a importÂncia do ciclo de queima da cerÂmica … · (48) 3045.7862 - rua vitório serafim, nº...
TRANSCRIPT

www.tempotecnico.com.br - Edição 17 1
A IMPORTÂNCIA DO CICLO DE QUEIMA DA CERÂMICA VERMELHA
Deus
seja
louva
do!
v. 4
| n. 4
| ed.
17 | 2
015 |
ISSN
2357
-939
0



(48) 3045.7862 - www.tempotecnico.com.br
Rua Vitório Serafim, nº 120, sala 35 - Centro, Criciúma - SC - 88801-012V. 03 - N. 02 - 2014 - Tiragem: 3.000 - Bimestral - Coan CTP
QUEIMA
MEIO AMBIENTE
EVENTO
MATÉRIA PRIMA
06
22
46
34
A importância do ciclo de queima nas propriedades mecânicas e físicas
Caracterização e incorporação de resíduos de estação de tratamento de água
59º Congresso Brasileiro de Cerâmica
Uso de resíduo da produçao de alumina eletrofundida na produção de blocos e telhas
S U M Á R I O
Conselho Administrativo Jorge Luís Espíndola - Diretor GeralLarraine Espíndola Ferreira - Diretora Administrativa
Conselho EditorialAnderson Diogo Spacek - Mestre em Engenharia (UFRGS)Douglas Deolindo - Especialista em Automação Industrial (SATC)Fernando Michelon Marques - Mestre Eng. de Minas Metalurgia e Materiais (UFRGS)Ricardo Dutra - Engenheiro de Minas (Escola Politécnica da Universidade de São Paulo)Vitor Nandi - Mestre em Ciência e Engenharia de Materiais (UFSC)Vitor Salvado Frutuoso da Costa - Mestre em Eng. de Materiais (Instituto Superior Técnico – Portugal)
Os conceitos expressados nos artigos, são exclusivamente responsabilidade dos autores. É permitida a reprodução total ou parcial dos conteúdos desta publicação, com a autorização por escrito do diretor, citando fontes, edição e data de publica-ção. Informações adicionais de quaisquer artigos podem ser disponibilizadas escre-vendo para nosso correio eletrônico.
Daniel Luís de Andrade (freelancer)Gerenciamento de Comunicação,
Editoração, Projeto Gráfico, Diagramação e Arte
Kennia Cristina da Silva de Andrade (freelancer)Editora de conteúdo, Redação,
Revisão de textos e Diagramação
(48) 3045.7862 - www.tempotecnico.com.brRua Vitório Serafim, nº 120, sala 35 - Centro, Criciúma - SC - 88801-012
v. 4 | n. 4 | ed. 17 | 2015 - Tiragem: 3.000 - Bimestral
facebook.com/revistatempotecnico
Acompanhe nossas novidades agora mesmo!
EVENTO
48 FORN&CER
EVENTO
50 44° Encontro Nacional da Indústria de Cerâmica Vermelha


6 www.tempotecnico.com.br - Edição 1766
A IMPORTÂNCIA DO CICLO DE QUEIMA NAS PROPRIEDADES MECÂNICAS E FÍSICAS DA CERÂMICA VERMELHA Claudia Adriana Kohl (Mestre em Engenharia Civil, PPGEC – UNISINOS e Gestora Ambiental)Marina Brenner Medtler (Mestre em Engenharia Civil, PPGEC – UNISINOS e Gestora Ambiental)Vanessa Schweitzer dos Santos (Mestre em Engenharia Civil, PPGEC – UNISINOS e Bióloga)
A argila é uma matéria-prima amplamente utili-zada na fabricação de diversos produtos cerâmi-cos. Vieira, Holanda e Pinatti (2000) apontam esta preferência em virtude das seguintes razões: a) a argila apresenta boa plasticidade; b) apresenta resistência mecânica após queima adequada para uma série de aplicações; c) possibilita a aplicação de técnicas de processamento simples, e; d) está disponível em grandes quantidades. A forma de fabricação do material cerâmico in-fluencia diretamente nas propriedades finais do produto. A composição química das matérias--primas utilizadas e a forma de queima garantem propriedades distintas ao material (SCHULLER, BIANCHI e AGUIAR, 2008). Durante a queima, rea-ções termicamente ativadas se processam no in-terior da massa cerâmica, promovendo a forma-ção das fases que vão determinar a resistência mecânica final do produto cerâmico (BRAGANÇA e BERGMANN, 2004). Autores como Vieira, Holanda e Pinatti, (2000),
Pinto, Souza e Holanda (2005); Moreira, Manhães e Holanda (2005), Oliveira e Holanda (2008) têm testado em seus experimentos processos de queima distintos, visando avaliar a influência da temperatura e do ciclo de queima nas proprieda-des tecnológicas da cerâmica. Dutra et al. (2009) relatam que no Brasil, a maioria dos ciclos de queima de produtos cerâmicos utiliza processo lento (de 24h a 30h), ocasionando baixa produtivi-dade e grande consumo de energia térmica. A utilização de temperaturas mais baixas e de ciclos de queima mais rápidos nas indústrias cerâmicas pode reduzir os impactos ambientais relacionados ao consumo de energia nesse setor. Para tanto, as propriedades das cerâmicas ge-radas nessas condições precisam ser avaliadas. Para Pinto, Souza e Holanda (2005), o comporta-mento das diferentes matérias-primas frente à ação do calor irá definir, em muitos casos, a tipo-logia do produto fabricado, suas características técnicas e as variáveis de queima empregadas,
isto é, a temperatura máxima de queima e a dura-ção do ciclo de queima.No presente estudo, quatro diferentes tempera-turas de queima foram aplicadas em corpos de prova confeccionados com massa argilosa. As propriedades mineralógicas (granulometria, peso específico real dos grãos, plasticidade e limite de liquidez) e tecnológicas (retração linear, perda de massa, resistência mecânica, absorção de água, porosidade aparente e massa específica aparente) dos produtos cerâmicos obtidos foram analisadas. O objetivo deste trabalho foi avaliar as proprie-dades tecnológicas de uma cerâmica vermelha gerada em um ciclo de queima de 9 horas frio a frio, com uma taxa de aquecimento de 10°C/min e resfriamento por convecção natural. Utilizaram--se as temperaturas de 750°C, 850°C, 950°C e 1050°C, com intuito de avaliar a influência do ciclo de queima definido na qualidade final da cerâmica vermelha obtida.
Q U E I M A
INTRODUÇÃO
PROPRIEDADES DA CERÂMICA VERMELHA A qualidade dos produtos cerâmicos está dire-tamente ligada às propriedades mineralógicas e tecnológicas da argila empregada como matéria--prima. Como propriedades mineralógicas podem--se citar a granulometria, o peso específico real dos grãos, a plasticidade e o limite de liquidez. A granulometria de solos é classificada través
do diâmetro dos grãos, os quais são definidos na ABNT NBR 6502:1995 – Rochas e solos, como: argi-la (d ≤ 0,002 mm), silte (0,002 mm < d ≤ 0,06 mm), areia fina (0,06 mm < d ≤ 0,2 mm), areia média (0,2 mm < d ≤ 0,6 mm), areia grossa (0,6 mm < d ≤ 2 mm), pedregulho (2 mm < d ≤ 60 mm), pedra (60 mm < d ≤ 200 mm), matacão (200 mm < d ≤ 1000
mm) e bloco de rocha (d > 1000 mm).Conforme Almeida (2009), a plasticidade é a pro-priedade mais marcante das argilas, indispensável aos processos de conformação plástica, necessá-ria para confecção de diversos produtos finais. Segundo Caputo (1994) o Índice de Plasticidade (IP) nas amostras de solo pode ser classificado como

www.tempotecnico.com.br - Edição 17 77
fracamente plástica (1% < IP < 7%), mediamente plástica (7% < IP < 15%) e altamente plástica (IP > 15%). Se o Limite de Plasticidade estiver entre 15-25% e o Índice de Plasticidade estiver entre 10-35%, a argila é considerada apropriada para moldagem por extrusão. (SANTOS, 1989; CAMPOS et al. 1999; VIEIRA, HOLANDA e PINATTI 2000). Como propriedades tecnológicas (físicas) podem ser citadas a retração linear, a perda de massa, a absorção de água, a porosidade aparente, a massa específica aparente e a tensão de ruptura à flexão (resistência mecânica). A retração linear é a ten-dência que a argila tem de diminuir de volume pela perda de umidade na secagem ou durante a quei-ma. Em um produto cerâmico, a retração linear de secagem e de queima não deve ser superior a 12%, acima deste valor o produto corre o risco de so-frer deformações e trincas (Santos e Silva, 1995).De acordo com Mas (2002) a relação entre a ab-sorção de água e as características estimadas no corpo cerâmico, se ficarem entre 10 e 14%, é con-siderada de boa resistência após queima. Entre 14 e 16% é considerada de média resistência, entre 16 e 18%, é considerada resistência fraca, com possi-bilidade de quebra no transporte. Entre 18 e 25% é considerada matéria-prima não apropriada. Por meio da absorção de água é possível calcular a porosidade de corpos cerâmicos, tanto no que diz respeito ao número de poros, quanto o tipo de porosidade (aberta ou fechada). Baixos valores de absorção de água (limites que tendem a zero) indicam estruturas mais compactas, enquanto a
alta absorção de água indica uma estrutura po-rosa (PALMORANI, 1989 apud COLLATTO, 2008). A redução da absorção de água está relacionada com redução da porosidade aberta no interior dos produtos cerâmicos e fica evidenciada com o aumento da temperatura de queima (PINHEIRO e HOLANDA, 2010).A porosidade aparente (porosidade total de um material) é a soma da porosidade aberta (poros intercomunicados, que determinam a absorção de água do material) e da porosidade fechada, onde a água não consegue penetrar (COLLATTO, 2008). O parâmetro porosidade é provavelmente o mais influente nos valores de absorção de água em pro-dutos cerâmicos. Esses valores, se reduzidos, são importantes para a aplicação dos materiais cerâ-micos na construção civil, por garantirem menor infiltração de água e durabilidade necessária aos mesmos. Materiais mais porosos também podem apresentar maior fragilidade e menor resistên-cia mecânica. Já temperaturas mais elevadas de sinterização tendem a aumentar o parâmetro de resistência. A resistência mecânica (RM) é uma importante propriedade do produto final e está diretamente ligada à absorção da água, porosidade e massa específica aparente. As solicitações mecânicas em uso estrutural estão diretamente relacionadas com a classificação do produto em relação a esta propriedade (CAMPREGHER, 2005). A resistência mecânica de um corpo cerâmico é definida pelo tamanho e localização do maior de-
feito concentrador de tensões em sua microestru-tura. A massa cerâmica conformada é submetida a várias manipulações e nessa massa não pode ocorrer ruptura ou fissuramento. Devido a este fato, a resistência mecânica após a secagem é tão importante quanto após a queima (COLLATTO, 2008).Durante a queima de peças cerâmicas, os compos-tos presentes na massa argilosa se reorganizam e passam por alterações em sua estrutura. Pinto, Souza e Holanda (2005) destacam a importância do fator temperatura de queima nas propriedades da cerâmica vermelha, concluindo que à medida que esta aumenta, valores maiores de resistência são obtidos. Segundo os autores, este comportamento está relacionado a dois fatores, um deles é a formação de fases cristalinas, silicatos e aluminossilicatos de cálcio e/ou magnésio. A outra variação impor-tante é a formação de uma fase líquida, com baixa viscosidade, que preencherá progressivamente os poros abertos na medida em que se aumenta a temperatura de queima. De acordo com a ABNT NBR 15270-1:2005 - Com-ponentes cerâmicos, a tensão mínima de ruptura após a queima para blocos cerâmicos comerciais de vedação e estrutural é de 1,5 e 3,0 MPa res-pectivamente. Segundo Moreira, Freire e Holanda (2003) a resistência mecânica especificada para fabricação de tijolos maciços é de 2,0 MPa, para blocos cerâmicos é de 5,5 MPa e para telhas é de 6,5 MPa.
MATERIAIS E MÉTODOS No presente trabalho utilizou-se uma massa ar-gilosa industrial plástica. Coletou-se 7 kg de ma-terial argiloso em uma empresa da região Sul do Brasil. A empresa utiliza matéria-prima advinda das cidades de Nova Santa Rita, Sapucaia do Sul e Gravataí (ambas no RS). Acondicionou-se a argila em saco plástico para transporte em temperatu-
ra ambiente. Estocou-se o material na sala úmida do Laboratório de Materiais de Construção da Universidade do Vale do Rio dos Sinos (UNISINOS). Os ensaios foram realizados nos Laboratórios de Solos e de Materiais de Construção, ambos na UNISINOS. O experimento incidiu na preparação, bem como,
na determinação das propriedades mineralógicas da matéria-prima, na preparação dos corpos de prova (cps) e na determinação de propriedades tecnológicas antes e após a queima, com a finali-dade de avaliar a qualidade do produto cerâmico obtido. As planilhas de controle foram executadas no software Microsoft Office Excel 2007.
Preparação e determinação das propriedades mineralógicas da maté-ria-prima Secou-se aproximadamente 1 kg da matéria-prima em estufa (marca Biomatic, 0°C a 300°C) por 12 horas, após destorroou-se manualmente e passou--se na peneira ABNT n.º 40 (0,42 mm), a fim de se obter 200 gramas de amostra. Em seguida, efetuou-se a caracterização do material sob os seguintes aspectos: granulometria, peso específico
real dos grãos, plasticidade e limite de liquidez. Efetuou-se a granulometria da massa cerâmica por meio de uma combinação de técnicas de pe-neiramento e de sedimentação, conforme a norma ABNT NBR 7181:1984 - Solo: análise granulométrica. Classificou-se o material por peneiramento até o tamanho da partícula de #200 mesh (0,074 mm),
abaixo desse tamanho utilizou-se a técnica de se-dimentação. O peso específico real dos grãos se-guiu a norma ABNT NBR 6508:1984 - Solo: massa específica real dos grãos, obtido em uma balança analítica (marca Marte 1989 com capacidade má-xima de 5 kg). Obteve-se a determinação do Limite de Plastici-

