-ondas não teve o acréscimos de
nenhum clarificante, esses tratamentos conseguiram reduzir a turbidez de maneira bem
100
200
300
400
500
600
700
800
900
1000
1100
1200
1300
1400
1500
420 W
- 1 min.
420 W
- 2 min.
420 W
- 3 min.
700 W
- 1 min.
700 W
- 2 min.
700 W
- 3 min.
840 W
- 1 min.
840 W
- 2 min.
840 W
- 3 min.
In
natura
T
urb
idez
(N
TU
)
Tratamentos
420 W - 1 min.
420 W - 2 min.
420 W - 3 min.
700 W - 1 min.
700 W - 2 min.
700 W - 3 min.
840 W - 1 min.
840 W - 2 min.
840 W - 3 min.
In natura
Controle
231,00
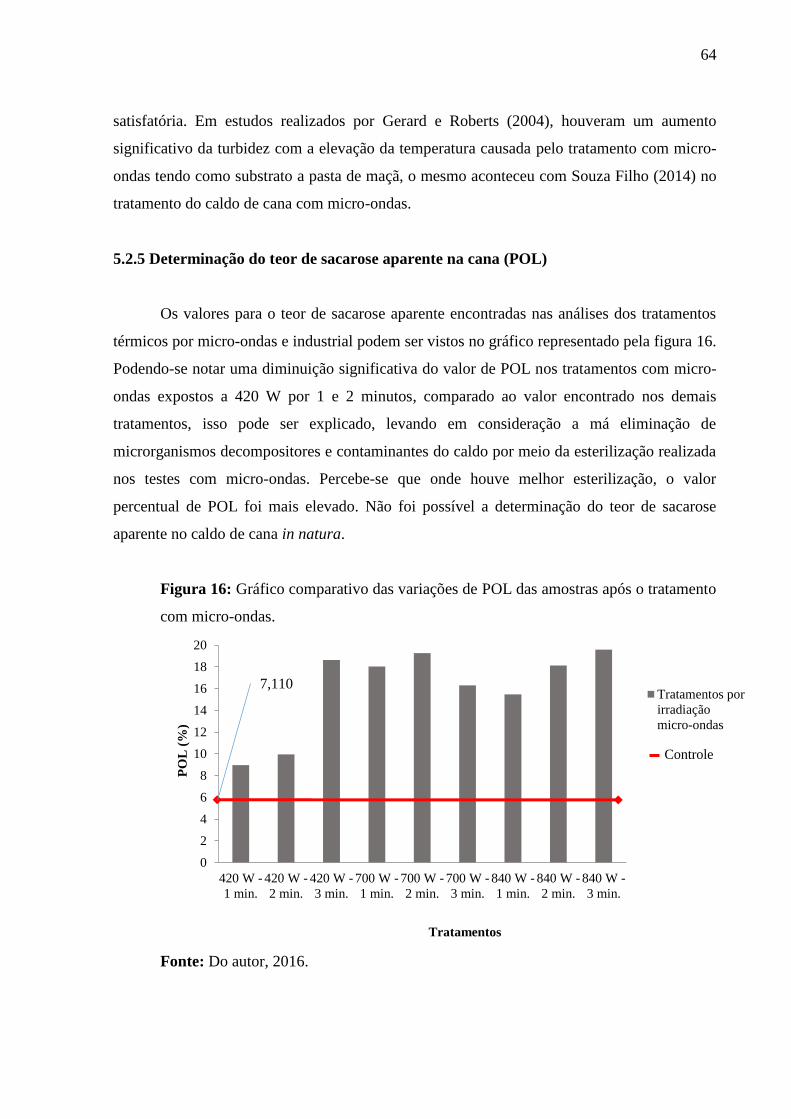
64
satisfatória. Em estudos realizados por Gerard e Roberts (2004), houveram um aumento
significativo da turbidez com a elevação da temperatura causada pelo tratamento com micro-
ondas tendo como substrato a pasta de maçã, o mesmo aconteceu com Souza Filho (2014) no
tratamento do caldo de cana com micro-ondas.
5.2.5 Determinação do teor de sacarose aparente na cana (POL)
Os valores para o teor de sacarose aparente encontradas nas análises dos tratamentos
térmicos por micro-ondas e industrial podem ser vistos no gráfico representado pela figura 16.
Podendo-se notar uma diminuição significativa do valor de POL nos tratamentos com micro-
ondas expostos a 420 W por 1 e 2 minutos, comparado ao valor encontrado nos demais
tratamentos, isso pode ser explicado, levando em consideração a má eliminação de
microrganismos decompositores e contaminantes do caldo por meio da esterilização realizada
nos testes com micro-ondas. Percebe-se que onde houve melhor esterilização, o valor
percentual de POL foi mais elevado. Não foi possível a determinação do teor de sacarose
aparente no caldo de cana in natura.
Figura 16: Gráfico comparativo das variações de POL das amostras após o tratamento
com micro-ondas.
Fonte: Do autor, 2016.
0
2
4
6
8
10
12
14
16
18
20
420 W -
1 min.
420 W -
2 min.
420 W -
3 min.
700 W -
1 min.
700 W -
2 min.
700 W -
3 min.
840 W -
1 min.
840 W -
2 min.
840 W -
3 min.
P
OL
(%
)
Tratamentos
Tratamentos por
irradiação
micro-ondas
Controle
7,110
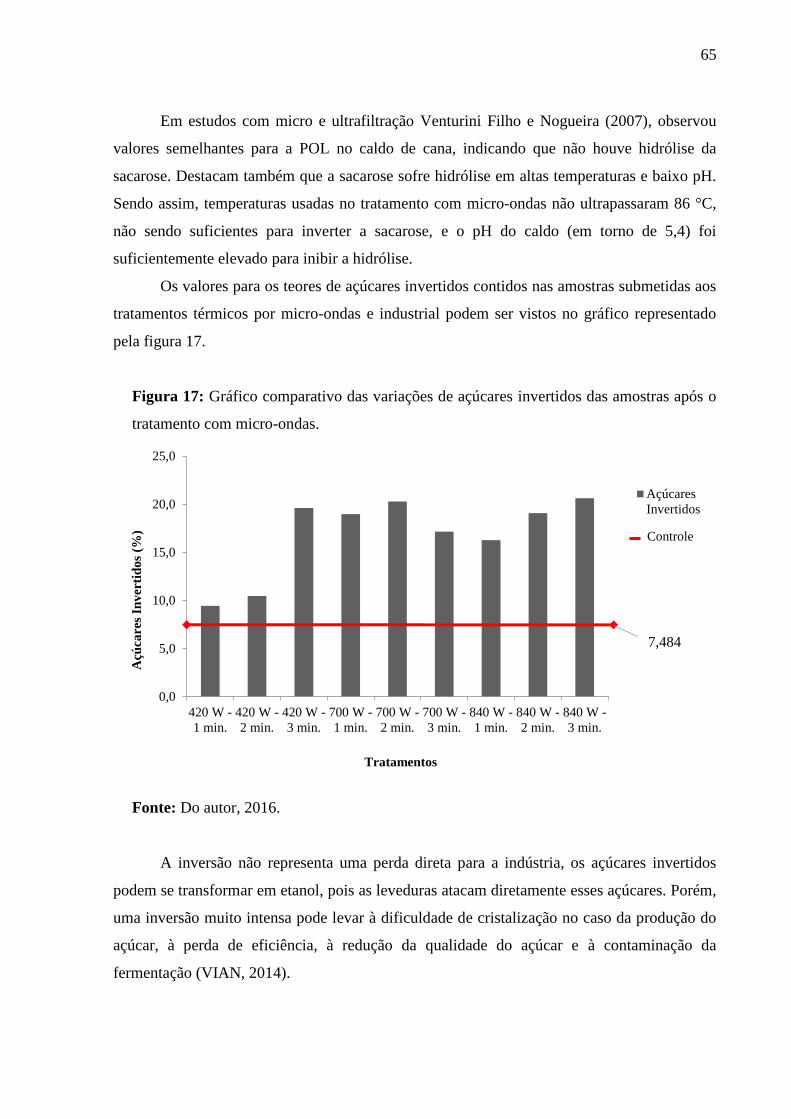
65
Em estudos com micro e ultrafiltração Venturini Filho e Nogueira (2007), observou
valores semelhantes para a POL no caldo de cana, indicando que não houve hidrólise da
sacarose. Destacam também que a sacarose sofre hidrólise em altas temperaturas e baixo pH.
Sendo assim, temperaturas usadas no tratamento com micro-ondas não ultrapassaram 86 °C,
não sendo suficientes para inverter a sacarose, e o pH do caldo (em torno de 5,4) foi
suficientemente elevado para inibir a hidrólise.
Os valores para os teores de açúcares invertidos contidos nas amostras submetidas aos
tratamentos térmicos por micro-ondas e industrial podem ser vistos no gráfico representado
pela figura 17.
Figura 17: Gráfico comparativo das variações de açúcares invertidos das amostras após o
tratamento com micro-ondas.
Fonte: Do autor, 2016.
A inversão não representa uma perda direta para a indústria, os açúcares invertidos
podem se transformar em etanol, pois as leveduras atacam diretamente esses açúcares. Porém,
uma inversão muito intensa pode levar à dificuldade de cristalização no caso da produção do
açúcar, à perda de eficiência, à redução da qualidade do açúcar e à contaminação da
fermentação (VIAN, 2014).
0,0
5,0
10,0
15,0
20,0
25,0
420 W -
1 min.
420 W -
2 min.
420 W -
3 min.
700 W -
1 min.
700 W -
2 min.
700 W -
3 min.
840 W -
1 min.
840 W -
2 min.
840 W -
3 min.
