1. introduÇÃo -...
TRANSCRIPT

13
1. INTRODUÇÃO
A busca por qualidade é hoje
uma das maiores preocupações nos
diversos segmentos produtivos. O café
é um dos poucos produtos cujo valor
cresce muito com a melhoria da
qualidade. Um produto de qualidade
inferior pode sofrer redução significativa
no seu valor de comercialização. Os
processos de preparo, secagem e
armazenagem apresentam contribuições expressivas sobre a qualidade final do
produto, sendo, portanto, muito importantes na escolha correta da infra-estrutura
para atender à fase final da produção do café. A qualidade final do produto, bem
como a viabilidade econômica da cafeicultura, estão fortemente relacionadas com
técnicas corretas e manejo racional do sistema de processamento.
Devido a tal importância, o
Consórcio Brasileiro de Pesquisa e
Desenvolvimento do Café, CBP&D-
Café, vem trabalhando na busca de
alternativas tecnológicas, viáveis em
diversas escalas de produção, que
contribuam para o incremento qualitativo
do café brasileiro.
14
2. OBJETIVO
No mercado extremamente competitivo do café, a viabilidade econômica
da cafeicultura está diretamente relacionada com técnicas cada vez mais
eficientes e econômicas de beneficiamento do produto.
Com esta visão atual de que é necessário a utilização racional dos
recursos, para que se possa tornar o processo de secagem do café mais eficiente
e econômico para o pequeno e médio produtor, o presente trabalho objetiva o
aumento da eficiência térmica e consequentemente a redução do consumo de
lenha nos processos de troca de calor, envolvidos num processo conhecido como
secagem de queima indireta. Utilizando para tanto, uma técnica que requer
pequeno investimento inicial e pode proporcionar grandes resultados; a
combustão pulsante.

15
3. PROCESSO DE SECAGEM DO CAFÉ
A secagem do café é comparativamente mais difícil de ser executada do
que a de outros produtos, em virtude de o teor de umidade inicial ser bastante
elevado, geralmente ao redor de 60%. Com isso, a velocidade de deterioração em
sua primeira fase de secagem é maior, causando redução na qualidade do
produto. Deve-se, portanto, promover a sua secagem imediata logo após a
colheita e promover o armazenamento em condições que permita manter a
qualidade do produto após a secagem. Independentemente do método de
secagem utilizado, devem ser ressaltados os seguintes aspectos para se obter
êxito no processo pós-colheita do café: evitar fermentação indesejável durante o
processo e temperaturas excessivamente elevadas (o café tolera a temperatura do
ar de secagem próximo a 40 °C por um ou dois dias, 50 °C por poucas horas e 60
°C por menos de uma hora sem se danificar); secar os grãos no menor tempo
possível até 18% b.u. de umidade e procurar obter um produto que apresente
uniformidade em coloração, tamanho e densidade.
No Brasil, conforme os aspectos tecnológicos envolvidos, utilizam-se
basicamente dois métodos para secagem de café: secagem natural em terreiro ou
secagem artificial utilizando secadores mecânicos.
Na secagem em terreiros, esparrama-se o produto em pisos, que podem
ser de cimento, tijolo, chão batido ou asfalto. Esse método é o mais utilizado pelos
produtores em pelo menos uma fase do processo de secagem. Entretanto, a baixa
taxa de secagem e a exposição do produto a agentes biológicos, juntamente com
a possibilidade de ocorrência de condições climáticas desfavoráveis, como
acontece no sul da Bahia e norte do Espírito Santo e parte da Zona da Mata
mineira, por ocasião da colheita, ocasiona perda de qualidade do café.

16
Figura 3.01 – Secagem natural em terreiro
A outra alternativa para a secagem de café é a secagem artificial
utilizando secadores mecânicos, que consiste basicamente na secagem dos grãos
de café com ar aquecido até um limite seguro de temperatura e umidade.
Figura 3.02 – Secagem artificial através de secadores mecânicos

17
3.1. IMPORTÂNCIA DO PROCESSO DE SECAGEM DO CAFÉ
A secagem é um fator crítico do processo, pois influi diretamente no
aspecto e no resultado da torração do café. Uma seca perfeita, que deve ser lenta
e uniforme para não quebrar a estrutura celular do grão, confere ao café
uniformidade de cor e consistência dos grãos, mantendo as características de
sabor do produto.
O mau uso de secadores deprecia o aspecto e o tipo do café,
acarretando uma redução de aproximadamente 15% do valor do produto. Secador
é uma máquina importante, entretanto, deve ser utilizado com cuidado. Os
secadores mecânicos devem ter 2 termômetros, um na saída da fornalha e outro
no interior da massa do café. Nesse, em qualquer condição a temperatura não
pode passar de 45ºC.
3.2. COMBUSTÍVEIS UTILIZADOS NO PROCESSO DE SECAGEM DO CAFÉ
A secagem artificial teve maior impulso somente a partir da década de
60, com o aparecimento de secadores de grande porte. Anteriormente, quase
todos os produtos agrícolas eram secados no próprio campo ou terreiro onde eram
expostos diretamente á radiação solar e revolvidos periodicamente a fim de
acelerar o processo.
Entre os combustíveis utilizados na secagem tem-se feito uso da lenha,
do GLP (gás liquefeito de petróleo) e resíduos agrícolas. O GLP é um combustível
de uso recente na secagem do café. Sua principal vantagem é a praticidade no
manuseio e a constância no fornecimento de calor, além de possuir boa eficiência
térmica (60%) e um poder calorífico alto (47440 kJ.Kg-1 ) em relação à lenha.
Como desvantagem o GLP possui a instabilidade do seu preço por estar vinculado
ao preço do petróleo.

18
4. SECADORES EXISTENTES NO MERCADO
Existem, basicamente, três tipos de secadores com sistemas distintos
de operação, com os quais se obtêm produtos finais com qualidades semelhantes.
São eles:
▪ Secadores horizontais rotativos intermitentes;
▪ Secadores do tipo barcaça ou de leito fixo;
▪ Secadores verticais com câmara de repouso.
4.1. SECADORES HORIZONTAIS ROTATIVOS INTERMITENTES
Figura 4.01 – secador horizontal rotativo da marca Pinhalense
Os secadores horizontais rotativos intermitentes, também conhecidos
como pré-secadores, podem receber café com qualquer grau de umidade, mas
nunca, trabalhar totalmente cheios. Deve-se sempre deixar um vão livre de 20 a

