1º relatório - fabricação de iogurte
TRANSCRIPT

ÍNDICE
1 TÍTULO.......................................................................................................2
2 OBJETIVO..................................................................................................2
3 INTRODUÇÃO...........................................................................................2
4 MATERIAIS E MÉTODOS........................................................................6
4.1 Materiais utilizados................................................................................6
4.2 Reagentes utilizados...............................................................................6
4.3 Procedimento experimental....................................................................7
4.3.1 Formulações....................................................................................7
4.3.2 Análises..........................................................................................8
4.3.3 Procedimento..................................................................................8
4.3.4 Avaliação sensorial.......................................................................12
5. RESULTADOS E DISCUSSÃO.............................................................13
5.1. Resultados...........................................................................................13
5.1.1 Análises de pH e Acidez titulável para o iogurte batido..............13
5.1.2 Avaliação sensorial.......................................................................14
5.2. Discussão ............................................................................................19
6 CONCLUSÃO...........................................................................................20
7 REFERÊNCIAS........................................................................................21
ANEXO: Padrões de Identidade e Qualidade de Leites Fermentados
1

1 TÍTULO
Fabricação de Iogurte, realizado dia 14 de setembro de 2012.
2 OBJETIVO
Desenvolver técnicas para fabricação de iogurte, observando as diferenças no
resultado quanto aos tipos de iogurte e a adição de leite em pó na formulação do iogurte batido.
3 INTRODUÇÃO
Leite fermentado é o processo resultante de fermentação láctica, adicionado ou
não de frutas, açúcar e outros ingredientes que melhorem sua apresentação e modifiquem seu
sabor (ROBERT, 2008).
Segundo Oliveira & Caruso (1996), o iogurte originário da fermentação do leite
por bactérias lácticas selecionadas, resultando em um produto de alta qualidade sensorial. É
considerado um “produto vivo”, contendo até 5 bilhões de células por grama.
Segundo Sá (1990), a elaboração de leite acidificado é uma das formas mais
naturais que existem de conservação de leite, já que a acidificação exerce a função de um
preservativo químico contra o desenvolvimento de muitas bactérias nocivas.
No início seu consumo era limitado, restringindo-se apenas a certos grupos
étnicos. A partir da década de 1960, um considerável aumento no consumo surgiu em
consequência da adição de frutas para diminuir o sabor ácido, buscando uma maior aceitação
popular; ao mesmo tempo, maior divulgação era dada às suas qualidades nutritivas e terapêuticas
(CARUSO & OLIVEIRA, 1996).
Entre os numerosos efeitos que são concedidos a este tipo de leites relatam-se: a
ação estimulante do ácido lático sobre as glândulas digestivas e intestinais; o fornecimento de
uma flora microbiológica adequada; como alimento perfeito, ser rico em ácido lático e em
peptonas derivadas da caseína, a parte coagulada da qual ocorre sob a forma de grumos muito
finos, o que torna o produto mais digestível que o leite natural. O acido lático também auxilia, de
2