8 www.tempotecnico.com.br - Edição 17888
dade (LP), do Limite de Liquidez (LL) e do Índice de Plasticidade (IP) da massa cerâmica, por meio do aparelho de Casagrande, via método de Atterberg, de acordo com as normas ABNT NBR 6459:1984 - Solo: determinação do limite de liquidez e ABNT
NBR 7180:1984 - Solo: determinação do limite de plasticidade.O experimento incidiu na preparação, bem como, na determinação das propriedades mineralógicas da matéria-prima, na preparação dos corpos de
prova (cps) e na determinação de propriedades tecnológicas antes e após a queima, com a finali-dade de avaliar a qualidade do produto cerâmico obtido. As planilhas de controle foram executadas no software Microsoft Office Excel 2007.
Preparação das amostras e processamento cerâmico Utilizou-se o restante da matéria-prima para confecção dos corpos de prova (cps). Ajustou--se a umidade da argila para 18,2% conforme Índice de Plasticidade (IP) determinado ante-riormente. Efetuaram-se 112 corpos de prova de seção retangular 10x20x60 mm (altura x largura x comprimento). Conformaram-se os cps por extrusão em uma maromba a vácuo (modelo 051, marca Verdés), utilizou-se uma
pressão de vácuo de 700 mmHg6. Após a conformação, os 112 cps foram iden-tificados, pesados, medidos e colocados no dessecador. A medição foi efetuada com paquímetro digital (marca Mitutoyo Modelo MIP/E-103, capacidade de 200 mm). Efetuou--se a pesagem na balança analítica (marca Marte, capacidade máxima de 200 g e mínima de 0,02 g).
Para alcançar à constância de massa de no máximo 2% de umidade, colocaram-se os 112 cps em estufa (marca DeLeo, capacidade 0° a 300°C) a 100°C por 36 horas. Após este período, os 112 cps foram pesados e medidos novamente, onde se verificaram as modifica-ções ocorridas nas dimensões e no peso dos cps. Em seguida os cps foram colocados no dessecador a fim de manter a umidade.
Determinação das propriedades tecnológicas antes da sinterização As propriedades tecnológicas de retração linear de secagem (RLs), perda de massa (Pm) e tensão de ruptura à flexão (resistência mecânica) (RM) após a secagem foram calculadas.
Retração Linear de secagem Os dados de retração linear de secagem (RLs) dos 112 cps foram obtidos por meio da Equação 1 (COLLATTO, 2008). RLs = Lv - Ls x 100 Onde: Lv = comprimento do cp após a conformação (mm); Lv Ls = comprimento do cp após a secagem em estufa (mm);RLs = retração linear de secagem (mm).
Perda de massaObteve-se a perda de massa (Pm) após a secagem por meio da Equação 2 (COLLATTO, 2008). Pm = mm - ms x 100 Onde: mm = massa do cp após a conformação (g); mm ms = massa do cp após a secagem em estufa (g).; Pm = perda de massa (%).
Tensão de Ruptura à Flexão (Resistência Mecânica) Para determinar a resistência mecânica (RM) antes da queima, foram utilizados 12 cps. Efetuou-se o ensaio de carregamento em quatro pontos no equipamento uni-versal de ensaio EMIC (modelo DS 2000, com velocidade de carregamento de 0,008 mm/s. Medidas do equipamento: inferior 36 mm x 12 mm superior). O resultado obtido determinou a resistência mecânica de cada um dos 12 corpos de prova após a secagem. Obtiveram-se os dados da RM por meio da Equação 3 (COLLATTO, 2008). α = 3 x P x (L - 1) Onde: 2 b x d² α= tensão máxima de ruptura (MPa); b = base do cp (mm); P = carga máxima aplicada (N); l = distância entre os apoios superior (mm); d = altura do cp (mm); L = distância entre apoios inferior (mm).
Processo de sinterização dos corpos de prova Dividiram-se os 100 cps restantes (secos em es-tufa) em quatro grupos de 25 unidades cada. Após sinterizou-se um grupo de cada vez nas temperatu-ras de patamar de 750°C, 850°C, 950°C e 1050°C. Os demais grupos ficaram armazenados no des-secador. O processo de sinterização foi efetuado
em um forno elétrico tipo mufla (modelo DTT1250, Irmãos Sanches e Cia Ltda). Para todas as temperaturas, utilizou-se o ciclo de queima de 9 horas frio a frio, com uma taxa de aquecimento de 10°C/min (VIEIRA, HOLANDA e PI-NATTI, 2000; BALATON, GONÇALVES e FERRER, 2002;
MOREIRA, FREIRE e HOLANDA, 2003 e DUTRA et al., 2006). O forno foi desligado após as peças serem man-tidas na temperatura de patamar pelo tempo de-terminado, a fim de realizar o resfriamento por convecção natural.
Determinação das propriedades tecnológicas após a sinterização


10 www.tempotecnico.com.br - Edição 171010101010
Depois de efetuado o processo de sinterização dos corpos de prova, determinou-se as propriedades tecnológicas de retração linear de queima (RLq), per-da de massa (Pm), tensão de ruptura à flexão (resistência mecânica) (RM), absorção de água (AA), porosidade aparente (PA) e massa específica aparente (MEA) em cada temperatura de patamar.
Retração Linear de queima Para determinar a retração linear de queima (RLq) utilizou-se a medição dos cps efetuada na etapa anterior (comprimento do cp após a secagem em estufa) e mediram-se os cps após a queima nas quatro temperaturas. Os dados da RLq foram obtidos por meio da Equação 4 (COLLATTO, 2008). RLq = Ls - Lq x 100 Onde: RLq = retração linear de queima (%); Ls = comprimento do cp após a secagem em estufa (mm); Ls Lq = comprimento do cp após a queima (mm).
Perda de massa Para determinar a perda de massa (Pm) após a queima, utilizou-se a pesagem dos cps efetuada na etapa anterior (massa do cp após a secagem em estufa) e pesaram-se os cps após a queima nas quatro temperaturas. Os dados da Pm foram obtidos por meio da Equação 5 (COLLATTO, 2008). Pm = ms - mq x 100 Onde: ms = massa do cp após a secagem em estufa (g); ms Pm = perda de massa (%); mq = massa do cp após a queima (g).
Tensão de Ruptura à Flexão (Resistência Mecânica) Para obter a tensão de ruptura à flexão (RM) após a queima, utilizou-se o mesmo padrão do ensaio efetuado no processo de determinação das proprieda-des tecnológicas após a secagem (Equação 3).
Absorção de Água Para determinar a absorção de água (AA), utilizou-se uma metade dos corpos de provas (rompidos em duas partes no ensaio de tensão de ruptura à fle-xão). A metade foi pesada novamente (massa do cp seco) e após, foi imersa em água deionizada até a saturação (massa do cp úmido), a fim de determinar a quantidade de água absorvida. O índice de AA foi determinado por meio da Equação 6 (COLLATTO, 2008). AA = Mu - Ms x 100 Onde: Mu = massa do cp úmido (g); Ms AA = absorção de água (%); Ms = massa do cp seco (g).
Porosidade Aparente O procedimento para a obtenção da porosidade aparente (PA) foi baseado na massa do cp seco (Ms), na massa do cp úmido (Mu) e na massa do cp imerso em água (Mi). Para realizar a pesagem
Porosidade Aparente Obteve-se a massa específica aparente (MEA) por meio da Equação 8 (CAMPREGHER, 2005). MEA = Ms Onde: Mu - Mi MEA = massa específica aparente (g/cm3); Ms = Massa do cp seco (g); Mu = Massa do cp úmido (g); Mi = Massa do cp imerso em água (g).
PA = Mu - Ms x 100 Onde: Mu = Mi PA = Porosidade aparente (%); Ms = Massa do cp seco (g); Mu = Massa do cp úmido (g); Mi = Massa do cp imerso em água (g).
do cp imerso e úmido é necessário que o cp seja imergido em água por um mínimo de 24 horas. Para o cálculo do peso imerso, utilizou-se o Prin-cípio de Arquimedes (deslocamento de um fluido
por um corpo imerso). Com a utilização deste mé-todo foi possível determinar a porosidade aparen-te dos corpos de prova. A PA foi obtida por meio da Equação 7 (CAMPREGHER, 2005).
RESULTADOS E DISCUSSÃO
Abaixo apresentam-se os resultados da caracterização da matéria-prima utilizada para confecção dos corpos de prova.
Propriedades mineralógicas da matéria-prima

12 www.tempotecnico.com.br - Edição 17121212
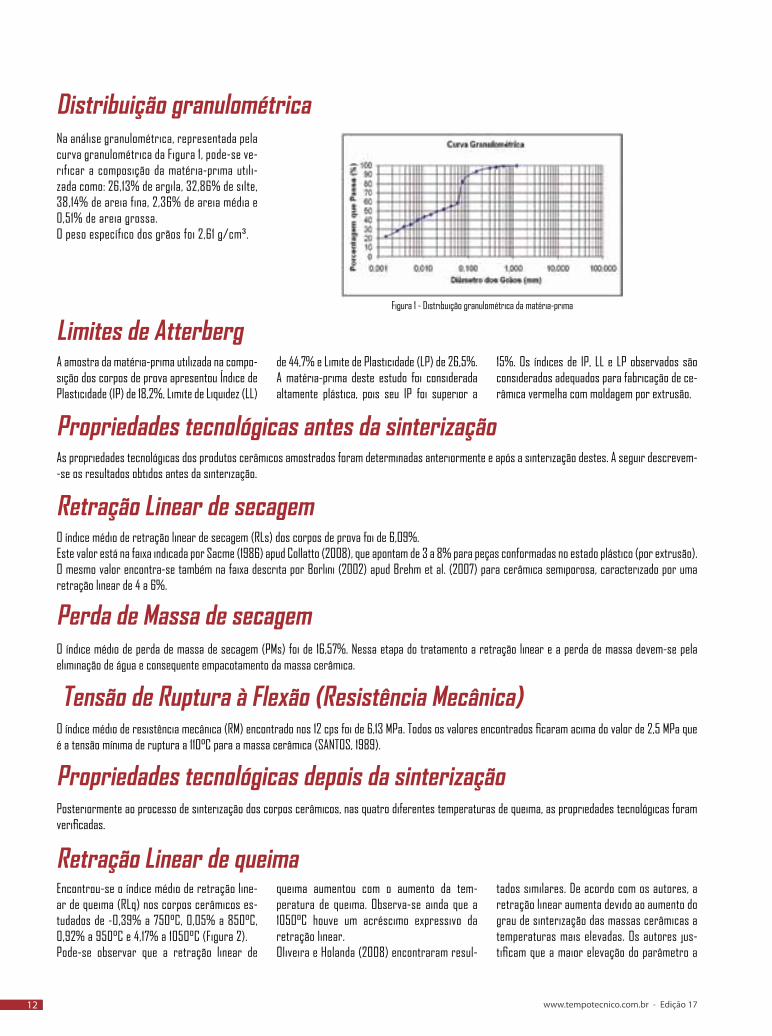
Distribuição granulométrica Na análise granulométrica, representada pela curva granulométrica da Figura 1, pode-se ve-rificar a composição da matéria-prima utili-zada como: 26,13% de argila, 32,86% de silte, 38,14% de areia fina, 2,36% de areia média e 0,51% de areia grossa. O peso específico dos grãos foi 2,61 g/cm³.
Figura 1 - Distribuição granulométrica da matéria-prima
Limites de Atterberg A amostra da matéria-prima utilizada na compo-sição dos corpos de prova apresentou Índice de Plasticidade (IP) de 18,2%, Limite de Liquidez (LL)
15%. Os índices de IP, LL e LP observados são considerados adequados para fabricação de ce-râmica vermelha com moldagem por extrusão.
de 44,7% e Limite de Plasticidade (LP) de 26,5%. A matéria-prima deste estudo foi considerada altamente plástica, pois seu IP foi superior a
Propriedades tecnológicas antes da sinterização As propriedades tecnológicas dos produtos cerâmicos amostrados foram determinadas anteriormente e após a sinterização destes. A seguir descrevem--se os resultados obtidos antes da sinterização.
Retração Linear de secagem O índice médio de retração linear de secagem (RLs) dos corpos de prova foi de 6,09%. Este valor está na faixa indicada por Sacme (1986) apud Collatto (2008), que apontam de 3 a 8% para peças conformadas no estado plástico (por extrusão). O mesmo valor encontra-se também na faixa descrita por Borlini (2002) apud Brehm et al. (2007) para cerâmica semiporosa, caracterizado por uma retração linear de 4 a 6%.
Perda de Massa de secagem O índice médio de perda de massa de secagem (PMs) foi de 16,57%. Nessa etapa do tratamento a retração linear e a perda de massa devem-se pela eliminação de água e consequente empacotamento da massa cerâmica.
Tensão de Ruptura à Flexão (Resistência Mecânica) O índice médio de resistência mecânica (RM) encontrado nos 12 cps foi de 6,13 MPa. Todos os valores encontrados ficaram acima do valor de 2,5 MPa que é a tensão mínima de ruptura a 110°C para a massa cerâmica (SANTOS, 1989).
Propriedades tecnológicas depois da sinterização Posteriormente ao processo de sinterização dos corpos cerâmicos, nas quatro diferentes temperaturas de queima, as propriedades tecnológicas foram verificadas.
Retração Linear de queima Encontrou-se o índice médio de retração line-ar de queima (RLq) nos corpos cerâmicos es-tudados de -0,39% a 750°C, 0,05% a 850°C, 0,92% a 950°C e 4,17% a 1050°C (Figura 2). Pode-se observar que a retração linear de
queima aumentou com o aumento da tem-peratura de queima. Observa-se ainda que a 1050°C houve um acréscimo expressivo da retração linear. Oliveira e Holanda (2008) encontraram resul-
tados similares. De acordo com os autores, a retração linear aumenta devido ao aumento do grau de sinterização das massas cerâmicas a temperaturas mais elevadas. Os autores jus-tificam que a maior elevação do parâmetro a