19
30 cm para que o produto se movimente. Algumas observações devem ser
consideradas:
▪ Caso o café venha direto da lavoura ou do lavador para o secador, deve-se
carrega-lo e coloca-lo em movimento por cerca de duas horas antes de
acender a fornalha;
▪ A temperatura do termômetro de ar quente não deverá ultrapassar 60ºC até
a condição de meia seca, ou seja, a massa de café com aproximadamente
30% de umidade e o café não colando na mão quando apertado;
▪ Após atingir a meia seca, o café pode ser passado para secadores verticais
ou continuar secando no secador horizontal. Neste caso, deve-se elevar a
temperatura, do ar para 90ºC ou controlar a da massa em 45ºC,
temperatura que não deve ser ultrapassada;
▪ Quando a massa do café estiver com 17% de umidade (os grãos começam
a chocalhar dentro de casa), deve-se baixar a temperatura do ar para 60ºC
e prosseguir assim até o final da seca;
▪ Se o café sofre a meia seca no terreiro, carregar o secador e proceder
como se o produto já tivesse sido pré-secado no secador .
4.2. SECADORES DO TIPO BARCAÇA OU DE LEITO FIXO
Figura 4.02 – secador tipo barcaça ou de leito fixo

20
Os secadores tipo barcaça ou de leito fixo podem receber café com
qualquer grau de umidade. As observações relativas a este tipo de secador são:
▪ A camada de café não deverá ter uma altura superior 50 cm;
▪ Após carregar a barcaça, colocar fogo na fornalha, não deixando a
temperatura do ar ultrapassar os 50ºC;
▪ Revolver a massa de café no máximo a cada duas horas. Este intervalo
deve ser tanto menor quanto maior for a umidade dos frutos.
4.3. SECADORES VERTICAIS COM CÂMARA DE REPOUSO
Figura 4.03 – secador vertical com câmara de repouso ou tipo baú
Os secadores verticais com câmara de repouso ou tipo baú exigem que
o café receba uma pré-secagem, seja ele em terreiro, em secadores horizontais
ou em barcaça. Para a utilização destes secadores, algumas considerações
devem ser observadas:
21
▪ Fazer primeiramente a pré-secagem ou meia-secagem, que ocorre quando
o café perde a umidade externa e já não cola mais se apertado com a mão,
o que corresponde a uma umidade de aproximadamente 30%;
▪ Carregar o secador ao máximo, para que não haja perda de calor,
aumentando o tempo de secagem ou prejuízos, tais como maior consumo
de energia e mão–de-obra;
▪ Acender a fornalha e trabalhar as primeiras cinco horas com a temperatura
do ar máxima a 60º;
▪ Passar a seguir a temperatura do ar para 70 ºC;
▪ Baixar a temperatura para 50ºC e prosseguir assim até o final da seca,
quando a massa de café atingir cerca de 17% de umidade.
5. PROBLEMAS EXISTENTES COM O SECADOR UTILIZADO
Dentre os tipos de secadores citados anteriormente, o secador
horizontal rotativo será o de maior importância para o presente trabalho. Este tipo
de secador é utilizado na secagem de cafés nobres destinados à exportação, num
processo conhecido como secagem de queima indireta.
No processo de secagem de queima indireta, o ar é aquecido em uma
fornalha em que o ar de secagem não entra em contato com os produtos da
combustão, desta forma o ar de secagem fica livre de resíduos que possam
contaminar o café.
Para atender essa exigência, os trocadores de calor utilizados para esse
fim utilizam o ar como veículo de transmissão do calor gerado por meio da queima
da lenha ou outra matéria orgânica. O ar é captado do ambiente, sendo em

22
seguida aquecido em tubulações e soprado sobre o café em seu processo de
secagem.
Figura 5.01 – Fornalha utilizada para secagem de queima indireta
Figura 5.02 – Interior da fornalha
Pela concepção do projeto destes trocadores de calor, envolvidos no
processo de secagem de queima indireta, pode se notar que a eficiência térmica é
muito baixa, pois o coeficiente de transmissibilidade térmica por convecção (har)

23
do ar é muito baixo, apresentando desta forma o problema de um elevado
consumo de lenha que também gera despesas de manutenção de um estoque
considerável de matéria orgânica para posterior queima.
Um outro problema também apresentado por este tipo de trocador de
calor, utilizado no processo de queima indireta, é a corrosão que pode chegar ao
ponto de perfurar os tubos, permitindo a mistura do ar de secagem com os
produtos da combustão. O café, desta forma, será contaminando e terá a sua
qualidade final comprometida.
Figura 5.03 – Tubos do trocador de calor perfurados pela corrosão
6. ALTERNATIVAS PARA MELHORAR A EFICIÊNCIA DO PROCESSO DE
SECAGEM DO CAFÉ
6.1. SECAGEM DE CAFÉ POR AR QUENTE UTILIZANDO ÁGUA QUENTE
COMO FONTE DE CALOR
O uso do vapor para aquecer o ar na secagem do café já é uma prática
largamente utilizada por diversos cafeicultores a partir do trabalho de pesquisa
realizado. O sistema foi bem aceito, principalmente por aqueles que possuem
bateria de secadores, normalmente acima de cinco unidades.

24
As vantagens observadas no sistema são: a melhoria da qualidade do
café, a economia de mão-de-obra, de energia e combustível (lenha), ocasionando,
no final da seca, maiores ganhos para o cafeicultor.
Mas, o processo só é viável economicamente quando se tem várias
unidades secadoras. Para o caso de instalações menores, onde se enquadra a
maioria dos produtores, uma alternativa viável é a utilização de água quente no
lugar do vapor.
Em trabalhos realizados na Fazenda Experimental de Varginha
(MAARA) foram utilizados os seguintes equipamentos:
▪ Uma caldeira como fonte geradora de calor com capacidade de 350 L
d’água;
▪ Um trocador de calor com 1,010 m2 de área de face; tubos aletados ¾”
(74 tubos dispostos em 3 fileiras );
▪ Um secador vertical com capacidade de 12 m3; vazão de ar no
ventilador = 240 m3 / minuto;
▪ Uma bomba centrífuga; 1 estágio, 2 cv , monofásica.
Praticamente não houve consumo de água, uma vez que o sistema
opera em circuito fechado. Na caldeira, a água é aquecida e em seguida é
encaminhada para o trocador de calor, onde libera calor para o ar de secagem e
posteriormente é succionada pela bomba, que fecha o circuito retornando-a para a
caldeira novamente.
Foram observadas as seguintes vantagens em relação à secagem com
vapor:

25
a) menor custo de instalação, devido aos equipamentos trabalharem com
temperaturas e pressões menores;
b) dispensa a instalação de purgadores, filtros e válvulas;
c) baixo consumo de água;
d) é viável para instalações pequenas.
A secagem utilizando água quente ainda apresenta se comparada com
a secagem de queima indireta, citada anteriormente, onde os produtos da
combustão são utilizados para aquecer o ar de secagem, um consumo de
combustível (lenha) muito inferior.
A economia de combustível, proporcionada pelo uso da água quente
para aquecer o ar de secagem, em relação à secagem de queima indireta, se
deve ao fato do coeficiente de transmissibilidade térmica por convecção da água
(hágua) ser bastante superior ao coeficiente de transmissibilidade térmica do ar
(har), aumentando, desta forma, a eficiência da transferência de calor no processo
de secagem do café.
Figura 6.01 – Secador de café utilizando água quente como fonte de calor