modo marcante, para o saneamento da flora intestinal, por dificultar a poluição pelos
microrganismos da putrefação. Estes executam uma ação muito prejudicial, pois formam
produtos tóxicos que são reabsorvidos pela mucosa intestinal e passam para o sangue provocando
transtornos no organismo. Por último, os microrganismos que formam nos leites as fermentações
láctico-alcoólicas são capazes, em condições apropriadas, de se adaptar no intestino, passando
então a exercer uma ação antibiótica contra os agentes patogênicos (SOROA, 1980).
De acordo com Sá (1990) é de grande importância a seleção do leite que vai ser
utilizado no fabrico de iogurte, tendo em atenção o fato de se tratar de um produto cuja
fabricação vive unicamente de um processo fermentativo altamente seletivo, muito exigente e,
portanto, submetido a sofrer desvios de qualidade logo que a matéria-prima não obedeça às
condições convenientes (que o leite fresco não contenha colostro nem seja mamítico, que não
tenha resíduos de sulfamidas ou antibióticos e resíduos de conservadores).
BEHMER (1984) ressalta que a cultura do iogurte é uma associação do
Streptococcus thermophillus e Lactobacillus bulgaricus. O pH e a temperatura ótima para o
desenvolvimento do Streptococcus thermophillus estão em redor de 6,8 e 38ºC, enquanto que o
Lactobacillus bulgaricus estão compreendidos em 6,0 e 43ºC. O primeiro chega até 90º Dornic
de acidez, enquanto que o segundo vai até 140º Dornic. No entanto, a cultura do iogurte deve
conter uma percentagem igual dos dois, do contrário não se obterá a consistência e a
característica desejável do odor no produto industrializado.
Ainda segundo BEHMER (1984), na fermentação do iogurte os thermophillus
se desenvolvem excessivamente no início para dar ambiente favorável para os bulgaricus, os
quais reforçam seu desenvolvimento em seguida. Assim, as duas culturas se completam, porém
devem sempre estar em igualdade de percentagem. Para isso, deve sempre se controlar as culturas
para garantir seu equilíbrio, assim como as contaminações prováveis nas mesmas.
Segundo Caruso & Oliveira (1996), o teor de sólidos totais é de grande
importância podendo, também, desempenhar um controle no sabor, viscosidade, estabilidade e
valor nutritivo do iogurte. Já o teor de gordura do leite a ser utilizado tem importância em relação
ao sabor, consistência e, principalmente, valor energético do produto final. O iogurte pode ser
feito a partir de leite tanto na forma integral como semidesnatado ou mesmo desnatado.
De acordo com BEHMER (1984), o iogurte divide-se em dois tipos ou sistema
de fabricação – o natural (com coalhada firme) e o batido (com coalhada mexida). Tanto a um
como ao outro, para melhorar a consistência, o aspecto ou para destacar sua composição poderão
3

ser incorporados ingredientes tais como ágar-ágar, gelatina, açúcar, glicose, maisena, leite em pó
ou condensado, etc. e ainda poderão ser acrescidos sabores como coco, café, chocolate, etc.
Já para a Revista Leite & Derivados (1995), dependendo do método de
fabricação, pode-se encontrar três variedades de iogurte, sendo que as diferenças baseiam-se,
fundamentalmente, na estrutura física do coágulo:
a) Iogurte Tradicional – as características do coágulo deste tipo de iogurte
devem ser constantes e o produto não deve apresentar sinérese do soro. Essas propriedades
dependem da estrutura do coágulo formado como consequência da acidez final do produto. Para a
fabricação do iogurte firme, a fermentação é realizada diretamente nos copos, sendo resfriado
imediatamente após a coagulação através de ar frio ou água gelada. Esta tecnologia é adequada
para pequenas porções.
b) Iogurte Batido – Caracterizado pela viscosidade, suavidade e
homogeneidade de sua textura. É fermentado em grandes quantidades, sendo que a estrutura do
coágulo é rompida antes do envasamento nos copos. Esta tecnologia permite que a utilizada para
a produção do iogurte firme. A viscosidade, característica do produto, esta relacionada com a
utilização de cepas produtoras de polissacarídeos, que aumentam à medida que diminui a
temperatura de incubação.
c) Iogurte Líquido – É um produto feito contendo baixa porcentagem de
gordura, fermentação com as culturas de L. bulgaricus e S. thermophilus, que é consumido a
temperatura de refrigeração. Normalmente, é adicionado suco de fruta. Pode-se obter um iogurte
líquido de boa qualidade em termos de sabor e textura, utilizando-se leite contendo 2% de
gordura.
As principais etapas de processamento do iogurte são: seleção da matéria prima
e preparo da mistura, homogeneização, tratamento térmico, inoculação, incubação, resfriamento,
embalagem e estocagem (Figura 1) (ROBERT, 2008).
4

Pré-tratamento do leite
Padronização
Adição de leite em pó, açúcar, etc
Homogeneização
Tratamento térmico
Resfriamento a 40-45°C
Cultura láctea (fermento) Inoculação do fermento
Iogurte Tradicional Iogurte Batido Iogurte Líquido
Adição de aromas Incubação em tanque Incubação em tanque
Embalagem Resfriamento Resfriamento
Incubação Adição de frutas,aromas, etc.
Homogeneização / adição de aromas
Resfriamento Embalagem Embalagem
Estocagem Estocagem Estocagem
Figura 1: Fluxograma do processo de produção de iogurtes.
Fonte: Robert, 2008.
5