Açú
care
s In
ver
tid
os
(%)
Tratamentos
Açúcares
Invertidos
7,484
Controle
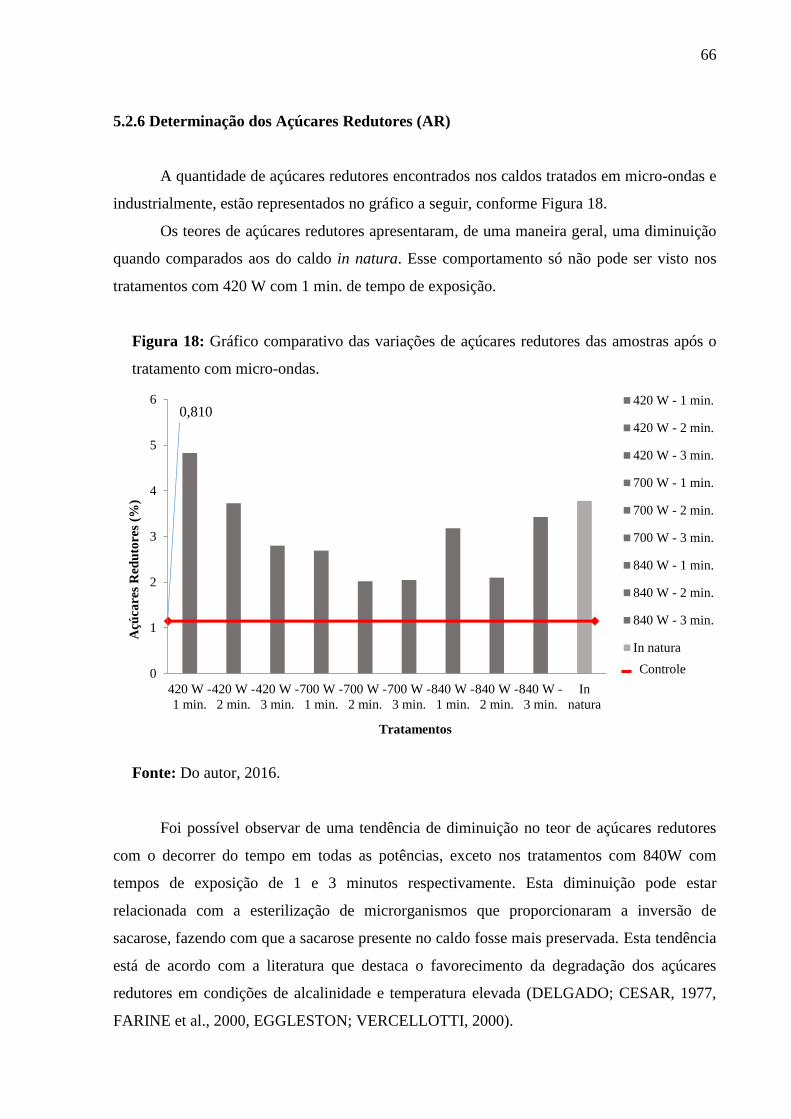
66
5.2.6 Determinação dos Açúcares Redutores (AR)
A quantidade de açúcares redutores encontrados nos caldos tratados em micro-ondas e
industrialmente, estão representados no gráfico a seguir, conforme Figura 18.
Os teores de açúcares redutores apresentaram, de uma maneira geral, uma diminuição
quando comparados aos do caldo in natura. Esse comportamento só não pode ser visto nos
tratamentos com 420 W com 1 min. de tempo de exposição.
Figura 18: Gráfico comparativo das variações de açúcares redutores das amostras após o
tratamento com micro-ondas.
Fonte: Do autor, 2016.
Foi possível observar de uma tendência de diminuição no teor de açúcares redutores
com o decorrer do tempo em todas as potências, exceto nos tratamentos com 840W com
tempos de exposição de 1 e 3 minutos respectivamente. Esta diminuição pode estar
relacionada com a esterilização de microrganismos que proporcionaram a inversão de
sacarose, fazendo com que a sacarose presente no caldo fosse mais preservada. Esta tendência
está de acordo com a literatura que destaca o favorecimento da degradação dos açúcares
redutores em condições de alcalinidade e temperatura elevada (DELGADO; CESAR, 1977,
FARINE et al., 2000, EGGLESTON; VERCELLOTTI, 2000).
0
1
2
3
4
5
6
420 W -
1 min.
420 W -
2 min.
420 W -
3 min.
700 W -
1 min.
700 W -
2 min.
700 W -
3 min.
840 W -
1 min.
840 W -
2 min.
840 W -
3 min.
In
natura
Açú
care
s R
edu
tore
s (%
)
Tratamentos
420 W - 1 min.
420 W - 2 min.
420 W - 3 min.
700 W - 1 min.
700 W - 2 min.
700 W - 3 min.
840 W - 1 min.
840 W - 2 min.
840 W - 3 min.
In natura
Controle
0,810
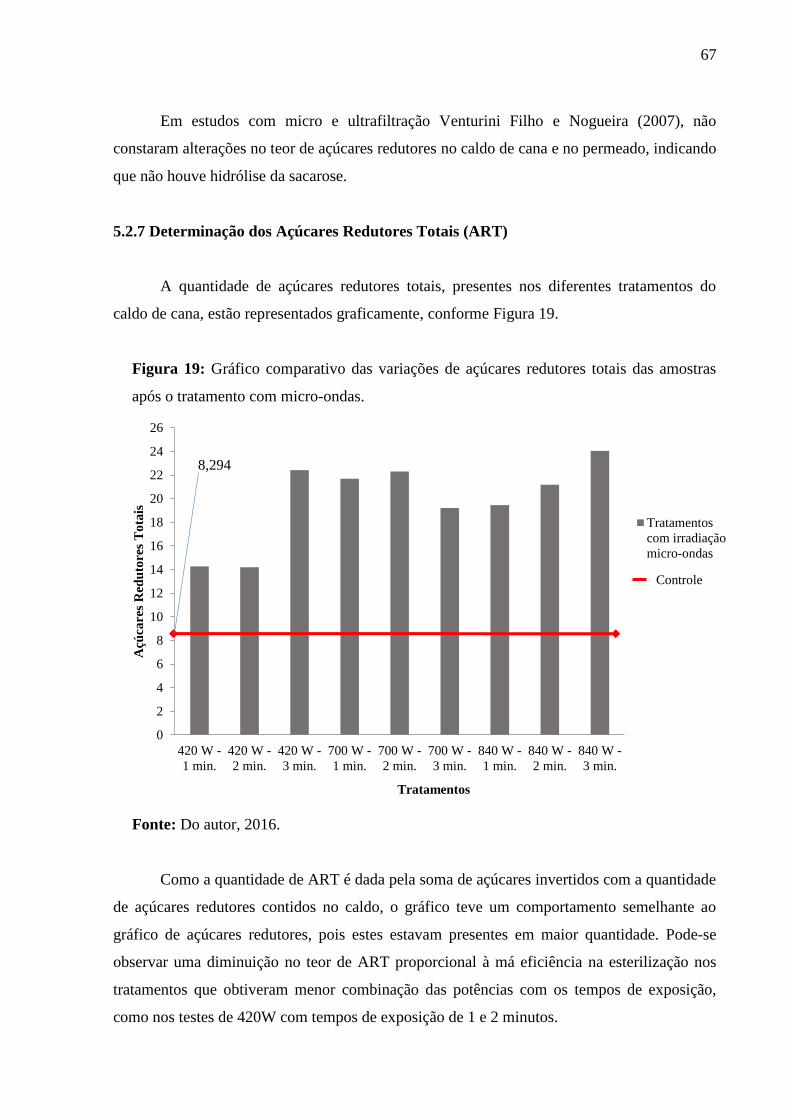
67
Em estudos com micro e ultrafiltração Venturini Filho e Nogueira (2007), não
constaram alterações no teor de açúcares redutores no caldo de cana e no permeado, indicando
que não houve hidrólise da sacarose.
5.2.7 Determinação dos Açúcares Redutores Totais (ART)
A quantidade de açúcares redutores totais, presentes nos diferentes tratamentos do
caldo de cana, estão representados graficamente, conforme Figura 19.
Figura 19: Gráfico comparativo das variações de açúcares redutores totais das amostras
após o tratamento com micro-ondas.
Fonte: Do autor, 2016.
Como a quantidade de ART é dada pela soma de açúcares invertidos com a quantidade
de açúcares redutores contidos no caldo, o gráfico teve um comportamento semelhante ao
gráfico de açúcares redutores, pois estes estavam presentes em maior quantidade. Pode-se
observar uma diminuição no teor de ART proporcional à má eficiência na esterilização nos
tratamentos que obtiveram menor combinação das potências com os tempos de exposição,
como nos testes de 420W com tempos de exposição de 1 e 2 minutos.
0
2
4
6
8
10
12
14
16
18
20
22
24
26
420 W -
1 min.
420 W -
2 min.
420 W -
3 min.
700 W -
1 min.
700 W -
2 min.
700 W -
3 min.
840 W -
1 min.
840 W -
2 min.
840 W -
3 min.
Açú
care
s R
edu
tore
s T
ota
is
Tratamentos
Tratamentos
com irradiação
micro-ondas
Controle
8,294
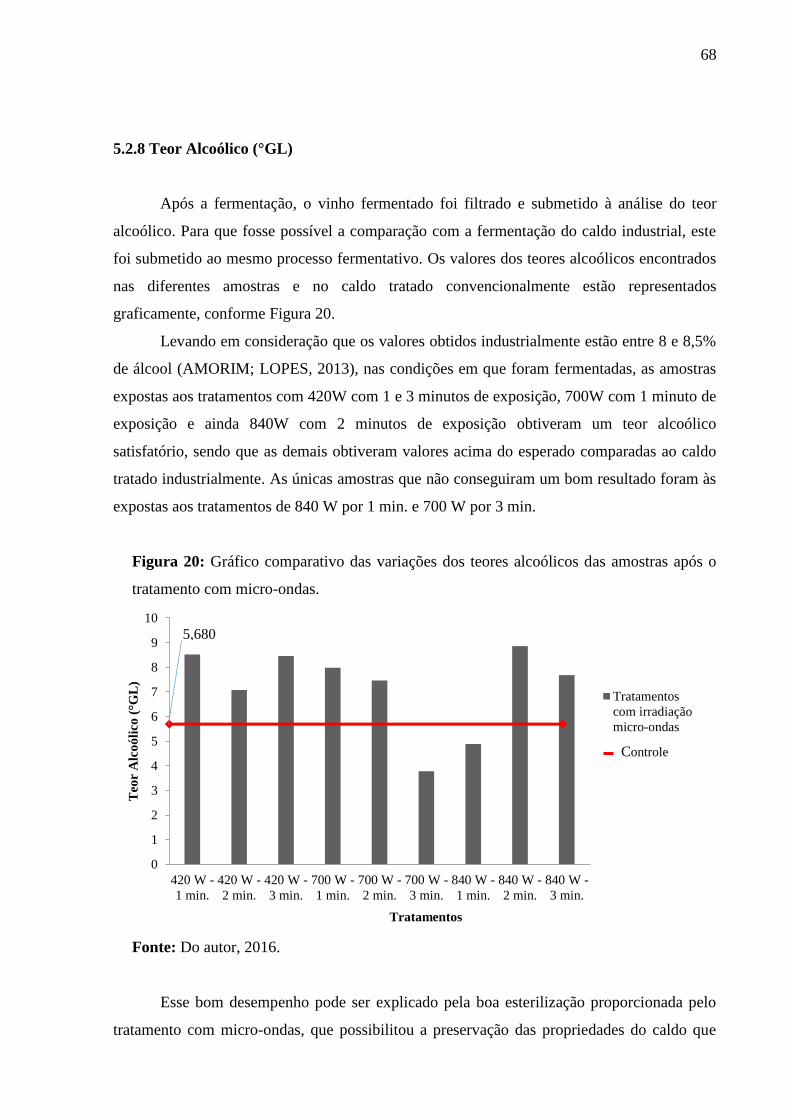
68
5.2.8 Teor Alcoólico (°GL)
Após a fermentação, o vinho fermentado foi filtrado e submetido à análise do teor
alcoólico. Para que fosse possível a comparação com a fermentação do caldo industrial, este
foi submetido ao mesmo processo fermentativo. Os valores dos teores alcoólicos encontrados
nas diferentes amostras e no caldo tratado convencionalmente estão representados
graficamente, conforme Figura 20.