26
Figura 6.02 – Trocador de calor utilizando água quente
6.2. SECAGEM DE CAFÉ POR AR QUENTE ASSISTIDO A MICROONDAS
Uma tecnologia não-convencional que começa modernamente a tomar
corpo nas indústrias de processamento, particularmente naquelas que lidam com
alimentos termo-sensíveis é a da aplicação de microondas às etapas de
aquecimento dos processos industriais, entre eles, a secagem, visando uma
eficiência de tratamento ampliada e uma qualidade de produto melhorada de
modo significativo.
Um sistema inovador, que utiliza um aplicador cilíndrico-rotativo de eixo
inclinado, por dentro do qual escoa o café, de forma contínua e agitada, submetido
à ação simultânea da energia de aquecimento das microondas e ao calor
convectivo do ar quente, responsável pelo arraste da umidade desprendida do
produto, é esquematizado na figura abaixo, encontrando-se disponível no
Laboratório de Microondas (LMO), do Departamento de Engenharia de Alimentos
(DEA), Faculdade de Engenharia de Alimentos (FEA), da Universidade Estadual
de Campinas (UNICAMP), em Campinas, SP. O funcionamento deste sistema foi
27
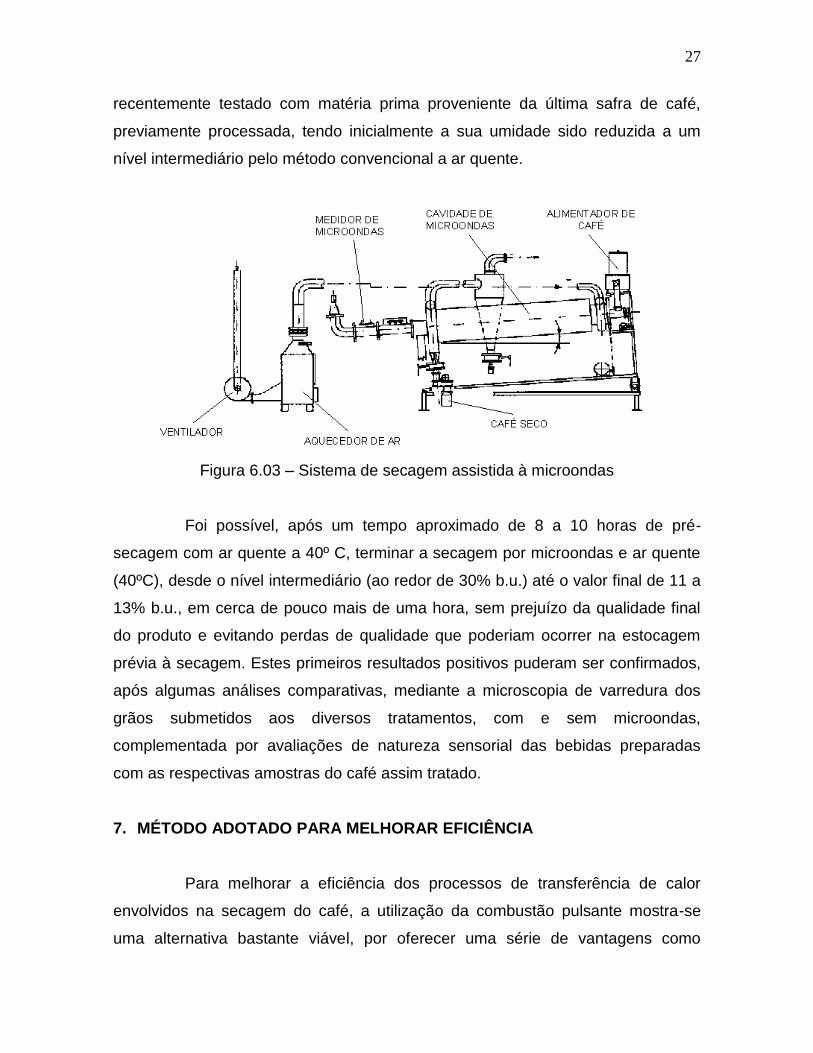
recentemente testado com matéria prima proveniente da última safra de café,
previamente processada, tendo inicialmente a sua umidade sido reduzida a um
nível intermediário pelo método convencional a ar quente.
Figura 6.03 – Sistema de secagem assistida à microondas
Foi possível, após um tempo aproximado de 8 a 10 horas de pré-
secagem com ar quente a 40º C, terminar a secagem por microondas e ar quente
(40ºC), desde o nível intermediário (ao redor de 30% b.u.) até o valor final de 11 a
13% b.u., em cerca de pouco mais de uma hora, sem prejuízo da qualidade final
do produto e evitando perdas de qualidade que poderiam ocorrer na estocagem
prévia à secagem. Estes primeiros resultados positivos puderam ser confirmados,
após algumas análises comparativas, mediante a microscopia de varredura dos
grãos submetidos aos diversos tratamentos, com e sem microondas,
complementada por avaliações de natureza sensorial das bebidas preparadas
com as respectivas amostras do café assim tratado.
7. MÉTODO ADOTADO PARA MELHORAR EFICIÊNCIA
Para melhorar a eficiência dos processos de transferência de calor
envolvidos na secagem do café, a utilização da combustão pulsante mostra-se
uma alternativa bastante viável, por oferecer uma série de vantagens como

28
economia de combustível, redução da formação de poluentes, aumento da taxa de
transferência de calor por convecção além de exigir um investimento reduzido
para sua implementação em relação às outras alternativas apresentadas acima.
7.1. COMBUSTÃO PULSANTE
Entende-se por combustão pulsante o processo de queima que
apresenta como principal característica o fato das variáveis de estado (pressão,
temperatura, etc...), que descrevem as condições na zona de queima, ocorrerem
sob condições oscilatórios.
A combustão pulsante pode ocorrer de forma espontânea, ou pode ser
forçada, sendo mecanicamente excitada, por exemplo, com o auxílio de um alto
falante, válvulas, dentre outras formas. Pretende-se desenvolver estas condições
na câmara de combustão visando obter um melhor desempenho na transferência
de calor.
7.1.1. HISTÓRICO
Ondas acústicas podem ocorrer nos gases que ocupam o interior de
tubos. Quando isto ocorre as extremidades abertas do tubo constituem nodos de
pressão acústica e antinodos de deslocamento; as extremidades fechadas têm
características opostas.
As frequências de ressonância correspondem à frequência natural do
tubo e seus harmônicos. Assim, em tubo aberto, os comprimentos de onda dos
modos de oscilação são proporcionais a 2L / n, onde n é qualquer número inteiro
positivo e L é o comprimento do tubo. Neste texto o modo fundamental ou primeiro
harmônico é identificado por n igual 1, o segundo modo de oscilação ou segundo
harmônico é identificado por n igual a 2 e assim sucessivamente. Aproximando-se
um alto-falante da extremidade de um tubo e fazendo-se variar a frequência das