14 www.tempotecnico.com.br - Edição 17141414
Figura 2 – Índice de Retração Linear de queima a 750°C, 850°C, 950°C e 1050°C
Perda de Massa de queima Encontrou-se o índice de perda de massa (Pm) nos corpos cerâmicos estudados de 3,31% a 750°C, 4,26% a 850°C, 4,42% a 950°C e 4,68% a 1050°C (Figura 3). Pode-se perceber que quanto mais alta a tempe-ratura, maior foi a perda de massa. Assim como a retração linear aumenta com a temperatura, o mesmo ocorre com a perda de massa ao fogo. De acordo com Santos (1989) este fenômeno de-ve-se a perda de água associada a hidróxidos e água de constituição dos argilominerais durante o processo de queima.
Figura 3 – Índice de Perda de massa ao fogo a 750°C, 850°C, 950°C e 1050°C
Absorção de Água Encontrou-se o índice de absorção de água (AA) nos corpos cerâmicos estudados de 13,14% a 750°C, 13,01% a 850°C, 11,07% a 950°C e 5,03% a 1050°C (Figura 4). Estes resultados mostram que os cps sinterizados nas temperaturas de 750°C, 850°C e 950°C apresentaram boa resistência após queima (aqueles com faixa entre 10 e 14%). A absorção de água dos corpos de prova pós quei-ma, diminuiu conforme o aumento de temperatura de sinterização. Uma diminuição mais expressiva pode ser perce-
Figura 4 – Índice de Absorção de Água a 750°C, 850°C, 950°C e 1050°C
bida a 1050°C. Esta diminuição dos valores de ab-sorção de água provavelmente está relacionada à porosidade do material, que tende a diminuir em temperaturas elevadas.Valores de absorção inferiores em temperaturas de queima acima de 1000°C foram encontrados por Pureza (2004), em adição de resíduos de bai-xa granulometria. De acordo com o autor este fator está diretamen-te ligado à porosidade aberta das peças. Dutra et al. (2006), compararam propriedades tecnológi-
cas de materiais cerâmicos em diferentes tem-peraturas de queima, onde concluíram que com o aumento destas, a absorção tende a diminuir, principalmente em taxas de aquecimento entre 10°C e 20°C. Os autores relatam que a porosidade apresenta comportamento semelhante. A redução da absorção de água está relacionada com redução da porosidade aberta no interior dos produtos cerâmicos. Evidenciou-se tal fato com o aumento da temperatura de queima.
1050°C está associado ao processo de vitrifi-cação dos corpos cerâmicos que ocorre nessa temperatura. A retração linear de queima negativa a 750°C pode ser explicada por uma possível expansão da massa cerâmica devido à dilatação térmica. Collatto (2008) relata que após 850°C o pro-cesso de sinterização associado à significativa retração linear fica mais evidente. Isso pode-ria explicar a não ocorrência de retração a 750°C.


16 www.tempotecnico.com.br - Edição 1716161616161616
Porosidade Aparente Encontrou-se o índice de porosidade aparente (PA) nos corpos cerâmicos estudados de 25,64% a 750°C, 25,69% a 850°C, 23,64% a 950°C e 11,21% a 1050°C (Figura 5). A porosidade aparente dos corpos de prova pós queima, diminuiu conforme o aumento de temperatura de sinterização. Uma diminuição mais expressiva pode ser percebida a 1050°C. A diminuição dos valores de porosidade provavelmente está relacionada à temperatura de queima mais elevada, pois em altas temperaturas a porosidade fica fechada e a água não consegue penetrar. Materiais menos porosos tendem a ser mais resistentes.
Figura 5 – Índice de Porosidade Aparente a 750C, 850°C, 950°C e 1050°C
Massa Específica Aparente Encontrou-se o índice de massa específica aparente (MEA) nos corpos cerâmicos estuda-dos de 1,95 g/cm3 a 750°C, 1,97 g/cm3 a 850°C, 2,02 g/cm3 a 950°C e 2,23 g/cm3 a 1050°C (Figura 6). O parâmetro obteve valores maio-res em temperaturas de queima mais altas. Semelhantemente a maioria das propriedades analisadas, houve um aumento significativo da massa específica em 1050°C. Este aumento pode ser decorrente da maior densificação que ocorre na sinterização utilizando maiores temperaturas. Figura 6 – Massa Específica Aparente a 750°C, 850°C, 950°C e 1050°C
Tensão de Ruptura a Flexão (Resistência Mecânica) Encontrou-se o índice de resistência mecânica (RM) nos corpos cerâmicos estudados de 3,46 MPa a 750°C, 13,63 MPa a 850°C, 17,12 MPa a 950°C e 18,15 MPa a 1050°C (Figura 7). Pode-se verificar que ocorreu grande variação nos valores de tensão de ruptura com a elevação da temperatura. Com o au-mento da temperatura de queima houve o aumento da resistência mecânica. Este resultado pode estar associado à densificação do corpo cerâmico, à custa da porosidade, o que seria um indicativo da redução da população e do tamanho de defeitos concentradores de tensões (COLLATTO, 2008).Para a massa cerâmica estudada, no ciclo de quei-ma de 9 horas e taxa de aquecimento de 10°C/min, a temperatura de sinterização de 850°C mostrou--se a mais adequada para processos de industria-lização. Esta foi a temperatura onde os melhores índices foram encontrados, seguido da temperatu-ra de 1050°C. A Tabela 1 apresenta as propriedades tecnológicas encontradas nas temperaturas de queima estudadas.
Figura 7 - Tensão de Ruptura a Flexão a diferentes a 750°C, 850°C, 950°C e 1050°C
Tabela 1 – Propriedades tecnológicas a 750°C, 850°C, 950°C e 1050°C


18 www.tempotecnico.com.br - Edição 1718
Tabela 2 – Indicação de fabricação de produtos para as temperaturas de 750°C, 850°C, 950°C e 1050°C
O aumento da temperatura de queima apresentou influência nas propriedades tecnológicas dos cor-pos de prova de cerâmica vermelha utilizados do presente estudo. A composição da matéria-prima para obtenção de produtos cerâmicos pode va-riar de uma região para outra, portanto, são ne-cessários estudos de caracterização em diferen-tes locais, assim como a determinação de suas propriedades tecnológicas ideais. As proprieda-des tecnológicas encontradas se mostraram de acordo com a literatura referente à produção de peças cerâmicas. O índice de plasticidade de 18,2% foi obtido, o qual é um dos fatores mais im-portantes para a conformação plástica industrial. Durante a secagem dos corpos de prova, previa-mente à sinterização, a retração linear se apre-sentou na faixa de 6,09 %, e a perda de massa foi de 16,57 %. Pode-se inferir que estas diminuições são oriundas apenas da eliminação de água das amostras. A resistência mecânica média verifi-cada antes da queima foi de 6,13 MPa, valor este acima do mínimo indicado na literatura. Posteriormente ao processo de queima dos cor-pos de prova, a retração linear aumentou confor-me o aumento de temperatura de queima, mais expressivamente em 1050°C. Esta retração está associada possivelmente a sinterização comple-ta dos compostos cerâmicos, onde em 1050°C devem ocorrer processos vitrificação destes compostos. A perda de massa ao fogo, semelhantemente à re-tração linear, teve valores mais elevados confor-me o aumento da temperatura de queima, devido a perda de água dos argilominerais e hidróxidos,
durante o processo de sinterização. Um comportamento similar foi verificado para a resistência mecânica, elevada em temperaturas maiores e com resultados acima dos recomen-dados pela ABNT NBR 15270-1:2005 em todas temperaturas de queima. Durante o processo de queima, os compostos presentes na massa ar-gilosa se reorganizam e passam por alterações em sua estrutura, onde há o preenchimento dos poros abertos à medida em que se aumenta a temperatura de queima.A resistência mecânica dos corpos cerâmicos ob-tidos aumentou em função do aumento da tempe-ratura de queima, obtendo-se a maior resistência mecânica a 1050°C. Na temperatura mais elevada de sinterização, obtiveram-se também os valores mais elevados da massa específica aparente. Em semelhança a outras propriedades analisadas, verificou-se um aumento dos valores, de acordo com a tempera-tura adotada, em decorrência provável da maior densificação dos corpos. Diferentemente dos parâmetros anteriores, a ab-sorção de água após queima diminuiu com o au-mento de temperatura de sinterização. Novamen-te a diminuição da porosidade em temperaturas de queima mais altas deve estar relacionada aos resultados observados, evidenciado pela maior expressividade da perda de absorção aos 1050°C. A porosidade de um corpo cerâmico é diretamen-te relacionada com a absorção de água deste, onde uma variável é dependente da outra. Seme-lhantemente à absorção, o parâmetro porosidade diminuiu de acordo com o aumento de tempera-
tura de queima e de forma mais expressiva aos 1050°C.A utilização do ciclo de queima de 9 horas com temperaturas de 750°C, 850°C, 950°C e 1050°C, mostrou-se viável, pois a resistência mecânica dos corpos de prova estudados variou de 3,46 MPa a 18,5 MPa. Estes índices estão dentro da faixa para fabricação de blocos cerâmicos co-merciais de vedação que é de 1,5 MPa e de blocos cerâmicos comerciais estruturais que é de 3,0 MPa em todas as quatro temperaturas de queima. Para a massa cerâmica estudada, no ciclo de queima de 9 horas e taxa de aquecimento de 10°C/min, a temperatura de sinterização de 850°C mostrou-se a mais adequada para proces-sos de industrialização. Os resultados mostram ainda, que em termos de resistência mecânica, os corpos cerâmicos já a partir de 750°C atingem a especificação para fabricação de tijolos maciços. Acima de 850°C são alcançadas as especificações para blocos cerâmicos e telhas.A análise das propriedades mineralógicas e tec-nológicas ideais para as matérias-primas argilo-sas é importante para determinar a qualidade dos produtos cerâmicos obtidos na sua industrializa-ção. Elaborar um ciclo de queima ideal, com uma temperatura que garanta melhores resultados nas peças produzidas, torna-se muito relevante para a industrialização de produtos de cerâmica vermelha. Esta ação pode reduzir gastos de ener-gia e tempo de produção, a qual contribui para o processo produtivo, além de proporcionar mate-riais de melhor qualidade nas construções.
CONCLUSÕES
A Tabela 2 apresenta qual produto pode ser fabricado nas faixas de resistência encontradas.