Levando em consideração que os valores obtidos industrialmente estão entre 8 e 8,5%
de álcool (AMORIM; LOPES, 2013), nas condições em que foram fermentadas, as amostras
expostas aos tratamentos com 420W com 1 e 3 minutos de exposição, 700W com 1 minuto de
exposição e ainda 840W com 2 minutos de exposição obtiveram um teor alcoólico
satisfatório, sendo que as demais obtiveram valores acima do esperado comparadas ao caldo
tratado industrialmente. As únicas amostras que não conseguiram um bom resultado foram às
expostas aos tratamentos de 840 W por 1 min. e 700 W por 3 min.
Figura 20: Gráfico comparativo das variações dos teores alcoólicos das amostras após o
tratamento com micro-ondas.
Fonte: Do autor, 2016.
Esse bom desempenho pode ser explicado pela boa esterilização proporcionada pelo
tratamento com micro-ondas, que possibilitou a preservação das propriedades do caldo que
0
1
2
3
4
5
6
7
8
9
10
420 W -
1 min.
420 W -
2 min.
420 W -
3 min.
700 W -
1 min.
700 W -
2 min.
700 W -
3 min.
840 W -
1 min.
840 W -
2 min.
840 W -
3 min.
Teo
r A
lco
óli
co (°G
L)
Tratamentos
Tratamentos
com irradiação
micro-ondas
Controle
5,680
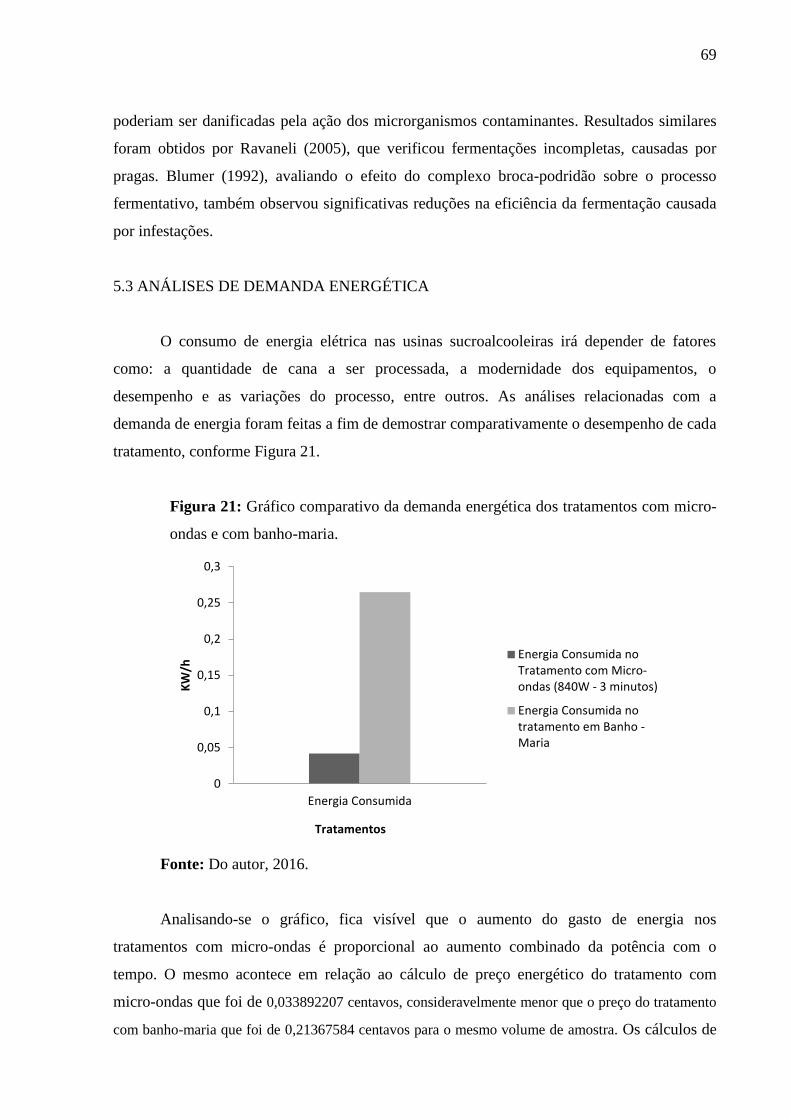
69
poderiam ser danificadas pela ação dos microrganismos contaminantes. Resultados similares
foram obtidos por Ravaneli (2005), que verificou fermentações incompletas, causadas por
pragas. Blumer (1992), avaliando o efeito do complexo broca-podridão sobre o processo
fermentativo, também observou significativas reduções na eficiência da fermentação causada
por infestações.
5.3 ANÁLISES DE DEMANDA ENERGÉTICA
O consumo de energia elétrica nas usinas sucroalcooleiras irá depender de fatores
como: a quantidade de cana a ser processada, a modernidade dos equipamentos, o
desempenho e as variações do processo, entre outros. As análises relacionadas com a
demanda de energia foram feitas a fim de demostrar comparativamente o desempenho de cada
tratamento, conforme Figura 21.
Figura 21: Gráfico comparativo da demanda energética dos tratamentos com micro-
ondas e com banho-maria.
Fonte: Do autor, 2016.
Analisando-se o gráfico, fica visível que o aumento do gasto de energia nos
tratamentos com micro-ondas é proporcional ao aumento combinado da potência com o
tempo. O mesmo acontece em relação ao cálculo de preço energético do tratamento com
micro-ondas que foi de 0,033892207 centavos, consideravelmente menor que o preço do tratamento
com banho-maria que foi de 0,21367584 centavos para o mesmo volume de amostra. Os cálculos de
0
0,05
0,1
0,15
0,2
0,25
0,3
Energia Consumida
KW
/h
Tratamentos
Energia Consumida noTratamento com Micro-ondas (840W - 3 minutos)
Energia Consumida notratamento em Banho -Maria
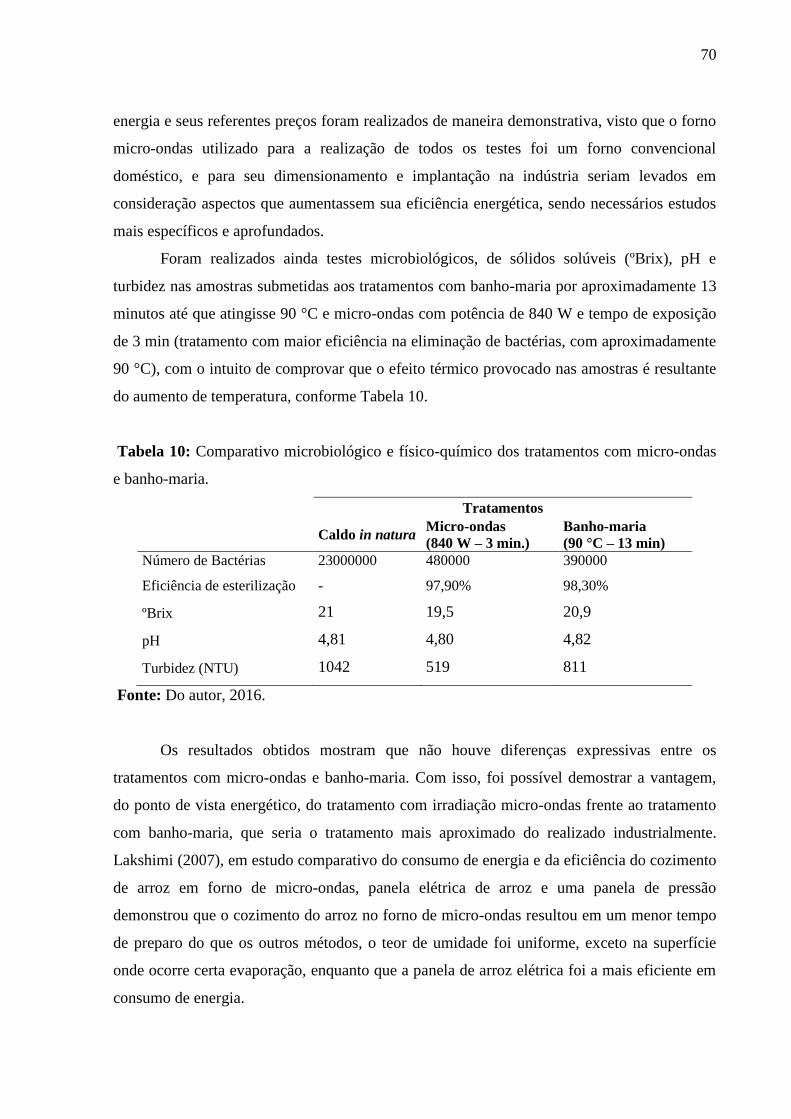
70
energia e seus referentes preços foram realizados de maneira demonstrativa, visto que o forno
micro-ondas utilizado para a realização de todos os testes foi um forno convencional
doméstico, e para seu dimensionamento e implantação na indústria seriam levados em
consideração aspectos que aumentassem sua eficiência energética, sendo necessários estudos
mais específicos e aprofundados.