29
vibrações é possível notar as frequências de ressonância. Não só em tubos, mas
em quaisquer volumes é possível observar a ressonância.
As ondas acústicas em tubos podem também ser termicamente
excitadas, esse processo é conhecido desde o final de século XVIII quando
Higgins descreveu pela primeira vez o fenômeno das chamas sonoras de
hidrogênio ocorrentes no interior de um tubo (Tyndall, 1970). Em meados do
século passado Rijke provocou oscilações termoacústicas posicionando uma tela
metálica aquecida na metade inferior de um tubo aberto mantido na vertical
(Rayleigh, 1945). A excitação de ondas acústicas por uma fonte de calor surge
devido aos efeitos da expansão térmica localizada.
Segundo Rayleigh (1945) as oscilações termoacústicas surgem devido a
perturbações que são amplificadas desde que, na média, o calor seja adicionado
em fase com o crescimento de pressão durante um período do ciclo. Esta é a
explicação geralmente aceita para os fenômenos termoacústicos e ficou
conhecida como critério de Rayleigh.
7.1.2. EFEITO E APLICAÇÕES DA COMBUSTÃO OSCILATÓRIA
As pulsações acústicas associadas aos processos de combustão podem
apresentar vantagens tecnológicas, econômicas e ambientais. Por exemplo, na
presença destas oscilações as taxas de queima e transferência convectiva de
calor são incrementadas, em consequência, os equipamentos podem ser
menores. As oscilações ainda podem reduzir a formação de poluentes. Por outro
lado, dependendo das aplicações, as oscilações acústicas podem ser
desvantajosas, como no caso de instabilidades acústicas em motores foguete as
quais precisam ser evitadas.
A queima de partículas individuais de carvão em condições
estacionárias de escoamento e em regime pulsado foi objeto de experiências
30
conduzidas por Sabnis e Lyman (1982), eles concluíram que o tempo de queima é
consideravelmente reduzido sob o regime de pulsos, observando uma redução de
50% neste tempo para partículas de 1,3mm na freqüência de 54 Hz. Nag e
Mukherjee (1983) incomodaram pulsações por meios mecânicos ao escoamento
de ar através de um leito fixo de carvão em combustão. Nas suas experiências a
frequência variou de 3,83 a 10,71 Hz com amplitudes de 0,3 a 0,8 KPa. Obtiveram
acréscimos de 78% na taxa de combustão.
São variadas as aplicações da combustão pulsante, como o
bombeamento e o aquecimento de fluidos, a geração de vapor, a gaseificação,
etc. Os propulsores das bombas voadoras germânicas do tipo V-1, empregadas
na 2ª Guerra Mundial, constituem um exemplo conhecido de aplicação da
tecnologia de combustão oscilatória. Tais motores podem ser visualizados como
um tubo aberto numa extremidade e fechado na outra que, em termos acústicos,
são definidos como tubo de quarto de onda. Durante a operação de combustores
deste tipo o tempo de reação da mistura combustível deve ser da ordem da
metade do período da oscilação, pois a cada ciclo praticamente toda a massa
reacional é expulsa do equipamento (Putnam e Brown, 1974).
7.1.3. TRANSFERÊNCIA DE CALOR
A oscilação acústica em um escoamento de gás pode afetar
significamente o processo de transferência de calor. Pesquisas realizadas
mostraram que os resultados estão fortemente ligados ao tipo de oscilação
acústica, a intensidade da oscilação, e o local em que o fluxo de calor é medido.
O fluxo de calor observado sob oscilações de ressonância, em um
escoamento gasoso é apreciavelmente maior que o fluxo de calor observado em
um escoamento sem oscilações. Estas oscilações de ressonância são
responsáveis por destruir a camada limite térmica do escoamento, possibilitando

31
um aumento da ordem de cinco a nove vezes o coeficiente de transmissibilidade
térmica por convecção (Sérgio Leite).
Uma vez iniciado o processo oscilatório, as próprias pulsações tem o
efeito de misturar os reagentes, no caso de combustíveis gasosos, uniformizando
a liberação de calor. No caso de combustíveis sólidos, as pulsações agitam o leito
combustível conduzindo ao mesmo efeito.
7.2. MONTAGEM
A montagem realizada para a pulsação, da câmara de combustão da
fornalha de queima indireta, foi composta dos seguintes equipamentos e materiais:
▪ Um alto falante;
▪ Um tubo metálico;
▪ Um sensor (microfone);
▪ Um amplificador;
▪ Circuito eletrônico;
▪ Osciloscópio.
Figura 7.01 – Tubo metálico com alto – falante

32
Figura 7.02 – Posicionamento do sensor (microfone)
Figura 7.03 – Circuito eletrônico (1) e amplificador (2)
(1)
(2)

33
Figura 7.04 – Osciloscópio
Figura 7.05 – Montagem realizada para pulsação

34
Através do posicionamento correto do microfone, foi possível observar
no osciloscópio as amplitudes das oscilações acústicas provocadas pelo alto
falante, e assim, ajustar da melhor forma a frequência gerada pelo circuito
eletrônico que era auxiliado pelo amplificador.
O ajuste desta frequência foi realizado de forma a possibilitar as maiores
amplitudes possíveis das oscilações, se aproximando ao máximo, desta forma, da
frequência de ressonância da câmara de combustão.
7.3. CÁLCULOS DA EFICIÊNCIA DO PROCESSO DE SECAGEM
Para que pudesse ser verificada a eficiência do processo de secagem,
foi primeiramente necessário determinar as vazões do ar de secagem e exaustão,
juntamente com as temperaturas do ar de secagem, do ar de exaustão,
temperatura da fornalha e temperatura ambiente. Sendo utilizado para tanto, um
Tubo de Pitot e um Termopar para determinar as vazões e temperaturas
respectivamente.
Figura 7.06 – Utilização do Tubo de Pitot para determinar vazão

35
Figura 7.07 – Utilização do Termopar para determinar temperatura
Figura 7.08 – Local de medida da temperatura da fornalha (1), local de medida da
vazão e temperatura do ar de exaustão (2)
(1)
(2)