20 www.tempotecnico.com.br - Edição 1720
ALMEIDA, G S. Simulação e experimentação da secagem de cerâmica vermelha em sistemas térmicos industriais. 2009. 211 f. Tese (Doutorado em Engenharia) -- Programa de Pós-Graduação em Engenharia de Processos. Universidade Federal de Campina Grande, Campina Grande, PB, 2009. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – ABNT. NBR 6459: Solo - Determinação do Limite de Liquidez. Rio de Janeiro, 1984. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – ABNT. NBR 6502: Rochas e solos. Rio de Janeiro, 1995. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – ABNT. NBR 6508: Solo - Massa Específica Real dos Grãos. Rio de Janeiro, 1984. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – ABNT. NBR 7180: Solo - Determinação do Limite de Plasticidade. Rio de Janeiro, 1984. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – ABNT. NBR 7181: Solo - Análise Granulométrica. Rio de Janeiro, 1984. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – ABNT. NBR 15270-1: Componentes cerâmicos. Rio de Janeiro, 2005. BALATON, V.T.; GONÇALVES, P.S.; FERRER, L.M. Incorporação de resíduos sólidos galvânicos em massas de cerâmica vermelha. Revista Cerâmica, 7 v., p. 42-45, 2002.BRAGANÇA, S. R; BERGMANN, C. P. Aspectos teóricos e práticos sobre a resistência mecânica de porcelanas. Revista Cerâmica, 50 v., p. 145–155, 2004. BREHM, F. A.; BERSCH, R. A.; COLLATTO, D.; MORAES, C. A. M.; KAZMIERCZAK, C. de S. ; PAMPANELLI, A.; ROXO, K.; RODRIGUES, V.; LIEDKE, E. Reciclagem de lodo de fosfatiza-ção como adição em cerâmica vermelha. In: 62º Congresso Anual da ABM, 2007. Vitória. 62° Congresso Anual da ABM. São Paulo: Associação Brasileira de Materiais, 1 v., p. 2115-2126, 2007. CAMPOS, L. F. A.; de MACEDO, R. S.; KIYOHARA, P. K.; FERREIRA, H. C. Características de plasticidade de argilas para uso em cerâmica vermelha ou estrutural. Revista Cerâmica, 45 v., nº 295, 1999. CAMPREGHER, N. Estudo de viabilidade da incorporação do lodo da Estação de Tratamento de Efluentes da indústria de papel, celulose e aparas em material cerâmico. 2005. 84 f. Dissertação (Mestrado em Engenharia) -- Programa de Pós-Graduação em Engenharia Química. Universidade Federal de Santa Catarina, Florianópolis, SC, 2005. CAPUTO, H. P. Mecânica dos solos e suas aplicações fundamentais. Editora Fundamentos, 1 v., Rio de Janeiro, 1994. COLLATTO, D. Utilização de resíduo proveniente da estação de tratamento de efluentes de indústria de papel como matéria-prima na fabricação de cerâmica verme-lha. 2008. 114 f. Dissertação (Mestrado em Engenharia) -- Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e de Materiais. Universidade Federal do Rio Grande do Sul, Porto Alegre, RS, 2008.DUTRA, R. P. S.; VARELA M. L.; NASCIMENTO R. M.; GOMES U. U.; MARTINELLI A. E; PASKOCIMAS C. A. Estudo comparativo da queima rápida com a queima tradicional nas propriedades de materiais cerâmicos de base argilosa. Revista Cerâmica, 55 v., p. 100-105, 2009. DUTRA, R. P. S.; ARAÚJO, P. A. S.; VARELA, M. L.; NASCIMENTO, R. M.; GOMES, U. U.; PASKOCIMAS, C. A. Propriedades tecnológicas de materiais cerâmicos de base argilosa conformados por extrusão e submetidos a diferentes ciclos de queima. Anais do 17º CBECIMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais. Foz do Iguaçu, PR. 14 p., 2006. MAS, E. Diagnóstico das Matérias-Primas e Metodologia de Extração das Matérias-Primas. Qualidade e Tecnologia em Cerâmica Vermelha. São Paulo: Pólo Produções, 3 v., 2002. MOREIRA, J. M. S.; FREIRE, M.N.; HOLANDA, J. N. F. Utilização de resíduo de serragem de granito proveniente do estado do Espírito Santo em cerâmica vermelha. Revista Cerâmica, 49 v., p. 262-267, 2003. MOREIRA, J. M. S.; MANHÃES, J. P. V. T.; HOLANDA, J. N. F. Reaproveitamento de resíduo de rocha ornamental proveniente do Noroeste Fluminense em cerâmica vermelha. Revista Cerâmica, 51 v., p. 180-186, 2005. OLIVEIRA, E. M. S.; HOLANDA, J. N. F. Influência da adição de resíduo (lodo) de estação de tratamento de águas nas propriedades e microestrutura de cerâmica vermelha. Revista Cerâmica, 54 v., p. 167-173, 2008.PINHEIRO, B. C. A.; HOLANDA, J. N. F. Efeito da temperatura de queima em algumas propriedades mecânicas de cerâmica vermelha. Revista Cerâmica, 56 v., p. 237-243, 2010.PINTO, M. F.; SOUSA, S. J. G.; HOLANDA, J. N. F. Efeito do ciclo de queima sobre as propriedades tecnológicas de uma massa cerâmica vermelha para revestimento poroso. Revista Cerâmica, 51 v., p. 225-229, 2005. PUREZA, J. C. C. Utilização de resíduos industriais de baixa granulometria em massas cerâmicas de argila vermelha: aspectos tecnológicos e ambientais. 2004. 148 f. Dissertação (Mestrado em Engenharia) -- Programa de pós Graduação em Engenharia de Minas, Metalúrgica e Materiais. Universidade Federal do Rio Grande do Sul, Porto Alegre, RS, 2004. SANTOS, P. S. Tecnologia das argilas. Editora Edgard Blucher. São Paulo, Brasil 1 v., 1989. SANTOS, I. S. S.; SILVA, N. I. W. Manual de Cerâmica Vermelha. Porto Alegre: SEBRAE/RS. 56 p., 1995. SCHULLER, D; BIANCHIL, E. C; AGUIAR, P. R. Influência de defeitos e diferentes processos de fabricação nas propriedades mecânicas finais de cerâmicas. Revista Cerâmica, 54 v., p. 435-442, 2008. VIEIRA, C. M. F.; HOLANDA, J. N. F. de PINATTI, D. G. Caracterização de massa cerâmica vermelha utilizada na fabricação de tijolos na região de Campos dos Goytacazes – RJ. Revista Cerâmica, 46 v., nº 297, 2000.
REFERÊNCIAS BIBLIOGRÁFICAS


22 www.tempotecnico.com.br - Edição 172222222222222222
CARACTERIZAÇÃO E INCORPORAÇÃO DE RESÍDUOS PROVENIENTES DE ESTAÇÃO DE TRATAMENTO DE ÁGUAEM CERÂMICA ARGILOSAJ. P. D. Vitorino, S. N. Monteiro, C. M. F. Vieira(Universidade Estadual do Norte Fluminense Darcy Ribeiro – UENF)
Resíduos sólidos são uma crescente preocupa-ção mundial devido ao seu grande volume e, tam-bém, a dificuldade de sua destinação final. Estes resíduos podem gerar custos adicionais e sérios problemas ambientais quando depositados em locais como aterros sanitários ou lixões, causan-do a degradação do solo, contaminação tanto do lençol freático quanto de mananciais e, também, a contaminação do ar. A incorporação de resídu-os de várias atividades em produtos cerâmicos argilosos é uma alternativa tecnológica que pode contribuir para a redução do impacto ambiental [1-3]. A etapa de queima do processamento da cerâmica pode promover a inertização de ma-teriais potencialmente tóxicos por volatilização, transformação química e estabilização na fase vítrea que se forma pela participação de alumi-no silicatos e fundentes na massa cerâmica. Os resíduos podem ainda melhorar o processamen-to cerâmico, a qualidade da cerâmica e, ainda, contribuir para a redução do gasto energético na etapa de queima. Quando incorporados em quantidades significativas, contribuem para a
redução do consumo de argilas, recurso natural não-renovável.Um dos resíduos que apresentam potencial de re-ciclagem em cerâmica vermelha são os lodos ge-rados em Estações de Tratamento de Água - ETA [4-8]. O constante aumento na produção de água tratada para o consumo humano vem provocando um crescimento do montante de resíduos gera-dos pelo tratamento. Na maioria das estações, os resíduos provenientes das etapas de decantação e filtração, quase sempre são descartados em rios, lagos ou outro reservatório d’água, ou seja, geralmente na própria fonte de captação. Esta prática pode ocasionar assoreamento no local de despejo. Além disso, para remoção do lodo normalmente utiliza-se água tratada que, em seguida, é descartado juntamente com o lodo, o que diminui a produtividade da estação de tra-tamento. Com a implantação de um sistema de centrifugação para reaproveitamento da água de lavagem e obtenção do lodo “seco”, abre-se a possibilidade de que a destinação ambiental-mente correta a ser adotada para o lodo seja a
incorporação em cerâmica vermelha. Além disso, estes resíduos já estão sendo vistos pelos órgãos ambientais como resíduos industriais e com isso, necessitam de uma destinação final adequada à determinação legal. A constituição dos lodos de ETA é basicamente de partículas argilosas, silto-sas, arenosas e, também, de matéria orgânica, que são materiais encontrados nas argilas que se constituem nas principais matérias-primas para a cerâmica vermelha[4-8]. Estes trabalhos indicam que a incorporação de lodos de ETA deve ser realizada em pequenas quantidades para não prejudicar as propriedades físicas e mecânicas da cerâmica queimada. Foi observado ainda que, por meio de ensaio de solubilização, a cerâmica em geral inertiza os constituintes tóxicos e peri-gosos eventualmente presentes no lodo[7].Além do lodo de decantador, o tipo de resíduo de ETA mais investigado na literatura, este trabalho avalia outros tipos de resíduos de ETA, disponibi-lizando assim novas informaçõesa respeito de resíduos de ETA e sua reciclagem em massa de cerâmica vermelha.
M E I O A M B I E N T E
INTRODUÇÃO
Foram utilizados os seguintes materiais: Massa de cerâmica vermelha e resíduos de três etapas do processamento de uma ETA. A massa de cerâmica
vermelha é proveniente de uma indústria cerâmica localizada no município de Campos dos Goytaca-zes, RJ, sendo constituída da mistura de duas ar-
gilas cauliníticas[9]. Os resíduos são provenientes do processo de tratamento de água da ETA da empresa Águas do Paraíba S/A localizada também
MATERIAL E MÉTODOS