Foram realizados ainda testes microbiológicos, de sólidos solúveis (ºBrix), pH e
turbidez nas amostras submetidas aos tratamentos com banho-maria por aproximadamente 13
minutos até que atingisse 90 °C e micro-ondas com potência de 840 W e tempo de exposição
de 3 min (tratamento com maior eficiência na eliminação de bactérias, com aproximadamente
90 °C), com o intuito de comprovar que o efeito térmico provocado nas amostras é resultante
do aumento de temperatura, conforme Tabela 10.
Tabela 10: Comparativo microbiológico e físico-químico dos tratamentos com micro-ondas
e banho-maria.
Tratamentos
Caldo in natura Micro-ondas
(840 W – 3 min.)
Banho-maria
(90 °C – 13 min)
Número de Bactérias 23000000 480000 390000
Eficiência de esterilização - 97,90% 98,30%
ºBrix 21 19,5 20,9
pH 4,81 4,80 4,82
Turbidez (NTU) 1042 519 811
Fonte: Do autor, 2016.
Os resultados obtidos mostram que não houve diferenças expressivas entre os
tratamentos com micro-ondas e banho-maria. Com isso, foi possível demostrar a vantagem,
do ponto de vista energético, do tratamento com irradiação micro-ondas frente ao tratamento
com banho-maria, que seria o tratamento mais aproximado do realizado industrialmente.
Lakshimi (2007), em estudo comparativo do consumo de energia e da eficiência do cozimento
de arroz em forno de micro-ondas, panela elétrica de arroz e uma panela de pressão
demonstrou que o cozimento do arroz no forno de micro-ondas resultou em um menor tempo
de preparo do que os outros métodos, o teor de umidade foi uniforme, exceto na superfície
onde ocorre certa evaporação, enquanto que a panela de arroz elétrica foi a mais eficiente em
consumo de energia.
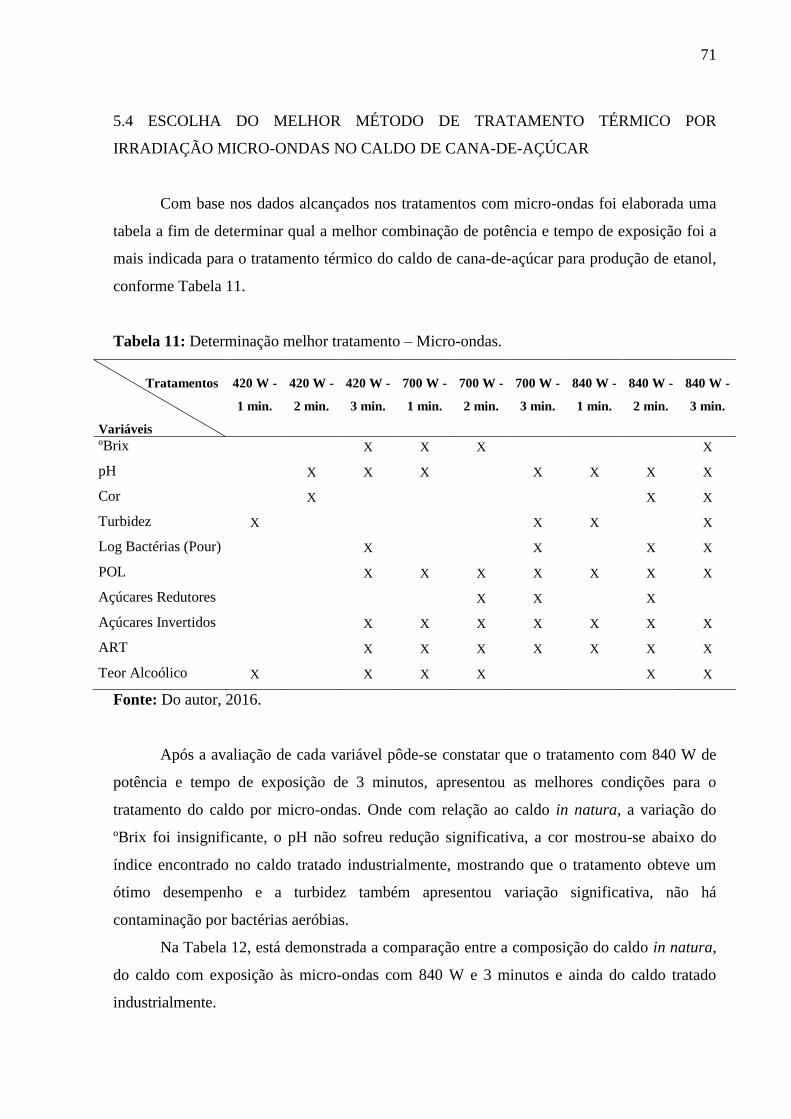
71
5.4 ESCOLHA DO MELHOR MÉTODO DE TRATAMENTO TÉRMICO POR
IRRADIAÇÃO MICRO-ONDAS NO CALDO DE CANA-DE-AÇÚCAR
Com base nos dados alcançados nos tratamentos com micro-ondas foi elaborada uma
tabela a fim de determinar qual a melhor combinação de potência e tempo de exposição foi a
mais indicada para o tratamento térmico do caldo de cana-de-açúcar para produção de etanol,
conforme Tabela 11.
Tabela 11: Determinação melhor tratamento – Micro-ondas.
Tratamentos
Variáveis
420 W -
1 min.
420 W -
2 min.
420 W -
3 min.
700 W -
1 min.
700 W -
2 min.
700 W -
3 min.
840 W -
1 min.
840 W -
2 min.
840 W -
3 min.
ºBrix
X X X
X
pH
X X X X X X X
Cor
X
X X
Turbidez X
X X
X
Log Bactérias (Pour)
X
X
X X
POL
X X X X X X X
Açúcares Redutores
X X
X
Açúcares Invertidos X X X X X X X
ART
X X X X X X X
Teor Alcoólico X
X X X
X X
Fonte: Do autor, 2016.
Após a avaliação de cada variável pôde-se constatar que o tratamento com 840 W de
potência e tempo de exposição de 3 minutos, apresentou as melhores condições para o
tratamento do caldo por micro-ondas. Onde com relação ao caldo in natura, a variação do
ºBrix foi insignificante, o pH não sofreu redução significativa, a cor mostrou-se abaixo do
índice encontrado no caldo tratado industrialmente, mostrando que o tratamento obteve um
ótimo desempenho e a turbidez também apresentou variação significativa, não há
contaminação por bactérias aeróbias.
Na Tabela 12, está demonstrada a comparação entre a composição do caldo in natura,
do caldo com exposição às micro-ondas com 840 W e 3 minutos e ainda do caldo tratado
industrialmente.
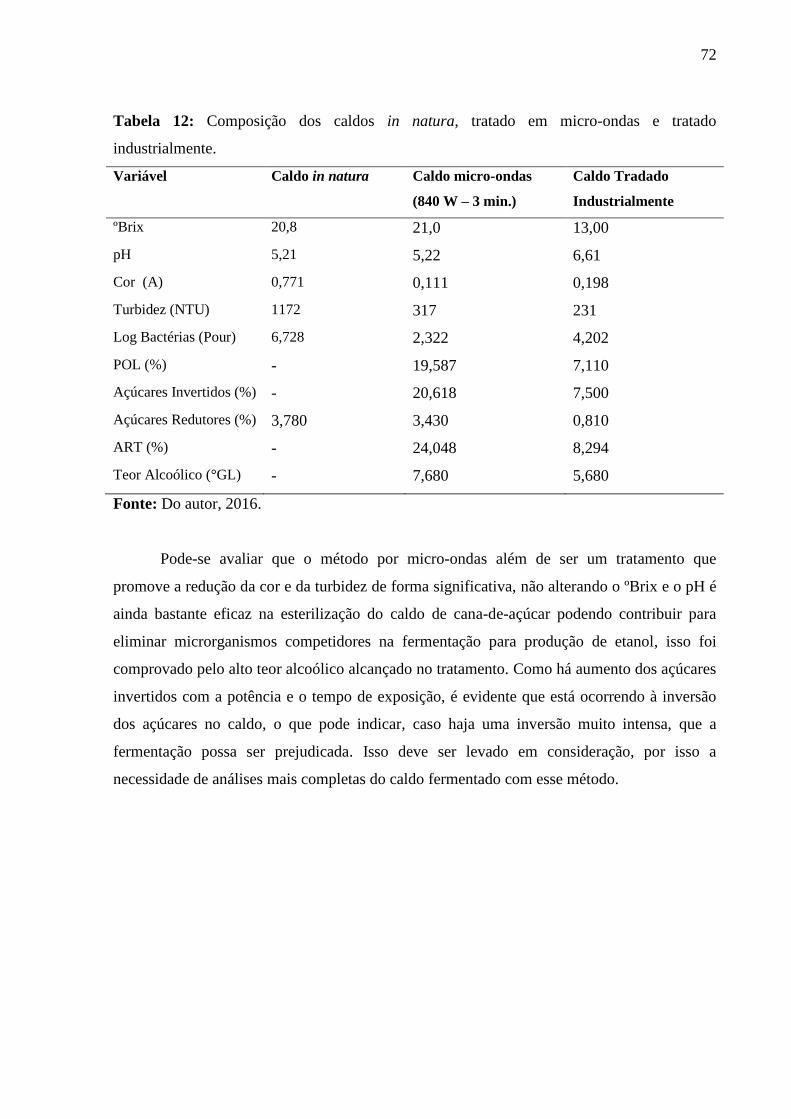
72
Tabela 12: Composição dos caldos in natura, tratado em micro-ondas e tratado
industrialmente.
Variável Caldo in natura Caldo micro-ondas
(840 W – 3 min.)
Caldo Tradado
Industrialmente
ºBrix 20,8 21,0 13,00
pH 5,21 5,22 6,61
Cor (A) 0,771 0,111 0,198
Turbidez (NTU) 1172 317 231
Log Bactérias (Pour) 6,728 2,322 4,202
POL (%) - 19,587 7,110
Açúcares Invertidos (%) - 20,618 7,500
Açúcares Redutores (%) 3,780 3,430 0,810
ART (%) - 24,048 8,294
Teor Alcoólico (°GL) - 7,680 5,680
Fonte: Do autor, 2016.