36
Figura 7.09 – Local de medida da temperatura e vazão do ar de secagem
7.3.1. CÁLCULO DA VELOCIDADE UTILIZANDO TUBO DE PITOT
O cálculo da velocidade do escoamento de um fluido, utilizando um
Tubo de Pitot, é feito através da seguinte fórmula:
hgV ..2
Onde:
g = 9,81 m/s²
h = desnível medido da coluna de água x ( ρágua / ρar)
ρágua = 1000 Kg / m³
ρar = 1,2 Kg / m³ (T ~ 20°C )
ρar = 1,1 Kg / m³ (T ~ 50°C )
ρar = 1,0 Kg / m³ (T ~ 60°C )
ρar = 0,6 Kg / m³ (T ~ 350°C )
ρar = 0,5 Kg / m³ (T ~ 450°C )
ρar = 0,4 Kg / m³ (T ~ 550°C )

37
7.3.2. CÁLCULO DA VAZÃO DO AR DE SECAGEM COM SECADOR
VAZIO E FUNCIONAMENTO NO MODO NORMAL
Sob as seguintes condições:
- Fornalha acesa (Temperatura do ar de secagem = 60°C)
- Secador vazio (Escoamento sem perda de carga)
- ρar = 1,0 Kg / m³ (T ~ 60°C - Temperatura do ar de secagem)
- Desnível da coluna de água = 0.024 m
▪ Velocidade:
hgV ..2
V = 78,1 Km/h
V = 21,7 m/s => velocidade medida através de um Tubo de Pitot
▪ Área da seção transversal da tubulação onde foi realizada a tomada
de velocidade pelo Tubo de Pitot:
Área da seção transversal quadrada Aq = 0,16 m²
Área da seção transversal circular Ac = 0,13461 m²
Área da seção transversal A = (Ac + Aq) / 2
A= 0,147305 m²
Obs: esta área foi obtida através de uma média entre a área da seção
quadrada e seção circular da tubulação na tentativa de encontrar um
valor aproximado do valor real.

38
Daí,
U = ρar x V x A
U = 1,0 x 21,7 x 0,147305
U = 3,2 Kg /s
7.3.3. CÁLCULO DA VAZÃO DO AR DE EXAUSTÃO NO MODO NORMAL
Sob as seguintes condições:
- Temperatura do ar de exaustão = 450°C
- ρar = 0,5 Kg / m³ (T ~ 450°C - Temperatura do ar de exaustão)
- Desnível da coluna de água = 0.004 m
▪ Velocidade:
hgV ..2
V = 45,1 Km/h
V = 12,5 m/s => velocidade medida através de um Tubo de Pitot
▪ Área da seção transversal da chaminé onde foi realizada a tomada
de velocidade pelo Tubo de Pitot:
A = 0,071 m²
Daí,
U = ρar x V x A
U = 0,5 x 12,5 x 0,071
U = 0,5 Kg /s

39
7.3.4. CÁLCULO DA VAZÃO DO AR DE SECAGEM COM SECADOR
VAZIO E FUNCIONAMENTO NO MODO PULSANTE
Sob as seguintes condições:
- Fornalha acesa (Temperatura do ar de secagem = 52°C)
- Secador vazio (Escoamento sem perda de carga)
- ρar = 1,1 Kg / m³ (T ~ 50°C - Temperatura do ar de secagem)
- Desnível da coluna de água = 0.024 m
▪ Velocidade:
hgV ..2
V = 74,5 Km/h
V = 20,7 m/s => velocidade medida através de um Tubo de Pitot
▪ Área da seção transversal da tubulação onde foi realizada a tomada
de velocidade pelo Tubo de Pitot:
Área da seção transversal quadrada Aq = 0,16 m²
Área da seção transversal circular Ac = 0,13461 m²
Área da seção transversal A = (Ac + Aq) / 2
A= 0,147305 m²
Obs: esta área foi obtida através de uma média entre a área da seção
quadrada e seção circular da tubulação na tentativa de encontrar um
valor aproximado do valor real.

40
Daí,
U = ρar x V x A
U = 1,1 x 20,7 x 0,147305
U = 3,3 Kg /s
7.3.5. CÁLCULO DA VAZÃO DO AR DE EXAUSTÃO NO MODO
PULSANTE
Sob as seguintes condições:
- Temperatura do ar de exaustão = 330°C
- ρar = 0,6 Kg / m³ (T ~ 350°C - Temperatura do ar de exaustão)
- Desnível da coluna de água = 0.004 m
▪ Velocidade:
hgV ..2
V = 41,2 Km/h
V = 11,4 m/s => velocidade medida através de um Tubo de Pitot
▪ Área da seção transversal da chaminé onde foi realizada a tomada
de velocidade pelo Tubo de Pitot:
A = 0,071 m²
Daí,
U = ρar x V x A
U = 0,6 x 11,4 x 0,071
U = 0,5 Kg /s

41
7.3.6. CÁLCULO DA QUANTIDADE DE CALOR TRANSFERIDO NO
PROCESSO DE SECAGEM
Para o cálculo da quantidade de calor transferido no processo de
secagem, foi utilizada a seguinte expressão, considerando o ar atmosférico como
gás perfeito:
Ts
TepodtCQ x U
onde:
Cpo = calor especifico do ar;
Te = temperatura de entrada do ar;
Ts = temperatura de saída do ar;
U = fluxo de massa de ar;
Sendo:
Cpo = 38,7344 + 4,0204 x 10-3 1,5 – 445,946 -1,5 + 905,536 -2 – 656,32 -3
Cpo = [KJ / Kmol K]
= T [Kelvin] / 100
Após a integração:
Q = [ 38,7344 T + 1,60816 x 10-6 T 2,5 + 8,91892 x 105 T -0,5 – 9,05536 x 10 6
T –1 + 3,2816 x 108 T –2 ]Ts x U
Te
7.4. RESULTADOS OBSERVADOS

42
7.4.1. CALOR TRANSFERIDO NO PROCESSO DE SECAGEM SEM A
UTILIZAÇÃO DA COMBUSTÃO PULSANTE
As tabelas a seguir apresentam os resultados, para o processo de
secagem sem a utilização da combustão pulsante.
Tabela 7.01 - Calor máximo que pode ser fornecido
Cálculo do Calor Máximo que pode ser Fornecido
Temperatura de Entrada ( 765ºC ) 1038 Kelvin
Temperatura de Saída ( 24ºC ambiente ) 297 Kelvin
Variação de Entalpia 799,8 KJ/Kg
Vazão do ar de exaustão 0,9 m³/s
Peso Específico do ar de exaustão ( 24°C ambiente ) 1,2 Kg/m³
Fluxo de Massa 1,1 Kg/s
Quantidade Total de Calor 863,8 KJ/s
Tabela 7.02 - Calor real fornecido
Cálculo do Calor Real Fornecido
Temperatura de Entrada ( 765ºC ) 1038 Kelvin
Temperatura de Saída ( 450ºC ) 723 Kelvin
Variação de Entalpia 355,0 KJ/Kg
Vazão do ar de exaustão 0,9 m³/s
Peso Específico do ar de exaustão ( 450°C ) 0,5 Kg/m³
Fluxo de Massa 0,5 Kg/s
Quantidade Total de Calor 159,8 KJ/s