Um bom iogurte deve apresentar o coágulo sob a forma de massa uniforme,
dividida em finíssimas partículas e não separada do soro. O sabor deverá ser agradável e não
muito ácido (CARUSO & OLIVEIRA, 1996).
4. MATERIAIS E MÉTODOS
4.1 Materiais utilizados
1) 6 tubos de ensaio
2) Bacias plásticas
3) Balança semi analítica
4) Banho-maria
5) Bastão de vidro
6) Béquer de 50, 100 e 1000 mL
7) Bureta de 100 mL
8) Colheres
9) Erlenmeyers
10) Espátula de silicone
11) Estufa
12) Mixer
13) Panela
14) Papel alumínio
15) Papel filme
16) pHmetro
17) Pipeta de 10 mL
18) Termômetro
6

4.2. Reagentes utilizados
1) Leite pasteurizado
2) Inoculo
3) Geleia de Framboesa
4) Açúcar
5) Hidróxido de Sódio (NaOH)
6) Fenolftaleína
7) Água destilada
4.3. Procedimento experimental
4.3.1 Formulações
Tabela 1: Formulações para Turma A.
Formulação Quantidade Variáveis
1. Iogurte tradicional 1 litro, em potes
de vidro
Leite + leite em pó + 4% inoculo
+ 10% açúcar + 20% geleia
(fundo do pote)
2. Iogurte batido 1 litro, em béquer Leite + leite em pó + 4% inoculo
+ 20% suco concentrado + 10%
açúcar
3. Iogurte batido 1 litro, em béquer Leite + leite em pó + 4% inoculo
+ 20% geleia + 2% açúcar
4. Iogurte líquido
(Bebida Láctea)
1 litro, em béquer Leite + leite em pó + 4% inoculo
+ 30% suco + 10% açúcar
7

Tabela 2: Formulações para Turma B.
Formulação Quantidade Variáveis
1. Iogurte tradicional 1 litro, em potes
de vidro
Leite + 4% inoculo + 10% açúcar
+ 20% geléia (fundo do pote)
2. Iogurte batido 1 litro, em béquer Leite + 4% inoculo + 20% geleia
+ 2% açúcar
3. Iogurte líquido
(Bebida Láctea)
1 litro, em béquer Leite + 4% inoculo + 30% suco +
10% açúcar
4.3.2 Análises
Inoculou-se 200 mL de leite à 45ºC, dividiu-se em 6 tubos de ensaio e
acompanhou-se a acidificação, nos tempos de início, 60, 90, 150, 210 e 250 minutos. Realizou-se
análises de pH e acidez titulável dos tempos indicados.
4.3.3 Procedimento
Para as formulações com adição de leite em pó, seguiu-se procedimento de 1 ao
11. As formulações sem adição de leite em pó iniciou-se o processamento no item 4.
1. Adicionou-se 24g de leite em pó/litro de leite, para aumentar o teor de
sólidos do leite para 14%;
2. Aqueceu-se o leite até 50ºC, em banho-maria, sob agitação constante;
3. Homogeneizou-se o leite utilizando um mixer;
4. Aqueceu-se o leite até 80ºC/30 minutos, sob agitação;
5. Resfriou-se até 45ºC, em banho de água e gelo;
6. Adicionou-se a cultura e misturou-se bem, fazendo o mesmo para os tubos
de ensaio;
7. Embalou-se (somente o Iogurte tradicional);
8. Levou-se para estufa a 45ºC até a coagulação (até pH ≈ 4,8);
9. Retirou-se da estufa cuidadosamente, para que o coágulo não se quebrasse
enquanto estivesse quente (o coagulo só foi quebrado quando o iogurte estava gelado);
10. Resfriou-se em banho de gelo;
8

11. Adicionou-se a geleia ou o suco, conforme a formulação (para os Iogurtes
Batidos e Bebida Láctea);
12. Manteve-se em geladeira (5ºC), até o momento da degustação.
Figura 2: Aquecimento do leite até 50ºC em banho maria.
Figura 3: Aquecimento das amostras de 200 mL de leite.
9