Pode-se avaliar que o método por micro-ondas além de ser um tratamento que
promove a redução da cor e da turbidez de forma significativa, não alterando o ºBrix e o pH é
ainda bastante eficaz na esterilização do caldo de cana-de-açúcar podendo contribuir para
eliminar microrganismos competidores na fermentação para produção de etanol, isso foi
comprovado pelo alto teor alcoólico alcançado no tratamento. Como há aumento dos açúcares
invertidos com a potência e o tempo de exposição, é evidente que está ocorrendo à inversão
dos açúcares no caldo, o que pode indicar, caso haja uma inversão muito intensa, que a
fermentação possa ser prejudicada. Isso deve ser levado em consideração, por isso a
necessidade de análises mais completas do caldo fermentado com esse método.
73
6. CONCLUSÃO
A constante procura por otimização nos processos produtivos do setor sucroalcooleiro
são sempre sanadas na inovação tecnológica, que não só busca criar novas rotas e
equipamentos como também melhorar aqueles já existentes. Nesse contexto, o tratamento
térmico do caldo de cana é uma etapa do processo passível de inovações. Como nessa etapa o
gasto de insumos químicos e energia são intensos, propostas que visem à redução desses itens
são de extrema importância no setor.
O tratamento do caldo por micro-ondas que apresentou as melhores condições para a
clarificação correspondeu à potência de 840 W e ao tempo de exposição de 3 minutos, onde
com relação ao caldo in natura, a variação do ºBrix foi insignificante, o pH não sofreu
redução significativa, a cor e a turbidez demostraram uma variação significativa e vantajosa,
não houve contaminação por bactérias aeróbias, fazendo com que o teor alcoólico alcançado
fosse muito favorável.
A fermentação é o principal parâmetro a ser controlado na produção do etanol, sendo
necessário um rigoroso controle das etapas como a contaminação do caldo e do fermento,
buscando alternativas eficazes que consigam diminuir ou eliminar a carga microbiana
melhorando consequentemente o rendimento da produção. Portanto, com o tratamento por
irradiação micro-ondas com 840W de potência e um tempo de exposição de 3 minutos, com
alíquotas de 150 mL, conseguiu-se manter o caldo de cana com 21 °Brix, um pH de 5,22, um
índice de cor de 0,111, uma turbidez de 317 NTU, o log de bactérias (pour) de 2,322, o teor
de sacarose aparente se manteve em 19,587%, de açúcares invertidos em 20,618%, açúcares
redutores em 3,430%, açúcares redutores totais em 24,048%, alcançando um teor alcoólico de
7,680 °GL. Todos esses resultados comparados aos alcançados pelo tratamento industrial
mostram o potencial que o tratamento por irradiação micro-ondas tem proporcionar um
processo mais rápido e vantajoso para a indústria.
Um tratamento térmico eficaz como o proporcionado pela irradiação micro-ondas é
capaz de destruir microrganismos, inativar enzimas que podem causar a deterioração do
caldo, eliminando e controlando fatores negativos à fermentação para obtenção do etanol.
Logo, a utilização desse método pode vir a simplificar o processo de esterilização do caldo de
cana-de-açúcar, uma vez que não utiliza insumos e pode ser automatizada, racionalizando a
mão de obra e diminuindo custo de produção.
74
REFERÊNCIAS
ABARCA, C.D.G.; Inovações tecnológicas na agroindústria da cana-de-açúcar no Brasil.
COPPE/Universidade Federal do Rio de Janeiro, DEPRO/Universidade Federal de Ouro
Preto, 2005.
ADECOAGRO. Research Report. 2011. 66 p. Disponível em
<http://s3.amazonaws.com/zanran_storage/bidhitter.com/ContentPages/24966810
15.pdf#page=65> Acesso em: 19 jan. 2016.
AGÊNCIA E.F.E. Brasil está entre os principais produtores de biocombustíveis do
mundo. Biodieselbr.com. 30 mar. 2011. Disponível em:
<http://www.biodieselbr.com/noticias/em-foco/brasil-produtores-biocombustiveismundo-
300311.htm>. Acesso em: 10 jan. 2016.
ALCARDE, A.R. Efeito da radiação gama em alguns parâmetros microbiológicos e
bioquímicos da fermentação alcoólica. 2000. 111 p. Tese (Doutorado em Ciências). Centro
de Energia Nuclear na Agricultura, Universidade de São Paulo, 2000.
ALCARDE, V.E. ; YOKOYA, F. Efeito da população de bactérias na floculação de leveduras
isoladas de processos industriais de fermentação alcoólica. STAB. Açúcar, Álcool e
Subprodutos, Piracicaba, v. 21, n. 4, p. 40-42, 2003.
ALKASRAWI, M.; JRAI, A.A.; AL-MUHTASEB, A.H.. Simultaneous saccharification and
fermentation process for ethanol production from steam-pretreated softwood: Recirculation of
condensate streams. Chemical Engineering Journal, Muscat, p. 574-579. 13 abr. 2013.
ALTINTAS, M.M.; ÜLGEN, K.Ö; KIRDAR, B.; ÖNSAN, Z.I.; OLIVER, S.G. Improvement
of ethanol production from starch by recombinant yeast through manipulation of
environmental factors. Enzyme and Microbial Technology, v. 31, p. 640 - 647, 2002.
ALVES, D.M.L.G. Fatores que afetam a formação de ácidos orgânicos bem como outros
parâmetros da fermentação alcoólica. Piracicaba, 1994. 274p. Dissertação (Mestrado) –
Escola Superior de Agricultura “Luiz de Queiroz”, Universidade de São Paulo.
AMORIM, H.V.; OLIVEIRA, A.J.; ZAGO, E.A.; BASSO, L.C.; GALLO, C.R. Processos de
fermentação alcoólica, seu controle e monitoramento. Piracicaba: Centro de Biotecnologia
Agrícola, 1989. 145p.
AMORIM, H.V.; OLIVEIRA, A.J. Infecção na fermentação: como evitá-la. Álcool e Açúcar,
São Paulo, v.2, n.5, p.12-18, jul/ago. 1982.
AMORIM, H.V. (Coord.) Fermentação alcoólica, ciência & tecnologia. Piracicaba:
Fermentec, 2005. 448 p.
AMORIM, H.V.; LOPES, M.L. Ciência e tecnologia na seleção de leveduras para produção
de etanol. Simpósio Microrganismos em Agroenergia: da Prospecção aos Bioprocessos.
Anais... Embrapa Agroenergia. Brasília, novembro, 2013.
75
ARMAS, R.; MARTINEZ, M.; VICENTE, C.; LEGAZ, M.E. Free and conjugated
polyamines and phenols in raw and alkaline clarified sugar cane juices. Journal of
Agricultural and Food Chemistry, v. 47, p. 3086-3092, 1999.
ASSEMBLEIA LEGISLATIVA DO ESTADO DE GOIÁS (Org.). A importância do etanol
para a economia brasileira. 2009. Disponível em:
<http://algo.jusbrasil.com.br/noticias/1159554/a-importancia-do-etanol-para-a-economia-
brasileira>. Acesso em: 01 jan. 2016.
BARBOZA, A.C.R.N. Aquecimento em forno de microondas / desenvolvimento de alguns
conceitos fundamentais. Química Nova, Campinas, v. 24, n. 6, p.901-904, maio 2001.
BARROS NETO, B.; SCARMINIO, I.S.; BRUNS, R.E. Como fazer experimentos:
pesquisa e desenvolvimento na ciência e na indústria. 3 ed., Campinas: Unicamp, 2007.
BARUFFALDI, R.; DE OLIVEIRA, M.N. Conservação de alimentos por tratamento
térmico. In: BARUFFALDI, R.; DE OLIVEIRA, M.N. Fundamentos de tecnologia de
alimentos. São Paulo: Atheneu, 1998. v.3, cap.5. p. 83-119.
BASSO, L.C. Fisiologia e ecologia microbiana, I Workshop Tecnológico sobre Produção de
Etanol, Projeto Programa de Pesquisa em Políticas Públicas, ESALQ/USP, 2004.
BASTOS, V.D. Etanol, Alcoolquímica e Biorrefinarias. BNDES Setorial, Rio de Janeiro, n.
25, p. 5-38, mar. 2007.
BEVAN, D.; BOND, J. Microorganism in field and mill - a preliminary survey. In:
Conference of the Queensland Society of Sugar Cane Technologists, 38. Cairns, 1971.
Proceedings. Brisbane: Watson Fergunson, 1971. p.137-143.
BLUMER, E. Efeito do complexo broca/podridões na fermentação etanólica. Piracicaba,
1992. 66f. Dissertação (Mestrado em Ciência e Tecnologia de Alimentos) – Escola Superior
de Agricultura ―Luiz de Queiroz‖, Universidade de São Paulo.
BNDES E CGEE. (Org.). Bioetanol de cana-de-açúcar: energia para o desenvolvimento
sustentável. Rio de Janeiro: Bndes, 2008. 316 p. DC, 2007. Disponível em:
<http://www.cei.org/pdf/5774.pdf>. Acesso em: 06 fev. 2016.
BOLOGNA-CAMPBELL, I. Balanço de nitrogênio e enxofre no sistema solo-cana-de-
açúcar no ciclo de cana-planta. 112 p. Tese (Doutorado em Agronomia - Solos e Nutrição
de Plantas), Escola Superior de Agricultura Luiz de Queiroz, Universidade de São Paulo,
Piracicaba, 2007.
BUCKERIDGE, M.S.; SANTOS, W.D.; SOUZA, A.P. As rotas para o etanol celulósico no
Brasil. In: CORTEZ, L. A. B. Bioetanol de cana-de-açúcar: P & D para produtividade e
sustentabilidade. São Paulo: Blucher, 2010.
CALADO, V.; MONTGOMERY, D.C.. Planejamento de experimentos usando o
Statistica. Rio de Janeiro. E-Papers, 2003.
CALDAS, C. Teoria básica das análises sucroalcooleiras. Maceió. Central analítica, 2005.
76
CAMARGO, C.A.; USHIMA, A.H.; RIBEIRO, A.M.M.; SOUZA, M.E.P.; SANTOS, N.F.
Conservação de energia na indústria do açúcar e álcool: manual de recomendações.
Instituto de Pesquisas Tecnológicas, São Paulo, 1990. 797p. (Publicações IPT 1817).
CAMOLEZ, M.A.; MUTTON, M.J.R. Influência de microrganismos contaminantes sobre o
processo fermentativo. STAB. Açúcar, Álcool e Subprodutos, Piracicaba, v. 23, n.5, p. 42 –
47, 2005.
CAÑUMIR, J.A. Pasteurisation of Apple Juice by Using Microwaves. LWT – Food Science
and Technology, Chillán, p. 389-392. 27 Ago. 2001.