www.tempotecnico.com.br - Edição 17 232323232323

24 www.tempotecnico.com.br - Edição 172424242424
Na Fig. 1 encontram-se apresentados os difra-togramas de raios X dos resíduos. O resíduo do desarenador é composto de quartzo, mica e caulinita. Os lodos do decantador e do filtro são constituídos, basicamente, por caulinita, quartzo,
mica, gibsita, goetita, lepdocrocita e montmorilo-nita. Os resultados revelam que a composição dos resíduos de lodo das etapas de decantação e de filtragem da ETA é similar às argilas, com mine-rais argilosos e impurezas de quartzo, hidróxidos
e mineral micáceo. A areia de quartzo do desare-nador é um material eventualmente utilizado na composição de massa de cerâmica vermelha e se constitui como a principal impureza presente nas argilas.
RESULTADOS E DISCUSSÃO
Figura 1: Difratogramas de raios X dos resíduos; caulinita – C; gibsita – GI; goetita – Go; lepdocrocita – L; mica – M; montmorilonita – Mo; quartzo – Q.
Na Fig. 2 estão mostradas as curvas de análise térmica dos resíduos. Com relação aos resídu-os de lodo, tanto do decantador quanto do filtro, existe uma similaridade muito significativa no comportamento térmico. Isto é devido à seme-lhança na composição mineralógica. Os três re-síduos apresentaram um pico endotérmico em temperaturas inferiores a 70 °C. Este pico está associado, basicamente, à perda de água higros-cópica. Eventualmente, algum tipo de matéria or-gânica também pode estar sendo eliminada nesta faixa de temperatura. Com o aumento da tempe-ratura, o resíduo de desarenador apresenta um pico endotérmico a 254,7 °C, que está associado à eliminação de água de composição dos hidróxidos de Al e de Fe. Embora estes hidróxidos não tenham sido identificados por difração de raios X, Fig. 1,
devido à pequena quantidade presente na areia do desarenador ou à sobreposição de picos de difra-ção, as curvas de ATD/TG mostram claramente sua presença.Além disso, os demais resíduos, lodo do decanta-dor e lodo do filtro, apresentaram estes hidróxi-dos em sua composição mineralógica, conforme mostrado na Fig. 1. Para os resíduos em forma de lodo ocorre, ao redor de 304 °C, uma reação exotérmica associada à oxidação de matéria or-gânica.Possivelmente, o pico endotérmico de eliminação de água de hidróxidos tenha sido encoberto por esta reação. Os dois tipos de lodo, do filtro e do decantador, apresentaram, ainda, outra reação endotérmica associada à eliminação de água de constituição da caulinita, que ocorre por volta de
482 e 485 °C, respectivamente[12]. Tanto a oxida-ção de matéria orgânica quanto a eliminação de água da caulinita são responsáveis por uma sig-nificativa perda de massa nos resíduos de lodo. Esta perda de massa, embora contribua com aporte adicional de calor devido à combustão de matéria orgânica, também aumenta a porosidade da cerâmica. Esta característica dos lodos de ETA é que geralmente leva à um aumento da absor-ção de água e à queda da resistência mecânica da cerâmica argilosa incorporada. Finalmente, observa-se na Fig. 2 um último pico endotérmico a 574,6 °C no resíduo do desarenador. Esta rea-ção corresponde à transformação alotrópica do quartzo-α para quartzo-β e que pode acarretar no aparecimento de trincas na cerâmica contri-buindo para a redução da resistência mecânica.
no município de Campos dos Goytacazes e foram coletados nas etapas de desarenação, decantação e filtração.Os resíduos foram caracterizados por meio de difração de raios X (DRX), fluorescência de raios X (FRX), análise térmica diferencial e termogra-vimétrica (ATD/TG), microscopia eletrônica de varredura (MEV), peneiramento e sedimentação. Para o ensaio de DRX foram utilizadas amostras em forma de pó em um difratômetro Seifert URD 65 com radiação kα do Cu (λ = 1,54060 Å) para 2θ variando de 5° a 60° com varredura de 0,02°/s. As interpretações qualitativas de espectro foram efetuadas por comparação com padrões contidos no banco de dados PDF02[10] em software Bruker--AXS DiffracPlus. Foram realizados ensaios de ATD/TG dos resíduos num instrumento de análise
térmica simultânea TA Instruments SDT 2960. As amostras foram aquecidas de 25 a 1000 °C à taxa de 10 °C/ min e resfriadas naturalmente. A compo-sição química das matérias-primas foi determina-da por FRX em equipamento Philips PW 2400. Para a determinação do carbono orgânico utilizou-se o método calorimétrico, sendo as amostras dos re-síduos digeridas em uma solução de dicromato de potássio e ácido sulfúrico concentrado, aquecida por 1 h a 150 °C, resfriada, em seguida adicionou--se cloreto de bário para facilitar a decantação. A leitura da amostra foi feita em espectrofotômetro Spekol UV-VIS 3.0. A morfologia das partículas dos resíduos, metalizadas com ouro, foi analisada por MEV em um microscópio Jeol JSM 6460 LV com sistema de energia dispersiva (EDS). A distribuição de tamanho de partícula dos resíduos foi deter-
minada pela combinação das técnicas de penei-ramento e sedimentação de acordo com norma técnica[11].Foram realizadas incorporações dos três tipos de resíduos na massa cerâmica argilosa nas quanti-dades de 0, 3, 5, 7 e 10% em peso. A homogenei-zação das matérias-primas foi conduzida em galga misturadora de pista lisa.Para a determinação das propriedades físicas e mecânicas, tais como retração linear, absorção de água e compressão diametral, foram confeccio-nados corpos-de-prova cilíndricos (diâmetro 20,1 mm) por prensagem uniaxial a 18 MPa. Os corpos--de-prova foram, então, queimados em forno de laboratório tipo mufla com taxa de aquecimento 2 °C/min, sendo a temperatura máxima 700 °C. O resfriamento foi realizado desligando-se o forno.

www.tempotecnico.com.br - Edição 17 25

26 www.tempotecnico.com.br - Edição 1726262626262626
Figura 2: Curvas de ATD/TG/DTG dos resíduos.
Na Tabela I está apresentada a composição química dos resíduos. O resíduo de desarenador é constituído basicamen-te de SiO2, associada, sobretudo, às partículas de quartzo. Al2O3, Fe2O3 e K2O estão associados com impurezas como mica muscovita, caulinita e hidró-xidos. Os dois outros resíduos possuem composição química muito similar, na qual predominam SiO2 e Al2O3. O resíduo do decantador apresenta uma quantidade maior de SiO2 devido à maior presença de areia fina, conforme será mostrado na curva de
distribuição de tamanho de partícula. O resíduo do filtro possui uma maior quantidade de Al2O3, a qual está associada, sobretudo, à caulinita. Este mineral apresenta tamanho de partícula extre-mamente pequeno o que dificulta sua decantação. Desta forma, estas partículas são retidas com mais
facilidade na etapa de filtragem. A maior porcentagem de perda ao fogo dos lodos, tanto de decantador como de filtro, indica uma ele-vada fração de minerais argilosos como a caulinita e, também, uma maior quantidade de matéria orgâ-nica e de hidróxidos.
Tabela I - Composição química dos resíduos (%) em peso.
Na Fig. 3 está mostrada a distribuição de tamanho de partículas dos resíduos. O resíduo do desare-nador apresenta uma distribuição de tamanho de partículas mais grosseira totalmente concentrada na fração “areia” que varia de 20 a 2000 μm. Para a incorporação em cerâmica vermelha este resíduo pode ser diretamente utilizado, sem a ne-cessidade de peneiramento ou cominuição, uma vez que a abertura dos laminadores geralmente é maior que 2000 μm. Os resíduos na forma de lodo,
Figura 3: Distribuição de tamanho de partículas dos resíduos.
provenientes do decantador e do filtro, apresentam um tamanho médio de partículas bem inferior ao resíduo do desarenador. Os teores das frações “argila”, “silte” e “areia” para os lodos do decanta-dor e do filtro foram 10, 21 e 69% e 30, 35 e 35%, respectivamente. O lodo do filtro apresentou um tamanho médio de partículas inferior ao lodo do decantador, por passar pela etapa de filtragem que tem como objetivo reter as partículas menores que não decantaram.
Nas Figuras 4 a 6 encontram-se apresen-tadas as micrografias obtidas por MEV dos resíduos na forma de pó com mapeamento por EDS dos elementos Al, Si e Fe. Na Fig. 4, correspondente ao resíduo do desarenador, foram observadas partículas com predomínio de Si. Estas partículas estão associadas ao quartzo, conforme mostrado na Figura 1. Os resíduos do decantador e do filtro apre-sentaram predomínio de Al e Si, os quais estão combinados formando a estrutura dos aluminos silicatos como a caulinita, predomi-nante, bem como a mica. Além disso, uma parte do Al está na forma de hidróxido, a gibsita, conforme indicado na Figura 1. Figura 4: Micrografias obtidas por MEV do resíduo do desarenador.




30 www.tempotecnico.com.br - Edição 1730303030303030
Figura 6: Micrografias obtidas por MEV do resíduo do filtro.
Na Fig. 7 está apresentado um prognóstico de ex-trusão[13] por meio do índice de plasticidade e do limite de plasticidade das formulações com 0 e 10%, em peso, de resíduos incorporados na massa argilosa. Observa-se que a massa cerâmica argilosa (mas-sa A) está localizada dentro da região de extrusão aceitável. A adição de 10% em peso dos resíduos do decantador (M10Decantador) e do filtro (M10Filtro) à massa argilosa acarretou um ligeiro aumento no limite de plasticidade e pequena redução no índice de plasticidade da massa argilosa. Entretanto, estas composições continuam se loca-lizando muito próximas uma das outras e distantes da região de extrusão ótima. Por outro lado, o re-
síduo de desarenador proporcionou uma redução mais acentuada tanto do limite de plasticidade quanto do índice de plasticidade da massa argilosa, possibilitando um deslocamento em direção à re-gião de extrusão ótima. Este resultado é devido à composição mineralógica dos resíduos.Enquanto os lodos têm constituição mineralógica similar às argilas, o resíduo do desarenador é constituído, basicamente, de areia de quartzo que atua como desplastificante, contribuindo assim para a redução da plasticidade da massa argilosa.Na Fig. 8 está mostrado o comportamento da absorção de água das cerâmicas queimadas em função da quantidade de resíduos incorporados. Os diferentes resíduos levaram a resultados distintos.
O resíduo do desarenador reduziu a absorção de água da cerâmica argilosa, principalmente, em incorporações maiores. Isso se deve à grande quantidade de quartzo presente no resíduo, o qual melhora o grau de empacotamento e reduz a perda de massa durante a queima da cerâmica argilosa. Por outro lado, os resíduos do decantador e do filtro aumentaram a absorção de água, ou seja, aumentaram a porosidade aberta da cerâmica quando incorporados em quantidades acima de 3% em peso. Isto é devido à elevada perda de massa durante a queima, que ocorre em função da combustão de matéria orgânica, eliminação de água de constitui-ção da caulinita e dos hidróxidos.
Figura 5: Micrografias obtidas por MEV do resíduo do decantador.
Figura 8: Absorção de água das cerâmicas queimadas.Figura 7: Prognóstico de extrusão pelos limites de Atterberg [13].
A Fig. 9 mostra o comportamento da retração linear das cerâmicas queimadas em função da quantidade de resíduos incorporados. O resí-duo de desarenador reduziu consideravelmen-te a retração linear da cerâmica argilosa.Este comportamento se deve ao quartzo du-rante o processo de queima, comportando-se como material inerte. Os resíduos do decan-
tador e do filtro praticamente não alteraram a retração linear da cerâmica argilosa.A Fig. 10 mostra o comportamento da com-pressão diametral das cerâmicas queimadas em função da quantidade de resíduos incor-porados. Estatisticamente, devido aos valores relativamente elevados do desvio-padrão, não ocorreu variação significativa da compressão
diametral da cerâmica argilosa com os resí-duos incorporados. Por outro lado, conside-rando os valores médios, pode-se afirmar que há uma tendência de redução da compressão diametral da cerâmica argilosa com o aumento da quantidade de resíduos incorporados. Para o resíduo do desarenador isto ocorre devido à transformação alotrópica do quartzo, acarre-
30303030303030

www.tempotecnico.com.br - Edição 17 31

32 www.tempotecnico.com.br - Edição 17
Figura 10: Compressão diametral das cerâmicas queimadas.Figura 9: Retração linear das cerâmicas queimadas.
O resíduo do desarenador possui alto teor de SiO2, associado, sobretudo, às partículas de quartzo. Embora sua distribuição de tamanho de partículas seja a mais larga dentre os resíduos investigados, ainda está compatível com o processamento de cerâmica vermelha. Os resíduos do decantador e do filtro apresentaram pequeno tamanho médio de partículas e, também, uma constituição mineralógi-ca similar a das argilas, com predomínio de SiO2 e Al2O3. Estes resíduos revelaram um valor elevado de perda ao fogo, associado à perda de água de hidróxidos, combustão de matéria orgânica e elimi-nação de água de constituição da caulinita. O re-síduo do desarenador atuou como desplastificante, sendo benéfico à plasticidade/trabalhabilidade da
cerâmica argilosa. Em relação às propriedades de queima, este resíduo reduziu a absorção de água e a retração linear da cerâmica. Por outro lado, mos-trou, também, uma tendência à redução da resis-tência mecânica da cerâmica. Os resíduos do de-cantador e do filtro praticamente não alteraram a plasticidade/trabalhabilidade da cerâmica argilosa. Em relação às propriedades de queima, aumenta-ram a absorção de água e reduziram a resistência mecânica da cerâmica. Os resultados indicam que o resíduo do desarenador apresenta maior potencial para ser incorporado em cerâmica argilosa.A maior restrição está relacionada à redução da resistência mecânica da cerâmica. Desta forma, deve-se incorporar quantidades que possibilitem à
cerâmica alcançar os valores estipulados por nor-ma para determinado tipo de produto. Os resíduos do decantador e do filtro podem ser incorporados em pequenas quantidades em cerâmica argilosa para uma destinação ambientalmente correta dos mesmos. A quantidade de matéria orgânica, ao redor de 9% em peso, não deve trazer economia significativa de energia durante a etapa de queima. Por outro lado, lodos de ETA com maior carga or-gânica podem contribuir para a redução do gasto energético da cerâmica durante a etapa de queima.Além disso, devido ao elevado teor de água destes resíduos, deve-se realizar uma etapa de desa-guamento e posterior filtro-prensagem para seu transporte às cerâmicas.
CONSIDERAÇÕES FINAIS
tando o aparecimento de trincas. Os resíduos do decantador e do filtro reduzem a resistên-
cia mecânica da cerâmica argilosa em função da elevada perda de massa que proporcionam
durante a queima, acarretando maior porosi-dade na cerâmica.
À empresa Águas do Paraíba S/A pelo fornecimento dos resíduos e ao CNPq pela concessão de bolsa de IC.
AGRADECIMENTOS
[1] F. Raupp-Pereira, D. Hotza, A. M. Segadães, J. A. Labrincha, Ceram. Int. 32 (2006) 173.[2] M. Dondi, M. Masigli, B. Fabbri, Tile & Brick Int. 13, 3 (1997) 218.[3] M. Dondi, M. Masigli, B. Fabbri, Tile & Brick Int. 13, 4 (1997) 302.[4] E. M. S Oliveira, S. Q. Machado, J. N. F. Holanda, Cerâmica 50, 316 (2004) 324.[5] J. I. Margem, A. D. Ferreira, C. M. F. Vieira, S. N. Monteiro, Anais 49o Cong. Bras. Cerâm., S. Pedro, SP (2005).[6] O. K. Ueno, V. M. B. Leite, Anais 50o Cong. Bras. Cerâm., Blumenau, SC (2006).[7] M. V. V. Ramires, I. S. dos Santos, C. S. Kazmierczak, Anais 49o Cong. Bras. Cerâm., S. Pedro, SP (2005).[8] L. C. C. Paixão, H. N. Yoshimura, D. C. R. Espinosa, J. A. S. Tenório, Cerâmica 54, 329 (2008) 63.[9] S. N. Monteiro, C. M. F. Vieira, Tile & Brick Int. 18, 3 (2002)152.[10] The International Centre for Diffraction Data – ICDD, 2006, http://www.icdd.com. Acessado em 11/2007.[11] Associação Brasileira de Normas Técnicas. Determinação da Análise Granulométrica de Solos. NBR -7181, Rio de Janeiro, RJ (1984).[12] P. S. Santos, Ciência e Tecnologia das Argilas, 2.a Ed., Editora Edgard Blücher Ltda., S. Paulo, SP (1989) 283[13] M. Marsigli, M. Dondi, L’Industria dei Laterizi 46 (1997) 214.
REFERÊNCIAS BIBLIOGRÁFICAS
32323232323232