Figura 4: Homogeneização do leite com auxílio de um mixer.
Figura 5: Resfriamento do leite com gelo após aquecimento até 80ºC/30 min.
10

Figura 6: Adição da cultura.
Figura 7: Amostras de leite inoculadas em banho maria para acompanhar a
acidificação.
11

Figura 8: Leite em processo de acidificação em estufa.
Figura 9: Resfriamento do coágulo em gelo.
4.3.4 Avaliação sensorial
Realizou-se a análise sensorial do produto, a qual toda a sala participou
utilizando a ficha de avaliação sensorial abaixo descrita. Analisou-se os testes estatisticamente,
através de analise variância.
12

Escala:
5 – ótimo
4 – bom
3 – regular
2 – ruim
1 – péssimo
5. RESULTADOS E DISCUSSÃO
5.1. Resultados
5.1.1 Análises de pH e Acidez titulável para o iogurte batido (Formulação
Turma B)
Tabela 3: Resultado das análises.
Tempo pH Temperatura (°C) Acidez (ºD)
0’ 6,24 29 -
20’ - - 21
60’ 6,3 29,7 22
90’ 6,23 35,5 22
150’ 5,9 37,3 31
210’ 5,43 28,8 43
250’ 5,15 31,7 52
Com os dados da Tabela 3, construiu-se dois gráficos (Figura 10 e 11):
13
Amostra Aparência Consistência Sabor
1
2
3

Figura 10: Gráfico da curva de pH.
Figura 11: Gráfico da curva de acidez.
5.1.2 Avaliação Sensorial
Amostra 1: Iogurte batido sem leite em pó – Sabor Framboesa
Amostra 2: Iogurte batido com leite em pó – Sabor Framboesa
14

Tabela 4: Resultado do teste de escala hedônica.
Amostra 1 Amostra 2
Aparência ConsistênciaSabo
rAparênci
a ConsistênciaSabo
r3 3 4 4 4 44 4 5 3 4 45 5 4 4 3 45 5 5 5 5 55 5 5 5 5 55 5 5 5 5 52 5 5 4 4 45 5 5 5 4 42 4 2 5 5 42 4 1 2 5 33 4 3 2 5 24 3 3 2 4 25 4 4 4 4 45 5 5 4 4 45 4 5 3 5 45 5 4 5 4 53 3 5 5 5 53 4 5 3 3 52 4 5 3 4 34 4 5 3 4 45 5 5 2 1 35 5 5 3 5 45 5 5 4 5 5
Na avaliação sensorial dos produtos, os provadores responderam a ficha de
avaliação sensorial e, com esses dados (Tabela 4), descreveu-se os gráficos abaixo.
15
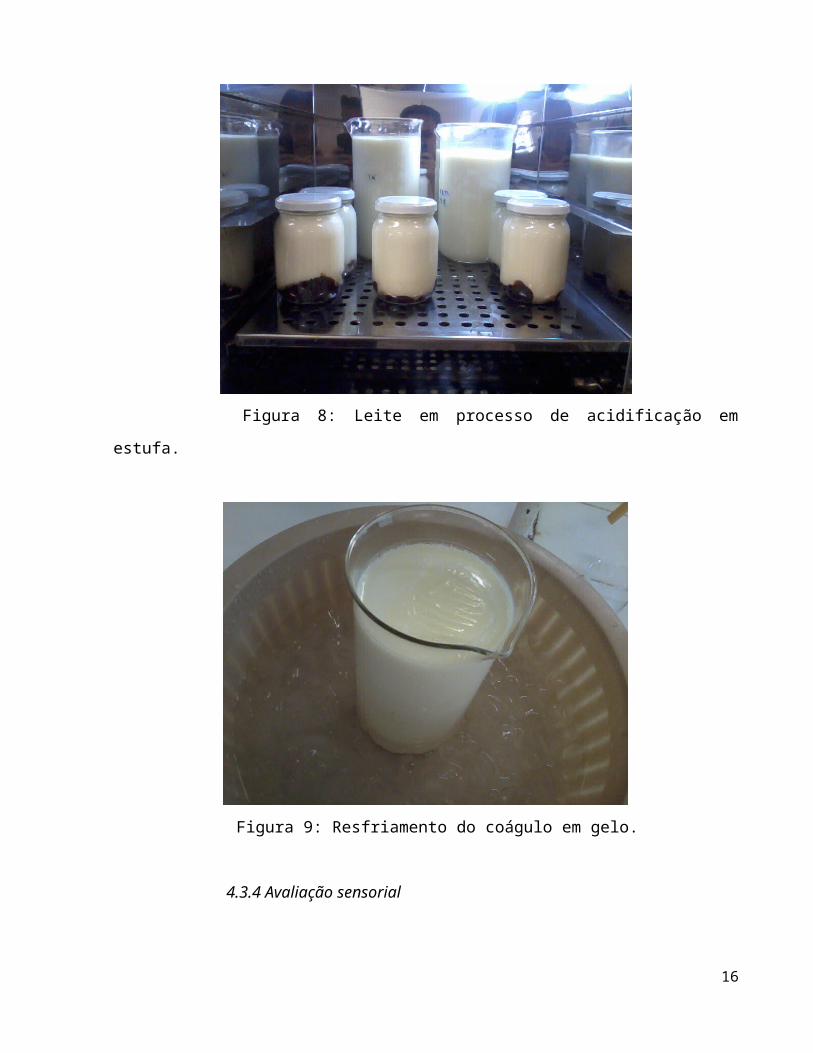
Figura 12: Distribuição percentual relativa à aparência da amostra 1.
Na Figura 12, observa-se que 52% dos provadores consideraram a amostra 1
ótima e apenas 17% consideraram-na ruim, sendo que nenhum dos provadores a avaliou como
péssima em relação à aparência.
Figura 13: Distribuição percentual relativa à aparência da amostra 2.
16