CARDONA, C.A.; SÁNCHEZ, Ó.J. Trends in biotechnological production of fuel ethanol
from different feed stocks. Bioresource Technology, v.99, n.13, p.5270-5295. 2007.
CAVICCHIOLI, A.; GUTZ, I.G.R.. O uso de radiação Ultravioleta para o pré-tratamento de
amostras em análise inorgânica. Química Nova, São Paulo, p. 913-921. 15 abr. 2003.
CEBALLOS-SCHIAVONE, C.H.M.. Tratamento térmico do caldo de cana-de-açúcar
visando a redução de contaminantes bacterianos - Lactobacillus – na produção de etanol
e eficiência de tratamento do fermento por etanol. 2009. 177 p.: il. Dissertação (Mestrado).
Escola Superior de Agricultura “Luiz de Queiroz”, Piracicaba, 2009.
CESAR, M.A.; DELGADO, A.A.; CAMARGO, A.P.; BISSOLI, B.M.A.; SILVA, F.C.
Capacidade de fosfatos naturais e artificiais em elevar o teor de fósforo no caldo de cana-de-
açúcar (cana-planta), visando o processo industrial. STAB: açúcar, álcool e subprodutos,
v.5, n. 5, p. 32-38, 1987.
CHANDRASEKARAN, S.; RAMANATHAN, S.; BASAK, T. Microwave food processing—
A review. Food Research International, Chennai, p. 243-261. 21 fev. 2013.
CHEN, J.C.P. Cane sugar handbook: a manual for cane sugar manufacturers and their
chemists. 11 th ed. New York: John Wiley& Sons, 1985. 1134p.
CHEN, J.C.P.; CHOU, C. Cane Sugar Handbook. A manual for cane sugar manufacturers
and their chemists. 12 nd.ed. New York John Wiley & Sons, 1993.
CONSECANA. Manual de Instruções. Piracicaba: Consecana, 2006.
CONSECANA. Propriedades da Cana-de-Açúcar. 2012. Disponível em:
<www.consecana.com.br>. Acesso em: 01 mar. 2016.
COOPERATIVA DE PRODUTORES DE CANA, AÇÚCAR E ÁLCOOL DO ESTADO DE
SÃO PAULO - COPERSUCAR. Manual de controle microbiológico da usina de açúcar e
álcool. Cadernos Copersucar, Piracicaba, n.5, v. 3, p. 1 – 10, 1983.
COSTA, M.C.G. Distribuição e crescimento radicular em soqueiras de cana-deaçúcar:
dois cultivares em solos com características distintas. 88 p. Tese (Doutorado em
Agronomia) Escola Superior de Agricultura Luiz de Queiroz, Universidade de São Paulo,
Piracicaba, 2005.
77
DELGADO, A.A.; AZEREDO CÉSAR, M.A. Elementos de tecnologia e engenharia do
açúcar de cana. Vol. II. Piracicaba: Escola Superior de Agricultura Luiz de Queiroz, 1977.
DOHERTY, W.O.S. Improved Sugar Cane Juice Clarification by Understanding Calcium
Oxide-Phosphate-Sucrose Systems. Journal of Agricultural and Food Chemistry,
Brisbane, p. 1829-1836. 15 fev. 2011.
EGGLESTON, G.; VERCELLOTTI, J.R. Degradation of sucrose, glucose and fructose in
concentrated aqueous solutions under constant pH conditions at elevated temperature.
Journal of Carbohydrate Chemistry, v. 19, n. 9, p. 1305 - 1318, 2000.
ENGELDER, D.; BUFFLER, C. (1991). Measuring dielectric properties of food products at
microwave frequencies. Microwave World, v.12, 2, p.6-15.
FARINE, S.; BIAGINI, A.; CHASTAN, M.H.; ESTOUPAN, S.; PUIGSERVER, A.
Degradation of sucrose during sugar processing I: Analysis of sucrose and inversion products
by HPAE-PAD in model sugar systems under refinery conditions. International Sugar
Journal, v. 102, n. 1215, p. 140-146, 2000.
FAZAELI, M.; YOUSEFI, S.; EMAM-DJOMEH, Z.. Investigation on the effects of
microwave and conventional heating methods on the phytochemicals of pomegranate (Punica
granatum L.) and black mulberry juices. Food Research International, Tehran, p. 568-573.
16 Mar. 2011.
FERREIRA, R. J. A. Tecnologia de produção de álcool: fermentação alcoólica. Rio de
Janeiro, s.ed., 2008. 73p.
FORTUNY, M. Principais aplicações das micro-ondas na produção e refino de petróleo.
Química Nova, Rio de Janeiro, v. 31, n. 6, p.1553-1561, 07 ago. 2008. Anual. Disponível em:
<https://www.researchgate.net/profile/Silvia_Egues2/publication/244751204_Principais_aplic
aes_das_microondas_na_produo_e_refino_de_petrleo/links/00b49534ee8ea90306000000.pdf
>. Acesso em: 03 mar. 2016.
GADEN, E.L. Fermentation process kinetics. Journal of Biochemical Microbiological and
Technological Engineering, New York, v.1, p.413-415, 1959.
GALLO, C.R. Determinação da microbiota bacteriana de mosto e de dornas de
fermentação alcoólica. 1990. 388p. Tese (Doutorado em Ciência de Alimentos) –
Universidade Estadual de Campinas – Unicamp - Faculdade de Engenharia de Alimentos,
Campinas. 1990.
GARCIA, D.B. Danos causados por Mahanarva fimbriolata (Stål, 1854) na qualidade da
cana e processo fermentativo. 2009. 85 f. Dissertação (Mestrado em Microbiologia
Agropecuária) Faculdade de Ciências Agrárias e Veterinárias, Universidade Estadual Paulista,
Jaboticabal, 2009.
GE, L. Effects of microwave irradiation treatment on physic chemical characteristics of
Chinese low-rank coals. Energy Conversion and Management, Hangzhou, p. 84-91. 16 abr.
2013.
78
GENTRY, T.S.; ROBERTS, J.S.. Design and evaluation of a continuous flow microwave
pasteurization system for apple cider. LWT – Food Science and Technology, Geneva, p.
227-238. 25 Mai. 2004.
GERARD, K. A.; ROBERTS, J. S.. Microwave heating of apple mash to improve juice yield
and quality. LWT – Food Science and Technology, Geneva, p. 551-557. 17 dec. 2004.
GHORBANI, F. Cane molasses fermentation for continuous ethanol production in an
immobilized cells reactor by Saccharomyces cerevisiae. Renewable Energy, Noor, p. 503-
509. 14 ago. 2010.
GÔUVEIA, V.L.R. Desenvolvimento de um sistema especialista para auxílio no projeto e
operação de processos biotecnológicos. 2006. 208p. Tese (Doutorado em Engenharia
Química), Faculdade de Engenharia Química, Universidade de Campinas, Campinas, 2006.
HAMERSKI, F.. Estudo de variáveis no processo de carbonatação do caldo de cana-de-
açúcar. 2009. 150 f. Dissertação (Mestre) - Curso de Tecnologia de Alimentos, Departamento
de Tecnologia, Universidade Federal do Paraná, Curitiba, 2009.
HERVÉ, D.; LANCRENON, X.; ROUSSET, F. Production of refined sugar at the cane sugar
mill. Sugar y Azugar, New Cork, v. 90, n. 5, p. 40-45, 1995.
HONIG, P. Principles of sugar technology. New York: Elsevier Publishing Company, v. 1,
1953.
HUGOT, E. Manual da engenharia açucareira. São Paulo: Mestre Jou. São Paulo, 1969.
544p.
IADEROZA, M.; DRAETTA, I.S. Ênzimas e Pigmentos– influências e alterações durante
o processamento. In: SOLER, M.P. Industrialização de frutas. 2.ed.Campinas: Instituto de
Tecnologia de Alimentos, 1991.cap 2, p17-31. (Manual Técnico, 8).
IBGE. Instituto Brasileiro de Geografia e Estatística. Produção Agrícola Municipal:
Culturas Temporárias e Permanentes. IBGE, 2015. Disponível em: <www.ibge.gov.br>.
Acesso em: 03 mar. 2016.
JONES, D.A. Microwave heating applications in environmental engineering —a review.
Resources, Conservation and Recycling, Nottingham, p. 75-90. 18 jun. 2001.
KHAN, R.; Pure and Applied Chemistry. 1984, v. 56, p. 833.
KOHLHEPP, G. Análise da situação da produção de etanol e biodiesel no Brasil. Estudos
Avançados. São Paulo, v. 24, n. 68, 2010 Disponível em:
<http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0103-40142010000100017&lng
=en&nrm=iso> . Acesso em 06 jan.2016.
LAKSHIMI, S. Energy consumption in microwave cooking of rice and its comparison with
other domestic appliances. Journal of Food Engineering, v. 78, p. 715–722, 2007.

79
LIMA, U.A.; BASSO, L.C.; AMORIM, H.V. In: LIMA, U.A. (Coord.). Biotecnologia
Industrial: Processos Fermentativos e Enzimáticos. São Paulo: Edgard Blücher, 2001. p.1-
43. (Biotecnologia Industrial; v.3).
LUDWIG, K.M.; OLIVA NETO, P.; ANGELIS, D.F. Quantificação da floculação de
Saccharomyces cerevisiae por bactérias contaminantes da fermentação alcoólica. Ciência e
Tecnologia de Alimentos, Campinas, v. 21, n. 1, p. 63-68, jan./abr. 2001
MAFRA, P.H. Sulfitação do caldo de cana-de-açúcar e aspectos ambientais decorrentes:
Ênfase às emissões de dióxido de enxofre. 159 p. Dissertação (Mestrado) – Escola de
Engenharia da Universidade Federal de Minas Gerais, Belo Horizonte, 2004.
MANTELATTO, P.E. Estudo do processo de cristalização de soluções impuras de
sacarose de cana-de-açúcar por resfriamento. 272 p. Dissertação (Mestrado em Engenharia
Química) – Centro de Ciências Exatas e Tecnologia, Universidade Federal de São Carlos. São
Carlos, 2005.
MARAFANTE, L.J. Tecnologia da fabricação do álcool e do açúcar. São Paulo. Ícone
Editora. (1993).
MARQUES, M.O.; MARQUES, T.A.; TASSO JÚNIOR, L.C. Tecnologia do açúcar.
Produção e industrialização da cana-de-açúcar. Jaboticabal-SP: Funep, 2001.