43
Tabela 7.03 - Calor real transferido para o ar de secagem
Cálculo do Calor Real Transferido para o Ar de Secagem
Temperatura de Entrada ( 24ºC ambiente ) 297 Kelvin
Temperatura de Saída (60ºC ) 333 Kelvin
Variação de Entalpia 36,6 KJ/Kg
Vazão do ar de Secagem 3,2 m³/s
Peso Específico do ar de secagem ( 60°C ) 1,0 Kg/m³
Fluxo de Massa 3,2 Kg/s
Quantidade Total de Calor 117,4 KJ/s
7.4.2. EFICIÊNCIA OBSERVADA NO PROCESSO DE SECAGEM SEM A
UTILIZAÇÃO DA COMBUSTÃO PULSANTE
= calor real transferido para o ar de secagem / calor máximo que pode
ser fornecido
= 117,4 / 863,8
= 13,6 %
Gráfico 7.01 – Eficiência do processo de secagem sem o uso da combustão
pulsante
Calor aproveitado
13,6%
Calor não
aproveitado
86,4%

44
7.4.3. CALOR TRANSFERIDO NO PROCESSO DE SECAGEM COM A
UTILIZAÇÃO DA COMBUSTÃO PULSANTE
As tabelas a seguir apresentam os resultados, para o processo de
secagem com a utilização da combustão pulsante.
Tabela 7.04 - Calor máximo que pode ser fornecido no modo pulsante
Cálculo do Calor Máximo que pode ser Fornecido
Temperatura de Entrada ( 550ºC ) 823 Kelvin
Temperatura de Saída ( 24 ºC ambiente ) 297 Kelvin
Variação de Entalpia 555,2 KJ/Kg
Vazão do ar de exaustão 0,8 m³/s
Peso Específico do ar de exaustão ( 24°C ambiente ) 1,2 Kg/m³
Fluxo de Massa 1,0 Kg/s
Quantidade Total de Calor 533,0 KJ/s
Tabela 7.05 - Calor real fornecido no modo pulsante
Cálculo do Calor Real Fornecido
Temperatura de Entrada ( 550ºC ) 823 Kelvin
Temperatura de Saída ( 330ºC ) 603 Kelvin
Variação de Entalpia 239,7 KJ/Kg
Vazão do ar de exaustão 0,8 m³/s
Peso Específico do ar de exaustão ( 330°C ) 0,6 Kg/m³
Fluxo de Massa 0,5 Kg/s
Quantidade Total de Calor 115,1 KJ/s

45
Tabela 7.06 - Calor real transferido para o ar de secagem no modo pulsante
Cálculo do Calor Real Transferido para o Ar de Secagem
Temperatura de Entrada ( 24ºC ambiente ) 297 Kelvin
Temperatura de Saída ( 52ºC ) 325 Kelvin
Variação de Entalpia 28,4 KJ/Kg
Vazão do ar de Secagem 3,1 m³/s
Peso Específico do ar de secagem ( 52°C ) 1,1 Kg/m³
Fluxo de Massa 3,3 Kg/s
Quantidade Total de Calor 93,2 KJ/s
7.4.4. EFICIÊNCIA OBSERVADA NO PROCESSO DE SECAGEM COM A
UTILIZAÇÃO DA COMBUSTÃO PULSANTE
= calor real transferido para o ar de secagem no modo pulsante / calor
máximo que pode ser fornecido no modo pulsante
= 93,2 / 533,0
= 17,5 %
Gráfico 7.02 – Eficiência do processo de secagem com o uso da combustão
pulsante
Calor aproveitado
17,5%
Calor não
aproveitado
82,5%

46
7.4.5. COMPARATIVO ENTRE A EFICIÊNCIA OBSERVADA NO
PROCESSO DE SECAGEM SEM A UTILIZAÇÃO DA COMBUSTÃO
PULSANTE E COM A UTILIZAÇÃO DA COMBUSTÃO PULSANTE
i = ( eficiência pulsante – eficiência normal ) / eficiência normal
i = (17,5 – 13,6 ) / 13,6
i = 28,7 %
Gráfico 7.03 – Comparativo entre as eficiências do processo de secagem no
modo normal e no modo pulsante
A partir dos resultados apresentados pelas tabelas anteriores, foi
possível observar a eficiência do processo de secagem para ambos os modos de
funcionamento, o modo normal e o modo pulsante, percebendo-se um aumento de
28,7% da eficiência do processo de secagem, para o funcionamento no modo
pulsante, representado pelo gráfico acima.
13,6%
17,5%
modo normal
modo pulsante

47
8. CONCLUSÃO
A combustão pulsante mostrou-se realmente uma alternativa viável,
melhorando a eficiência dos processos de transferência de calor envolvidos na
secagem de café.
Através dos resultados obtidos, e o consumo de lenha medido, foi
constatado uma economia significativa no consumo de combustível (lenha) e
consequentemente maiores ganhos para o produtor de café.
Na secagem de queima indireta em modo normal, o consumo de lenha
era da ordem de 260 Kg / h, com o aumento de 28,7% da eficiência do processo
de secagem, após realizada a montagem para a pulsação, o consumo de lenha
passou para aproximadamente 190 Kg / h, proporcionando uma economia de 70
Kg / h.
Considerando que o preço da lenha é de R$ 25,00 / m³ (Bruno Krohling)
e o seu peso especifico é de aproximadamente 450 Kg / m³ (PRO-TEC), a
economia então será de R$ 3,90 / h; em uma secagem que dura em torno de 24h,
esta economia pode chegar a 1680 Kg de lenha, proporcionando, uma economia
de R$ 100,00 para o produtor.
Levando-se em conta o investimento inicial e o consumo de energia
elétrica para a utilização da combustão pulsante, esta se torna ainda mais
vantajosa em relação às outras alternativas utilizadas até agora para melhorar a
eficiência do processo de secagem do café, pois os equipamentos utilizados para
a pulsação são relativamente de baixo custo e apresentam um consumo de
energia elétrica de apenas 100W (Sérgio Leite).