Já na Figura 13, apenas 31% dos provadores consideraram a amostra 2 ótima,
enquanto que 17% consideraram-na ruim e também nenhum provador julgou a amostra como
péssima em relação à aparência.
A amostra 1 teve maior aceitação, em relação à aparência, pois apresentou-se de
forma mais agradável, detendo uma aparência mais viva que a amostra 2 que foi considerada
mais escura e menos aceita pelos provadores.
Figura 14: Distribuição percentual relativa à consistência da amostra 1.
De acordo com a Figura 14, a porcentagem de provadores que consideraram a
amostra 1 como ótima foi de 48%. Em contrapartida, 13% julgaram a amostra como regular e
ninguém considerou a amostra ruim ou péssima.
17

Figura 15: Distribuição percentual relativa à consistência da amostra 2.
Em relação à consistência, de acordo com a Figura 15, a amostra 2 foi
considerada ótima por 44% dos provadores, enquanto que apenas 4% julgaram-na péssima e 9%
regular.
Comparando-se as amostras 1 e 2 em relação à consistência, a primeira foi
considerada com uma melhor consistência em relação à segunda, apesar da adição de leite em pó,
utilizado para melhorar a consistência, ter sido feita na amostra 2.
Figura 16: Distribuição percentual relativa ao sabor da amostra 1.
18

O percentual de provadores que julgaram a amostra 1 como ótima foi de 70%,
sendo que 4% dos julgadores consideraram a amostra ruim e 4% péssima (Figura 16). Embora
alguns tenham considerado a amostra péssima ou ruim, esta foi muito bem aceita pelos
provadores.
Figura 17: Distribuição percentual relativa ao sabor da amostra 2.
Com relação ao sabor da amostra 2, apenas 30% dos provadores consideraram-
na ótima, e 48% boa. Já o índice de reprovação, 9% de julgamentos ruins.
Comparando-se as amostras em relação ao sabor, observa-se que mais uma vez
os provadores preferiram a amostra 1, talvez pelo fato de que em sua formulação não teve a
adição de leite em pó, que mudaria o sabor do iogurte.
5.2. Discussão
Observou-se que na primeira titulação - tempo de 0’, não obteve-se o valor da
acidez, pois utilizou-se uma quantidade de leite errada para o procedimento. Após 20’ de
incubação, ao perceber o erro cometido, pegou-se outro tubo de ensaio e titulou-se com a
quantidade correta de leite - 10 mL, obtendo-se assim uma acidez de 21°D.
Durante o acompanhamento do processo fermentativo, conforme tabela 3,
pode-se observar um declínio do pH, o que significa um aumento da acidez, e consequente
19