34 www.tempotecnico.com.br - Edição 1734343434343434343434343434343434343434
USO DE RESÍDUO DA PRODUÇÃO DE ALUMINA ELETROFUNDIDA NA PRODUÇÃO DE BLOCOS E TELHAS CERÂMICOSR. R. Menezes (Universidade Federal da Paraíba )L. N. Marques, L. N. L. Santana, G. A. Neves, H. S. Ferreira (Univerdidade Fed. de Campina Grande) R. H. G. A. Kiminami (Universidade Federal de S. Carlos )
O aproveitamento dos rejeitos através de estudos capazes de detectar suas potencia-lidades e viabilizar sua seleção preliminar é encarado hoje como atividade complementar, que pode contribuir para diversificação dos produtos, diminuição dos custos finais, além de resultar em “novas” matérias-primas para uma série de setores industriais.A deposição de resíduos industriais em ater-ros, além dos elevados custos econômicos, pode trazer inúmeros problemas ambientais, como contaminação do solo, do lençol freáti-co e agressão a vegetação presente no local. Nesse sentido a re-utilização e a reciclagem são as soluções mais indicadas para o manejo da grande maioria dos resíduos industriais, reduzindo custos, preservando recursos na-turais não renováveis, diminuindo a carga de poluentes lançados no meio ambiente[1-3]. A reciclagem teve seu início juntamente com a revolução industrial, que trouxe consigo a geração de grande quantidade de resíduos e o aumento de materiais e produtos descartados com a intensificação das relações de consu-mo, mas ganhou grande evidência nas últimas décadas com o intenso crescimento na gera-ção de resíduos sólidos, com destaque para os industriais. Nos últimos anos, a pesquisa sobre a recicla-gem de resíduos industriais vem se intensifi-cando em todo o mundo, no entanto, ainda pos-
sui índices insignificantes frente os milhões de toneladas de resíduos inorgânicos que são produzidos a cada dia[4, 5]. O que eviden-cia que a busca de alternativas de reciclagem que conciliem as necessidades ambientais e o fator econômico é uma questão de suma im-portância para se ter crescimento econômico aliado ao desenvolvimento sustentável. A inserção dos resíduos num ciclo produtivo representa uma opção de recuperação alter-nativa desses materiais, que é interessante tanto no aspecto ambiental, como no econô-mico. Nesse sentido, a indústria cerâmica vem demonstrando grande potencial para a reutili-zação de resíduos inorgânicos[6]. Cerâmicas tradicionais, como telhas, blo-cos e revestimentos cerâmicos, geralmente, apresentam grande variação compo-sicional, devido ao largo intervalo de composições das argilas utilizadas como matérias-primas para sua fabricação, o que possibilita uma grande tolerância para a incorporação de grandes quantidades de resíduos inorgânicos. O potencial de incorporação de resíduos nas formulações de cerâmicas tradicionais, aliado as elevadas quantidades de recursos naturais consumidos a cada dia por esse segmento industrial, ressalta a importância da reutiliza-ção de resíduos como matérias-primas cerâ-micas alternativas, racionalizando o uso dos recursos naturais[7-9]. A diminuição gradual na
abundância dos recursos minerais causou a recente tendência em substituir minerais por fontes alternativas de matérias-primas, que estão disponíveis em abundância, como os re-síduos industriais e de mineração[9-14]. A indústria de produção de alumina eletrofun-dida gera atualmente um resíduo durante o seu processamento, que consiste em um pó, de granulometria fina, rico em óxido de alu-mínio, cujo manuseio provoca a formação de névoa e poeiras dificultando sua reutilização no processo produtivo, por ser arrastado fa-cilmente pelas correntes de gases e possuir um rendimento extremamente baixo quando de sua re-inserção no processo. Em consequência disso, esse produto, é des-cartado pelas empresas em aterros particu-lares, todavia em virtude do volume gerado passará a ser descartado em aterros indus-triais, seguindo as normas técnicas. O resíduo gerado provoca uma série de implicações econômicas, associadas a sua adequada mani-pulação, descarte e monitoramento no aterro, o que vem se tornando uma fonte de custos para o setor. Assim, esse trabalho tem por objetivo a ca-racterização do resíduo do pó de coletor da produção de alumina eletrofundida e a avalia-ção de sua aplicabilidade como matéria-prima cerâmica alternativa para a produção de blo-cos e telhas cerâmicos.
M A T É R I A P R I M A
INTRODUÇÃO

353535353535

36 www.tempotecnico.com.br - Edição 173636363636
A Fig. 1 apresenta a curva de distribuição de tama-nho de partículas do resíduo estudado. O resíduo apresenta uma distribuição de tamanho de partícu-las que para cerâmica vermelha pode ser conside-rada estreita, com D10 de 0,9 mm e D90 de 19,9 mm e tamanho médio de partícula de 9,5 mm. 100% do material apresenta tamanho de partícula inferior a 50 mm, com concentração de partículas em torno de 10 a 20 mm. Uma massa cerâmica não é constituída apenas por argilas (em virtude de dificuldade que surgem no processamento), é formulada contendo materiais plásticos e não plásticos, o que acarreta uma “mis-tura” de granulometrias, sendo a fração mais “fina” associada à argila e as demais (“mais grosseira”) relacionadas aos materiais friáveis. O resíduo atua-rá como material não plástico na massa. No entan-to, para que materiais não plásticos possam agir com eficácia sobre as características das argilas, devem possuir granulometria acima de 60 mm e ser usados em quantidades moderadas[17]. A adição de não-plásticos provoca a formação de pontos de descontinuidade entre as partículas ar-gilosas, o que produz poros, que, em determinada quantidade permiti a passagem da água do interior da peça para a superfície, reduzindo tensões do processo de secagem sem comprometer a quali-dade da peça. Ademais, os não-plásticos possibi-litam ainda a diminuição da retração de secagem
e queima. O uso inadequado dos não plásticos, por outro lado, pode diminuir acentuadamente a inter-conectividade da matriz vítrea e aumentar excessivamente a porosidade, comprometendo o desempenho da peça. Como observado na Fig. 1, o teor de finos é muito elevado no resíduo, o que pode comprometer sua ação como não plastificante na massa, aumentando a porosidade do sistema e comprometendo seu desempenho. Nesse sentido, pode-se utilizar o diagrama de Winkler[17] a fim de avaliar se a granulometria do sistema analisado está dentro da região do diagrama que é indicado para a produção de blocos e telhas. As massas analisadas encontram-se no limite infe-rior do diagrama, em virtude da elevada fração de material abaixo de 2 mm e entre 2 e 20 mm, o que pode implicar em dificuldades de processamento e comprometimento das características físicas da peça após queima. No entanto, vale salientar que trabalhos[18-20] analisando a viabilidade de utilização de argilas em cerâmica vermelha observaram que argilas que não se encaixavam na região corres-pondente do diagrama de Winkler eram adequadas a produção de blocos cerâmicos.A Tabela I apresenta a composição química semi--quantitativa do resíduo estudado. O resíduo é constituído basicamente por Al2O3 e SiO2, com me-nores teores de K2O e Fe2O3. A presença do SiO2, K2O e Fe2O3 está associada as
impurezas presentes nas matérias-primas para produção da alumina eletrofundida. Observa-se também a presença de vários metais pesados e de enxofre no material. A presença de óxidos funden-tes pode favorecer a atuação do resíduo como um fundente no processo de queima, no entanto, frente o elevado teor de alumina essa ação pode ser mi-nimizada nas temperaturas de queima da cerâmica vermelha, passando o resíduo a atuar apenas como uma matéria-prima não plástica de enchimento. Não se observou teores de Na2O no resíduo, ape-sar de vários ensaios de fluorescência em várias frações do material analisado, o que não pode ser explicado até o momento, já que se esperavam teores de sódio no material por esse ser um con-taminante presente na matéria-prima do processo. Observam-se pequenos teores de enxofre no ma-terial, que associados aos resíduos de carbono presentes no material analisado (o equipamento de EDX utilizado não possui capacidade de detec-ção do carbono), indicado pela perda ao fogo e pela presença visual no próprio material, podem atuar, gerando gases durante a queima o que pode dificul-tar a utilização de elevadas quantidade de resíduo na massa. A geração de gases durante o processo de queima pode aumentar a porosidade do siste-ma, bem como, favorecer o desenvolvimento de microtrincas e defeitos, diminuindo a resistência do sistema.
RESULTADOS E DISCUSSÃO
Foram utilizados os seguintes materiais: resí-duo proveniente do pó de coletor da produção de alumina eletrofundida, e argila vermelha proveniente da Cerâmica Espírito Santo, já utilizada na produção de blocos e telhas. A argila vermelha foi estudada anteriormente[15] e é constituída por caulinita, quartzo e mica, apresenta uma larga distribuição de tamanho de partículas (D10 = 2 mm e D90 = 60 mm), com tamanho médio de partículas de 8,22 mm.O resíduo foi caracterizado por meio de: de-terminação da sua composição química por fluorescência de raios X (Shimadzu EDX-720), ensaio semi-quantitativo usando amostra prensada e seca (sem utilização de ligantes) e tubo de raios X de Rh; difração de raios X (Siemens D5005) com radiação Cu-ka com varredura de 2q de 5 a 70o e condições de operação de 40 kV e 30 mA (com tempo de
aquisição de sinal de 0,6 s por passo); de-terminação da distribuição do tamanho de partículas (Cilas, 1064LD) utilizando o princí-pio da difração de laser e sendo a amostra preparada segundo a metodologia normati-zada[16] para análise granulométrica de solos (usando agitador de alta rotação e hexame-tafosfato de sódio como agente dispersante). Para os ensaios de caracterização o resíduo foi cominuído em almofariz e passado em peneira com abertura de 0,074 mm (ABNT 200), à exceção do ensaio de determinação da distribuição granulométrica, para o qual os resíduos foram apenas passados em peneira com abertura de 0,180 mm (ABNT 80) para desaglomeração. Os resíduos foram secos a 100 °C, desaglomerados em moinho de bolas e peneirados através de peneira com aber-tura 0,180 mm (ABNT 80). Em seguida foram
preparadas formulações através da mistura a seco em moinho de bolas por 2 h do resíduo e da argila vermelha. As proporções de resíduo adicionado a argila vermelha foram de 5, 10, 15, 20, 25 e 30%. Após mistura em moinho de bolas, as formulações foram novamente passadas por peneira com abertura 0,180 mm (ABNT 80). Em seguida foram confeccionados corpos de prova de 60 mm x 20 mm x 5 mm por prensagem uniaxial a 27 MPa que foram queimados a 900, 950 e 1000 °C a uma taxa de 3 °C/min. Após queima, os corpos-de-prova foram submetidos a ensaio de caracterização físi-ca, com determinação da retração linear de queima, absorção de água (através do ensaio de imersão por 24 h) e módulo de ruptura a flexão em três pontos (com velocidade de aplicação de carga de 0,5 mm/min).
MATERIAIS E MÉTODOS


38 www.tempotecnico.com.br - Edição 173838383838
Tabela I – Composição química do resíduo estudado (% massa).
Figura 1: Distribuição de tamanho de partícula do resíduo estudado.
A Fig. 2 apresenta o difratograma de raios X do resíduo estudado. O resíduo apresenta como fa-ses cristalinas o coríndom (alumina a), alumina g (em pequena quantidade), outra fase polimórfica da alumina, um sulfeto de potássio, alumínio e uma liga ferro-titânio. Constata-se que o resíduo apresenta uma larga variedade de constituintes, com alguns deles podendo comprometer o pro-cesso de densificação dos blocos e telhas duran-te a queima. Os metais, apesar de estarem em pequenas quantidades, podem alterar a densificação do corpo em virtude de sofrerem processos de ex-pansão (associados a sua oxidação) concomitan-temente a retração do corpo cerâmico durante o processo de queima. O sulfeto de potássio ira se
decompor durante a queima liberando gases, o que também podendo alterar a cinética de den-sificação do corpo. As Figs. 3, 4 e 5 apresentam as retrações linea-res de queima, as absorções de água, e os mó-dulos de ruptura à flexão dos corpos-de-prova com incorporações de resíduo, respectivamente. Com base na Fig. 3 observa-se que a incorpora-ção do resíduo não provocou alterações signifi-cativas na retração de queima nas temperaturas de queima de 900 e 950°C, sendo observado apenas uma leve diminuição da retração quan-do da adição de elevados teores de resíduo, 25 a 30%. No entanto, quando da queima a 1000°C, o re-síduo teve marcante influência na retração dos
corpos-de-prova, sendo observada, de forma ge-ral, uma diminuição na retração do material com o aumento no teor de resíduo. Este fato está associado à diminuição na quan-tidade total de material argiloso nos corpos e a presença de um material não plástico, cuja prin-cipal função seria de “enchimento” nas tempera-turas de queima praticadas. Por outro lado, é interessante que quando da adição de 5% de resíduo e queima a 1000°C, a retração do sistema foi levemente superior (con-siderando o desvio padrão) ao da argila pura, o que pode está associado ao teor de fundentes do resíduo que pode ter contribuído para o aumento da quantidade de fase líquida e favorecido a re-tração do sistema.
Figura 2: Padrão de difração de raios X do resíduo estudado.