48
9. REFERÊNCIAS BIBLIOGRÁFICAS
▪ VAN WYLEN, G.; SONNTAG, R.; BORGNAKKE, C. Fundamentos da
Termodinâmica Clássica, 4. ed., São Paulo: Edgard Blücher, 1995.
▪ PROVENZA, Francesco. Projetista de Máquinas, 5. ed., São Paulo: PRO-
TEC, 1984.
▪ FERREIRA, Marco Aurélio. Abordagem Teórica e Experimental de
Combustores do Tipo Rijke. 1997. 227p. Tese ( doutorado em Engenharia
Mecânica ) – programa de pós-graduação em Engenharia Mecânica,
Universidade Estadual Paulista, Guaratinguetá, 1997.
▪ CONGRESSO BRASILEIRO DE PESQUISAS CAFEEIRAS, 21. , 1995,
Caxambu, MG. Trabalhos Apresentados... Rio de Janeiro: MAARA /
PROCAFÉ, 1995.
▪ CONGRESSO BRASILEIRO DE PESQUISAS CAFEEIRAS, 25. , 1999,
Franca, SP. Trabalhos Apresentados... Rio de Janeiro: MAA / PROCAFÉ,
1999.
▪ CONGRESSO BRASILEIRO DE PESQUISAS CAFEEIRAS, 28. , 2002,
Caxambu, MG. Trabalhos Apresentados... Rio de Janeiro: MAPA /
PROCAFÉ, 2002.
▪ CUIDADOS na colheita, no preparo e no armazenamento do café. INFORME
AGROPECUÁRIO, Belo Horizonte, ano 14, n. 162, p. 33 - 44, 1989.
▪ EQUIPAMENTOS para café. Disponível em:
<http://www.pinhalense.com.br/produtos/café/prod-04-port.htm >. Acesso em:
15 jul. 2004.
▪ CAFÉ - Revista Minas Faz Ciência no_ 8 – Fapemig. Disponível em:
<http://www.comciencia.br/reportagens>. Acesso em: 15 jul. 2004.
▪ NOVAS TECNOLOGIAS de secagem para café. Disponível em:
<http://www.pos-colheita.com.br/>. Acesso em: 15 jul. 2004.
▪ D’ANDREA secadores de café. Disponível em:
<http://www.agrotrends.com.br/portugues/portugues.htm>. Acesso em: 03 set.
2004.

49
▪ MÁQUINAS GRACIANO. Disponível em: <http://www.mgraciano.com.br/>.
Acesso em: 03 set. 2004.
▪ SECADOR de leito fixo. Disponível em:
<http://www.polidryer.com.br/Seclf.htm>. Acesso em: 03 set. 2004.
▪ IMPORTÂNCIA do secador de café. Disponível em:
<http://www.agridata.mg.gov.br/preparo.htm#item2>. Acesso em: 03 set. 2004.
▪ SECAGEM utilizando água quente como fonte de calor. Disponível em:
<http://www.caldeiras.com/agricola.htm#A%20SOLUÇÃO%20DEFINITIVA>.
Acesso em: 03 set. 2004.

50
ANEXOS

51
AVALIAÇÃO ENERGÉTICA E ECONOMICA DO GLP E DA LENHA NA
SECAGEM DO CAFÉ
Entre os combustíveis utilizados na secagem tem-se feito uso
principalmente da lenha, e mais recentemente, do GLP (gás liquefeito de
petróleo).
A lenha, combustível á base de celulose e empregada em diversos
países, tem como vantagem a possibilidade do emprego de mão-de-obra não
qualificada, porém possui baixa eficiência térmica (17%) e baixo poder calorífico
(13.000 kJ.kg-1 ) quando comparado ao GLP. Além disso, o uso da lenha
apresenta sérias limitações no que se refere à questão ambiental. Além de
produzir resíduos poluentes provenientes da queima incompleta, diminui a área
coberta com vegetação nativa podendo causar sérios impactos na fauna e na
estabilização dos mananciais aquáticos.
O GLP é um combustível de uso recente na secagem do café. Sua
principal vantagem é a praticidade no manuseio e a constância no fornecimento de
calor, além de possuir boa eficiência térmica (60%) e um poder calorífico alto
(47440 KJ.kg –1 ) em relação à lenha. Como desvantagem, o GLP possui
instabilidade no custo, pois seu preço está vinculado ao preço do petróleo, além
de exigir mão-de-obra qualificada.
Existe grande divergência entre técnicos da área de secagem na
recomendação da opção mais econômica para o combustível a ser usado na
secagem. Muitos produtores e técnicos consideram apenas o custo de
combustível para a avaliação econômica. No entanto, custos de depreciação,
energia elétrica e mão-de-obra devem ser considerados para obter uma análise
mais completa.

52
Neste contexto, tendo em vista a necessidade de reduzir o custo de
produção e visto que o processo de secagem tem grande influência no custo total
de produção, este trabalho teve como objetivos principais avaliar técnica e
economicamente a secagem do café usando lenha e GLP como combustíveis
para o aquecimento do ar. O presente estudo foi realizado no Pólo de Tecnologia
em Pós-Colheita de café, na Universidade Federal de Lavras, MG. Foram
realizados dois testes usando simultaneamente dois secadores rotativos com
capacidade de 5.000 litros.
Para a avaliação do desempenho dos sistemas de secagem foram
realizadas as seguintes medições: temperatura da massa de café, do ar de
secagem, do ar no plenum e do ar de exaustão, pressão estática no plenum,
umidade inicial e final do café, umidade relativa e temperatura do ar ambiente,
consumo total de combustível, consumo de energia elétrica e tempo total de
secagem.
A temperatura do ar de secagem e da massa de café foi realizada por
meio de termopares instalados, respectivamente, no duto de entrada de cada
secador e em diversos pontos na massa de café. Amostras foram retiradas a cada
duas horas de secagem e a umidade foi determinada pelo método padrão de
estufa 105+ - 1º C durante 24 horas.
A pressão estática foi medida em 3 pontos distribuídos
longitudinalmente dentro do plenum. O consumo do GLP foi determinado por meio
de gasômetro da marca Equimenter, modelo S-275 instalado na linha de
alimentação de cada secador.
A avaliação do desempenho da secagem foi realizada segundo
metodologia adaptada proposta por Barkker Arkema et al (1978). A avaliação
econômica foi feita calculando-se os custos de mão-de-obra, combustível, energia