MARTINS, N.G.S. Os fosfatos na cana-de-açúcar. 84 p. Dissertação (Mestrado em Ciência
e Tecnologia de Alimentos) - Escola Superior de Agricultura Luiz de Queiroz, Universidade
de São Paulo, Piracicaba, 2004.
MENEGUETTI, C.C.; MEZAROBA, S.; GROFF, A.M. Processos de produção do álcool
etílico de cana-de-açúcar e os possíveis reaproveitamentos dos resíduos resultantes do
sistema. Fecilcam, Campo Mourão, p. 1-9. 19 nov. 2010.
MENEZES, T.J.B. de. Etanol, o combustível do Brasil. São Paulo, agronômica Ceres, 233
p. 1980.
MENÉNDEZ, J.A. Microwave heating processes involving carbon materials. Fuel
Processing Technology, Oviedo, p. 1-8. 28 ago. 2009.
MORAES, B.S. Anaerobic digestion of vinasse from sugarcane biorefineries in Brazil from
energy, environmental, and economic perspectives: Profit or expense?. Applied Energy, São
Paulo, p. 825-835. 4 set. 2013.
MUTTON, M.J.R. Reflexos da qualidade da matéria-prima sobre a fermentação
alcoólica. In: WORKSHOP SOBRE PRODUÇÃO DE ETANOL: QUALIDADE DE
MATÉRIA PRIMA, 2008. Anais... Lorena, 2008.
NARENDRANATH, N.V.; POWER, R. Effect of yeast inoculation rate on the metabolism of
contamination glactocilli during fermentation of corn mash. Journal of Industrial
Microbiology and Biotechnology, v.31, p.581-584, 2004.
80
NELSON, D.L.; COX, M.M. Lehninger princípios de bioquímica. 5. ed. Porto Alegre:
ArtMed, 2011. 1304 p
NOBRE, T.P. Viabilidade celular de Saccharomyces cerevisiae em associação com
bactérias contaminantes da fermentação alcoólica. 2005. 90p. Dissertação (Mestrado em
Ciência e Tecnologia de Alimentos) – Escola Superior de Agricultura Luiz de Queiroz,
Universidade de São Paulo, Piracicaba. 2005.
NOLASCO, J.J. Desenvolvimento de processo térmico otimizado para mosto de caldo de
cana na fermentação alcoólica. 2005. 181p. Dissertação (Mestrado em Ciência dos
Alimentos). Faculdade de engenharia de alimentos da Universidade de Campinas –
Universidade de Campinas, Campinas. 2005.
NUNES, A.A., Franca, A.S., Oliveira, L.S. Activated carbons from waste biomass: an
alternative use for biodiesel production solid residues. Bioresource Technology., (100) 1786-
1792, 2009.
OETTERER, M.; REGINATO-D’ARCE, M.A.B.; SPOTO, M.H.F. Fundamentos de
Ciência e Tecnologia de Alimentos. Barueri: Manole, 2006.
OLIVA-NETO, P.; YOKOYA, F. Effects of nutritional factors on growth of Lactobacillus
fermentum with Saccharomyces cerevisiae in alcoholic fermentation. Revista de
Microbiologia, São Paulo, 28, 25-31. 1997
OLIVEIRA, A.C.G. Efeitos do processamento térmico e da radiação gama na
conservação de caldo de cana puro e adicionado de suco de frutas. Ciência e Tecnologia
de Alimentos, Piracicaba, p. 863-873. 05 ago. 2007.
OLIVEIRA, A.J.; GALLO, C.R.; ALCARDE, V.E.; GODOY, A; AMORIM, H.V. Métodos
para o controle microbiológico na produção de açúcar e álcool. Piracicaba:
FERMENTEC/FEALQ/ESALQ, 1996 a. 89p.
OLIVEIRA-FREGUGLIA, R.M.; HORII, J. Viabilidade celular de Saccharomyces cerevisiae
em cultura mista com Lactobacillus fermentum. Scientia Agricola, Piracicaba. v. 55, n.3, p.
520 – 527, 1998.
OKURA, M.H.; RENDE, J.C. Microbiologia: roteiros de aulas práticas. São
Paulo: Tecmed, 2008. 201p.
PARANHOS, S.B. Cana-de-açúcar: cultivo e utilização. Fundação Cargill, Campinas – SP,
v. 1, 1987, 431p.
PAYNE, J.H. Operações unitárias na produção de açúcar de cana. São Paulo, Nobel: STAB,
p. 245,1989.
PRATI, P.; MORETTI, R.H. Study of clarification process of sugar cane juice for
consumption. Ciência e Tecnologia de Alimentos, São Pedro, p. 776-783. 25 set. 2009.
PRODUÇÃO. Anais... Rio de Janeiro. 2008. 13p. Disponível em:
www.abepro.org.br/enegep2008/.../TN_STP_077_542_11704. pdf. Acesso em: 25 fev.2016.
81
RAVANELI, G.C. Efeito da cigarrinha-das-raízes com tratamento químico sobre a
qualidade da matéria-prima e fabricação de álcool. Jaboticabal, 2005. 78p. (Dissertação de
Mestrado, FCAV, UNESP).
RIBEIRO, F.J.; LOPES, J.J.C.; FERRARI, S.E. Complementação de nitrogênio de forma
contínua no processo de fermentação alcoólica. Brasil Açucareiro, v.105, n.1, p.26-30,
1987.
RIPOLI T.C.C.; RIPOLI M.L.C. Biomassa de cana-de-açúcar: colheita, energia e
ambiente. 2ª ed. Piracicaba, 2009. 302p.
RODRIGUES, D.C.G.A.; SANTOS, T.T.. Manual de Práticas de Processos Bioquímicos:
Apostila de aulas práticas. Rio de Janeiro: UERJ, 2011.
RODRIGUES, F.; LUDOVICO, P.; LEÃO, C. Sugar metabolism in yeasts: an over view of
aerobic and anaerobic glucose catabolism. In: ROSA, C. A. & PETER G.(Eds), Biodiversity
and eco physiology of yeasts, The yeast Handbook, Springer-Verlag, Heidelberg, 2006. 579
p.
ROZA, D.O caminho da cana: o processo de transformação da cana-de-açúcar ensina
importantes lições sobre o aproveitamento total de recursos. Weg em Revista, Jaraguá do Sul,
v. 7, n. 53, p. 1-20, 2008.
SACHAROW, S.; SHIFMANN, R. (1992). Microwave packaging. Pira International, UK,
155p.
SANSEVERINO, A.M.; Quim. Nova 2002, 25, 660.
SCHWAN, R.F.; CASTRO, H.A. Fermentação. IN: CARDOSO, M. G. Produção de
aguardente de cana-de-açúcar. Lavras: Ed. UFLA, 2001. cap. 3, p. 113-128.
SEaD/UFSCar. Estrutura molecular da frutose, glicose e sacarose. Disponível em <<
http://livresaber.sead.ufscar.br:8080/jspui/handle/123456789/535>>. Acessado em
28/02/2016.
SEBRAE. O que é etanol? Disponível em:
<http://www.sebrae.com.br/setor/agroenergia/osetor/etanol/o-que-e>.
Acesso em: 01 dez. 2013.
SHIN, J.; PYUN, Y. Inactivation of Lactobacillus plantarum by pulsed-microwave
irradiation. Journal of Food Science, v.62, n.1, p.163-166, 1997.
SILVA, C.L.C. Seleção de linhagens de Saccaromyces cerevisiae floculantes e linhagens
não produtoras de H2S e sua influência na qualidade de cachaça. 2003. 99p. Dissertação
(Mestrado em Ciência de Alimentos). Faculdade de Farmácia, Universidade Federal de Minas
Gerais. Belo Horizonte, 2003.
SILVA FILHO, E.A.; SANTOS, S.K.B.; RESENTE, A.M.; MORAIS, J.O.F.; MORAIS
JÚNIOR., M.A.; SIMÕES D.A.. Yeast population dynamics of industrial fuel-ethanol
fermentation process assessed by PCR-fingerprinting, p. 13-23, 2005.
82
SILVA, R.B.; WOLQUIND, C.S.; SILVA, F.S.; PORTO, A.G.; SILVA, F.T.C. Aplicação da
produção mais limpa no processo de clarificação do caldo de cana para produção de açúcar.
In.: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO. Anais... Rio de
Janeiro. 2008. 13p. Disponível em:
www.abepro.org.br/enegep2008/.../TN_STP_077_542_11704.pdf Acesso em: 1 fev.2016.
SINGH, A.; BISHNOI, N.R. Optimization of ethanol production from microwave alkali
pretreated rice straw using statistical experimental designs by Saccharomyces cerevisiae.
Industrial Crops and Products, Haryana, p. 334-341. 20 jan. 2012.
SNYDER, C.H.; The Extraordinary Chemistry of Ordinary Things; 2nd Ed. John Wiley
& Sons, USA, 1995, p. 439-446.
SOUSA FILHO, J.W. Purificação do caldo de cana-de-açúcar por irradiação ultravioleta
e micro-ondas para produção de açúcar e etanol. 2014. 85 f. Dissertação (Mestrado) -
Curso de Engenharia Química, Universidade Federal do Triângulo Mineiro, Uberaba, 2014.
SOUZA, M.A.C.; MUTTON, M.J.R. Floculação de leveduras por Lactobacillus fermentum
em processos industriais de fermentação alcoólica avaliada por técnica fotométrica. Ciência
Agrotecnologia, Lavras, v. 28, n.4, p.7, 2004.
SOUZA, R.O.M.A.; MIRANDA, L.S.M. Irradiação de Micro-Ondas Aplicada à Síntese
Orgânica: Uma História de Sucesso no Brasil. Química Nova, Rio de Janeiro, p. 497-506. 31
jan. 2011.
STUPIELLO, M.G. Avaliação de metodologia para estudo de alguns antimicrobianos
frente às bactérias gram (+) isolado da fermentação alcoólica. 1993. 96 p. Dissertação
(Mestrado em Ciência e Tecnologia de Alimentos) - Escola Superior de Agricultura “Luiz de
Queiroz”, Universidade de São Paulo, Piracicaba, 1993.
TEIXEIRA, E.F. O uso de aparelhos de Micro-ondas domésticos em aulas experimentais de
química orgânica: Nitração de salicilaldeído. Química Nova, Rio de Janeiro, p. 1603- 1606. 9
ago. 2010.