40 www.tempotecnico.com.br - Edição 17404040404040
Na Fig. 4 verifica-se que a absorção de água dos corpos contendo resíduo, de forma geral, aumen-tou com o teor de resíduo, independentemente da temperatura de queima. Apresentando aumentos expressivos quando da adição de elevadas quanti-dade de resíduos, superiores a 15%. A adição de 5%
de resíduo quando da queima a 1000°C não provo-cou alterações na absorção do material, o que vem ao encontro dos dados de retração que evidenciam que a adição de 5% nessa temperatura não diminui a retração de queima. Nesse sentido é interessante que os corpos queimados a 900 e 950°C apresen-
taram um aumento acentuado da absorção mas não uma diminuição na retração, tal como era de se esperar, diminuição da retração, há mais poros no material após queima e, por conseguinte, há uma maior a absorção. Esse comportamento aparentemente destoante
Figura 4: Absorção de água das formulações estudadas.
Figure 5: Módulo de ruptura das formulações estudadas.
Figura 3: Retração linear de queima das formulações estudadas.


42 www.tempotecnico.com.br - Edição 1742424242424242
Com base em indicações da literatura[21, 22], as for-mulações contendo teores de até 20% de resíduo podem ser utilizadas em cerâmicas vermelhas, por apresentarem valores de absorção de água e módulo de ruptura dentro dos limites preconizados para os corpos-de-prova de cerâmica vermelha. Após queima a 900 e 950°C, a formulação com incorporação de 5% de resíduo pode ser utilizada para a produção de blocos furados e telhas[21]. Com a queima a 1000°C as formulações com adições de até 20% de resíduo podem ser utilizadas para a produção de blocos furados e telhas.Na grande maioria dos trabalhos[8, 10, 11, 23-25] envol-vendo reciclagem de resíduos industriais e mi-nerais através de incorporação em formulações cerâmicas para a produção de blocos e telhas, ficou evidenciada a possibilidade de incorporação de grandes quantidades de resíduo nas formula-ções sem deterioração significativa das proprie-dades das peças produzidas. No entanto, esses
trabalhos utilizaram resíduos mais grosseiros e reativos (nas temperaturas utilizadas) que o re-síduo do pó de coletor, que apresenta uma finura não encontrada na grande maioria dos resíduos industriais. Assim, evidencia-se que a capacidade de absorção de resíduo pelas massas cerâmicas não está apenas associada a sua composição química, mas também a sua granulometria, sendo necessário que o resíduo que vá atuar como ma-terial não plástico (e inerte) tenha granulometria semelhante as das matérias-primas não plásticas convencionais[17]. Um resíduo que apresenta granulometria seme-lhante ao do resíduo do pó de coletor estudado é a cinza volante, no entanto é possível a incorpo-ração de grandes quantidades desse resíduo em formulações cerâmicas para produção de blocos e telhas em virtude de sua elevada reatividade e po-der fundente[26, 27] nas temperaturas utilizadas para a produção de cerâmica estrutural. Com a queima
ele funde ou reage com a massa argilosa e assim, possíveis efeitos de diminuição do empacotamento podem ser “compensadas” durante a queima.Outro ponto muito importante a destacar é a gra-nulo-metria da massa a ser incorporado o resíduo. Massas já utilizadas pelas indústrias cerâmicas, em geral, já apresentam elevada compacidade (ob-tida experimentalmente ou com a prática de produ-ção), assim a inserção de qualquer tipo de resíduo, com elevada finura ou não, pode comprometer o empacotamento do sistema, apesar de na grande maioria dos trabalhos envolvendo a reciclagem de resíduo serem utilizadas massas industriais. Assim, com base nos dados obtidos, evidencia-se que quando da necessidade de incorporar resíduos em formulações cerâmicas é interessante se uti-lizar mais de um tipo de argila de modo a poder, quando da combinação com os resíduos, se obter massas com distribuição granulométrica que per-mitam alta compacidade no produto conformado.
Esse trabalho teve por objetivo a caracteriza-ção do resíduo do pó de coletor da produção de alumina eletrofundida e a avaliação de sua aplicabilidade como matéria-prima cerâmica alternativa para a produção de blocos e te-lhas cerâmicos. O resíduo apresenta uma elevada finura, com tamanho médio de partículas de 9,5 mm e
100% do material com granulometria inferior a 50 mm. O resíduo é constituído basicamente por alumina e pequenos teores de metais e óxidos fundentes. A absorção de água e o módulo de ruptura diminuem com a elevação do teor de resíduo incorporado a massa, independentemente da temperatura de queima; que é possível incor-
porar até 20% de resíduo do pó de coletor em formulação para produção de tijolos fura-dos e telhas quando da queima a 1000°C dos corpos, por esses apresentarem valores de absorção de água e módulo de ruptura dentro dos limites preconizados na literatura para cerâmica vermelha.
CONCLUSÃO
Ao CNPq (Proc. 475010/2007-8) pelo apoio financeiro.
AGRADECIMENTOS
quando da queima a 900 e 950°C pode está asso-ciado ao empacotamento do sistema argila-resíduo. Considerando a densidade real da argila[16] e a den-sidade real do resíduo, pode-se calcular a densida-de relativa dos corpos-de-prova após prensagem e secagem a 110°C. A densidade relativa dos corpos contendo apenas argila foi de 63%, um valor alto, que indica que a massa utilizada apresenta um bom empacotamento dos seus constituintes. Quando da adição de 5% de resíduo a densidade relativa caiu para 60%, atingindo 59 e 48% nos corpos conten-do 10 e 30% de resíduo, respectivamente. Assim, observa-se que a adição do resíduo, apesar de sua elevada finura, comprometeu o empacotamento do sistema. Então, mesmo não alterando significativa-mente a retração do sistema, como no caso das
temperaturas de queima de 900 e 950°C, o resíduo propicia a obtenção de maiores absorções de água, tal como observado na Fig. 4, já que nessas tempe-raturas de queima, aparentemente, ele atua apenas como material inerte, sem função auxiliar de fun-dente. Por outro lado, quando da queima a 1000°C, aparentemente há o desenvolvimento de maior fase líquida (aumento significativo na retração do sistema sem resíduo), e com uma quantidade muito grande de fase líquida é possível o re-arranjo das pequenas partículas do resíduo em virtude da ten-são capilar, quando da sua presença em pequenos teores (incorporação de 5%). Entretanto, quando se tem muito resíduo há uma interação entre as partículas dos materiais não plásticos diminuindo a possibilidade de retração do sistema, o que pode
ser visto ao se analisar a retração dos corpos con-tendo teores acima de 10% de resíduo e queimados a 1000°C.A Fig. 5 ilustra que a resistência mecânica, de for-ma geral, decresceu significativamente com o au-mento do teor de resíduo incorporado em todas as temperaturas de queimas. O que vem ao encontro do observado na Fig. 4 com o aumento da absorção de água nos corpos incorporados com resíduo. A composição com 5% de resíduo não apresentou alteração no módulo de ruptura quando da queima a 1000°C (considerando o desvio padrão calculado), o que esta de acordo com o observado nas Figs. 3 e 4. Assim, verifica-se que é possível a incorporação de pequenas quantidades de resíduo sem alteração nas características mecânicas do sistema.


44 www.tempotecnico.com.br - Edição 174444444444444444444444444444444444444444
[1] A. M. Bernardin, D. S. Felisberto, M. T. Daros, H. G. Riella, Cerâm. Ind. 11, 5-6 (2006) 31.[2] R. R. Menezes, G. A. Neves, H. C. Ferreira, Environmental Management and Health 13 (2002) 134.[3] R. R. Menezes, R. R. Almeida, L. N. L. Santana, H. S. Ferreira, G. A. Neves, H. C. Ferreira, Revista Matéria 12, 1 (2007) 226. [4] R. R. Menezes, G. A. Neves, H. C. Ferreira, Rev. Bras. Eng. Agr. Amb. 6, 2 (2002) 303.[5] I. Tiruta-Barna, E. Benetto, Y. Perrodin, Resources, Conservation and Recycling 50 (2007) 351.[6] F. Andreola, L. Barbieri, A. Corradi, I. Lancellotti, T. Manfredini, J. Eur. Ceram. Soc. 22 (2002) 1457.[7] P. Torres, H. R. Fernandes, S. Agathopoulos, D. U. Tulyaganov, J. M. F. Ferreira, J. Eur. Ceram. Soc. 24 (2004) 3177.[8] R. R. Menezes, H. S. Ferreira, G. A. Neves, H. L. Lira, H. C. Ferreira, J. Eur. Ceram. Soc. 25 (2005) 1149.[9] F. Raupp-Pereira, M. J. Ribeiro, A. M. Segadães, J. A. Labrincha, J. Eur. Ceram. Soc. 27 (2007) 2333.[10] G. E. Oliveira, J. N. F. Holanda, J. N. F., Waste Management, Res. 22 (2004) 358.[11] C. M. F. Vieira, T. M. Soares, R. Sánchez, S. N. Monteiro, Mater. Sci. Eng. A 373 (2004) 115.[12] K. Dana, J. Dey, S. K. Das, Ceram. Int. 31 (2005) 147.[13] S. R. Bragança, J. Vicenzi, K. Guerino, C. P. Bergmann, Waste Management Res. 24 (2006) 60.[14] R. R. Menezes, H. G. Malzac Neto, L. N. L. Santana, H. L. Lira, H. S. Ferreira, G. A. Neves, J. Eur. Ceram. Soc. 28 (2008) 3027.[15] R. R. Almeida, Reciclagem de resíduo de caulim e granito para produção de blocos e telhas, Diss. Mestrado, Universidade Federal de Campina Grande, Campina Grande, PB (2006).[16] ABNT, Solo – Análise granulométrica – Método de Ensaio, NBR 7181, Rio de Janeiro, RJ (1984).[17] S. F. Pracidelli, F. G. Melchiades, Cerâm. Ind. 2 (1997) 31.[18] G. P. Souza, R. Sanchez, J. N. F. Holanda, Cerâmica 48 (2002) 102.[19] C. M. F. Vieira, T. M. Soares, S. N. Monteiro, Cerâmica 49 (2003) 245.[20] R. S. Macedo, R. R. Menezes, G. A. Neves, H. C. Ferreira, Cerâmica 54 (2008) 411.[21] L Barzagui, A. Salge, Cerâmica 28 (1982) 15.[22] P. Souza Santos. Ciência e Tecnologia de Argilas. 3a Ed., vol. 1, Edgard Blücher, S. Paulo, SP (1992) p. 408.[23] M. C. Zanetti, S. Fiori, Waste Management Res. 21 (2003) 235.[24] G. P. Souza, J. N. F. Holanda, Ceram. Int. 30 (2004) 99.[25] Y. Pontikes, L. Esposito, A. Tucci, G. N. Angelopoulos, J. Eur. Ceram. Soc. 27 (2007) 1657.[26] A. Olgun, Y. Erdogan, Y. Ayhan, B. Zeybek, Ceram. Int. 31 (2005) 153.[27] C. A. García-Ubaque, J. C. Moreno-Piraján, L. Giraldo-Gutierrez, K. Sapag, Waste Management Res. 25 (2007) 352.(Rec. 14/09/2009, Rev. 21/01/2010, Ac. 22/01/2010)
REFERÊNCIAS BIBLIOGRÁFICAS