53
elétrica, depreciação de capital fixo e custo total. Os resultados da avaliação do
desempenho dos secadores nos testes 1 e 2 são apresentados na Tabela 1.
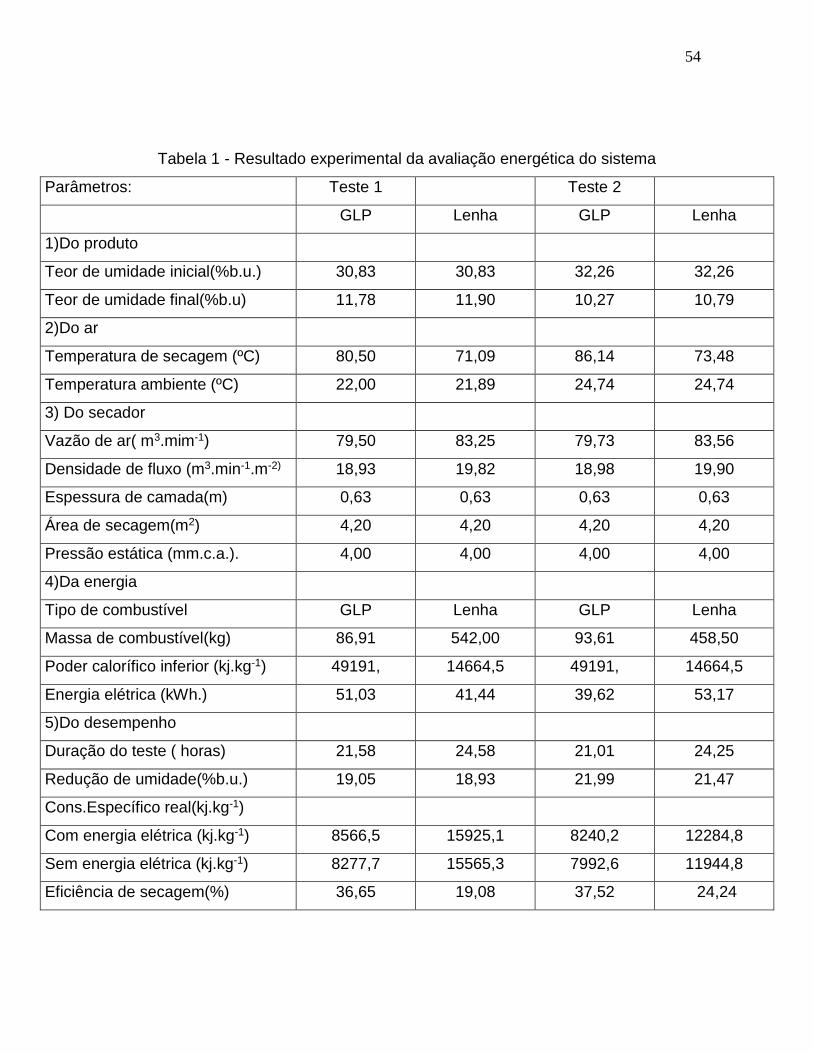
Observa-se que os conteúdos de umidade iniciais e finais para cada
teste foram bem próximos, mostrando a uniformidade da matéria-prima neste
experimento. As temperaturas médias do ar de secagem foram menores para as
secagens que usaram lenha, em relação às secagens que usaram GLP nos testes
1 e 2. Nos testes que usaram lenha observou-se maior consumo total de energia
elétrica devido ao maior tempo de funcionamento do sistema de secagem. Além
disso, verificou-se que o consumo específico de energia para as secagens que
utilizaram lenha foi maior que as secagens que usaram GLP. Observou-se
eficiência mais baixa nas secagens que usaram lenha quando comparadas com
as secagens que utilizaram GLP.
A análise da eficiência de sistemas de secagem considera tanto as
perdas de energia não aproveitada para a retirada de água da massa do café
como também aquelas ocorridas na queima do combustível, nos trocadores de
calor da fornalha, nos dutos de ventilação, no ventilador e plenum do secador.
Nos testes 1 e 2 , os custos de combustível para os tratamentos que
usaram GLP representam 74,69% e 76,81% do custo total de secagem. Já a
participação do custo do combustível nos testes com lenha representaram
respectivamente, 16,58% e 14,28% do custo total da secagem.
Esses autores, analisando sistemas de aquecimento do ar pela queima
de GLP, lenha de eucalipto e palha de café, verificaram que a operação realizada
com GLP apresentou um maior custo de combustível. Entretanto, em muitos casos
a decisão de optar por um sistema de outro aquecimento do ar é feito apenas
baseado no custo do combustível não levando em conta outros custos, que podem
resultar na escolha de sistemas de custos totais mais elevados, ou mesmo, com
custos semelhantes, porém, com desvantagens operacionais.
54
Tabela 1 - Resultado experimental da avaliação energética do sistema
Parâmetros: Teste 1 Teste 2
GLP Lenha GLP Lenha
1)Do produto
Teor de umidade inicial(%b.u.) 30,83 30,83 32,26 32,26
Teor de umidade final(%b.u) 11,78 11,90 10,27 10,79
2)Do ar
Temperatura de secagem (ºC) 80,50 71,09 86,14 73,48
Temperatura ambiente (ºC) 22,00 21,89 24,74 24,74
3) Do secador
Vazão de ar( m3.mim-1) 79,50 83,25 79,73 83,56
Densidade de fluxo (m3.min-1.m-2) 18,93 19,82 18,98 19,90
Espessura de camada(m) 0,63 0,63 0,63 0,63
Área de secagem(m2) 4,20 4,20 4,20 4,20
Pressão estática (mm.c.a.). 4,00 4,00 4,00 4,00
4)Da energia
Tipo de combustível GLP Lenha GLP Lenha
Massa de combustível(kg) 86,91 542,00 93,61 458,50
Poder calorífico inferior (kj.kg-1) 49191, 14664,5 49191, 14664,5
Energia elétrica (kWh.) 51,03 41,44 39,62 53,17
5)Do desempenho
Duração do teste ( horas) 21,58 24,58 21,01 24,25
Redução de umidade(%b.u.) 19,05 18,93 21,99 21,47
Cons.Específico real(kj.kg-1)
Com energia elétrica (kj.kg-1) 8566,5 15925,1 8240,2 12284,8
Sem energia elétrica (kj.kg-1) 8277,7 15565,3 7992,6 11944,8
Eficiência de secagem(%) 36,65 19,08 37,52 24,24

55
O maior custo de depreciação para os testes que usaram lenha deve-se
ao fato da vida útil da fornalha ser menor do que a do queimador. De acordo com
os fabricantes, a vida útil de uma fornalha é de 6 anos, possuindo um valor de
sucata de R$ 1.500,00. Já o queimador possui uma vida útil de 20 anos e um valor
de sucata de R$ 750,00. A vida útil da fornalha e do queimador pode variar entre
fabricante e de proprietário para proprietário, dependendo dos cuidados tomados.
O custo de energia elétrica é proporcional ao tempo de funcionamento
do secador. Observa-se que o custo de energia elétrica foi maior nas secagens
que usaram lenha, pois foram os testes com maior tempo de funcionamento.
Considerando os custos fixos e variáveis, observa-se que o custo total
de secagem de café com lenha ou GLP foram considerados praticamente iguais,
apresentando pequenas diferenças resultantes de variações que normalmente
ocorre durante a condução dos testes e não especificamente em função da opção
entre o sistema de aquecimento do ar.
A partir dos dados observados, conclui-se que:
▪ Energeticamente, a secagem com lenha foi menos eficiente que a secagem
com GLP, apresentando menores valores de eficiência e maiores
consumos específicos de energia.
▪ Economicamente, o custo de combustível na secagem a ;lenha foi 4,5
vezes menor do que a secagem em que se fez o uso de GLP. No entanto, o
custo total demonstrou valores praticamente iguais para ambas as
secagens.