TILBURY, R.H. Occurrence and effects of lactic acid bacteria in sugar industry. In: CARR,
J.G.; CUTING, C.V.; WHITING, G.C. Lactic acid bacteria in beverages and foods.
London: Academic Press, 1975, p. 177-191.
TORTORA, G.J.; FUNKE, B.R.; CASE, C.L. Microbiology: an introduction. 3. ed. San
Francisco: Prentice, 2010.
TRIANA, C.A.R. Energetics of Brazilian ethanol: Comparison between assessment
approaches. Energy Policy, Bogotá, p. 4605-4613. 01 maio. 2011.
TROMBINI, M.A.M.; ROVANHOL, A.A.; VITTI, L.S.S.; BEDA, D.F.; PORTO, R.C.B.;
SÁ, J.S. Causas da contaminação e suas consequências em usinas de açúcar e álcool. STAB,
Açúcar, Álcool e Subprodutos, Piracicaba, v. 16, n. 6, p. 1-18, 1988.

83
UNICA – União da Indústria de Cana-de-açúcar. O etanol e os desafios do mercado
interno. 2013. Disponível em <
http://www.unica.com.br/opiniao/show.asp?msgCode=%7B653FC86C-D21E455ABFFF-
5299131A1680%7D>. Acesso em 06 mai. 2016
UNICA - União da Indústria de Cana-de-açúcar. Produção de cana-de-açúcar, safra -
2015/2016. 2016. Disponível em:<http://www.unicadata.com.br/listagem.php?idMn=81>.
Acesso em: 15 fev. 2016.
UNICA – União da Indústria de Cana-de-açúcar. Produção e Uso do Etanol Combustível
no Brasil: respostas às questões mais frequentes. São Paulo: UNICA, 2007. 70 p. Disponível
em: <http://www.ie.ufrj.br/infosucro/biblioteca/bic_Unica_ProducaoUsoEtanol.pdf>. Acesso
em: 03 fev. 2016.
URBAIN, W.M. Food irradiation. Orlando: Academic Press, 1986. 351p.
VALSECHI, O.A. Efeito da radiação microondas sobre Lactobacillus fermentum;
linhagens CCT4143, CCT4144; CCT4145; CCT4146 E FT038B. 2005. 111p. Tese
(Doutorado em Ciências Biológicas) Universidade Estadual Paulista, Instituto de Biociências
de Rio Claro. Rio Claro, 2005
VASQUEZ, J.A.. What Matter Is. 2010. Disponível em: <http://jovasquez.blogspot.com.
br/2010_08_01_archive.html>. Acesso em: 30 maio 2016.
VENTURINI FILHO, W.G.; NOGUEIRA, A.M.P. Clarificação de Caldo de Cana por Micro
e Ultrafiltração: Comprovação de Viabilidade Técnica em Experimentos Preliminares.
Brazilian Journal Of Food Technology, Campinas, v. 10, n. 1, p.52-62, mar. 2007.
Trimestral.
VIAN, C.E.F. (Brasília). Agência Embrapa de Informação Tecnológic. Árvore do
Conhecimento Cana-De-Açucar: Qualidade de matéria-prima. 2014. Disponível em:
<http://www.agencia.cnptia.embrapa.br/gestor/cana-de-
acucar/arvore/CONTAG01_138_22122006154842.html>. Acesso em: 24 set. 2016.
WHEALS, A.E. Fuel ethanol after 25 years. Trends in Biotechnology, Lavras, p. 482- 487.
01 jan. 1999.
WILLEY, J.M; SHERWOOD, L.M.; WOOLVERTON, C.J. Microbiology. 7. ed. New York:
Mcgraw-hill, 2008.
YUSOF, S.; SHIAN, L.S.; OSMAN, A. Changes in quality of sugar-cane juice open delayed
extraction and storage. Food Chemistry, Selangor, p. 395-401. 19 jun. 1999.
YOKOYA, F.; OLIVA-NETO, P. Características da floculação de leveduras por
Lactobacillus Fermentum. Revista de Microbiologia, São Paulo, v. 22, n. 1, p. 12-16, 1991.
ZARATTINI, R.A.; WILLIAMS, J.W.; ERNANDES, J.R.; STEWART, G.G. Bacterial
induced flocculation in selected brewing strains of Saccharomyces. Cerevisa and
Biotechnology, St. Martens – Latem, v. 18, n. 4, p. 65-70, 1993.
84
ZIELINSKI, M.; ZIELINSKA, M.; DEBOWSKI, M.. Application of microwave radiation
tobio film heating during waste water treatment in trickling filters. Bioresource Technology,
Olsztyn, p. 223-230. 5 out. 2012.
85
ANEXO A
CÁLCULO DO NÚMERO DE EXPERIMENTOS
Propondo a obter ao menos 20 graus de liberdade no resíduo da ANOVA, foi realizado
o cálculo do número de repetições, segundo a relação demonstrada entre os graus de
liberdade, onde pode ser expressa de acordo com a equação 2:
𝐺𝐿𝑅𝑒𝑠 = 𝐺𝐿𝑡𝑜𝑡𝑎𝑙 − 𝐺𝐿𝑡𝑟𝑎𝑡 − 𝐺𝐿𝑏𝑙𝑜𝑐𝑜 (9)
Onde:
𝐺𝐿𝑅𝑒𝑠= Grau de liberdade no resíduo;
𝐺𝐿𝑡𝑜𝑡𝑎𝑙= Grau de liberdade total;
𝐺𝐿𝑡𝑟𝑎𝑡= Grau de liberdade tratamento;
𝐺𝐿𝑏𝑙𝑜𝑐𝑜= Grau de liberdade bloco.
O grau de liberdade dos fatores (tratamentos) e dos blocos estão demonstrados,
respectivamente pelas equações 3 e 4, levando-se em consideração que se trata de uma
ANOVA fatorial 3 X 3.
𝐺𝐿𝑡𝑟𝑎𝑡 = 𝑡 − 1 (10)
𝐺𝐿𝑏𝑙𝑜𝑐𝑜 = 𝑏𝑙 − 1 (11)
Como existem 9 tratamentos (todas as combinações de potência e tempo de exposição)
o tratamento proporciona grau de liberdade 8. O reajuste da equação 2 já com a substituição
dos valores de 𝐺𝐿𝑅𝑒𝑠 (20) e 𝐺𝐿𝑡𝑟𝑎𝑡 (8) pode ser anotado conforme equação 5. A equação 6
representa uma expressão para o grau de liberdade total.
𝐺𝐿𝑡𝑜𝑡𝑎𝑙 − 𝐺𝐿𝑏𝑙𝑜𝑐𝑜 = 28 (12)
𝐺𝐿𝑡𝑜𝑡𝑎𝑙 = 𝑛 − 𝑡 (13)
86
Onde:
𝑛 = número de observações;
𝑡 = tratamentos (níveis dos fatores).
Ao se realizar 3 repetições por tratamento, obtém um 𝐺𝐿𝑡𝑜𝑡𝑎𝑙de 26, insuficiente para
tornar a equação 5 verdadeira. Por outro lado, 4 repetições por tratamento resultariam em um
𝐺𝐿𝑡𝑜𝑡𝑎𝑙 de 35, suficiente para satisfazer a equação acima. Dessa forma, para cada combinação
de potência e tempo de exposição, é preciso realizar a medição dos parâmetros ºBrix, pH, Cor,
Turbidez, Contagem de bactérias e fermentação 4 vezes.
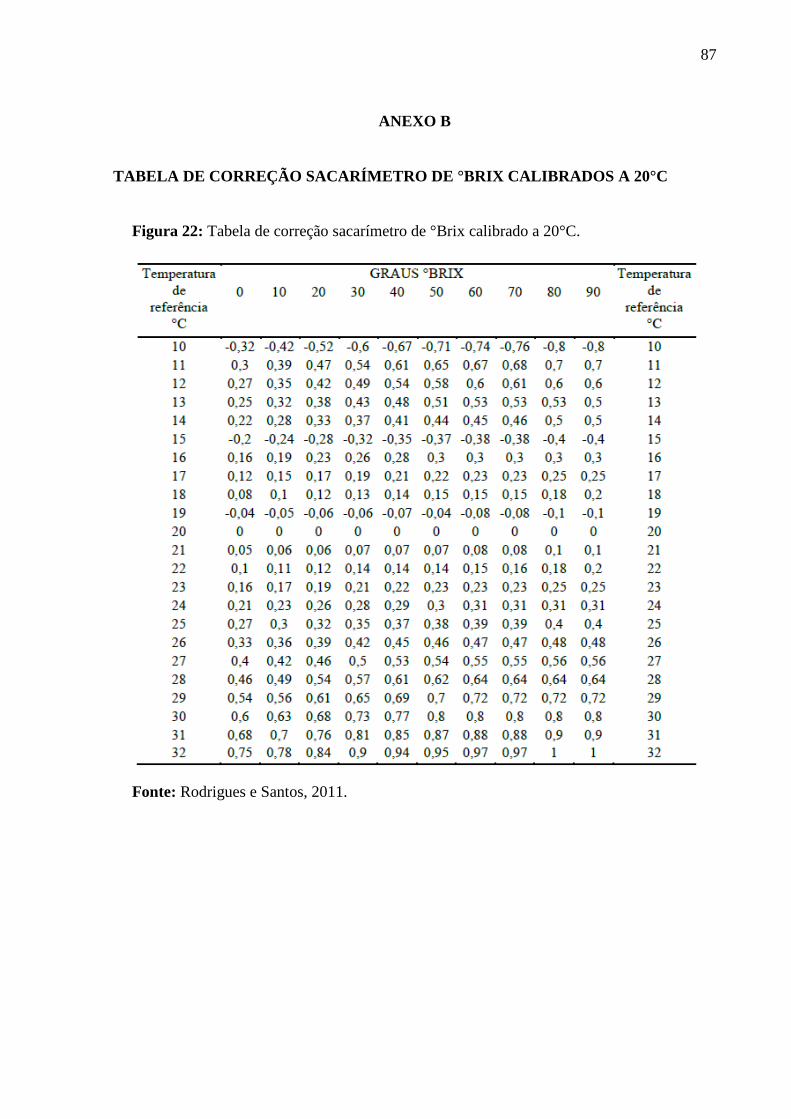
87
ANEXO B
TABELA DE CORREÇÃO SACARÍMETRO DE °BRIX CALIBRADOS A 20°C
Figura 22: Tabela de correção sacarímetro de °Brix calibrado a 20°C.
Fonte: Rodrigues e Santos, 2011.