aumento da quantidade gasta de NaOH durante a titulação, indicando-se que o processo de
fermentação estaria ocorrendo.
Na análise sensorial, a amostra 1 apresentou bons resultados quanto à todos os
parâmetros: aparência, consistência e sabor, conforme as figuras 12,14 e 16. Apesar de bem
aceito, o produto elaborado não apresentou as características necessárias, pois no final da
fermentação o iogurte estava com pH 5,15, sendo que o ideal para o processo de fabricação do
iogurte é de 4,5 a 4,8, alterando a consistência do produto, com obtenção de um iogurte com
menor viscosidade. Outro fator que pode ter influenciado na consistência do iogurte foi a
refrigeração, na qual o crescimento das bactérias é interrompido e, consequentemente a
viscosidade diminuída. O sabor pode ter sido influenciado pela adição de geleia, levando em
consideração o costume dos provadores em consumir iogurtes com adição de sabores e corantes.
Na amostra 2, a adição de leite em pó na formulação não foi bem aceita, já que
na avaliação sensorial o produto apresentou porcentagens menores em relação à todos os
parâmetros. O leite em pó é utilizado na maioria dos iogurtes presentes no mercado.
6 CONCLUSÃO
Concluiu-se que o iogurte é um produto simples de fabricar e um alimento de
fácil consumo. Após fabricado deve ser mantido a uma temperatura fria (abaixo dos 6ºC) para
não alterar as suas características.
Nota-se que um iogurte de qualidade deve apresentar uma consistência
adequada: coágulo firme, textura cremosa, sabor e aroma característico. Além do mais, foi
possível conhecer e entender as etapas do processamento do iogurte e observar que sua produção
caseira é executável (fácil manipulação e econômico). E através dos dados obtidos na avaliação
sensorial, concluiu-se que o iogurte produzido foi considerado bom para consumo.
20

7 REFERÊNCIAS
AQUARONE, E.; LIMA, U.A.; BORZANI, W. Biotecnologia: Alimentos e Bebidas Produzidos
por Fermentação. São Paulo: Edgard Blucher, 1986. Vol. 5. 124-132 p.
BEHMER, M. L. A. Tecnologia do Leite: Produção – industrialização e análise. 15 ed. São
Paulo: Nobel, 1987. p. 277-278, 282-285.
BRASIL. Ministério da Agricultura, Pecuária e Abastecimento. Instrução Normativa nº 46 de 23
de outubro de 2007. Regulamento técnico de identidade e qualidade de leites fermentados.
Disponível em: <http://www.cidasc.sc.gov.br/html/servico_animal/Inspecao%20Animal/
ORIENTA%C7%D5ES%20SOBRE%20ROTULAGEM/LEITE%20E%20DERIVADOS/IN
%2046_07_RTIQ%20leites%20fermentados.pdf>. Acesso em: 21 set. 2012.
SÁ, F.V. O Leite e os seus produtos: Fabricação de iogurte. 4 ed. Lisboa: Editora Clássica, 1990.
p. 371 – 378.
SOROA, J. M de. Indústrias Lácteas. 5 ed. Portugal: Litexa, 1980. p. 131-135.
REVISTA LEITE & DERIVADOS. Técnicas de produção industrial de iogurtes, nº 5, São Paulo,
julho/agosto, 1995, p. 9-10.
ROBERT, Noely Forlin. Dossiê Técnico: Fabricação de Iogurtes. Rio de Janeiro: REDETEC
(Rede de Tecnologia do Rio de Janeiro) do Serviço Brasileiro de Respostas Técnicas, jul. 2008.
Disponível em: <www.sbrt.ibict.br/dossie-tecnico/downloadsDT/MzIw>. Acesso em: 20 set.
2012.
OLIVEIRA, A. J.; CARUSO, J.G. B. Leite: Obtenção e qualidade do produto fluido e derivados.
Piracicaba: FEALQ, 1996. p. 61-69.
21