46 www.tempotecnico.com.br - Edição 174646464646464646
59º CONGRESSO BRASILEIRO DE CERÂMICAEvento apresentou novidades e tendências do setor através de apresentação de trabalhos técnicos e científicos
Associação Brasileira de Cerâmica (ABCeram) rea-lizou, entre os dias 17 e 20 de maio, o 59º Congresso Brasileiro de Cerâmica, no Prodigy Beach Resort & Conventions Aracaju, no município de Barra dos Coqueiros, em Sergipe, próximo a capital Aracaju. Oevento, promovido pela Metallum (empresa es-pecializada em Eventos Técnicos e Científicos), é o mais antigo e importante do setor cerâmico brasileiro, e discutiu os últimos avanços e aconte-cimentos do setor. Reuniu um expressivo e qualifi-cado público, com 360 inscritos, vindos de vários estados brasileiros e também do exterior (Espanha, Argentina, Suíça e Japão).Segundo o professor do Centro Universitário da FEI (São Bernardo do Campo) e “chair” desta edição do congresso, Fernando dos Santos Ortega, foram apresentados 570 trabalhos na forma oral ou pôs-ter, e ministradas 14 palestras, com renomados profissionais do País e do exterior, além de duas plenárias e três minicursos, envolvendo diversos temas relacionados aos materiais cerâmicos. “A maioria dos trabalhos possui algum tipo de inova-ção, já que apresentam resultados de um trabalho de investigação científica, que pode ser desde um estudo preliminar até o resultado de vários anos de pesquisa”, afirma.Um dos destaques do evento, ressalta Ortega, foi a plenária proferida pelo prof. Dr. André Rocha Stu-dart, do Departamento de Materiais da ETH, Zurique (Suíça). “Foram apresentados alguns resultados de seus estudos sobre microestruturas cerâmicas obtidas artificialmente que buscam reproduzir estruturas existentes na natureza, tais como con-chas e dentes. Tais estruturas podem apresentar propriedades muito superiores às dos materiais cerâmicos convencionais”, cita.Ainda segundo Ortega, o 59º Congresso Brasileiro de Cerâmica atingiu seu objetivo que é promover a interação dos diversos setores cerâmicos, con-tribuindo para o desenvolvimento desta área no Brasil. “Foram apresentados e debatidos temas
específicos de interesse para os diversos segmen-tos cerâmicos (cerâmica vermelha, materiais de revestimento, refratários, cerâmica técnica, nano-tecnologia e novos materiais) e temas de interesse geral como Energia, Meio-Ambiente, Recursos Mi-nerais, Inovação Tecnológica, Qualidade, Ensino, Re-cursos Humanos e Panoramas Setoriais”, explica.No congresso, participaram representantes dos diversos segmentos do meio cerâmico, prove-nientes de vários estados do País, além de alguns convidados estrangeiros. “O evento favorece a in-teração entre os diversos setores envolvidos com o meio cerâmico, tais como Instituições de Ensino e Pesquisa, Indústrias fabricantes de Produtos Ce-râmicos e Fornecedores de Matérias-Primas, Equi-pamentos e Insumos. Por se tratar de um evento em que predomina a apresentação de trabalhos científicos, naturalmente os participantes em maior número são os estudantes, pesquisadores e professores de todo o Brasil”, afirma.Para finalizar, Ortega enfatiza a importância dos eventos como o Congresso Brasileiro de Cerâmi-ca, porque são ambientes de suma importância para o desenvolvimento científico e tecnológico do setor cerâmico no Brasil. “Não me refiro ape-nas a pesquisas envolvendo cerâmicas avançadas ou tecnologia de ponta, mas também estudos que abordam problemas presentes no cotidiano de qualquer indústria cerâmica, mesmo as mais
simples, tais como matérias-primas, redução de consumo energético, qualidade do produto, além de questões relacionadas ao meio ambiente, como a gestão, reaproveitamento e reciclagem de resíduos sólidos”, conclui.Paralelamente ao congresso, ocorreu uma expo-sição onde as empresas e instituições de ensino e pesquisa tiveram a oportunidade de divulgar seus produtos e serviços.
E V E N T O
Professor do Centro Universitário da FEI, Fernando dos Santos Ortega, “zchair” desta edição do congresso,


48 www.tempotecnico.com.br - Edição 1748484848484848
FORN&CERVisitantes ilustres, autoridades políticas e representantes do setor cerâmico prestigiaram o evento
E V E N T O
O evento recebeu um visitante ilustre, o Vice-campeão da Sto-ckCar em 2014, Átila Abreu.
FORN&CERNa abertura, o Deputado Estadual, Aldo De-marchi destacou a atividade cerâmica e sua ligação com o setor, através do pai, que tam-bém foi ceramista. “É uma honra acompanhar a evolução de um setor que contribui para a história de desenvolvimento de nosso país e se destaca no mundo inteiro”.Ricardo de Oliveira Moraes, Diretor Superin-tendente do DNPM(Departamento Nacional de Produção Mineral), por sua vez, deu as boas vindas aos presentes, enfatizando que a argila, matéria-prima fundamental para a atividade cerâmica, é sem dúvida, um destaque na mine-ração brasileira, pela sua excelente qualidade.Para encerrar os discursos, o presidente da ASPACER e do SINCER, Benjamin Ferreira Neto, destacou que desde 1999, a ASPACER, sempre em parceria e com o apoio do SINCER, sindicato patronal, e junto de outras entidades, tem bus-cado de maneira incessante realizar de forma criteriosa, projetos e ações que permitam a defesa setorial do nosso segmento. “Apesar da crise econômica especialmente vivenciada pela sociedade brasileira, é preciso ter clare-za de propósitos e ações, para que possamos mobilizar a todos no sentido de buscarmos as soluções que nos levarão a retomada do crescimento econômico e do desenvolvimento social. A ASPACER e o SINCER, entidades em-presariais que atuam na defesa da indústria, através do FORNECER e do Congresso da In-dústria de Revestimentos Cerâmicos, mostram que estão engajadas na luta pelo crescimento, pelo desenvolvimento, proporcionando nesse espaço e ao longo dos próximos dias, um ex-celente ambiente de negócios e qualificação profissional”.Em seguida, o Forn&Cer 2015 foi aberto ofi-cialmente, com o corte da fita, na entrada do pavilhão de exposições.No primeiro dia de evento, ceramistas e visitan-tes passaram pelos corredores do Forn&Cer e conheceram as novidades dos expositores, em máquinas, equipamentos, peças e serviços.A 8ª edição do Encontro Internacional de For-
E V E N T O
O evento recebeu um visitante ilustre, o Vice-campeão da Sto-ckCar em 2014, Átila Abreu.
trada pela ComGás. O gás natural que já era utilizado para a queima nos processos produti-vos, também pode ser utilizado para alimentar, por meio de energia elétrica, os equipamentos. O evento recebeu um visitante ilustre, o Vice--campeão da StockCar em 2014, Átila Abreu, que disputa também o GT Series, na Europa.O piloto sorocabano esteve na sede da ASPA-CER para uma tarde de autógrafos, durante o Forn&Cer, no estande da Mobil – D15, patroci-nadora do piloto. Muitos fãs aproveitaram para registrar fotos e ganharam bonés autografa-dos pelo piloto.Átila Abreu contou um pouco sobre sua carrei-ra, que começou aos oito anos de idade e que ainda na adolescência, iniciou nas categorias de base, junto aos pilotos famosos, como Se-bastian Vettel e Lewis Hamilton. Falou também sobre a conquista do vice-campeonato na StockCar em 2014 e sobre a expectativa para o campeonato em 2015, em que ocupa a 14ª posição.
necedores e Cerâmicas ocupou um espaço de cinco mil metros quadrados. O município de Santa de Gertrudes recebeu durante o evento, empresários de diversas áreas de atuação para apresentar ao setor de revestimento e pisos cerâmicos o que há de mais moderno e sustentável para otimizar os processos produtivos. Paralelo ao 6º Congresso Industrial Cerâmico, a ASPACER e o SINCER promoveram a 8ª edição do Forn&Cer, que contou com empresas expo-sitoras e visitantes do segmento ceramista.O diretor da empresa chinesa GuanddongEding Industrial, Justin Zhou, apresentou inovações para os ceramistas, dado o atual cenário de crise hídrica em diversas partes todo o mun-do, em especial em nosso país. “Decidimos vir para o Brasil para demonstrar que é possível economizar água nos processos de polimento e secagem”, destacou Zhou dizendo que uma das máquinas utiliza apenas 10% da água que normalmente é utilizada nesse processo, que ainda inclui a limpeza do produto nessas con-dições.Em seu primeiro ano de exposição, o diretor comenta que é possível, também, produzir pi-sos com taxa de apenas 0,01% de água, algo totalmente inovador para a impermeabilização de tais produtos. “Essa mesma tecnologia clas-sifica automaticamente os pisos e os separa de acordo com a temperatura, além de o operador ser responsável apenas por acionar os coman-dos computadorizados e abastecer o maquiná-rio”, disse Zhou ressaltando sobre a segurança dos trabalhadores.No que condiz à segurança dos operadores, o Engenheiro de Aplicação da empresa Tracbel, Davi KovaesLuduvico, disse que uma das novi-dades para o setor e o Simulador de Operação das máquinas para extração de minério. “Com o treinamento no simulador, não se coloca a segurança do operador em risco, além de pre-servar o equipamento”, disse o engenheiro.Em se falando de sustentabilidade, a forma de geração de energia elétrica também foi mos-


50 www.tempotecnico.com.br - Edição 1750505050505050
44° ENCONTRO NACIONAL DA INDÚSTRIA DE CERÂMICA VERMELHAPorto Alegre sediará o evento deste ano, que promoverá debates entre empresários, pesquisadores, fornecedores, instituições e consumidores
O Encontro Nacional, que acontecerá entre os dias 16 e 19 de setembro, no Centro de Eventos Fiergs, em Porto Alegre, apresentará uma in-tensa programação que se divide entre Clínicas Tecnológicas, Fóruns Empresariais, Minicursos, encontros nacionais do Sebrae, Senai e Sesi, Visitas Técnicas e prêmios Jovem Ceramista e João-de-Barro.Acompanhando o desenvolvimento da constru-ção civil, tem registrado crescimento expres-sivo nos últimos anos e já é considerado um dos maiores eventos do mundo dedicado a este segmento industrial. Anual e itinerante, movi-menta a economia das cidades onde é realiza-do, promovendo uma aproximação importante entre as instâncias políticas locais, estaduais e municipais, e o empresariado.No dia 16 de setembro, a Fábrica de Gaiteiros, do músico Renato Borghetti, fará uma apre-sentação durante a abertura do 44º Encontro Nacional da Indústria de Cerâmica Vermelha. O projeto, atualmente, acontece nos municípios de Guaíba, Barra do Ribeiro, Porto Alegre, Ta-pes, Butiá, São Gabriel e Bagé, com a partici-pação de mais de 200 crianças/adolescentes, entre 7 e 15 anos. O objetivo é unir a tradição da gaita, proporcionando inclusão social, aumen-tando a autoestima e o espírito de coletividade.Durante o evento, os ceramistas das outras re-giões do país também terão a oportunidade de assistir a uma apresentação de dança típica do Centro de Tradições Gaúchas Aldeia dos Anjos. Com 56 anos de existência, o CTG Aldeia dos An-jos é destaque em festivais e rodeios no estado, patrimônio histórico cultural desde 1° de junho de 2006, e um importante reforço na identida-de cultural e divulgação das tradições gaúchas através das suas atividades artísticas.Durante o evento, o Sindicer/RS fará uma cam-panha de valorização do produto cerâmico gaú-cho. A iniciativa visa sensibilizar os consumido-res sobre as diversas vantagens de usar telhas
e tijolos do Rio Grande do Sul. As ações vão envolver a elaboração de um folder institucio-nal, anúncios em revistas, banners, painéis para ser aplicado nos caminhões que transportam os produtos e um selo para ser colocado em no-tas fiscais e demais documentos da empresa. Serão distribuídos, no evento, o folder e o selo para as empresas associadas ao sindicato.Três cerâmicas recepcionarão as Visitas Técnicas, João Vogel, Pauluzzi e Kaspary. Os ingressos para as Visitas Técnicas poderão ser comprados durante a feira, no estande da agência oficial do 44º Encontro, Fellini Turismo. As visitas são uma oportunidade de conhecer o parque fabril de importantes indústrias do estado anfitrião.Nas clínicas serão abordados os seguintes te-mas: “Regulagem de boquilhas: Como adequá-
-las para obter qualidade e menor consumo energético”, ministrado por Amando Alves de Oliveira; “A qualidade como oportunidade de negócio”, ministrado pelos representantes do PBQP-H, Caixa Econômica Federal, BNDES e Finep e mediador Cesar Gonçalves; “Liderança: Desenvolva seu gerente de produção”, minis-trado por Fernando Fernandes e Victor Costa; “Minha cerâmica tem condições de fabricar blo-co estrutural?”, por Edvaldo Maia, Ralph Perru-pato/MG (Vice-presidente Anicer, Sindicer/MG, Cerâmica Parapuan), Cláudia Volpini/MS (Dire-tora Anicer, Sindicer/MS e Cerâmica Volpini) e Luis Lima/RJ (Diretor Anicer, Sindicer Médio Paraíba, Cerâmica Argibem); “Como escolher o forno certo para o seu negócio?”, por Antônio Pimenta (Participação de Vagner Oliveira); “A Força da Segurança”, por Eric Chartiot.
E V E N T O